JP2006511728A - 穿孔された不織ウェブを含む交絡布 - Google Patents
穿孔された不織ウェブを含む交絡布 Download PDFInfo
- Publication number
- JP2006511728A JP2006511728A JP2004564717A JP2004564717A JP2006511728A JP 2006511728 A JP2006511728 A JP 2006511728A JP 2004564717 A JP2004564717 A JP 2004564717A JP 2004564717 A JP2004564717 A JP 2004564717A JP 2006511728 A JP2006511728 A JP 2006511728A
- Authority
- JP
- Japan
- Prior art keywords
- web
- fibers
- composite fabric
- spunbond web
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 239000004744 fabric Substances 0.000 title claims abstract description 77
- 239000000835 fiber Substances 0.000 claims abstract description 223
- 239000002131 composite material Substances 0.000 claims abstract description 35
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 3
- 239000004416 thermosoftening plastic Substances 0.000 claims abstract description 3
- 238000000034 method Methods 0.000 claims description 53
- 239000000853 adhesive Substances 0.000 claims description 32
- 230000001070 adhesive effect Effects 0.000 claims description 32
- 229920003043 Cellulose fiber Polymers 0.000 claims description 29
- 239000011148 porous material Substances 0.000 claims description 20
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 15
- 229920000098 polyolefin Polymers 0.000 claims description 13
- 238000005553 drilling Methods 0.000 claims description 8
- 229920002397 thermoplastic olefin Polymers 0.000 claims description 3
- 239000007788 liquid Substances 0.000 abstract description 20
- 238000012545 processing Methods 0.000 abstract description 6
- 239000000463 material Substances 0.000 description 47
- 239000003921 oil Substances 0.000 description 18
- 230000008569 process Effects 0.000 description 15
- -1 polyethylene Polymers 0.000 description 12
- 238000012360 testing method Methods 0.000 description 12
- 238000007639 printing Methods 0.000 description 11
- 239000012530 fluid Substances 0.000 description 10
- 238000010521 absorption reaction Methods 0.000 description 9
- 239000000203 mixture Substances 0.000 description 9
- 229920000642 polymer Polymers 0.000 description 9
- 239000004743 Polypropylene Substances 0.000 description 8
- 229920001155 polypropylene Polymers 0.000 description 8
- 239000004952 Polyamide Substances 0.000 description 7
- 238000001035 drying Methods 0.000 description 7
- 239000002657 fibrous material Substances 0.000 description 7
- 229920002647 polyamide Polymers 0.000 description 7
- 238000011282 treatment Methods 0.000 description 7
- 230000035699 permeability Effects 0.000 description 6
- 241000196324 Embryophyta Species 0.000 description 5
- 238000009826 distribution Methods 0.000 description 5
- 239000004750 melt-blown nonwoven Substances 0.000 description 5
- 229920001778 nylon Polymers 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 229920000742 Cotton Polymers 0.000 description 4
- 229920001410 Microfiber Polymers 0.000 description 4
- 239000004677 Nylon Substances 0.000 description 4
- 229920002292 Nylon 6 Polymers 0.000 description 4
- 229920002522 Wood fibre Polymers 0.000 description 4
- 238000005299 abrasion Methods 0.000 description 4
- 230000002745 absorbent Effects 0.000 description 4
- 239000002250 absorbent Substances 0.000 description 4
- 238000005452 bending Methods 0.000 description 4
- 230000002902 bimodal effect Effects 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 239000011121 hardwood Substances 0.000 description 4
- 229920001903 high density polyethylene Polymers 0.000 description 4
- 239000004700 high-density polyethylene Substances 0.000 description 4
- 239000004816 latex Substances 0.000 description 4
- 229920000126 latex Polymers 0.000 description 4
- 239000003658 microfiber Substances 0.000 description 4
- 239000000123 paper Substances 0.000 description 4
- 238000010998 test method Methods 0.000 description 4
- 239000012815 thermoplastic material Substances 0.000 description 4
- 239000002025 wood fiber Substances 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 229920000092 linear low density polyethylene Polymers 0.000 description 3
- 239000004707 linear low-density polyethylene Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 239000011087 paperboard Substances 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 239000002861 polymer material Substances 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011122 softwood Substances 0.000 description 3
- 239000000725 suspension Substances 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 2
- 244000207543 Euphorbia heterophylla Species 0.000 description 2
- 241000721662 Juniperus Species 0.000 description 2
- 235000014556 Juniperus scopulorum Nutrition 0.000 description 2
- 235000014560 Juniperus virginiana var silicicola Nutrition 0.000 description 2
- 240000006240 Linum usitatissimum Species 0.000 description 2
- 235000004431 Linum usitatissimum Nutrition 0.000 description 2
- 229920001131 Pulp (paper) Polymers 0.000 description 2
- 229920000297 Rayon Polymers 0.000 description 2
- 235000008691 Sabina virginiana Nutrition 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000002480 mineral oil Substances 0.000 description 2
- 235000010446 mineral oil Nutrition 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 235000001520 savin Nutrition 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000002834 transmittance Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- ZITBHNVGLSVXEF-UHFFFAOYSA-N 2-[2-(16-methylheptadecoxy)ethoxy]ethanol Chemical compound CC(C)CCCCCCCCCCCCCCCOCCOCCO ZITBHNVGLSVXEF-UHFFFAOYSA-N 0.000 description 1
- 241000208140 Acer Species 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 241000609240 Ambelania acida Species 0.000 description 1
- 235000018185 Betula X alpestris Nutrition 0.000 description 1
- 235000018212 Betula X uliginosa Nutrition 0.000 description 1
- MJBPUQUGJNAPAZ-AWEZNQCLSA-N Butin Natural products C1([C@@H]2CC(=O)C3=CC=C(C=C3O2)O)=CC=C(O)C(O)=C1 MJBPUQUGJNAPAZ-AWEZNQCLSA-N 0.000 description 1
- MJBPUQUGJNAPAZ-UHFFFAOYSA-N Butine Natural products O1C2=CC(O)=CC=C2C(=O)CC1C1=CC=C(O)C(O)=C1 MJBPUQUGJNAPAZ-UHFFFAOYSA-N 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical group [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 241000218631 Coniferophyta Species 0.000 description 1
- 240000000491 Corchorus aestuans Species 0.000 description 1
- 235000011777 Corchorus aestuans Nutrition 0.000 description 1
- 235000010862 Corchorus capsularis Nutrition 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 244000166124 Eucalyptus globulus Species 0.000 description 1
- 241000219146 Gossypium Species 0.000 description 1
- 229920013646 Hycar Polymers 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- 240000000907 Musa textilis Species 0.000 description 1
- 229910002651 NO3 Inorganic materials 0.000 description 1
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 241000218657 Picea Species 0.000 description 1
- 240000009002 Picea mariana Species 0.000 description 1
- 235000017997 Picea mariana var. mariana Nutrition 0.000 description 1
- 235000018000 Picea mariana var. semiprostrata Nutrition 0.000 description 1
- 235000008331 Pinus X rigitaeda Nutrition 0.000 description 1
- 241000018646 Pinus brutia Species 0.000 description 1
- 235000011613 Pinus brutia Nutrition 0.000 description 1
- 235000005018 Pinus echinata Nutrition 0.000 description 1
- 241001236219 Pinus echinata Species 0.000 description 1
- 235000017339 Pinus palustris Nutrition 0.000 description 1
- 241000219000 Populus Species 0.000 description 1
- 239000004959 Rilsan Substances 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- 240000003021 Tsuga heterophylla Species 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000010905 bagasse Substances 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 239000012208 gear oil Substances 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 239000012510 hollow fiber Substances 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002074 melt spinning Methods 0.000 description 1
