JP2007100144A - 亜鉛電解精錬方法および亜鉛電解精錬用の支持治具 - Google Patents
亜鉛電解精錬方法および亜鉛電解精錬用の支持治具 Download PDFInfo
- Publication number
- JP2007100144A JP2007100144A JP2005289246A JP2005289246A JP2007100144A JP 2007100144 A JP2007100144 A JP 2007100144A JP 2005289246 A JP2005289246 A JP 2005289246A JP 2005289246 A JP2005289246 A JP 2005289246A JP 2007100144 A JP2007100144 A JP 2007100144A
- Authority
- JP
- Japan
- Prior art keywords
- zinc
- support
- plate
- anode
- cathode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Electrolytic Production Of Metals (AREA)
Abstract
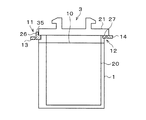
【解決手段】複数枚のアノード板2とカソード板3を亜鉛電解液10中において所定の間隔をあけて交互に略平行に配置し,亜鉛電解液10中を介してアノード板2とカソード板3の間で通電し,カソード板3に亜鉛を電着させる湿式の亜鉛電解精錬において,アノード板2とカソード板3の中心間隔を20〜40mmとし,かつ,中心間隔の標準偏差を4.1mm未満として,アノード板2とカソード板3の間で600A/m2以上の電流密度で通電する。
【選択図】図1
Description
2 アノード板
3 カソード板
11,12 支持治具
10 亜鉛電解液
13,14 ブスバー
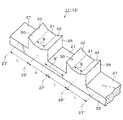
20 電極板
21 ヘッドバー
25 基部
26 支持部
27 通過部
30 ガイド凹部
31 平面部
32 斜面
35 垂直壁部
Claims (2)
- 複数枚のアノード板とカソード板を亜鉛電解液中において所定の間隔をあけて交互に略平行に配置し,亜鉛電解液中を介してアノード板とカソード板の間で通電し,カソード板に亜鉛を電着させる湿式の亜鉛電解精錬方法において,
アノード板とカソード板の中心間隔を20〜40mmとし,かつ,中心間隔の標準偏差を4.1未満として,アノード板とカソード板の間で600A/m2以上の電流密度で通電することを特徴とする,亜鉛電解精錬方法。 - 亜鉛電解液が入れられる電解槽の上端に配置され,アノード板とカソード板の上端に取り付けられたヘッドバーを支持する支持治具であって,
ヘッドバーを支持する支持部とヘッドバーを通過させる通過部を交互に直列に複数備えることを特徴とする,亜鉛電解精錬用の支持治具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005289246A JP4862182B2 (ja) | 2005-09-30 | 2005-09-30 | 亜鉛電解精錬方法および亜鉛電解精錬用の支持治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005289246A JP4862182B2 (ja) | 2005-09-30 | 2005-09-30 | 亜鉛電解精錬方法および亜鉛電解精錬用の支持治具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007100144A true JP2007100144A (ja) | 2007-04-19 |
| JP4862182B2 JP4862182B2 (ja) | 2012-01-25 |
Family
ID=38027371
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005289246A Expired - Fee Related JP4862182B2 (ja) | 2005-09-30 | 2005-09-30 | 亜鉛電解精錬方法および亜鉛電解精錬用の支持治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4862182B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014208871A (ja) * | 2013-03-25 | 2014-11-06 | 住友金属鉱山株式会社 | 陽極及びその製造方法 |
| JP2015505343A (ja) * | 2011-12-22 | 2015-02-19 | ジーイー−ヒタチ・ニュークリア・エナジー・アメリカズ・エルエルシーGe−Hitachi Nuclear Energy Americas, Llc | 陰極電力分配システムおよび電力分配のために同システムを用いる方法 |
| JP2016507010A (ja) * | 2013-02-20 | 2016-03-07 | インドゥストリエ・デ・ノラ・ソチエタ・ペル・アツィオーニ | 相互接続された電解セル内の電流分布を監視する装置 |
| US9920443B2 (en) | 2010-12-23 | 2018-03-20 | Ge-Hitachi Nuclear Energy Americas Llc | Modular cathode assemblies and methods of using the same for electrochemical reduction |
| CN108342752A (zh) * | 2018-05-14 | 2018-07-31 | 三门三友科技股份有限公司 | 一种阴极支撑装置 |
| JP2021088749A (ja) * | 2019-12-05 | 2021-06-10 | アサヒプリテック株式会社 | 金属の電解回収装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6411989A (en) * | 1987-07-06 | 1989-01-17 | Mitsubishi Metal Corp | Electrolysis method using unitized electrode plate |
| JPH06212472A (ja) * | 1992-06-10 | 1994-08-02 | Akita Seiren Kk | 亜鉛電解製錬法およびその装置 |
| JPH0841675A (ja) * | 1994-07-28 | 1996-02-13 | Mitsubishi Materials Corp | 電解槽用電極板受け台 |
| JP2001089891A (ja) * | 1999-09-20 | 2001-04-03 | Mitsui Mining & Smelting Co Ltd | 電解用陽極板の矯正方法 |
-
2005
- 2005-09-30 JP JP2005289246A patent/JP4862182B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6411989A (en) * | 1987-07-06 | 1989-01-17 | Mitsubishi Metal Corp | Electrolysis method using unitized electrode plate |
