JP2005297031A - シリンダブロック鋳造用中子 - Google Patents
シリンダブロック鋳造用中子 Download PDFInfo
- Publication number
- JP2005297031A JP2005297031A JP2004118928A JP2004118928A JP2005297031A JP 2005297031 A JP2005297031 A JP 2005297031A JP 2004118928 A JP2004118928 A JP 2004118928A JP 2004118928 A JP2004118928 A JP 2004118928A JP 2005297031 A JP2005297031 A JP 2005297031A
- Authority
- JP
- Japan
- Prior art keywords
- core
- casting
- cylinder block
- shape
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
【課題】 本発明は、クローズドシリンダブロックのウォータジャケットの形状を精度良く形成することができるシリンダブロック鋳造用中子を提供することを課題とする。
【解決手段】 リンダブロックのウォータジャケット部を形成するために、準備する鋳造用中子12において、この中子12は、設計上のウォータジャケット部の形状に対して、鋳造圧力の影響で変形する変形量δを見込んだ歪な形状に造型した。すなわち中子12は、鋳造時に溶湯の圧力を中子12の内側及び外側に受けるが、鋳造金型の配設方向及び溶湯注入口の影響により、全体として中子12の内側の面14に溶湯圧力がかかる。この溶湯圧力Fは、中子12のセット角度θ1を打ち消す。
【選択図】 図1
【解決手段】 リンダブロックのウォータジャケット部を形成するために、準備する鋳造用中子12において、この中子12は、設計上のウォータジャケット部の形状に対して、鋳造圧力の影響で変形する変形量δを見込んだ歪な形状に造型した。すなわち中子12は、鋳造時に溶湯の圧力を中子12の内側及び外側に受けるが、鋳造金型の配設方向及び溶湯注入口の影響により、全体として中子12の内側の面14に溶湯圧力がかかる。この溶湯圧力Fは、中子12のセット角度θ1を打ち消す。
【選択図】 図1
Description
本発明は、シリンダブロックを鋳造するダイカスト鋳造用金型の内部に配設し、前記シリンダブロックにウォータジャケット部を形成するシリンダブロック製造用中子に関する。
従来シリンダブロックにウォータジャケットを形成するため使用するシリンダブロック鋳造用中子として、中子の側面にサイド巾木を有する中子(砂中子ともいう。)が知られている(例えば、特許文献1参照。)。
特開2003−191048公報(図1)
特許文献1を次図に基づいて説明する。
図12は従来の技術の基本構成を説明した図であり、シリンダブロック鋳造用砂中子101は、ウォータジャケット形成部102の側面に設けるサイド巾木103・・・(・・・は複数を示す。以下同じ。)と、ウォータジャケット形成部102に設け鋳造金型に突き当てる端面巾木104・・・とを有する砂中子である。
図12は従来の技術の基本構成を説明した図であり、シリンダブロック鋳造用砂中子101は、ウォータジャケット形成部102の側面に設けるサイド巾木103・・・(・・・は複数を示す。以下同じ。)と、ウォータジャケット形成部102に設け鋳造金型に突き当てる端面巾木104・・・とを有する砂中子である。
このサイド巾木103・・・を鋳造金型の一部により支持しつつ鋳造金型を閉じ、金型のキャビティ内に溶湯を充填し、キャビティ内の溶湯を固化させた後、金型内から砂中子と一体の鋳物を取出し、鋳物内の砂中子を崩壊させ、除去して、目的物としてのシリンダブロック105を得るというものである。
従来、一般に高圧鋳造に砂中子を使用することは、砂中子の破損(又は折損)や変形が発生するため不向きであるとされており、砂中子を使用して鋳造する際は、低圧鋳造又は中圧鋳造が主に用いられてきた。
砂中子の折損に対しては、中子造型の際、高圧力により砂中子を固めて砂中子の強度を上げることで砂中子の耐折損性は向上し、折損の起きにくい砂中子を得ることができる。
しかし、高圧の溶湯は砂中子を変形させ、金型内で砂中子の変形を引き起こす場合があるため、ウォータジャケットの形状を精度良く形成することは困難であった。
しかし、高圧の溶湯は砂中子を変形させ、金型内で砂中子の変形を引き起こす場合があるため、ウォータジャケットの形状を精度良く形成することは困難であった。
そこで本発明は、シリンダブロックのウォータジャケットの形状を精度良く形成できるシリンダブロック鋳造用中子を提供することを課題とする。
請求項1に係る発明は、シリンダブロックのウォータジャケット部を形成するために、準備する鋳造用中子において、この中子は、設計上のウォータジャケット部の形状に対して、鋳造圧力の影響で変形する変形量を見込んだ歪な形状にしたことを特徴とする。
請求項2に係る発明は、中子は、中子造型に必要な抜き勾配を備え、且つこの勾配を増減することで歪な形状にしたことを特徴とする。
請求項1に係る発明では、あらかじめ、中子の形状を設計上のウォータジャケット部の形状に対して、鋳造圧力の影響で変形する変形量を見込んだ歪な形状にしたので、シリンダブロック内にウォータジャケットを精度良く形成することができるという利点がある。
請求項2に係る発明では、中子の歪な形状は、既存の抜き勾配に変量分を増減するだけで行える。
既存の抜き勾配を変化させるだけであり、中子に簡便に反映することがでる。
この結果、中子造型コストの高騰化を抑えることができるという利点がある。
既存の抜き勾配を変化させるだけであり、中子に簡便に反映することがでる。
この結果、中子造型コストの高騰化を抑えることができるという利点がある。
本発明を実施するための最良の形態を添付図に基づいて以下に説明する。なお、図面は符号の向きに見るものとする。
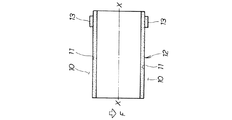
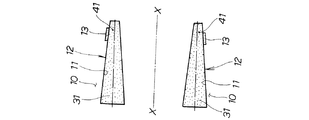
図1は本発明の原理を説明する図(鋳造前における中子の形状)であり、シリンダブロック10のウォータジャケット部11を形成するために、準備する鋳造用中子12において、鋳造圧力の影響により変形する変形量をあらかじめ見込んだ見込み量δをもたせて造型したシリンダブロック鋳造用中子12の断面形状を示す。原理を分かり易く説明するため、実際の形状よりも中子の見込み量δは大目に設定した。なお、軸X−Xはシリンダブロックの軸である。
図1は本発明の原理を説明する図(鋳造前における中子の形状)であり、シリンダブロック10のウォータジャケット部11を形成するために、準備する鋳造用中子12において、鋳造圧力の影響により変形する変形量をあらかじめ見込んだ見込み量δをもたせて造型したシリンダブロック鋳造用中子12の断面形状を示す。原理を分かり易く説明するため、実際の形状よりも中子の見込み量δは大目に設定した。なお、軸X−Xはシリンダブロックの軸である。
鋳造金型のキャビティ内部において、中子12の一部を構成するサイド巾木部13により中子12を支持する。中子12は、シリンダブロックの軸X−Xに対し見込み量δで鋳造金型のキャビティ内に配置する。
鋳造時に中子12の内側の面14及び外側の面15に溶湯の圧力を受けるが、中子12のキャビティ内の配設位置、鋳造金型の配設方向及び溶湯注入口位置の違いにより、中子12の内側の面14に溶湯圧力がかかる。キャビティの内部で、中子12を支持する部位は、サイド巾木部13であり、鋳造前の中子12に反映した見込み量δを減らす向きの力Fがかかる。
図2は本発明の原理を説明する図(鋳造後における中子の形状)であり、鋳造圧力の影響を受けた後のシリンダブロック鋳造用中子の形状を示す。
すなわち、鋳造金型のキャビティ内に配置され、溶湯による鋳造圧力Fを受け、鋳造完了時の中子12の見込み量δはゼロになり、所定の形状のウオータジャケットを有するシリンダブロックを得ることができるというものである。
すなわち、鋳造金型のキャビティ内に配置され、溶湯による鋳造圧力Fを受け、鋳造完了時の中子12の見込み量δはゼロになり、所定の形状のウオータジャケットを有するシリンダブロックを得ることができるというものである。
図3は本発明に係るシリンダブロックの鋳造フロー図であり、STXXはステップ番号を示す。
ST01:(仮中子造型工程):仮中子を造型する。
ST02:(仮中子配置工程):鋳造金型に仮中子を配置する。
ST03:(予備ダイカスト鋳造工程):仮中子を配置した鋳造金型で予備ダイカスト鋳造を行う。
ST01:(仮中子造型工程):仮中子を造型する。
ST02:(仮中子配置工程):鋳造金型に仮中子を配置する。
ST03:(予備ダイカスト鋳造工程):仮中子を配置した鋳造金型で予備ダイカスト鋳造を行う。
ST04:(ウォータジャケット形状測定工程):ST03により鋳造したシリンダブロックを切断し、ウォータジャケットの形状を測定する。
ST05:(仮中子の変形算出工程):仮中子工程で造型した仮中子の形状とウォータジャケットの形状とを比較し、仮中子の変形量を算出する。そして、この変形量を見込んだ修整仮中子の形状を過去の中子データと経験とから算出する。
ST05:(仮中子の変形算出工程):仮中子工程で造型した仮中子の形状とウォータジャケットの形状とを比較し、仮中子の変形量を算出する。そして、この変形量を見込んだ修整仮中子の形状を過去の中子データと経験とから算出する。
ST06:(修整仮中子造型工程):仮中子の変形量を見込んだ修整仮中子を造型する。
ST07:(修整仮中子配置工程):鋳造金型に造型した修整仮中子を配置する。
ST08:(予備ダイカスト鋳造工程):修整仮中子を配置した鋳造金型で予備ダイカスト鋳造を行う。
ST07:(修整仮中子配置工程):鋳造金型に造型した修整仮中子を配置する。
ST08:(予備ダイカスト鋳造工程):修整仮中子を配置した鋳造金型で予備ダイカスト鋳造を行う。
ST09:(ウォータジャケット形状測定工程):ST08で修整仮中子により鋳造したシリンダブロックを切断し、ウォータジャケットの形状を測定する。
ST10:(ウォータジャケット形状判定工程):ウォータジャケットの形状が所定の公差範囲内にあるかどうかを判定する。所定の公差範囲内にあればST11に移る。
もし、所定の公差範囲外であれば、ST05に戻る。
ST11:(本鋳造工程):修整仮中子を本中子として本鋳造する。すなわち、量産体制に入る。
ST10:(ウォータジャケット形状判定工程):ウォータジャケットの形状が所定の公差範囲内にあるかどうかを判定する。所定の公差範囲内にあればST11に移る。
もし、所定の公差範囲外であれば、ST05に戻る。
ST11:(本鋳造工程):修整仮中子を本中子として本鋳造する。すなわち、量産体制に入る。
以下、仮中子の変形反映前の予備ダイカスト鋳造(ST03)と仮中子の変形反映後の予備ダイカスト鋳造(ST08)とを取上げ、あらかじめ高圧鋳造による中子の変形を見込んだ見込み量を中子に反映することで、高圧鋳造後に所定の形状をもつウォータジャケット部を得ることができることを詳しく説明する。
図4は予備ダイカスト鋳造(仮中子の変形反映前)を示す作用図であり、シリンダブロックの鋳造フロー図のST03を説明したものである。
図4は予備ダイカスト鋳造(仮中子の変形反映前)を示す作用図であり、シリンダブロックの鋳造フロー図のST03を説明したものである。
鋳造金型20は、溶湯注入ゲート21を含む固定キャビティ22と、固定キャビティ22の左方からセットしたボアピン23と、このボアピン23を取付けた抑え部材24と、上方からセットした第1スライドコア25と、下方からセットした第2スライドコア26とからなる部材である。そして、ボアピン23の周囲にシリンダライナー27を嵌め、シリンダライナー27の周囲に形成したキャビティ28に、本発明の中子12を配設し、溶湯注入ゲート21から溶湯の注入する状態である。図矢印29は溶湯の流れる湯回り方向を示す。
溶湯の湯回りは、溶湯注入ゲート21の配置とキャビティ22の断面形状とに大きく影響される。
中子の内側の面14は、時間当たりの流れる溶湯の流量が多いメイン通路に面しているため、外側の面15に比べて内側の面14に溶湯が流れ込み易く、溶湯の湯回りは、断面図の下側の中子12の内側の面14が、中子の外側の面15に比べ早いといえる。
中子の内側の面14は、時間当たりの流れる溶湯の流量が多いメイン通路に面しているため、外側の面15に比べて内側の面14に溶湯が流れ込み易く、溶湯の湯回りは、断面図の下側の中子12の内側の面14が、中子の外側の面15に比べ早いといえる。
この結果、溶湯は中子12の内側の面14により早く回るため、内側の面14と外側の面15とで溶湯が充填されるタイミングにずれが生ずる。
この結果、中子の一端31に図上から下向きに力F1がかかり、中子12の一端31は下側に変形する。
すなわち、85MPa〜100MPaという圧力で溶湯を注入する高圧鋳造において、溶湯圧力が中子12にかかり、中子12に変形が発生する場合がある。
この結果、中子の一端31に図上から下向きに力F1がかかり、中子12の一端31は下側に変形する。
すなわち、85MPa〜100MPaという圧力で溶湯を注入する高圧鋳造において、溶湯圧力が中子12にかかり、中子12に変形が発生する場合がある。
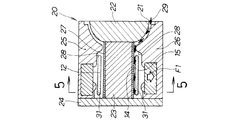
図5は図4の5−5線断面図である。但し、第1スライドコア25と第2スライドコア26は省略した。
ST03において、高圧の溶湯が鋳造金型のキャビティに入り、中子12の一端31に下向きの力F1を受け、鋳造後の中子12の一端31に図下向きの変形量d1が発生したことを示す。
ST03において、高圧の溶湯が鋳造金型のキャビティに入り、中子12の一端31に下向きの力F1を受け、鋳造後の中子12の一端31に図下向きの変形量d1が発生したことを示す。
図6は予備ダイカスト鋳造(仮中子の変形反映後)を示す作用図であり、シリンダブロックの鋳造フロー図のST08を説明したものである。
高圧の溶湯が鋳造金型20のキャビティ28に入り、中子12の一端に図下向きに押し下げる力F2が加わる。この中子12は、変形を見込んだ見込み量δを反映した仮中子12である。
高圧の溶湯が鋳造金型20のキャビティ28に入り、中子12の一端に図下向きに押し下げる力F2が加わる。この中子12は、変形を見込んだ見込み量δを反映した仮中子12である。
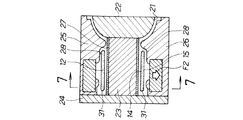
図7は図6の7−7線断面図であり、変形反映後の仮中子12をキャビティ28内に配設し、予備ダイカスト鋳造をしたときの中子の変形d2を説明するものであり、図5において発生した仮中子の変形d1とを比較すると、d2≪d1と大幅に減らすことができることを示す。
あらかじめ、中子12の形状を設計上のウォータジャケット部の形状に対して、鋳造圧力の影響で変形する変形量を見込んだ歪な形状にしたので、シリンダブロック10内にウォータジャケット部11を精度良く形成することができる。
あらかじめ、中子12の形状を設計上のウォータジャケット部の形状に対して、鋳造圧力の影響で変形する変形量を見込んだ歪な形状にしたので、シリンダブロック10内にウォータジャケット部11を精度良く形成することができる。
図8は図1の別実施例図であり、鋳造圧力の影響により変形する変形量をあらかじめ見込んだ形状に造型したシリンダブロック鋳造用中子の形状を示す。
図において、原理を分かり易く説明するため、実際の形状よりも見込み角度θは大目に設定した。
図において、原理を分かり易く説明するため、実際の形状よりも見込み角度θは大目に設定した。
鋳造金型のキャビティ内において、サイド巾木部13で鋳造時の中子12を支持する。中子は、シリンダの軸11に対し見込み角度θで鋳造金型のキャビティ内に配置する。
この見込み角度θは、中子造型に必要な抜き勾配θ1に鋳造圧力により変形する中子12の変量とは逆の向きにθ2だけ反映した角度である。
この見込み角度θは、中子造型に必要な抜き勾配θ1に鋳造圧力により変形する中子12の変量とは逆の向きにθ2だけ反映した角度である。
鋳造時に溶湯の圧力を中子12の内側の面14及び外側の面15に受けるが、鋳造金型の配設方向及び溶湯注入口の影響により、全体として中子12の内側の面14に溶湯圧力がかかる。キャビティの内部で、中子12を支持するのは、中子の他端41に備えるサイド巾木部13であり、中子の一端31に中子12の見込み角度θを減らす方向に力F3がかかる。
図9は図2の別実施例図であり、鋳造圧力の影響を受けた後のシリンダブロック鋳造用中子の形状を示す。
すなわち、鋳造金型のキャビティ内に配置した鋳造圧力を見込んだ形状に造型した中子は、溶湯による鋳造圧力を受け変形し、所定の形状のウオータジャケットを有するシリンダブロックを得ることができる。
すなわち、鋳造金型のキャビティ内に配置した鋳造圧力を見込んだ形状に造型した中子は、溶湯による鋳造圧力を受け変形し、所定の形状のウオータジャケットを有するシリンダブロックを得ることができる。
すなわち、中子12は、中子造型に必要な抜き勾配44(図8参照)を備えているが、この抜き勾配44を増減することで中子の変形量を見込んだ歪な形状に造型する。
中子12の歪な形状は、既存の抜き勾配44の角度θ1に変量分θ2を増減するだけであり、既存の抜き勾配44の角度θ1を変化させるだけで中子12に簡便に反映することができる。この結果、中子造型コストの高騰化を抑えることができる。
中子12の歪な形状は、既存の抜き勾配44の角度θ1に変量分θ2を増減するだけであり、既存の抜き勾配44の角度θ1を変化させるだけで中子12に簡便に反映することができる。この結果、中子造型コストの高騰化を抑えることができる。
図10は図3の別実施例図であり、図3のシリンダブロックの鋳造フロー図と異なる点は、ST06において、仮中子12の変形の算出結果を仮中子12の抜き勾配の増減に換算し、この抜き勾配の増減を反映した仮中子12を造型する工程を追加したという点であり、他は同じである。
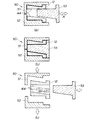
図11は仮中子の抜き勾配の増減を反映した仮中子を造型する造型フロー図であり、シリンダブロックの鋳造フロー図のST07を説明したものである。
(a)において、中子造型金型50は、第1中子造型ホルダ51と、このホルダ51に対向して配置する第2中子造型ホルダ52と、中子コア型53とから構成する部材である。
(a)において、中子造型金型50は、第1中子造型ホルダ51と、このホルダ51に対向して配置する第2中子造型ホルダ52と、中子コア型53とから構成する部材である。
中子造型金型50の内部に造型砂54を充填し、第1中子造型ホルダ51と、第2中子造型ホルダ52とを図矢印A方向に摺動つつ、双方のホルダ51、52を合せ、鋳造圧力による変量を算出し、この変量から仮中子の抜き勾配の増減を反映した抜き勾配を有する中子12を造型する。
このとき、中子コア型53は所定の抜き勾配を有するので、中子成型後に抜くことができるため、中子の造型を行うことができる。
このとき、中子コア型53は所定の抜き勾配を有するので、中子成型後に抜くことができるため、中子の造型を行うことができる。
(b)において、第1中子造型ホルダ51と、第2中子造型ホルダ52と、中子コア型53とを合わせ所定の抜き勾配をもつ中子12を造型することを示す。
(c)において、第1中子造型ホルダ51と、第2中子造型ホルダ52と、中子コア型53とを外した状態であり、見込み角度θの中子12の造型が完了したことを示す。中子コア型53は所定の抜き勾配を有するので、成型後の中子12を抜くことができる。
(c)において、第1中子造型ホルダ51と、第2中子造型ホルダ52と、中子コア型53とを外した状態であり、見込み角度θの中子12の造型が完了したことを示す。中子コア型53は所定の抜き勾配を有するので、成型後の中子12を抜くことができる。
中子12の歪な形状は、既存の抜き勾配に変量分を増減するだけで行える。
既存の抜き勾配を変化させるだけであり、中子12に簡便に反映することがでる。
この結果、中子造型コストの高騰化を抑えることができる。
既存の抜き勾配を変化させるだけであり、中子12に簡便に反映することがでる。
この結果、中子造型コストの高騰化を抑えることができる。
尚、請求項1において、鋳造圧力の影響で変形する変形量を見込んだ中子の歪な形状は、あらかじめ中子造型用の金型に反映する抜き勾配でなくても良い。
また、本発明のシリンダブロック鋳造用中子は、実施の形態ではクローズドデッキ形シリンダブロックに適用したが、セミクローズドデッキ形シリンダブロックにも適用可能であり、オープンデッキ形シリンダブロックに適用することは差し支えない。
また、本発明のシリンダブロック鋳造用中子は、実施の形態ではクローズドデッキ形シリンダブロックに適用したが、セミクローズドデッキ形シリンダブロックにも適用可能であり、オープンデッキ形シリンダブロックに適用することは差し支えない。
本発明のシリンダブロック鋳造用中子は、クローズドデッキ形シリンダブロックの鋳造に好適である。
10…シリンダブロック、11…ウォータジャケット部、12…中子、13…サイド巾木部、20…鋳造金型、31…中子の一端、41…中子の他端、44…抜き勾配、50…中子造型金型、見込み量…δ、見込み角度…θ。
Claims (2)
- シリンダブロックのウォータジャケット部を形成するために、準備する鋳造用中子において、
この中子は、設計上のウォータジャケット部の形状に対して、鋳造圧力の影響で変形する変形量を見込んだ歪な形状にしたことを特徴とするシリンダブロック鋳造用中子。 - 前記中子は、中子造型に必要な抜き勾配を備え、且つこの勾配を増減することで前記歪な形状にしたことを特徴とする請求項1記載のシリンダブロック鋳造用中子。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004118928A JP2005297031A (ja) | 2004-04-14 | 2004-04-14 | シリンダブロック鋳造用中子 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004118928A JP2005297031A (ja) | 2004-04-14 | 2004-04-14 | シリンダブロック鋳造用中子 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005297031A true JP2005297031A (ja) | 2005-10-27 |
Family
ID=35329208
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004118928A Pending JP2005297031A (ja) | 2004-04-14 | 2004-04-14 | シリンダブロック鋳造用中子 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005297031A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102513511A (zh) * | 2011-12-29 | 2012-06-27 | 南京飞燕活塞环股份有限公司 | 偏浇道活塞环造型装置 |
| JP2015016477A (ja) * | 2013-07-09 | 2015-01-29 | 本田技研工業株式会社 | 鋳造用金型装置、及びそれを用いたシリンダヘッドの鋳造方法 |
| CN115464097A (zh) * | 2022-09-22 | 2022-12-13 | 上海宝钢铸造有限公司 | 改进的冷却壁铸入螺栓凸台造型方法 |
-
2004
- 2004-04-14 JP JP2004118928A patent/JP2005297031A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102513511A (zh) * | 2011-12-29 | 2012-06-27 | 南京飞燕活塞环股份有限公司 | 偏浇道活塞环造型装置 |
| CN102513511B (zh) * | 2011-12-29 | 2013-08-28 | 南京飞燕活塞环股份有限公司 | 偏浇道活塞环造型装置 |
| JP2015016477A (ja) * | 2013-07-09 | 2015-01-29 | 本田技研工業株式会社 | 鋳造用金型装置、及びそれを用いたシリンダヘッドの鋳造方法 |
| CN115464097A (zh) * | 2022-09-22 | 2022-12-13 | 上海宝钢铸造有限公司 | 改进的冷却壁铸入螺栓凸台造型方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2520385B1 (en) | Casting method and casting device for cast-metal object | |
| JP5659233B2 (ja) | 無枠鋳型とその製造方法 | |
| CN111659876A (zh) | 低压铸造薄壁铝合金铸件的工艺方法 | |
| CN102527939A (zh) | 用于重力浇铸的模具和利用该模具的重力浇铸方法 | |
| CN105142821B (zh) | 卡钳铸造装置用的模具、卡钳铸造装置、卡钳的制造方法和卡钳 | |
| CN101898237A (zh) | 金属模具以及铸造件的制造方法 | |
| CN103328127A (zh) | 一种用于轨道车的芯的互锁结构 | |
| JP4619932B2 (ja) | 車体フレーム、ダイキャスト鋳造品、ダイキャスト鋳造品の金型、ダイキャスト鋳造方法 | |
| CA3014022C (fr) | Procede de formation de trous de depoussierage pour aube de turbine et noyau ceramique associe | |
| CN104907521B (zh) | 手机中框制造工艺 | |
| JP2005297031A (ja) | シリンダブロック鋳造用中子 | |
| JP5762488B2 (ja) | 鋳造用金型 | |
| CN107073563B (zh) | 铸芯、铸芯的应用和制造铸芯的方法 | |
| KR20100064910A (ko) | 실린더 헤드 주조용 금형장치 | |
| JP4330422B2 (ja) | 鋳包み対象板部材、吸気ポート用の仕切り板、吸気ポート成形用砂中子およびシリンダヘッド | |
| KR100960268B1 (ko) | 선박 엔진용 실린더 커버의 제조 방법 및 이에 의해 제조된 선박 엔진용 실린더 커버 | |
| JP4687818B2 (ja) | 半溶融あるいは半凝固成形法 | |
| JP4172371B2 (ja) | シリンダヘッドの製造方法 | |
| JP7028343B2 (ja) | シリンダヘッドの製造方法 | |
| JP4091808B2 (ja) | 車両用ホイール向け鋳造用金型 | |
| KR101610077B1 (ko) | 중력 주조용 중자 | |
| CN110548835A (zh) | 一种避免汽缸盖缩松的方法 | |
| CN220943089U (zh) | 一种用于薄壁盘类铸件的砂型模具 | |
| US12343790B2 (en) | Assembly for producing a molding made of removable material of a turbomachine | |
| CN120901229A (zh) | 针对薄壁环套铸件工字型结构局部的补缩浇注系统及方法 |