JP2007016221A - Resin material for molding and molded product - Google Patents
Resin material for molding and molded product Download PDFInfo
- Publication number
- JP2007016221A JP2007016221A JP2006158659A JP2006158659A JP2007016221A JP 2007016221 A JP2007016221 A JP 2007016221A JP 2006158659 A JP2006158659 A JP 2006158659A JP 2006158659 A JP2006158659 A JP 2006158659A JP 2007016221 A JP2007016221 A JP 2007016221A
- Authority
- JP
- Japan
- Prior art keywords
- fly ash
- molding
- resin material
- silica fume
- molded product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
Description
本発明は、成形用樹脂材料及び成形品に関し、特に、射出成形に好適に使用でき、寸法精度に優れた成形品を得ることができる成形用樹脂材料及び成形品に関する。 The present invention relates to a molding resin material and a molded article, and particularly relates to a molding resin material and a molded article that can be suitably used for injection molding and can provide a molded article having excellent dimensional accuracy.
近年、多様な種類の形状の成形品が要求されるようになってきており、従来使用していた金属は、通常、切削加工等の加工により所望の形状に成形するため、樹脂で製造された成形品と比較して、成形品を得るまでの工数が多く、量産性に乏しいこと等が欠点であり、そのため多くの金属部品が樹脂化されている。
しかし、樹脂を用いた成形品では、量産性に優れるが溶融状態の樹脂が固化する間に発生する収縮に起因する成形品の変形が生じ、設計時とは寸法の異なる成形品が得られることになり、所望する成形品を得るための設計が困難である。
In recent years, molded products of various types of shapes have been required, and conventionally used metals are usually made of resin to be molded into a desired shape by processing such as cutting. Compared to a molded product, the number of steps required to obtain a molded product is large, and the lack of mass productivity is a drawback. For this reason, many metal parts are made of resin.
However, molded products using resin are excellent in mass production, but deformation of the molded product occurs due to shrinkage that occurs while the molten resin solidifies, and it is possible to obtain molded products with dimensions different from those at the time of design. Therefore, it is difficult to design to obtain a desired molded product.
従って、樹脂を用いた成形品では、かかる問題に対応して、無機フィラーや補強繊維の充填を樹脂におこなうフィラー含有樹脂組成物の検討が行われているが、現在の部品は小型化、高密度化の傾向があり、成形用樹脂材料及び成形品として、従来のフィラーや補強繊維を充填した樹脂材料から得られる成形品では実現できない、高い寸法精度が求められている。 Therefore, in molded products using resin, in response to such problems, investigations have been made on filler-containing resin compositions in which inorganic fillers and reinforcing fibers are filled into the resin. There is a tendency to increase the density, and there is a demand for high dimensional accuracy that cannot be realized with a molded product obtained from a resin material filled with a conventional filler or reinforcing fiber as a molding resin material and a molded product.
このような要求に対し、特開2005−82761号公報(特許文献1)には、高濃度に無機充填剤を含んでも成型時の流動性に優れ、−30℃〜100℃の温度変化に対し優れた寸法精度及び異方性を与える樹脂材料の提供を目的として、ポリフェニレンスルフィド樹脂100重量部に対し、フライアッシュ、繊維状充填剤及び/又は鱗片状無機充填剤からなる充填剤を40〜400重量部含み、かつ全充填剤成分中にフライアッシュを5〜95重量%含むことを特徴とする光学機器機構部品用樹脂材料が提案されている。
しかし、繊維状及び/又は鱗片状無機充填材は球状フィラーと比較し、それを充填した樹脂の流動性の低下が著しく、また繊維状及び/又は鱗片状無機充填材とフライアッシュとの組み合わせでは、フィラー隙間を充填することができる機能が低く、更には実施例においても使用される樹脂量は容積換算では半分を越えており、これでは、高い寸法精度を有する成形品を得ることは期待できない。
In response to such a request, Japanese Patent Application Laid-Open No. 2005-82661 (Patent Document 1) describes excellent fluidity at the time of molding even when an inorganic filler is contained at a high concentration, and against a temperature change of −30 ° C. to 100 ° C. For the purpose of providing a resin material that gives excellent dimensional accuracy and anisotropy, 40 to 400 fillers comprising fly ash, fibrous filler and / or scaly inorganic filler with respect to 100 parts by weight of polyphenylene sulfide resin. A resin material for optical device mechanism parts has been proposed, which contains 5 parts by weight and contains fly ash in an amount of 5 to 95% by weight in all filler components.
However, the fibrous and / or flaky inorganic filler has a significant decrease in fluidity of the resin filled with the spherical filler, and the combination of the fibrous and / or flaky inorganic filler and fly ash The function of filling the filler gap is low, and the amount of resin used in the examples is more than half in terms of volume, and it is not expected to obtain a molded product with high dimensional accuracy. .
特開2003−64266号公報(特許文献2)には、成形品の形状の自由度を高め、溶融加工が可能で、用いるフィラーの特性を効率的に発揮できるフィラー高充填樹脂材料の提供を目的として、熱可塑性樹脂1〜40容量%とフィラー99〜60容量%からなることを特徴とするフィラー高充填樹脂材料が提案されているが、当該発明においてはフィラーを充填しても、充填フィラー粒子の間を他のサブミクロンオーダーの微粒子の充填フィラーでその間隙を埋める技術思想はなく、従って満足できるような密な高フィラー充填が得られない。 JP 2003-64266 A (Patent Document 2) aims to provide a highly-filled resin material that increases the degree of freedom of the shape of a molded product, can be melt-processed, and can efficiently exhibit the characteristics of the filler used. As described above, a highly-filled resin material is proposed that is composed of 1 to 40% by volume of a thermoplastic resin and 99 to 60% by volume of a filler. There is no technical idea for filling the gap with other fillers of fine particles of submicron order, and therefore satisfactory high filler filling cannot be obtained.