| JPH06212472A (ja) * | 1992-06-10 | 1994-08-02 | Akita Seiren Kk | 亜鉛電解製錬法およびその装置 |
| JPH0841675A (ja) * | 1994-07-28 | 1996-02-13 | Mitsubishi Materials Corp | 電解槽用電極板受け台 |
| JP2001089891A (ja) * | 1999-09-20 | 2001-04-03 | Mitsui Mining & Smelting Co Ltd | 電解用陽極板の矯正方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9920443B2 (en) | 2010-12-23 | 2018-03-20 | Ge-Hitachi Nuclear Energy Americas Llc | Modular cathode assemblies and methods of using the same for electrochemical reduction |
| JP2015505343A (ja) * | 2011-12-22 | 2015-02-19 | ジーイー−ヒタチ・ニュークリア・エナジー・アメリカズ・エルエルシーGe−Hitachi Nuclear Energy Americas, Llc | 陰極電力分配システムおよび電力分配のために同システムを用いる方法 |
| KR101934613B1 (ko) | 2011-12-22 | 2019-01-02 | 지이-히타치 뉴클리어 에너지 어메리카스 엘엘씨 | 캐소드 배전 시스템 및 배전을 위한 그 사용 방법 |
| JP2016507010A (ja) * | 2013-02-20 | 2016-03-07 | インドゥストリエ・デ・ノラ・ソチエタ・ペル・アツィオーニ | 相互接続された電解セル内の電流分布を監視する装置 |
| JP2014208871A (ja) * | 2013-03-25 | 2014-11-06 | 住友金属鉱山株式会社 | 陽極及びその製造方法 |
| WO2015022846A1 (ja) * | 2013-08-13 | 2015-02-19 | 住友金属鉱山株式会社 | 陽極及びその製造方法 |
| CN108342752A (zh) * | 2018-05-14 | 2018-07-31 | 三门三友科技股份有限公司 | 一种阴极支撑装置 |
| CN108342752B (zh) * | 2018-05-14 | 2023-09-19 | 三门三友科技股份有限公司 | 一种阴极支撑装置 |
| JP2021088749A (ja) * | 2019-12-05 | 2021-06-10 | アサヒプリテック株式会社 | 金属の電解回収装置 |
| JP7337676B2 (ja) | 2019-12-05 | 2023-09-04 | アサヒプリテック株式会社 | 金属の電解回収装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4862182B2 (ja) | 2012-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4862182B2 (ja) | 亜鉛電解精錬方法および亜鉛電解精錬用の支持治具 | |
| TW389795B (en) | A compound electrolytic electrode | |
| US5492609A (en) | Cathode for electrolytic refining of copper | |
| JP6946911B2 (ja) | めっき用電極および電解金属箔の製造装置 | |
| KR20150016212A (ko) | 전극, 배터리, 전극 제조 방법 및 배터리 제조 방법 | |
| KR102500973B1 (ko) | 전극구조체 | |
| CN201890938U (zh) | 新型熔铸型导电头阴极板 | |
| US11926912B2 (en) | Electrode assembly for electrochemical processes | |
| CN208362488U (zh) | 一种电解法制备高纯金属材料的通用型阴极板 | |
| CN203639586U (zh) | 一种湿法冶金用复合阳极 | |
| JP6011488B2 (ja) | 陽極及びその製造方法 | |
| CN109930190A (zh) | 铝合金板材表面氧化夹具 | |
| JP6077884B2 (ja) | 非鉄金属の電解採取方法およびそれに用いるアノードの製造方法 | |
| US3455811A (en) | Electrode system for use in the electrolytic production of manganese dioxide | |
| CN210826393U (zh) | 新型整体式电解阴极板 | |
| JPS5858299A (ja) | 金属電極 | |
| JP2615863B2 (ja) | 電解用陰極板 | |
| JP3283358B2 (ja) | アルミニウムヒートシンク材の陽極酸化処理法 | |
| TW200840886A (en) | Fixing structure for a titanium basket | |
| CN213739730U (zh) | 一种锌电极高强度阳极板用导向绝缘装置 | |
| CN205050913U (zh) | 一种锂电池模块用复合导电排及锂电池模块 | |
| CN213583871U (zh) | 一种液流电池中的汇流导体电极 | |
| CN217903366U (zh) | 一种圆柱电池模组的汇流排固定结构 | |
| JP2017179405A (ja) | 銅ブスバー | |
| CN216107258U (zh) | 一种大型节能电解金属锰阳极板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080812 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110707 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110719 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110913 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111004 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20111019 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111019 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20111019 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141118 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4862182 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |