JP2007106968A - 長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法 - Google Patents
長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法 Download PDFInfo
- Publication number
- JP2007106968A JP2007106968A JP2005302171A JP2005302171A JP2007106968A JP 2007106968 A JP2007106968 A JP 2007106968A JP 2005302171 A JP2005302171 A JP 2005302171A JP 2005302171 A JP2005302171 A JP 2005302171A JP 2007106968 A JP2007106968 A JP 2007106968A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- long
- molded body
- fiber
- long fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Reinforced Plastic Materials (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
- Molding Of Porous Articles (AREA)
Abstract
【課題】 湾曲させた樹脂成形体の繊維に発生する残留応力を小さくすることができる、長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法を提供する。
【解決手段】 本発明の長繊維樹脂成形体1は、母材樹脂部10と、長繊維11とを有しており、母材樹脂部10が長繊維11によって補強されている。また、長繊維樹脂成形体1は熱可塑性樹脂12を有しており、熱可塑性樹脂12は、長繊維11と母材樹脂部10との間に介在している。そのため、長繊維樹脂成形体1を熱可塑性樹脂12が軟化する温度まで加熱した状態で湾曲させることにより、湾曲させた状態で長繊維11に発生する残留応力を小さくすることができる。
【選択図】 図3
【解決手段】 本発明の長繊維樹脂成形体1は、母材樹脂部10と、長繊維11とを有しており、母材樹脂部10が長繊維11によって補強されている。また、長繊維樹脂成形体1は熱可塑性樹脂12を有しており、熱可塑性樹脂12は、長繊維11と母材樹脂部10との間に介在している。そのため、長繊維樹脂成形体1を熱可塑性樹脂12が軟化する温度まで加熱した状態で湾曲させることにより、湾曲させた状態で長繊維11に発生する残留応力を小さくすることができる。
【選択図】 図3
Description
本発明は、長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法に関するものである。
長繊維で強化された樹脂成形体は高強度であるので、各種構造体に用いられている。そして、ポリウレタン発泡樹脂を長繊維で強化した樹脂成形体は、軽くて高強度であるので、各種の構造体の材料などに用いられている。このようなものは、特許文献1に記載されている方法などにより製作される。
特公昭48−36420号公報
このような長繊維で強化された樹脂成形体は、繊維の配向方向の引張強度や、繊維の配向方向に対して垂直となる方向のせん断強度が高く、かかる方向に強度が作用するようにして構造体が組み立てられる。
また、上記樹脂成形体は長尺状であり、通常、繊維の配向方向を長尺方向となるようにして成形される。そして、構造体の形状に合わせるため、このような樹脂成形体を、一旦成形した後、長尺方向が湾曲するようにして変形させて用いることがある。
この湾曲を行う場合、母材樹脂と繊維との間で変形の度合いが違うため、湾曲の外側では繊維が引っ張られ、湾曲させたものには外側の繊維は引っ張り残留応力が発生する。
この湾曲を行う場合、母材樹脂と繊維との間で変形の度合いが違うため、湾曲の外側では繊維が引っ張られ、湾曲させたものには外側の繊維は引っ張り残留応力が発生する。
このような、残留応力は問題となることがあった。具体的には、経時変化によって残留応力が小さくなるように変形、すなわち、湾曲が小さくなるように変化したり、また、残留応力が発生した状態では、残留応力が発生していないものに比較して強度が小さくなりやすい。
そこで、本発明は、湾曲させた樹脂成形体の繊維に発生する残留応力を小さくすることができる、長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法を課題とする。
そして、上記した目的を達成するための請求項1に記載の発明は、熱硬化性樹脂である母材樹脂部と、母材樹脂部を補強する長繊維を有し、長繊維と母材樹脂部との間には熱可塑性樹脂が介在しており、熱可塑性樹脂が変形可能な温度まで加熱して湾曲させ、湾曲させた状態で冷却して、湾曲させることが可能であることを特徴とする長繊維樹脂成形体である。
請求項1に記載の発明によれば、長繊維と母材樹脂部との間には熱可塑性樹脂が介在しており、熱可塑性樹脂が変形可能な温度まで加熱して湾曲させ、湾曲させた状態で冷却して、湾曲させることが可能であるので、湾曲させた樹脂成形体の繊維に発生する残留応力を小さくすることができる。
請求項2に記載の発明は、母材樹脂部の形状は長尺状であり、長繊維は母材樹脂部の長尺方向に配向していることを特徴とする請求項1に記載の長繊維樹脂成形体である。
請求項2に記載の発明によれば、長繊維は母材樹脂部の長尺方向に配向しているので、長尺方向を湾曲するように長繊維樹脂成形体を湾曲させた場合に、湾曲に沿って補強することができる。
また、母材樹脂部は、ポリウレタン発泡樹脂であってもよい(請求項3)。
請求項4に記載の発明は、請求項1〜3のいずれかに記載の長繊維樹脂成形体を成形し、長繊維と母材樹脂部との間に介在する熱可塑性樹脂が軟化する温度に、前記長繊維樹脂成形体を加熱した状態で、長繊維が曲げられる方向に湾曲させ、湾曲させた状態で冷却することを特徴とする湾曲樹脂成形体の製造方法である。
請求項4に記載の発明によれば、長繊維と母材樹脂部との間に介在する熱可塑性樹脂が軟化する温度に、前記長繊維樹脂成形体を加熱した状態で、長繊維が曲げられる方向に湾曲させるので、湾曲による長繊維と母材樹脂部との相対移動が容易となり、また、湾曲させた状態で冷却するので湾曲状態を維持しやすい。
請求項5に記載の発明は、請求項1〜3のいずれかに記載の長繊維樹脂成形体を成形し、長繊維と母材樹脂部との間に介在する熱可塑性樹脂のガラス転位温度以上に、前記長繊維樹脂成形体を加熱した状態で、長繊維が曲げられる方向に湾曲させ、湾曲させた状態で冷却することを特徴とする湾曲樹脂成形体の製造方法である。
請求項5に記載の発明によれば、長繊維と母材樹脂部との間に介在する熱可塑性樹脂のガラス転位温度以上に、前記長繊維樹脂成形体を加熱した状態で、長繊維が曲げられる方向に湾曲させるので、湾曲による長繊維と母材樹脂部との相対移動が容易となり、また、湾曲させた状態で冷却するので湾曲状態を維持しやすい。
請求項6に記載の発明は、長繊維樹脂成形体の成形は、熱可塑性樹脂が表面に付着させた長繊維を連続的に供給し、母材樹脂部の原料である樹脂液を付着させ、前記樹脂液を固化させて成形体を形成し、さらに、固化した成形体を所定の長さに切断して行うことを特徴とする請求項4又は5に記載の湾曲樹脂成形体の製造方法である。
請求項6に記載の発明によれば、長繊維樹脂成形体の成形は、熱可塑性樹脂が表面に付着させた長繊維を連続的に供給し、母材樹脂部の原料である樹脂液を付着させ、前記樹脂液を固化させて成形体を形成し、さらに、固化した成形体を所定の長さに切断して行うものであるので、連続的に製造することができ、生産性がよい。
請求項7に記載の発明は、長繊維を連続的に供給しながら、熱可塑性樹脂の原料となる樹脂液を長繊維の表面に付着させ、母材樹脂部の原料である樹脂液を付着させ、前記樹脂液を固化させて成形体を形成させるものであることを特徴とする請求項6に記載の湾曲樹脂成形体の製造方法である。
請求項7に記載の発明によれば、長繊維を連続的に供給しながら、熱可塑性樹脂の原料となる樹脂液を長繊維の表面に付着させて、母材樹脂部の原料である樹脂液を付着させるので、さらに生産性を向上することができる。
本発明の長繊維樹脂成形体並びに、湾曲樹脂成形体によれば、湾曲させた樹脂成形体の繊維に発生する残留応力を小さくすることができる。
以下さらに本発明の具体的実施例について説明する。
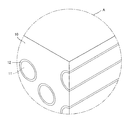
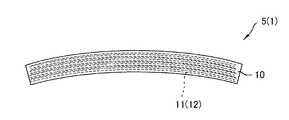
図1は、本発明の第1の実施形態における長繊維樹脂成形体の斜視図である。図2は、図1に示す長繊維樹脂成形体の一部を切り欠いた斜視図である。図3は、図2のA部を拡大した斜視図である。図4は、本発明の第2の実施形態における長繊維樹脂成形体の正面図である。図5は、本発明の第3の実施形態における長繊維樹脂成形体の側面図である。図6は、連続成形ラインを示した模式図である。図7は、長繊維樹脂成形体を湾曲させた湾曲樹脂成形体の側面図である。図8は、他の実施形態における湾曲樹脂成形体の側面図である。
図1は、本発明の第1の実施形態における長繊維樹脂成形体の斜視図である。図2は、図1に示す長繊維樹脂成形体の一部を切り欠いた斜視図である。図3は、図2のA部を拡大した斜視図である。図4は、本発明の第2の実施形態における長繊維樹脂成形体の正面図である。図5は、本発明の第3の実施形態における長繊維樹脂成形体の側面図である。図6は、連続成形ラインを示した模式図である。図7は、長繊維樹脂成形体を湾曲させた湾曲樹脂成形体の側面図である。図8は、他の実施形態における湾曲樹脂成形体の側面図である。
本発明の第1の実施形態における長繊維樹脂成形体1は、図1、図2に示されており、母材樹脂部10と長繊維11とを有している。
そして、母材樹脂部10(長繊維樹脂成形体1)の形状は、角柱状であって、長尺状である。
そして、母材樹脂部10(長繊維樹脂成形体1)の形状は、角柱状であって、長尺状である。
本実施形態における母材樹脂部10の材質は、ポリウレタン樹脂であり、ポリオールとイソシアネートを原料として、これらを反応させて得られるものである。また、長繊維11は、ガラス長繊維が用いられている。また、母材樹脂部10は発泡して成形されるものであり、発泡樹脂である。
また、母材樹脂部10は、熱硬化性樹脂である。熱硬化性樹脂は成形の前の原料の段階では流動状であり、重合して硬化すると分子構造が3次元化して融点を持たない樹脂である。したがって、後述するように、長繊維樹脂成形体1を湾曲させて製造される湾曲樹脂成形体5を製造する際の湾曲工程の加熱の際には、軟化や溶融することはない。
長繊維11は複数の長繊維が用いられており、図2に示されるように、長繊維11の配向方向は長繊維樹脂成形体1の長尺方向である。
そして、長繊維11は、母材樹脂部10に含有した状態で存在している。長繊維樹脂成形体1を高強度とすることができる。
そして、長繊維11は、母材樹脂部10に含有した状態で存在している。長繊維樹脂成形体1を高強度とすることができる。
また、図3に示されるように、長繊維11の周りには、熱可塑性樹脂12が配置している。熱可塑性樹脂12は、温度を高くすることにより可塑化するものであり、ガラス転位点温度(Tg)を有している。なお、結晶性樹脂の場合には融点を有している。
そして、後述する湾曲工程の加熱される温度では、熱可塑性樹脂12は軟化しており、母材樹脂部10や長繊維11よりも軟らかい。
熱可塑性樹脂12は、特に限定されるものでないが、例えば、熱可塑性ウレタン樹脂などを用いることができる。
そして、後述する湾曲工程の加熱される温度では、熱可塑性樹脂12は軟化しており、母材樹脂部10や長繊維11よりも軟らかい。
熱可塑性樹脂12は、特に限定されるものでないが、例えば、熱可塑性ウレタン樹脂などを用いることができる。
本実施形態の長繊維樹脂成形体1では、熱可塑性樹脂12は、長繊維11の全ての長繊維の全域に配置しているものである。したがって、母材樹脂部10と長繊維11とは直接的に接触しておらず、熱可塑性樹脂12が間に介在している。そのため、熱可塑性樹脂12が軟化している状態では、母材樹脂部10と長繊維11との間で相対移動が可能であり、また、熱可塑性樹脂12が軟化していない状態では、母材樹脂部10と長繊維11との間で相対移動を規制する。
また、熱可塑性樹脂12は、長繊維11の一部の周りに配置することができる。例えば、図4に示される、第2の実施形態における長繊維樹脂成形体2では、長繊維11の内、上側の長繊維を熱可塑性樹脂配置領域20とし、下側を熱可塑性樹脂非配置領域21とし、熱可塑性樹脂配置領域20の長繊維11の長繊維の周りにのみ熱可塑性樹脂12が配置されている。
そして、図5に示される第3の実施形態における長繊維樹脂成形体3では、母材樹脂部10の長手方向の両端付近を熱可塑性樹脂配置領域20とし、中央付近を熱可塑性樹脂非配置領域21とし、熱可塑性樹脂配置領域20の長繊維11の長繊維の周りにのみ熱可塑性樹脂12が配置されている。
さらに、熱可塑性樹脂12の配置をランダムにするなど、上記した以外の方法で長繊維11の一部の周りに配置することができる。
そして、図5に示される第3の実施形態における長繊維樹脂成形体3では、母材樹脂部10の長手方向の両端付近を熱可塑性樹脂配置領域20とし、中央付近を熱可塑性樹脂非配置領域21とし、熱可塑性樹脂配置領域20の長繊維11の長繊維の周りにのみ熱可塑性樹脂12が配置されている。
さらに、熱可塑性樹脂12の配置をランダムにするなど、上記した以外の方法で長繊維11の一部の周りに配置することができる。
上記したように、熱可塑性樹脂12の配置を部分的にした場合、熱可塑性樹脂12を軟化させると、熱可塑性樹脂12が配置されている部分が、母材樹脂部10と長繊維11との間で相対移動が可能となる。そのため、母材樹脂部10と長繊維11との間の相対移動をさせたい部分が決まっている場合には、かかる部分に熱可塑性樹脂12を配置させればよい。
次に、長繊維樹脂成形体1の製造方法について説明する。
長繊維樹脂成形体1は、図6に示すような連続成形ライン50を用いて製造される。連続成形ライン50には、繊維供給工程51、熱可塑性樹脂原料液塗布工程54、樹脂含浸工程52、成形工程53、引取部55を有している。
そして、繊維供給工程51から引取部55へ向かって進むように連続的に長繊維11を供給し、引取部55に引き取られて出来上がった成形体41が出てくる。なお、連続成形ライン50を示した図6においては、左から右へと工程が進む。
長繊維樹脂成形体1は、図6に示すような連続成形ライン50を用いて製造される。連続成形ライン50には、繊維供給工程51、熱可塑性樹脂原料液塗布工程54、樹脂含浸工程52、成形工程53、引取部55を有している。
そして、繊維供給工程51から引取部55へ向かって進むように連続的に長繊維11を供給し、引取部55に引き取られて出来上がった成形体41が出てくる。なお、連続成形ライン50を示した図6においては、左から右へと工程が進む。
繊維供給工程51は、長繊維11となる繊維を連続的に供給する部分であり、図示は省略しているが、ガラス長繊維をボビンなどに巻きつけておき、これから繰り出して供給される。また、繊維供給工程51には、複数本のガラス長繊維が束状に供給され、このガラス長繊維は熱可塑性樹脂原料液塗布工程54へと進む。
熱可塑性樹脂原料液塗布工程54は、長繊維11の表面に熱可塑性樹脂12の原料となる原料液12aを塗布する工程である。本実施形態では、原料液12aが入った容器に長繊維11を連続的に浸漬することにより、長繊維11のガラス長繊維の全ての全長に塗布される。
この原料液12aの塗布は表面に薄く行われるものである。そして、本実施形態においては、原料液12aの成分は、熱可塑性ポリウレタン樹脂の原料が用いられている。
この原料液12aの塗布は表面に薄く行われるものである。そして、本実施形態においては、原料液12aの成分は、熱可塑性ポリウレタン樹脂の原料が用いられている。
続いて、原料液12aが塗布された長繊維11が樹脂含浸工程52に移動する。樹脂含浸工程52には、噴霧ノズル60を有している。そして、噴霧ノズル60から樹脂液を長繊維11に向けて噴霧する。
樹脂液は、ポリオール、イソシアネート及び発泡剤などを混合したものであり、発泡させながら固化させて母材樹脂部10となるものである。
なお、必要に応じて、含浸ロール及び揉み板などを用い、噴霧ノズル60から樹脂液を全体に均一に行き渡るようにすることもできる。
樹脂液は、ポリオール、イソシアネート及び発泡剤などを混合したものであり、発泡させながら固化させて母材樹脂部10となるものである。
なお、必要に応じて、含浸ロール及び揉み板などを用い、噴霧ノズル60から樹脂液を全体に均一に行き渡るようにすることもできる。
そして、原料液12a及び樹脂液が付着した長繊維11は、成形工程53に供給される。成形工程53は、4つの無端ベルト63を有しており、この4つの無端ベルト63の内側に成形通路68が形成される。各無端ベルト63の表面は平面状であり、成形通路68の断面形状はほぼ長方形状となっており、長繊維樹脂成形体1の断面形状に合わせられている。
成形の際には無端ベルト63が作動する。そして、無端ベルト63が作動したときの内側の進行方向及び速度は、長繊維11の進行方向及び速度と同じである。したがって、無端ベルト63と、成形途中の樹脂との間の摩擦を小さくすることができる。
