JP2007118024A - ローラーレベラーによる金属板の矯正方法。 - Google Patents
ローラーレベラーによる金属板の矯正方法。 Download PDFInfo
- Publication number
- JP2007118024A JP2007118024A JP2005311266A JP2005311266A JP2007118024A JP 2007118024 A JP2007118024 A JP 2007118024A JP 2005311266 A JP2005311266 A JP 2005311266A JP 2005311266 A JP2005311266 A JP 2005311266A JP 2007118024 A JP2007118024 A JP 2007118024A
- Authority
- JP
- Japan
- Prior art keywords
- correction
- amount
- load
- straightening
- target value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Straightening Metal Sheet-Like Bodies (AREA)
Abstract
【課題】本発明は、ローラーレベラーによる、金属板の形状不良の矯正や残留応力を低減する方法を提供する。
【解決手段】鋼板に所定の塑性変形率を付与するために矯正荷重を目標値にしつつ、矯正後の鋼板の平坦度が目標値となるように入側出側の押し込み量を設定してローラーレベラーにより金属板を矯正する際、最初の矯正で得られる矯正荷重および/もしくは鋼板平坦度の実績値が目標値と相違する場合、次回の矯正では入側出側で押し込み量を等しく増減させる補正を行い、前記矯正荷重および鋼板平坦度の実績値が目標値となるまで、前記補正による新たな押し込み量で矯正を繰り返す。
【選択図】図1
【解決手段】鋼板に所定の塑性変形率を付与するために矯正荷重を目標値にしつつ、矯正後の鋼板の平坦度が目標値となるように入側出側の押し込み量を設定してローラーレベラーにより金属板を矯正する際、最初の矯正で得られる矯正荷重および/もしくは鋼板平坦度の実績値が目標値と相違する場合、次回の矯正では入側出側で押し込み量を等しく増減させる補正を行い、前記矯正荷重および鋼板平坦度の実績値が目標値となるまで、前記補正による新たな押し込み量で矯正を繰り返す。
【選択図】図1
Description
本発明は、ローラーレベラーによる、金属板の形状不良の矯正や残留応力を低減する方法に関する。
熱間圧延後の鋼板に平坦度不良や残留応力が生じた場合、冷間でローラーレベラーやプレスによる矯正が行われるが、能率やコストの面からローラーレベラーによる矯正が多く用いられている。
図1はローラーレベラーの構造を模式的に示す図で、矯正ロール1はパスライン(矢印a)を挟んで,上下に設けられた複数の、上矯正ロール1Tと下矯正ロール1Bとから構成され,上矯正ロール1Tと下矯正ロール1Bは、千鳥状に配置されている。
上矯正ロール1T(下矯正ロール1B)は上バックアップロール2T(下バックアップロール2B)に支持されており,上バックアップロール(下バックアップロール)は軸受けを介して上ロールフレーム3T(下ロールフレーム3B)に取り付けられている。
上ロールフレーム3Tは、上フレーム5Tに対して上下動が可能に取り付けられ、上ロールフレーム3Tと、上フレーム5Tの間には、ロールベンディング用圧下装置4が設けられている。
ロールベンディング用圧下装置4は,矯正ロールの胴長方向に複数基が配置され,それぞれの設定量を変えることにより,上ロールフレーム3Tを任意に変形させることができる。また,上バックアップロール2Tを介して上矯正ロール1Tも,この上ロールフレーム3Tと同じように変形する。
上フレーム5Tは,ハウジング6に対して上下動可能に設けられ,ハウジングの入側,出側に設けられた左右一対の主圧下装置7により支持されている。主圧下装置7を下降させることにより,上フレーム5T,ロールベンディング用圧下装置4,上ロールフレーム3T,上バックアップロール2T,上矯正ロール1Tを一括して下降する。
また,主圧下装置の設定量を左右で変えることにより,上フレーム5Tは左右に傾斜した状態となり,上矯正ロール1Tも左右に傾斜した状態となる。さらに,単独圧下ロールが,単独圧下装置を介して上フレーム5Tに設置されている場合もあり,その上下方向の位置は上フレーム5Tの位置に関わらず設定できる。下ロールフレーム3Bは,下フレーム5Bを介してハウジング7の上部に固定して設けられている。
鋼板は,左右の主圧下装置7の設定量を変え,矯正ロール1の間隔が狭い方から広い方に向かって矯正ロール1間を通過させる。以降の説明では、間隔の狭い側を入側,広い側を出側とし,矯正ロールは,入側から順に,上下交互に,No.1〜No.9とする。
最も出側の矯正ロールはNo.9ロールで,No.8ロールが出側から2本目の矯正ロールとなる。なお,実際の矯正では,No.1ロール,No.9ロールでは曲げが加えられないので,No.2ロールを入側矯正ロール,No.8ロールを出側矯正ロールと称する。
矯正は矯正後の鋼板の平坦度や残留応力が基準値以下となるように,繰返し曲げ変形の履歴を適正にすることが必要で、上矯正ロール1Tや下矯正ロール1Bの押し込みによって行う。
曲げ変形の指標としては,鋼板が曲げられる際に,その鋼板に塑性変形がおよぶ領域の厚さの割合で定義される,塑性変形率が通常用いられる。
塑性変形率は主に,矯正される鋼板の弾性係数,降伏応力,厚さおよび矯正ロールによる押し込み量により決まる。
押し込み量は,上矯正ロール1T(下矯正ロール1B)による押し込みの場合は,隣接する2つの下矯正ロール1B(上矯正ロール1T)の上面を結ぶ線と,上矯正ロール1T(下矯正ロール1B)の最下端(最上端)との間隔dを,矯正される鋼板の厚さtから減じたもので(t−d)として定義される。
押し込み量の調整は、1.左右の主圧下装置7のそれぞれの設定量,2.ロールベンディング用圧下装置4の設定量,および3.単独圧下ロールの設定量を決定して行う。これらの設定量は,矯正中のハウジングの変形やたわみ量を考慮し矯正前に予め設定するが,各ロールの押し込み量が適正値になるように矯正中の実測値に基づき各圧下装置の設定量を補正する。
押し込み量の調整方法に関しては種々の提案がなされ、例えば特許文献1は、ローラーレベラーの入側押し込み量に関し,ローラーレベラー通材中に被矯正材に付与する入側最大加工度の上限値を被矯正材の厚みに応じて変化させるとともに,下限値を5以上とする方法が開示されている。入側最大加工度Kと塑性変形率ηの間には,η=1―1/Kなる関係がある。
また,特許文献2は、出側押し込み量に関して、入側ロール押し込み量Sinについて,出側ロール押し込み量Soutと被矯正材の残留反り高さhresとの関係を求めておき,dhres/dSout=0を満たす最大の出側ロール押し込み量以下とし,かつhres=0を満たす出側ロール押し込み量Soutにロール位置を設定する方法が開示されている。
また、特許文献3はロール撓み補正装置を備えたローラ矯正機を用いて、矯正において鋼板に残留モーメントが発生することを防止する技術に関し、目標とする矯正の塑性変形率に基づいて入側圧下量を決定し、該入側圧下量に応じて鋼板の矯正後の反りを許容値以下にする範囲内に出側圧下量を設定し、該出側圧下量が予め定めた範囲内となるようにロール撓み補正量を設定することが記載されている。
特許文献1乃至3記載の技術により,主圧下装置の入側設定量,出側設定量の適正値を求めることはできるが,ローラーレベラーを構成する部材は荷重を受けると変形し,ハウジングの伸びによる上フレーム5T,下フレーム5Bの間隔の変化や,矯正中のロールたわみが生じ,矯正ロールの位置も変動するため,所定の矯正効果を得ることは困難である。
そこで、特許文献4には,矯正時の鋼板の幅方向に並べて配置されている1対の圧下シリンダにより負荷される矯正荷重を個々に測定し,その差が前記1対の圧下シリンダの合計荷重の10%以下となるように矯正荷重を調整すると共に,塑性変形率が60%以上となるように矯正荷重を調整して矯正する方法が開示されている。
特許文献4記載の方法では、矯正を施す前に矯正荷重を種々変化させて矯正して,矯正荷重と塑性変形率の関係を予め求めておき(段落0033)、塑性変形率も矯正中の曲げひずみの測定,または矯正後の残留応力の板厚方向分布の測定等により求める(段落0034)。
特開2001−212616号公報
特開平11−226641号公報
特開2005―103589号公報
特開2002―102926号公報
しかしながら、特許文献3記載の方法により、矯正荷重を求めたしても,具体的な調整方法が開示されておらず,その実現には別の技術が必要である。
また、特許文献3記載の方法のように、矯正荷重と塑性変形率の関係を予め求めることは、引張強度400MPa〜1000MPa以上,板厚4.5mm〜100mm以上,板幅1000mm〜5500mmと非常に広範な寸法,強度を有する厚鋼板の場合,多数の鋼板について求めることが必要となり,極めて多くの労力を必要とする。
更に、塑性変形率を,矯正中の曲げひずみの測定,または矯正後の残留応力の板厚方向分布の測定等により求めることは、鋼板の表面に溝を付けたり,鋼板の一部を切出すことが必要で、製品とは別に試験用の鋼板が必要となる。
新たな寸法または強度の厚鋼板を矯正する場合は,その都度上記のような試験を行うため,矯正の事前準備に多くの時間を要する。
本発明は上記課題を解決するためになされたものであり,所定の矯正荷重を得るための,圧下調整方法を提供することを目的とする。
本発明者等はローラーレベラーによる金属板の矯正方法で、所期の矯正結果が得られなかった場合において、矯正ロールの押し込み量の補正量の算出が容易で、所定の矯正荷重で矯正が実施できるように種々検討を行った。
矯正は図1に示すローラーレベラーを用い、板厚25mm,板幅2500mm,降伏応力400MPaの鋼板を対象に,入側塑性変形率70%,出側塑性変形率0%を目標値として、種々の押し込み量を設定して行った。
表1に矯正条件として押し込み量と該押し込み量により得られた矯正荷重を示す。表において基準条件は所定の押し込み量(矯正荷重が得られるように設定された押し込み量)が達成できた場合、条件Aは入側押し込み量が大きく不足した場合、条件Bは出側押し込み量が大きく不足した場合、条件Cは入出側ともに押し込み量が大きく不足した場合を示す。
表より、出側押し込み量の不足量は条件Aは0.6mmに対し、条件Bは1.2mmと大きい。一方,得られた出側矯正荷重は条件Aは167ton,条件Bは196tonで、不足量の大きい条件Bが大きい。
また,条件Aと条件Cは入側押し込み量が等しいが、入側矯正荷重は条件Cが小さい。すなわち、押し込み量の不足量と矯正荷重の不足量とは相関が無く,矯正荷重が不足した場合、入出側での押し込み量の補正量は不明である。
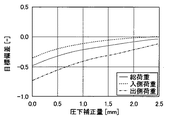
図2は条件Aを初期状態とし、出側押し込み量を増やした場合の荷重の変化を示す。図において縦軸は、実績荷重と目標荷重の差を目標荷重で除した値であり,負の値の場合は荷重が目標荷重に達しておらず,0の場合に目標荷重と一致している。横軸は出側押し込み量の補正量(圧下補正量と表示)を示す。
図より出側押し込み量(圧下補正量)のみを増加させた場合でも総荷重が増加し,目標荷重に等しくなる場合があり、入側圧下量が変化せず塑性変形率が不足したままであるにも関わらず,目標荷重を満足していると判断される場合が生じる。また,入側荷重についても同様である。
図3は、入側押し込み量のみを増加させた場合の荷重の変化を示す。図において縦軸は図2と同じ表示で、横軸は入側押し込み量の補正量(圧下補正量と表示)を示す。
図より、入側押し込み量(圧下補正量)が増加すると、総荷重,入側荷重とも緩やかに増加し,必要な補正量は約2.5mmで基準量からの不足量である1.3mmの2倍程度となる。この場合,塑性変形率は充分に満足するとともに,矯正荷重も許容範囲内であるが,過剰な矯正トルクが発生し設備破損が懸念される。
図2、3に示すように、入側出側のそれぞれにおいて押し込み量を増加させた場合、矯正荷重の変化は複雑で、押し込み量に不足が発生した場合,その不足量を同定することは困難である。
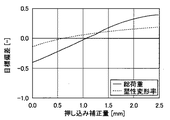
図4は,条件Cを初期状態とし,入出側の押し込み量を等しい量だけ補正した場合の,補正量と総荷重および塑性変形率の目標との偏差との関係を示す。
入出側とも等しい量だけ押し込み量が不足しているため,総荷重が目標と一致した時点で,塑性変形率も目標に一致しており,適正な補正が容易にできることがわかる.
図5は,条件Bを初期状態とし,入出側の押し込み量を等しい量だけ補正した場合の,総荷重および塑性変形率の目標からの偏差との関係を示す。出側押し込み量の不足量が多いため,総荷重が目標荷重に達した時点で,塑性変形率は既に目標に達している。
図5は,条件Bを初期状態とし,入出側の押し込み量を等しい量だけ補正した場合の,総荷重および塑性変形率の目標からの偏差との関係を示す。出側押し込み量の不足量が多いため,総荷重が目標荷重に達した時点で,塑性変形率は既に目標に達している。
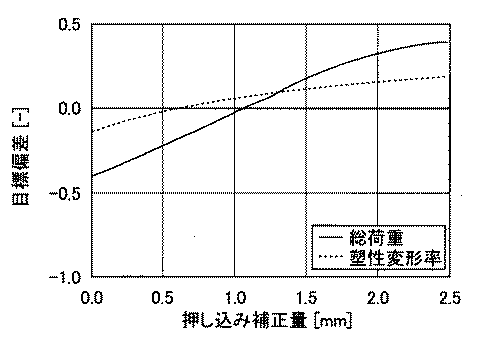
図6は,条件Aを初期状態とし、入出側の押し込み量を等しい量だけ補正した場合の,総荷重および塑性変形率の目標からの偏差との関係を示す。総荷重が目標荷重に達した時点では,塑性変形率は目標に達していない。
しかし、総荷重が目標荷重に達した時点で、鋼板に3mmを超える上反りが発生し、鋼板外観から所定の塑性変形率が得られているか否かの確認が容易に可能である。図7に、図6における押し込み量の補正量と,出側反り量の関係を示す。
以上の検討結果より、本発明者等は、設定した入側出側の押し込み量で、目標とする塑性変形率が得られない場合、新たな矯正を、入出側で等しい量を補正した押し込み量で実施すると、最初の矯正における入側出側における押し込み量の不足状態によって塑性変形率や矯正荷重に及ぼす補正量の影響は相違するものの、矯正後の鋼板外観の目視検査や、矯正荷重を目標荷重と比較することで,当該矯正において目標とする塑性変形率が得られているか否かを確認できるという知見を得た。
本発明は得られた知見を基に更に検討を加えてなされたもので、すなわち、本発明は、
1.鋼板に所定の塑性変形率を付与するために矯正荷重を目標値にしつつ、矯正後の鋼板の平坦度が目標値となるように入側出側の押し込み量を設定して金属板を矯正するローラーレベラーによる金属板の矯正方法において、
最初の矯正で得られる矯正荷重および/もしくは鋼板平坦度の実績値が目標値と相違する場合、次回の矯正では入側出側で押し込み量を等しく増減させる補正を行い、前記矯正荷重および鋼板平坦度の実績値が目標値となるまで、前記補正による新たな押し込み量で矯正を繰り返すことを特徴とするローラーレベラーによる金属板の矯正方法。
1.鋼板に所定の塑性変形率を付与するために矯正荷重を目標値にしつつ、矯正後の鋼板の平坦度が目標値となるように入側出側の押し込み量を設定して金属板を矯正するローラーレベラーによる金属板の矯正方法において、
最初の矯正で得られる矯正荷重および/もしくは鋼板平坦度の実績値が目標値と相違する場合、次回の矯正では入側出側で押し込み量を等しく増減させる補正を行い、前記矯正荷重および鋼板平坦度の実績値が目標値となるまで、前記補正による新たな押し込み量で矯正を繰り返すことを特徴とするローラーレベラーによる金属板の矯正方法。
2.次回以降の矯正を新たにローラーレベラーに通板される鋼板について行うことを特徴とする1記載のローラーレベラーによる金属板の矯正方法。
3.当該鋼板について次回以降の矯正を行うことを特徴とする1記載のローラーレベラーによる金属板の矯正方法。
4.入側出側で押し込み量を等しく増減させる補正を行う際の補正量を従来の矯正実績に基づき定めることを特徴とする1乃至3の何れか一つに記載のローラーレベラーによる金属板の矯正方法。
5.鋼板に所定の塑性変形率を付与するために、矯正荷重を目標値にしつつ、矯正後の鋼板の平坦度が目標値となるように入側出側の押し込み量を設定して金属板を矯正するローラーレベラーによる金属板の矯正方法において、
最初の矯正で得られる矯正荷重の実績値が目標値以下の場合、次回の矯正では入側出側で押し込み量を等しく増減させる補正を行い、前記矯正荷重の実績値が目標値以上となるまで、前記補正による新たな押し込み量で矯正を繰り返し、矯正荷重の実績値が目標値以上となった場合は、鋼板外観の目視検査により新たな矯正の実施の是非を決定することを特徴とするローラーレベラーによる金属板の矯正方法。
最初の矯正で得られる矯正荷重の実績値が目標値以下の場合、次回の矯正では入側出側で押し込み量を等しく増減させる補正を行い、前記矯正荷重の実績値が目標値以上となるまで、前記補正による新たな押し込み量で矯正を繰り返し、矯正荷重の実績値が目標値以上となった場合は、鋼板外観の目視検査により新たな矯正の実施の是非を決定することを特徴とするローラーレベラーによる金属板の矯正方法。
本発明は,矯正前に設定した押し込み量を補正する際,該補正量を入出側とも等しくすることにより,目標荷重での矯正が確実に行えるようになり,優れた矯正能力が得られる。
また,入出側の押し込み量の補正量が等しい量のため,押し込み量を漸次増加していくことで,所定の設定に近づけることが可能となる。
更に,シミュレーションを行わずに、新たな鋼板の矯正条件を実績データに基づき,求めることが可能で矯正条件の設定が容易となる。
本発明に係るローラーレベラーによる矯正方法では、鋼板平坦度(塑性変形率)および矯正荷重に目標値を設定し、該目標値が達成されるように入側出側の押し込み量を設定して矯正を行う。
最初の矯正を、設定された入側出側の押し込み量で実施し、目標とする鋼板平坦度(塑性変形率)および矯正荷重が得られない場合は、入側出側の押し込み量を補正して、次回の矯正を行う。
入側出側の押し込み量の補正は、当該矯正の前に行う矯正において設定される押し込み量を、入側出側で等しい量だけ増加または減少させる補正とする。
新たな矯正は、目標とする鋼板平坦度(塑性変形率)および矯正荷重が得られるまで、前記補正がされた押し込み量を設定して行うが、本発明では鋼板平坦度(塑性変形率)と矯正荷重の両者が同時または前後して目標値となる場合を含む。
前後して目標値となる場合とは、1.鋼板平坦度(塑性変形率)が目標値となった後、新たな矯正を矯正荷重が目標値となるまで、入側出側の押し込み量に同様の補正を行って実施する。2.矯正荷重が目標値となった後、新たな矯正を鋼板平坦度(塑性変形率)が目標値となるまで、入側出側の押し込み量に同様の補正を行って実施する。
新たな矯正を実施するかどうかの判定は、鋼板外観の目視検査と、矯正荷重の実績値と目標値との比較により行う。
例えば、上記2の場合、矯正荷重が目標値となった後、鋼板外観の目視検査により鋼板平坦度(塑性変形率)が不良と判断される場合は、鋼板平坦度が良好となるまで(塑性変形率が目標値となるまで)、入側出側の押し込み量に同様の補正を行って新たな矯正を実施する。
尚、本発明において新たな矯正とは、鋼板を矯正後、該鋼板を再度ローラーレベラーに通板する場合の矯正と、新たな矯正毎に新たな鋼板を通板させる場合のいずれであっても良く、特に規定しない。
本発明において矯正荷重は、総荷重、もしくは入側と出側の矯正荷重のいずれかを指す。入側と出側の矯正荷重とは、入側矯正荷重と出側矯正荷重の合計値を指す。但し,主圧下装置がローラーレベラーのパスライン方向に3対以上設置されている場合には,中間の主圧下装置の押し込み量により入側矯正荷重側が変動するため,総荷重側を使用することが望ましい。
また、入側出側の押し込み量を補正する際の補正量は、従来の実績から,鋼板の寸法,強度および圧下条件に関するパラメータとの相関を予め求めておいて設定する方法や,矯正実績荷重と,鋼板の寸法,強度および圧下条件とから演算する方法が好ましい。
図9に、ローラーレベラーでの矯正実績から,鋼板強度,鋼板寸法をパラメータとして線形近似により補正量を求めた例を示す。
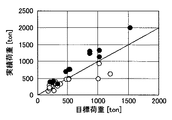
図8に、規格SM490,板厚12〜28mm,板幅1000〜3100mmの鋼板合計30枚を用意し,15枚を,予め定められた圧下設定で,残りの15枚について,押し込み量の補正を実施し、本発明に係るローラーレベラーの矯正方法を行い、得られた目標荷重と実績荷重の関係を示す。
図中●は補正を行ったもの,○は補正を行わず矯正した結果を示し、補正した押し込み量を用いることにより,目標荷重を超える実績荷重が得られ、補正を行った15枚全てが,基準の平坦度を満たしていた。
一方,補正を行っていない15枚については,10枚が基準平坦度を満たしておらず,充分な矯正効果が得られなかった。
以下、実施例を用いて本発明の効果を詳細に説明する。
図1に示す構造のローラーレベラーを用いて鋼板の矯正を行った.ローラーレベラーは矯正ロール(直径290mm,胴長5400mm)の本数が9本(上矯正ロール4本,下矯正ロール5本)で,出側に単独圧下ロールを設けている。
板厚25mm,板幅2500mm,降伏応力400MPaの鋼板を4枚準備し,塑性変形率70%,総荷重1780Tonを目標値として矯正した。得られた結果を表2に示す。
鋼板Aは、入側押し込み量1.8mm,出側押し込み量−1.2mmの設定で矯正し、得られた総荷重1049Tonで目標荷重1780Tonに達しておらず平坦度不良が残存した。
そこで,鋼板Bでは,入出側双方とも押し込み量を1.1mm増やし,入側押し込み量2.9mm,出側押し込み量−0.1mmとして矯正した。得られた総荷重は1812Tonと目標荷重を上回り,矯正後の形状も平坦であり,当該鋼板から試験片を切り出し実測した塑性変形率も75%と目標の値を満足していた。
鋼板Cは,入側押し込み量を1.8mmとし,出側押し込み量を−0.1mmとして矯正を実施したが、得られた矯正荷重は1525Tonで目標に達しなかった。そこで,出側押し込み量を0.2mmまで増して再度通板した結果、1825Tonと目標荷重を超える荷重であったが,矯正後の鋼板は平坦とならなかった。
鋼板Dは,入側押し込み量のみを2.9mmとし,出側押し込み量を−1.2mmのままで矯正を実施したところ,得られた総荷重は1385Tonと目標荷重に達していなかった。そこで,入側押し込み量を4.0mmまで増やしたが,No4ロールに板が衝突し,矯正ができなかった。
その後,入側押し込み量を徐々に下げ,入側押し込み量を3.5mmとした矯正において通板が可能となり,矯正後の鋼板は平坦であった。矯正後の鋼板から試験片を切り出し実測した塑性変形率は79%であったが,目標荷重に達する矯正は実現できなかった。
入出側双方の押し込み量を等しい量だけ補正した鋼板Bのみが,目標荷重を満足しかつ平坦度も満足した。一方、鋼板Cは平坦度が,鋼板Dは目標荷重を満足せず,目標とするの矯正ができなかった。
1 矯正ロール
1T 上矯正ロール
1B 下矯正ロール
2T 上バックアップロール
2B 下バックアップロール
3T 上ロールフレーム
3B 下ロールフレーム
4 ロールベンディング装置
5T 上フレーム
5B 下フレーム
6 ハウジング
1T 上矯正ロール
1B 下矯正ロール
2T 上バックアップロール
2B 下バックアップロール
3T 上ロールフレーム
3B 下ロールフレーム
4 ロールベンディング装置
5T 上フレーム
5B 下フレーム
6 ハウジング
Claims (5)
- 鋼板に所定の塑性変形率を付与するために矯正荷重を目標値にしつつ、矯正後の鋼板の平坦度が目標値となるように入側出側の押し込み量を設定して金属板を矯正するローラーレベラーによる金属板の矯正方法において、
最初の矯正で得られる矯正荷重および/もしくは鋼板平坦度の実績値が目標値と相違する場合、次回の矯正では入側出側で押し込み量を等しく増減させる補正を行い、前記矯正荷重および鋼板平坦度の実績値が目標値となるまで、前記補正による新たな押し込み量で矯正を繰り返すことを特徴とするローラーレベラーによる金属板の矯正方法。 - 次回以降の矯正を新たにローラーレベラーに通板される鋼板について行うことを特徴とする請求項1記載のローラーレベラーによる金属板の矯正方法。
- 当該鋼板について次回以降の矯正を行うことを特徴とする請求項1記載のローラーレベラーによる金属板の矯正方法。
- 入側出側で押し込み量を等しく増減させる補正を行う際の補正量を従来の矯正実績に基づき定めることを特徴とする請求項1乃至3の何れか一つに記載のローラーレベラーによる金属板の矯正方法。
- 鋼板に所定の塑性変形率を付与するために、矯正荷重を目標値にしつつ、矯正後の鋼板の平坦度が目標値となるように入側出側の押し込み量を設定して金属板を矯正するローラーレベラーによる金属板の矯正方法において、
最初の矯正で得られる矯正荷重の実績値が目標値以下の場合、次回の矯正では入側出側で押し込み量を等しく増減させる補正を行い、前記矯正荷重の実績値が目標値以上となるまで、前記補正による新たな押し込み量で矯正を繰り返し、矯正荷重の実績値が目標値以上となった場合は、鋼板外観の目視検査により新たな矯正の実施の是非を決定することを特徴とするローラーレベラーによる金属板の矯正方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005311266A JP2007118024A (ja) | 2005-10-26 | 2005-10-26 | ローラーレベラーによる金属板の矯正方法。 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005311266A JP2007118024A (ja) | 2005-10-26 | 2005-10-26 | ローラーレベラーによる金属板の矯正方法。 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007118024A true JP2007118024A (ja) | 2007-05-17 |
Family
ID=38142428
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005311266A Pending JP2007118024A (ja) | 2005-10-26 | 2005-10-26 | ローラーレベラーによる金属板の矯正方法。 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007118024A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010172925A (ja) * | 2009-01-29 | 2010-08-12 | Nippon Steel Corp | ローラ矯正における被矯正材の材料定数および矯正状態の推定方法ならびにローラレベラの操業方法 |
| CN102935448A (zh) * | 2012-10-18 | 2013-02-20 | 云南钛业股份有限公司 | 一种防钛带卷划伤的装置 |
| KR101358082B1 (ko) | 2012-08-16 | 2014-02-04 | 주식회사 픽슨이앤씨 | 파형강판 교정장치 |
-
2005
- 2005-10-26 JP JP2005311266A patent/JP2007118024A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010172925A (ja) * | 2009-01-29 | 2010-08-12 | Nippon Steel Corp | ローラ矯正における被矯正材の材料定数および矯正状態の推定方法ならびにローラレベラの操業方法 |
| KR101358082B1 (ko) | 2012-08-16 | 2014-02-04 | 주식회사 픽슨이앤씨 | 파형강판 교정장치 |
| CN102935448A (zh) * | 2012-10-18 | 2013-02-20 | 云南钛业股份有限公司 | 一种防钛带卷划伤的装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5994770B2 (ja) | 鋼板の矯正方法及び矯正装置 | |
| EP3560616A1 (en) | Method for cooling steel sheet, cooling device for steel sheet and method for manufacturing steel sheet | |
| JP4523010B2 (ja) | 鋼板の製造方法 | |
| KR101030942B1 (ko) | 가변성 중심 거리를 갖는 롤러 레벨러 | |
| JP2007118024A (ja) | ローラーレベラーによる金属板の矯正方法。 | |
| JP7128127B2 (ja) | ローラレベラによる鋼板の矯正方法 | |
| JP6835008B2 (ja) | 金属帯の冷間圧延方法 | |
| JP3924276B2 (ja) | 薄手広幅厚板材の矯正方法 | |
| JP4715011B2 (ja) | ローラレベラ用矯正ロールの圧下位置の設定方法 | |
| JP4525037B2 (ja) | 鋼板のローラ矯正方法 | |
| JP4736321B2 (ja) | 鋼板の矯正方法 | |
| CN111633059B (zh) | 基于板型特征的辊式矫直机压下量控制方法 | |
| JP5353029B2 (ja) | 冷延鋼板の製造方法 | |
| JP2004283878A (ja) | 残留応力のバラツキが少なく形状良好な鋼板を得るための矯正方法 | |
| JP4923429B2 (ja) | ローラーレベラーの設定方法 | |
| JP2013180335A (ja) | 鋼板のローラーレベラー矯正方法及びローラーレベラー矯正機 | |
| JP2010023115A (ja) | T形鋼の矯正方法および矯正設備 | |
| JP4412442B2 (ja) | ローラレベラによる金属板の矯正方法 | |
| JP4333321B2 (ja) | 鋼板の製造ライン及び鋼板の製造方法 | |
| JP2017006941A (ja) | ローラーレベラの零点調整方法 | |
| JP7151513B2 (ja) | ローラ矯正方法 | |
| JP4568164B2 (ja) | 差厚鋼板の圧延矯正方法 | |
| JP6954196B2 (ja) | 被矯正板のローラ矯正方法およびローラ矯正設備 | |
| JP6743835B2 (ja) | 形鋼の圧延方法及び形鋼の圧延におけるレベリング量の調整方法 | |
| JP2018075616A (ja) | スラブの分塊圧延方法 |