また、特開平2000−336254号公報(特許文献3)及び特開2003−82215号公報(特許文献4)には、無機フィラーとしてフライアッシュを用いた成形物が開示されており、具体的には、前者には、熱可塑性ポリエステル樹脂30〜99重量部とフライアッシュ70〜1重量部とからなるポリエステル樹脂材料であって、前記フライアッシュの比表面積が1000〜8000cm2/gであるものが、また後者にはフライアッシュと不飽和ポリエステル樹脂と、少量のシランカップリング剤とよりなる混練成形材料が開示されている。 JP-A-2000-336254 (Patent Document 3) and JP-A-2003-82215 (Patent Document 4) disclose a molded product using fly ash as an inorganic filler. Specifically, The former includes a polyester resin material composed of 30 to 99 parts by weight of a thermoplastic polyester resin and 70 to 1 part by weight of fly ash, wherein the fly ash has a specific surface area of 1000 to 8000 cm 2 / g, The latter discloses a kneaded molding material comprising fly ash, an unsaturated polyester resin, and a small amount of a silane coupling agent.
しかし、フィラーとしてフライアッシュを用いた材料は、それが球形フィラーであるため、フィラーを充填しても流動性の低下が緩やかであり、充填率を高くすることを目的とすることもできるが、フライアッシュ1種類だけをフィラー分として充填しているため、フィラーの粒径の幅がそれほど広くなく、充填量を期待するほど多くすることはできない。
具体的には、前述の実施例では、樹脂量は容積換算では半分を越えており、従って、得られる成形品の成形収縮は特段に小さいものではなく、所望するような、高い寸法精度を持った成形品を得ることは困難である。
However, since the material using fly ash as the filler is a spherical filler, the fluidity is gradually lowered even when the filler is filled, and the purpose can be to increase the filling rate. Since only one type of fly ash is filled as the filler, the particle size of the filler is not so wide and cannot be increased as much as expected.
Specifically, in the above-described embodiment, the amount of resin exceeds half in terms of volume, and therefore, the molding shrinkage of the obtained molded product is not particularly small, and has a high dimensional accuracy as desired. It is difficult to obtain a molded product.
このように、樹脂材料、特に熱可塑性樹脂化合物を成形して得られた成形品が、設計どおりの寸法を有することは、要求される厳密な精度を満足させるため極めて重要であるが、未だ満足する高い寸法精度が得られる成形用樹脂材料は得られていないのが現状である。
本発明の目的は、上記問題を解決し、優れた成形収縮率の低減が図れるとともに、薄肉成形性に優れ、設計どおりの高い寸法精度を有し、熱的変形に対する安定性に優れた成形品を得ることができる成形用樹脂材料及び当該材料を用いた成形品を提供することである。
また、本発明の他の目的は、流動性の低下が緩やかで、細かい複雑な形状の成形品を寸法安定性よく、すなわち設計どおりの形状で得ることが可能となる、成形用樹脂材料及び当該材料を用いた成形品を提供することである。
更に本発明の他の目的は、上記目的に加えて、射出成形用に好適に用いられる成形用樹脂材料及び成形品を提供することである。
The object of the present invention is to solve the above-mentioned problems, reduce the molding shrinkage ratio, have excellent thin-wall moldability, have high dimensional accuracy as designed, and have excellent stability against thermal deformation. It is providing the resin material for shaping | molding which can obtain, and the molded article using the said material.
Another object of the present invention is to provide a molding resin material and a molding resin material that can be obtained in a dimensional stability, that is, in a shape as designed, with a gradual decrease in fluidity and with a small and complex shape. It is to provide a molded article using the material.
Furthermore, another object of the present invention is to provide a molding resin material and a molded article suitably used for injection molding, in addition to the above-mentioned object.
本発明者らは、樹脂材料を成形、特に熱可塑性樹脂を射出成形するにあたり、大きさの異なる、フライアッシュI種とシリカフュームとを組み合わせて用いることにより、樹脂の内部に存在するこれらの無機フィラーの充填量を高くして、フライアッシュI種粒子の間隙に他方のシリカフューム粒子が蜜に充填され、これらが相互に溶融樹脂中でボールベアリング効果を発揮することを見出し、本発明に到ったものである。 The present inventors have used these inorganic fillers existing inside the resin by using a combination of fly ash type I and silica fume having different sizes when molding a resin material, particularly injection molding a thermoplastic resin. The other silica fume particles were filled with nectar in the gaps between the fly ash type I particles, and they found that they mutually exhibited a ball bearing effect in the molten resin, leading to the present invention. Is.
本発明の成形用樹脂材料は、熱可塑性樹脂と、フライアッシュI種及びシリカフュームとを含み、前記シリカフュームの平均粒径がフライアッシュI種の平均粒径の10分の1以下であって、該フライアッシュI種/シリカフュームの配合割合が質量比で20/80〜80/20であることを特徴とするものであり、好適には、フライアッシュI種の粒径が0.5〜80μmで、該シリカフュームの粒径が0.01〜0.5μmであることが望ましい。
更に好適には、繊維状強化材を含むものである。
The molding resin material of the present invention includes a thermoplastic resin, fly ash type I and silica fume, and the average particle size of the silica fume is 1/10 or less of the average particle size of fly ash type I, The fly ash type I / silica fume is blended in a mass ratio of 20/80 to 80/20, preferably the fly ash type I has a particle size of 0.5 to 80 μm, The silica fume preferably has a particle size of 0.01 to 0.5 μm.
More preferably, a fibrous reinforcing material is included.
また、本発明の上記成形用樹脂材料においては、更に、熱可塑性樹脂が10〜40容量%含まれることが望ましく、含有される前記2種の無機フィラーであるフライアッシュI種とシリカフュームと、必要に応じて含有される繊維状強化材との合計容量が99〜60容量%であることが特に好ましい。 In the molding resin material of the present invention, it is further desirable that the thermoplastic resin is contained in an amount of 10 to 40% by volume, and the fly ash type I and silica fume which are the two kinds of inorganic fillers contained are necessary. It is particularly preferred that the total capacity with the fibrous reinforcing material contained depending on is 99 to 60% by volume.
本発明の成形品は、上記各本発明の成形用樹脂材料を用いてなるものであり、好適には、前記成形用樹脂材料を射出成形することにより得られるものである。 The molded product of the present invention is formed by using the molding resin material of each of the present inventions, and is preferably obtained by injection molding of the molding resin material.