また、無端ベルト63によって形成される成形通路68は、樹脂液が硬化に必要な程度に加熱されている。そして、長繊維11に含浸された樹脂は、成形通路68内で硬化する。この樹脂には発泡剤が添加されているので、この硬化の際に発泡する。
成形通路68を通過して硬化して成形体41となり、この成形体41は、引取部55によって引き取られる。引取部55では、上側ベルト55aと下側ベルト55bが設けられており、成形体41が上側ベルト55aと下側ベルト55bとの間に挟まれた状態で作動する。
そして、カッター40で所定の長さに切断され、切断された成形品は表面仕上げなどが行われて、長繊維樹脂成形体1ができあがる。
そして、カッター40で所定の長さに切断され、切断された成形品は表面仕上げなどが行われて、長繊維樹脂成形体1ができあがる。
このように、長繊維樹脂成形体1を、連続成形ライン50を用いて製造することにより、効率よく製造することができる。
また、熱可塑性樹脂原料液塗布工程54を連続成形ライン50に設けないで、あらかじめ、長繊維11の長繊維に、熱可塑性樹脂12の原料液12aを塗布しておいたものを供給しても良い。
そして、熱可塑性樹脂12を長繊維11と母材樹脂部10との間に介在させることができれば、連続成形ライン50を用いないで成形しても良い。例えば、金型などの成形型を用いて、長繊維11の長繊維に熱可塑性樹脂12の原料液12aを塗布して、さらに母材樹脂部10となる樹脂液を付着させたものを成型型内に配置して成形することもできる。
そして、熱可塑性樹脂12を長繊維11の一部の周りに配置する場合には、以下のような方法で製造することができる。
例えば、上記した第2の実施形態における長繊維樹脂成形体2の場合、熱可塑性樹脂原料液塗布工程54の原料液12aに通過させる長繊維を一部とする方法や、あらかじめ原料液12aを塗布する長繊維を一部のものとすることにより製造することができる。
また、第3の実施形態における長繊維樹脂成形体3の場合、熱可塑性樹脂原料液塗布工程54において、原料液12aに通過させる状態と通過させない状態とを選択できるようにし、熱可塑性樹脂12を必要とする部分にだけ、原料液12aに通過させるようにして製造することができる。
例えば、上記した第2の実施形態における長繊維樹脂成形体2の場合、熱可塑性樹脂原料液塗布工程54の原料液12aに通過させる長繊維を一部とする方法や、あらかじめ原料液12aを塗布する長繊維を一部のものとすることにより製造することができる。
また、第3の実施形態における長繊維樹脂成形体3の場合、熱可塑性樹脂原料液塗布工程54において、原料液12aに通過させる状態と通過させない状態とを選択できるようにし、熱可塑性樹脂12を必要とする部分にだけ、原料液12aに通過させるようにして製造することができる。
このように製造された長繊維樹脂成形体1、2、3では、長繊維11と母材樹脂部10との間に熱可塑性樹脂12が介在しているので、以下に示す方法により、長繊維樹脂成形体1、2、3を湾曲させることにより、湾曲した状態での長繊維11に発生する残留応力を小さくすることができる。
なお、以下の説明では長繊維樹脂成形体1を用いる場合について説明する。
なお、以下の説明では長繊維樹脂成形体1を用いる場合について説明する。
まず、上記の方法により長繊維樹脂成形体1を成形する。そして、この長繊維樹脂成形体1の全体を加熱する。この加熱の温度は、母材樹脂部10及び長繊維11は軟化せず、熱可塑性樹脂12は軟化する温度で行われ、加熱されると、熱可塑性樹脂12のみが軟化する。具体的には、熱可塑性樹脂12のガラス転位点温度(Tg)より高い温度、例えば、Tgよりも1℃以上30℃以下程度、高温である温度とする。
そして、この状態で、図7に示すように、長繊維樹脂成形体1を湾曲させる。この湾曲は、長尺方向が湾曲するようにするものであり、長繊維が曲げられる方向に行われるものである。湾曲させると、熱可塑性樹脂12が介在している部分では、母材樹脂部10と長繊維11との間で相対移動する。
さらに、湾曲させた状態で、長繊維樹脂成形体1を冷却して、湾曲状態を維持して、湾曲樹脂成形体5が製造される。そして、この状態では長繊維11に発生する残留応力を小さくすることができ、湾曲後の湾曲樹脂成形体5が経時的に湾曲が小さくなったりしにくく、また、湾曲樹脂成形体5が高強度である。
