JP2005291599A - ヒートパイプ用内面溝付管およびヒートパイプ - Google Patents
ヒートパイプ用内面溝付管およびヒートパイプ Download PDFInfo
- Publication number
- JP2005291599A JP2005291599A JP2004105696A JP2004105696A JP2005291599A JP 2005291599 A JP2005291599 A JP 2005291599A JP 2004105696 A JP2004105696 A JP 2004105696A JP 2004105696 A JP2004105696 A JP 2004105696A JP 2005291599 A JP2005291599 A JP 2005291599A
- Authority
- JP
- Japan
- Prior art keywords
- heat pipe
- heat
- tube
- groove
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000012530 fluid Substances 0.000 claims abstract description 29
- 230000002093 peripheral effect Effects 0.000 claims abstract description 8
- 229910052751 metal Inorganic materials 0.000 claims abstract description 6
- 239000002184 metal Substances 0.000 claims abstract description 6
- 238000012546 transfer Methods 0.000 abstract description 34
- 238000001816 cooling Methods 0.000 abstract description 26
- 238000007789 sealing Methods 0.000 abstract 1
- 230000000052 comparative effect Effects 0.000 description 18
- 238000001704 evaporation Methods 0.000 description 17
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 16
- 229910052802 copper Inorganic materials 0.000 description 16
- 239000010949 copper Substances 0.000 description 16
- 230000008020 evaporation Effects 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 13
- 230000005499 meniscus Effects 0.000 description 6
- 238000009833 condensation Methods 0.000 description 5
- 230000005494 condensation Effects 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- 238000000034 method Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 239000000498 cooling water Substances 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 229910000881 Cu alloy Inorganic materials 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000011574 phosphorus Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- NBVXSUQYWXRMNV-UHFFFAOYSA-N fluoromethane Chemical compound FC NBVXSUQYWXRMNV-UHFFFAOYSA-N 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
Images




Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
【解決手段】 本発明は、内周面に溝が多数形成されている金属管内に、作動液を封入してなるヒートパイプに使用されるヒートパイプ用内面溝付管であって、前記内面溝付管内の溝総断面積と前記内面溝付管の流路断面積の比が、0.13以上0.16以下であり、かつ、前記溝の底幅と前記内面溝付管の最大内径の比が、0.02以上0.05以下であることを特徴とする。
【選択図】 図2
Description
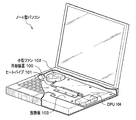
かかる冷却装置100は、主にヒートパイプ101と、放熱板103と、小型ファン102とから構成されている。当該ヒートパイプ101は、微細な溝が形成されたパイプの内部に一定量の作動液を減圧封入したものであって、一端をCPU104などの発熱体に接触させてその熱を吸収し、他端を小型ファン102等によって冷却することで吸収した熱を発散している。
このように、内面溝付管内の溝総断面積と前記内面溝付管の流路断面積の比、および、溝の底幅と前記内面溝付管の最大内径の比を適切な範囲に規定することで、溝と溝の間に凝縮した作動液に対して高い毛細管力を作用させることができ、冷却性能を向上することができる。
このように、フィンの山頂角δを適切な範囲に規定して溝の斜面を内面溝付管の内周面に対してできるだけ垂直に形成することで、溝と作動液に作用する毛細管力をより高いものとすることができ、冷却性能を向上することができる。
このように、リード角θを適切な範囲に規定することでヒートパイプの凝縮部と蒸発部との間の距離を短くすることができる。したがって、凝縮部から蒸発部への作動液の戻りを早めることができ、冷却性能を向上することができる。なお、リード角θが0°とは、そのリード角が軸線方向に対して平行であることを示している。
このように、請求項1から請求項3のいずれか一項に記載のヒートパイプ用内面溝付管を用いてヒートパイプを作製するので、冷却性能に優れたヒートパイプとすることができる。
請求項4に記載の発明によれば、冷却性能、すなわち、熱伝達率や最大熱輸送量に優れたヒートパイプを提供することができる。
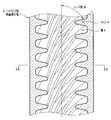
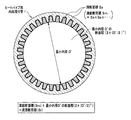
参照する図面において図1は、ヒートパイプ用内面溝付管の管軸方向における断面説明図、図2(a)は、図1のA−A線における断面図、(b)は、(a)の要部拡大断面図である。なお、以下の説明において「縦」とは管の軸線方向をいい、「横」とは管の軸線方向に対する垂直方向をいう。図3は、ヒートパイプ用内面溝付管の流路断面積Srについて説明するための断面図である。
また、図4(a)は、溝に形成される作動液のメニスカスの形成状況を示す説明図であり、(b)は、(a)の要部拡大図である。
本発明に係るヒートパイプ用内面溝付管1は、図2(a)に示すように、その横断面が略円形となるよう構成されている。そして、ヒートパイプ用内面溝付管1の内周面には、縦方向に沿って伸びる複数の溝2と、当該溝2と溝2との間に形成される複数のフィン3が形成されている(図1参照)。ここで、各溝2は、図2(b)に示すように、フィン3の稜線やフィン3の根元はやや丸みを帯びるように形成するのが好ましい。溝2の成形性を良好にするためである。
また、フィン3は、フィン山頂曲線部3aと、これに滑らかにつながるフィン壁部3bと、各フィン壁部3b同士をつなぐ溝底部2aとから構成される。なお、溝底部2aは直線部と任意のフィン根元半径Rで滑らかに連続したものであって、直線部なしに任意のフィン根元半径R同士が滑らかに連続したものでもよい。
)、(b)に示すように、ΔP=(2σ・cosα)/wで求めることができる。ΔPの
式において、σは表面張力、wは溝の底幅、αはメニスカスの角度を表す。
そして、ヒートパイプ用内面溝付管1においては、溝総断面積Smと流路断面積Srの比を0.13以上0.16以下とするのが好ましい。溝総断面積Smと流路断面積Srの比を適切な範囲に制御することで、作動液4の毛細管力を向上させることができる。毛細管力が向上すると、熱伝達率および最大熱輸送量、すなわち、冷却性能の向上を図ることができる。当該比が0.13未満であると溝2の相対量が不足し、ヒートパイプ10(図7のノート型パソコンの模式図におけるヒートパイプ101に相当)とした際に冷却性能が低下する。一方、当該比が0.16より大きいと成形する溝2の数が多くなり過ぎて、溝2の成形性の悪化や工具の欠損等が生じ易いためにヒートパイプ用内面溝付管1の製造が困難となる。
また、ヒートパイプ用内面溝付管1を作製するための、転造前の素材銅管の底肉厚は、0.25mm〜0.6mmとするのが好ましい。素材銅管の底肉厚が0.25mm以下であると、その肉厚が薄いために、ヒートパイプ用内面溝付管1を作製した場合に形成される溝2の加工が困難となり、素材銅管の底肉厚が0.6mmを超えると、ヒートパイプ用内面溝付管1を作製した場合における溝加工性の効率が悪くなるとともに、冷却性能が悪くなる。
次に、ヒートパイプ用内面溝付管1の作製方法と、それを用いたヒートパイプ10の作製方法について説明する。
ヒートパイプ用内面溝付管1の内周面の溝2は、例えば、転造加工法により形成することができる。具体的には、溝2やフィン3に対応した微細溝加工が施された図示しない溝付プラグを、所定の径の金属管(銅管)の内側に挿入する。当該銅管の外側を遊星回転するスチールボールで圧下しながら抽伸加工することで銅管の内周面に連続的に溝加工を行う。ボール圧下により回転することにより、溝付プラグが回転し、所定のリード角θをもってヒートパイプ用内面溝付管1を作製することが可能である。
なお、ヒートパイプ用内面溝付管1の内周面の溝2は転造加工法に限定されず、例えば圧延加工法によっても行うことができる。
ここで、ヒートパイプ性能評価装置には、加熱部と、放熱部と、断熱部とが備えられている。
加熱部は、ヒートパイプの蒸発部を加熱するためのものであり、電源と、変圧器と、電力計と、ヒートパイプの蒸発部を加熱するシースヒータが備えられている。この変圧器によりシースヒータへの電力の供給を段階的に増加させることができる。
放熱部は、循環する冷却水によってヒートパイプの凝縮部を冷却するためのものであり、当該放熱部と、冷凍機とポンプとを内蔵した水槽と、流量計とを経由して冷却水が循環している。なお、この冷却水は常時、ヒートパイプの評価装置の断熱部側から放熱部の端部側に向かって流れるように設定されている。
断熱部は、加熱部と放熱部との間に一定温度(50℃)を保つことで、加熱部と放熱部との間で直接的な熱交換が起こらないようにしている。
ここで、熱伝達率は、熱輸送量Q(W)=伝熱面積A(m2)×熱伝達率h(W/m2K)×温度差ΔT(K)の式を適用して求めることができる。
熱抵抗値Rは、加熱部の温度TE[K]と放熱部の温度TC[K]との温度差を熱源の熱量Q[W]で除した値で求めることができる。すなわち、HR=(TE−TC)/Qで求めることができる。なお、熱抵抗Rの逆数が熱伝達率となる。また、最大熱輸送量Qmax[W]は、ヒートパイプの蒸発部がドライアウトする直前の熱量Q[W]を測定することで求めることができる。
実施例1では、発明例1から発明例3と比較例1について、本発明で規定する条件のうち、溝総断面積Smと流路断面積Srの比(表1中では「Sm/Sr比」と表示)、溝の底幅と最大内径の比、および、山頂角δの条件を変更して検討している。
実施例1の検討条件としては発明例1から発明例3および比較例1ともに、使用するヒートパイプ用内面溝付管として、無酸素銅(JISH3300に規定される合金番号C1020)を使用した。また、ヒートパイプ用内面溝付管の外径はφ6mm、管の底肉厚は0.30mm、最大内径は5.4mm、リード角θは0°とした。なお、溝数は発明例1が50個、発明例2、発明例3および比較例1は45個とした。
かかる条件下で発明例1から発明例3および比較例1の熱伝達率および最大熱輸送量を検討した。結果を表2に示す。なお、表2に示す熱伝達率および最大熱輸送量は、比較例1を100とした場合の相対値で表している。

なお、同じ発明例であっても発明例1と発明例3とでは、溝総断面積と流路断面積の比、および、溝の底幅と最大内径の比が異なっているために熱伝達率および最大熱輸送量について差が生じていた。
また、比較例1は、溝総断面積と流路断面積の比、および、溝の底幅と最大内径の比が本発明の条件を満たさない他、山頂角δが発明例1から発明例3よりも大きいために、発明例1から発明例3と比較して熱伝達率や最大熱輸送量が著しく低かった。
これら発明例1から発明例3のうち、最も冷却性能に優れていた発明例1を対象に、さらに以下の検討を行った。
実施例2では、溝総断面積と流路断面積の比、溝の底幅と最大内径の比、溝数、溝深さ、および山頂角δの各条件を前記の発明例1と同一とし、リード角θを種々変更した発明例4〜発明例6、および、比較例2のヒートパイプを作製した。これら発明例4〜発明例6、および、比較例2を用いてリード角θによる熱伝達率および最大熱輸送量の検討を行った。リード角θの条件としては、表3に示すとおりである。すなわち、発明例1のリード角θは0°、発明例4のリード角θは10°、発明例5のリード角θは20°、発明例6のリード角θは30°であり、比較例2のリード角θは40°とした。結果を表4に示す。なお、表4に示す熱伝達率および最大熱輸送量は、比較例3を100とした場合の相対値で表している。
例えば、ヒートパイプ内面溝付管およびヒートパイプの横断面が楕円形や矩形を呈することとしてもよく、また、作動液をハイドロフルオロカーボンなどのフロン系冷媒を用いることとしてもよい。
2 溝
3 フィン
4 作動液
10 ヒートパイプ
11 凝縮部
12 蒸発部
Sm 溝総断面積
Sr 流路断面積
w 底幅
Claims (4)
- 内周面に溝が多数形成されている金属管内に、作動液を封入してなるヒートパイプに使用されるヒートパイプ用内面溝付管であって、
前記内面溝付管内の溝総断面積と前記内面溝付管の流路断面積の比が、0.13以上0.16以下であり、かつ、
前記溝の底幅と前記内面溝付管の最大内径の比が、0.02以上0.05以下であることを特徴とするヒートパイプ用内面溝付管。 - 前記溝の間に形成されるフィンの山頂角δが、10°以上30°以下であることを特徴とする請求項1に記載のヒートパイプ用内面溝付管。
- 前記溝のリード角θが、内面溝付管の軸線に対して0°以上30°以下であることを特徴とする請求項1または請求項2に記載のヒートパイプ用内面溝付管。
- 請求項1から請求項3のいずれか一項に記載のヒートパイプ用内面溝付管を用いて、当該内面溝付管内部に作動液を減圧封入したことを特徴とするヒートパイプ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105696A JP2005291599A (ja) | 2004-03-31 | 2004-03-31 | ヒートパイプ用内面溝付管およびヒートパイプ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105696A JP2005291599A (ja) | 2004-03-31 | 2004-03-31 | ヒートパイプ用内面溝付管およびヒートパイプ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005291599A true JP2005291599A (ja) | 2005-10-20 |
Family
ID=35324721
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004105696A Pending JP2005291599A (ja) | 2004-03-31 | 2004-03-31 | ヒートパイプ用内面溝付管およびヒートパイプ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005291599A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008185288A (ja) * | 2007-01-31 | 2008-08-14 | Sumitomo Light Metal Ind Ltd | ヒートパイプ用内面溝付管 |
| JP2008267788A (ja) * | 2007-03-28 | 2008-11-06 | Furukawa Electric Co Ltd:The | 伝熱管 |
| JP2009088127A (ja) * | 2007-09-28 | 2009-04-23 | Panasonic Corp | 冷却装置 |
| CN100529642C (zh) * | 2006-10-13 | 2009-08-19 | 富准精密工业(深圳)有限公司 | 热管及其制造方法 |
| JP2009246290A (ja) * | 2008-03-31 | 2009-10-22 | Kobelco & Materials Copper Tube Inc | ヒートパイプ用内面溝付管及びヒートパイプ |
| JP2011033327A (ja) * | 2009-07-31 | 2011-02-17 | Yea-Chiang Technology Corp | 焼結ヒートパイプ、およびその製造方法 |
| JP2013007501A (ja) * | 2011-06-22 | 2013-01-10 | Nec Corp | 冷却装置 |
| WO2016172030A1 (en) * | 2015-04-21 | 2016-10-27 | Varian Semiconductor Equipment Associates, Inc. | Semiconductor manufacturing device with embedded fluid conduits |
| JP2017009239A (ja) * | 2015-06-25 | 2017-01-12 | 国立大学法人九州工業大学 | 液体輸送装置及びそれを用いたヒートパイプ |
| JP2021050067A (ja) * | 2019-09-25 | 2021-04-01 | セイコーエプソン株式会社 | 記録装置 |
-
2004
- 2004-03-31 JP JP2004105696A patent/JP2005291599A/ja active Pending
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100529642C (zh) * | 2006-10-13 | 2009-08-19 | 富准精密工业(深圳)有限公司 | 热管及其制造方法 |
| JP2008185288A (ja) * | 2007-01-31 | 2008-08-14 | Sumitomo Light Metal Ind Ltd | ヒートパイプ用内面溝付管 |
| JP2008267788A (ja) * | 2007-03-28 | 2008-11-06 | Furukawa Electric Co Ltd:The | 伝熱管 |
| JP2009088127A (ja) * | 2007-09-28 | 2009-04-23 | Panasonic Corp | 冷却装置 |
| JP2009246290A (ja) * | 2008-03-31 | 2009-10-22 | Kobelco & Materials Copper Tube Inc | ヒートパイプ用内面溝付管及びヒートパイプ |
| JP2011033327A (ja) * | 2009-07-31 | 2011-02-17 | Yea-Chiang Technology Corp | 焼結ヒートパイプ、およびその製造方法 |
| JP2013007501A (ja) * | 2011-06-22 | 2013-01-10 | Nec Corp | 冷却装置 |
| US20160311020A1 (en) * | 2015-04-21 | 2016-10-27 | Varian Semiconductor Equipment Associates, Inc. | Semiconductor manufacturing device with embedded fluid conduits |
| WO2016172030A1 (en) * | 2015-04-21 | 2016-10-27 | Varian Semiconductor Equipment Associates, Inc. | Semiconductor manufacturing device with embedded fluid conduits |
| KR20170139080A (ko) * | 2015-04-21 | 2017-12-18 | 베리안 세미콘덕터 이큅먼트 어소시에이츠, 인크. | 내장된 유동체 도관들을 갖는 반도체 제조 디바이스 |
| CN107530775A (zh) * | 2015-04-21 | 2018-01-02 | 瓦里安半导体设备公司 | 具有内嵌流体导管的半导体制造装置 |
| US10486232B2 (en) * | 2015-04-21 | 2019-11-26 | Varian Semiconductor Equipment Associates, Inc. | Semiconductor manufacturing device with embedded fluid conduits |
| CN107530775B (zh) * | 2015-04-21 | 2020-06-16 | 瓦里安半导体设备公司 | 具有内嵌流体导管的半导体制造装置及形成所述导管的方法 |
| US11213891B2 (en) | 2015-04-21 | 2022-01-04 | Varian Semiconductor Equipment Associates, Inc. | Semiconductor manufacturing device with embedded fluid conduits |
| KR102550449B1 (ko) * | 2015-04-21 | 2023-07-03 | 베리안 세미콘덕터 이큅먼트 어소시에이츠, 인크. | 내장된 유동체 도관들을 갖는 반도체 제조 디바이스 및 도관을 형성하는 방법 |
| JP2017009239A (ja) * | 2015-06-25 | 2017-01-12 | 国立大学法人九州工業大学 | 液体輸送装置及びそれを用いたヒートパイプ |
| JP2021050067A (ja) * | 2019-09-25 | 2021-04-01 | セイコーエプソン株式会社 | 記録装置 |
| JP7322632B2 (ja) | 2019-09-25 | 2023-08-08 | セイコーエプソン株式会社 | 記録装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Zhao et al. | Thermal management strategy for electronic chips based on combination of a flat-plate heat pipe and spray cooling | |
| Webb et al. | Heat transfer and friction characteristics of internal helical-rib roughness | |
| CN101660880B (zh) | 传导率可变热管 | |
| TWI683083B (zh) | 熱管 | |
| CN103165547B (zh) | 微槽群复合相变散热器 | |
| JP2008241180A (ja) | ヒートパイプ用伝熱管およびヒートパイプ | |
| He et al. | Efficiency enhancement of a loop thermosyphon on a mixed-wettability evaporator surface | |
| JP2005291599A (ja) | ヒートパイプ用内面溝付管およびヒートパイプ | |
| Gallego et al. | Influence of filling ratio on the thermal performance and efficiency of a thermosyphon operating with Al2O3-water based nanofluids | |
| Falsetti et al. | Pool boiling heat transfer of Novec 649 on sandblasted surfaces | |
| JP4389565B2 (ja) | 沸騰用伝熱管及びその製造方法 | |
| Sun et al. | Thermal performance of a vapor chamber with synergistic effects of droplet jumping and pillared-wick capillarity | |
| Anand et al. | Experimental investigations on modified thermosyphons using R134a/Al2O3 and comparative machine learning analysis | |
| He et al. | Visualized study and performance evaluation on a micro-grooved vapor chamber | |
| CN209546219U (zh) | 散热装置 | |
| JP2010256000A (ja) | ヒートパイプ用内面溝付管及びヒートパイプ | |
| JP6738593B2 (ja) | 沸騰型伝熱管 | |
| JP2003302180A (ja) | 自励振動型ヒートパイプ | |
| JP2009243864A (ja) | ヒートパイプ用内面溝付管及びヒートパイプ | |
| JP4925597B2 (ja) | ヒートパイプ用伝熱管及びヒートパイプ | |
| JP5243831B2 (ja) | ヒートパイプ用内面溝付管及びヒートパイプ | |
| JP2009024996A (ja) | ヒートパイプの製造方 | |
| JP2010133581A (ja) | ヒートパイプ用内面溝付管及びヒートパイプ | |
| JP2009243863A (ja) | ヒートパイプ用内面溝付管及びヒートパイプ | |
| JP2008020166A (ja) | 蒸発器用内面溝付伝熱管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20051006 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070213 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090714 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090914 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20091110 |