- 239000013307 optical fiber Substances 0.000 description 1
- 238000000399 optical microscopy Methods 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229940057847 polyethylene glycol 600 Drugs 0.000 description 1
- 239000002952 polymeric resin Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000004334 sorbic acid Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000010902 straw Substances 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 229920006163 vinyl copolymer Polymers 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 230000004584 weight gain Effects 0.000 description 1
- 235000019786 weight gain Nutrition 0.000 description 1
- 238000010626 work up procedure Methods 0.000 description 1
Images








Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/10—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically
- D04H3/11—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically by fluid jet
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/006—Making patterned paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/08—Means for treating work or cutting member to facilitate cutting
- B26D7/14—Means for treating work or cutting member to facilitate cutting by tensioning the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/24—Perforating by needles or pins
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/498—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres entanglement of layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/013—Regenerated cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/018—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the shape
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H5/00—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length
- D04H5/02—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by mechanical methods, e.g. needling
- D04H5/03—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by mechanical methods, e.g. needling by fluid jet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Nonwoven Fabrics (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
Abstract
繊維成分と水圧交絡された、穿孔された不織ウェブを含む複合布が提供される。穿孔された不織ウェブは、熱可塑性繊維を含有し、繊維成分は、布の約50重量%より多くを構成する。本発明によると、優れた液体処理特性を達成することができる。本発明の交絡布はまた、改善された嵩、柔らかさ、及び毛管張力を有することもできる。
Description
本発明は、繊維成分と水圧交絡された不織ウェブを含む交絡布に向けられる。
家庭用及び工業用拭取材は、極性液体(例えば、水及びアルコール)及び非極性液体(例えば、油)の両方を迅速に吸収するために用いられることが多い。拭取材は、例えば絞るといった、圧力による液体の除去が望まれるまで、液体を拭取材構造体の中に保持するのに十分な吸収能力をもつ必要がある。さらに、拭取材は、多くの場合、使用の際に適用される引き裂き力、伸張力、及び磨耗力に耐えるための優れた物理的強度及び耐磨耗性をもつ必要もある。さらに、拭取材はまた、手触りが柔らかくなければならない。
従来、メルトブローン不織ウェブのような不織布が、拭取材として幅広く用いられてきた。メルトブローン不織ウェブは、液体を吸収して保持するのに適した繊維間の毛細管構造をもつ。しかしながら、メルトブローン不織ウェブは、例えば、引き裂き強度及び耐磨耗性といった、酷使に耐える拭取材として用いるのに必要な物理特性を欠くことがある。従って、メルトブローン不織ウェブは、典型的には、例えば不織ウェブといった支持層にラミネートされるが、これは、研磨性の面又は粗い面上での使用に望ましくないことがある。
従来、メルトブローン不織ウェブのような不織布が、拭取材として幅広く用いられてきた。メルトブローン不織ウェブは、液体を吸収して保持するのに適した繊維間の毛細管構造をもつ。しかしながら、メルトブローン不織ウェブは、例えば、引き裂き強度及び耐磨耗性といった、酷使に耐える拭取材として用いるのに必要な物理特性を欠くことがある。従って、メルトブローン不織ウェブは、典型的には、例えば不織ウェブといった支持層にラミネートされるが、これは、研磨性の面又は粗い面上での使用に望ましくないことがある。
メルトブローン不織ウェブより厚く強い繊維を含み、典型的には熱及び圧力で点結合されたスパンボンド・ウェブは、引き裂き強度及び耐磨耗性などの優れた物理的特性をもたらすことができる。しかしながら、スパンボンド・ウェブは、拭取材の吸収特性を向上させる繊維間の微細な毛細管構造を欠くことがある。さらに、スパンボンド・ウェブは、不織ウェブ内の液体の流れ又は移動を抑制し得る結合点を含むことが多い。
従って、強くて柔らかく、しかも多種多様な拭取材用途に用いるための優れた吸収特性を呈する布に対する必要性が依然としてある。
従って、強くて柔らかく、しかも多種多様な拭取材用途に用いるための優れた吸収特性を呈する布に対する必要性が依然としてある。
本発明の一実施形態によると、セルロース繊維を含む繊維成分と水圧交絡された、穿孔された不織ウェブ(例えば、スパンボンド・ウェブ)からなる複合布が開示される。穿孔された不織ウェブは、フィラメント当たり約3より小さいデニールを有するポリオレフィン繊維のような熱可塑性繊維を含有する。一実施形態において、不織ウェブは、任意に分割可能な多成分繊維を含有することができる。幾つかの実施形態において、不織ウェブの孔は、約1ミリメートルから約5ミリメートルまで、幾つかの実施形態においては、約1ミリメートルから約3ミリメートルまでの幅を有する。穿孔された不織ウェブをクリープ加工することもできる。
図示されるように、結果として得られた交絡布はさらに、セルロース繊維を含む繊維成分も含有するものとなる。セルロース繊維の他に、繊維性材料は、合成ステープル繊維のような他のタイプの繊維を含有することもできる。とにかく、繊維成分は、一般に、布の約50重量%より多くを、幾つかの実施形態においては、布の約60重量%から約90重量%までを構成する。
図示されるように、結果として得られた交絡布はさらに、セルロース繊維を含む繊維成分も含有するものとなる。セルロース繊維の他に、繊維性材料は、合成ステープル繊維のような他のタイプの繊維を含有することもできる。とにかく、繊維成分は、一般に、布の約50重量%より多くを、幾つかの実施形態においては、布の約60重量%から約90重量%までを構成する。
本発明の別の実施形態によると、熱可塑性ポリオレフィン繊維を含有し、第1の面と第2の面とを定めるスパンボンド・ウェブを穿孔する段階を含む、布の形成方法が開示される。任意に、ウェブを穿孔する前にスパンボンド・ウェブを伸張させることができる。幾つかの実施形態において、この方法は、スパンボンド・ウェブの第1の面を第1のクリープ加工面に付着させ、該第1のクリープ加工面から該ウェブをクリープ加工する段階を含む。所望であれば、離間配置されたパターンでクリープ加工用接着剤をスパンボンド・ウェブの第1の面に塗布することができ、該第1の面は、離間配置されたパターンに従ってクリープ加工面に付着されるようになる。さらに、この方法は、パンボンド・ウェブの第2の面を第2のクリープ加工面に付着させ、該第2のクリープ加工面から該ウェブをクリープ加工する段階を含む。所望であれば、離間配置されたパターンで、クリープ加工接着剤をスパンボンド・ウェブの第2の面に塗布することができ、該第2の面は、離間配置されたパターンに従ってクリープ加工面に付着されるようになる。必須ではないが、ウェブの2つの面をクリープ加工することにより、結果として得られる布の特定の特性が向上されることもある。
穿孔されるとき、スパンボンド・ウェブは、セルロース繊維を含有する繊維成分と水圧交絡され、そこで、該繊維成分は、布の約50重量%より多くを構成する。スパンボンド・ウェブは、種々の異なる水圧で繊維成分と交絡させることができる。例えば、幾つかの実施形態において、スパンボンド・ウェブは、平方インチ当たり約1000ポンドから平方インチ当たり約3000ポンドまで、幾つかの実施形態においては、平方インチ当たり約1200ポンドから平方インチ当たり約1800ポンドまでの水圧で交絡される。
本発明の他の特徴及び態様は、以下により詳細に説明される。
本発明の他の特徴及び態様は、以下により詳細に説明される。
当業者にとって最良の形態を含む本発明の十分な及び本発明を実施可能にする開示は、付属の図面の参照を含む本明細書の残りの部分でさらに具体的に説明される。
本明細書及び図面における参照符号の反復的な使用は、本発明の同じ又は類似した特徴又は要素を表すように意図される。
ここで本発明の種々の実施形態について詳しく説明し、その1つ又はそれ以上の例について後述する。各々の例は、本発明を説明するために与えられたものであって、本発明を制限するためのものではない。事実、本発明の範囲及び精神を逸脱することなく、本発明に種々の修正及び変形をなし得ることが当業者には明らかであろう。例えば、1つの実施形態の一部として図示され又は説明された特徴を、別の実施形態に用いて、さらに別の実施形態を生み出すことができる。従って、本発明は、こうした修正及び変形を包含するように意図されている。
本明細書及び図面における参照符号の反復的な使用は、本発明の同じ又は類似した特徴又は要素を表すように意図される。
ここで本発明の種々の実施形態について詳しく説明し、その1つ又はそれ以上の例について後述する。各々の例は、本発明を説明するために与えられたものであって、本発明を制限するためのものではない。事実、本発明の範囲及び精神を逸脱することなく、本発明に種々の修正及び変形をなし得ることが当業者には明らかであろう。例えば、1つの実施形態の一部として図示され又は説明された特徴を、別の実施形態に用いて、さらに別の実施形態を生み出すことができる。従って、本発明は、こうした修正及び変形を包含するように意図されている。
(定義)
ここで用いられる「不織ウェブ」という用語は、相互に織り込まれているが、編成布におけるように識別可能な様式でない個々の繊維又はスレッドの構造を有するウェブのことを言う。不織ウェブは、例えばメルトブローン・ウェブ、スパンボンド・ウェブ、カーデッド・ウェブなどを含む。
ここで用いられる「スパンボンド・ウェブ」という用語は、小直径のほぼ連続する繊維から形成された不織ウェブのことを言う。繊維は、溶融した熱可塑性材料を、紡糸口金の複数の微細な、通常は円形の毛細管からフィラメントとして押し出し、次いで押し出された繊維の直径を、例えば、引き延ばし機構及び/又は他の周知のスパンボンド機構などで急速に縮小させることにより形成される。スパンボンド・ウェブの製造は、例えば、Appel他に付与された米国特許第4,340,563号、Dorschner他に付与された米国特許第3,692,618号、Matsuki他に付与された米国特許第3,802,817号、Kinneyに付与された米国特許第3,338,992号、Kinneyに付与された米国特許第3,341,394号、Hartmanに付与された米国特許第3,502,763号、Levyに付与された米国特許第3,502,538号、Dobo他に付与された米国特許第3,542,615号、及びPike他に付与された米国特許第5,382,400号に記載され、図示されており、これらの特許は、全ての目的についてその全体を引用により本明細書に組み入れる。スパンボンド繊維は、集積面に堆積されるときは、通常は粘着性がない。スパンボンド繊維は、時には約40ミクロンより小さい直径を有することがあり、多くの場合は、約5ミクロンから約20ミクロンまでの間である。
ここで用いられる「不織ウェブ」という用語は、相互に織り込まれているが、編成布におけるように識別可能な様式でない個々の繊維又はスレッドの構造を有するウェブのことを言う。不織ウェブは、例えばメルトブローン・ウェブ、スパンボンド・ウェブ、カーデッド・ウェブなどを含む。
ここで用いられる「スパンボンド・ウェブ」という用語は、小直径のほぼ連続する繊維から形成された不織ウェブのことを言う。繊維は、溶融した熱可塑性材料を、紡糸口金の複数の微細な、通常は円形の毛細管からフィラメントとして押し出し、次いで押し出された繊維の直径を、例えば、引き延ばし機構及び/又は他の周知のスパンボンド機構などで急速に縮小させることにより形成される。スパンボンド・ウェブの製造は、例えば、Appel他に付与された米国特許第4,340,563号、Dorschner他に付与された米国特許第3,692,618号、Matsuki他に付与された米国特許第3,802,817号、Kinneyに付与された米国特許第3,338,992号、Kinneyに付与された米国特許第3,341,394号、Hartmanに付与された米国特許第3,502,763号、Levyに付与された米国特許第3,502,538号、Dobo他に付与された米国特許第3,542,615号、及びPike他に付与された米国特許第5,382,400号に記載され、図示されており、これらの特許は、全ての目的についてその全体を引用により本明細書に組み入れる。スパンボンド繊維は、集積面に堆積されるときは、通常は粘着性がない。スパンボンド繊維は、時には約40ミクロンより小さい直径を有することがあり、多くの場合は、約5ミクロンから約20ミクロンまでの間である。
ここで用いられる「メルトブローン・ウェブ」という用語は、溶融した熱可塑性材料の繊維を、複数の微細な、通常は円形のダイ毛細管を通じて、集束する高速高温ガス(例えば空気)流の中へ溶融した繊維として押し出し、熱可塑性材料の繊維がガス流によって細められ、直径が、マイクロファイバーの直径にまで縮小されることにより形成される不織ウェブのことを言う。その後、メルトブローン繊維は、高速ガス流により運ばれ、集積面に堆積されて、不規則に分散されたメルトブローン繊維のウェブを形成する。このような工程は、例えば、Butin他に付与された米国特許第3,849,241号に開示されており、この特許の全体は、全ての目的について引用によりここに組み入れられる。場合によっては、メルトブローン繊維は、連続的又は非連続的なマイクロファイバーであってもよく、通常は直径が10ミクロンより小さいものであり、集積面に堆積されるときには、通常は粘着性がある。
ここで用いられる「パルプ」という用語は、木質植物及び非木質植物などの自然資源からの繊維のことを言う。木質植物は、例えば、落葉樹及び針葉樹を含む。非木質植物は、例えば、綿、亜麻、アフリカハネガヤ、トウワタ、わら、ジュート、麻、及びバガスを含む。
ここで用いられる「パルプ」という用語は、木質植物及び非木質植物などの自然資源からの繊維のことを言う。木質植物は、例えば、落葉樹及び針葉樹を含む。非木質植物は、例えば、綿、亜麻、アフリカハネガヤ、トウワタ、わら、ジュート、麻、及びバガスを含む。
ここで用いられる「多成分繊維」又は「コンジュゲート繊維」という用語は、少なくとも二成分のポリマーから形成される繊維のことを言う。このような繊維は、通常、別々の押出成形機から押出成形されるが、共に紡糸されて1つの繊維を形成する。ポリマーのそれぞれの成分は、通常は互いに異なるものであるが、多成分繊維は、類似した又は同一のポリマー材料の別個の成分を含むことができる。個々の成分は、一般的には、繊維の断面にわたって実質的に一定に位置された個別の区域に配置され、繊維の長さに沿って連続的に延びる。このような繊維の構成は、例えば、並列配置、パイ配置、又は他の何らかの配置とすることができる。二成分繊維及びその製造法は、Kaneko他に付与された米国特許第5,108,820号、Kruege他に付与された米国特許第4,795,668号、Pike他に付与された米国特許第5,382,400号、Strack他に付与された米国特許第5,336,552号、及びMarmon他に付与された米国特許第6,200,669号に教示されており、これらの特許は、全ての目的についてその全体が引用によりここに組み入れられる。繊維及び該繊維を含む個々の成分はまた、Hogle他に付与された米国特許第5,277,976号、Hillsに付与された米国特許第5,162,074号、Hillsに付与された米国特許第5,466,410号、Largman他に付与された米国特許第5,069,970号、及びLargman他に付与された米国特許第5,057,368号に記載されるもののような種々の不規則な形状を有することもでき、これらの特許は、全ての目的についてその全体が引用によりここに組み入れられる。
ここで用いられる「平均繊維長」という用語は、フィンランド、カヤーニ所在のKajaani Oy Electronics社から入手可能なKajaani繊維分析器型番FS−100を用いて測定されたパルプ繊維の加重平均長を言う。試験手順によれば、パルプ試料は、繊維束又は結束が存在しないことを確実なものにするために、離解液で処理される。パルプ試料の各々を熱湯の中で解砕し、およそ0.001%の溶液となるように希釈する。標準カヤーニ繊維分析試験手順を用いて試験するときに、希釈溶液から個々の試験試料をおよそ50から100mlまでの分量で抜き取る。加重平均繊維長は、次の式:
 で表すことができる。
で表すことができる。
ここで、
k=最大繊維長、
xi=繊維長、
ni=長さxiを有する繊維の数
n=測定繊維の総数
である。
ここで、
k=最大繊維長、
xi=繊維長、
ni=長さxiを有する繊維の数
n=測定繊維の総数
である。
ここで用いられる「平均繊維長の短いパルプ」という用語は、かなりの量の短い繊維及び非繊維粒子を含有するパルプのことを言う。多くの二次木質繊維パルプは、平均繊維長の短いパルプと考えることができる。しかしながら、この二次木質繊維パルプの品質は、リサイクル繊維の品質、並びに前の処理のタイプ及び量によって決まる。平均繊維長の短いパルプは、例えば、カヤーニ繊維分析器型番FS−100(フィンランド、Kajaani所在のKajaani Oy Electronics社)のような光ファイバ分析器によって測定される、約1.2mmより短い平均繊維長を有することができる。例えば、平均繊維長の短いパルプは、約0.7mmから約1.2mmまでの範囲の平均繊維長を有することができる。例示的な平均繊維長の短いパルプには、バージン硬木パルプ、及びオフィス排紙、新聞紙、及び板紙の屑のような原材料からの二次繊維パルプが挙げられる。
ここで用いられる「平均繊維長の長いパルプ」という用語は、比較的少量の短い繊維及び非繊維粒子を含有するパルプのことを言う。平均繊維長の長いパルプは、典型的には、二次的でない(バージン)繊維から形成される。選別された二次繊維パルプは、長い平均繊維長をもつことができる。平均繊維長の長いパルプは、典型的には、例えば、カヤーニ繊維分析器型番FS−100(フィンランド、Kajaani所在のKajaani Oy Electronics社)のような光ファイバ分析器によって測定される、約1.5mmより長い平均繊維長を有する。例えば、平均繊維長の長いパルプは、約1.5mmから約6mmまでの平均繊維長を有することができる。木質繊維パルプの例示的な平均繊維長の長いパルプには、例えば、漂白された及び未漂白のバージン軟木繊維パルプが挙げられる。
一般に、本発明は、繊維成分と水圧交絡された不織ウェブを含む交絡布に向けられる。不織ウェブは、穿孔され、任意にクリープ加工される。このような不織ウェブは、結果として得られる交絡布に優れた液体処理特性を与え得ることが分かった。本発明の交絡布はまた、改善された嵩、柔らかさ、及び毛管張力を有することもできる。
不織ウェブは、種々の異なる材料から形成することができる。例えば、不織ウェブを形成するのに用いることができる好適なポリマーの幾つかの例には、これらに限られるものではないが、ポリオレフィン、ポリエステル、ポリアミド、並びに他の溶融紡糸可能なポリマー及び/又は繊維形成ポリマーが挙げられる。本発明の実施に用いることができるポリアミドは、コポリマー及びその混合物を含む、当業者に周知の任意のポリアミドとすることができる。ポリアミドの例及びその合成方法は、Don E.Floydによる「ポリマー樹脂」(Library of Congress Catalog number 66−20811、Reinhold Publishing、NY、1966年)に見出すことができる。特に商業的に有用なポリアミドは、ナイロン−6、ナイロン66、ナイロン−11、及びナイロン−12である。これらのポリアミドは、とりわけ、サウスカロライナ州Sumter所在のEmser Industries社(Grilon(登録商標)及びGrilamid(登録商標)ナイロン)、及びニュージャージー州Glen Rock所在のAtochem Inc.社ポリマー事業部(Rilsan(登録商標)ナイロン)のような多数の供給元から入手可能である。多くのポリオレフィンが、繊維の製造に使用可能であり、こうした好適なポリマーは、例えば、ダウ・ケミカル社のASPUN(登録商標)6811A LLDPE(線状低密度ポリエチレン)、2553LLDPE、並びに25355及び12350高密度ポリエチレンのようなポリエチレンである。繊維形成ポリプロピレンには、Exxon Chemical Company社のEscorene(登録商標)PD3445ポリプロピレン、及びHimont Chemical社のPF−304が含まれる。上記に列挙されたものに加えて、他の多数の好適な繊維形成ポリオレフィンも市販されている。
不織ウェブを形成するのに用いられる繊維のフィラメント当たりのデニールを変えることもできる。例えば、1つの特定の実施形態において、不織ウェブを形成するのに用いられるポリオレフィン繊維のフィラメント当たりのデニールは、約6より小さく、幾つかの実施形態においては、約3より小さく、幾つかの実施形態においては、約1から約3までである。
任意的に、不織ウェブを形成する繊維は、分割可能な多成分繊維とすることができる。分割可能でもある多成分繊維を製造する際には、集合的に単一の多成分繊維を形成する個々のセグメントは、1つ又はそれ以上のセグメントが該単一の多成分繊維の外面の一部を形成するようにして、多成分繊維の長手方向に沿って連続している。換言すると、1つ又はそれ以上のセグメントが多成分繊維の外周に沿って露出されている。例えば、図5を参照すると、第1セグメント112Aが該多成分繊維110の外面の一部を形成し、第2セグメント112Bが該多成分繊維110の外面の残りの部分を形成した、並列構成を有する単一の多成分繊維110が図示されている。
任意的に、不織ウェブを形成する繊維は、分割可能な多成分繊維とすることができる。分割可能でもある多成分繊維を製造する際には、集合的に単一の多成分繊維を形成する個々のセグメントは、1つ又はそれ以上のセグメントが該単一の多成分繊維の外面の一部を形成するようにして、多成分繊維の長手方向に沿って連続している。換言すると、1つ又はそれ以上のセグメントが多成分繊維の外周に沿って露出されている。例えば、図5を参照すると、第1セグメント112Aが該多成分繊維110の外面の一部を形成し、第2セグメント112Bが該多成分繊維110の外面の残りの部分を形成した、並列構成を有する単一の多成分繊維110が図示されている。
図6に示されるように、特に有用な構成は、セグメントの断面に関して、多成分繊維110の内部におけるものより該多成分繊維110の外面が厚くなっている、半径方向に延びる複数のくさび形状である。一態様において、多成分繊維110は、交互配置された異なるポリマー材料からなる個々のくさび形状セグメント112A及び112Bを有することができる。
円形の繊維構成に加えて、多成分繊維は、正方形、マルチローバル、リボン、及び/又は他の形状のような他の形状を有してもよい。さらに、図7に示されるように、中空の中心16の周りに交互配置されたセグメント114A及び114Bを有する多成分繊維を用いることができる。更に別の態様において、図8に示すように、本発明と共に用いるのに適した多成分繊維110が、個々のセグメント118A及び118Bを含むことができ、第1セグメント118Aは、複数の付加的なセグメント118Bを分離する半径方向に延びるアーム119を備えた単一繊維から構成される。成分118Aと成分118Bとの間で分離が生じるはずであるが、多くの場合、個々のアーム119を結合する中央コア120のために、ローブ又はアーム119間では生じない。従って、より均一な繊維を達成するためには、多くの場合、個々のセグメントが粘着性のある中央コアをもたないことが望ましい。例えば、図9に示すように、多成分繊維110を形成する交互配置されたセグメント112A及び112Bが、繊維の断面全体にわたって延びることができる。後述されるように、個々のセグメントが同一の材料又は類似した材料、並びに2つ又はそれ以上の異なる材料を含み得ることも理解されるであろう。
円形の繊維構成に加えて、多成分繊維は、正方形、マルチローバル、リボン、及び/又は他の形状のような他の形状を有してもよい。さらに、図7に示されるように、中空の中心16の周りに交互配置されたセグメント114A及び114Bを有する多成分繊維を用いることができる。更に別の態様において、図8に示すように、本発明と共に用いるのに適した多成分繊維110が、個々のセグメント118A及び118Bを含むことができ、第1セグメント118Aは、複数の付加的なセグメント118Bを分離する半径方向に延びるアーム119を備えた単一繊維から構成される。成分118Aと成分118Bとの間で分離が生じるはずであるが、多くの場合、個々のアーム119を結合する中央コア120のために、ローブ又はアーム119間では生じない。従って、より均一な繊維を達成するためには、多くの場合、個々のセグメントが粘着性のある中央コアをもたないことが望ましい。例えば、図9に示すように、多成分繊維110を形成する交互配置されたセグメント112A及び112Bが、繊維の断面全体にわたって延びることができる。後述されるように、個々のセグメントが同一の材料又は類似した材料、並びに2つ又はそれ以上の異なる材料を含み得ることも理解されるであろう。
様々な形状からなるにもかかわらず、個々のセグメントは、典型的には、繊維の断面を横断する明確な境界又は区域を有する。同様の材料のセグメントが多成分繊維の内部の接触点で結合又は溶融するのを阻止するために、幾つかの材料を用いて中空の繊維型の多成分繊維を形成することが望ましい場合がある。場合によっては、それぞれの熱可塑性材料の粘度を合致させることにより、こうした明確な境界の形成が助けられることもある。このことは、種々の異なる方法で達成することができる。例えば、それぞれの材料の温度は、その溶融領域又は処理窓の対向する両端部で伝わることができ、例えば、ナイロン及びポリエチレンからパイ形状の多成分繊維を形成するときには、該ポリエチレンを、その溶融領域の下限近くの温度まで加熱し、該ナイロンをその溶融領域の上限近くの温度まで加熱することができる。この点に関して、成分の1つを、該成分がその処理窓の下端近くの温度で処理されるように、スピンパックのものより低い温度で該スピンパックの中にもってくることができ、他の材料は、その処理窓の上端で処理することを確実にする温度で導入することができる。さらに、特定の添加剤を用いて、所望通りにポリマー材料の粘度を増減させることも、当業界において周知である。
不織ウェブを形成するのに用いられる多成分繊維は、個々のセグメント及びそれぞれのポリマー材料のサイズが互いに不均衡になるように形成することもできる。個々のセグメントは、体積比で95:5だけ変化させ得るが、より容易に80:20又は75:25の比率を製造することができる。例えば、一実施形態において、図7に示されるように、個々のセグメント114A及び114Bは、互いに対して不均衡なサイズを有する。例えば、セグメントを形成するポリマーの1つが、残りのセグメントを形成するポリマーより著しく高価な場合には、それぞれのセグメントの大きさを減少させることによって、高価なポリマー材料の量を減らすことができる。
多くの材料が、溶融紡糸又は他の多成分繊維の製造工程に用いるのに適しているが、多成分繊維は2つ又はそれ以上の異なる材料を含有できるので、当業者であれば、特定の材料が他の全ての材料と共に用いるのに適しているわけではないことを理解するであろう。従って、一態様において、多成分繊維の個々のセグメントを形成する材料の組成は、一般に、該材料の隣接するセグメントのものとの適合性を鑑みて選択される。この点に関して、個々のセグメントを形成する材料は、一般に、隣接するセグメントを形成する材料との混和性をもたず、隣接するセグメントを形成する材料に対する相互親和性が不十分であることが望ましい。処理条件のもとで互いに著しく付着する傾向があるポリマー材料を選択すると、セグメントを分離させるのに必要とされる衝撃エネルギーが増加し、単一の多成分繊維の個々のセグメント間で達成される分離の度合いが減少することになる。従って、多くの場合、隣接するセグメントが異なる材料から形成されることが望ましい。例えば、隣接するセグメントは、一般に、例えば、次の材料、すなわちナイロン−6及びポリエチレン、ナイロン−6及びポリプロピレン、並びに、ポリエステル及びHDPE(高密度ポリエチレン)の交互配置成分を含む、ポリオレフィン及び非ポリオレフィンを含有することができる。同様に本発明に用いるのに適していると考えられる他の組み合わせには、これらに限られるものではないが、ナイロン−6及びポリエステル、並びに、ポリプロピレン及びHDPEが挙げられる。
必須ではないが、不織ウェブを形成するのに用いられる繊維を結合して、耐久性、強度、手触り、美観、及び/又は他のウェブの特性を向上させることもできる。例えば、不織ウェブを、熱結合、超音波結合、接着結合、及び/又は機械結合させることができる。一例として、多数の小さな別個の結合点をもつように、不織ウェブを点結合することができる。例示的な点結合工程は、一般に、1つ又はそれ以上の層を、刻まれたパターン形成ロール及び第2結合ロールのような加熱ロール間に通すことを含む熱点結合である。刻まれたロールは、ウェブがその全表面にわたって結合されないように、何らかの方法でパターン形成することができ、第2のロールは、滑らかにするか又はパターン形成することができる。その結果、刻まれたロールのための種々のパターンが、機能的理由及び美観的な理由から開発された。例示的な結合パターンには、これらに限られるものではないが、Hansen他に付与された米国特許第3,855,046号、Levy他に付与された米国特許第5,620,779号、Haynes他に付与された米国特許第5,962,112号、Sayovitz他に付与された米国特許第6,093,665号、Romano他に付与された米国デザイン特許第428,267号、Brownに付与された米国デザイン特許第390,708号に記載されるものが挙げられ、これらの特許は、全ての目的についてその全体が引用により本明細書に組み入れられる。例えば、幾つかの実施形態において、不織ウェブは、約30%より少ない合計結合面積(通常の光学顕微鏡方法によって求められる)及び/又は1平方インチ当たり約100個より多い結合という均一な結合密度を有するように任意的に結合することができる。例えば、不織ウェブは、約2%から約30%までの合計結合面積、及び/又は1平方インチ当たり約250から約500個までのピン結合の結合密度を有することができる。幾つかの実施形態において、こうした合計結合面積及び/又は結合密度の組み合わせは、不織ウェブを、1平方インチ当たり約100個のピン結合を有するピン結合パターンと結合させることにより達成することができ、該ピン結合パターンは、滑らかなアンビルロールに完全に接触しているときに、約30%より少ない合計結合表面積を提供する。幾つかの実施形態において、結合パターンは、1平方インチ当たり約250から約350までのピン結合のピン結合密度、及び/又は、滑らかなアンビルロールに接触しているときには、約10%から約25%までの結合表面積を有することができる。
さらに、不織ウェブは、連続的なシーム又はパターンで結合することができる。更に別の例として、不織ウェブは、シートの周囲に沿って、又は単に縁部に隣接するウェブの幅すなわち横方向にわたって結合することができる。熱結合及びラテックス含浸との組み合わせのような他の結合技術を用いることもできる。代替的に及び/又は付加的に、樹脂、ラテックス、又は接着剤を、例えば、噴霧又は印刷によって不織ウェブに適用し乾燥して、所望の結合を与えることができる。さらに他の適切な結合技術は、Everhart他に付与された米国特許第5,284,703号、Anderson他に付与された米国特許第6,103,061号、及びVaronaに付与された米国特許第6,197,404号に記載されており、これらの特許は、全ての目的についてその全体が引用により組み入れられる。
不織ウェブは、結合されているかどうかにかかわらず、本発明に従って穿孔される。穿孔は、何らかの周知の穿孔装置を用いて行うことができる。一実施形態において、この装置は、一連のピンを含むピン部材と、これに対応して該ピンを受ける一連の陥凹部又はオリフィスを含むオリフィス部材とを用いることができる。この装置は、種々のピン形状に適合する能力を有する回転式穿孔システムであることが望ましい。好適なピン及びこれに対応するオリフィスは、これらに限られるものではないが、円形、楕円形、矩形、及び三角形の形状など、種々の断面基本形状を有することができる。例えば、幾つかの実施形態において、ピンは円形であり、約0.03インチから約0.25インチまでの直径を有する。さらに、ピンは、穿孔工程を容易にするために、面取りした端部を有することができる。
不織ウェブの使用法及び厚さによって、該ウェブを通してピンを貫通する深さを、例えば、完全に貫通させる又は不完全に貫通させるといったように変えることができる。一般に、完全に貫通した孔を含む不織ウェブは、より高い吸収能力を提供する。さらに、不織ウェブの単位面積を穿孔するピンの数を変えることもできる。例えば、ピン密度は、一般に、1平方インチ当たり約6ピンから約400ピンまでであり、幾つかの実施形態においては、約50ピンから約200ピンまでであり、また幾つかの実施形態においては、約100ピンから約160ピンまでである。
不織ウェブの使用法及び厚さによって、該ウェブを通してピンを貫通する深さを、例えば、完全に貫通させる又は不完全に貫通させるといったように変えることができる。一般に、完全に貫通した孔を含む不織ウェブは、より高い吸収能力を提供する。さらに、不織ウェブの単位面積を穿孔するピンの数を変えることもできる。例えば、ピン密度は、一般に、1平方インチ当たり約6ピンから約400ピンまでであり、幾つかの実施形態においては、約50ピンから約200ピンまでであり、また幾つかの実施形態においては、約100ピンから約160ピンまでである。
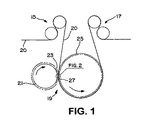
例えば、図1−図2を参照すると、例示的な穿孔工程が示されている。図示されるように、最初に、2つの組のS字ロール構成すなわち第1のS字ロール構成15及び第2のS字ロール構成17に不織ウェブ20を通すことにより該不織ウェブ20が伸張される。各々のS字ロール構成は、著しく滑ることなく不織ウェブ20を進める、緊密に配置された少なくとも2つの逆回転ロールを含む。第2のS字ロール構成17の周囲線速度が、第1のS字ロール構成15の線速度より速くなるように制御されるので、不織ウェブ20は機械方向に伸張される。伸張度は、約50%まで、幾つかの実施形態においては、約5%から約40%まで、幾つかの実施形態においては、約10%から約30%までのように変わることができる。伸張度は、最初の不織ウェブと伸張された不織ウェブとの間の、例えば幅のような伸張された寸法の差を、該不織ウェブの最初の寸法で割ることによって計算される。任意であるが、伸張することが、これらに限られるものではないが、柔らかさ、嵩、伸張可能性及び回復、透過性、坪量、密度、並びに液体保持能力など、布の物理的特性を最適化し、向上させることができる。好適な伸張工程の別の例は、例えばクリップのような把持装置を用いて、不織布の縁部を保持し、伸張力を典型的には機械横方向に適用するテンター・フレーム工程である。
2つのS字ロール構成15と17との間に穿孔するニップ・ローラ構成19を置き、張力をかけられたすなわち伸張された不織ウェブ20上に孔を形成する。ニップ・ローラ構成19は、複数の加熱されていないピン23を有するピン・ローラ21と、対をなす複数の加熱されていないオリフィス27を有するオリフィス・ローラ25とを含む。各々のオリフィス27は、対をなすピン23の直径より大きいサイズを有するので、これらのピン及びオリフィスは、該オリフィスの入口縁部において不織ウェブの断片を挟むか、又は穿孔することなく相互係合できる。各オリフィスのサイズは、対をなすピンのものより少なくとも約0.01インチ大きいことが望ましい。ニップ・ローラ構成19を作動させる際、ローラ21及び25は、伸張されたウェブ20が、これらのローラによって形成されるニップを通して送られる間、同時に回転する。ローラ21及び25が回転されると、該ローラ21のピン23が、不織ウェブ20の繊維を、対をなすオリフィス27内に押し込む。不織ウェブ20がピン23によりオリフィス27内に押し込まれると、隆起領域31及び貫通孔33が形成される。貫通度は、ニップ・ローラ21及び25との近さ、及び/又はピン23の長さを調整することによって制御することができる。
孔の形成後、不織ウェブ20にかけられた伸張力が解除され、該ウェブを実質的に予め張力がかけられた寸法に戻す。穿孔された不織ウェブ20の伸張された寸法は、伸張力が解除されたときに、予め張力がかけられた長さの約125%以内、幾つかの実施形態においては、約110%以内に戻ることが望ましい。
孔の形成後、不織ウェブ20にかけられた伸張力が解除され、該ウェブを実質的に予め張力がかけられた寸法に戻す。穿孔された不織ウェブ20の伸張された寸法は、伸張力が解除されたときに、予め張力がかけられた長さの約125%以内、幾つかの実施形態においては、約110%以内に戻ることが望ましい。
穿孔前又は穿孔後、本発明の不織ウェブを任意にクリープ加工することもできる。クリープ加工は、微小の折り曲げ部をウェブ内に与え、該ウェブに種々の異なる特性をもたらし得る。例えば、クリープ加工は、不織ウェブの孔構造を広げ、これにより該ウェブの透過性が向上され得る。さらに、クリープ加工は、機械方向及び/又は機械横方向のウェブの伸張可能性を向上させ、該ウェブの柔らかさ及び嵩を増大させることができる。不織ウェブをクリープ加工するための種々の技術が、Varonaに付与された米国特許第6,197,404号に記載されている。例えば、図3は、不織ウェブ20の片側又は両側をクリープ加工するのに用いることができるクリープ加工工程の一実施形態を図示している。例えば、不織ウェブ20は、第1のクリープ加工ステーション60、第2のクリープ加工ステーション70、又はその両方を通過することができる。不織ウェブ20の片側だけをクリープ加工することが望まれる場合には、一方のクリープ加工ステーション又は他方のクリープ加工ステーションを迂回させた状態で、該ウェブを第1のクリープ加工ステーション60又は第2のクリープ加工ステーション70のいずれかに通すことができる。不織ウェブ20の両側をクリープ加工することが望まれる場合には、該ウェブを両方のクリープ加工ステーション60及び70に通すことができる。
第1のクリープ加工ステーション60を用いて、ウェブ20の第1の側83をクリープ加工きる。クリープ加工ステーション60は、最初に、パターン形成された又は滑らかな下部印刷ローラ62と、滑らかな上部アンビルロール64と、印刷浴65とを有する印刷ステーションを含み、さらに乾燥器ローラ66及びそれに関連したクリープ加工ブレード68も含む。ローラ62及び64は、ウェブ20を挟み、該ウェブ20を前方に案内する。ローラ62及び64が回転すると、パターン形成された又は滑らかな印刷ローラ62が接着材料を含有する浴65の中に浸され、該接着材料を離間配置された複数の箇所において部分的な適用範囲で又は全体的な適用範囲でウェブ20の第1の側83に塗布する。次に、接着剤が被覆されたウェブ20は、乾燥ドラム66の周りに送られ、そこで接着剤被覆面83がローラ66に接着されるようになる。次に、ドクターブレード68を用いて、ウェブ20の第1の側83がクリープ加工される(すなわち、ドラムから持ち上げられ、曲げられる)。
第1のクリープ加工ステーション60が迂回されたかどうかにかかわらず、第2のクリープ加工ステーション70を用いてウェブ20の第2の側85をクリープ加工できる。第2のクリープ加工ステーション70は、パターン形成された又は滑らかな下部印刷ローラ72と、滑らかな上部アンビルロール74と、印刷浴75とを含む第2の印刷ステーションを含み、さらに乾燥器ローラ76及びそれに関連したクリープ加工ブレード78も含む。ローラ72及び74は、ウェブ20を挟み、該ウェブ20を前方に案内する。ローラ72及び74が回転すると、印刷ローラ72が接着材料を含有する浴75の中に浸され、該接着材料を部分的適用範囲又は全体的な適用範囲でウェブ20の第2の側85に塗布する。次に、接着剤が被覆されたウェブ20は、乾燥ドラム76の周りに送られ、そこで接着剤被覆面85がローラ76に接着されるようになる。次に、ドクターブレード78を用いてウェブ20の第2の側85がクリープ加工される。クリープ加工された後、不織ウェブ20は、冷却ステーション80を通過することができ、交絡される前に保管ロール上に巻かれる。
第1及び/又は第2の印刷ステーションにおいてウェブ20に塗布された接着材料が、クリープ加工ドラムへの基体の付着を強め、該ウェブ20の繊維を強化することができる。例えば、幾つかの実施形態において、上述の任意の結合技術を用いなくてよい程度まで、接着材料がウェブを結合させることができる。
一般に、多種多様の接着材料を用いて、接着剤適用位置のウェブ20繊維を強化し、該ウェブ20を一時的にドラム66及び/又は76の表面に付着させることができる。エラストラマー接着剤(すなわち、破断することなく、少なくとも75%の伸びが可能な材料)が特に好適である。好適な材料としては、これらに限られるものではないが、水性スチレン・ブタジエン接着剤、ネオプレン、ポリ塩化ビニル、ビニル共重合体、ポリアミド、エチレン・ビニル・ターポリマー、及びこれらの組み合わせが挙げられる。例えば、用いることができる1つの接着材料は、HYCAR(登録商標)という商品名でB.F.Goodrich Company社により販売されているアクリルポリマー・エマルジョンである。上述の印刷技術を用いて接着剤を塗布することができ、或いは代替的に、メルトブロー、溶融噴霧、滴下、スパッタリング、又は不織ウェブ20上に部分的又は全体的な接着剤適用範囲を形成することができる他の何らかの技術によって塗布することもできる。
一般に、多種多様の接着材料を用いて、接着剤適用位置のウェブ20繊維を強化し、該ウェブ20を一時的にドラム66及び/又は76の表面に付着させることができる。エラストラマー接着剤(すなわち、破断することなく、少なくとも75%の伸びが可能な材料)が特に好適である。好適な材料としては、これらに限られるものではないが、水性スチレン・ブタジエン接着剤、ネオプレン、ポリ塩化ビニル、ビニル共重合体、ポリアミド、エチレン・ビニル・ターポリマー、及びこれらの組み合わせが挙げられる。例えば、用いることができる1つの接着材料は、HYCAR(登録商標)という商品名でB.F.Goodrich Company社により販売されているアクリルポリマー・エマルジョンである。上述の印刷技術を用いて接着剤を塗布することができ、或いは代替的に、メルトブロー、溶融噴霧、滴下、スパッタリング、又は不織ウェブ20上に部分的又は全体的な接着剤適用範囲を形成することができる他の何らかの技術によって塗布することもできる。
様々なクリープ加工レベルを得るために、ウェブ20の接着剤適用パーセントを選択することができる。例えば、接着剤は、ウェブ表面の約5%から約100%までの間、幾つかの実施形態においては、ウェブ表面の約10%から約70%までの間、幾つかの実施形態においては、ウェブ表面の約25%から約50%までを覆うことができる。接着剤は、該接着剤が塗布された箇所の不織ウェブ20の中に染み込むことがある。特に、接着剤は、一般に、不織ウェブの厚さの約10%から約50%までを通って染み込むが、一部の場所では、より多くの接着剤又はより少ない接着剤が染み込むことがある。
本発明によると、次いで、穿孔され、任意にクリープ加工された不織ウェブが、当業界において周知の様々な交絡技術(例えば、水圧、空気、機械的など)のいずれかを用いて交絡される。不織ウェブは、単独で又は他の材料と組み合わせて交絡することができる。例えば、幾つかの実施形態において、不織ウェブは、水圧交絡を用いてセルロース繊維成分と一体的に交絡される。セルロース繊維成分は、一般に、結果として得られる布の任意の所望量を構成することができる。例えば、幾つかの実施形態において、セルロース繊維成分は、布の約50重量%より多くを、幾つかの実施形態においては、布の約60重量%から約90重量%までを構成することができる。同様に、幾つかの実施形態において、不織ウェブは、布の約50重量%未満を、幾つかの実施形態においては、布の約10重量%から約40重量%までを構成することができる。
本発明によると、次いで、穿孔され、任意にクリープ加工された不織ウェブが、当業界において周知の様々な交絡技術(例えば、水圧、空気、機械的など)のいずれかを用いて交絡される。不織ウェブは、単独で又は他の材料と組み合わせて交絡することができる。例えば、幾つかの実施形態において、不織ウェブは、水圧交絡を用いてセルロース繊維成分と一体的に交絡される。セルロース繊維成分は、一般に、結果として得られる布の任意の所望量を構成することができる。例えば、幾つかの実施形態において、セルロース繊維成分は、布の約50重量%より多くを、幾つかの実施形態においては、布の約60重量%から約90重量%までを構成することができる。同様に、幾つかの実施形態において、不織ウェブは、布の約50重量%未満を、幾つかの実施形態においては、布の約10重量%から約40重量%までを構成することができる。
用いられるとき、セルロース繊維成分は、セルロース繊維(例えば、パルプ、サーモメカニカル・パルプ、合成セルロース繊維、改質されたセルロース繊維等)、並びに他のタイプの繊維(例えば、合成ステープル繊維)を含有することができる。好適なセルロース繊維源の幾つかの例には、サーモメカニカルの漂白された及び漂白されていない軟材及び硬材パルプのようなバージン木質繊維が挙げられる。例えば、オフィス排紙、新聞紙、茶色い包装紙の在庫、板紙の屑等から得られた、二次繊維すなわちリサイクル繊維を用いることもできる。さらに、アバカ、亜麻、トウワタ、綿、改質された綿、綿リンターのような植物繊維を用いることもできる。さらに、例えば、レーヨン及びビスコース・レーヨンのような合成セルロース繊維を用いることができる。改質されたセルロース繊維を用いることもできる。例えば、繊維性材料は、炭素鎖に沿ってヒドロキシル基に適切な遊離基(例えば、カルボキシル、アルキル、酢酸塩、硝酸塩等)の置換によって形成されるセルロース誘導体から成り得る。
用いられるとき、パルプ繊維は、平均繊維長の長いパルプ、平均繊維長の短いパルプ、又はそれらの混合物のいずれかを有することができる。平均繊維長の長いパルプ繊維は、典型的には、約1.5mmから約6mmのまで平均繊維長を有する。このような繊維の幾つかの例は、これらに限られるものではないが、北方針葉樹、南方広葉樹、アメリカスギ、赤杉、ツガ、マツ(例えば、南方マツ)、トウヒ(例えば、黒トウヒ)、及びこれらの組み合わせなどを含むことができる。例示的な平均繊維長の長い木材パルプは、商標「Longlac 19」の名称でキンバリー・クラーク社から入手可能なものを含む。
平均繊維長の短いパルプは、例えば、特定のバージン硬木パルプ、並びに、例えば新聞紙、再生板紙、及びオフィス排紙のような源からの二次(すなわち、リサイクル)繊維パルプとすることができる。例えば、ユーカリ、カエデ、カバノキ、ポプラ等の硬木繊維を用いることもできる。平均繊維長の短いパルプ繊維は、典型的には、約1.2mmより短い、例えば0.7mmから1.2mmまでの平均繊維長を有する。平均繊維長の長いパルプと平均繊維長の短いパルプとの混合物は、かなりの割合の平均繊維長の短いパルプを含有することができる。例えば、混合物は、約50重量パーセントより多い平均繊維長の短いパルプと、約50重量パーセントより少ない平均繊維長の長いパルプとを含有することができる。1つの例示的な混合物は、75重量%の平均繊維長の短いパルプと、約25重量%の平均繊維長の長いパルプとを含有する。
平均繊維長の短いパルプは、例えば、特定のバージン硬木パルプ、並びに、例えば新聞紙、再生板紙、及びオフィス排紙のような源からの二次(すなわち、リサイクル)繊維パルプとすることができる。例えば、ユーカリ、カエデ、カバノキ、ポプラ等の硬木繊維を用いることもできる。平均繊維長の短いパルプ繊維は、典型的には、約1.2mmより短い、例えば0.7mmから1.2mmまでの平均繊維長を有する。平均繊維長の長いパルプと平均繊維長の短いパルプとの混合物は、かなりの割合の平均繊維長の短いパルプを含有することができる。例えば、混合物は、約50重量パーセントより多い平均繊維長の短いパルプと、約50重量パーセントより少ない平均繊維長の長いパルプとを含有することができる。1つの例示的な混合物は、75重量%の平均繊維長の短いパルプと、約25重量%の平均繊維長の長いパルプとを含有する。
上述のように、セルロース繊維成分内で非セルロース繊維を用いることもできる。用いることができる好適な非セルロース繊維の幾つかの例には、これらに限られるものではないが、ポリオレフィン繊維、ポリエステル繊維、ナイロン繊維、ポリ酢酸ビニル繊維、及びこれらの混合物が挙げられる。幾つかの実施形態において、非セルロース繊維は、例えば、約0.25インチから約0.375インチまでの間の平均繊維長を有するステープル繊維とすることができる。非セルロース繊維を用いる場合には、セルロース繊維成分は、一般に、約80重量%から約90重量%までの軟木パルプ繊維のようなセルロース繊維と、約10重量%から約20重量%までのポリエステル又はポリオレフィン・ステープル繊維のような非セルロース繊維とを含有する。
少量の湿潤強化樹脂及び/又は樹脂バインダをセルロース繊維成分に添加し、強度及び耐磨耗性を改善させることができる。架橋剤及び/又は水和剤をパルプ混合物に添加することもできる。隙間が多いパルプ繊維又は目の粗いパルプ繊維の不織ウェブが望まれる場合には、剥離剤をパルプ混合物に添加して、水素結合度を低減させることができる。例えば、布の約1重量%から約4重量%までの量で特定の剥離剤を添加することにより、測定される静的及び動的摩擦係数が低減され、複合布の耐磨耗性が改善されると考えられる。剥離剤は、潤滑剤又は摩擦低減剤として働くと考えられる。
少量の湿潤強化樹脂及び/又は樹脂バインダをセルロース繊維成分に添加し、強度及び耐磨耗性を改善させることができる。架橋剤及び/又は水和剤をパルプ混合物に添加することもできる。隙間が多いパルプ繊維又は目の粗いパルプ繊維の不織ウェブが望まれる場合には、剥離剤をパルプ混合物に添加して、水素結合度を低減させることができる。例えば、布の約1重量%から約4重量%までの量で特定の剥離剤を添加することにより、測定される静的及び動的摩擦係数が低減され、複合布の耐磨耗性が改善されると考えられる。剥離剤は、潤滑剤又は摩擦低減剤として働くと考えられる。
図4を参照すると、セルロース繊維成分を、穿孔され、任意にクリープ加工された不織ウェブと水圧交絡するための、本発明の一実施形態が示される。図示されるように、セルロース繊維を含有する繊維性スラリが、従来の製紙ヘッドボックス12に運ばれ、通常の成形布又は表面16上にスルース14によって付着される。繊維性材料の懸濁液は、一般的に通常の製紙工程に用いられる、あらゆる粘度を有することができる。例えば、懸濁液は、水に懸濁された約0.01重量パーセントから約1.5重量パーセントまでの繊維性材料を含有することができる。次いで、繊維性材料の懸濁液から水を除去し、均一な繊維性材料の層18を形成する。
不織ウェブ20はさらに、回転供給ロール22から繰り出され、スタック・ローラ28及び30によって形成されたS字ロール構成26のニップを通過する。次に、不織ウェブ20が通常の水圧交絡機の有孔交絡面32上に置かれ、次に、セルロース繊維層18が該ウェブ20上に置かれる。必須ではないが、一般的に、セルロース繊維層18が、不織ウェブ20と水圧交絡マニホルド34との間にあることが望ましい。セルロース繊維層18及び不織ウェブ20は、1つ又はそれ以上の水圧交絡マニホルド34の下を通り、流体の噴流で処理されて、セルロース繊維材料と該不織ウェブ20の繊維を交絡させる。流体噴射はさらに、セルロース繊維を不織ウェブ20の中に、及び該不織ウェブを通るようにし、複合布36を形成する。
或いは、セルロース繊維層18及び不織ウェブ20が、湿式堆積が行われたのと同じ有孔スクリーン(例えば、メッシュ布)上にあるときに、水圧交絡を行うことができる。本発明はさらに、乾燥されたセルロース繊維シートが、不織ウェブ上に重ねられ、特定の粘度まで再水和され、次いで水圧交絡を受けることも考える。水圧交絡は、セルロース繊維層18が、高度に水で飽和されているときに行ってもよい。例えば、セルロース繊維層18は、水圧交絡の直前に、約90重量%までの水を含有することができる。或いは、セルロース繊維層18が、空気堆積又は乾燥堆積層であってもよい。
或いは、セルロース繊維層18及び不織ウェブ20が、湿式堆積が行われたのと同じ有孔スクリーン(例えば、メッシュ布)上にあるときに、水圧交絡を行うことができる。本発明はさらに、乾燥されたセルロース繊維シートが、不織ウェブ上に重ねられ、特定の粘度まで再水和され、次いで水圧交絡を受けることも考える。水圧交絡は、セルロース繊維層18が、高度に水で飽和されているときに行ってもよい。例えば、セルロース繊維層18は、水圧交絡の直前に、約90重量%までの水を含有することができる。或いは、セルロース繊維層18が、空気堆積又は乾燥堆積層であってもよい。
水圧交絡は、例えば、Evansに付与された米国特許第3,485,706号に記載されるような通常の水圧交絡装置を用いて達成することができ、この特許は、全ての目的についてその全体が引用により組み入れられる。水圧交絡は、例えば、水のようなあらゆる適切な作動流体を用いて行うことができる。作動流体は、流体を一連の個々の孔又はオリフィスに分配するマニホルドを通って流れる。これらの孔又はオリフィスの直径は、約0.003インチから約0.015インチまでとすることができ、該孔又はオリフィスは、各列に、例えば1インチ当たり30から100までといった、いずれかの数のオリフィスを有する1つ又はそれ以上の列で配置することができる。例えば、0.007インチの直径のオリフィス、1インチ当たり30個の孔数、及び1列の孔列を有するストリップを含む、メイン州Biddeford所在のHoneycomb Systems Incorporated製マニホルドを利用することができる。しかしながら、多くの他のマニホルド構成及び組み合わせを用い得ることも理解すべきである。例えば、単一のマニホルドを用いてもよく、又は幾つかのマニホルドを連続して配置してもよい。さらに、必須ではないが、一般的には、水圧交絡の際に用いられる流体圧力は、約1000psigから約3000psigまで、幾つかの実施形態においては、約1200psigから約1800psigまでの範囲である。例えば、記載された圧力の上限域で処理されるときには、複合布36は、1分当たり約1000フィート(fpm)までの速度で処理することができる。
流体は、メッシュサイズが約40×40から約100×100までの単一平面メッシュのような有孔面によって支持されるセルロース繊維層18及び不織ウェブ20に衝撃を与えることができる。有孔面は、メッシュサイズが約50×50から約200×200までの多プライメッシュであってもよい。多くの水噴流処理工程では一般的であるように、過剰な水が水圧交絡された複合材料36から引き出されるように、真空スロット38は、水圧ニードリング用マニホルドの直下に、又は交絡マニホルドの下流側にある有孔交絡面32の下に配置することができる。
何らかの特定の作動理論に拘束されるものではないが、不織ウェブ20上にあるセルロース繊維18に直接衝突する作動流体の円柱状噴流は、これらの繊維を該ウェブ20内の繊維のマトリックス又はネットワークの中に、及び該繊維のマトリックス又はネットワーックを部分的に通過するように働くと考えられる。流体噴射及びセルロース繊維18が不織ウェブ20と相互作用する場合、該セルロース繊維18は、該不織ウェブ20の繊維と交絡され、互いと交絡される。幾つかの実施形態においては、用いられるときに、加圧水流の衝撃により、個々のセグメントが、不織ウェブの分割可能な多成分繊維の外周上に露出され、該多成分繊維から分割されることもある。例えば、比較的小さい直径(例えば、約15ミクロンより小さい直径を有するスパンボンド繊維)を有し、複数の個々のセグメントがその外周上に露出された多成分繊維を分割することは、多数の微細な繊維、すなわちマイクロファイバーを有するウェブをもたらすことがある。これらの微細な繊維又はマイクロファイバーは、結果として得られるウェブの種々の特性を向上させ得る。例えば、多成分繊維を種々のセグメントに分割することで、結果として得られるウェブの柔らかさ、嵩、及び機械横方向の強度を向上させることができる。
何らかの特定の作動理論に拘束されるものではないが、不織ウェブ20上にあるセルロース繊維18に直接衝突する作動流体の円柱状噴流は、これらの繊維を該ウェブ20内の繊維のマトリックス又はネットワークの中に、及び該繊維のマトリックス又はネットワーックを部分的に通過するように働くと考えられる。流体噴射及びセルロース繊維18が不織ウェブ20と相互作用する場合、該セルロース繊維18は、該不織ウェブ20の繊維と交絡され、互いと交絡される。幾つかの実施形態においては、用いられるときに、加圧水流の衝撃により、個々のセグメントが、不織ウェブの分割可能な多成分繊維の外周上に露出され、該多成分繊維から分割されることもある。例えば、比較的小さい直径(例えば、約15ミクロンより小さい直径を有するスパンボンド繊維)を有し、複数の個々のセグメントがその外周上に露出された多成分繊維を分割することは、多数の微細な繊維、すなわちマイクロファイバーを有するウェブをもたらすことがある。これらの微細な繊維又はマイクロファイバーは、結果として得られるウェブの種々の特性を向上させ得る。例えば、多成分繊維を種々のセグメントに分割することで、結果として得られるウェブの柔らかさ、嵩、及び機械横方向の強度を向上させることができる。
流体噴流処理後、次に、結果として得られた複合布36を、非圧縮性乾燥工程に移送することができる。材料を水圧ニードリングベルトから非圧縮性乾燥工程に移送するために、差動速度ピックアップロール40を用いることができる。或いは、従来の真空タイプのピックアップ及び移送布を用いてもよい。所望であれば、複合布36を、乾燥工程に移送する前に、湿式クリープ加工してもよい。布36の非圧縮乾燥は、従来の回転ドラム式空気貫流乾燥装置42を利用して達成することができる。貫流乾燥機42は、通気孔46及び該通気孔を通って吹き込まれる高温空気を受け取るための外側フード48を組み合わせてもつ外側回転シリンダ44とすることができる。貫流乾燥機ベルト50は、該貫流乾燥機の外側シリンダ44の上部部分の上に複合布36を運ぶ。貫流乾燥機42の外側シリンダ44の通気孔46を通される加熱空気は、複合布36から水を除去する。貫流乾燥機42によって複合布36を通される空気の温度は、約200°Fから約500°Fまでに及ぶことができる。他の有用な貫流乾燥方法及び装置は、例えば、Niksに付与された米国特許第2,666,369号及びShawに付与された米国特許第3,821,068号に見出すことができ、これらの特許は、全ての目的についてその全体が引用によりここに組み入れられる。
選択された特性を複合布36に付与するためには、仕上げ段階及び/又は後処理工程を用いることも望ましい。例えば、カレンダ・ロールによって布36をわずかに押し付け、クリープ加工し、ブラシをかけ、又は他の方法で処理して、伸張性を向上させ、及び/又は均一な外観及び/又は特定の肌触り特性を与えることができる。例えば、好適なクリープ加工技術は、Gentile他に付与された米国特許第3,879,257号及びAnderson他に付与された米国特許第6,315,864号に記載されており、これらの特許は、全ての目的についてその全体が引用によりここに組み入れられる。代替的に又は付加的に、接着剤又は染料などの種々の化学的後処理を布36に加えることができる。用い得る更なる後処理は、Levy他に付与された米国特許第5,853,859号に記載されており、この特許は、全ての目的についてその全体が引用によりここに組み入れられる。
本発明の布の坪量は、一般に、平方メートル当たり約20グラム(gsm)から約200gsmまで、特に約50gsmから約150gsmまでに及ぶことができる。低坪量の製品は、一般に、軽負荷の拭取材として用いるのに良く適合されており、高坪量の製品は、工業用拭取材として用いるのに良く適合されている。
本発明の布の坪量は、一般に、平方メートル当たり約20グラム(gsm)から約200gsmまで、特に約50gsmから約150gsmまでに及ぶことができる。低坪量の製品は、一般に、軽負荷の拭取材として用いるのに良く適合されており、高坪量の製品は、工業用拭取材として用いるのに良く適合されている。
本発明の結果として、種々の有利な特性を有する布を形成できることが分った。例えば、上述のように穿孔されたとき、孔サイズの双峰分布を有する不織ウェブを形成することができる。概して、孔サイズの双峰分布は、(繊維自体内の微細孔を考えることなく)少なくとも2つの別個の孔のクラスを有する構造を表すものである。例えば、孔サイズの双峰分布は、孔によって形成された、第1のクラスのより大きい孔と、より小さく、隣接する繊維間に定められた第2のクラスの孔とを表すことができる。換言すれば、繊維構造内の繊維分布は、材料の空間全体にわたって均一ではないので、繊維を有していないか又は比較的わずかしか有していない別個のセルは、隣接する繊維又は接触する繊維の間の孔空間と区別して定めることができる。例えば、ウェブの孔によって形成される大きい孔は、約200ミクロンから約2000ミクロンまで、幾つかの実施形態においては、約300ミクロンから約800ミクロンまでの直径又は幅を有することができる。一方、ウェブの穿孔されていない空間によって形成されるより小さい孔は、約20ミクロンから約200ミクロンまで、幾つかの実施形態においては、約20ミクロンから約140ミクロンまでの直径又は幅を有することができる。孔サイズの双峰分布は、向上した油及び水の吸収特性をもたらすことができる。具体的には、大きな孔は、一般的に油の処理により適しており、小さい孔は、一般的に水の処理により適している。さらに、より大きな孔の存在は、結果として得られる布が、小さい孔だけを含む布と比べて比較的伸張可能なままであることを可能にする。
不織ウェブの孔はまた、該不織ウェブの結合点、特に二次結合点の幾らかの部分も破壊し、それにより該不織ウェブの嵩がさらに増大される。「二次結合点」とは、隣接する主要な結合点間に形成され、不織ウェブをさらに剛化し、密度を高める溶融繊維の領域のことを言う。従って、本発明の穿孔工程は、不織ウェブのテキスチャ特性を改善することもできる。
さらに、不織ウェブをクリープ加工することにより、該不織ウェブの孔によって付与される有利な特性を向上させることができる。具体的には、クリープ加工が、ウェブの構造を広げることができ、それにより該ウェブの嵩及テキスチャが高められ、油を吸収するためのより大きな孔が形成される。
以下の例を参照して、本発明をより良く理解することができる。
さらに、不織ウェブをクリープ加工することにより、該不織ウェブの孔によって付与される有利な特性を向上させることができる。具体的には、クリープ加工が、ウェブの構造を広げることができ、それにより該ウェブの嵩及テキスチャが高められ、油を吸収するためのより大きな孔が形成される。
以下の例を参照して、本発明をより良く理解することができる。
試験方法
以下の試験方法を実施例において利用する。
油吸収効率
粘性油吸収法は、粘性油を拭き取る布の能力を求めるのに用いられる方法である。最初に、ウェブの試料が、スレッド(10cm×6.3cm)のパッド付き面上に取り付けられる。スレッドは、回転ディスクを超えて該スレッドを横切るように設計されたアーム上に取り付けられる。次に、スレッドは、該スレッドと試料を組み合わせた重量が約768グラムとなるように重み付けされる。その後、試料が重み付けされたスレッドによってディスクの表面に押し付けられた状態で、該スレッド及び横断方向のアームが、水平方向の回転可能なディスク上に配置される。具体的には、スレッド及び横断方向のアームは、該スレッド(6.3cm幅)の前縁が、ディスクの中心から少しだけ離れ、該スレッドの10cmの中央線が、該ディスクの半径方向の線に沿って配置されるように配置され、6.3cmの後縁が該ディスクの外周の周囲の近くに配置されるようになる。
以下の試験方法を実施例において利用する。
油吸収効率
粘性油吸収法は、粘性油を拭き取る布の能力を求めるのに用いられる方法である。最初に、ウェブの試料が、スレッド(10cm×6.3cm)のパッド付き面上に取り付けられる。スレッドは、回転ディスクを超えて該スレッドを横切るように設計されたアーム上に取り付けられる。次に、スレッドは、該スレッドと試料を組み合わせた重量が約768グラムとなるように重み付けされる。その後、試料が重み付けされたスレッドによってディスクの表面に押し付けられた状態で、該スレッド及び横断方向のアームが、水平方向の回転可能なディスク上に配置される。具体的には、スレッド及び横断方向のアームは、該スレッド(6.3cm幅)の前縁が、ディスクの中心から少しだけ離れ、該スレッドの10cmの中央線が、該ディスクの半径方向の線に沿って配置されるように配置され、6.3cmの後縁が該ディスクの外周の周囲の近くに配置されるようになる。
次に、1グラムの油が、スレッドの前縁の前にあるディスク中央上に置かれる。約60センチメートルの直径を有するディスクが、約65rpmで回転され、横断方向のアームは、該スレッドの後縁部がディスクの外縁から外れて交差するまで、該スレッドを1秒当たり2.5センチメートル/秒の速度で該ディスクを横切って移動させる。この時点で、試験が停止される。拭取り効率は、拭取り試験の前後に拭取材の重量の変化を測定することによって求められる。部分的な拭き取り効率が、拭取材の重量の増加を1グラム(総油重量)で割って100を掛けたものとしてパーセントで求められる。上述の試験は、一定の温度及び相対湿度条件(70°F±2°F及び65%の相対湿度)の下で行われる。
ウェブの透過率
ウェブの透過率は、液体の流れに対する材料の抵抗を測定することから得られる。粘度が既知の液体を、所定の厚さの材料に一定の流速で強制的に通し、圧力降下として測定される流れの抵抗を監視する。透過率を求めるために、以下のようなダーシーの法則が用いられる。
透過率=[流速×厚さ×粘度/圧力降下]
ただし、単位は以下のとおりである。
透過度:cm2又はダーシー(1ダーシー=9.87×10-9cm2)
流速:cm/秒
粘度:パスカル秒
圧力降下:パスカル
厚さ:cm
ウェブの透過率は、液体の流れに対する材料の抵抗を測定することから得られる。粘度が既知の液体を、所定の厚さの材料に一定の流速で強制的に通し、圧力降下として測定される流れの抵抗を監視する。透過率を求めるために、以下のようなダーシーの法則が用いられる。
透過率=[流速×厚さ×粘度/圧力降下]
ただし、単位は以下のとおりである。
透過度:cm2又はダーシー(1ダーシー=9.87×10-9cm2)
流速:cm/秒
粘度:パスカル秒
圧力降下:パスカル
厚さ:cm
装置は、シリンダ内のピストンが液体を押して測定されるべき試料に通すという構成からなる。試料は、垂直に配向された、シリンダを有する2つのアルミニウム製シリンダの間にクランプ留めされる。シリンダは両方とも、外径3.5”、内径2.5”、及び長さ約6”である。直径3”のウェブ試料が、その外縁によって所定位置に保持され、これにより装置内に完全に収められる。底部シリンダは、シリンダの内部を一定速度で垂直に移動可能なピストンを有し、該ピストンは、該ピストンにより支持される液柱が受ける圧力を監視することができる圧力変換器に接続される。この変換器は、ピストンと共に移動するように配置されるので、液柱が試料に接触して該試料の中に押されるまでは、付加的な圧力が測定されない。この時点において測定される付加的な圧力は、材料を通る液体の流れに対する材料の抵抗によるものである。ピストンは、ステッピングモータで駆動される摺動アセンブリにより移動される。
試験は、液体が試料の中に押されるまでピストンを一定速度で動かすことによって開始される。次いで、ピストンが停止され、ベースライン圧力を記録される。これにより試料の浮力の影響が補正される。次いで、新しい圧力を測定するのに足る時間だけ移動が再開される。2つの圧力間の差が、液体の流れに対する材料の抵抗に起因する圧力であり、上記で示された式で用いられる圧力降下である。ピストンの速度が流速である。粘度が分かっているどんな液体も使用できるが、飽和した流れが達成されることが保証されるので、材料を湿潤させる液体が好ましい。この測定は、粘度6センチポアズの鉱油(カリフォルニア州ロサンゼルス所在のPenreco社により製造されたPeneteck Technical Mineral Oil)を用いて、ピストン速度20cm/分で実施された。この方法は、Varona他に付与された米国特許第6,197,404号にも記載されている。
ドレープ剛性
「ドレープ剛性」試験は、材料の曲げに対する抵抗を測定するものである。曲げの長さは、材料が該材料自身の重みを受けて曲がる方法によって、換言すれば、該材料自身の重みを受けた複合材の片持ち曲げの原理を採用することによって示される、材料の重みと剛性との間の相互作用の尺度である。一般に、試料は、1分当たり4.75インチ(12cm/分)で、長い寸法と平行な方向に摺動されるので、その前縁が水平面の縁部から突出した。試料の先端部が、該試料自身の重みを受けて、該先端部をプラットフォームの縁部に接合するラインが水平位置と41.50°の角度をなす点まで押し下げられたとき、オーバーハングの長さが測定された。オーバーハングが長い程、試料がゆっくりと曲げられるので、大きい数がより剛性のある複合材を示す。この方法は、ASTM標準試験D1388の仕様に適合されるものである。インチで測定されるドレープ剛性は、41.50°の傾斜に達するとき、試験片のオーバーハングの長さの2分の1になる。
試験試料は、以下のように準備された。試料が、1インチ(2.54cm)幅及び6インチ(15.24cm)の長さの矩形のストリップに切断された。各試料の試験片が、機械方向及び横方向に試験された。試験を行うために、ニューヨーク州Amityville所在のTesting Machines Inc.,社から入手可能なFRL片持ち曲げ試験機、型番79−10のような好適なドレープ曲げ剛性試験機が用いられた。
「ドレープ剛性」試験は、材料の曲げに対する抵抗を測定するものである。曲げの長さは、材料が該材料自身の重みを受けて曲がる方法によって、換言すれば、該材料自身の重みを受けた複合材の片持ち曲げの原理を採用することによって示される、材料の重みと剛性との間の相互作用の尺度である。一般に、試料は、1分当たり4.75インチ(12cm/分)で、長い寸法と平行な方向に摺動されるので、その前縁が水平面の縁部から突出した。試料の先端部が、該試料自身の重みを受けて、該先端部をプラットフォームの縁部に接合するラインが水平位置と41.50°の角度をなす点まで押し下げられたとき、オーバーハングの長さが測定された。オーバーハングが長い程、試料がゆっくりと曲げられるので、大きい数がより剛性のある複合材を示す。この方法は、ASTM標準試験D1388の仕様に適合されるものである。インチで測定されるドレープ剛性は、41.50°の傾斜に達するとき、試験片のオーバーハングの長さの2分の1になる。
試験試料は、以下のように準備された。試料が、1インチ(2.54cm)幅及び6インチ(15.24cm)の長さの矩形のストリップに切断された。各試料の試験片が、機械方向及び横方向に試験された。試験を行うために、ニューヨーク州Amityville所在のTesting Machines Inc.,社から入手可能なFRL片持ち曲げ試験機、型番79−10のような好適なドレープ曲げ剛性試験機が用いられた。
油吸収速度
油の吸収速度は、試料が、特定の量の油を吸収するのに必要とされる秒単位の時間である。例えば、次のとおり、80W−90のギアオイルの吸収性が例において求められた。直径3インチの開口部を有するプレートが、ビーカーの頂部に配置された。試料が、ビーカーの頂部上にかけられ、プレートで覆われ、試験片が所定位置に保持された。較正された点滴器が油で満たされ、試料の上に保持された。次いで、点滴器ドロッパから試料上に4滴の油が供給され、タイマーが開始された。油が試料に吸収され、直径3インチの開口部内に見えなくなった後、タイマーが停止され、時間が記録された。秒で測定される吸収時間が少ない程、より速い吸込み速度を示した。試験は、73.4°±3.6°F及び50%±5%の相対湿度の条件で実行された。
油の吸収速度は、試料が、特定の量の油を吸収するのに必要とされる秒単位の時間である。例えば、次のとおり、80W−90のギアオイルの吸収性が例において求められた。直径3インチの開口部を有するプレートが、ビーカーの頂部に配置された。試料が、ビーカーの頂部上にかけられ、プレートで覆われ、試験片が所定位置に保持された。較正された点滴器が油で満たされ、試料の上に保持された。次いで、点滴器ドロッパから試料上に4滴の油が供給され、タイマーが開始された。油が試料に吸収され、直径3インチの開口部内に見えなくなった後、タイマーが停止され、時間が記録された。秒で測定される吸収時間が少ない程、より速い吸込み速度を示した。試験は、73.4°±3.6°F及び50%±5%の相対湿度の条件で実行された。
本発明による交絡布を形成する能力が実証された。3つの試料(試料1−3)が、異なる不織ウェブから形成された。
試料1−2は、「Coronop」という商品名でCorovin Nonwovens(BBA Nonwoven社の子会社)から入手された0.6osy(平方ヤード当たりのオンス)の、穿孔され、点結合されたスパンボンド・ウェブから形成された。スパンボンド・ウェブは、100%のポリプロピレン繊維を含んでいた。ポリプロピレン繊維は、フィラメント当たり約3.0のデニールを有していた。孔は、1.7mm×1.7mmの寸法を有する、ほぼ正方形であった。孔は、1平方センチメートル当たり約16の孔の適用範囲で均一に配置された。試料1の場合、30%のクリープ加工度を用いて、穿孔されたスパンボンド・ウェブもクリープ加工された。用いられたクリープ加工用接着剤は、National Starch and Chemical社のラテックス接着剤DUR−O−SET E−200であり、これが、グラビア印刷を用いてシートに適用された。クリープ加工用ドラムが190°Fに維持された。
試料3は、0.6osyの点結合されたスパンボンド・ウェブから形成された。スパンボンド・ウェブは、100%のポリプロピレン繊維を含んでいた。ポリプロピレン繊維は、フィラメント当たり3.0のデニールを有していた。
試料1−2は、「Coronop」という商品名でCorovin Nonwovens(BBA Nonwoven社の子会社)から入手された0.6osy(平方ヤード当たりのオンス)の、穿孔され、点結合されたスパンボンド・ウェブから形成された。スパンボンド・ウェブは、100%のポリプロピレン繊維を含んでいた。ポリプロピレン繊維は、フィラメント当たり約3.0のデニールを有していた。孔は、1.7mm×1.7mmの寸法を有する、ほぼ正方形であった。孔は、1平方センチメートル当たり約16の孔の適用範囲で均一に配置された。試料1の場合、30%のクリープ加工度を用いて、穿孔されたスパンボンド・ウェブもクリープ加工された。用いられたクリープ加工用接着剤は、National Starch and Chemical社のラテックス接着剤DUR−O−SET E−200であり、これが、グラビア印刷を用いてシートに適用された。クリープ加工用ドラムが190°Fに維持された。
試料3は、0.6osyの点結合されたスパンボンド・ウェブから形成された。スパンボンド・ウェブは、100%のポリプロピレン繊維を含んでいた。ポリプロピレン繊維は、フィラメント当たり3.0のデニールを有していた。
次に、試料1−3のスパンボンドが、平方インチ当たり1200ポンドの交絡圧力で、パルプ繊維成分と、3つの噴流ストリップを用いて粗いワイヤ上で水圧交絡された。パルプ繊維成分は、(キンバリー・クラーク社から入手可能な)LL−19北方針葉樹のクラフト繊維、及び1wt.%のArosurf(登録商標)PA801(Goldschmidt社から入手可能な脱結合剤)を含んでいた。試料1のパルプ繊維成分はまた、2wt.%のポリエチレングリコール600も含んでいた。布は、「Airflex A−105」(95cpsの粘度及び28%の固形物)の名でAir Products社から入手可能なエチレン/ビニル・アセテート・コポリマーのラテックス接着剤を用いて、乾燥され乾燥機に点結合された。次いで、布は、20%のクリープ加工度を用いてクリープ加工された。結果として得られた布は、平方メートル当たり約125グラムの坪量を有し、20重量%の不織ウェブ及び80重量%のパルプ繊維成分を含んでいた。
次に、試料1−3の種々の特性が試験された。下記の表1に結果が述べられている。
表1:試料1−3の特性
このように、上述のように、穿孔されたスパンボンド・ウェブを用いる試料1−2は、穿孔されたスパンボンド・ウェブを用いていない試料3より、良好な油吸収効率、ウェブ透過性、及び油吸収速度を有していた。さらに、試料1−2の比較的低いドレープ剛性値によっても分かるように、拭取材の剛性を実質的に増大させることなく、こうした向上した油吸収特性も得られた。
本発明は特定の実施形態に関して詳細に説明されたが、当業者であれば、上記の理解を得る際に、これらの実施形態の代替技術、変形、及び均等技術を容易に考えることができることが理解されるであろう。従って、本発明の範囲は、添付の特許請求の範囲及びその均等技術の範囲内にあるものと考えるべきである。
表1:試料1−3の特性
本発明は特定の実施形態に関して詳細に説明されたが、当業者であれば、上記の理解を得る際に、これらの実施形態の代替技術、変形、及び均等技術を容易に考えることができることが理解されるであろう。従って、本発明の範囲は、添付の特許請求の範囲及びその均等技術の範囲内にあるものと考えるべきである。
Claims (34)
- セルロース繊維を含む繊維成分と水圧交絡され、熱可塑性繊維を含有する穿孔された不織ウェブからなる複合布であって、前記繊維成分が前記布の約50重量%より多くを構成することを特徴とする複合布。
- 前記穿孔された不織ウェブがさらにクリープ加工されたことを特徴とする請求項1に記載の複合布。
- 前記不織ウェブがスパンボンド・ウェブであることを特徴とする請求項1に記載の複合布。
- 前記スパンボンド・ウェブが多成分繊維からなることを特徴とする請求項3に記載の複合布。
- 前記多成分繊維が分割可能であることを特徴とする請求項4に記載の複合布。
- 前記スパンボンド・ウェブがポリオレフィン繊維からなることを特徴とする請求項3に記載の複合布。
- 前記ポリオレフィン繊維が、フィラメント当たり約3より小さいデニールを有することを特徴とする請求項6に記載の複合布。
- 前記スパンボンド・ウェブが点結合されたことを特徴とする請求項3に記載の複合布。
- 前記繊維成分が、前記布の約60重量%から約90重量%までを構成することを特徴とする請求項1に記載の複合布。
- 前記穿孔された不織ウェブが、約200ミクロンから約2000ミクロンまでの直径を有する孔を含むことを特徴とする請求項1に記載の複合布。
- 前記穿孔された不織ウェブが、約300ミクロンから約800ミクロンまでの直径を有する孔を含むことを特徴とする請求項1に記載の複合布。
- セルロース繊維を含む繊維成分と水圧交絡され、熱可塑性ポリオレフィン繊維を含有する、穿孔されクリープ加工されたスパンボンド・ウェブからなる複合布であって、前記繊維成分が、前記布の約50重量%より多くを構成することを特徴とする複合布。
- 前記スパンボンド・ウェブが多成分繊維からなることを特徴とする請求項12に記載の複合布。
- 前記多成分繊維が分割可能であることを特徴とする請求項13に記載の複合布。
- 前記ポリオレフィン繊維が、フィラメント当たり約3より小さいデニールを有することを特徴とする請求項12に記載の複合布。
- 前記スパンボンド・ウェブが点結合されたことを特徴とする請求項12に記載の複合布。
- 前記繊維成分が、前記布の約60重量%から約90重量%までを構成することを特徴とする請求項12に記載の複合布。
- 前記穿孔されたスパンボンド・ウェブが、約200ミクロンから約2000ミクロンまでの直径を有する孔を含むことを特徴とする請求項12に記載の複合布。
- 前記穿孔されたスパンボンド・ウェブが、約300ミクロンから約800ミクロンまでの直径を有する孔を含むことを特徴とする請求項12に記載の複合布。
- 布を形成する方法であって、
熱可塑性ポリオレフィン繊維を含有し、第1の面及び第2の面を定めるスパンボンド・ウェブを穿孔し、前記穿孔されたスパンボンド・ウェブを、セルロース繊維を含有する繊維成分と水圧交絡させる段階を含み、
前記繊維成分が、前記布の約50重量%より多くを構成することを特徴とする方法。 - 前記スパンボンド・ウェブの前記第1の面を第1のクリープ加工面に付着させ、前記第1のクリープ加工面から該ウェブをクリープ加工する段階をさらに含むことを特徴とする請求項20に記載の方法。
- 離間配置されたパターンでクリープ加工用接着剤を前記スパンボンド・ウェブの前記第1の面に塗布する段階をさらに含み、該第1の面が、前記離間配置されたパターンに従って前記クリープ加工面に付着されるようになったことを特徴とする請求項21に記載の方法。
- 前記スパンボンド・ウェブの前記第2の面を第2のクリープ加工面に付着させ、前記第2の面から該ウェブをクリープ加工する段階をさらに含むことを特徴とする請求項21に記載の方法。
- 離間配置されたパターンでクリープ加工用接着剤を前記スパンボンド・ウェブの前記第2の面に塗布する段階をさらに含み、該第2の面が、前記離間配置されたパターンに従って前記クリープ加工面に付着されるようになったことを特徴とする請求項23に記載の方法。
- 前記スパンボンド・ウェブが、平方インチ当たり約1000ポンドから平方インチ当たり約3000ポンドまでの水圧で交絡されることを特徴とする請求項20に記載の方法。
- 前記スパンボンド・ウェブが、平方インチ当たり約1200ポンドから平方インチ当たり約1800ポンドまでの水圧で交絡されることを特徴とする請求項20に記載の方法。
- 前記スパンボンド・ウェブが多成分繊維からなることを特徴とする請求項20に記載の方法。
- 前記多成分繊維が分割可能であることを特徴とする請求項27に記載の方法。
- 前記ポリオレフィン繊維が、フィラメント当たり約3より小さいデニールを有することを特徴とする請求項20に記載の方法。
- 前記スパンボンド・ウェブを点結合する段階をさらに含むことを特徴とする請求項20に記載の方法。
- 前記繊維成分が、前記布の約60重量%から約90重量%までを構成することを特徴とする請求項20に記載の方法。
- 前記穿孔されたスパンボンド・ウェブが、約200ミクロンから約2000ミクロンまでの直径を有する孔を含むことを特徴とする請求項20に記載の方法。
- 前記穿孔されたスパンボンド・ウェブが、約300ミクロンから約800ミクロンまでの直径を有する孔を含むことを特徴とする請求項20に記載の方法。
- 前記スパンボンド・ウェブを穿孔する前に該スパンボンド・ウェブを伸張させる段階をさらに含むことを特徴とする請求項20に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/328,846 US20040121121A1 (en) | 2002-12-23 | 2002-12-23 | Entangled fabrics containing an apertured nonwoven web |
| PCT/US2003/028824 WO2004061185A1 (en) | 2002-12-23 | 2003-09-12 | Entangled fabrics containing an apertured nonwoven web |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006511728A true JP2006511728A (ja) | 2006-04-06 |
| JP2006511728A5 JP2006511728A5 (ja) | 2006-10-26 |
Family
ID=32594602
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004564717A Abandoned JP2006511728A (ja) | 2002-12-23 | 2003-09-12 | 穿孔された不織ウェブを含む交絡布 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20040121121A1 (ja) |
| EP (1) | EP1576221A1 (ja) |
| JP (1) | JP2006511728A (ja) |
| KR (1) | KR20050088371A (ja) |
| CN (1) | CN1714190A (ja) |
| AU (1) | AU2003273323A1 (ja) |
| BR (1) | BR0317083A (ja) |
| CA (1) | CA2508790A1 (ja) |
| MX (1) | MXPA05006007A (ja) |
| RU (1) | RU2005117386A (ja) |
| WO (1) | WO2004061185A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016138346A (ja) * | 2015-01-27 | 2016-08-04 | ユニチカ株式会社 | 積層布帛の製造方法 |
| JP2016141896A (ja) * | 2015-01-30 | 2016-08-08 | ユニチカ株式会社 | 清掃布の製造方法 |
| JP2019519692A (ja) * | 2016-06-10 | 2019-07-11 | トレデガー フィルム プロダクツ コーポレーション | ハイドロフォーム膨張スパンボンド不織布ウェブ及びハイドロフォームコンポジット材料並びにそれらの製造方法 |
| US12084797B2 (en) | 2016-06-10 | 2024-09-10 | Fitesa Film Products Llc | Method for making a composite material |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005126840A (ja) * | 2003-10-22 | 2005-05-19 | Seiko Epson Corp | 記録用紙 |
| US7194789B2 (en) | 2003-12-23 | 2007-03-27 | Kimberly-Clark Worldwide, Inc. | Abraded nonwoven composite fabrics |
| US7645353B2 (en) | 2003-12-23 | 2010-01-12 | Kimberly-Clark Worldwide, Inc. | Ultrasonically laminated multi-ply fabrics |
| US7194788B2 (en) * | 2003-12-23 | 2007-03-27 | Kimberly-Clark Worldwide, Inc. | Soft and bulky composite fabrics |
| US7891898B2 (en) | 2005-01-28 | 2011-02-22 | S.C. Johnson & Son, Inc. | Cleaning pad for wet, damp or dry cleaning |
| US7740412B2 (en) | 2005-01-28 | 2010-06-22 | S.C. Johnson & Son, Inc. | Method of cleaning using a device with a liquid reservoir and replaceable non-woven pad |
| US7976235B2 (en) | 2005-01-28 | 2011-07-12 | S.C. Johnson & Son, Inc. | Cleaning kit including duster and spray |
| FR2903426B1 (fr) * | 2006-07-07 | 2008-09-12 | Rieter Perfojet Soc Par Action | Non-tisse utilise comme chiffon d'essuyage,son procede et son installation de production. |
| US8893347B2 (en) | 2007-02-06 | 2014-11-25 | S.C. Johnson & Son, Inc. | Cleaning or dusting pad with attachment member holder |
| US8500211B2 (en) * | 2007-06-29 | 2013-08-06 | Qiangdi International Co., Limited | Cleaning cloth |
| CN103298990A (zh) * | 2010-12-28 | 2013-09-11 | 金伯利-克拉克环球有限公司 | 包含再生纤维素纤维的非织造复合材料 |
| EP2751001B1 (en) * | 2011-08-31 | 2016-04-20 | Sca Hygiene Products AB | Method and apparatus for producing a stack of folded hygiene products |
| US9056032B2 (en) | 2012-06-29 | 2015-06-16 | The Procter & Gamble Company | Wearable article with outwardmost layer of multicomponent fiber nonwoven providing enhanced mechanical features |
| JP5712195B2 (ja) * | 2012-12-04 | 2015-05-07 | 花王株式会社 | 拭き取りシート用不織布基材 |
| JP5712194B2 (ja) * | 2012-12-04 | 2015-05-07 | 花王株式会社 | 拭き取りシート用不織布基材 |
| ES2708427T3 (es) * | 2013-03-14 | 2019-04-09 | Hyperion Materials & Tech Sweden Ab | Aparato de corte giratorio con dispositivo tensor |
| US10233296B2 (en) | 2013-05-30 | 2019-03-19 | Kimberly-Clark Worldwide, Inc. | Method of forming creped thin film-like structures from frothed chemistry |
| EP3080345A4 (en) * | 2013-12-13 | 2017-08-16 | Kimberly-Clark Worldwide, Inc. | Polymer webs having enhanced softness |
| WO2015092596A1 (en) * | 2013-12-17 | 2015-06-25 | Kimberly-Clark Worldwide, Inc. | Stretchable nonwoven materials |
| DE202014008853U1 (de) * | 2014-11-07 | 2015-04-09 | Delu Ako Minky GmbH | Universal Reinigungstuch für Silber, Gold und Perlenschmuck mit Polierecke |
| CN104594105A (zh) * | 2015-01-28 | 2015-05-06 | 杭州湿法无纺布设备有限公司 | 本色可降解可冲散无纺布的制作方法 |
| KR102423408B1 (ko) * | 2015-10-30 | 2022-07-22 | 킴벌리-클라크 월드와이드, 인크. | 와이퍼 제품 및 그것의 제조 방법 |
| US10640577B2 (en) * | 2016-04-22 | 2020-05-05 | Eastman Chemical Company | Regioselectively substituted cellulose esters and films made therefrom |
| PL3555353T3 (pl) * | 2016-12-14 | 2024-01-29 | Pfnonwovens, Llc | Włóknina poddana obróbce hydraulicznej i metoda jej wytworzenia |
| CN109112725A (zh) * | 2018-10-17 | 2019-01-01 | 广州市汉氏卫生用品有限公司 | 水刺无纺布及其制备方法 |
| FR3132222A1 (fr) * | 2022-02-02 | 2023-08-04 | Ouvry | Procédé de fabrication d’une lingette de décontamination et lingette correspondante |
Family Cites Families (77)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US390708A (en) * | 1888-10-09 | Corn-planter | ||
| US8180A (en) * | 1851-06-24 | Improvement in making gutta-percha hollow ware | ||
| US34907A (en) * | 1862-04-08 | Improvement in imitation metal embroidery | ||
| US428267A (en) * | 1890-05-20 | Dash-rail for vehicles | ||
| US2666369A (en) * | 1952-05-29 | 1954-01-19 | Nicholas J Niks | Method of making soft papers adaptable to impregnation |
| US3338992A (en) * | 1959-12-15 | 1967-08-29 | Du Pont | Process for forming non-woven filamentary structures from fiber-forming synthetic organic polymers |
| US3502763A (en) * | 1962-02-03 | 1970-03-24 | Freudenberg Carl Kg | Process of producing non-woven fabric fleece |
| US3502538A (en) * | 1964-08-17 | 1970-03-24 | Du Pont | Bonded nonwoven sheets with a defined distribution of bond strengths |
| US3341394A (en) * | 1966-12-21 | 1967-09-12 | Du Pont | Sheets of randomly distributed continuous filaments |
| US3542615A (en) * | 1967-06-16 | 1970-11-24 | Monsanto Co | Process for producing a nylon non-woven fabric |
| US3485706A (en) * | 1968-01-18 | 1969-12-23 | Du Pont | Textile-like patterned nonwoven fabrics and their production |
| US3849241A (en) * | 1968-12-23 | 1974-11-19 | Exxon Research Engineering Co | Non-woven mats by melt blowing |
| DE2048006B2 (de) * | 1969-10-01 | 1980-10-30 | Asahi Kasei Kogyo K.K., Osaka (Japan) | Verfahren und Vorrichtung zur Herstellung einer breiten Vliesbahn |
| DE1950669C3 (de) * | 1969-10-08 | 1982-05-13 | Metallgesellschaft Ag, 6000 Frankfurt | Verfahren zur Vliesherstellung |
| CA948388A (en) * | 1970-02-27 | 1974-06-04 | Paul B. Hansen | Pattern bonded continuous filament web |
| US3821068A (en) * | 1972-10-17 | 1974-06-28 | Scott Paper Co | Soft,absorbent,fibrous,sheet material formed by avoiding mechanical compression of the fiber furnish until the sheet is at least 80% dry |
| US3879257A (en) * | 1973-04-30 | 1975-04-22 | Scott Paper Co | Absorbent unitary laminate-like fibrous webs and method for producing them |
| US4165556A (en) * | 1974-02-08 | 1979-08-28 | Kanebo, Ltd. | Method for manufacturing suede-like artificial leathers |
| AU516445B2 (en) * | 1977-10-17 | 1981-06-04 | Kimberly-Clark Corporation | Microfiber wipe |
| US4239720A (en) * | 1978-03-03 | 1980-12-16 | Akzona Incorporated | Fiber structures of split multicomponent fibers and process therefor |
| DE2907623A1 (de) * | 1979-02-27 | 1980-09-04 | Akzo Gmbh | Verfahren zur herstellung von fibrillierten faserstrukturen |
| US4340563A (en) * | 1980-05-05 | 1982-07-20 | Kimberly-Clark Corporation | Method for forming nonwoven webs |
| US4374888A (en) * | 1981-09-25 | 1983-02-22 | Kimberly-Clark Corporation | Nonwoven laminate for recreation fabric |
| US4460699A (en) * | 1982-08-04 | 1984-07-17 | Conoco Inc. | Fixed bed catalyst for oxychlorination |
| US4795668A (en) * | 1983-10-11 | 1989-01-03 | Minnesota Mining And Manufacturing Company | Bicomponent fibers and webs made therefrom |
| US4587154A (en) * | 1985-07-08 | 1986-05-06 | Kimberly-Clark Corporation | Oil and grease absorbent rinsable nonwoven fabric |
| US4808467A (en) * | 1987-09-15 | 1989-02-28 | James River Corporation Of Virginia | High strength hydroentangled nonwoven fabric |
| US5162074A (en) * | 1987-10-02 | 1992-11-10 | Basf Corporation | Method of making plural component fibers |
| US5198292A (en) * | 1988-06-15 | 1993-03-30 | International Paper Company | Tack cloth for removing solid particles from solid surfaces and method for its manufacture |
| US4981747A (en) * | 1988-09-23 | 1991-01-01 | Kimberly-Clark Corporation | Composite elastic material including a reversibly necked material |
| US4965122A (en) * | 1988-09-23 | 1990-10-23 | Kimberly-Clark Corporation | Reversibly necked material |
| US5226992A (en) * | 1988-09-23 | 1993-07-13 | Kimberly-Clark Corporation | Process for forming a composite elastic necked-bonded material |
| US5069970A (en) * | 1989-01-23 | 1991-12-03 | Allied-Signal Inc. | Fibers and filters containing said fibers |
| JP2682130B2 (ja) * | 1989-04-25 | 1997-11-26 | 三井石油化学工業株式会社 | 柔軟な長繊維不織布 |
| US5026587A (en) * | 1989-10-13 | 1991-06-25 | The James River Corporation | Wiping fabric |
| US5057368A (en) * | 1989-12-21 | 1991-10-15 | Allied-Signal | Filaments having trilobal or quadrilobal cross-sections |
| US5223319A (en) * | 1990-08-10 | 1993-06-29 | Kimberly-Clark Corporation | Nonwoven wiper having high oil capacity |
| CA2048905C (en) * | 1990-12-21 | 1998-08-11 | Cherie H. Everhart | High pulp content nonwoven composite fabric |
| US5258220A (en) * | 1991-09-30 | 1993-11-02 | Minnesota Mining And Manufacturing Company | Wipe materials based on multi-layer blown microfibers |
| US5277976A (en) * | 1991-10-07 | 1994-01-11 | Minnesota Mining And Manufacturing Company | Oriented profile fibers |
| US5328759A (en) * | 1991-11-01 | 1994-07-12 | Kimberly-Clark Corporation | Process for making a hydraulically needled superabsorbent composite material and article thereof |
| US5151320A (en) * | 1992-02-25 | 1992-09-29 | The Dexter Corporation | Hydroentangled spunbonded composite fabric and process |
| US5281463A (en) * | 1992-07-28 | 1994-01-25 | Kimberly-Clark Corporation | Structure for selectively absorbing oily contaminants and process |
| US5382400A (en) * | 1992-08-21 | 1995-01-17 | Kimberly-Clark Corporation | Nonwoven multicomponent polymeric fabric and method for making same |
| US5336552A (en) * | 1992-08-26 | 1994-08-09 | Kimberly-Clark Corporation | Nonwoven fabric made with multicomponent polymeric strands including a blend of polyolefin and ethylene alkyl acrylate copolymer |
| US5718972A (en) * | 1992-10-05 | 1998-02-17 | Unitika, Ltd. | Nonwoven fabric made of fine denier filaments and a production method thereof |
| CA2105026C (en) * | 1993-04-29 | 2003-12-16 | Henry Louis Griesbach Iii | Shaped nonwoven fabric and method for making the same |
| US5460864A (en) * | 1993-05-07 | 1995-10-24 | Ciba-Geigy Corporation | High temperature 2000 degrees-F burn-through resistant composite sandwich panel |
| CA2107169A1 (en) * | 1993-06-03 | 1994-12-04 | Cherie Hartman Everhart | Liquid transport material |
| CA2123330C (en) * | 1993-12-23 | 2004-08-31 | Ruth Lisa Levy | Ribbed clothlike nonwoven fabric and process for making same |
| CA2138584C (en) * | 1993-12-30 | 2006-08-15 | Wanda Walton Jackson | Apertured film/nonwoven composite for personal care absorbent articles and the like |
| US5573719A (en) * | 1994-11-30 | 1996-11-12 | Kimberly-Clark Corporation | Process of making highly absorbent nonwoven fabric |
| US5704101A (en) * | 1995-06-05 | 1998-01-06 | Kimberly-Clark Worldwide, Inc. | Creped and/or apertured webs and process for producing the same |
| US5759926A (en) * | 1995-06-07 | 1998-06-02 | Kimberly-Clark Worldwide, Inc. | Fine denier fibers and fabrics made therefrom |
| US5614281A (en) * | 1995-11-29 | 1997-03-25 | Kimberly-Clark Corporation | Creped nonwoven laminate loop fastening material for mechanical fastening systems |
| KR100445769B1 (ko) * | 1995-11-30 | 2004-10-15 | 킴벌리-클라크 월드와이드, 인크. | 극세섬유 부직웹 |
| US5858515A (en) * | 1995-12-29 | 1999-01-12 | Kimberly-Clark Worldwide, Inc. | Pattern-unbonded nonwoven web and process for making the same |
| JP3680456B2 (ja) * | 1996-11-14 | 2005-08-10 | 日本製紙株式会社 | 拭き布用複合シート |
| US6200669B1 (en) * | 1996-11-26 | 2001-03-13 | Kimberly-Clark Worldwide, Inc. | Entangled nonwoven fabrics and methods for forming the same |
| US5968855A (en) * | 1997-03-04 | 1999-10-19 | Bba Nonwovens Simpsonville, Inc. | Nonwoven fabrics having liquid transport properties and processes for manufacturing the same |
| WO1998042289A1 (en) * | 1997-03-21 | 1998-10-01 | Kimberly-Clark Worldwide, Inc. | Dual-zoned absorbent webs |
| US5914084A (en) * | 1997-04-04 | 1999-06-22 | The Procter & Gamble Company | Method of making a stabilized extensible nonwoven web |
| SG65749A1 (en) * | 1997-04-17 | 1999-06-22 | Kao Corp | Cleaning sheet |
| MY117807A (en) * | 1997-10-17 | 2004-08-30 | Kimberly Clark Co | Soft, strong hydraulically entangled nonwoven composite material and method for making the same |
| US6197404B1 (en) * | 1997-10-31 | 2001-03-06 | Kimberly-Clark Worldwide, Inc. | Creped nonwoven materials |
| US6375889B1 (en) * | 1998-04-17 | 2002-04-23 | Polymer Group, Inc. | Method of making machine direction stretchable nonwoven fabrics having a high degree of recovery upon elongation |
| US6107268A (en) * | 1999-04-16 | 2000-08-22 | Kimberly-Clark Worldwide, Inc. | Sorbent material |
| US6314627B1 (en) * | 1998-06-30 | 2001-11-13 | Polymer Group, Inc. | Hydroentangled fabric having structured surfaces |
| FR2781818B1 (fr) * | 1998-07-31 | 2000-09-01 | Icbt Perfojet Sa | Procede pour la realisation d'un materiau non-tisse complexe et nouveau type de materiau ainsi obtenu |
| US6110848A (en) * | 1998-10-09 | 2000-08-29 | Fort James Corporation | Hydroentangled three ply webs and products made therefrom |
| US6136775A (en) * | 1998-12-18 | 2000-10-24 | Kimberly-Clark Worldwide, Inc. | Wet wipe with non-aqueous, oil-based solvent for industrial cleaning |
| US6723669B1 (en) * | 1999-12-17 | 2004-04-20 | Kimberly-Clark Worldwide, Inc. | Fine multicomponent fiber webs and laminates thereof |
| US6145159A (en) * | 1999-01-08 | 2000-11-14 | Royal Appliance Mfg. Co. | Combination dirty fluid tank and nozzle for a carpet extractor |
| US6461729B1 (en) * | 1999-08-10 | 2002-10-08 | Fiber Innovation Technology, Inc. | Splittable multicomponent polyolefin fibers |
| AU2001236789A1 (en) * | 2000-02-11 | 2001-08-20 | Polymer Group, Inc. | Imaged nonwoven fabrics |
| DE10045462A1 (de) * | 2000-09-14 | 2002-03-28 | Beiersdorf Ag | Wundauflage und/oder Kompresse aus mehreren Lagen Vliesstoff |
| US6797226B2 (en) * | 2000-10-10 | 2004-09-28 | Kimberly-Clark Worldwide, Inc. | Process of making microcreped wipers |
-
2002
- 2002-12-23 US US10/328,846 patent/US20040121121A1/en not_active Abandoned
-
2003
- 2003-09-12 KR KR1020057010074A patent/KR20050088371A/ko not_active Application Discontinuation
- 2003-09-12 JP JP2004564717A patent/JP2006511728A/ja not_active Abandoned
- 2003-09-12 EP EP03755823A patent/EP1576221A1/en not_active Withdrawn
- 2003-09-12 AU AU2003273323A patent/AU2003273323A1/en not_active Abandoned
- 2003-09-12 CA CA002508790A patent/CA2508790A1/en not_active Abandoned
- 2003-09-12 BR BR0317083-7A patent/BR0317083A/pt not_active Application Discontinuation
- 2003-09-12 MX MXPA05006007A patent/MXPA05006007A/es unknown
- 2003-09-12 CN CNA038255367A patent/CN1714190A/zh active Pending
- 2003-09-12 RU RU2005117386/12A patent/RU2005117386A/ru not_active Application Discontinuation
- 2003-09-12 WO PCT/US2003/028824 patent/WO2004061185A1/en not_active Application Discontinuation
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016138346A (ja) * | 2015-01-27 | 2016-08-04 | ユニチカ株式会社 | 積層布帛の製造方法 |
| JP2016141896A (ja) * | 2015-01-30 | 2016-08-08 | ユニチカ株式会社 | 清掃布の製造方法 |
| JP2019519692A (ja) * | 2016-06-10 | 2019-07-11 | トレデガー フィルム プロダクツ コーポレーション | ハイドロフォーム膨張スパンボンド不織布ウェブ及びハイドロフォームコンポジット材料並びにそれらの製造方法 |
| US12084797B2 (en) | 2016-06-10 | 2024-09-10 | Fitesa Film Products Llc | Method for making a composite material |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20050088371A (ko) | 2005-09-05 |
| EP1576221A1 (en) | 2005-09-21 |
| CA2508790A1 (en) | 2004-07-22 |
| RU2005117386A (ru) | 2006-01-20 |
| WO2004061185A1 (en) | 2004-07-22 |
| AU2003273323A1 (en) | 2004-07-29 |
| US20040121121A1 (en) | 2004-06-24 |
| CN1714190A (zh) | 2005-12-28 |
| MXPA05006007A (es) | 2005-08-18 |
| BR0317083A (pt) | 2005-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2003267253B2 (en) | Entangled fabrics containing staple fibers | |
| JP2006511728A (ja) | 穿孔された不織ウェブを含む交絡布 | |
| AU2003297050B2 (en) | Entangled fabric wipers for oil and grease absorbency | |
| JP5068538B2 (ja) | 超音波法によってラミネート加工された多プライ布 | |
| US7194788B2 (en) | Soft and bulky composite fabrics | |
| US20030118776A1 (en) | Entangled fabrics |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060907 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060907 |
|
| A762 | Written abandonment of application |
Free format text: JAPANESE INTERMEDIATE CODE: A762 Effective date: 20070524 |