JP2006207681A - 動圧発生部の形成方法 - Google Patents
動圧発生部の形成方法 Download PDFInfo
- Publication number
- JP2006207681A JP2006207681A JP2005020045A JP2005020045A JP2006207681A JP 2006207681 A JP2006207681 A JP 2006207681A JP 2005020045 A JP2005020045 A JP 2005020045A JP 2005020045 A JP2005020045 A JP 2005020045A JP 2006207681 A JP2006207681 A JP 2006207681A
- Authority
- JP
- Japan
- Prior art keywords
- dynamic pressure
- ink
- pressure generating
- masking pattern
- masking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Landscapes
- Sliding-Contact Bearings (AREA)
- Electroplating Methods And Accessories (AREA)
Abstract
【課題】 動圧発生部を容易かつ低コストに形成する。
【解決手段】 軸部材を構成する素材2a’の外周面2a1にインク12を供給してマスキングパターン1を形成した後、非マスク部1bの素材表面を処理する。さらにマスキング1aを熱エネルギーで除去することにより動圧発生部を形成する。マスキングパターンを除去するに際しては、素材を加熱することで、間接的にマスキングパターンを昇温させ、溶融・除去する他、マスキングパターン自体を直接加熱し、溶融・除去することができる。
【選択図】図3
【解決手段】 軸部材を構成する素材2a’の外周面2a1にインク12を供給してマスキングパターン1を形成した後、非マスク部1bの素材表面を処理する。さらにマスキング1aを熱エネルギーで除去することにより動圧発生部を形成する。マスキングパターンを除去するに際しては、素材を加熱することで、間接的にマスキングパターンを昇温させ、溶融・除去する他、マスキングパターン自体を直接加熱し、溶融・除去することができる。
【選択図】図3
Description
本発明は、動圧軸受装置における軸部材の相対回転を非接触支持するための動圧発生部の形成方法に関するものである。
動圧軸受装置は、軸受部材と、軸受部材の内周に挿入した軸部材との間の相対回転により、軸受隙間に生じた流体(潤滑流体)の動圧作用で圧力を発生させ、この圧力で軸部材を非接触支持する軸受装置である。この動圧軸受装置は、高速回転、高回転精度、低騒音等の特徴を備えるものであり、近年ではその特徴を活かして、情報機器、例えばHDD、FDD等の磁気ディスク装置、CD−ROM、CD−R/RW、DVD−ROM/RAM等の光ディスク装置、MD、MO等に代表される光磁気ディスク装置などのスピンドルモータ用の軸受、レーザービームプリンタ(LBP)のポリゴンスキャナモータ用の軸受、あるいは電気機器、例えばプロジェクタのカラーホイール、軸流ファンなどの小型モータ用の軸受として、その用途を拡大しつつある。
この種の動圧軸受装置では、動圧発生部として、例えば軸部材の外周面に動圧を発生するための溝(動圧溝)がヘリングボーン形状やスパイラル形状等に配列した状態で形成される。この特殊かつ複雑な形状の動圧発生部を精度良く形成するための方法として、以下に述べる方法が知られている。
(1)軸部材の素材表面にマスキングのための皮膜を形成し、レーザー光により前記皮膜の動圧溝に対応する部分を除去した後、エッチング処理、皮膜除去作業を経て動圧溝を形成する(例えば、特許文献1参照)。
(2)動圧溝形状に対応する印刷型を、軸部材の素材外周面と接触させながら軸部材の回転に応じて移動させることにより、軸部材の素材外周に動圧溝以外の部分を耐食インク(紫外線硬化インク)で印刷すると共に、軸部材の印刷型との接触部以外の位置に光線を照射してインクを硬化させる。その後、非印刷部のエッチング処理、印刷部の除去作業を行い、動圧溝を形成する(例えば、特許文献2参照)。
特開2001−200400号公報
特公昭62−49351号公報
上記(1)の動圧発生部形成方法によれば、有機バインダ(インク)からなる皮膜層を動圧発生部形成領域全面にわたって形成した後、レーザー光による動圧溝形成のための皮膜除去(パターニング)が必要となるため、インク使用量と形成工程が増加し、かつレーザー光照射設備が必要となるため、高コスト化するとともに高額投資が必要となる。
一方、上記(2)の方法によれば、印刷型が軸部材の外周面と接触して移動するため、接触部での摩耗が生じやすく、量産時には印刷型の摩耗や変形等による印刷精度の低下が懸念される。さらにインク供給装置から供給された耐食インクは、印刷型を経て軸部材の外周面に到達し、さらにスキージにより圧迫されて軸部材外周面に定着するから、溝形成に関与しない余分な耐食インクが必要であり、高価な耐食インクの使用量が増して不経済である。また、インクを硬化させるための光線照射装置が必要である。従って、動圧溝および素材形状に対応した印刷型が必要となるため、近年の多種多様な要求性能に対応しづらいだけでなく、成形装置の低コスト化が困難である。
本発明の課題は、容易かつ低コストに動圧発生部を形成することである。
上記課題を解決するため、本発明では、素材の表面に軸受隙間に動圧作用を発生させるための動圧発生部を形成するに際し、素材表面に微量インクを供給して、該微量インクの集合体で動圧発生部の形状に対応したマスキングパターンを形成する第1工程と、非マスク部の素材表面を処理する第2工程と、マスキングパターンの除去を、熱エネルギーにより行う第3工程とを経て形成されることを特徴とする動圧発生部の形成方法を提供する。
ここで「動圧発生部」は、軸受隙間に流体の動圧作用で圧力を発生させることができるのものであれば特にその形態は問わず、例えば複数の溝(ヘリングボーン溝、スパイラル状溝の何れでもよい。)と、各溝の間にあってこれを区画形成する凸状の区画部とからなるもの、あるいは、軸受隙間を円周方向の一方または双方にくさび状に縮小させる複数の円弧面からなるもの等が含まれる。
第1工程では、微量インクを供給してマスキングパターンが形成される。微量インクの供給方法は特に問わず、例えば被膜表面にインクを細孔ノズルから着弾または滴下する、いわゆるインクジェット法を代表例として挙げることができる。この他、ノズルではなく、インク液面からインク液滴を飛ばすノズルレスタイプのインクジェット法(ノズルレスインクジェット法)、電気泳動を利用してインクを誘導する方法、マイクロピペットを介してインクを液滴の状態ではなく連続的に吐出する方法、あるいは定着面までの距離を短縮しインクを吐出と同時に定着面に着弾させる方法も使用することができる。
以上に例示した微量インクの供給方法では、微量インクの供給量が精密に制御可能であるから、動圧発生部の形状パターンを予めプログラミングし、そのプログラムに沿ってインクの供給部(例えば、ノズル)の位置およびインクの供給・停止を制御することにより、任意かつ高精度の形状パターンを印刷することができ、しかも、形状パターンの各部を任意の厚さに形成することができる。従って、硬化したインク自体で必要なマスキングパターンの形状を確保することができる。
また、微量インクは、素材に対して非接触の状態でインク供給部から供給されるため、高精度の印刷が可能となる一方、従来方法で問題となる接触部での摩耗による精度低下を回避することができる。また、印刷型にインクを余分に供給してから、スキージにより余分なインクを除去する必要がなく、必要箇所のみにインクが使用されるので、インクはマスキングパターンの形成に関与するだけの使用量で足り、インクの使用量を削減することができる。さらに印刷型は不要で、かつ軸部材の回転に応じて印刷型を移動させる機構も不要となるので、成形装置を簡略化できる。
マスキングパターンを形成するインクには、種々のエネルギー付加により硬化するものを使用することができるが、コスト面や作業環境等を考慮すると、溶媒を一切含まず、素材表面に着弾した後、急速に自然硬化させることができるインク、例えばホットメルトインクが好ましい。この他のインク、例えば紫外線硬化インクを用いた場合、インクを硬化させるためには紫外線照射装置等の硬化装置を別途設ける必要がある為、装置の高額化を招く。一方、本発明のようにホットメルトインクを用いると、常温下へ吐出されると急速に自然硬化するため、硬化装置は不要となる。従って、マスキングパターンの形成装置を簡略化して低コスト化を図ることができる。このホットメルトインクは、硬化速度が非常に早いため、サイクルタイムを短縮し、マスキングパターンの形成に係るコストの低減を図ることができる。なお、「ホットメルトインク」は、当該インクを指すものとして「ソリッドインク」なる呼称が使用される場合もある。
上記の第2工程は、例えば、素材表面を除去する第1の手段と、素材表面をめっきする第2手段とに分類することができる。
第1の手段において、非マスク部の素材表面を除去する加工方法としては、例えばエッチング、マイクロブラスト、レーザー加工、放電加工、超音波加工、切削加工等が挙げられる。この中でもコスト面や加工精度を考慮すると、化学エッチングや電解エッチング等のエッチングが好ましい。
第2の手段において、非マスク部の素材表面をめっき処理する方法としては、素材の材質や、求められる軸受性能に応じて、電気ニッケルめっき、無電解ニッケルめっき、硬質クロムめっき、亜鉛めっき、亜鉛−鉄、亜鉛−ニッケル合金めっき等の公知のめっき方法を選択することができる。さらにこれらめっき層の耐食性向上のための後処理として、クロム酸浸漬処理(クロメート処理)を施すこともできる。
上述の処理を施した後、マスキングパターンを除去する第3工程を経て所定形状の動圧発生部が形成される。このとき、マスキングパターンが、従来のように紫外線硬化インクで形成されていると、マスキングパターンを除去するためには有機溶媒等が必要であるため高コスト化すると共に環境負荷も増大する。また、マスキングを完全に除去するためには、ワイピング等を別途行う必要があるため工程が増加し、高コスト化を招く。一方、本発明のようにホットメルトインクで形成されていれば、除去時には熱エネルギーを付加するだけでマスキングパターンを完全に溶融・除去できるため、除去作業を容易かつ低コストに行うことができる。
なお、マスキングパターンを除去するに際しては、素材を加熱することで、間接的にマスキングパターンを昇温させ、溶融・除去する他、マスキングパターン自体を直接加熱し溶融・除去することができる。なお、ホットメルトは、一般的な樹脂組成物と比較して、非常に低温領域で溶融するため、熱エネルギーの付与も少量で足りる。以上のことから、マスキングパターンの形成時および除去時の双方において、ホットメルトインクを用いることで低コスト化を図ることができる。
以上に述べた動圧発生部の形成方法は、動圧発生部が形成される軸受面を有する部材であれば、その表面が曲面又は平面であるかを問わず適用することができ、例えば、軸部材の外周面および端面等に動圧発生部を形成する際に用いることができる。
以上より、本発明によれば、容易かつ低コストに動圧発生部を形成することができる。
以下、本発明方法の実施形態を図面に基づいて説明する。
本発明方法は、素材表面にマスキングパターンを形成する第1工程と、非マスク部の素材表面を処理する第2工程と、マスキングパターンを除去する第3工程とからなる。第2工程は、主に非マスク部を除去する第1手段と、非マスク部をめっきする第2手段とに大別され、第2工程では、第1手段又は第2手段の何れか一方が選択使用される。
図1は、素材表面にマスキングパターンを形成する第1工程を示すもので、ここでは軸部材2(図6参照)を構成する軸部2aの素材2a’の外周面2a1にインクを供給してマスキングパターンを形成する工程の概要を示すものである。この第1工程では、インクを素材2a’とは非接触の状態でノズルから着弾あるいは滴下させてパターン成形を行う、いわゆるインクジェット法を用いてマスキングパターンが形成される。
素材2a’はステンレス鋼等の金属材料で形成される。図示のように、この印刷工程は、回転駆動される素材2a’の外周面2a1に対向させた一又は複数のノズルヘッド10と、素材2a’の両端を支持し回転駆動させる保持部13とを主要な構成要素とする。保持部13の少なくとも一方にはモータ等からなる回転駆動部14が設けられている。ノズルヘッド10には、インク12の微小液滴を吐出する複数のノズル11が軸方向に配設されている。
インク12としては、ホットメルトインクが使用される。ホットメルトインクとは、別名ソリッドインクとも称されるもので、溶剤等を含まず、融点以上の温度領域では低粘度の液状をなす一方で、一般的な常温作業環境下におかれると急速に硬化し、適当な機械的強度を有すものである。
インク12は、ワックスと称される化合物を主原料とし、上記のような特性を有するものに調製される。ワックスとしては、ステアリン酸やベヘン酸、またはパルミチン酸等に代表される直鎖型の高級脂肪酸からなる脂肪酸系ワックス、リグノセリン酸ドトリアコンシル等を主成分とするカルナウバワックスに代表されるエステル系ワックス、N・ステアリルステアリン酸アミド、N,N・エチレンビスオレイン酸アミド等に代表される脂肪酸アミド系ワックス、あるいは、キャンデリラワックスやパラフィンワックス等に代表される炭化水素系ワックス等が使用可能である。なお、上記のワックスには、溶融時の低粘度化を図るための粘度調整剤の他、接着性向上のための接着性付与材、可撓性付与のための可塑剤、あるいは熱安定性を付与するための酸化防止剤等の添加剤が必要に応じて適宜添加される。
以上の構成において、素材2a’を保持部13にて両端支持しつつ、回転駆動部14の駆動により回転させながら、ノズルヘッド10を軸方向に往復スライドさせる。インク12は、インクタンク15内で溶融状態で管理され、インク供給管16を介してノズルヘッド10に供給された後、各ノズル11から微小液滴となって間欠的に吐出される。そして、インク12の微小液滴が素材2a’の外周面2a1の所定位置に着弾するとインクの熱が奪われ、急速に硬化を始める。この微小液滴が硬化し、多数集合することで、素材2a’の外周面2a1に印刷された領域(マスキング)1aを形成し、このマスキング1aと印刷されていない領域、すなわち非マスク部1bとでマスキングパターン1を形成する。マスキングパターン1の印刷と硬化は軸部材2の回転に伴って徐々に円周方向に進行する形で行われる。印刷したマスキングパターン1は、図3(a)に示すように、素材表面から盛り上がったマスキング1aと非マスク部1bとで凹凸断面を形成している。なお、マスキング1aの接着性向上のため、素材2a’の表面には印刷工程への投入前に、予め粗面加工等を施しておくことが好ましい。
最初に印刷された部分が1回転してノズルヘッド11の対向領域に達したところで、ノズルヘッド11からのインクの吐出を止める。その後、さらに素材2a’を回転させ自然硬化させる。そして、インクを全て硬化させた後、回転駆動部14を停止させて素材2a’を保持部13から取り外す。
この印刷の際には、ノズルヘッド10を軸方向にスライドさせる他、固定位置に配置してもよい。また、図示例では、一つのノズルヘッド10を使用する場合を例示しているが、これを軸方向あるいは円周方向の複数箇所に配置することもできる。さらには素材を1回転させる間に全周のマスキングパターン1を印刷する他、素材2a’をこれ以上の回転数、例えば2〜数十回転させて、素材2a’の全周にマスキングパターン1を形成することもできる。また、図2に示すように、複数の素材2a’を直列に結合し、これらを同時回転させながら一または複数のノズルヘッド10を軸方向にスライドさせて各素材2a’にマスキングパターン1を印刷することもできる。この場合、素材2a’同士の同軸度の確保は、例えば一方の軸端に設けた凸部2a2を他方に設けた凹部に嵌合させることにより行うことができる。
以上に示したように、インクジェット法によれば、予めプログラミングしておくことで、インク12の微小液滴の吐出を制御し、印刷後のインク膜厚およびマスキングパターンの形状を精度良く管理することができる。よって従来のように、パターン形成領域全面にわたりマスキング層を形成する場合と比較すると、インク12はマスキングパターンの形成に関与するだけの使用量で足り、さらにレーザー等を用いるマスキングパターン形成工程が不要となり、印刷したマスキングパターン1をそのまま利用して、エッチングやめっき処理等を行う次工程に移ることができる。また本実施形態においては、マスキングパターンを形成するインクをホットメルトインクとしており、常温の製造環境下であれば、別途インクの硬化装置を設けなくとも吐出後自然硬化するため、インクの硬化装置を省略することができる。したがって、形成装置を簡素化し、さらにはインク使用量を低減し、製造コストを低減することができる。
さらに、インクジェット法では、従来の印刷機のように印刷型と軸部材2との接触部を持たないから、接触部での摩耗による印刷精度の低下を回避することができ、量産時にも安定してマスキングパターン精度を確保することができる。さらに印刷型や印刷型を保持するための印刷用スクリーン等が不要であり、かつ軸部材2の回転に応じて印刷型を移動させる機構も不要となるので、形成装置の構造をより簡素化し、形成装置の費用を抑えることができる。また、インク12はマスキングパターン1の形成に関与するだけの使用量で足りるので、スキージを必要とする従来装置に比べ、インク12の使用量を低減して低コスト化を図ることができる。
以上の説明では、マスキングパターン1の形成に際し、素材2a’を回転駆動しているが、素材2a’を固定し、ノズルヘッド10を素材2a’周りで回転駆動してもよい。
上記第1工程でのマスキングパターンの形成後、素材2a’は第2工程に移送される。上記のとおり第2工程は第1手段と第2手段に大別されるが、まず第1手段を例に挙げて説明する。
図3(b)に示すように、第1手段による第2工程では、外周面2a1の非マスク部1bの表面が規定の深さ分だけ除去される。非マスク部1bの表面除去方法としては、エッチング、マイクロブラスト、レーザー加工、放電加工、超音波加工、切削加工等が挙げられる。これらの中で、高精度に非マスク部1bを加工(除去)する方法としては、エッチングが好ましい。エッチングの具体例としては、化学エッチング、電解エッチング等が挙げられるが、高速かつ高精度に加工でき、環境負荷も小さい電解エッチングが最も好ましい。
この工程で外周面2a1上に形成されたマスキング1a以外の非マスク部1bが、その外周面2a1からほぼ等速で除去されていく。非マスク部1bの除去が進行し、規定の深さになると、除去作業が完了し動圧溝Abが形成される。
最後に、素材2a’を第3工程に移送し、マスキング1aを除去することで、図3(c)に示すように、動圧溝Abと、動圧溝Abを区画形成する部分(区画部)Aaからなる動圧溝パターンが形成される。マスキング1aはホットメルトインクで形成されていることから、マスキング1aの除去は、熱エネルギーを付与し、融点まで昇温させることで行うことができる。熱エネルギーは、マスキング1aに直接付与する他、素材2a’に付与し、間接的にマスキング1aに付与することもできる。なお、マスキング1aを従来のように紫外線硬化樹脂からなるインクで形成する場合、有機溶媒等の使用が不可欠であると共に、完全に除去するためには、これに加えてワイピング等を行う必要があり工程数が増加していた。一方、本発明では、熱エネルギーを付与するのみでマスキング1aを完全に除去することができるため、除去工程を容易にし、製造コストの低減を図ることができる。また、ホットメルトインクは、溶融・除去に伴う有害物質の発生がなく、有機溶媒を用いる従来方法と比べて環境負荷を低減できると共に、作業環境を改善することもできる。
以上の第1手段の説明では、非マスク部1bの表面を除去して動圧溝パターンを形成する第1手段を説明したが、これ以外にも以下に示すような、第2手段を使用することもできる。
第2手段では、図4(a)に示すように、上記第1工程で素材2a’の外周面2a1にマスキング1aと非マスク部1bとからなるマスキングパターン1を形成した後、図4(b)に示すように、素材2a’にめっき処理が施される。めっき方法としては、電気ニッケルめっき、無電解ニッケルめっき、硬質クロムめっき、亜鉛めっき、亜鉛−鉄、亜鉛−ニッケル合金めっき等の公知のめっき方法が、素材の材質や、軸受の要求性能等に応じて適宜選択される。これらめっき層の耐食性向上のための後処理として、クロム酸浸漬処理(クロメート処理)を施すこともできる。
これらのめっき処理を行うことで、図4(b)に示すように、マスキング1aの間がめっき17で埋められ、非マスク部1bが、めっき17で被覆される。めっき17の厚さは、規定の動圧溝深さに等しい厚さとする。
次に、素材2a’を第3工程に移送し、第1手段同様マスキング1aに熱エネルギーを付加し、溶融・除去することで、図3(c)に示すように、めっき17が区画部Aa、区画部Aa間のマスキング1aの除去部分が動圧溝Abとなって動圧溝パターンが形成される。
以上と同様の方法で、内周面に動圧発生部を有する軸受スリーブ8(以下、各部材は図6参照。)も製造可能である。この他、同様の工程を経て、例えば軸部材2のフランジ部2b、ハウジング7の底部7c等の端面にスラスト方向の動圧を発生させるための動圧発生部を形成することもでき、以下動圧発生部を形成するための、マスキングパターンの形成工程を詳述する。なお、図1に示すものと同一の構成部材及び同一の効果を発揮する構成については同一記号を付与し重複説明を省略する。
図5は、軸部材2を構成するフランジ部2bの素材2b’の上側端面2b1または下側端面2b2に、インクジェット法を用いてマスキングパターンを形成する印刷工程の概要を示すものである。図1では、素材を回転駆動させていたのに対し、本工程では水平移動させることでマスキングパターンを形成する。具体的には、ノズルヘッド10が相対移動される素材2b’の上側端面2b1と対向させて配置されており、素材2b’はコンベア状の移送機18に載置され、この移送機18により相対移動される。このとき、ノズルヘッド10は、素材2b’の相対移動方向と交差するように配置されるが、高精度な印刷を可能にする観点から、所定角度だけ傾けて交差するように配置されるのが望ましい。
素材2b’を移動させながら、ノズル11からインクを吐出することにより、インク12の微小液滴が素材2b’の上側端面2b1の所定位置に着弾する。この微小液滴が多数集合することで、素材2b’の上側端面2b1には、印刷された領域(マスキング)21aが形成され、印刷されていない領域、すなわち非マスク部21bとで、例えばスパイラル形状のマスキングパターン21が形成される(図示省略)。マスキングパターンの印刷及び硬化は素材2b’の移動に伴って徐々に進行する形で行われる。各ノズルからのインクの供給・停止を適宜切り換えながら、素材2b’の上側端面2b1の動圧発生部が形成される全域にマスキングパターン21を形成する。
なお、移送機18に複数の素材2b’を連続供給すれば、マスキングパターン21を印刷・硬化した素材2b’を量産することができる。素材2b’の下側端面2b2にもマスキングパターン21を形成する場合には、図5に示す成形装置の下流にノズルヘッド11を有する下側端面2b2用の成形装置を別途配設し、両成形装置に順次素材2b’を供給すれば良い。この他、図5に示す成形装置を両端面2b1、2b2でのマスキングパターン21の印刷・硬化に共用することもできる。この場合、何れか一方の端面へのマスキングパターン21の印刷・硬化を行った後、素材2b’を反転させて再度図5に示す成形装置に供給し、他方の端面へのマスキングパターンの印刷・硬化を行う。
図示例では、ノズルヘッド10を固定し、素材2b’をスライドさせてマスキングパターンの印刷を行う場合を例示しているが、これとは反対に、素材2b’を静止させた状態でノズルヘッド10を往復スライドさせて印刷してもよい。また、上記のように、素材2b’端面への動圧溝パターンの印刷・硬化を1回で行う他、複数段階に分けて行うこともできる。この場合、一度硬化工程を経たインクは完全に硬化しているので、その後再度印刷しても硬化不十分なインクの重なりによる印刷精度の低下は回避できる。また、図示例では、一つのノズルヘッド10を使用する場合を例示しているが、これを進行方向の複数箇所に配置することもできる。
以上のように、別工程で動圧溝パターンを形成した軸部2aとフランジ部2bを圧入等の方法で一体化することにより図6に示す軸部材2が完成する。この他、軸部2aの素材2a’とフランジ部2bの素材2b’を予め鍛造等で一体成形し、これを図1および図5に示す第1工程の印刷装置に順次供給してそれぞれマスキングパターンを形成した後、第2工程、さらに第3工程を経て軸部材2を形成することもできる。この場合、エッチング処理やめっきを行う第2工程、あるいはマスキングパターンの除去を行う第3工程は、軸部2aとフランジ部2bで同時に行うことができるので、より一層効率的に動圧発生部を形成することができる。
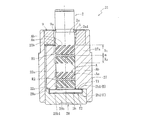
図6は、上記工程を経て製作された軸部材2を組込んだ動圧軸受装置の第1構成例を示している。この動圧軸受装置31は、回転中心に軸部2aを有する軸部材2と、軸部2aをその内周に挿入可能な軸受スリーブ8と、軸受スリーブ8を内周に固定したハウジング7と、ハウジング7の一端開口を封口するシール部材9とを備えている。なお、以下説明の便宜上、シール部材9の側を上側、シール部材9の軸方向反対側を下側として説明を行う。
軸部材2は、軸部2aとその一端に一体または別体に設けられたフランジ部2bとで構成される。軸部2aの外周面2a1には、動圧発生部として、例えば、ヘリングボーン形状に配列された動圧溝Abと、動圧溝Abを区画形成する区画部Aaとを含むラジアル軸受面Aが軸方向に離隔して形成される。上側のラジアル軸受面Aでは、動圧溝Abが軸方向中心mに対して軸方向非対称に形成されており、軸方向中心mより上側領域の軸方向寸法X1が下側領域の軸方向寸法X2よりも大きくなっている。そのため、軸部材2の回転時、動圧溝Abによる潤滑油の引き込み力(ポンピング力)は下側の対称形のラジアル軸受面Aに比べ上側のラジアル軸受面で相対的に大きくなる。
軸受スリーブ8は、例えば、黄銅やアルミ(アルミ合金)等の軟質金属材料、あるいは、焼結金属材料で円筒状に形成される。軸受スリーブ8の内周面8aは、平滑な円筒面として形成されている。軸受スリーブ8の下側端面8bの一部環状領域には、図示は省略するが、例えばスパイラル形状に配列した複数の動圧溝と、動圧溝を区画形成する区画部とを含む第1スラスト軸受面Bが形成されている。なお、動圧溝の形状としては、上記の他ヘリングボーン形状等を採用しても良い。
ハウジング7は、略円筒状の側部7bと、側部7bの一端開口を封口する略円盤状の底部7cとで構成されている。側部7bと底部7cは、例えば、ステンレス鋼や黄銅等の金属材料、あるいは樹脂材料で一体又は別体に形成される。この実施形態で側部7bと底部7cとは金属材料で別体として形成され、底部7cは側部7bの下端部に接着、圧入、レーザ溶接等の適宜の手段で固定されている。底部7cの上側端面7c1の一部環状領域には、図示は省略するが、例えばスパイラル形状に配列した複数の動圧溝と、動圧溝を区画形成する区画部とを含む第2スラスト軸受面Cが形成されている。なお、側部7bと底部7cとを金属材料や樹脂材料で一体に型成形することもできる。その際、上側端面7c1に設けられる動圧溝は、側部7bおよび底部7cからなるハウジング7の成形と同時に型成形することができ、これにより別途底部7cに動圧溝を成形する手間を省くことができる。なお、動圧溝の形状としては、上記の他ヘリングボーン形状等を採用しても良い。
ハウジング7の開口部7aの内周には、金属材料あるいは樹脂材料で形成された環状のシール部材9が圧入、接着等の手段で固定されている。シール部材9の内周面9aは、軸方向上方に向かって漸次拡径するテーパ状をなし、軸部2aの外周面と所定容積のシール空間Sを介して対向する。また、シール部材9の下側端面9bは軸受スリーブ8の上側端面8cと当接している。動圧軸受装置の組立後、シール部材9で密封された動圧軸受装置31の内部空間には、流体として例えば潤滑油が充満され、この状態では、潤滑油の油面はシール空間Sの範囲内に維持される。なお、部品点数の削減および組立工数の削減のため、シール部材9をハウジング7と一体形成することもできる。あるいは、シール部材9を削除して、軸受スリーブ8の内周面8aの上端部側領域をラジアル軸受面となる領域よりもわずかに大径に形成し、この大径に形成した領域の内径側に所定容積のシール空間が形成されるようにしても良い。
上記構成の動圧軸受装置31において、軸部材2が回転すると、軸部2aの外周面2a1に離隔形成されたラジアル軸受面Aは、それぞれ軸受スリーブ8の内周面8aとラジアル軸受隙間を介して対向する。軸部材2の回転に伴い、各ラジアル軸受隙間に満たされた潤滑油が動圧作用を発生し、その圧力によって軸部材2がラジアル方向に回転自在に非接触支持される。これにより、軸部材2をラジアル方向に回転自在に非接触支持する第1のラジアル軸受部R1と第2のラジアル軸受部R2とが形成される。
また、フランジ部2bの上側端面2b1に形成された第1スラスト軸受面Bは、第1スラスト軸受隙間を介して軸受スリーブ8の下側端面8bと対向し、フランジ部2bの下側端面2b2に形成された第2スラスト軸受面Cは、第2スラスト軸受隙間を介して底部7cの上側端面7c1と対向する。軸部材2の回転に伴い、両スラスト軸受隙間に満たされた潤滑油が動圧作用を発生し、その圧力によって軸部材2がスラスト方向に回転自在に非接触支持される。これにより、軸部材2をスラスト両方向に回転自在に非接触支持する第1のスラスト軸受部T1および第2のスラスト軸受部T2が形成される。
なお、この動圧軸受装置31では、軸部材2の回転中は潤滑油がハウジング7の底側に押し込まれるため、このままではスラスト軸受部T1、T2のスラスト隙間での圧力が極端に高まり、これに起因して潤滑油中での気泡の発生や潤滑油の漏れ、あるいは振動の発生が懸念される。この場合、軸受スリーブ8の外周面8d及びシール部材9の下側端面9bにスラスト軸受隙間(特に第1スラスト軸受部T1のスラスト軸受隙間)とシール空間Sを連通する循環路22a、22bを設ければ、この循環路22a、22bを通って潤滑油がスラスト軸受隙間とシール空間Sとの間で流動するため、かかる圧力差が早期に解消され、上記の弊害を防止することができる。図4では一例として、循環路22aを軸受スリーブ8の外周面8dに形成する場合、および循環路22bをシール部材9の下側端面9bに形成する場合を例示しているが、循環路22aをハウジング7の内周面に、循環路22bを軸受部材8の上側端面8cに形成することもできる。
本発明の実施形態は上記のものに限らず、他の形態の動圧軸受装置にも好ましく用いることができる。以下図5〜図7に基づき説明を行うが、図4に示す実施形態と同一の構成部材および要素には、同一記号を付与し、重複説明を省略する。なお、以下説明する何れの実施形態においても、軸部材2の軸部2aの外周面2a1に上記インクジェット法によって動圧発生部を有するラジアル軸受面Aが形成されている。
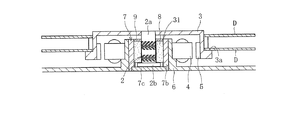
図7は、動圧軸受装置31の他の実施形態を示すものである。動圧軸受装置31とは、主に、シール空間Sがハウジング7の外径側に形成されている点、および第2のスラスト軸受部T2がハウジング7の上側端面7b1とディスクハブ3を構成するプレート部3aの下側端面3a1との間に形成されている点が図6に示す実施形態と異なる。
図8は、動圧軸受装置31の他の実施形態を示すものである。この動圧軸受装置31では、主に軸受スリーブ8とハウジング7とを一体化して軸受部材27を構成した点、および蓋部材28の外周に上方に突出する円筒部28aを設け、この円筒部28aを、軸受部材27のうち、軸受スリーブ8に相当するスリーブ部27aの端面27a1に当接させた点で図4に示す動圧軸受装置31と異なる。この実施形態では、部品点数の削減および組立工数の削減を図ることができるため、より一層の低コスト化を図ることができる。
図9は、動圧軸受装置31の他の実施形態を示すものである。この動圧軸受装置31のスラスト軸受部Tは、ハウジング7の開口部側に位置し、一方のスラスト方向で軸部材2を軸受スリーブ8に対して非接触支持する。軸部材2の下端よりも上方にフランジ部2bが設けられ、このフランジ部2bの下側端面2b2と軸受スリーブ8の上側端面8cとの間にスラスト軸受部Tが形成される。ハウジング7の開口部内周にはシール部材9が装着され、シール部材9の内周面9aと軸部材2の軸部2aの外周面2a1との間にシール空間Sが形成される。シール部材9の下側端面9bはフランジ部2bの上側端面2b1と軸方向隙間を介して対向しており、軸部材2が上方へ変位した際には、フランジ部2bの上側端面2b1がシール部材9の下側端面9bと係合し、軸部材2の抜け止めがなされる。
ところで、以上に示したラジアル軸受面Aに形成される動圧発生部の形状は一例にすぎず、インクジェット法により印刷可能な形状であれば、これ以外の動圧溝形状(例えばスパイラル形)に対応した動圧溝パターンを動圧発生部として形成することもできる。ラジアル軸受面にはこの他にも、軸方向の動圧溝を円周方向の複数箇所に形成したいわゆるステップ状の動圧発生部、さらには、円周方向に複数の円弧面を形成したいわゆる多円弧状の動圧発生部についても、同様の方法により形成することができる。
また、以上の説明では、ラジアル軸受面Aを軸方向二箇所に離隔して形成する場合を例示しているが、ラジアル軸受面Aの数は任意であり、軸方向の一箇所あるいは三箇所以上にラジアル軸受面Aを形成することもできる。
また、スラスト軸受面には、動圧発生部として、上記のスパイラル形状等に配列された動圧溝を有する動圧発生部の他、例えばステップ状の動圧発生部、いわゆる波型状(ステップ型が波型になったもの)の動圧発生部を形成することもできる。
図10は、以上で説明を行った動圧軸受装置31を組込んだ情報機器用スピンドルモータの一構成例を概念的に示している。この情報機器用スピンドルモータは、HDD等のディスク駆動装置に用いられるもので、動圧軸受装置31と、動圧軸受装置31の軸部材2に取り付けられたディスクハブ3と、例えば半径方向のギャップを介して対向させたステータコイル4およびロータマグネット5と、ブラケット6を備えている。ステータコイル4はブラケット6の外周に取り付けられ、ロータマグネット5は、ディスクハブ3の内周に取り付けられている。ディスクハブ3は、その外周に磁気ディスク等のディスクDを一枚または複数枚保持する。ブラケット6の内周にハウジング7が装着されている。ステータコイル4に通電すると、ステータコイル4とロータマグネット5との間に発生する電磁力でロータマグネット5が回転し、それに伴ってディスクハブ3、軸部材2が回転する。このモータは、高い耐久性と回転精度を兼ね備えるものである。
1 マスキングパターン
1a 印刷領域(マスキング)
1b 非印刷領域(非マスク部)
2 軸部材
2a 軸部
2a’ 素材
2b フランジ部
7 ハウジング
8 軸受スリーブ
10 ノズルヘッド
11 ノズル
12 インク
13 保持部
15 インクタンク
17 めっき
31 動圧軸受装置
Aa 区画部
Ab 動圧溝
R1、R2 ラジアル軸受部
T、T1、T2 スラスト軸受部
1a 印刷領域(マスキング)
1b 非印刷領域(非マスク部)
2 軸部材
2a 軸部
2a’ 素材
2b フランジ部
7 ハウジング
8 軸受スリーブ
10 ノズルヘッド
11 ノズル
12 インク
13 保持部
15 インクタンク
17 めっき
31 動圧軸受装置
Aa 区画部
Ab 動圧溝
R1、R2 ラジアル軸受部
T、T1、T2 スラスト軸受部
Claims (5)
- 素材表面に、軸受隙間に動圧作用を発生させるための動圧発生部を形成するに際し、
素材表面に微量インクを供給して、該微量インクの集合体で動圧発生部の形状に対応したマスキングパターンを形成する第1工程と、
非マスク部の素材表面を処理する第2工程と、
マスキングパターンの除去を、熱エネルギーにより行う第3工程とを経て形成されることを特徴とする動圧発生部の形成方法。 - 第2工程が、素材表面を除去する工程であることを特徴とする請求項1記載の動圧発生部の形成方法。
- 第2工程が、素材表面をめっきする工程であることを特徴とする請求項1記載の動圧発生部の形成方法。
- マスキングパターンは、素材表面にインクをノズルから着弾あるいは滴下して形成されたものであることを特徴とする、請求項1〜3何れか記載の動圧発生部の形成方法。
- インクが、ホットメルトインクであることを特徴とする、請求項1〜4何れか記載の動圧発生部の形成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005020045A JP2006207681A (ja) | 2005-01-27 | 2005-01-27 | 動圧発生部の形成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005020045A JP2006207681A (ja) | 2005-01-27 | 2005-01-27 | 動圧発生部の形成方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006207681A true JP2006207681A (ja) | 2006-08-10 |
Family
ID=36964778
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005020045A Withdrawn JP2006207681A (ja) | 2005-01-27 | 2005-01-27 | 動圧発生部の形成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006207681A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014025142A (ja) * | 2012-06-19 | 2014-02-06 | Je International Corp | マスキング剤および表面処理基材の製造方法 |
| KR101567783B1 (ko) | 2008-07-31 | 2015-11-11 | 롬 앤드 하스 일렉트로닉 머트어리얼즈 엘엘씨 | 백그라운드 도금을 방지하는 방법 |
-
2005
- 2005-01-27 JP JP2005020045A patent/JP2006207681A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101567783B1 (ko) | 2008-07-31 | 2015-11-11 | 롬 앤드 하스 일렉트로닉 머트어리얼즈 엘엘씨 | 백그라운드 도금을 방지하는 방법 |
| JP2014025142A (ja) * | 2012-06-19 | 2014-02-06 | Je International Corp | マスキング剤および表面処理基材の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006283915A (ja) | 流体軸受装置 | |
| JP2003239974A (ja) | 動圧軸受装置及びその製造方法 | |
| JP2006207681A (ja) | 動圧発生部の形成方法 | |
| US20080203838A1 (en) | Dynamic Bearing Device | |
| JP2007002966A (ja) | 流体軸受装置 | |
| WO2005101985A2 (ja) | 動圧発生部の成形方法および動圧軸受装置 | |
| JP2006105332A (ja) | 動圧軸受装置 | |
| JP2006214541A (ja) | 動圧軸受装置 | |
| JP2006226365A (ja) | 動圧軸受装置 | |
| JP4790586B2 (ja) | 流体軸受装置及びその製造方法 | |
| JP4794964B2 (ja) | 軸受装置及びこれを備えたモータ | |
| JP2006177414A (ja) | 動圧発生部の成形方法 | |
| US20080217803A1 (en) | Method of Molding a Hydrodynamic Pressure Producuing Part | |
| JP2006220279A (ja) | 動圧軸受装置 | |
| JP2006207682A (ja) | 動圧軸受装置およびその製造方法 | |
| JP2006118608A (ja) | 動圧発生部の形成方法 | |
| JP2007100950A (ja) | 流体軸受装置 | |
| JP2006200667A (ja) | 動圧軸受装置 | |
| WO2006033330A1 (ja) | 動圧軸受装置用軸部材、動圧発生部の形成方法、並びに流体軸受装置 | |
| JP2006226520A (ja) | 動圧軸受装置 | |
| WO2006038444A1 (ja) | 動圧軸受装置 | |
| JP2008200734A (ja) | スリーブ製造方法、動圧軸受装置及びスリーブ製造装置 | |
| JP4519718B2 (ja) | 軸受部材およびその製造方法 | |
| JP2007255656A (ja) | 動圧発生部の形成方法 | |
| JP2006214572A (ja) | 動圧発生部の形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20080401 |