さらに、湾曲させた状態で、長繊維樹脂成形体1を冷却して、湾曲状態を維持して、湾曲樹脂成形体5が製造される。そして、この状態では長繊維11に発生する残留応力を小さくすることができ、湾曲後の湾曲樹脂成形体5が経時的に湾曲が小さくなったりしにくく、また、湾曲樹脂成形体5が高強度である。
また、図8に示す湾曲樹脂成形体6のように、複数の長繊維樹脂成形体1を用いて、湾曲の内外となる方向に積層することもできる。この場合、長繊維樹脂成形体1同士は、接着剤などで固定されるが、それぞれを湾曲させて接着しても良く、また、積層した状態で全てを湾曲させ、隣接する面同士を接着してもよい。
1、2、3 長繊維樹脂成形体
5、6 湾曲樹脂成形体
10 母材樹脂部
11 長繊維
12 熱可塑性樹脂
12a 原料液
5、6 湾曲樹脂成形体
10 母材樹脂部
11 長繊維
12 熱可塑性樹脂
12a 原料液
Claims (7)
- 熱硬化性樹脂である母材樹脂部と、母材樹脂部を補強する長繊維を有し、長繊維と母材樹脂部との間には熱可塑性樹脂が介在しており、熱可塑性樹脂が変形可能な温度まで加熱して湾曲させ、湾曲させた状態で冷却して、湾曲させることが可能であることを特徴とする長繊維樹脂成形体。
- 母材樹脂部の形状は長尺状であり、長繊維は母材樹脂部の長尺方向に配向していることを特徴とする請求項1に記載の長繊維樹脂成形体。
- 母材樹脂部は、ポリウレタン発泡樹脂であることを特徴とする請求項1又は2に記載の長繊維樹脂成形体。
- 請求項1〜3のいずれかに記載の長繊維樹脂成形体を成形し、長繊維と母材樹脂部との間に介在する熱可塑性樹脂が軟化する温度に、前記長繊維樹脂成形体を加熱した状態で、長繊維が曲げられる方向に湾曲させ、湾曲させた状態で冷却することを特徴とする湾曲樹脂成形体の製造方法。
- 請求項1〜3のいずれかに記載の長繊維樹脂成形体を成形し、長繊維と母材樹脂部との間に介在する熱可塑性樹脂のガラス転位温度以上に、前記長繊維樹脂成形体を加熱した状態で、長繊維が曲げられる方向に湾曲させ、湾曲させた状態で冷却することを特徴とする湾曲樹脂成形体の製造方法。
- 長繊維樹脂成形体の成形は、熱可塑性樹脂が表面に付着させた長繊維を連続的に供給し、母材樹脂部の原料である樹脂液を付着させ、前記樹脂液を固化させて成形体を形成し、さらに、固化した成形体を所定の長さに切断して行うことを特徴とする請求項4又は5に記載の湾曲樹脂成形体の製造方法。
- 長繊維を連続的に供給しながら、熱可塑性樹脂の原料となる樹脂液を長繊維の表面に付着させ、母材樹脂部の原料である樹脂液を付着させ、前記樹脂液を固化させて成形体を形成させるものであることを特徴とする請求項6に記載の湾曲樹脂成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005302171A JP2007106968A (ja) | 2005-10-17 | 2005-10-17 | 長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005302171A JP2007106968A (ja) | 2005-10-17 | 2005-10-17 | 長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007106968A true JP2007106968A (ja) | 2007-04-26 |
Family
ID=38033081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005302171A Pending JP2007106968A (ja) | 2005-10-17 | 2005-10-17 | 長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007106968A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012153109A (ja) * | 2011-01-28 | 2012-08-16 | Mitsubishi Heavy Ind Ltd | 繊維強化プラスチック板及びその製造方法 |
| JP2019519641A (ja) * | 2016-05-25 | 2019-07-11 | ビーエーエスエフ ソシエタス・ヨーロピアBasf Se | 繊維強化発泡体の変換 |
| CN111670112A (zh) * | 2018-02-02 | 2020-09-15 | 巴斯夫欧洲公司 | 与拉挤成型方法内联进行的纤维上浆的同时优化 |
-
2005
- 2005-10-17 JP JP2005302171A patent/JP2007106968A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012153109A (ja) * | 2011-01-28 | 2012-08-16 | Mitsubishi Heavy Ind Ltd | 繊維強化プラスチック板及びその製造方法 |
| JP2019519641A (ja) * | 2016-05-25 | 2019-07-11 | ビーエーエスエフ ソシエタス・ヨーロピアBasf Se | 繊維強化発泡体の変換 |
| JP7005525B2 (ja) | 2016-05-25 | 2022-02-10 | ビーエーエスエフ ソシエタス・ヨーロピア | 繊維強化発泡体の変換 |
| CN111670112A (zh) * | 2018-02-02 | 2020-09-15 | 巴斯夫欧洲公司 | 与拉挤成型方法内联进行的纤维上浆的同时优化 |
| CN111670112B (zh) * | 2018-02-02 | 2022-12-20 | 巴斯夫欧洲公司 | 与拉挤成型方法内联进行的纤维上浆的同时优化 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI703030B (zh) | 包含發泡體核心之纖維強化外型的連續製造方法 | |
| US20110186212A1 (en) | Method for molding continuous fiber prepreg part | |
| JP2543743B2 (ja) | サンドウィッチ構造体を用いて成形物品を製造する方法 | |
| JP5761867B2 (ja) | 繊維強化された樹脂基材又は樹脂成形体の製造方法及びこの製造方法に使用する可塑化吐出機 | |
| CN105705311A (zh) | 用于制造包括热塑性材料泡沫层和纤维增强热塑性材料覆盖层的热塑性材料夹层结构的方法和设备 | |
| JP6695979B2 (ja) | 引抜成形品の製造方法及び製造装置 | |
| JP2007106968A (ja) | 長繊維樹脂成形体、並びに、湾曲樹脂成形体の製造方法 | |
| JP6553903B2 (ja) | 樹脂成形品の製造方法 | |
| CN109153192B (zh) | 由纤维复合材料制造部件的方法 | |
| JP5655386B2 (ja) | 繊維強化プラスチック成形体の製造方法 | |
| KR101643186B1 (ko) | 트림용 복합재 포일 및 그의 제조방법 | |
| JP2013198984A (ja) | 繊維強化熱可塑性樹脂構造体およびその製造方法 | |
| JP2007106969A (ja) | 長繊維樹脂成形体、並びに、長繊維樹脂成形体の製造方法 | |
| JP5864324B2 (ja) | 繊維強化複合体の製造方法 | |
| JP2013067135A (ja) | 複合成形体およびその製造方法 | |
| JPH11216737A (ja) | 繊維強化樹脂発泡積層体の製造方法 | |
| CN111225786A (zh) | 用于制造纤维复合构件的方法以及纤维复合构件 | |
| KR102200964B1 (ko) | 섬유강화 복합재 및 이의 제조방법 | |
| EP0641641A1 (en) | Method for deforming an edge of a sandwich material | |
| US20240269939A1 (en) | Method for Manufacturing Continuous Fiber Composite Frame | |
| JP6874876B2 (ja) | シートモールディングコンパウンド | |
| JPH06285885A (ja) | 複合体の引抜成形方法 | |
| KR20180105024A (ko) | 복합소재 성형 방법 및 이를 이용하여 제작된 사이드 실 | |
| JP2004122549A (ja) | 自動車用内装材の製造方法 | |
| JP2000158571A (ja) | 複合積層成形品の製造法及びそれに用いる積層マット |