JP2005292838A - 光ケーブルユニット - Google Patents
光ケーブルユニット Download PDFInfo
- Publication number
- JP2005292838A JP2005292838A JP2005106203A JP2005106203A JP2005292838A JP 2005292838 A JP2005292838 A JP 2005292838A JP 2005106203 A JP2005106203 A JP 2005106203A JP 2005106203 A JP2005106203 A JP 2005106203A JP 2005292838 A JP2005292838 A JP 2005292838A
- Authority
- JP
- Japan
- Prior art keywords
- optical cable
- layer
- laser
- metal tube
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/44—Mechanical structures for providing tensile strength and external protection for fibres, e.g. optical transmission cables
- G02B6/4479—Manufacturing methods of optical cables
- G02B6/4486—Protective covering
- G02B6/4488—Protective covering using metallic tubes
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Laser Beam Processing (AREA)
- Communication Cables (AREA)
Abstract
【解決手段】 長軸に沿ったレーザ溶接継目を備えた、2つの層からなる金属管と、前記金属管の内部に配置された少なくとも1つの光導波路からなる光ケーブルユニットであって、第1の内側層(13c)は銅からなっており、第2の外側層(13b)はオーステナイト鋼からなっており、前記第1の内側層(13c)および第2の外側層(13b)の両方の層の前記長軸に沿った継目はレーザ溶接されており、前記両方の層の継目は重ね合わせて配置されており、そして、前記レーザ溶接はCO2レーザによって行われていることを特徴とする光ケーブルユニット。
【選択図】 図3
Description
この発明によると、金属管は2つの層からなっており、第1の内側層は銅からなっており、第2の外側層はオーステナイト鋼からなっている。両方の層の長軸に沿った継目はレーザ溶接されている。両方の層の継目は重ね合わせて配置されている。レーザ溶接はCO2レーザによって行われている。
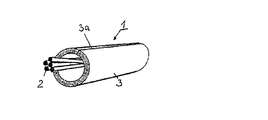
2 光導波路
3 金属管
4 供給リール
5 テープ
6 形成装置
7 溶接装置
8 第1クランプ器
9 減径装置
10 第2クランプ器
11 巻き取りリール
12 保管リール
13 金属管
14 供給装置
15 スプール
16 錘
力Fは、管を、錘16によるのと同一方向に偏らせるローラ(図示しない)によって生じさせても良い。
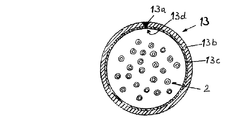
この発明によると、テープ5はオーステナイト鋼と銅の積層からなっており、溶接装置は、CO2レーザである。CO2レーザによって、金属管3のオーステナイト層13bの継目13aを溶接する。積層しているオーステナイト層の継目13aに注がれた溶接熱がオーステナイト層13bの壁厚を貫通して、銅層13cの端部を合わせて溶接する。銅層13cの溶接継目13dには、オーステナイト層13bの溶接継目13aと同様に、空隙(ボイド)がない。
Claims (4)
- 長軸に沿ったレーザ溶接継目を備えた、2つの層からなる金属管と、前記金属管の内部に配置された少なくとも1つの光導波路からなる光ケーブルユニットであって、
第1の内側層(13c)は銅からなっており、第2の外側層(13b)はオーステナイト鋼からなっており、前記第1の内側層(13c)および第2の外側層(13b)の両方の層の前記長軸に沿った継目はレーザ溶接されており、前記両方の層の継目は重ね合わせて配置されており、そして、前記レーザ溶接はCO2レーザによって行われていることを特徴とする光ケーブルユニット。 - 前記金属管(13)は、オーステナイト鋼と銅の積層からなっていることを特徴とする請求項1に記載の光ケーブルユニット。
- 前記金属管(13)の外径は2.5から4.0mmの範囲内であり、その壁厚は0.2から0.3mmの範囲内であり、前記銅からなる層(13c)の厚さが0.04から0.06mmの範囲内であることを特徴とする請求項1または2に記載の光ケーブルユニット。
- 金属テープを連続的にスロット付管に成形し、少なくとも1つの光導波路を開放したスロット付管内に連続的に配置し、そして、前記スロットをレーザ溶接ユニットによって閉塞することからなる、長軸に沿ったレーザ溶接継目を備えた金属管と、前記金属管の内部に配置された少なくとも1つの光導波路からなる光ケーブルユニットの製造方法であって、
オーステナイト鋼の層および銅の層が積層されたテープを、連続的にスロット付管に成形し、前記スロット付管の継目をCO2レーザによって溶接して、前記オーステナイト鋼の層の継目に注がれた熱によって、前記銅の層の継目を溶接することを特徴とする光ケーブルユニットの製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NO20041392A NO20041392D0 (no) | 2004-04-02 | 2004-04-02 | Optisk kabelenhet og fremgangsmate for fremstilling derav |
| NO20041392 | 2004-04-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005292838A true JP2005292838A (ja) | 2005-10-20 |
| JP4686237B2 JP4686237B2 (ja) | 2011-05-25 |
Family
ID=34859245
