JP2007160921A - 印刷版、その製造方法、それを含むロールプリント装置及びそれを用いた表示装置の製造方法 - Google Patents
印刷版、その製造方法、それを含むロールプリント装置及びそれを用いた表示装置の製造方法 Download PDFInfo
- Publication number
- JP2007160921A JP2007160921A JP2006201254A JP2006201254A JP2007160921A JP 2007160921 A JP2007160921 A JP 2007160921A JP 2006201254 A JP2006201254 A JP 2006201254A JP 2006201254 A JP2006201254 A JP 2006201254A JP 2007160921 A JP2007160921 A JP 2007160921A
- Authority
- JP
- Japan
- Prior art keywords
- printing
- display panel
- ink
- printing plate
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/133—Constructional arrangements; Operation of liquid crystal cells; Circuit arrangements
- G02F1/1333—Constructional arrangements; Manufacturing methods
- G02F1/1339—Gaskets; Spacers; Sealing of cells
Landscapes
- Physics & Mathematics (AREA)
- Nonlinear Science (AREA)
- Mathematical Physics (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Liquid Crystal (AREA)
- Devices For Indicating Variable Information By Combining Individual Elements (AREA)
Abstract
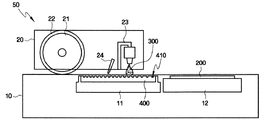
【解決手段】第1の方向に沿って等間隔に配列されており、第1の方向と垂直な第2の方向の開始列より終了列において間隔が広く配列されており、深さが表示パネルのセルギャップと実質的に同一な多数の印刷溝アレイを含む印刷版と、印刷溝に充填されたインクを転写する転写シートを備える転写ローラとを含む。これにより、開口率が向上し、セルギャップの精度を改善することができる。
【選択図】図1
Description

20:上部フレーム
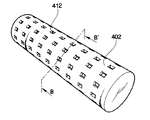
21:転写ローラ
22:転写シート
24:ブレード
50:ロールプリント装置
100:第1の表示板
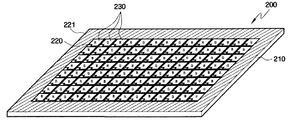
200:第2の表示板
300:インク
350:スペーサ
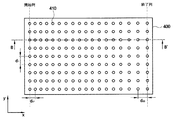
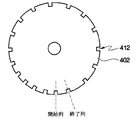
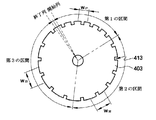
400:印刷版
410:印刷溝
Claims (20)
- 第1の方向に沿って等間隔に配列されており、前記第1の方向と垂直な第2の方向の開始列より終了列において間隔が広く配列されており、2枚の互いに対向する基板を含む表示パネルのセルギャップと深さが実質的に同一な複数の印刷溝アレイを含む印刷版と、
前記印刷溝に充填されたインクを前記表示パネルの一方の基板に転写する転写シートを備える転写ローラとを含むことを特徴とするロールプリント装置。 - 前記印刷溝は、前記第2の方向に沿って前記開始列から前記終了列に向かうほど印刷溝アレイの間隔が広くなることを特徴とする請求項1に記載のロールプリント装置。
- 前記印刷溝は、第2の方向に沿って配列された2以上の等間隔区間を含み、前記等間隔区間の印刷溝間隔は、前記印刷溝アレイの終了列に近いほど広いことを特徴とする請求項1に記載のロールプリント装置。
- 前記転写ローラは、前記第2の方向に前記印刷版上をローリングすることによって前記印刷溝アレイに充填されたインクを前記転写シートに転写することを特徴とする請求項1に記載のロールプリント装置。
- 前記転写ローラは、前記表示パネルの一方の基板上でローリングすることによって前記転写シートに転写された前記インクを前記表示パネルの一側基板上に再転写することを特徴とする請求項4に記載のロールプリント装置。
- 前記転写ローラは、前記表示パネルの一方の基板上に前記ローリング方向によって等間隔に前記インクを再転写することを特徴とする請求項5に記載のロールプリント装置。
- 前記インクは、スペーサを含むことを特徴とする請求項1に記載のロールプリント装置。
- 2枚の互いに対向する基板を含む表示パネルのセルギャップと深さが実質的に同一な複数の印刷溝アレイを備える印刷版であって、
前記印刷溝は、第1の方向に沿って等間隔に配列されており、前記第1の方向と垂直な第2の方向に沿って開始列より終了列において間隔が広く配列されていることを特徴とする印刷版。 - 前記印刷溝は、前記第2の方向に沿って前記開始列から前記終了列に向かうほど間隔が広くなることを特徴とする請求項8に記載の印刷版。
- 前記印刷溝は、第2の方向に沿って配列された2以上の等間隔区間を含み、前記等間隔区間の印刷溝間隔は前記終了列に近いほど広いことを特徴とする請求項8に記載の印刷版。
- 2枚の互いに対向する基板を含む表示パネルのスペーサアレイと同一な間隔を有するテスト印刷版の凹溝アレイにインクを充填し、
前記テスト印刷版上に転写シートを備える転写ローラをローリングすることによって前記インクを前記転写シートに転写し、
前記転写シートに転写されたインクをテスト基板上に再転写し、
前記再転写されたインクパターンの間隔と前記スペーサアレイの間隔とを比較することによって、印刷溝アレイの間隔を決定することを含むことを特徴とする印刷版の製造方法。 - 前記印刷溝アレイの間隔を決定することは、前記ローリング方向を基準に前記印刷溝アレイの幅(Wp)が、前記スペーサアレイの幅(Wt1)及び前記再転写されたインクパターンの幅(Wt2)について以下の式を満足するように決定することを含むことを特徴とする請求項11に記載の印刷版の製造方法。
- 第1の方向に沿って等間隔に配列されており、前記第1の方向と垂直な第2の方向の開始点より終了点において間隔が広く配列されており、2枚の互いに対向する基板を含む表示パネルのセルギャップと深さが実質的に同一な印刷版の印刷溝アレイにスペーサを含むインクを充填し、
前記印刷版上に転写シートを備える転写ローラをローリングすることによって前記インクを前記転写シートに転写し、
前記転写シートに転写されたインクを前記表示パネルの一方の基板上に再転写することを含むことを特徴とする表示装置の製造方法。 - 前記印刷溝は、前記第2の方向に沿って前記開始点から前記終了点に向かうほど間隔が広くなることを特徴とする請求項13に記載の表示装置の製造方法。
- 前記印刷溝は、第2の方向に沿って配列された2以上の等間隔区間を含み、前記等間隔区間の印刷溝間隔は前記終了点に近いほど広いことを特徴とする請求項13に記載の表示装置の製造方法。
- 前記表示板か、マトリクス状に配列された複数個の画素を備え、前記印刷溝の前記第1の方向における間隔は、前記表示パネルの一方の基板に備えられた隣接する画素間の一方向における間隔と実質的に同一であることを特徴とする請求項13に記載の表示装置の製造方法。
- 前記ローリングすることは、前記印刷版のローリング転写開始列から前記第2の方向にローリングすることであることを特徴とする請求項13に記載の表示装置の製造方法。
- 前記表示パネルの一方の基板は、格子形状の遮光パターンを含み、前記再転写することは、前記インクが前記表示パネルの一方の基板の遮光パターン上に再転写されることであることを特徴とする請求項13に記載の表示装置の製造方法。
- 前記再転写することは、前記表示パネルの一方の基板上にローリング方向に沿って前記インクが等間隔に再転写されることであることを特徴とする請求項13に記載の表示装置の製造方法。
- 前記表示パネルの一方の基板は、マトリクス状に配列された複数個の画素を備え、前記ローリング方向に再転写されたインクの間隔は、隣接する前記画素の他方向間隔と同一であることを特徴とする請求項19に記載の表示装置の製造方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020050121845A KR20070062106A (ko) | 2005-12-12 | 2005-12-12 | 인쇄판, 이의 제조 방법과 이를 포함하는 롤 프린트 장치및 이를 이용한 표시 장치의 제조 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007160921A true JP2007160921A (ja) | 2007-06-28 |
| JP2007160921A5 JP2007160921A5 (ja) | 2009-09-10 |
Family
ID=38137997
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006201254A Withdrawn JP2007160921A (ja) | 2005-12-12 | 2006-07-24 | 印刷版、その製造方法、それを含むロールプリント装置及びそれを用いた表示装置の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20070131124A1 (ja) |
| JP (1) | JP2007160921A (ja) |
| KR (1) | KR20070062106A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010111871A (ja) * | 2008-11-07 | 2010-05-20 | Lg Display Co Ltd | インク組成物及びこれを用いた液晶表示装置の製造方法 |
| US9169409B2 (en) | 2008-11-07 | 2015-10-27 | Lg Display Co., Ltd. | Ink composition for imprint lithography and roll printing |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101138428B1 (ko) * | 2005-09-06 | 2012-04-26 | 삼성전자주식회사 | 잉크 패턴 인쇄 장치, 이를 이용한 잉크 패턴 형성 방법 및액정 표시 장치의 제조 방법 |
| KR101019951B1 (ko) * | 2008-07-21 | 2011-03-09 | (주)넥셈 | 페이스트 휠 |
| KR101697276B1 (ko) * | 2016-06-02 | 2017-01-17 | 정재용 | 배열 분리 구조에 의한 적층물의 적층 방법 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06340054A (ja) * | 1993-06-01 | 1994-12-13 | Tokyo Process Service Kk | スクリーン印刷方法 |
| JP2000094631A (ja) * | 1998-09-22 | 2000-04-04 | Canon Inc | オフセット印刷方法及びこれを用いた画像表示装置 |
| JP2002029032A (ja) * | 2000-07-14 | 2002-01-29 | Dainippon Screen Mfg Co Ltd | 製版機構を備えた印刷装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5678483A (en) * | 1994-02-16 | 1997-10-21 | Corning Incorporated | Method for printing a black border for a color filter |
| US5813336A (en) * | 1995-12-22 | 1998-09-29 | Heidelberger Druckmaschinen Ag | Printing unit with axially removable printing sleeves |
| KR100798314B1 (ko) * | 2001-12-28 | 2008-01-28 | 엘지.필립스 엘시디 주식회사 | 기판의 변동에 의한 패턴의 오정렬이 보상된 패턴형성용잉크인쇄장치 및 이를 이용한 패턴형성방법 |
| US20030232126A1 (en) * | 2002-06-14 | 2003-12-18 | Yang Michael W. | Method for dispersing spacer on the substrate of a liquid crystal display element and apparatus for dispersion therewith |
| JP4789400B2 (ja) * | 2003-02-24 | 2011-10-12 | 株式会社村田製作所 | セラミック電子部品の製造方法及びグラビア印刷方法 |
| KR100805047B1 (ko) * | 2003-09-08 | 2008-02-20 | 엘지.필립스 엘시디 주식회사 | 인쇄 장비 및 이를 이용한 패턴 형성 방법 |
| EP1580015A1 (en) * | 2004-03-24 | 2005-09-28 | Kba-Giori S.A. | Process and apparatus for providing identity marks on security documents |
| KR100606441B1 (ko) * | 2004-04-30 | 2006-08-01 | 엘지.필립스 엘시디 주식회사 | 클리체 제조방법 및 이를 이용한 패턴 형성방법 |
| KR101160833B1 (ko) * | 2005-07-11 | 2012-06-28 | 삼성전자주식회사 | 액정 표시 장치의 제조 장치 |
| KR20080076371A (ko) * | 2007-02-15 | 2008-08-20 | 삼성전자주식회사 | 인쇄판, 이를 갖는 스페이서 인쇄장치 및 이를 이용한스페이서의 인쇄방법 |
| US20090145314A1 (en) * | 2007-12-07 | 2009-06-11 | Chemque, Inc. | Intaglio Printing Methods, Apparatuses, and Printed or Coated Materials Made Therewith |
-
2005
- 2005-12-12 KR KR1020050121845A patent/KR20070062106A/ko not_active Application Discontinuation
-
2006
- 2006-07-24 JP JP2006201254A patent/JP2007160921A/ja not_active Withdrawn
- 2006-11-01 US US11/591,047 patent/US20070131124A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06340054A (ja) * | 1993-06-01 | 1994-12-13 | Tokyo Process Service Kk | スクリーン印刷方法 |
| JP2000094631A (ja) * | 1998-09-22 | 2000-04-04 | Canon Inc | オフセット印刷方法及びこれを用いた画像表示装置 |
| JP2002029032A (ja) * | 2000-07-14 | 2002-01-29 | Dainippon Screen Mfg Co Ltd | 製版機構を備えた印刷装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010111871A (ja) * | 2008-11-07 | 2010-05-20 | Lg Display Co Ltd | インク組成物及びこれを用いた液晶表示装置の製造方法 |
| US9169409B2 (en) | 2008-11-07 | 2015-10-27 | Lg Display Co., Ltd. | Ink composition for imprint lithography and roll printing |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20070062106A (ko) | 2007-06-15 |
| US20070131124A1 (en) | 2007-06-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4084290B2 (ja) | 液晶表示素子の製造方法 | |
| WO2019196632A1 (zh) | 阵列基板及其制备方法、显示面板、显示装置 | |
| US20090066861A1 (en) | Display and Method of Manufacturing the Same | |
| KR20090079159A (ko) | 액정 표시 장치 및 그의 제조 방법 | |
| US7487722B2 (en) | Method of manufacturing a display panel with ink recovery | |
| KR20060001425A (ko) | 액정 표시 장치 및 그 제조 방법 | |
| JP2015148722A (ja) | アレイ基板及びその製造方法 | |
| JP2007160921A (ja) | 印刷版、その製造方法、それを含むロールプリント装置及びそれを用いた表示装置の製造方法 | |
| JP2007013084A (ja) | 液晶表示装置及びその製造方法 | |
| JP2007025667A (ja) | 液晶表示装置の製造装置 | |
| CN111158182B (zh) | 显示面板及其制作方法 | |
| US7140296B2 (en) | Method for forming pattern of liquid crystal display device | |
| JP4516518B2 (ja) | 薄膜トランジスタを用いた液晶表示装置及びその製造方法 | |
| US20100020258A1 (en) | Thin film transistor substrate, method of manufacturing thereof and liquid crystal display device | |
| WO2018219345A1 (zh) | 阵列基板、显示面板及显示装置 | |
| KR101201707B1 (ko) | 액정표시장치 및 그 제조방법 | |
| US8610849B2 (en) | Liquid crystal panel, manufacturing method thereof and liquid crystal display | |
| US20170082885A1 (en) | Liquid-crystal display device and method of fabricating the same | |
| JP3942590B2 (ja) | カラーフィルタ基板の製造方法 | |
| CN102909983B (zh) | 制造印刷版的方法 | |
| KR101885925B1 (ko) | 어레이 기판 및 이를 포함하는 액정표시장치 | |
| US20090159888A1 (en) | Display panel and method for manufacturing the same | |
| KR101205767B1 (ko) | 액상의 유기 반도체물질을 이용한 액정표시장치용 어레이기판의 제조방법 | |
| US20070117047A1 (en) | Printing plate, method of manufacturing of printing plate and liquid crystal display device using the same | |
| JP2008065012A (ja) | 液晶表示パネル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090723 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110906 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20111007 |