JP2005293690A - ディスク基板とシート状部材の貼り合わせ方法 - Google Patents
ディスク基板とシート状部材の貼り合わせ方法 Download PDFInfo
- Publication number
- JP2005293690A JP2005293690A JP2004105410A JP2004105410A JP2005293690A JP 2005293690 A JP2005293690 A JP 2005293690A JP 2004105410 A JP2004105410 A JP 2004105410A JP 2004105410 A JP2004105410 A JP 2004105410A JP 2005293690 A JP2005293690 A JP 2005293690A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive sheet
- tape
- pressure
- disk substrate
- sensitive adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 86
- 238000000034 method Methods 0.000 title claims abstract description 53
- 238000010030 laminating Methods 0.000 title claims abstract description 10
- 239000000853 adhesive Substances 0.000 claims abstract description 117
- 230000001070 adhesive effect Effects 0.000 claims abstract description 117
- 238000004080 punching Methods 0.000 claims abstract description 18
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 37
- 238000003825 pressing Methods 0.000 claims description 17
- 238000012546 transfer Methods 0.000 claims description 17
- 238000012545 processing Methods 0.000 claims description 14
- 238000004519 manufacturing process Methods 0.000 abstract description 2
- 238000010586 diagram Methods 0.000 description 7
- 238000004804 winding Methods 0.000 description 7
- 239000010408 film Substances 0.000 description 6
- 238000003860 storage Methods 0.000 description 6
- 239000002390 adhesive tape Substances 0.000 description 5
- 230000005540 biological transmission Effects 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 3
- 210000000078 claw Anatomy 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005255 carburizing Methods 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 235000012489 doughnuts Nutrition 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005121 nitriding Methods 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images





Landscapes
- Adhesives Or Adhesive Processes (AREA)
- Manufacturing Optical Record Carriers (AREA)
- Adhesive Tapes (AREA)
Abstract
【解決手段】テープ基体10と、該テープ基体に貼着された粘着シート4と、該粘着シートに貼着された剥離シートとよりなる粘着シート付きテープ2に、打ち抜き加工を行って中心穴を有するドーナツ状の粘着シートを形成し、且つ粘着シートから剥離シート9を引き剥がすテープ処理工程と、該テープ処理工程を経た後、剥離ローラ17によりテープ基体10を粘着シートから剥離させて粘着シートのみを受け治具の上面に転移載置16させる転移載置工程と、該転移工程を経た後、受け治具Gに載置された粘着シートより一定距離離れた上方位置にディスク基板を保持するディスク保持工程と、ディスク保持工程を経た後、受け治具Gの上面に載置された粘着シートの上にディスク基板を押し付ける貼り付け工程と、よりなるディスク基板と粘着シートの貼り合わせ方法。
【選択図】 図8
Description
これらは、1枚のディスク基板又は2枚のディスク基板を貼り合わせて厚みが1.2mmの光ディスクを構成しているものである。
しかし、例えばディスク基板上に紫外線硬化樹脂を塗布しスピンナー上で高速回転させる方法、いわゆるスピンコート法では、必ずしも均一な膜厚の光透過層を形成させることはできなかった。
このようなことから、ディスク基板に一定の膜厚の合成樹脂性のシート状部材を貼り付けることにより、結果的に均一な膜厚の光透過層を形成する方法が提案されている。
シート状部材を貼り付けて光透過層を形成するためには、テープ基体(キャリアという)に円形状のシート状部材が一定間隔で仮付着されたテープを使う必要がある。
このようなテープ基体(「キャリア」という)に円形状のシート状部材が一定間隔で仮付着された粘着シート付きテープを使ったものとして、例えば、特許文献1に開示されているものがある。
参考までにその作動を説明すると、この粘着シート付きテープ104は、巻取ローラ106が回転駆動することにより供給ローラ105から繰り出されて巻き取られる。
そして、粘着シート付きテープ104は、一対のニップローラ109に送られる。
供給ローラ105の近傍には剥離装置110が設けられており、剥離装置110によって上側巻取ローラ111Aから下側巻取ローラ111Bに向けて剥離シート103を除去するための除去テープ112が送り出され、ニップローラ109に送られる。
そして、この除去テープ112を下側巻取ローラ111Bにより巻き取ることで、剥離シート103も除去テープ112と共に巻き取られ、粘着シート102が露出するようになる。
この粘着シート102が露出した粘着シート付きテープ104は、インデックステーブル113上に載置されたディスク基板Dとその上方に待機している貼合わせ装置114との間に送られる。
その結果、粘着シート102がディスク基板Dに貼り付けられるのである。
その後、剥離ローラ116の移動によりテープ基体101から粘着シート102が剥離される。
そして、最後に巻取ローラ106によりテープ基体101が巻き取られる。
しかし、粘着シート付きテープ104は、保管の際や輸送の途中で、外力が加わったりすると、粘着シートに窪みができたり、極端には傷ができたりする。
例えば窪みができると、後の貼り合わせ工程において、粘着シートがディスク基板に均一に貼り合わされない。
また傷ができた場合は、確実に欠陥品となる。
また、従来、巻き付けられて商品となっている粘着シート付きテープ104を使用する際は、わざわざ、巻き付けを解いてやらなければならず、無駄な操作が必要となる。
すなわち、本発明は、ディスク基板と粘着シートとを貼り合わせるに当たり、生産効率を向上させることができ、且つ品質的にも優れたディスク基板と粘着シートとの貼り合わせ方法を提供することを目的とする。
また、受け治具が共通して使用されているために、方法を達成するための装置としてもシンプルとなる。
〔テープ処理工程〕
図1は、本発明の一実施形態に係るテープ処理装置を示す説明図である。
この一実施形態のテープ処理装置1では、粘着シート付きテープ2が供給ローラ3から送り出され粘着シート4が受け治具Gの上面に転移されるまでの間に、より具体的には、供給ローラ3とローラ5との間に、打ち抜き装置6が設けられている。
打ち抜き装置6は、円筒状のアンビルローラ7と、このアンビルローラ7と対向する円筒状のダイカットローラ8とを備えている。
アンビルローラ7とダイカットローラ8との間に粘着シート付きテープ2が挟み込まれて打ち抜きが行われる。
図に示すように、アンビルローラ7の外周面は平面であり、ダイカットローラ8の外周面には突起部が形成されている。
ダイカットローラ8の外周面には、テープ基体と粘着シート2と剥離シート9とに第1内抜き穴(中心穴に相当)2aを打ち抜くための輪環状の第1突起部8aと、粘着シートと剥離シートとに、それらの外周を形成するための第2内抜き穴2bを打ち抜くための輪環状の第2突起部8bとが形成されている
通常、第1突起部8aは、テープ基体10を貫くために、その先端がアンビルローラ7と接触し摩耗することから、その表面に窒化、浸炭、化学蒸着、物理蒸着等の表面硬化処理を施してある。
打ち抜き装置6を通過した粘着シート付きテープ2には、第1打ち抜き穴2a(中心穴)や第2打ち抜き穴2bが形成され、粘着シート4はドーナツ状に処理される。
このドーナツ状にされた粘着シート4の外径L1は、例えばφ120とされ、中心穴は内径L2は、φ15とされる。
粘着テープ12は一面のみに接着剤が付着しており、付着された方の面と、粘着シート付きテープ2の剥離シート9とが合わされて接着される。
この重ね合わされたテープ(粘着シート付きテープ2と粘着テープ12とが一体となったもの)は、クリーニング装置13によって、除電やクリーニングが行われる。
剥離シート9が引き剥がされた結果、粘着シート4の表面が露出する。
剥離シート9が剥がされ粘着シート4が露出した状態の粘着シート付きテープ2は、転移装置16に送られる。
転移装置16には、粘着シートを転移させて載置するための受け治具Gが備わっている。
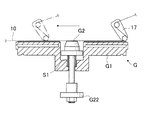
ここで図4は、ボス体が下方に移動した場合の受け治具Gを示す断面図であり、図5は、受け治具Gに粘着シートが転移載置された状態を示す断面図である。
受け治具Gは、円盤状の受け台G1と、この受け台G1の中央基部に配設されているボス体G2とを有している。
すなわち、ボス体G2は、受け台G1の上面と面一になるように下方へ弾圧的に移動して収納穴G11に収納される。
ボス体G2の下方への移動は、その下部G22を爪で引っ掛けることにより下げるがその手段は図示しない。
ボス体G2は周辺に径大の鍔部G21を有しており、この上にディスク基板が載置可能となっている。
また受け台G1には図示しない吸着穴が設けられており、後述するように、粘着シート4が確りと吸引保持される。
さて転移装置16により粘着シートは受け治具Gに転移される。
すなわち、剥離ローラ17が水平移動してテープ基体10を粘着シート4から引き剥がすことにより(図4参照)、受け治具Gに粘着シート4が転移される(図5参照)。
ボス体G2の下方への移動が、その下部G22を爪で引っ掛けることにより行われることは既に述べた。
受け治具Gの受け台G1には図示しないが吸着穴が設けられており、粘着シート4からテープ基体10を引き剥がす際に、受け台G1で粘着シート4が確りと吸引保持される。
転移装置16で粘着シート4が剥がされたテープ、すなわちテープ基体10は、その後、複数のローラを通過した後、巻取ローラ18に巻き取られる。
受け治具Gは、粘着シート4が転移された後、図6に示すように、移動手段25によりスライドされて位置が移動し、その後、移載アーム19により回転テーブル20に載置される。
回転テーブル20に載置された受け治具Gは、回転テーブルの間欠回転により、ディスク基板供給アーム21の位置に割り出される。
そしてディスク基板供給アーム21により、ディスク基板Dが供給される。
この場合、受け治具Gに転移された粘着シート4より上方に一定距離離れた位置にディスク基板Dを保持する。
具体的には、先述したように、ボス体G2は周辺に径大の鍔部G21を有しており、この上にディスク基板供給アーム21によってディスク基板Dが載置される。
次いで、この状態で回転テーブル20が間歇回転し、受け治具Gは真空貼り付け装置22に送られ、ディスク基板Dと粘着シート4との貼合わせが行われる。 ここでは、気泡の混入を防止するために真空中で貼合わせが行われる。
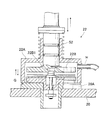
真空貼り付け装置22は、回転テーブル20に配置された受け治具G、真空チャンバ22A、押圧体22Bを備える。
真空チャンバ22Aの中には押圧体22Bが配設されており、該真空チャンバ22Aは押圧体22Bに対しバネ体S2を介して弾圧的に上下移動可能である。
なお、詳しくは、回転テーブル20には補助台20Aが嵌め込まれており、この基台20Aに真空チャンバ22Aの下端が圧接することとなる。
真空チャンバ22Aは吸引源に通じる吸引口Hから吸引することで、内部を限りなく負圧とすることができる。
受け治具Gは前述したような構造を備えており、回転テーブル20に(詳しくは、回転テーブルの補助台20Aに)嵌め込まれている。
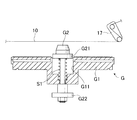
図8は、その真空貼り付け装置22を使って、粘着シート4にディスク基板を押し付ける操作順序を示す図である(尚、真空チャンバー22Aは便宜上、省略して示した)。
まず最初は、受け治具Gのボス体G2の鍔部G22にはディスク基板Dが保持されており、受け台G1の上面に転移され載置されている粘着シート4は、未だディスク基板に接触していない〔図8(A)参照〕
そして吸引口Hから吸引して真空チャンバ内を限りなく真空の状態にする。
その後、押圧体22Bを押し下げてボス体G2の鍔部G22と押圧体22Bとの間でディスク基板の中心穴周辺を把持し〔図8(B)参照〕、その状態のまま、押圧体22Bを受け台に接近させていく。
すると、ディスク基板Dは、ボス体G2と共に下降し、受け台G1に転移載置されている粘着シート4に押し付けられる〔図8(C)参照〕。
その結果、ディスク基板と粘着シート4とは貼り合わされるのである。
なお、この場合、ボス体G2の一部は、押圧体22Bの凹部22B1の中に挿入された状態となる。
その後、真空チャンバ及び押圧体22Bを引き上げて元の位置に戻すことで〔図8(D)参照〕、貼り付け工程は終了する。
そしてディスク基板反転装置23によりディスク基板Dの表裏面を反転させると、それが移載アーム24により受け取られて次の工程に送られる。
以上がディスク基板と粘着シートの貼り合わせ方法における全工程である。
結果的に、粘着シートがディスク基板に均一に貼り合わされ、品質的に優れたものとなる。
また粘着シート付きテープ104の在庫が切れることがなく、一連の作業の省力化が図られ生産性も向上する。
また貼り付け工程が真空中で行われるために、粘着シート4とディスク基板Dとの間に気泡が混入しない。
2 粘着シート付きテープ
2a 第1内抜き穴(中心穴)
2b 第2内抜き穴
3 供給ローラ
4 粘着シート
5 ローラ
6 打ち抜き装置
7 アンビルローラ
8 ダイカットローラ
8a 第1突起部
8b 第2突起部
9 剥離シート
10 テープ基体
11 ローラ
12 粘着テープ
13 クリーニング装置
14 ドクターナイフ
15 ローラ
16 転移装置
17 剥離ローラ
18 巻取ローラ
19 移載アーム
20 回転テーブル
20A 補助台
21 ディスク基板供給アーム
22 真空貼付け装置
22A 真空チャンバ
22B 押圧体
22B1 凹部
23 ディスク基板反転装置
24 移載アーム
25 移動手段
101 テープ基体
102 粘着シート
103 剥離シート
104 粘着シート付きテープ
105 供給ローラ
106 巻取ローラ
107 合紙
108 リール
109 ニップローラ
110 剥離装置
111A 上側巻取ローラ
111B 下側巻取ローラ
112 除去テープ
113 インデックステーブル
114 貼合わせ装置
115 弾性体
116 剥離ローラ
D ディスク基板
G 受け治具
G1 受け台
G11 収納穴
G2 ボス体
G21 鍔部
G22 下部
S1,S2バネ体
Claims (7)
- テープ基体と、該テープ基体に貼着された粘着シートと、該粘着シートに貼着された剥離シートとよりなる粘着シート付きテープに、打ち抜き加工を行って中心穴を有するドーナツ状の粘着シートを形成し、且つ粘着シートから剥離シートを引き剥がすテープ処理工程と、
該テープ処理工程を経た後、剥離ローラによりテープ基体を粘着シートから剥離させて粘着シートのみを受け治具の上面に転移載置させる転移載置工程と、
該転移工程を経た後、受け治具に載置された粘着シートより一定距離離れた上方位置にディスク基板を保持するディスク保持工程と、
ディスク保持工程を経た後、受け治具の上面に載置された粘着シートの上にディスク基板を押し付ける貼り付け工程と、
よりなることを特徴とするディスク基板と粘着シートの貼り合わせ方法。 - テープ処理工程における打ち抜き処理は、2個の相対するローラを使い、テープ基体と粘着シートと剥離シートとに中心穴を形成するための第1内抜き穴を打ち抜き、粘着シートと剥離シートとに、それらの外周を形成するための第2内抜き穴を打ち抜くことを特徴とする請求項1記載のディスク基板と粘着シートの貼り合わせ方法。
- 貼り合わせ工程において、粘着シートの上にディスク基板を押し付けて貼り合わせるのは、真空中にて行うことを特徴とする請求項1記載のディスク基板と粘着シートの貼り合わせ方法。
- 受け治具は、受け台と該受け台の上面と面一になるように下方へ移動可能にされたボス体とよりなるものであることを特徴とする請求項1記載のディスク基板と粘着シートの貼り合わせ方法。
- 貼り合わせ工程においては、ボス体と押圧体とでディスク基板の中心穴周辺を把持し、その状態で、押圧体を受け台に押し付けるものであることを特徴とする請求項4記載のディスク基板と粘着シートの貼り合わせ方法。
- 転移工程においては、ボス体を受け台の上面と面一になるように下方へ移動させた状態で行うことを特徴とする請求項4記載のディスク基板と粘着シートの貼り合わせ方法。
- 粘着シート付きテープは、帯状のテープ基体と、該テープ基体に貼着され且つテープ基体の幅より狭い又は同一幅の帯状の粘着シートと、該粘着シートに貼着され且つ粘着シートの幅よりも広い又は同一幅の帯状の剥離シートとよりなることを特徴とする請求項1記載のディスク基板と粘着シートの貼り合わせ方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105410A JP2005293690A (ja) | 2004-03-31 | 2004-03-31 | ディスク基板とシート状部材の貼り合わせ方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105410A JP2005293690A (ja) | 2004-03-31 | 2004-03-31 | ディスク基板とシート状部材の貼り合わせ方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005293690A true JP2005293690A (ja) | 2005-10-20 |
Family
ID=35326464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004105410A Withdrawn JP2005293690A (ja) | 2004-03-31 | 2004-03-31 | ディスク基板とシート状部材の貼り合わせ方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005293690A (ja) |
-
2004
- 2004-03-31 JP JP2004105410A patent/JP2005293690A/ja not_active Withdrawn
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4215998B2 (ja) | 半導体ウエハの処理方法およびそのための半導体ウエハの転写装置 | |
| JP6473359B2 (ja) | シート剥離装置 | |
| JP3014979B2 (ja) | 光ディスク製造方法およびそれに用いる装置 | |
| TW201919969A (zh) | 搬送裝置、基板處理系統、搬送方法及基板處理方法 | |
| TW202145322A (zh) | 薄片剝離方法以及薄片剝離裝置 | |
| JP4519413B2 (ja) | テープの貼付方法および貼付装置 | |
| WO2017038470A1 (ja) | シート剥離装置および剥離方法 | |
| US9496526B2 (en) | Apparatus and method for taking flexible display panel off, and method for manufacturing the same | |
| JP6476027B2 (ja) | シート剥離装置および剥離方法、並びに、シート転写装置 | |
| JP3200938U (ja) | シート剥離装置 | |
| JP2005293690A (ja) | ディスク基板とシート状部材の貼り合わせ方法 | |
| JP2005216426A (ja) | 光ディスクの製造方法 | |
| JP2019075509A (ja) | 接着シート処理方法および接着シート処理装置 | |
| JP2011151229A (ja) | 接着シート用支持媒体および支持フレーム | |
| JP2015082619A (ja) | シート貼付装置および貼付方法 | |
| JP6027399B2 (ja) | シート貼付装置およびシート貼付方法 | |
| JP3924253B2 (ja) | 光ディスクの製造方法 | |
| JP2015035452A (ja) | シート貼付装置及びシート貼付方法 | |
| JP6420172B2 (ja) | シート供給装置および供給方法 | |
| JP2018129322A (ja) | シート貼付装置および貼付方法 | |
| JP2017107946A (ja) | シート剥離装置 | |
| JP2014241331A (ja) | 支持装置および支持方法 | |
| JP2015012138A (ja) | シート貼付装置および貼付方法 | |
| JP6397780B2 (ja) | 転写装置および転写方法 | |
| JP2019179847A (ja) | 離間装置および離間方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Effective date: 20060216 Free format text: JAPANESE INTERMEDIATE CODE: A712 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070130 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20071214 |
|
| A521 | Written amendment |
Effective date: 20080218 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A521 | Written amendment |
Effective date: 20080416 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A521 | Written amendment |
Effective date: 20080428 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20080428 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20080428 |