本発明の成形用樹脂材料は、特定の無機フィラーであるフライアッシュI種とシリカフュームとを組み合わせることにより、これらの無機フィラーを大量に充填することができるとともに、本発明の成形用材料を用いた成形品は、成形収縮率が小さく(例えば、流動方向/直交方向=0.2/0.3)、かつその流動方向/直交方向の差が小さいため、高い寸法精度を実現することができ、偏肉でぶ厚い成形品も薄肉の成形品も設計どおりの寸法精度を有するという優れた効果を有する。
更に、本発明の成形用樹脂材料を射出成形に用いた場合には、溶融樹脂中で、フライアッシュI種とシリカフュームとがボールベアリング効果を発揮して、その転がり性が増大し、流動性を向上させ、複雑な形状の成形品を精度よく製造することができる。
The molding resin material of the present invention can be filled with a large amount of these inorganic fillers by combining fly ash type I, which is a specific inorganic filler, and silica fume, and the molding material of the present invention is used. The molded product has a small molding shrinkage (for example, flow direction / orthogonal direction = 0.2 / 0.3) and a small difference between the flow direction / orthogonal direction, so that high dimensional accuracy can be realized, Both the uneven and thick molded product and the thin molded product have an excellent effect of having dimensional accuracy as designed.
Further, when the molding resin material of the present invention is used for injection molding, fly ash type I and silica fume exhibit a ball bearing effect in the molten resin, thereby increasing the rolling property and improving the fluidity. It is possible to improve and accurately manufacture a molded product having a complicated shape.
更に、本発明の成形用樹脂材料は、上記効果に加えて、フライアッシュI種とシリカフュームとを組み合わせることによりこれらの高充填された無機フィラーの性能が有効に発揮されるため、得られる成形品は、以下の好適な効果も有する。
1)熱伝導率が上がり、放熱性が向上する。
2)耐熱性が向上する。
3)線膨張係数が下がり、ファインセラミクスと同程度の低熱線膨張係数を有するとともに熱による寸法変化が少ない。
4)エンジニアリングプラスチックを上回る高弾性率、振動減衰性が得られる。
Furthermore, in addition to the above-mentioned effects, the molding resin material of the present invention can effectively obtain the performance of these highly filled inorganic fillers by combining fly ash type I and silica fume. Has the following preferable effects.
1) Thermal conductivity is increased and heat dissipation is improved.
2) Heat resistance is improved.
3) The coefficient of linear expansion is lowered, the coefficient of thermal expansion is as low as that of fine ceramics, and the dimensional change due to heat is small.
4) Higher elastic modulus and vibration damping than engineering plastics are obtained.
本発明を次の好適例により説明するが、これらに限定されるものではない。
本発明の成形用樹脂材料は、熱可塑性樹脂と、フライアッシュI種及びシリカフュームとを含み、前記シリカフュームの平均粒径がフライアッシュI種の平均粒径の10分の1以下であって、該フライアッシュI種/シリカフュームの配合割合が質量比で20/80〜80/20であるものであり、好適には、該フライアッシュI種の粒径が0.5〜80μm、該シリカフュームの粒径が0.01〜0.5μmを有するものであって、さらに好適にはこれらのフライアッシュI種とシリカフュームとは球状であるものが望ましい。
このように、粒径の異なるフライアッシュI種とシリカフュームとを組み合わせることにより、粒径の小さいシリカフュームが粒径の大きいフライアッシュI種の間隙に入り込み、多重粒度構成となることにより、溶融樹脂中で最大のボールベアリング効果を発揮できるとともに、熱可塑性樹脂等の樹脂に可能な限り添加される無機的性質を付与することが可能となり、優れた寸法安定性が得られることとなる。
The present invention is illustrated by the following preferred examples, but is not limited thereto.
The molding resin material of the present invention includes a thermoplastic resin, fly ash type I and silica fume, and the average particle size of the silica fume is 1/10 or less of the average particle size of fly ash type I, The mixing ratio of fly ash type I / silica fume is 20/80 to 80/20 by mass ratio, preferably the particle size of the fly ash type I is 0.5 to 80 μm, the particle size of the silica fume Is preferably 0.01 to 0.5 μm, and more preferably, these fly ash type I and silica fume are spherical.
In this way, by combining fly ash type I and silica fume having different particle diameters, silica fume having a small particle diameter enters the gaps of fly ash type I having a large particle diameter, resulting in a multiple particle size structure. In addition to exhibiting the maximum ball bearing effect, it is possible to impart inorganic properties added to a resin such as a thermoplastic resin as much as possible, and excellent dimensional stability can be obtained.
本発明に用いる熱可塑性樹脂は、例えば、加熱により成形できる程度まで可塑性が得られる樹脂を意味し、その種類は特に限定されず、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキシレンジメチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリエチレンイソフタレート/テレフタレート、ポリブチレンイソフタレート/テレフタレート、ポリシクロヘキシレンジメチレンイソフタレート/テレフタレート、ポリ(p−ヒドロキシ安息香酸/エチレンテレフタレート)、非液晶性半芳香族ポリエステル、非液晶性全芳香族ポリエステルなどのポリエステル、ポリカーボネート、脂肪族ポリアミド、脂肪族−芳香族ポリアミド、全芳香族ポリアミドなどのポリアミド、ポリオキシメチレン、ポリイミド、ポリベンズイミダゾール、ポリケトン、ポリエーテルエーテルケトン、ポリエーテルケトン、ポリエーテルスルホン、ポリフェニレンオキシド、フェノキシ樹脂、ポリフェニレンスルフィド、液晶ポリマー、ポリプロピレン、ポリエチレン、ポリスチレンなどのオレフィン系重合体、エチレン/プロピレン共重合体、エチレン/1−ブテン共重合体、エチレン/プロピレン/非共役ジエン共重合体、エチレン/アクリル酸エチル共重合体、エチレン/メタクリル酸グリシジル共重合体、エチレン/酢酸ビニル/メタクリル酸グリシジル共重合体およびエチレン/プロピレン−g−無水マレイン酸共重合体、ABSなどのオレフィン系共重合体、ポリエステルポリエーテルエラストマー、ポリエステルポリエステルエラストマー等のエラストマーから選ばれる、公知の任意の1種または2種以上の熱可塑性樹脂の混合物が挙げられる。
特に、ポリフェニレンスルフィド、ポリアミド,ポリカーボネート、ポリプロピレン、ポリウレタン、液晶ポリマーの1種または2種以上の混合物等が、流動性および充填性の点から好適に使用することができる。
The thermoplastic resin used in the present invention means, for example, a resin that can be plasticized to the extent that it can be molded by heating, and the type thereof is not particularly limited. For example, polyethylene terephthalate, polybutylene terephthalate, polycyclohexylene dimethylene terephthalate, Polyethylene naphthalate, polybutylene naphthalate, polyethylene isophthalate / terephthalate, polybutylene isophthalate / terephthalate, polycyclohexylene dimethylene isophthalate / terephthalate, poly (p-hydroxybenzoic acid / ethylene terephthalate), non-liquid crystalline semi-aromatic Polyester, polyester such as non-liquid crystalline wholly aromatic polyester, polycarbonate, aliphatic polyamide, aliphatic-aromatic polyamide, polyamide such as wholly aromatic polyamide, Reoxymethylene, polyimide, polybenzimidazole, polyketone, polyether ether ketone, polyether ketone, polyether sulfone, polyphenylene oxide, phenoxy resin, polyphenylene sulfide, liquid crystal polymer, olefin polymer such as polypropylene, polyethylene, polystyrene, ethylene / Propylene copolymer, ethylene / 1-butene copolymer, ethylene / propylene / non-conjugated diene copolymer, ethylene / ethyl acrylate copolymer, ethylene / glycidyl methacrylate copolymer, ethylene / vinyl acetate / methacryl Acid glycidyl copolymer, ethylene / propylene-g-maleic anhydride copolymer, olefin copolymer such as ABS, polyester polyether elastomer, polyester polyester Selected from elastomers such ether elastomers, mixtures of any known one or more thermoplastic resins.
In particular, polyphenylene sulfide, polyamide, polycarbonate, polypropylene, polyurethane, a mixture of one or more liquid crystal polymers, and the like can be suitably used from the viewpoint of fluidity and filling properties.
本発明には、フライアッシュI種とシリカフュームとを組み合わせて用いる。
ここで、フライアッアッシュにはJIS A 6201規格によりフライアッシュI〜IV種があり、本発明においては、当該JIS規格のフライアッシュI種を用いるものである。
このように、フライアッシュであってもフライアッシュII種〜IV種等ではなく、フライアッシュI種とシリカフュームとの組み合わせを用いることで、他のフライアッシュII種〜IV種等を用いる場合よりも、得られる材料の流動性が高くなり、成形収縮率が低減されるとともに薄肉の成形が可能となり、本発明の効果をきわめて良好に達成することができる。
また、本発明において、フライアッシュI種は、球形粒子が含まれる割合が高いのでボールベアリング効果が極めて高く、さらに未燃炭素がもっとも少ないため、吸油量がもっとも少なく、高充填でも流動性の低下が小さいという機能を有する。
In the present invention, fly ash type I and silica fume are used in combination.
Here, fly ash includes fly ash types I to IV according to the JIS A 6201 standard. In the present invention, the fly ash type I of the JIS standard is used.
Thus, even fly ash is not fly ash type II-IV, etc., but by using a combination of fly ash type I and silica fume, compared to the case of using other fly ash types II-IV, etc. Thus, the fluidity of the obtained material is increased, the molding shrinkage rate is reduced, and the molding of a thin wall is possible, so that the effects of the present invention can be achieved very well.
In the present invention, fly ash type I has a high proportion of spherical particles, so the ball bearing effect is extremely high. Furthermore, since there is the least amount of unburned carbon, the amount of oil absorption is the smallest and the fluidity is reduced even at high filling. Has the function of being small.
特に、前記フライアッシュI種及びシリカフュームの各平均粒径は、シリカフュームの平均粒径が、フライアッシュI種の平均粒径の10分の1以下、好ましくは20分の1以下で、より好ましくは40分の1以上であることが、これらの特定の2種のフライアッシュI種とシリカフュームを密に高充填して、寸法安定性を向上させるために好ましい。
かかる平均粒径は、走査型電子顕微鏡を用いて写真を撮影し、各粒子の長径と短径を測定して、それぞれ平均長径と平均短径を計算し、その平均長径と平均短径との平均により求められるものである。
このように粒径の異なるフライアッシュI種とシリカフュームとを組み合わせて混在させることで多重粒度構成フィラーとし、当該フライアッシュI種の間に当該粒径のシリカフューム粒子が入り込む多重粒度構成とすることで、樹脂材料中に大量の無機フィラーを密に充填することができるとともに、これにより溶融樹脂中で、効果的なボールベアリング効果を発揮することができ、従って成形品の寸法精度を向上させることができるのである。
In particular, the average particle size of the fly ash type I and silica fume is such that the average particle size of silica fume is 1/10 or less of the average particle size of fly ash type I, preferably 1/20 or less, more preferably It is preferable that the ratio is at least 1/40 in order to improve the dimensional stability by densely filling these two specific types of fly ash type I and silica fume.
The average particle diameter is obtained by taking a photograph using a scanning electron microscope, measuring the major axis and minor axis of each particle, calculating the average major axis and the average minor axis, respectively, and calculating the average major axis and the minor minor axis. It is obtained by averaging.
By combining and mixing fly ash type I and silica fume having different particle diameters in this way, a multiple particle size constitution filler is obtained, and by forming a multiple particle size constitution in which silica fume particles of the particle size enter between the fly ash type I. In addition, a large amount of inorganic filler can be densely filled in the resin material, and thereby, an effective ball bearing effect can be exhibited in the molten resin, thus improving the dimensional accuracy of the molded product. It can be done.
また、粒径の小さいシリカフュームは、樹脂材料中に一次粒子が充填されているのみならず、該一次粒子が凝集して、適度な大きさを有する2次〜4次塊合粒子を形成して、比較的大きい粒間の間隙を充填して、ボールベアリング効果を発揮することも可能である。
さらに、当該フライアッシュI種やシリカフュームは、その表面が、若干の凹凸を有する形状であることが、射出成形時に溶融樹脂中での転がり性を増大するためには好ましい。
該フライアッシュI種は粒径が0.5〜80μmのもの、望ましくは0.5〜50μmのものを好適に使用でき、また該シリカフュームは粒径が0.01〜0.5μmのもの、望ましくは0.05〜0.5μmのものを好適に使用でき、特にかかる粒径範囲のフライアッシュI種とシリカフュームとを組み合わせて用いることで、樹脂材料中に密に充填されることができるとともに、より効果的なボールベアリング効果を発揮することができ、寸法精度を向上させることができる。
かかる粒径は、上記したように、走査型電子顕微鏡により測定した値である。
In addition, the silica fume having a small particle diameter is not only filled with primary particles in the resin material, but also aggregates the primary particles to form secondary to quaternary aggregate particles having an appropriate size. It is also possible to fill the gaps between relatively large grains and exert a ball bearing effect.
