JP2007237201A - 接合良否判定方法及び接合装置 - Google Patents
接合良否判定方法及び接合装置 Download PDFInfo
- Publication number
- JP2007237201A JP2007237201A JP2006060155A JP2006060155A JP2007237201A JP 2007237201 A JP2007237201 A JP 2007237201A JP 2006060155 A JP2006060155 A JP 2006060155A JP 2006060155 A JP2006060155 A JP 2006060155A JP 2007237201 A JP2007237201 A JP 2007237201A
- Authority
- JP
- Japan
- Prior art keywords
- protrusion
- measurement auxiliary
- horn
- joining
- bonding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
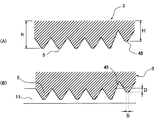
【解決手段】接合良否判定方法が、圧痕形状および沈み込み量Dを測定するための測定補助突起45が備えられたホーン3で被接合物11、12を接合する段階と、被接合物11、12における接合後の測定補助突起45の圧痕22から接合の良否を判定する段階と、を含んでいる。
【選択図】図7
Description
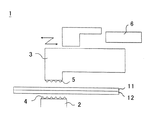
2 アンビル、
3 ホーン、
4 アンビルの突起、
5 ホーンの突起、
11 被接合物(上板)、
12 被接合物(下板)、
21 アンビルの圧痕、
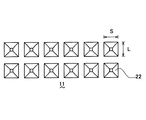
22 ホーンの圧痕、
40 測定補助突起の谷部、
45 測定補助突起。
Claims (11)
- 圧痕形状および沈み込み量を測定するための測定補助突起が備えられたホーンで被接合物を接合する段階と、
前記被接合物における接合後の前記測定補助突起の圧痕から接合の良否を判定する段階と、
を含むことを特徴とする接合良否判定方法。 - 前記接合の良否は、前記被接合物における前記測定補助突起の沈み込み量に基づいて判定することを特徴とする請求項1に記載の接合良否判定方法。
- 前記接合の良否は、前記被接合物における前記測定補助突起の沈み込み面積に基づいて判定することを特徴とする請求項1に記載の接合良否判定方法。
- 前記測定補助突起の谷部の深さは他の突起の谷部の深さよりも深いことを特徴とする請求項1〜請求項3のいずれか1項に記載の接合良否判定方法。
- 前記測定補助突起の突出高さは他の突起の突出高さと異なることを特徴とする請求項1〜請求項4のいずれか1項に記載の接合良否判定方法。
- 前記被接合物が異種金属である場合、一方の金属の硬度が他方の金属の硬度よりも小さいものをホーン側に配置させて接合することを特徴とする請求項1〜請求項5のいずれか1項に記載の接合良否判定方法。
- 請求項1〜6の方法に実施に直接使用する接合装置であって、
被接合物を押圧するホーンに、圧痕形状および沈み込み量を測定するための測定補助突起が備えられていることを特徴とする接合装置。 - 前記測定補助突起は前記ホーンの外周部分または外周部分よりも内側のいずれかに設けられていることを特徴とする請求項7に記載の接合装置。
- 前記測定補助突起は前記ホーンの突起列の一部を構成することを特徴とする請求項7または請求項8に記載の接合装置。
- 前記測定補助突起の谷部の深さは他の突起の谷部の深さよりも深いことを特徴とする請求項7〜請求項9のいずれか1項に記載の接合装置。
- 前記測定補助突起の突出高さは他の突起の突出高さと異なることを特徴とする請求項7〜請求項10のいずれか1項に記載の接合装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006060155A JP5135694B2 (ja) | 2006-03-06 | 2006-03-06 | 接合良否判定方法及び接合装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006060155A JP5135694B2 (ja) | 2006-03-06 | 2006-03-06 | 接合良否判定方法及び接合装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007237201A true JP2007237201A (ja) | 2007-09-20 |
| JP5135694B2 JP5135694B2 (ja) | 2013-02-06 |
Family
ID=38583249
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006060155A Active JP5135694B2 (ja) | 2006-03-06 | 2006-03-06 | 接合良否判定方法及び接合装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5135694B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010190660A (ja) * | 2009-02-17 | 2010-09-02 | Toyota Motor Corp | 接合部検査方法及び接合部検査装置 |
| CN102513686A (zh) * | 2011-12-02 | 2012-06-27 | 苏州冠硕新能源有限公司 | 超声波焊头、具有超声波焊头的超声波焊接设备及使用该超声波焊接设备焊接电池极耳的方法 |
| CN102785022A (zh) * | 2012-08-23 | 2012-11-21 | 乐清市力辉电器有限公司 | 磁保持继电器超声波焊接装置的抓料机构 |
| JP2016052670A (ja) * | 2014-09-03 | 2016-04-14 | ニチコン株式会社 | 超音波溶接ホーン、電解コンデンサの製造方法および電解コンデンサ |
| JP2016107291A (ja) * | 2014-12-04 | 2016-06-20 | 株式会社Gsユアサ | 超音波接合装置、及び超音波接合装置を用いた蓄電素子の製造方法 |
| CN109636776A (zh) * | 2018-11-15 | 2019-04-16 | 暨南大学 | 一种焊线焊接缺陷的检测方法及其检测装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07124761A (ja) * | 1993-11-08 | 1995-05-16 | Kikuchi Press Kogyo Kk | アルミニウム板等の超音波溶接方法 |
| JP2005111547A (ja) * | 2003-10-10 | 2005-04-28 | Nissan Motor Co Ltd | 超音波溶接機 |
| JP2005205421A (ja) * | 2004-01-20 | 2005-08-04 | Nissan Motor Co Ltd | 溶接品質判定方法および溶接品質判定装置 |
-
2006
- 2006-03-06 JP JP2006060155A patent/JP5135694B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07124761A (ja) * | 1993-11-08 | 1995-05-16 | Kikuchi Press Kogyo Kk | アルミニウム板等の超音波溶接方法 |
| JP2005111547A (ja) * | 2003-10-10 | 2005-04-28 | Nissan Motor Co Ltd | 超音波溶接機 |
| JP2005205421A (ja) * | 2004-01-20 | 2005-08-04 | Nissan Motor Co Ltd | 溶接品質判定方法および溶接品質判定装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010190660A (ja) * | 2009-02-17 | 2010-09-02 | Toyota Motor Corp | 接合部検査方法及び接合部検査装置 |
| CN102513686A (zh) * | 2011-12-02 | 2012-06-27 | 苏州冠硕新能源有限公司 | 超声波焊头、具有超声波焊头的超声波焊接设备及使用该超声波焊接设备焊接电池极耳的方法 |
| CN102785022A (zh) * | 2012-08-23 | 2012-11-21 | 乐清市力辉电器有限公司 | 磁保持继电器超声波焊接装置的抓料机构 |
| JP2016052670A (ja) * | 2014-09-03 | 2016-04-14 | ニチコン株式会社 | 超音波溶接ホーン、電解コンデンサの製造方法および電解コンデンサ |
| JP2016107291A (ja) * | 2014-12-04 | 2016-06-20 | 株式会社Gsユアサ | 超音波接合装置、及び超音波接合装置を用いた蓄電素子の製造方法 |
| CN109636776A (zh) * | 2018-11-15 | 2019-04-16 | 暨南大学 | 一种焊线焊接缺陷的检测方法及其检测装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5135694B2 (ja) | 2013-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4792945B2 (ja) | 超音波接合装置および接合構造体 | |
| JP5135694B2 (ja) | 接合良否判定方法及び接合装置 | |
| JP4919317B2 (ja) | スポット溶接方法 | |
| KR101706491B1 (ko) | 접합 상태 검사 방법 | |
| US20110248069A1 (en) | Ultrasonic weld pad for welding battery cell tabs | |
| US8875579B2 (en) | Method and apparatus for non-destructive weld testing | |
| WO2007055130A1 (ja) | スポット溶接方法、ナゲットの形成判定方法、スポット溶接装置、及びスポット溶接用電極 | |
| JP2008142739A (ja) | 超音波接合装置およびその制御方法、並びに超音波接合の接合検査装置およびその接合検査方法 | |
| KR20190049622A (ko) | 전지의 제조 방법 및 전지의 제조 장치 | |
| JP5366499B2 (ja) | 溶接方法 | |
| JP5795300B2 (ja) | 電池用極板製造装置の検査方法及び検査装置 | |
| JP6214376B2 (ja) | 溶接部の接合状態評価方法 | |
| JP2005088067A (ja) | ホーンと該ホーンを含む超音波接合装置、及び超音波接合方法 | |
| JP4849246B2 (ja) | 超音波接合の接合品質判別方法 | |
| JP4609169B2 (ja) | 超音波接合方法 | |
| WO2022035924A1 (en) | Self leveling stack assembly with front-loaded amplitude uniform ultrasonic welding horn | |
| JP3927190B2 (ja) | 超音波溶着装置 | |
| JP2000061559A (ja) | 金属薄板結合装置及び結合部の品質管理方法 | |
| JP5335463B2 (ja) | 超音波金属接合機 | |
| JPH08105869A (ja) | 超音波探触子特性評価用標準試料および超音波探触子特性評価方法 | |
| JP2004325374A (ja) | 基板実装部品の接続強度評価方法 | |
| JP5335450B2 (ja) | 超音波金属接合機 | |
| JP2003220482A (ja) | レーザ溶接方法及びレーザ溶接装置 | |
| JP2008068261A (ja) | 超音波接合方法 | |
| US20230201910A1 (en) | Rivet joining method and joining processing apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120405 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120920 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121016 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121029 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5135694 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151122 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |