JP2007137724A - ガラス製成形型 - Google Patents
ガラス製成形型 Download PDFInfo
- Publication number
- JP2007137724A JP2007137724A JP2005334619A JP2005334619A JP2007137724A JP 2007137724 A JP2007137724 A JP 2007137724A JP 2005334619 A JP2005334619 A JP 2005334619A JP 2005334619 A JP2005334619 A JP 2005334619A JP 2007137724 A JP2007137724 A JP 2007137724A
- Authority
- JP
- Japan
- Prior art keywords
- film
- glass
- mold
- release film
- mold body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Abstract
【課題】長い製品寿命を有するガラス製成形型を提供する。
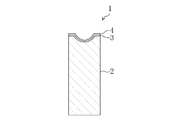
【解決手段】ガラス製成形型1は、柱状の成形型本体2と、離型膜4と、密着膜3とを備えている。成形型本体2は実質的にガラスにより形成されている。離型膜4は成形型本体2の一方の端面を覆うように形成されている。密着膜3は成形型本体2と離型膜4との間に設けられている。
離型膜4及び密着膜3は、離型膜4の膜応力及び密着膜3の膜応力が成形型本体2に及ぼす力の合計が−4000N/m以上+4000N/m以下となるように形成されている。
【選択図】図1
【解決手段】ガラス製成形型1は、柱状の成形型本体2と、離型膜4と、密着膜3とを備えている。成形型本体2は実質的にガラスにより形成されている。離型膜4は成形型本体2の一方の端面を覆うように形成されている。密着膜3は成形型本体2と離型膜4との間に設けられている。
離型膜4及び密着膜3は、離型膜4の膜応力及び密着膜3の膜応力が成形型本体2に及ぼす力の合計が−4000N/m以上+4000N/m以下となるように形成されている。
【選択図】図1
Description
本発明はガラス製成形型に関する。詳細には、例えば、例えばガラス製光学素子等のガラス被成形物をプレス成形するためのガラス製成形型に関する。
従来、レンズ等の光学素子の製造方法として、精密プレス成形法が提案されている。精密プレス成形法とは、所定の温度に加熱したガラス材を成形型を用いてプレス成形する方法である。
一般的に、ガラス材の精密プレス成形は高温雰囲気中で行われるため、精密プレス成形にはセラミック製や超硬合金製の成形型が用いられている。しかしながら、セラミックス製や超硬合金製の成形型を作製するためには、母材を高剛性の超精密CNC旋盤などにより超精密に切削、研削し、且つ表面を研磨しなければならない。このため、セラミックス製や超硬合金製の成形型は、作製コストが高く、且つ作製に要する時間が長いという問題がある。さらに、成形型ごとに切削加工等を行うために、成形型に形状ばらつきが生じやすいという問題もある。
このような問題に鑑み、例えば特許文献1〜3には、ガラス製の成形型が提案されている。
特許2616964号公報
特開昭63−222024号公報
特開平1−148714号公報
しかしながら、ガラス製の成形型をそのまま用いてガラス被成形物をプレス成形すると、成形型とガラス被成形物とが融着してしまうという問題がある。このため、一般的に、ガラス製の成形型本体の成形面には、ガラスに対して離型性のよい離型膜が形成されている。且つ、ガラスに対して離型性のよい離型膜とガラス製の成形型本体との密着性を向上させるため、成形型本体と離型膜との間に密着膜が形成されている。
しかしながら、従来のガラス製成形型では、離型膜と成形型本体との密着性が十分ではなく、プレス成形中に離型膜が成形型本体から剥離してしまうという問題がある。すなわち、従来のガラス製成形型は製品寿命が短いという問題がある。
本発明は係る点に鑑みてなされたものであり、その目的とするところは、長い製品寿命を有するガラス製成形型を提供することにある。
本発明に係るガラス製成形型は、柱状の成形型本体と、離型膜と、密着膜とを備えている。成形型本体は実質的にガラスにより形成されている。離型膜は成形型本体の一方の端面を覆うように形成されている。密着膜は成形型本体と離型膜との間に設けられている。
離型膜及び密着膜は、離型膜の膜応力及び密着膜の膜応力が成形型本体に及ぼす力の合計の絶対値が4000N/m以下となるように形成されている。
尚、本明細書において、「膜応力」とは膜が被成膜体に及ぼす膜面方向の力(圧縮応力、引っ張り応力)のことをいう。
本発明によれば、離型膜と成形型本体との高い密着性を実現できるので、製品寿命の長いガラス製成形型を実現することができる。
以下、本発明の実施形態について、図面を参照しながら詳細に説明する。
図1は本実施形態に係るガラス製成形型1の断面図である。
本実施形態に係るガラス製成形型1は、ガラス製光学素子等のガラス被成形物をプレス成形するためのものである。
ガラス製成形型1は、成形型本体2と、密着膜3と、離型膜4とを備えている。離型膜は成形型本体2の一方の端面を覆うように形成されている。密着膜3は成形型本体2と離型膜4との間に設けられている。
成形型本体2は、実質的にガラスにより柱状(例えば、円柱状又は角柱状)に形成されている。詳細には、成形型本体2は、プレス成形するガラス被成形物(例えば、ガラス製光学素子)の軟化温度よりも高いガラス転移温度を有するガラス(結晶化ガラスを含む)により実質的に形成されていることが好ましい。そうすることによって、ガラス被成形物を成形する際の成形型本体2の形状寸法の変化を抑制することができる。具体的には、成形型本体2は、例えば、シリカガラス、ホウ珪酸ガラス、石英ガラス等により形成されていることが好ましい。さらに具体的には、例えば、ガラス転移温度が690℃、軟化温度が740℃、100℃〜300℃における線熱膨張係数が64×10-7/℃のホウ珪酸ガラスにより形成してもよい。
尚、成形型本体2は、例えば、ガラス材をプレス成形することにより形成することができる。また、柱状のガラス材に切削・研磨等の物理的加工を施すことにより形成してもよい。
成形型本体2の一方の端面はガラス被成形物をプレスするためのプレス面を構成している。プレス面は、例えば、凹状又は凸状に形成されていてもよい。離型膜4はこのプレス面を覆うように形成されている。
離型膜4は、ガラス製成形型1に対するガラス被成形物(例えば、ガラス製光学素子)の離型性を向上するものである。この離型膜4を設けることにより、ガラス被成形物のガラス製成形型1への融着を抑制することができる。離型膜4は、例えば、Pt、Pd、Rh、Ir、Os、Ru、Re、W、及びTaからなる群より選ばれた金属、若しくは、Pt、Pd、Rh、Ir、Os、Ru、Re、W、及びTaからなる群より選ばれた1種以上の金属を含む合金により形成することができる。
離型膜4はガラスに対する密着性が低いものである。このため、離型膜4をガラス製の成形型本体2の上に強固に成膜することは困難である。仮に、離型膜4を成形型本体2の上に直接成膜した場合、離型膜4は非常に成形型本体2から剥離しやすいものとなる。
密着膜3は、この離型膜4の成形型本体2からの剥離を抑制するための膜であり、離型膜4とガラス製の成形型本体2との両方に対して高い密着性を示すものであることが好ましい。密着膜3は、例えば、Ti、Cr、Ni、Ta、Mo、Zr、Co、及びCuからなる群より選ばれた金属、若しくは、Ti、Cr、Ni、Ta、Mo、Zr、Co、及びCuからなる群より選ばれた1種以上の金属を含む合金により形成することができる。
尚、密着膜3、離型膜4の形成方法としては、例えば、スパッタ法、蒸着法、CVD法等が挙げられる。
本実施形態では、密着膜3及び離型膜4は、離型膜4の膜応力及び密着膜3の膜応力が成形型本体2に及ぼす力の合計の絶対値が4000N/m以下となるように形成されている。言い換えれば、離型膜4の膜応力及び密着膜3の膜応力が成形型本体2に及ぼす力の合計が−4000N/m以上+4000N/m以下となるように形成されている。このため、離型膜4の成形型本体2からの剥離が効果的に抑制されている。離型膜4の膜応力及び密着膜3の膜応力が成形型本体2に及ぼす力の合計の絶対値が4000N/mよりも大きい場合は、その膜応力によって、又は、その膜応力とガラス被成形物の成形時に密着膜3、離型膜4と成形型本体2との間に発生する応力とによって離型膜4が(又は、離型膜4と密着膜3とが)剥離しやすくなる。
尚、密着膜3、離型膜4の膜応力は、それらの成膜条件を変化させることにより調整制御することができる。例えば、密着膜3、離型膜4をスパッタ法により形成する場合、ハウジング内の各ガスの分圧を調節することにより各膜の膜応力を調節することができる。
また、膜応力は、例えば、膜応力を測定しようとする薄膜を形成したガラス基板を用いて測定したデータから算出することができる。具体的には、膜応力は、形成された薄膜の膜応力によってガラス基板が反った量を測定し、その得られた反り量から算出することができる(以下、本測定法をたわみ測定法と記す)。離型膜4の膜応力及び密着膜3の膜応力が成形型本体2に及ぼす力は、測定された膜応力と膜厚により算出することができる。
図1に示す上記実施形態に係るガラス製成形型1と同様の構成を有するガラス製成形型を、離型膜4及び密着膜3を種々変化させて作製し、実施例1〜4、及び比較例1、2とした。尚、本実施例及び比較例の説明において、図1を上記実施形態と共通に参照する。
実施例1〜4、及び比較例1、2において、成形型本体2は、ホウ珪酸ガラス(ガラス転移温度:690℃、軟化温度(屈伏点):740℃、100℃〜300℃における線熱膨張係数:64×10-7/℃)をプレス成形することにより形成した。成形型本体2の成形面は、半径6mm、曲率半径5mmの凹状に形成した。
成形型本体2の上に、アルゴン0.1Pa、300Wの条件下でスパッタ法により密着膜3を形成した。尚、密着膜3は、実施例1及び比較例2ではCrにより形成した。実施例2ではTiにより、実施例3及び比較例1ではTaにより、実施例4ではCoにより形成した。また、密着膜3の膜厚は、実施例1、2、4、及び比較例2では0.2μm、実施例3及び比較例1では0.1μmとした。
次に、密着膜3の上に、アルゴン0.2Pa、300Wの条件下でスパッタ法により離型膜4を形成し、ガラス製成形型1を完成させた。尚、離型膜4は、実施例1、2、比較例1ではPt−Irにより形成した。実施例3及び比較例2ではIr−Taにより、実施例4ではPt−Wにより形成した。また、離型膜4の膜厚は、実施例1〜4、及び比較例1、2において、それぞれ0.4μm、1.3μm、0.7μm、0.7μm、1.1μm、1.3μmとした。
次に、別途、ガラス基板(厚さ15mm)上に、実施例1〜4、及び比較例1、2と同様の構成の密着膜3及び離型膜4を同様の条件で形成した。形成した密着膜3及び離型膜4の膜応力を、たわみ測定法で測定した。実施例1では、密着膜3の膜応力は3×107Pa、離型膜4の膜応力は3×109Paであった。
得られた膜応力に膜厚をかけることによって離型膜4の膜応力及び密着膜3の膜応力が成形型本体2に及ぼす力の合計を算出した。算出された力は、実施例1〜4、及び比較例1、2において、それぞれ1406N/m、3906N/m、2617N/m、2100N/m、4017N/m、4556N/mであった。実施例1〜4では、算出された力の絶対値は4000N/m以下であった。一方、比較例1、2では、算出された力の絶対値は4000N/mより大きかった。
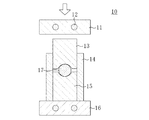
次に、図2に示すように、作製されたガラス製成形型1を上型13及び下型15として用いてガラスレンズ18を1000回成形した。
図2はガラスレンズ18の成形に用いた製造装置10の構成を表す断面図である。
図3はガラスレンズ18の製造工程を表す図である。
製造装置10は、ヒーター12が埋設された上プレス盤11及び下プレス盤16とを備えている。上プレス盤11と下プレス盤16との間には成形型組が配置されている。成形型組は、上記工程で作製された上型13及び下型15と、上型13及び下型15とが摺動可能に挿入された円柱状の胴型14とを備えている。
この製造装置10にガラスレンズ18の材料となるガラス材17を装入し、窒素雰囲気中において、1000回プレス成形を行った。具体的には、上型13から0.5mm離間させて配置した上プレス盤11と下プレス盤16とをそれぞれ600℃まで加熱し、30秒間保持した。その後、上プレス盤11を50kgfで押圧することによりプレス成形を行い、その後冷却することによりガラスレンズ18を作製した。尚、ガラス材17は住田光学ガラス社製K−PBK40(ガラス転移温度:501℃、屈伏点:549℃)を用いた。
ガラスレンズ18を100回成形する毎に離型膜4の剥離の有無を目視により確認した。その結果を下記表1に示す。

表1に示すように、実施例1〜4では、1000回成形後においても離型膜4の剥離は観察されなかった。一方、比較例1では、100回成形後の目視確認において離型膜4の剥離が観察された。また、比較例2では、ガラスレンズ18の成形前に離型膜4は自然に剥離した。
以上の結果から、離型膜4の膜応力及び密着膜3の膜応力が成形型本体2に及ぼす力の合計の絶対値が4000N/m以下である場合は、離型膜4の密着性が高いことがわかった。一方、4000N/mより大きい場合は、離型膜4の密着性が低いことがわかった。すなわち、離型膜4の膜応力及び密着膜3の膜応力が成形型本体2に及ぼす力の合計の絶対値を4000N/m以下とすることで、製品寿命の長いガラス製成形型を実現可能なことがわかった。
尚、実施例1〜4及び比較例1、2では、圧縮応力が働いたが、離型膜4、密着膜3と成形型本体2との密着性を考える上では、圧縮応力が働く場合も引っ張り応力が働く場合も同様の結果が得られるものと予想される。
以上説明したように、本発明に係るガラス製成形型は、離型膜と成形型本体との密着性が高く、長い製品寿命を有するため、レンズ、プリズム等の光学素子、ガラス素子を成形するためのガラス製成形型等の製造に有用である。
1 ガラス製成形型
2 成形型本体
3 密着膜
4 離型膜
10 製造装置
11 上プレス盤
12 ヒーター
13 上型
14 胴型
15 下型
16 下プレス盤
17 ガラス材
18 ガラスレンズ
2 成形型本体
3 密着膜
4 離型膜
10 製造装置
11 上プレス盤
12 ヒーター
13 上型
14 胴型
15 下型
16 下プレス盤
17 ガラス材
18 ガラスレンズ
Claims (4)
- 実質的にガラスにより形成された柱状の成形型本体と、
上記成形型本体の一方の端面を覆うように形成された離型膜と、
上記成形型本体と上記離型膜との間に設けられた密着膜と、
を備え、
上記離型膜及び上記密着膜は、該離型膜の膜応力及び該密着膜の膜応力が上記成形型本体に及ぼす力の合計の絶対値が4000N/m以下となるように形成されているガラス製成形型。 - 請求項1に記載されたガラス製成形型において、
上記密着膜は、Ti、Cr、Ni、Ta、Mo、Zr、Co、及びCuからなる群より選ばれた金属、若しくは、Ti、Cr、Ni、Ta、Mo、Zr、Co、及びCuからなる群より選ばれた1種以上の金属を含む合金により形成されているガラス製成形型。 - 請求項1に記載されたガラス製成形型において、
上記離型膜は、Pt、Pd、Rh、Ir、Os、Ru、Re、W、及びTaからなる群より選ばれた金属、若しくは、Pt、Pd、Rh、Ir、Os、Ru、Re、W、及びTaからなる群より選ばれた1種以上の金属を含む合金により形成されているガラス製成形型。 - 請求項1に記載されたガラス製成形型において、
上記成形型本体は、ガラス製光学素子をプレス成形するためのものであり、該ガラス製光学素子の軟化温度よりも高いガラス転移温度を有するガラス製成形型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005334619A JP2007137724A (ja) | 2005-11-18 | 2005-11-18 | ガラス製成形型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005334619A JP2007137724A (ja) | 2005-11-18 | 2005-11-18 | ガラス製成形型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007137724A true JP2007137724A (ja) | 2007-06-07 |
Family
ID=38201048
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005334619A Pending JP2007137724A (ja) | 2005-11-18 | 2005-11-18 | ガラス製成形型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007137724A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009046320A (ja) * | 2007-08-13 | 2009-03-05 | Sumita Optical Glass Inc | 光学ガラス素子成形型 |
-
2005
- 2005-11-18 JP JP2005334619A patent/JP2007137724A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009046320A (ja) * | 2007-08-13 | 2009-03-05 | Sumita Optical Glass Inc | 光学ガラス素子成形型 |
| JP4585558B2 (ja) * | 2007-08-13 | 2010-11-24 | 株式会社住田光学ガラス | 光学ガラス素子成形型 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH0616433A (ja) | 光学素子のプレス成形用金型 | |
| JP2007148401A (ja) | 軸対称型ガラスレンズ | |
| JP2004359481A (ja) | レンズ成形用レプリカ型の製造方法 | |
| JPS6228091B2 (ja) | ||
| JP2001302273A (ja) | 光学ガラス素子成形用型 | |
| JP2007137724A (ja) | ガラス製成形型 | |
| JP2001302260A (ja) | 光学素子の成形方法 | |
| JP2006225190A (ja) | 光学ガラス素子成形用金型及びその製造方法 | |
| JPH0421608B2 (ja) | ||
| JP2002274867A (ja) | 光学ガラス素子プレス成形用型及び光学ガラス素子 | |
| JPH11268920A (ja) | 光学素子成形用成形型およびその製造方法 | |
| JP2003277078A (ja) | ガラスモールド用金型及びその製造方法、並びにガラス光学素子の製造方法、ガラス光学素子、及び回折光学素子 | |
| JP2003073134A (ja) | 光学素子の成形方法及び成形型 | |
| JP2004210550A (ja) | モールド成形金型 | |
| JP4373257B2 (ja) | 光学素子成形用金型及びその製造方法並びに光学素子 | |
| JP3185299B2 (ja) | ガラスレンズ成形用型およびガラスレンズ成形装置 | |
| JP2009073693A (ja) | 光学素子成形用金型及びその製造方法 | |
| JP2006124214A (ja) | 光学素子の成形方法及び光学素子成形用型 | |
| JP2003048723A (ja) | プレス成形方法及びプレス成形装置 | |
| JPH06144850A (ja) | 光学ガラス素子の成形用金型並びに光学ガラス素子の成形方法 | |
| JP3109219B2 (ja) | ガラス光学素子成形型及びその製造方法 | |
| JPS61242922A (ja) | 光学ガラス素子のプレス成形用型 | |
| JP2004026607A (ja) | ガラス胴型とその製造方法 | |
| JP2006044968A (ja) | 光学素子の成形用型 | |
| JPH05294642A (ja) | 光学ガラス素子の成形用金型及び光学ガラス素子の製造方法 |