Furthermore, the fly ash type I or silica fume preferably has a surface with a slight unevenness in order to increase the rolling property in the molten resin during injection molding.
The fly ash type I has a particle size of 0.5 to 80 μm, preferably 0.5 to 50 μm, and the silica fume preferably has a particle size of 0.01 to 0.5 μm. Can be suitably used 0.05-0.5 μm, especially by using a combination of fly ash type I and silica fume having such a particle size range, the resin material can be closely packed, A more effective ball bearing effect can be exhibited and dimensional accuracy can be improved.
The particle size is a value measured by a scanning electron microscope as described above.
また特に、これらのフライアッシュI種とシリカフュームとは球状の形状を有するものが好適であり、前記ボールベアリング効果を最大に発揮することができる。
ここで、「球状」とは、完全な球形である真球を意味するのみならず、多少の楕円形や、ひょうたん形等や、これらの形状の表面がある程度微妙な凹凸を有する粒状等の球形に近似した立体形状のものを含む意であり、繊維状や板状、鱗片状等の2次元的な形状のものを除くものであり、好適には真球が望ましい。
すなわち、粒状は比較的真球に近い形状をなしており、例えば、平均長径/平均短径が1以上3未満のものが好適に挙げられる。
このように、繊維状や板状、鱗片状等の2次元的な形状のフィラーを除くことにより、無機フィラーを樹脂材料中に充填しても流動性の低下がゆるやかであり、良好な流動性を確保することができる。
In particular, these fly ash type I and silica fume are preferably those having a spherical shape, and the ball bearing effect can be maximized.
Here, “spherical” not only means a perfect spherical sphere, but also a slightly elliptical shape, a gourd shape, etc., and a spherical shape such as a granular shape in which the surface of these shapes has subtle irregularities to some extent. It is intended to include those having a three-dimensional shape that approximates to, and excludes those having a two-dimensional shape such as a fiber shape, a plate shape, and a scale shape, and a true sphere is preferable.
That is, the granular shape has a shape that is relatively close to a true sphere. For example, those having an average major axis / average minor axis of 1 or more and less than 3 are preferable.
As described above, by removing fillers having a two-dimensional shape such as fibrous, plate-like, and scale-like, the fluidity is gradually lowered even when the inorganic filler is filled in the resin material, and the good fluidity is obtained. Can be secured.
フライアッシュI種とシリカフュームの配合割合は、質量比にして20/80〜80/20、好ましくは35/65〜65/35であり、かかる範囲外であると流動性が低下して複雑な形状の成形品を得ることが困難になる場合があるからである。 The blending ratio of fly ash type I and silica fume is 20/80 to 80/20, preferably 35/65 to 65/35 in terms of mass ratio. This is because it may be difficult to obtain a molded product.
さらに、得られる成形品の強度をより高めるために、必要に応じて、繊維状強化材を含有させることも可能である。
繊維状強化材としては、耐熱性を有し、弾性率、強度、弾性回復率等の力学特性に優れた短繊維、ウィスカ、フィブリッド等の繊維状のものが使用でき、例えばガラス繊維、炭素繊維、アルミナ繊維、炭化ケイ素繊維、チタン酸カリウムやホウ酸アルミニウム等のウイスカ、ボロン繊維やチタン繊維等の金属繊維、アラミド繊維等の有機繊維等を挙げることができるが、ガラス繊維が特に好ましい。
Furthermore, in order to further increase the strength of the obtained molded product, it is possible to contain a fibrous reinforcing material as necessary.
As the fibrous reinforcement, there can be used fibers such as short fibers, whiskers, and fibrids having heat resistance and excellent mechanical properties such as elastic modulus, strength, and elastic recovery rate, such as glass fibers and carbon fibers. , Alumina fibers, silicon carbide fibers, whiskers such as potassium titanate and aluminum borate, metal fibers such as boron fibers and titanium fibers, and organic fibers such as aramid fibers, with glass fibers being particularly preferred.
繊維状強化材の直径や長さについては、繊維長が長すぎると熱可塑性樹脂や、フライアッシュI種及びシリカフュームと均一に混合・分散させることが難しく、逆に短すぎると強化材としての効果が不十分となるため、通常は、繊維長が0.1〜10mmで、直径が9〜15μmの範囲にあるものが好ましく使用できる。
この繊維長が0.1mm未満ものでは、曲げ強度等の機械的強度に優れた成形品が得られにくい。
一方、この繊維長が10mmを超えるものでは、成形品にしたとき、繊維状強化材が表面に浮き出し、外観に劣るものとなる。
As for the diameter and length of the fibrous reinforcing material, if the fiber length is too long, it is difficult to uniformly mix and disperse with the thermoplastic resin, fly ash type I and silica fume, and conversely if it is too short, the effect as a reinforcing material is obtained. In general, a fiber having a fiber length of 0.1 to 10 mm and a diameter of 9 to 15 μm can be preferably used.
When the fiber length is less than 0.1 mm, it is difficult to obtain a molded product having excellent mechanical strength such as bending strength.
On the other hand, when the fiber length exceeds 10 mm, when formed into a molded product, the fibrous reinforcing material is raised on the surface and the appearance is inferior.
繊維状強化材の配合割合は、特に限定されないが、好ましくは成形用樹脂材料中、5〜40容量%が望ましく、これは5容量%未満では強度の向上の効果があまりなく、40容量%を超えると、流動性が悪化したり、得られる成形品に「巣」のような欠陥が発生する場合があるため好ましくないからである。 The blending ratio of the fibrous reinforcing material is not particularly limited, but it is preferably 5 to 40% by volume in the molding resin material. This is less than 5% by volume, and the effect of improving the strength is not so much. If it exceeds the upper limit, the fluidity is deteriorated, and defects such as “nest” may occur in the obtained molded product, which is not preferable.
上記熱可塑性樹脂と、上記フライアッシュI種、シリカフューム及び必要に応じて配合される繊維状強化材との配合割合は、熱可塑性樹脂が容量換算で10〜40容量%、より好ましくは20〜40容量%、さらに好ましくは30〜40容量%であり、残部が上記フライアッシュI種、シリカフューム及び繊維状強化材や必要に応じて添加される下記添加剤である。
熱可塑性樹脂の含有量が40容量%を越えると、得られる成形品の成形収縮率が大きくなり、寸法精度を確保することが困難になる場合があり、望ましくない。
また、熱可塑性樹脂の含有量が10容量%未満であると、成形に必要な流動性を確保することが困難な場合があり好ましくない。
The blending ratio of the thermoplastic resin and the fly ash type I, silica fume and the fibrous reinforcing material blended as necessary is 10 to 40% by volume, more preferably 20 to 40% by volume of the thermoplastic resin. It is a volume%, More preferably, it is 30-40 volume%, and the remainder is the following additive added as needed with the said fly ash I seed | species, a silica fume, and a fibrous reinforcement.
When the content of the thermoplastic resin exceeds 40% by volume, the molding shrinkage rate of the obtained molded product increases, and it may be difficult to ensure dimensional accuracy, which is not desirable.
Further, if the content of the thermoplastic resin is less than 10% by volume, it may be difficult to ensure the fluidity necessary for molding, which is not preferable.
本発明の成形用樹脂材料には、上記した強化材の他に、必要に応じて、熱安定剤、光安定剤、酸化防止剤、可塑剤、滑剤、着色剤、発泡剤、離型剤、耐衝撃改良剤等の添加剤が配合されていてもよい。 In the molding resin material of the present invention, in addition to the reinforcing material described above, if necessary, a heat stabilizer, a light stabilizer, an antioxidant, a plasticizer, a lubricant, a colorant, a foaming agent, a release agent, Additives such as impact resistance improvers may be blended.
本発明の成形用樹脂材料を調製するには、上記樹脂と、上記フライアッシュI種及びシリカフュームと、更に必要に応じて添加される強化材等とを、上記した割合で均一に混合する。混合方法については、特に限定はなく、これらの成分を均一に混合できればよく、予めフライアッシュI種とシリカフュームとを混合して混合粉体としておくことも、これらの材料を同時に混合することも可能である。 In order to prepare the molding resin material of the present invention, the resin, the fly ash type I and silica fume, and a reinforcing material added as necessary are uniformly mixed in the above-described ratio. The mixing method is not particularly limited as long as these components can be mixed uniformly. Fly ash type I and silica fume can be mixed in advance to form a mixed powder, or these materials can be mixed simultaneously. It is.
具体的には、熱可塑性樹脂、フライアッシュI種、シリカフューム等をバンバリーミキサー、ニーダー、ロールを用いて混合し、次いで、単軸あるいは2軸押出機等の加熱溶融混練機を用いることにより製造することができ、特に、得られるフィラー高充填樹脂材料の均一性の点から、2軸押出機を好適に用いることが好ましい。
また、配合する熱可塑性樹脂も、得られた組成物の組成均一性、混練性などから、用いるフライアッシュI種やシリカフュームと同様な小径化あるいは粉末状に加工して用いることが取り扱い上特に好ましく、ペレット状、粉末状いずれの形状のものを用いてもよく、フライアッシュI種やシリカフュームの配合量が大きい場合には、小径化あるいは粉末状のものを用いることが製造効率の点から好ましい。
Specifically, a thermoplastic resin, fly ash type I, silica fume, etc. are mixed using a Banbury mixer, kneader, roll, and then manufactured by using a hot melt kneader such as a single screw or twin screw extruder. In particular, it is preferable to use a twin-screw extruder suitably from the viewpoint of the uniformity of the filler-filled resin material obtained.
In addition, the thermoplastic resin to be blended is particularly preferably used in terms of handling because of the composition uniformity, kneadability, etc. of the obtained composition, using the same reduced size or powder as in the fly ash type I and silica fume used. In addition, pellets or powders may be used. When the amount of fly ash type I or silica fume is large, it is preferable from the viewpoint of production efficiency to use a small diameter or powder.
射出成形を用いる場合には、上記樹脂と、上記フライアッシュI種とシリカフュームとを混合して、例えばペレット状に成形し、これを射出成形用の原料として用いることが好ましく、当該熱可塑性樹脂の軟化点以上の温度で、上記フライアッシュI種とシリカフュームと樹脂等との混合材料を溶融混練して、射出用ペレット状原料にする。
前記ペレット状原料は、射出成形機内部の加熱シリンダ内で再び溶融・混練されて、射出装置によって所望する形状の金型内に充填されて、成形品を得ることができる。
In the case of using injection molding, it is preferable to mix the resin, the fly ash type I and silica fume, and form, for example, pellets, which are used as raw materials for injection molding. At a temperature equal to or higher than the softening point, a mixed material of the fly ash type I, silica fume, resin, and the like is melt-kneaded to obtain a pellet raw material for injection.
The pellet-like raw material is melted and kneaded again in a heating cylinder inside the injection molding machine, and filled in a mold having a desired shape by an injection device to obtain a molded product.
本発明の成形用樹脂材料は、通常の成形加工方法で目的の成形品とすることができる。
例えば射出成形、押出成形、プレス成形、インジェクション成形などの公知の成形法を利用することができる。
特に射出成形では、さらに、三次元の任意の形状に精度よく成形でき、複雑な形状や自由な形状の薄肉の成形品等を再現性よく、かつ寸法精度性よく製造することができる。
The molding resin material of the present invention can be formed into a desired molded product by a normal molding method.
For example, known molding methods such as injection molding, extrusion molding, press molding and injection molding can be used.
In particular, in injection molding, it is possible to accurately form a three-dimensional arbitrary shape, and to manufacture a thin molded product having a complicated shape or a free shape with high reproducibility and dimensional accuracy.
このように、本発明の成形用樹脂材料を用いると、流動性に優れ、複雑な形状の偏肉の厚みのある成形品も薄肉の成形品も寸法精度よく製造できる。 As described above, when the molding resin material of the present invention is used, it is possible to manufacture a molded product having excellent fluidity and a complicated shape with a thickness of uneven thickness and a thin molded product with high dimensional accuracy.
本発明を次の実施例、比較例及び試験例により説明する。
材料
・ポニフェニレンスルフィドA;フォートロンA0220 ポリプラスチック株式会社製(熱可塑性樹脂、比重1.3)
・ポニフェニレンスルフィドB;フォートロン6165A4 ポリプラスチック株式会社製(熱可塑性樹脂、比重1.96)
・フライアッシュI種;ファイナッシュ 四電産業株式会社(比重2.3、平均粒径5.5μm、粒径0.5〜30μm)
・フライアッシュII種;中部フライアッシュ 株式会社テクノ中部製(比重2.3、平均粒径10μm、粒径1〜50μm)
・フライアッシュIII種;中部フライアッシュ 株式会社テクノ中部製(比重2.3、平均粒径10μm、粒径1〜50μm)
・フライアッシュIV種;エコアッシュ 四電産業株式会社(比重2.3、平均粒径40μm、粒径5〜100μm)
・シリカフューム;マイクロシリカ エルケム株式会社(比重2.3、平均粒径0.2μm、粒径0.05〜0.5μm)
・ガラス繊維;CS 3J−256 日東紡績株式会社(比重2.9)
The invention is illustrated by the following examples, comparative examples and test examples.
Material : Poniphenylene sulfide A; Fortron A0220 Polyplastics Co., Ltd. (thermoplastic resin, specific gravity 1.3)
-Poniphenylene sulfide B; Fortron 6165A4 manufactured by Polyplastics Co., Ltd. (thermoplastic resin, specific gravity 1.96)
・ Fly ash type I; final ash Yoden Sangyo Co., Ltd. (specific gravity 2.3, average particle size 5.5 μm, particle size 0.5-30 μm)
・ Fly ash type II: Chubu fly ash Techno Chubu Co., Ltd. (specific gravity 2.3, average particle size 10 μm, particle size 1 to 50 μm)
・ Fly ash type III; Chubu fly ash made by Techno Chubu Co., Ltd. (specific gravity 2.3, average particle size 10 μm, particle size 1 to 50 μm)
・ Fly ash type IV; Ecoashu Yoden Sangyo Co., Ltd. (specific gravity 2.3, average particle size 40 μm, particle size 5 to 100 μm)
・ Silica fume; Microsilica Elchem Co., Ltd. (specific gravity 2.3, average particle size 0.2 μm, particle size 0.05 to 0.5 μm)
・ Glass fiber: CS 3J-256 Nitto Boseki Co., Ltd. (specific gravity 2.9)
実施例1〜3;比較例1〜8
表1に示す配合割合で、各原料をブレンダーで混合し、シリンダー温度を300℃に設定した35mmφの2軸押出成形機(池貝鉄工製,PCM30)を用いて、設定温度300℃、回転数200rpmにて均一溶融混錬し、これをペレットとした。
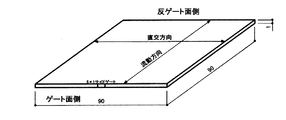
得られた各ペレットを、射出成形機(住友重機械工業製:プロマット100A)にて、縦90mm×横90mm×高さ3mmのテストピース(サイドゲート、ゲートサイズ:幅5mm×高さ1mm)成形品及び、90mm×横90mm×高さ1mmのテストピース(サイドゲート、ゲートサイズ:幅5mm×高さ1mm)成形品を得た。
Examples 1-3; Comparative Examples 1-8
Using a blending ratio shown in Table 1, each raw material was mixed with a blender, and a cylinder temperature was set to 300 ° C., using a 35 mmφ twin-screw extruder (manufactured by Ikekai Tekko, PCM30), a set temperature of 300 ° C. and a rotation speed of 200 rpm. The mixture was uniformly melted and kneaded in order to obtain pellets.
Each pellet obtained was tested with an injection molding machine (manufactured by Sumitomo Heavy Industries: Promat 100A) 90 mm long × 90 mm wide × 3 mm high test piece (side gate, gate size: width 5 mm × height 1 mm) A molded product and a test piece (side gate, gate size: width 5 mm × height 1 mm) of 90 mm ×
上記実施例1〜3および比較例1〜8で得られた各成形品について、以下の試験を行った。
流動性試験
島津製作所製の「フローテスター、CFT−500D」を用いて、測定条件として温度300℃、加重50kgfで、直径φ1mmで長さ10mmのオリフィスを通過する際の材料粘度を測定した。
成形性
成形性(1) 上記した、縦90mm×横90mm×高さ3mmの各テストピース(サイドゲート、ゲートサイズ:幅5mm×高さ1mm)の成形品を成形する際、十分に金型に充填されるものを成形可とし、十分に充填されないものを成形不可として評価した。
成形性(2) 上記した、縦90mm×横90mm×高さ1mmの各テストピース(サイドゲート、ゲートサイズ:幅5mm×高さ1mm)の成形品を成形する際、十分に金型に充填されるものを成形可とし、十分に充填されないものを成形不可として評価した。
The following tests were conducted on the molded products obtained in Examples 1 to 3 and Comparative Examples 1 to 8.
Fluidity Test Using “Flow Tester, CFT-500D” manufactured by Shimadzu Corporation, the material viscosity was measured when passing through an orifice having a diameter of 1 mm and a length of 10 mm at a temperature of 300 ° C., a load of 50 kgf as measurement conditions.
And moldability <br/> moldability (1) above, the vertical 90 mm × horizontal 90 mm × height test pieces (side gate, the gate size: Width 5 mm × height 1mm) of 3mm when the molded article, sufficient The mold filled in the mold was evaluated as moldable, and the mold not sufficiently filled was evaluated as unmoldable.
Formability (2) When molding the above-mentioned test pieces (side gate, gate size: width 5 mm x height 1 mm) of 90 mm long x 90 mm wide x 1 mm high, the mold is fully filled Those that could be molded were evaluated and those that were not sufficiently filled were evaluated as not moldable.
寸法精度
得られた各テストピース(縦90mm×横90mm×高さ3mm)の縦/横の各長さをデジタルノギス(ミツトヨ製)にて測定し、同様にして測定した前記金型寸法と比較して、成形収縮率を算出した。
なお、図1に示すように、ゲート面と反ゲート面との距離を流動方向長さ、側面方向間の距離を直角方向長さとした。
また、得られた各テストピース(90mm×横90mm×高さ1mm)についても同様に図2に示すようにして、上記方法と同様に図2に示すようにして成形収縮率を測定したところ、前記各テストピース(縦90mm×横90mm×高さ3mm)の成形収縮率とほぼ同等の結果を得た。
Dimensional accuracy Each test piece (length 90mm x width 90mm x height 3mm) was measured with a digital caliper (Mitutoyo) and compared with the mold dimensions measured in the same way. Then, the mold shrinkage was calculated.
As shown in FIG. 1, the distance between the gate surface and the anti-gate surface is the flow direction length, and the distance between the side surfaces is the perpendicular direction length.
In addition, each of the obtained test pieces (90 mm ×
これらの結果を、以下の表1に示す。 These results are shown in Table 1 below.

実施例1〜3の成形品は、平均粒径の異なるフライアッシュI種とシリカフュームとを用いているため、流動性に優れるとともに、成形収縮率も小さく、薄肉成形に優れ、寸法精度が極めて良好であることが明らかとなった。 Since the molded products of Examples 1 to 3 use fly ash type I and silica fume having different average particle diameters, they have excellent fluidity, small molding shrinkage ratio, excellent thin-wall molding, and extremely good dimensional accuracy. It became clear that.
本発明の成形用樹脂材料は、従来の熱可塑性樹脂、セラミクス、エンジニアリングプラスチックや金属を用いていた種々の成形品の代替材料として、建材、電子・電気関連機器、精密機械関連機器、事務用機器、自動車・車両関連部品、通信機器、熱機器部品等、種々の用途に適用することが可能である。 The molding resin material of the present invention can be used as a substitute material for various molded products that use conventional thermoplastic resins, ceramics, engineering plastics and metals, as building materials, electronic / electric equipment, precision machinery equipment, office equipment. It can be applied to various applications such as automobile / vehicle-related parts, communication equipment, and thermal equipment parts.
Claims (6)
6. The molded product according to claim 5, wherein the molded product is obtained by injection molding the molding resin material.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006158659A JP2007016221A (en) | 2005-06-07 | 2006-06-07 | Resin material for molding and molded product |
| TW095133503A TW200745233A (en) | 2006-06-07 | 2006-09-11 | Resin material for molding and molded product |
| CNA2006101540106A CN101085872A (en) | 2006-06-07 | 2006-09-19 | Resin material for molding and molded product |
| KR1020060091616A KR20070117427A (en) | 2006-06-07 | 2006-09-21 | Resin material for molding and molded article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005167054 | 2005-06-07 | ||
| JP2006158659A JP2007016221A (en) | 2005-06-07 | 2006-06-07 | Resin material for molding and molded product |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007016221A true JP2007016221A (en) | 2007-01-25 |
Family
ID=37753655
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006158659A Pending JP2007016221A (en) | 2005-06-07 | 2006-06-07 | Resin material for molding and molded product |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007016221A (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009290665A (en) * | 2008-05-30 | 2009-12-10 | Pioneer Electronic Corp | Diaphragm for loudspeaker and loudspeaker device |
| JP2015224321A (en) * | 2014-05-29 | 2015-12-14 | 三菱エンジニアリングプラスチックス株式会社 | Polycarbonate resin composition and molded article thereof |
| JP2015229755A (en) * | 2014-06-06 | 2015-12-21 | 三菱エンジニアリングプラスチックス株式会社 | Polycarbonate resin composition pellet and manufacturing method therefor |
| RU2653930C1 (en) * | 2017-08-04 | 2018-05-15 | Олег Савельевич Кочетов | Spatial spring vibratory insulator |
| CN110066139A (en) * | 2019-05-28 | 2019-07-30 | 四川益好优科环保科技有限公司 | A kind of the radiation polycondensation melamine resin material and preparation method of high solid waste filling |
-
2006
- 2006-06-07 JP JP2006158659A patent/JP2007016221A/en active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009290665A (en) * | 2008-05-30 | 2009-12-10 | Pioneer Electronic Corp | Diaphragm for loudspeaker and loudspeaker device |
| JP2015224321A (en) * | 2014-05-29 | 2015-12-14 | 三菱エンジニアリングプラスチックス株式会社 | Polycarbonate resin composition and molded article thereof |
| JP2015229755A (en) * | 2014-06-06 | 2015-12-21 | 三菱エンジニアリングプラスチックス株式会社 | Polycarbonate resin composition pellet and manufacturing method therefor |
| RU2653930C1 (en) * | 2017-08-04 | 2018-05-15 | Олег Савельевич Кочетов | Spatial spring vibratory insulator |
| CN110066139A (en) * | 2019-05-28 | 2019-07-30 | 四川益好优科环保科技有限公司 | A kind of the radiation polycondensation melamine resin material and preparation method of high solid waste filling |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8029876B2 (en) | Heat-conductive resin composition and plastic article including the same | |
| KR102062267B1 (en) | Liquid crystal resin composition for camera modules | |
| US8388869B2 (en) | Thermally conductive resin composition including a milled pitch based carbon fiber | |
| JP6675028B1 (en) | Pellet of liquid crystal polyester resin composition and method for producing pellet of liquid crystal polyester resin composition | |
| JP2007016221A (en) | Resin material for molding and molded product | |
| WO2023016498A1 (en) | Semi-aromatic polyamide resin composition, preparation method therefor and application thereof | |
| JP5246646B2 (en) | Resin composition and molded product formed by molding the same | |
| JP5029344B2 (en) | Thermoplastic resin molded product | |
| JP2008007753A (en) | Polyamide resin composition and molded product thereof | |
| JP2012229315A (en) | Thermally-conductive polyalkylene terephthalate resin composition and molding | |
| KR100885653B1 (en) | Hybrid filler type resin composition for high thermal conductivity | |
| KR20120078256A (en) | High thermal conductive resin composition | |
| WO2024067022A1 (en) | Liquid crystal polymer composition, preparation method therefor, and use thereof | |
| JP4973114B2 (en) | RESIN COMPOSITION, METHOD FOR PRODUCING TABLET COMPRISING THE SAME, AND MOLDED ARTICLE | |
| JP2010285581A (en) | Insulating resin composition | |
| JP2005276758A (en) | Planar connector | |
| KR20070117427A (en) | Resin material for molding and molded article | |
| JP2001192518A5 (en) | ||
| JP2004168962A (en) | Space tape for tab production process | |
| JP2004123852A (en) | Aromatic resin composition and film and sheet | |
| JP5916532B2 (en) | Polyphenylene sulfide resin / polyamide 46 resin composite material | |
| JP7385980B1 (en) | Flat cross-section glass fiber and method for producing flat cross-section glass fiber from glass raw materials containing recycled glass material | |
| JP2006241394A (en) | Inorganic filler-reinforced polyester resin composition | |
| JP2005105144A (en) | Polycarbonate resin composition and its molded article for case | |
| JP2006057064A (en) | Thermoplastic resin molded article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081028 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090707 |