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005106203A Expired - Fee Related JP4686237B2 (ja) | 2004-04-02 | 2005-04-01 | 光ケーブルユニット |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7329829B2 (ja) |
| EP (1) | EP1582898B1 (ja) |
| JP (1) | JP4686237B2 (ja) |
| AT (1) | ATE549652T1 (ja) |
| NO (1) | NO20041392D0 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7329829B2 (en) * | 2004-04-02 | 2008-02-12 | Nexans | Optical cable unit |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106054337B (zh) * | 2016-08-08 | 2022-11-22 | 中天科技海缆股份有限公司 | 一种光单元护层的生产流水线及生产工艺 |
| WO2020112441A1 (en) * | 2018-11-29 | 2020-06-04 | Corning Research & Development Corporation | Optical fiber cable with laser welded jacket and method of manufacturing |
| EP3887130A4 (en) | 2018-11-30 | 2022-08-24 | Corning Research & Development Corporation | LASER WELDING OF A CABLE JACKET |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3183300A (en) * | 1963-02-11 | 1965-05-11 | Gen Cable Corp | Electrical cable having a laminated corrugated sheath |
| US3405228A (en) * | 1965-08-11 | 1968-10-08 | Gen Cable Corp | Folded, laminated electrical cable sheath having abutting edges of one lamination unwelded |
| US4317003A (en) * | 1980-01-17 | 1982-02-23 | Gray Stanley J | High tensile multiple sheath cable |
| JPS602909A (ja) * | 1983-05-24 | 1985-01-09 | オリン・コ−ポレ−シヨン | 光学繊維通信ケ−ブル並びにその製造方法及び装置 |
| JPS61277910A (ja) * | 1985-06-03 | 1986-12-08 | Kanai Hiroyuki | 光フアイバ−ケ−ブル用耐圧管要素 |
| US4751777A (en) * | 1986-09-02 | 1988-06-21 | Jpi Aquisition, Inc. | Method for making a full round bushing |
| WO1991008501A1 (fr) * | 1989-12-05 | 1991-06-13 | Nkk Corporation | Appareil et procede de fabrication d'un cable de fibres optiques revetu d'un tuyau metallique |
| FR2756641A1 (fr) * | 1996-12-03 | 1998-06-05 | Fileca Foptica | Machine de fabrication de modules optiques |
| JP2001510539A (ja) * | 1997-02-04 | 2001-07-31 | フェデラル・モーグル コーポレイション | レーザー溶接されたベアリング及びその製造方法 |
| US20030146423A1 (en) * | 2000-12-27 | 2003-08-07 | Nkf Kabel B.V. | Loose fill fiber optic cable with steel jacket |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3643008A (en) * | 1970-10-06 | 1972-02-15 | Whitney Blake Co | Shielded cable construction providing for an internal connection to ground |
| JPS56114366A (en) * | 1980-02-15 | 1981-09-08 | Toshiba Corp | Manufacture of cooling device |
| DE3011868A1 (de) * | 1980-03-27 | 1981-10-01 | Kabel- und Metallwerke Gutehoffnungshütte AG, 3000 Hannover | Feuchtigkeitsgeschuetztes elektrisches energiekabel |
| US4477147A (en) * | 1981-11-23 | 1984-10-16 | Olin Corporation | Method and apparatus for assembling an optical fiber communication cable |
| JPS60115381A (ja) * | 1983-11-25 | 1985-06-21 | Hitachi Ltd | 異種金属の接合方法 |
| US4852965A (en) * | 1987-02-27 | 1989-08-01 | American Telephone And Telegraph Company At&T Bell Laboratories | Composite service and distribution communications media |
| US5026967A (en) * | 1990-07-09 | 1991-06-25 | Jpi Transportation Products, Inc. | Vision enhanced method for making a full round bushing |
| DE4112354A1 (de) * | 1991-04-16 | 1992-10-22 | Behr Gmbh & Co | Vorrichtung zum katalytischen entgiften von abgasen |
| US5269056A (en) * | 1992-09-16 | 1993-12-14 | Oea, Inc. | Laser welding of wire strands to an electrode pin |
| DE4434133A1 (de) * | 1994-09-24 | 1996-03-28 | Kabelmetal Electro Gmbh | Verfahren zur Herstellung eines optischen Kabels aus einem Metallrohr |
| DE4434134A1 (de) * | 1994-09-24 | 1996-03-28 | Kabelmetal Electro Gmbh | Verfahren zur Herstellung eines längsnahtgeschweißten Metallrohres |
| JP3233542B2 (ja) * | 1995-02-14 | 2001-11-26 | 株式会社オーシーシー | 金属管被覆光ファイバケーブルの製造方法及び製造装置 |
| US6300591B1 (en) * | 2000-03-23 | 2001-10-09 | Sandia Corporation | Method for laser welding a fin and a tube |
| FR2809645B1 (fr) * | 2000-05-31 | 2002-09-27 | Air Liquide | Application d'un procede hybride laser-arc au soudage de tube |
| EP1184128B1 (de) * | 2000-08-31 | 2003-06-25 | Nexans | Verfahren zur Herstellung eines Metallrohres aus Kupfer |
| NO20041392D0 (no) * | 2004-04-02 | 2004-04-02 | Nexans | Optisk kabelenhet og fremgangsmate for fremstilling derav |
-
2004
- 2004-04-02 NO NO20041392A patent/NO20041392D0/no unknown
-
2005
- 2005-04-01 EP EP05300245A patent/EP1582898B1/en not_active Expired - Lifetime
- 2005-04-01 AT AT05300245T patent/ATE549652T1/de active
- 2005-04-01 JP JP2005106203A patent/JP4686237B2/ja not_active Expired - Fee Related
- 2005-04-02 US US11/097,449 patent/US7329829B2/en not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3183300A (en) * | 1963-02-11 | 1965-05-11 | Gen Cable Corp | Electrical cable having a laminated corrugated sheath |
| US3405228A (en) * | 1965-08-11 | 1968-10-08 | Gen Cable Corp | Folded, laminated electrical cable sheath having abutting edges of one lamination unwelded |
| US4317003A (en) * | 1980-01-17 | 1982-02-23 | Gray Stanley J | High tensile multiple sheath cable |
| JPS602909A (ja) * | 1983-05-24 | 1985-01-09 | オリン・コ−ポレ−シヨン | 光学繊維通信ケ−ブル並びにその製造方法及び装置 |
| JPS61277910A (ja) * | 1985-06-03 | 1986-12-08 | Kanai Hiroyuki | 光フアイバ−ケ−ブル用耐圧管要素 |
| US4751777A (en) * | 1986-09-02 | 1988-06-21 | Jpi Aquisition, Inc. | Method for making a full round bushing |
| WO1991008501A1 (fr) * | 1989-12-05 | 1991-06-13 | Nkk Corporation | Appareil et procede de fabrication d'un cable de fibres optiques revetu d'un tuyau metallique |
| FR2756641A1 (fr) * | 1996-12-03 | 1998-06-05 | Fileca Foptica | Machine de fabrication de modules optiques |
| JP2001510539A (ja) * | 1997-02-04 | 2001-07-31 | フェデラル・モーグル コーポレイション | レーザー溶接されたベアリング及びその製造方法 |
| US20030146423A1 (en) * | 2000-12-27 | 2003-08-07 | Nkf Kabel B.V. | Loose fill fiber optic cable with steel jacket |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7329829B2 (en) * | 2004-04-02 | 2008-02-12 | Nexans | Optical cable unit |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4686237B2 (ja) | 2011-05-25 |
| ATE549652T1 (de) | 2012-03-15 |
| US20050279737A1 (en) | 2005-12-22 |
| US7329829B2 (en) | 2008-02-12 |
| NO20041392D0 (no) | 2004-04-02 |
| EP1582898A1 (en) | 2005-10-05 |
| EP1582898B1 (en) | 2012-03-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3828599B2 (ja) | 縦シーム溶接された金属管の製造方法 | |
| US4317003A (en) | High tensile multiple sheath cable | |
| US8111960B2 (en) | Fiber optic cable systems and methods to prevent hydrogen ingress | |
| US4407065A (en) | Multiple sheath cable and method of manufacture | |
| JPH05307135A (ja) | 光ファイバーケーブル要素を製造するための方法 | |
| WO1991008501A1 (fr) | Appareil et procede de fabrication d'un cable de fibres optiques revetu d'un tuyau metallique | |
| US5076657A (en) | Connection structure of optical fibers sealed in metal pipes and method for connecting optical fibers sealed in metal pipes | |
| JPH068923B2 (ja) | 光ファイバケーブル及びその製造方法 | |
| US5768762A (en) | Method and apparatus for manufacturing an optical cable from a metal tube | |
| JP2970456B2 (ja) | 金属管被覆光ファイバケーブルの製造方法及び製造装置 | |
| JP4686237B2 (ja) | 光ケーブルユニット | |
| US5142763A (en) | Method for connecting optical fibers sealed in metal pipes | |
| JPS6117447A (ja) | 光フアイバケーブルの製造方法とその装置 | |
| JPS5532053A (en) | Optical fiber submarine cable | |
| JP2950180B2 (ja) | 金属管被覆光ファイバケーブルの製造方法及び製造装置 | |
| US11561358B2 (en) | Method for the continuous production of optical fibre waveguide sensors mounted in a perforated metal hollow profile | |
| JP2782993B2 (ja) | 金属管被覆光ファイバケ−ブルの製造装置及び製造方法 | |
| US20240194374A1 (en) | Method of manufacturing a submarine power cable | |
| NO322118B1 (no) | Optisk kabelenhet | |
| JP3181551B2 (ja) | 金属管被覆光ファイバの製造方法及び製造装置 | |
| JPS6221112A (ja) | 海底光ケ−ブル | |
| JPH10319283A (ja) | 光ケーブル | |
| JPH04345111A (ja) | 金属管被覆光ファイバケーブルの製造方法及び装置 | |
| KR20240126827A (ko) | 길이방향 테이프를 구비한 해저 전력 케이블 | |
| JPS602909A (ja) | 光学繊維通信ケ−ブル並びにその製造方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080327 |
|
| RD13 | Notification of appointment of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7433 Effective date: 20081127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100714 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100914 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100917 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20101115 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20101118 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20101214 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20101217 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101227 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110128 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110214 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140218 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |