JP2006324490A - 電子部品及びその製造方法 - Google Patents
電子部品及びその製造方法 Download PDFInfo
- Publication number
- JP2006324490A JP2006324490A JP2005146586A JP2005146586A JP2006324490A JP 2006324490 A JP2006324490 A JP 2006324490A JP 2005146586 A JP2005146586 A JP 2005146586A JP 2005146586 A JP2005146586 A JP 2005146586A JP 2006324490 A JP2006324490 A JP 2006324490A
- Authority
- JP
- Japan
- Prior art keywords
- electronic component
- photosensitive resin
- terminal electrode
- metal
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Manufacturing Cores, Coils, And Magnets (AREA)
- Coils Or Transformers For Communication (AREA)
Abstract
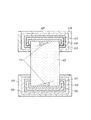
【解決手段】電子部品を感光性樹脂102で覆うと共に、更に感光性樹脂102からなる複数の突起部103を端子形成部位に、2方向(もしくは2面)以上に形成し、更にこれを端子電極101で覆うことによって、端子電極101と感光性樹脂102の接続強度を高めることができ、電子部品の実装性及び信頼性を高められる。
【選択図】図1
Description
以下、本発明の実施の形態について、特に請求項1の発明について図面を参照しながら説明する。
以下、本発明の実施の形態について、特に請求項2、3、4について図面を参照しながら説明する。
以下、本発明の実施の形態について、特に請求項8、11、12、13、14について図面を参照しながら説明する。実施の形態3では、端子電極の構成について図6を用いて説明する。
以下、本発明の実施の形態について、特に請求項6、7について図面を参照しながら説明する。
102 感光性樹脂
103 突起部
104 内部電極
105 パラジウム
106 無電解ニッケル
107 電解銅
108 電解ニッケル
109 電解錫
110 下地基板
111 下地導電膜
112 金属
113 矢印
114 点線
Claims (14)
- 樹脂で覆われた電子部品の端子形成部位に、前記樹脂からなる複数の突起部が形成され、前記突起部の突起方向が少なくとも2方向以上を向いており、前記突起部が端子電極で覆われている電子部品。
- 樹脂で覆われた電子部品の端子部形成部位の端子電極の外部露出部面積をS1とし、感光性樹脂の内部に埋まっている端子電極金属部の断面積をS2、端子電極のくびれ部の断面積をS3としたとき、S3≦S1<S2なる関係となる端子電極金属を有する電子部品。
- 感光性樹脂で覆われた電子部品が、外部露出電極部、前記感光性樹脂の内部に埋まっている金属部、くびれ部を有する端子電極を有し、前記くびれ部を有する端子電極の側面が感光性樹脂から露出している請求項2に記載の電子部品。
- 感光性樹脂で覆われた電子部品が、外部露出電極部、感光性樹脂の内部に埋まっている金属部、くびれ部を有する端子電極を有し、前記外部露出電極部と前記くびれ部を有する端子電極の側面が前記感光性樹脂から露出している請求項2に記載の電子部品。
- 感光性樹脂材料で覆われた電子部品において、外部露出金属部、感光性樹脂の内部に埋まっている金属部、金属のくびれ部からなる端子電極を有し、前記外部露出金属部と前記くびれ部を有する端子電極と前記感光性樹脂の内部に埋まっている金属部の側面が感光性樹脂から露出している請求項2に記載の電子部品。
- 感光性樹脂材料が、アクリル樹脂、エポキシ樹脂、ポリイミド樹脂のいずれかまたはこれらの複合樹脂から形成されている請求項1から5のいずれかに記載の電子部品。
- 感光性樹脂材料で覆われた電子部品がコイル電子部品である請求項1から5のいずれかに記載の電子部品。
- 端子電極金属が、銅、金、ニッケル、パラジウム、錫のいずれかまたはこれらの積層体である金属とした請求項1から5のいずれかに記載の電子部品。
- 端子電極の暴露部が、錫、金、銀のいずれかの金属とした請求項1から5のいずれかに記載の電子部品。
- 感光性樹脂材料から端子電極の暴露部方向に対して、銅/ニッケル/錫となる構造を有する請求項1から5のいずれかに記載の電子部品。
- 感光性樹脂材料から端子電極の暴露部方向に対して、パラジウム/銅/ニッケルとなる構造を有する請求項1から5のいずれかに記載の電子部品。
- 感光性樹脂材料から端子電極の暴露部方向に対して、銅/ニッケル/金となる構造を有する請求項1から5のいずれかに記載の電子部品。
- 感光性樹脂材料から端子電極の暴露部方向に対して、パラジウム/銅/ニッケル/金となる構造を有する請求項1から5のいずれかに記載の電子部品。
- 複数の電子部品を感光性樹脂を使ったビルドアップ工法を使って端子電極と共に形成する請求項1から5のいずれかに記載の電子部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005146586A JP2006324490A (ja) | 2005-05-19 | 2005-05-19 | 電子部品及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005146586A JP2006324490A (ja) | 2005-05-19 | 2005-05-19 | 電子部品及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006324490A true JP2006324490A (ja) | 2006-11-30 |
| JP2006324490A5 JP2006324490A5 (ja) | 2008-06-19 |
Family
ID=37543943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005146586A Pending JP2006324490A (ja) | 2005-05-19 | 2005-05-19 | 電子部品及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006324490A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11153972B2 (en) | 2019-02-28 | 2021-10-19 | Taiyo Yuden Co., Ltd. | Passive component and electronic device |
Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62124816U (ja) * | 1986-01-28 | 1987-08-08 | ||
| JPS6328008A (ja) * | 1986-07-21 | 1988-02-05 | Matsushita Electric Ind Co Ltd | チツプインダクタ |
| JPH0243708A (ja) * | 1988-08-04 | 1990-02-14 | Matsushita Electric Ind Co Ltd | チップ形インダクタンス素子 |
| JPH03141622A (ja) * | 1989-10-26 | 1991-06-17 | Matsushita Electric Ind Co Ltd | インダクタンス素子の製造方法 |
| JPH0521230A (ja) * | 1991-07-15 | 1993-01-29 | Koa Corp | チツプ状インダクタおよびその製造方法 |
| JPH09270325A (ja) * | 1996-03-29 | 1997-10-14 | Tokin Corp | 電子部品 |
| JPH1131601A (ja) * | 1997-07-10 | 1999-02-02 | Taiyo Yuden Co Ltd | チップ部品及びその製造方法 |
| JP2000021636A (ja) * | 1998-06-29 | 2000-01-21 | Tokin Corp | 電子部品 |
| JP2001118728A (ja) * | 1999-10-20 | 2001-04-27 | Matsushita Electric Ind Co Ltd | 積層インダクタアレイ |
| JP2001155937A (ja) * | 1999-11-26 | 2001-06-08 | Taiyo Yuden Co Ltd | 面実装型コイル及びその製造方法 |
| JP2001267138A (ja) * | 2000-03-21 | 2001-09-28 | Matsushita Electric Ind Co Ltd | インダクタンス素子 |
| JP2001267132A (ja) * | 2000-03-14 | 2001-09-28 | Matsushita Electric Ind Co Ltd | 電子部品及び無線端末装置 |
| JP2001267136A (ja) * | 2000-03-14 | 2001-09-28 | Murata Mfg Co Ltd | インダクタ及びその製造方法 |
| JP2002170716A (ja) * | 2000-12-01 | 2002-06-14 | Matsushita Electric Ind Co Ltd | チップアンテナ及び無線端末装置 |
| JP2003272923A (ja) * | 2002-03-15 | 2003-09-26 | Matsushita Electric Ind Co Ltd | 電子部品 |
| JP2003289006A (ja) * | 2002-03-28 | 2003-10-10 | Koa Corp | 積層チップ部品およびその製造方法 |
| JP2003297638A (ja) * | 2002-04-03 | 2003-10-17 | Matsushita Electric Ind Co Ltd | コイル部品 |
| JP2003297646A (ja) * | 2002-04-03 | 2003-10-17 | Matsushita Electric Ind Co Ltd | チップ型電子部品 |
| JP2004015011A (ja) * | 2002-06-11 | 2004-01-15 | Murata Mfg Co Ltd | チップコイル |
| JP2004228472A (ja) * | 2003-01-27 | 2004-08-12 | Citizen Watch Co Ltd | インダクタンス素子と面実装型インダクタンス素子及びその素子を実装した実装体 |
| JP2006324460A (ja) * | 2005-05-19 | 2006-11-30 | Matsushita Electric Ind Co Ltd | チップ部品の製造方法 |
| JP2006324489A (ja) * | 2005-05-19 | 2006-11-30 | Matsushita Electric Ind Co Ltd | チップコイル及びその製造方法 |
-
2005
- 2005-05-19 JP JP2005146586A patent/JP2006324490A/ja active Pending
Patent Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62124816U (ja) * | 1986-01-28 | 1987-08-08 | ||
| JPS6328008A (ja) * | 1986-07-21 | 1988-02-05 | Matsushita Electric Ind Co Ltd | チツプインダクタ |
| JPH0243708A (ja) * | 1988-08-04 | 1990-02-14 | Matsushita Electric Ind Co Ltd | チップ形インダクタンス素子 |
| JPH03141622A (ja) * | 1989-10-26 | 1991-06-17 | Matsushita Electric Ind Co Ltd | インダクタンス素子の製造方法 |
| JPH0521230A (ja) * | 1991-07-15 | 1993-01-29 | Koa Corp | チツプ状インダクタおよびその製造方法 |
| JPH09270325A (ja) * | 1996-03-29 | 1997-10-14 | Tokin Corp | 電子部品 |
| JPH1131601A (ja) * | 1997-07-10 | 1999-02-02 | Taiyo Yuden Co Ltd | チップ部品及びその製造方法 |
| JP2000021636A (ja) * | 1998-06-29 | 2000-01-21 | Tokin Corp | 電子部品 |
| JP2001118728A (ja) * | 1999-10-20 | 2001-04-27 | Matsushita Electric Ind Co Ltd | 積層インダクタアレイ |
| JP2001155937A (ja) * | 1999-11-26 | 2001-06-08 | Taiyo Yuden Co Ltd | 面実装型コイル及びその製造方法 |
| JP2001267136A (ja) * | 2000-03-14 | 2001-09-28 | Murata Mfg Co Ltd | インダクタ及びその製造方法 |
| JP2001267132A (ja) * | 2000-03-14 | 2001-09-28 | Matsushita Electric Ind Co Ltd | 電子部品及び無線端末装置 |
| JP2001267138A (ja) * | 2000-03-21 | 2001-09-28 | Matsushita Electric Ind Co Ltd | インダクタンス素子 |
| JP2002170716A (ja) * | 2000-12-01 | 2002-06-14 | Matsushita Electric Ind Co Ltd | チップアンテナ及び無線端末装置 |
| JP2003272923A (ja) * | 2002-03-15 | 2003-09-26 | Matsushita Electric Ind Co Ltd | 電子部品 |
| JP2003289006A (ja) * | 2002-03-28 | 2003-10-10 | Koa Corp | 積層チップ部品およびその製造方法 |
| JP2003297638A (ja) * | 2002-04-03 | 2003-10-17 | Matsushita Electric Ind Co Ltd | コイル部品 |
| JP2003297646A (ja) * | 2002-04-03 | 2003-10-17 | Matsushita Electric Ind Co Ltd | チップ型電子部品 |
| JP2004015011A (ja) * | 2002-06-11 | 2004-01-15 | Murata Mfg Co Ltd | チップコイル |
| JP2004228472A (ja) * | 2003-01-27 | 2004-08-12 | Citizen Watch Co Ltd | インダクタンス素子と面実装型インダクタンス素子及びその素子を実装した実装体 |
| JP2006324460A (ja) * | 2005-05-19 | 2006-11-30 | Matsushita Electric Ind Co Ltd | チップ部品の製造方法 |
| JP2006324489A (ja) * | 2005-05-19 | 2006-11-30 | Matsushita Electric Ind Co Ltd | チップコイル及びその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11153972B2 (en) | 2019-02-28 | 2021-10-19 | Taiyo Yuden Co., Ltd. | Passive component and electronic device |
| US11627662B2 (en) | 2019-02-28 | 2023-04-11 | Taiyo Yuden Co., Ltd. | Passive component and electronic device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100688864B1 (ko) | 인쇄회로기판, 플립칩 볼 그리드 어레이 기판 및 그 제조방법 | |
| JP4178077B2 (ja) | 配線回路基板 | |
| JP2006324489A (ja) | チップコイル及びその製造方法 | |
| KR100598274B1 (ko) | 저항 내장형 인쇄회로기판 및 그 제조 방법 | |
| JP2007537562A5 (ja) | ||
| CN104575937A (zh) | 片式电子组件及其制造方法 | |
| JP2006147970A (ja) | 多層配線基板およびその製造方法 | |
| JP2007116154A (ja) | 回路基板構造およびその誘電体層構造 | |
| WO2010103941A1 (ja) | フレキシブル基板 | |
| US20070158852A1 (en) | Circuit Board with Conductive Structure and Method for Fabricating the same | |
| JP2009277972A (ja) | コイル部品およびその製造方法 | |
| JP2009152347A (ja) | コイル部品およびその製造方法 | |
| TW200939927A (en) | Wiring substrate and its manufacturing process | |
| JP2010062517A (ja) | ニッケル−金メッキ方法及び印刷回路基板 | |
| JPH08204333A (ja) | 印刷配線板の製造方法 | |
| JP2013070043A (ja) | 片面プリント配線板およびその製造方法 | |
| JP4620495B2 (ja) | フレキシャーおよびフレキシャーの製造方法 | |
| JP4547164B2 (ja) | 配線基板の製造方法 | |
| JP2011003246A (ja) | サスペンション用基板 | |
| JP2009010266A (ja) | プリント配線板の製造方法及びプリント配線板 | |
| JP2006324490A (ja) | 電子部品及びその製造方法 | |
| CN103781292A (zh) | 电路板及其制作方法 | |
| JP4606329B2 (ja) | プリント配線板 | |
| JP2009267291A (ja) | コイル部品およびその製造方法 | |
| JP2007317900A (ja) | 配線回路基板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080425 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080425 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20080513 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20091126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100917 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100928 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110208 |