JP2005291204A - 耐熱性フックを有しかつ粉末冶金法によって得られるタービンケーシング - Google Patents
耐熱性フックを有しかつ粉末冶金法によって得られるタービンケーシング Download PDFInfo
- Publication number
- JP2005291204A JP2005291204A JP2005087761A JP2005087761A JP2005291204A JP 2005291204 A JP2005291204 A JP 2005291204A JP 2005087761 A JP2005087761 A JP 2005087761A JP 2005087761 A JP2005087761 A JP 2005087761A JP 2005291204 A JP2005291204 A JP 2005291204A
- Authority
- JP
- Japan
- Prior art keywords
- jacket
- hooks
- alloy
- stator casing
- turbine stator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/062—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools involving the connection or repairing of preformed parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
- B22F3/15—Hot isostatic pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/08—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools with one or more parts not made from powder
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/24—Casings; Casing parts, e.g. diaphragms, casing fastenings
- F01D25/246—Fastening of diaphragms or stator-rings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D9/00—Stators
- F01D9/02—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles
- F01D9/04—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/4932—Turbomachine making
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Powder Metallurgy (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
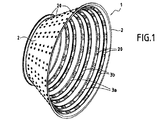
【解決手段】ジャケットと、タービンディストリビュータノズルを締め付けるためのファスナフック3a、3bとを備え、フックは、ジャケットの内側面から突出している、タービンステータケーシングであって、ジャケットは、金属粉末5を用いる熱間等方圧圧縮によって第1の合金で作られ、ファスナフック3a、3bは、第1の合金よりも耐熱性のある第2の合金から作られ、かつ熱間等方圧圧縮の間に拡散溶接によってジャケットに固着される。ケーシングは、また、ファスナフック3a、3bを通過しかつジャケットを通るインサート20を備えている。
【選択図】 図1
Description
2 ジャケット
3a、3b フック
5 金属粉末
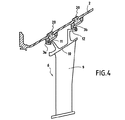
6 ディストリビュータノズル
9 ステータブレード
10 外側リング
11、12 フック
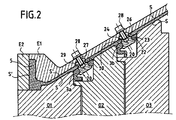
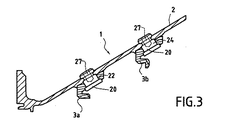
20 インサート
23 開口部
24 円筒状本体
26 周囲溝
27 孔
28 ネジ
29 ハウジング
30 フック外側面
O1、O2、O3、E1、E2 金型部品
Claims (12)
- ジャケット(2)と、タービンディストリビュータノズルを締め付けるためのファスナフック(3a、3b)とを備え、ファスナフックが、ジャケット(2)の内側面から突出している、タービンステータケーシングであって、前記ジャケット(2)が、金属粉末(5)を用いる熱間等方圧圧縮によって第1の合金で作られ、前記ファスナフック(3a、3b)が、第1の合金よりも耐熱性のある第2の合金で作られ、かつ熱間等方圧圧縮の間に拡散溶接によって前記ジャケット(2)に固着されることを特徴とする、タービンステータケーシング。
- ファスナフック(3a、3b)および前記ジャケット(2)を通過するインサート(20)をさらに含むことを特徴とする、請求項1に記載のタービンステータケーシング。
- 前記インサート(20)が、熱間等方圧圧縮の間に拡散溶接によって、前記ジャケット(2)に固着されることを特徴とする、請求項2に記載のタービンステータケーシング。
- 各インサートは、ファスナフック(3a、3b)の1つに対して当接する肩部(22)が形成される第1の端部を呈することを特徴とする、請求項2または3に記載のタービンステータケーシング。
- 各インサート(20)が、突出部を形成するように、ジャケット(2)の外側面から突出する第2の端部を呈することを特徴とする、請求項2から4のいずれか一項に記載のタービンステータケーシング。
- ねじ山を切られた孔(27)が、前記インサート(20)に形成されかつその第2の端部によって開口していることを特徴とする、請求項5に記載のタービンステータケーシング。
- 各インサートが、前記ジャケット(2)の主要部に埋設された周縁溝(26)を呈することを特徴とする、請求項2から6のいずれか一項に記載のタービンステータケーシング。
- 前記第2の合金は、ニッケルおよび/またはコバルトを含むことを特徴とする、請求項1から7のいずれか一項に記載のタービンステータケーシング。
- 第1の合金で作られたジャケット(2)と、タービンディストリビュータノズルを締め付けるためのファスナフック(3a、3b)とを備え、フックが、前記ジャケット(2)の内側面から突出している、タービンステータケーシングを製造する方法であって、前記フック(3a、3b)が、第1の合金よりも耐熱性のある第2の合金で作られ、フック(3a、3b)が、鋳型の内部に配置され、鋳型は、第1の合金の金属粉末(5)が充填されるとともに、フック(3a、3b)が、前記粉末(5)に接触するような態様で配置され、前記ジャケット(2)が、前記金属粉末(5)の熱間等方圧圧縮によって成形され、フック(3a、3b)が、熱間等方圧圧縮の間に拡散溶接によってジャケット(2)に固着されることを特徴とする、方法。
- 前記フック(3a、3b)が、鋳物として作られることを特徴とする、請求項9に記載のタービンステータケーシングを製造する方法。
- フック(3a、3b)は、フック(3a、3b)が熱間等方圧圧縮の間に適切に配置されることを保証するように、インサート(20)によって前記鋳型に締め付けられることを特徴とする、請求項9または10に記載のタービンステータケーシングを製造する方法。
- 前記鋳型が、前記ジャケット(2)を成形した後に破壊されることを特徴とする、請求項9から11のいずれか一項に記載のタービンステータケーシングを製造する方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0403537A FR2868467B1 (fr) | 2004-04-05 | 2004-04-05 | Carter de turbine a crochets refractaires obtenu par procede mdp |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005291204A true JP2005291204A (ja) | 2005-10-20 |
| JP4153501B2 JP4153501B2 (ja) | 2008-09-24 |
Family
ID=34531413
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005087761A Expired - Lifetime JP4153501B2 (ja) | 2004-04-05 | 2005-03-25 | 耐熱性フックを有しかつ粉末冶金法によって得られるタービンケーシング |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7234920B2 (ja) |
| JP (1) | JP4153501B2 (ja) |
| CA (1) | CA2500959C (ja) |
| FR (1) | FR2868467B1 (ja) |
| GB (1) | GB2412949B (ja) |
| RU (1) | RU2372496C2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014001451A (ja) * | 2012-05-30 | 2014-01-09 | Rolls Royce Plc | 粉末材料から物品を製造する装置及び方法 |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10359730A1 (de) * | 2003-12-19 | 2005-07-14 | Mtu Aero Engines Gmbh | Turbomaschine, insbesondere Gasturbine |
| FR2871398B1 (fr) * | 2004-06-15 | 2006-09-29 | Snecma Moteurs Sa | Procede de fabrication d'un carter de stator de turbine |
| US20060096091A1 (en) | 2004-10-28 | 2006-05-11 | Carrier Charles W | Method for manufacturing aircraft engine cases with bosses |
| GB2442238B (en) * | 2006-09-29 | 2008-10-01 | Rolls Royce Plc | Sheet metal blank |
| EP2159382A1 (de) * | 2008-08-27 | 2010-03-03 | Siemens Aktiengesellschaft | Leitschaufelträger für eine Gasturbine |
| EP2196628A1 (de) * | 2008-12-10 | 2010-06-16 | Siemens Aktiengesellschaft | Leitschaufelträger |
| FR2944724B1 (fr) * | 2009-04-24 | 2012-01-20 | Snecma | Procede de fabrication d'un ensemble comprenant une pluralite d'aubes montees dans une plateforme |
| US8392016B2 (en) | 2010-06-25 | 2013-03-05 | LNT PM Inc. | Adaptive method for manufacturing of complicated shape parts by hot isostatic pressing of powder materials with using irreversibly deformable capsules and inserts |
| US9079245B2 (en) | 2011-08-31 | 2015-07-14 | Pratt & Whitney Canada Corp. | Turbine shroud segment with inter-segment overlap |
| US8784044B2 (en) | 2011-08-31 | 2014-07-22 | Pratt & Whitney Canada Corp. | Turbine shroud segment |
| US9028744B2 (en) | 2011-08-31 | 2015-05-12 | Pratt & Whitney Canada Corp. | Manufacturing of turbine shroud segment with internal cooling passages |
| US8784037B2 (en) | 2011-08-31 | 2014-07-22 | Pratt & Whitney Canada Corp. | Turbine shroud segment with integrated impingement plate |
| US8784041B2 (en) | 2011-08-31 | 2014-07-22 | Pratt & Whitney Canada Corp. | Turbine shroud segment with integrated seal |
| GB201119238D0 (en) | 2011-11-08 | 2011-12-21 | Rolls Royce Plc | A hot isostatic pressing tool and a method of manufacturing an article from powder material by hot isostatic pressing |
| GB201119240D0 (en) | 2011-11-08 | 2011-12-21 | Rolls Royce Plc | A hot isostatic pressing tool and a method of manufacturing an article from powder material by hot isostatic pressing |
| GB2510562B (en) | 2013-02-06 | 2015-02-25 | Rolls Royce Plc | Method of forming a bonded assembly |
| FR3002272A1 (fr) * | 2013-02-19 | 2014-08-22 | Snecma | Secteur de distributeur a anti-rotation pour secteur adjacent |
| US10252371B2 (en) * | 2016-02-12 | 2019-04-09 | The Boeing Company | Diffusion-bonded metallic materials |
| GB201700614D0 (en) * | 2017-01-13 | 2017-03-01 | Rolls Royce Plc | A method of manufacturing a component |
| FR3071516B1 (fr) * | 2017-09-25 | 2022-07-29 | Safran Aircraft Engines | Procede de fabrication d'une piece comprenant deux superalliages differents |
| US10533454B2 (en) | 2017-12-13 | 2020-01-14 | Pratt & Whitney Canada Corp. | Turbine shroud cooling |
| US11274569B2 (en) | 2017-12-13 | 2022-03-15 | Pratt & Whitney Canada Corp. | Turbine shroud cooling |
| US10502093B2 (en) * | 2017-12-13 | 2019-12-10 | Pratt & Whitney Canada Corp. | Turbine shroud cooling |
| US10570773B2 (en) | 2017-12-13 | 2020-02-25 | Pratt & Whitney Canada Corp. | Turbine shroud cooling |
| FR3105040B1 (fr) * | 2019-12-18 | 2023-11-24 | Commissariat Energie Atomique | Procédé de fabrication par compression isostatique à chaud d’une pièce outil |
| US11365645B2 (en) | 2020-10-07 | 2022-06-21 | Pratt & Whitney Canada Corp. | Turbine shroud cooling |
| US11939888B2 (en) | 2022-06-17 | 2024-03-26 | Rtx Corporation | Airfoil anti-rotation ring and assembly |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3940268A (en) * | 1973-04-12 | 1976-02-24 | Crucible Inc. | Method for producing rotor discs |
| US4063939A (en) * | 1975-06-27 | 1977-12-20 | Special Metals Corporation | Composite turbine wheel and process for making same |
| US4097276A (en) * | 1975-07-17 | 1978-06-27 | The Garrett Corporation | Low cost, high temperature turbine wheel and method of making the same |
| SE446606B (sv) * | 1981-08-27 | 1986-09-29 | Stal Laval Turbin Ab | Sett att framstella skovelringar och skivor med skovlar for roterande maskiner sasom kompressorer eller turbiner |
| US4680160A (en) * | 1985-12-11 | 1987-07-14 | Trw Inc. | Method of forming a rotor |
| CH670406A5 (ja) * | 1987-03-19 | 1989-06-15 | Bbc Brown Boveri & Cie | |
| DE3726056A1 (de) * | 1987-08-06 | 1989-03-02 | Mtu Muenchen Gmbh | Verfahren zur herstellung von bauteilen mit unterschiedlichen wandstaerken |
| SU1739585A1 (ru) * | 1989-08-09 | 1994-01-15 | Всесоюзный институт легких сплавов | Способ получения дисков с лопатками |
| FR2723868B1 (fr) * | 1994-08-24 | 1996-09-20 | Snecma | Procede d'obtention d'une piece circulaire metallique a aubes |
| DE4439949C1 (de) * | 1994-11-09 | 1996-02-15 | Mtu Muenchen Gmbh | Verfahren zur Formgebung beim heißisostatischen Pressen |
| FR2728618B1 (fr) * | 1994-12-27 | 1997-03-14 | Europ Propulsion | Distributeur supersonique d'etage d'entree de turbomachine |
| US5618161A (en) * | 1995-10-17 | 1997-04-08 | Westinghouse Electric Corporation | Apparatus for restraining motion of a turbo-machine stationary vane |
| DE19607159A1 (de) * | 1996-02-26 | 1997-08-28 | Abb Patent Gmbh | Leitboden für eine Turbine mit Leitprofilen, die an einem Außenring befestigt sind |
| DE69825959T2 (de) * | 1997-06-19 | 2005-09-08 | Mitsubishi Heavy Industries, Ltd. | Vorrichtung zum dichten der leitschaufeln von gasturbinen |
| RU2151027C1 (ru) * | 1998-12-07 | 2000-06-20 | Открытое акционерное общество "Всероссийский институт легких сплавов"(ОАО "ВИЛС") | Способ изготовления центробежного колеса с лопатками |
| FR2829176B1 (fr) * | 2001-08-30 | 2005-06-24 | Snecma Moteurs | Carter de stator de turbomachine |
-
2004
- 2004-04-05 FR FR0403537A patent/FR2868467B1/fr not_active Expired - Lifetime
-
2005
- 2005-03-21 GB GB0505770A patent/GB2412949B/en not_active Expired - Lifetime
- 2005-03-23 US US11/086,426 patent/US7234920B2/en not_active Expired - Lifetime
- 2005-03-23 CA CA2500959A patent/CA2500959C/fr not_active Expired - Lifetime
- 2005-03-25 JP JP2005087761A patent/JP4153501B2/ja not_active Expired - Lifetime
- 2005-04-04 RU RU2005109763/02A patent/RU2372496C2/ru active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014001451A (ja) * | 2012-05-30 | 2014-01-09 | Rolls Royce Plc | 粉末材料から物品を製造する装置及び方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2868467B1 (fr) | 2006-06-02 |
| GB2412949A (en) | 2005-10-12 |
| RU2372496C2 (ru) | 2009-11-10 |
| CA2500959C (fr) | 2012-10-30 |
| US20050244266A1 (en) | 2005-11-03 |
| FR2868467A1 (fr) | 2005-10-07 |
| GB2412949B (en) | 2008-01-09 |
| US7234920B2 (en) | 2007-06-26 |
| CA2500959A1 (fr) | 2005-10-05 |
| GB0505770D0 (en) | 2005-04-27 |
| JP4153501B2 (ja) | 2008-09-24 |
| RU2005109763A (ru) | 2006-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4153501B2 (ja) | 耐熱性フックを有しかつ粉末冶金法によって得られるタービンケーシング | |
| US5113583A (en) | Integrally bladed rotor fabrication | |
| US7687021B2 (en) | Method of fabricating a casing for turbine stator | |
| JP6184042B2 (ja) | 熱応力の無いファスナーを用いたタービン構成要素の接続装置 | |
| US6454156B1 (en) | Method for closing core printout holes in superalloy gas turbine blades | |
| CA2806365C (en) | Gas turbine engine case bosses | |
| US7832986B2 (en) | Multi-alloy turbine rotors and methods of manufacturing the rotors | |
| JP5618586B2 (ja) | 燃焼器ライナー | |
| US9038706B2 (en) | Casting of internal features within a product | |
| US20160251982A1 (en) | Method and system for a ceramic matrix composite shroud hanger assembly | |
| EP2574737B1 (en) | Gas turbine engine tie rod retainer | |
| US8888448B2 (en) | Method for the manufacture of a circular revolution thermomechanical part including a titanium-based load-bearing substrate lined with steel or superalloy, a turbomachine compressor housing which is resistant to titanium fire obtained according to this method | |
| US6899522B2 (en) | Method for manufacturing a turbine wheel rotor | |
| US10168051B2 (en) | Combustor assembly for a turbine engine | |
| US5150572A (en) | Insulated exhaust port liner | |
| US12158079B2 (en) | Turbine ring assembly mounted on a cross-member | |
| US9358609B2 (en) | Process for producing a turbine housing and turbine housing | |
| US20100247291A1 (en) | Gas turbine engine article having columnar microstructure | |
| EP2657453B1 (en) | Transition piece for a gas turbine engine | |
| JP2008514863A (ja) | 二重壁を有する排気マニホールド | |
| JP3592664B2 (ja) | タービンケーシングの製造方法 | |
| JPH066162Y2 (ja) | 蒸気タービン内車室の取付構造 | |
| US8132325B2 (en) | Co-forged nickel-steel rotor component for steam and gas turbine engines | |
| US20180238175A1 (en) | Method and Device for Retaining Position of a Consumable Core | |
| US20040115059A1 (en) | Cored steam turbine bucket |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060413 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080617 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080624 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080703 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4153501 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110711 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110711 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120711 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130711 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |