JP2006022366A - 段付穴の成形方法及びその方法で成形して製造された段付穴を有する焼結部品 - Google Patents
段付穴の成形方法及びその方法で成形して製造された段付穴を有する焼結部品 Download PDFInfo
- Publication number
- JP2006022366A JP2006022366A JP2004200413A JP2004200413A JP2006022366A JP 2006022366 A JP2006022366 A JP 2006022366A JP 2004200413 A JP2004200413 A JP 2004200413A JP 2004200413 A JP2004200413 A JP 2004200413A JP 2006022366 A JP2006022366 A JP 2006022366A
- Authority
- JP
- Japan
- Prior art keywords
- stepped
- core
- stepped hole
- hole
- compacting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Powder Metallurgy (AREA)
Abstract
【課題】上側が大径、下側が小径となる段付穴を、その穴の段部に欠陥を生じさせずに粉末成形時にコアで成形して付与することができる段付穴の成形方法を提供する。
【解決手段】粉末成形装置のダイ11に上方から段付コア5を挿入し、その段付コア5として大径部5aと小径部5bとの間の段部が下細りのテーパ面5cで形成されたコアを使用し、焼結部品製造時の原料圧粉成形工程において、段付コア5で成形体に上側が大径、下側が小径の段付穴をコアで成形して付与するようにした。
【選択図】図2
【解決手段】粉末成形装置のダイ11に上方から段付コア5を挿入し、その段付コア5として大径部5aと小径部5bとの間の段部が下細りのテーパ面5cで形成されたコアを使用し、焼結部品製造時の原料圧粉成形工程において、段付コア5で成形体に上側が大径、下側が小径の段付穴をコアで成形して付与するようにした。
【選択図】図2
Description
この発明は、粉末成形装置のダイに上方から段付コアを挿入し、その段付コアで原料粉末の圧粉時に成形体に健全な段付穴を付与することを可能ならしめる段付穴の成形方法と、その方法で成形して製造された段付穴を有する焼結部品に関する。
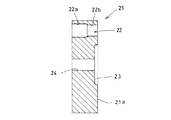
既知の焼結部品の中に、図5に示すようなものがある。例示の焼結部品21は、動力伝達系に使用されるものであって段付ピン(図示せず)を組み込む段付穴22を有している。また、一端に凹部23を、中心に軸穴24を、それぞれ有している。なお、段付穴22は、凹部23を設置する側、即ち端面21a側が小径の穴になっている。
焼結部品製造時の原料の圧粉成形工程では、一般にコアを下側からダイ内部に取付け、そのコアで部品に設ける穴を成形する方法が採られ、この場合には、成形後のコアの引き抜きを可能ならしめるために段付穴22を成形するときに上になる側が小径、下になる側が大径となる向きにする必要がある。
しかしながら、焼結部品21の一端面21aに図示の如き凹部23や溝を備える場合には、得られる成形体の密度の均一化を図るために端面21aを下にし、軸方向相対位置を調整できる分割下パンチで端面21aと凹部23をそれぞれに成形する必要があり、その制約のために、段付穴22を、図6に示すように、上になる側が大径、下になる側が小径となる穴にしなければならないケースが生じてくる。
その上側が大径、下側が小径の段付穴22は、焼結後の部品に機械加工して設けることもできるが、機械加工した穴に比べると段付コアで成形加工した穴の方が生産性に優れ、コストも安くつく。
上側が大径、下側が小径の段付穴を粉末成形時に段付コアで成形して設ける場合には、脱型時のコアの引き抜きのために段付コアをダイに上から挿入する必要がある。
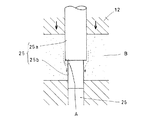
図5の焼結部品21などに設ける段付穴22は、図6に示すように、大径部22aと小径部22bの段部Aのコーナが直角になった穴にしている。その段付穴22を図7に示すような形状の段付コア25とこれに突き合わせるダミーコア26を用いて成形すると、上パンチ12に加圧された原料粉末Bが図7に点線の矢線で示すように段付コア25の段部に沿わずに流動し、段部Aのコーナに原料粉末が十分に流れ込まない。そのために段付穴22の段部Aのコーナの成形密度が低くなってその部分が欠けやすくなる。
かかる不具合があるため、凹部や溝が形成される側の端面を下にしたときに上側が大径、下側が小径となる段付穴は、生産性やコスト面で不利になることはわかっていても機械加工せざるを得ないのが実情であった。
そこで、この発明は、粉末成形時に下側を小径にした段付コアをダイに上側から挿入してそのコアで上側が大径、下側が小径の段付穴をその穴の段部に強度面での欠陥を生じさせずに成形することを可能にした段付穴の成形方法と、その方法で成形して製造した段付穴を有する焼結部品を提供することを課題としている。
上記の課題を解決するため、この発明においては、粉末成形用のダイに粉末を投入して圧縮成形する原料圧粉成形工程において、ダイに上方から段付コアを挿入し、前記段付コアで成形体に上側が大径、下側が小径の段付穴を付与する段付穴の成形方法であって、前記段付コアとして上側の大径部と下側の小径部との間の段部が下細りのテーパ面で形成されたコアを使用することを特徴とする段付穴の成形方法を提供する。
この方法で使用する段付コアは、段部のテーパ面の勾配を20°〜60°に設定したものが好ましい。
この発明においては、かかる方法で段付穴を成形して製造された焼結部品も併せて提供する。その焼結部品は、段付コアで成形された軸方向の段付穴を有しており、その段付穴の大径部と小径部との間の段部がテーパ穴で形成されており、この段付穴の小径部が設置される側の部品の端面に分割下パンチで成形された凹部を有している。
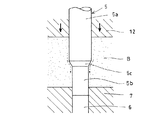
図3に示すように、上側の大径部5aと下側の小径部5bとの間の段部がテーパ面5cで形成された段付コア5を使用すると、上パンチ12に加圧された原料粉末Bが段付コア5の表面に沿って流動し、穴面の全域に原料粉末Bが平均的に流れて成形される段付穴2に脆弱な部分ができない。従って、下側が小径の段付穴を金型(コア)で成形して付与することが可能になり、段付穴を有する焼結部品の生産性の向上とコスト低減が可能になる。
なお、コアの段部のテーパの勾配は、下限を20°程度に止めると段部の軸方向寸法が必要以上に長くなるのを防止することができる。また、その勾配の上限を60°程度にすると原料粉末のスムーズな流動が起こって発明の効果が確実に発揮される。
この方法で形成された段付穴を有する焼結部品は、生産性に優れ、コストも低減される。また、段付穴の段部が欠け難く、信頼性も十分に確保される。
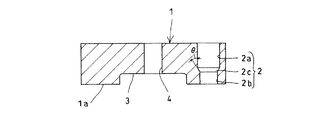
以下、この発明の実施の形態を添付図面の図1及び図2に基づいて説明する。図1の1は焼結部品であって、この焼結部品1に段付穴2が設けられている。焼結部品1は、片方の端面1aに凹部3を設けており、この凹部3を有する側を下にして粉末成形装置による成形を行い、得られた成形体を焼結して作られる。4は焼結部品1の中心に設けた軸穴であり、この軸穴4も粉末成形時に成形して付与される。
段付穴2は、焼結部品1を凹部3のある側が下となる向きにしたときに大径部2aが上側に、小径部2bが下側に配置される穴にしており、この段付穴2の大径部2aと小径部2bの間の段部は下細りのテーパ穴2cで構成されている。そのテーパ穴2cのテーパの勾配θは、20°〜60°の範囲にある。
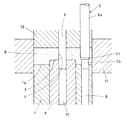
かかる焼結部品1は、図2に示すような粉末成形装置を用いて成形される。図2の粉末成形装置は、段付穴2を成形する段付コア5、その段付コア5の下部に突き合わせるダミーコア6、焼結部品1の下面(端面1a)を成形する第1下パンチ7(固定パンチ)、凹部3を成形する第2下パンチ8(可動パンチ)、軸穴4を成形するコア9、そのコア9の下部に突き合わせるダミーコア10、ダイ11及び上パンチ12からなる金型を備えている。
段付コア5は、大径部5aの下側にテーパ面5cを介して小径部5bを連設したものを使用している。この段付コア5は、上パンチ12に上下方向相対移動可能に貫通させており、上パンチ12が上昇しているときに上死点に移動させたダミーコア6と突き合わせる。このときコア9も上死点に移動させたダミーコア10と突き合わせておく。
その後、ダイ11と他の金型要素との間に作り出されたキャビティに原料粉末Bを投入し、上パンチ12を駆動して原料粉末Bを上下のパンチで加圧する。このとき、上パンチ12に加圧された原料粉末Bは図3に示すようにテーパ面5cに沿って流動し、小径部5bの上端近辺でもその原料粉末が十分に押し固められて穴の段差部も必要強度が確保される。
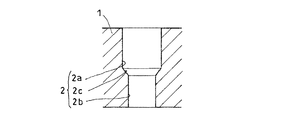
図4に、この発明の方法で成形された段付穴2を示す。この段付穴2は段差部が段付コア5のテーパ面に対応してテーパ穴2cとなるが、段付ピンなどを組み込む穴は、段差部がテーパ穴になっても機能には何ら差し障りがでない。
1、21 焼結部品
2、22 段付穴
2a、22a 大径部
2b、22b 小径部
2c テーパ穴
3、23 凹部
4、24 軸穴
5、25 段付コア
5a 大径部
5b 小径部
5c テーパ面
6、26 ダミーコア
7 第1下パンチ
8 第2下パンチ
9 コア
10 ダミーコア
11 ダイ
12 上パンチ
A 段部
B 原料粉末
2、22 段付穴
2a、22a 大径部
2b、22b 小径部
2c テーパ穴
3、23 凹部
4、24 軸穴
5、25 段付コア
5a 大径部
5b 小径部
5c テーパ面
6、26 ダミーコア
7 第1下パンチ
8 第2下パンチ
9 コア
10 ダミーコア
11 ダイ
12 上パンチ
A 段部
B 原料粉末
Claims (3)
- 粉末成形用のダイに粉末を投入して圧縮成形する原料圧粉成形工程において、ダイに上方から段付コアを挿入し、前記段付コアで成形体に上側が大径、下側が小径の段付穴を付与する段付穴の成形方法であって、前記段付コアとして上側の大径部と下側の小径部との間の段部が下細りのテーパ面で形成されたコアを使用することを特徴とする段付穴の成形方法。
- 前記テーパ面の勾配を20°〜60°に設定した段付コアを使用してそのコアで成形体に段付穴を付与する請求項1に記載の段付穴を有する段付穴の成形方法。
- 段付コアで成形された軸方向の段付穴を有しており、その段付穴の大径部と小径部との間の段部がテーパ穴で形成されており、この段付穴の小径部が設置される側の部品の端面に分割下パンチで成形された凹部が設けられている請求項1又は2に記載の方法で成形して製造された段付穴を有する焼結部品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004200413A JP2006022366A (ja) | 2004-07-07 | 2004-07-07 | 段付穴の成形方法及びその方法で成形して製造された段付穴を有する焼結部品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004200413A JP2006022366A (ja) | 2004-07-07 | 2004-07-07 | 段付穴の成形方法及びその方法で成形して製造された段付穴を有する焼結部品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006022366A true JP2006022366A (ja) | 2006-01-26 |
Family
ID=35795854
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004200413A Pending JP2006022366A (ja) | 2004-07-07 | 2004-07-07 | 段付穴の成形方法及びその方法で成形して製造された段付穴を有する焼結部品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006022366A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019157170A (ja) * | 2018-03-09 | 2019-09-19 | 本田技研工業株式会社 | ギヤの製造方法と圧粉成形装置 |
| JPWO2024034287A1 (ja) * | 2022-08-12 | 2024-02-15 |
-
2004
- 2004-07-07 JP JP2004200413A patent/JP2006022366A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019157170A (ja) * | 2018-03-09 | 2019-09-19 | 本田技研工業株式会社 | ギヤの製造方法と圧粉成形装置 |
| JPWO2024034287A1 (ja) * | 2022-08-12 | 2024-02-15 | ||
| WO2024034287A1 (ja) * | 2022-08-12 | 2024-02-15 | 住友電工焼結合金株式会社 | 金型、及び粉末成形体の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8029724B2 (en) | Method of making a cutting insert with a hole for clamping | |
| WO2018221497A1 (ja) | 切削インサート用圧粉体の粉末成形プレス方法および粉末成形プレス装置 | |
| CN205110784U (zh) | 一种倒角齿轮粉末冶金压制模具 | |
| JP2006022366A (ja) | 段付穴の成形方法及びその方法で成形して製造された段付穴を有する焼結部品 | |
| KR101340672B1 (ko) | 주조용 주형의 정 위치 안내용 코어 어셈블리 및 이를 이용한 목형 | |
| KR20110112814A (ko) | 프레스 툴 | |
| JP6830982B2 (ja) | 2色成形品の製造方法 | |
| CN206122698U (zh) | 砂轮成型模具 | |
| CN210817458U (zh) | 一种粉末冶金动环压制模具 | |
| JP3693496B2 (ja) | 圧粉体の成形方法 | |
| CN213997788U (zh) | 一种粉末成型模具 | |
| JP5862927B2 (ja) | 湾曲板状部品の圧粉体成形金型装置 | |
| JP2002045998A (ja) | プレス成形機 | |
| JP5418942B2 (ja) | 成形用金型、サイジング用金型およびそれを用いた焼結部品の製造方法 | |
| CN115229947B (zh) | 一种cip工艺模具及氧化陶瓷靶材的生产工艺 | |
| CN114289717B (zh) | 一种带有环状槽的齿轮制备模具 | |
| JP2007222879A (ja) | 粉末成形用金型及び粉末成形方法 | |
| CN212598385U (zh) | 一种模具设计共用装置 | |
| CN216182459U (zh) | 模具的斜销脱模结构 | |
| KR101410918B1 (ko) | 가압성형기 및 이를 이용한 가압성형방법 | |
| CN112808968B (zh) | 一种组合式型芯及压铸模具 | |
| KR20110074019A (ko) | 하형 블록 및 이를 포함하는 전자 부품 몰딩용 금형 유닛 | |
| JP4483791B2 (ja) | 未焼成リング成形体の製造方法 | |
| JP2008246567A (ja) | 粉末成形装置および粉末成形方法 | |
| JP2006299293A (ja) | 圧粉体の成形方法 |