JP2005290621A - 加工用原紙 - Google Patents
加工用原紙 Download PDFInfo
- Publication number
- JP2005290621A JP2005290621A JP2004108133A JP2004108133A JP2005290621A JP 2005290621 A JP2005290621 A JP 2005290621A JP 2004108133 A JP2004108133 A JP 2004108133A JP 2004108133 A JP2004108133 A JP 2004108133A JP 2005290621 A JP2005290621 A JP 2005290621A
- Authority
- JP
- Japan
- Prior art keywords
- paper
- processing
- base paper
- weight
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000012545 processing Methods 0.000 title claims abstract description 87
- 229920001131 Pulp (paper) Polymers 0.000 claims abstract description 19
- 239000000835 fiber Substances 0.000 claims abstract description 18
- 239000002356 single layer Substances 0.000 claims abstract description 14
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 68
- 229920002472 Starch Polymers 0.000 claims description 39
- 239000008107 starch Substances 0.000 claims description 39
- 235000019698 starch Nutrition 0.000 claims description 39
- 229910052757 nitrogen Inorganic materials 0.000 claims description 34
- 238000005520 cutting process Methods 0.000 abstract description 68
- 239000000843 powder Substances 0.000 abstract description 14
- 239000000123 paper Substances 0.000 description 205
- 239000000428 dust Substances 0.000 description 33
- 239000011247 coating layer Substances 0.000 description 24
- 239000013054 paper strength agent Substances 0.000 description 24
- 239000010410 layer Substances 0.000 description 18
- 238000005259 measurement Methods 0.000 description 14
- 229920002401 polyacrylamide Polymers 0.000 description 12
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 10
- 238000005299 abrasion Methods 0.000 description 10
- 238000011156 evaluation Methods 0.000 description 10
- 239000011248 coating agent Substances 0.000 description 9
- 238000000576 coating method Methods 0.000 description 9
- 239000000049 pigment Substances 0.000 description 8
- 239000002994 raw material Substances 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- 238000000034 method Methods 0.000 description 7
- 239000011230 binding agent Substances 0.000 description 6
- 229910000019 calcium carbonate Inorganic materials 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- -1 etc. Substances 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- 239000004927 clay Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000005995 Aluminium silicate Substances 0.000 description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 description 3
- 235000012211 aluminium silicate Nutrition 0.000 description 3
- 229920006319 cationized starch Polymers 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 229920003048 styrene butadiene rubber Polymers 0.000 description 3
- 239000004382 Amylase Substances 0.000 description 2
- 102000013142 Amylases Human genes 0.000 description 2
- 108010065511 Amylases Proteins 0.000 description 2
- 239000002174 Styrene-butadiene Substances 0.000 description 2
- 235000019418 amylase Nutrition 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 238000003490 calendering Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 239000002655 kraft paper Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 238000004513 sizing Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000000454 talc Substances 0.000 description 2
- 229910052623 talc Inorganic materials 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000004408 titanium dioxide Substances 0.000 description 2
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 1
- 235000017491 Bambusa tulda Nutrition 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- WQZGKKKJIJFFOK-GASJEMHNSA-N Glucose Natural products OC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-GASJEMHNSA-N 0.000 description 1
- 240000000797 Hibiscus cannabinus Species 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 244000082204 Phyllostachys viridis Species 0.000 description 1
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- 239000011425 bamboo Substances 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 239000005018 casein Substances 0.000 description 1
- BECPQYXYKAMYBN-UHFFFAOYSA-N casein, tech. Chemical compound NCCCCC(C(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(CC(C)C)N=C(O)C(CCC(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(C(C)O)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(COP(O)(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(N)CC1=CC=CC=C1 BECPQYXYKAMYBN-UHFFFAOYSA-N 0.000 description 1
- 235000021240 caseins Nutrition 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 239000008103 glucose Substances 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000004811 liquid chromatography Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- 239000001254 oxidized starch Substances 0.000 description 1
- 235000013808 oxidized starch Nutrition 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 239000011122 softwood Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000013053 water resistant agent Substances 0.000 description 1
- 239000003232 water-soluble binding agent Substances 0.000 description 1
Landscapes
- Paper (AREA)
Abstract
【課題】 断裁時における紙粉の発生を軽減した加工用原紙を提供する。
【解決手段】 木材パルプ系繊維を主体とする単層抄き加工用原紙であって、インターナルボンドが40N/m以上、120N/m以下とすることにより、断裁時の紙粉量の発生を軽減し、しかもこのとき、シャープな切断面を得ることができるようにした。
【解決手段】 木材パルプ系繊維を主体とする単層抄き加工用原紙であって、インターナルボンドが40N/m以上、120N/m以下とすることにより、断裁時の紙粉量の発生を軽減し、しかもこのとき、シャープな切断面を得ることができるようにした。
Description
本発明は、断裁時において紙粉の発生が少ない加工用原紙に関する。
加工用原紙は、カッター、スリッター、断裁機等にて所定の形状に断裁された上で成型され、紙箱、紙コップ等の紙器や液体紙容器に用いられることが多い。
しかし、断裁時において、加工用原紙の切断面から紙の繊維等が剥がれ落ちると、紙粉となって作業環境を汚染し、また、断裁された加工用原紙の表面に付着して、その後の加工工程でトラブルを起こす原因ともなる。
このような紙粉の発生に関しては、例えば、特許文献1〜3に記載のように、ブラシや、吸引装置、空気噴射装置を用いて除去する等、主として装置サイドからの対応がとられていた。
特開2002−292344号公報
特開2002−292345号公報
特開2002−292350号公報
しかし、装置サイドからの対応は、多かれ少なかれ専用の設備の設置を要求するため、スペース的にもコスト的にも負担が大きい。
そこで、本発明者らは、断裁される加工用原紙のサイドから、断裁時における紙粉の発生防止に取り組み、鋭意研究を行い、木材パルプ系繊維を主体とする単層抄き加工用原紙にあっては、断裁工程に必要とされる諸特性に、そのインターナルボンドが関わっていることを見出し、本発明を完成した。
即ち、本発明の目的とするところは、断裁時における紙粉の発生を軽減した加工用原紙を提供することにある。
上記の目的を達成するため、請求項1に記載の発明は、木材パルプ系繊維を主体とする単層抄き加工用原紙であって、インターナルボンドが40N/m以上、120N/m以下であることを特徴とする。
このようにすると、断裁時の紙粉量の発生が軽減し、しかもこのとき、シャープな切断面を得ることができる。
請求項2に記載の発明は、請求項1に記載の、前記木材パルプ系繊維を主体とする単層抄き加工用原紙であって、紙中窒素含有量が50ppm以上、600ppm以下であることを特徴とする。
このようにすると、インターナルボンドを前記範囲に容易に調整することができる。
請求項3に記載の発明は、請求項1または2に記載の、前記木材パルプ系繊維を主体とする単層抄き加工用原紙であって、紙中澱粉含有量が0.6重量%以下であることを特徴とする。
このようにすると、インターナルボンドを前記範囲に容易に調整することができる。
請求項4に記載の発明は、請求項1,2または3に記載の、前記木材パルプ系繊維を主体とする単層抄き加工用原紙の坪量が150g/m2以上であることを特徴とする。
このようにすると、加工用原紙が、特に紙器等に使用される場合、その成型加工性や剛性が得られる。
本発明によれば、カッター、スリッター、断裁機等にて断裁する際も、紙粉の発生が少なく、しかも、シャープな切断面が得られる加工用原紙が得られる。また、本発明によれば、断裁時において、カッター、スリッター、断裁機等で用いる刃の磨耗が少ない加工用原紙を得ることができる。従って、本発明によれば、紙粉除去のための専用設備の設置を必要とせず、スペース的にもコスト的にも少ない負担で、クリーンな環境下、加工用原紙の断裁工程を効率良く行うことができる。
以下、本発明に係る加工用原紙を実施するための最良の形態の一例を説明する。
本発明において用いる木材パルプ系繊維としては、針葉樹クラフトパルプ、広葉樹クラフトパルプ、サルファイトパルプ等の化学パルプ、ストーングラインドパルプ、サーモメカニカルパルプ、リファイナーグラインドパルプ等の機械パルプ及び新聞、コート紙、上質紙等から得られる再生パルプを、単独で又は適宜混合して用いることができる。本発明の加工用原紙の原料となるパルプは、こうした木材パルプ系繊維から、又はこれらの木材パルプ系繊維を主体とし、さらに、必要に応じてケナフ、麻、竹等の非木材パルプ、ガラス繊維、ポリエチレン繊維等のセルロース繊維以外の繊維材料を配合したものからなっている。
本発明の単層抄き加工用原紙は、これらのパルプを、単層抄きとして公知の抄紙工程にて抄紙することにより製造できる。但し、このとき、そのインターナルボンドは、40N/m以上、120N/m以下となるようにしなければならない。
ここで、インターナルボンドとは、紙を紙層間剥離したときの負荷を測定して得られる値であって、繊維同士の結合強度、特に厚み方向に関する結合強度を示していると考えられる。木材パルプ系繊維を主体とする単層抄き加工用原紙においては、インターナルボンドの値を40N/m以上、120N/m以下とすることにより、断裁時の紙粉の発生を軽減して、しかもこのとき、シャープな切断面を得ることができる。これに対して、インターナルボンドが40N/mより小さいと、断裁時に紙粉が発生し易くなり、また、120N/mより大きいと、断裁しても紙粉は発生し難くいものの、シャープな切断面が得られず、例えば、切断面がギザギザ状になったりする。
木材パルプ系繊維を主体とする単層抄き加工用原紙において、インターナルボンドは、前記パルプ中に所定量の紙力剤や湿潤紙力剤を内添して抄紙することにより、コントロールできる。
この場合において、例えば、紙力剤としては、ポリアクリルアミド(PAM)、澱粉(カチオン化澱粉、アニオン化澱粉、両性澱粉)等を用いることができ、湿潤紙力剤としては、ポリアミド−エピクロロヒドリン等を用いることができる。
これらの紙力剤及び/又は湿潤紙力剤を用いて、インターナルボンドを前記範囲に調整するには、抄造後の加工用原紙中に、これらが、紙中窒素含有量として50pm以上、600ppm以下、又は、紙中澱粉含有量として0.6重量%以下含まれるよう内添することが好ましい。即ち、抄造後の加工用原紙中に、紙力剤及び/又は湿潤紙力剤が前記の程度含有されていれば、断裁時において紙粉の発生を防止し、なおかつ、シャープな切断面を得ることのできるインターナルボンドが確保できる。
紙中窒素含有量が50ppmより小さい場合は、インターナルボンドも40N/mより小さくなることが多く、断裁時に紙粉が発生しやすくなる。一方、紙中窒素含有量が600ppmより大きい場合や紙中澱粉含有量が0.6重量%より大きい場合は、インターナルボンドも120N/mを超えることが多く、断裁しても紙粉は発生し難くいものの、シャープな切断面が得られない。また、加工用原紙自体が硬くなるため、カッター、スリッター、断裁機等で用いる刃の磨耗が激しくなる。
さらに、インターナルボンドは、パルプ自体の濾水度等を調節することによってもコントロールができる。例えば、パルプ濾水度を高くするとインターナルボンドは低くなり、パルプ濾水度を低くするとインターナルボンドは高くなる。もっとも、パルプ濾水度は、抄紙工程等における操業性・操業効率や消費電力量、抄造される加工用原紙の密度や厚さとも密接に関係しているため、その調節にあたっては、これらへの影響も考慮しつつ行う必要がある。
なお、本発明の加工用原紙の抄紙にあたっては、前記した紙力剤・紙力増強剤以外にも、必要に応じ、填料や、抄紙工程で通常使用される薬品類、例えば、サイズ剤、消泡剤、着色剤などを添加することができる。填料としては、例えば、タルク、カオリン、クレー、重質炭酸カルシウム、軽質炭酸カルシウム、二酸化チタンを使用することができる。ただし、これらの添加量が多くなると、断裁時の紙粉が増加し、また、断裁に用いるカッター、スリッター、断裁機等の刃の摩耗が激しくなる。従って、填料は、抄造後の加工用原紙において、紙中含有量として3重量%以下となるよう添加することが好ましい。
本発明において、加工用原紙の坪量は特に問題とならない。しかし、紙器等への用途を考慮した場合、その坪量は、成型加工性や剛度の点から150g/m2以上であることが好ましい。
以上のようにして抄造された加工用原紙には、サイズプレス、ゲートロールコーター、プレメタリングサイズプレス等により、その表面に澱粉層、ポリビニルアルコール層、ポリアクリルアミド層等を設けることができる。また、顔料とバインダーからなる塗工液を塗工して、一層以上の塗工層を設けてもよい。但し、加工用原紙中に、これらの層を構成する成分が浸透して、その紙中窒素含有量や紙中澱粉含有量が前記範囲を超えないようにすることが好ましい。
なお、顔料とバインダーからなる塗工液を塗工する場合において、用いる顔料やバインダーの種類に特に制限はない。例えば、顔料としては、従来から塗工層を形成する顔料として用いられているカオリン、クレー、デラミネーティッドクレー、エンジニアードクレー、重質炭酸カルシウム、軽質炭酸カルシウム、タルク、二酸化チタン、硫酸バリウム、硫酸カルシウム、珪酸、珪酸塩、コロイダルシリカ、サチンホワイト等の無機顔料、プラスチックピグメント、バインダーピグメント等の有機顔料を、必要に応じて単独又は2種以上混合して使用することができる。バインダーとしても、従来から塗工層を形成するバインダーとして用いられているスチレンブタジエン系共重合体(SBR)、酢酸ビニル系共重合体、アクリル系共重合体、ウレタン系共重合体等のエマルジョン系バインダー、及び/又は澱粉、カゼイン、ポリビニルアルコール(PVA)等の水溶性バインダーを必要に応じて使用することができる。
本発明の加工用原紙、又はこの加工用原紙の表面に1層以上の塗工層を設けた加工用紙に印刷を行う場合には、加工用原紙の抄造後又は塗工層の塗工後にカレンダー処理を行うことが好ましい。この場合も、カレンダー処理後の加工用原紙において、そのインターナルボンドが前記範囲を超えないようにすることが必要である。
また、本発明の加工用原紙及びこの加工用原紙の表面に1層以上の塗工層を設けた加工用紙は、上記のようにして印刷を行った後、又は印刷を行わずに、その表面に熱可塑性樹脂のラミネート層を設けることもできる。この場合においても、ラミネート後の加工用原紙のインターナルボンドが、ラミネート工程によって前記範囲を超えないようにすることが必要である。
以下、実施例及び比較例により本発明を具体的に説明するが、本発明はこれらによって限定されるものでない。
なお、実施例及び比較例において紙中窒素含有量、紙中澱粉含有量、インターナルボンド、紙粉量、断裁機の刃の摩耗については、以下の方法で測定又は評価を行った。
<紙中窒素含有量>
微量窒素測定装置(三菱化学製TN−10)を用い、凍結粉砕した試料5〜10mg(絶乾重量。以下同じ。)を燃焼管温度800〜900℃のO2気流中で酸化燃焼させ、発生したNOガスを化学発光検出器により定量した。
微量窒素測定装置(三菱化学製TN−10)を用い、凍結粉砕した試料5〜10mg(絶乾重量。以下同じ。)を燃焼管温度800〜900℃のO2気流中で酸化燃焼させ、発生したNOガスを化学発光検出器により定量した。
なお、このとき、試料として片面に塗工層を設けた加工用紙を用いた場合は、厚さ方向に2層に剥離した後、非塗工面側の紙層について上記測定を行い、その測定結果より、以下の式を用いて加工用原紙自体の全紙中窒素含有量を算出した。
Nt=Nnc(1+Wc/Wnc)
Nt:全紙中窒素含有量
Nnc:非塗工面側の紙層中の紙中窒素含有量
Wc:塗工面側の紙層の坪量
Wnc:非塗工面側の紙層の坪量
<紙中澱粉含有量>
試料0.3〜0.5mgを50℃のアミラーゼ液に4時間浸漬した後、アミラーゼ液に溶出したグルコース濃度を液体クロマトグラフィーにより定量した。
Nt:全紙中窒素含有量
Nnc:非塗工面側の紙層中の紙中窒素含有量
Wc:塗工面側の紙層の坪量
Wnc:非塗工面側の紙層の坪量
<紙中澱粉含有量>
試料0.3〜0.5mgを50℃のアミラーゼ液に4時間浸漬した後、アミラーゼ液に溶出したグルコース濃度を液体クロマトグラフィーにより定量した。
試料として片面に塗工層を設けた加工用紙を用いた場合は、厚さ方向に2層に剥離した後、非塗工面側の紙層について上記測定を行い、その測定結果より、以下の式を用いて加工用原紙自体の全紙中澱粉含有量を算出した。
St=Snc(1+Wc/Wnc)
St:全紙中澱粉含有量
Snc:非塗工面側の紙層中の紙中澱粉含有量
Wc:塗工面側の紙層の坪量
Wnc:非塗工面側の紙層の坪量
<インターナルボンド>
試料をMD方向に250mm、CD方向に15mmとなるようにカットした後、MD方向の一方の端部を厚さ方向に2層に剥離し、次いで、その剥離部のそれぞれの先端を引張強度試験機(テンシロンメーター)の上下のチャックに固定して、上方向に100mm/分の速度で引っ張り、このときかかる負荷を測定した(単位:kgf/15mm)。インターナルボンドは、この測定値をN/mに換算して得た値である。
St:全紙中澱粉含有量
Snc:非塗工面側の紙層中の紙中澱粉含有量
Wc:塗工面側の紙層の坪量
Wnc:非塗工面側の紙層の坪量
<インターナルボンド>
試料をMD方向に250mm、CD方向に15mmとなるようにカットした後、MD方向の一方の端部を厚さ方向に2層に剥離し、次いで、その剥離部のそれぞれの先端を引張強度試験機(テンシロンメーター)の上下のチャックに固定して、上方向に100mm/分の速度で引っ張り、このときかかる負荷を測定した(単位:kgf/15mm)。インターナルボンドは、この測定値をN/mに換算して得た値である。
<紙粉量>
50mm厚さに積み重ねた試料を、断裁機にて、MD方向に幅500mm及びCD方向に幅500mmとなるよう断裁した後、断裁面に透明なポリエステルテープを貼って直ちに剥がした。紙粉量の多少は、このときテープに付着した紙粉量と断裁時に落下した紙粉量とを、目視にて総合評価することにより判定した。
50mm厚さに積み重ねた試料を、断裁機にて、MD方向に幅500mm及びCD方向に幅500mmとなるよう断裁した後、断裁面に透明なポリエステルテープを貼って直ちに剥がした。紙粉量の多少は、このときテープに付着した紙粉量と断裁時に落下した紙粉量とを、目視にて総合評価することにより判定した。
紙粉が少ない:○
紙粉は中程度:△
紙粉が多い :×
<断裁機の刃の摩耗量>
NTカッターを使用し、一定の加重、一定の角度にて、塗工層を設けた加工用紙については塗工層側から刃を入れて、試料100枚をMD方向に長さ300mm、CD方向に長さ300mmカットした後の、カッターの刃先の目視観察と切れ味とを総合評価することにより行った。
紙粉は中程度:△
紙粉が多い :×
<断裁機の刃の摩耗量>
NTカッターを使用し、一定の加重、一定の角度にて、塗工層を設けた加工用紙については塗工層側から刃を入れて、試料100枚をMD方向に長さ300mm、CD方向に長さ300mmカットした後の、カッターの刃先の目視観察と切れ味とを総合評価することにより行った。
なお、塗工層を設けた加工用紙を断裁した場合、塗工層を設けていない加工用紙を断裁する場合よりも、断裁機の刃先は摩耗し易いので、評価は、塗工層を設けていない加工用原紙と、塗工層を設けた加工用紙とで基準を変えて行った。
塗工層を設けていない加工用原紙:
摩耗が少ない:◎
摩耗は中程度:○
摩耗が激しい:△
塗工層を設けた加工用紙
摩耗が少ない:○
摩耗は中程度:△
摩耗が激しい:×
[実施例1]
LBKP(CSF450ml)とNBKP(CSF550ml)を5/5の割合で配合したパルプに、硫酸バンド3重量%(対パルプ重量%。以下同じ。)、ロジンサイズ剤0.5重量%、紙力剤としてPAM0.2重量%、湿潤紙力剤としてポリアミド−エピクロロヒドリン0.25重量%を添加した原料を、オントップ型抄紙機にて、抄速200m/分、カレンダー線圧40kg/cmで単層抄きし、坪量200g/m2、紙厚280μmの加工用原紙を抄造した。
摩耗が少ない:◎
摩耗は中程度:○
摩耗が激しい:△
塗工層を設けた加工用紙
摩耗が少ない:○
摩耗は中程度:△
摩耗が激しい:×
[実施例1]
LBKP(CSF450ml)とNBKP(CSF550ml)を5/5の割合で配合したパルプに、硫酸バンド3重量%(対パルプ重量%。以下同じ。)、ロジンサイズ剤0.5重量%、紙力剤としてPAM0.2重量%、湿潤紙力剤としてポリアミド−エピクロロヒドリン0.25重量%を添加した原料を、オントップ型抄紙機にて、抄速200m/分、カレンダー線圧40kg/cmで単層抄きし、坪量200g/m2、紙厚280μmの加工用原紙を抄造した。
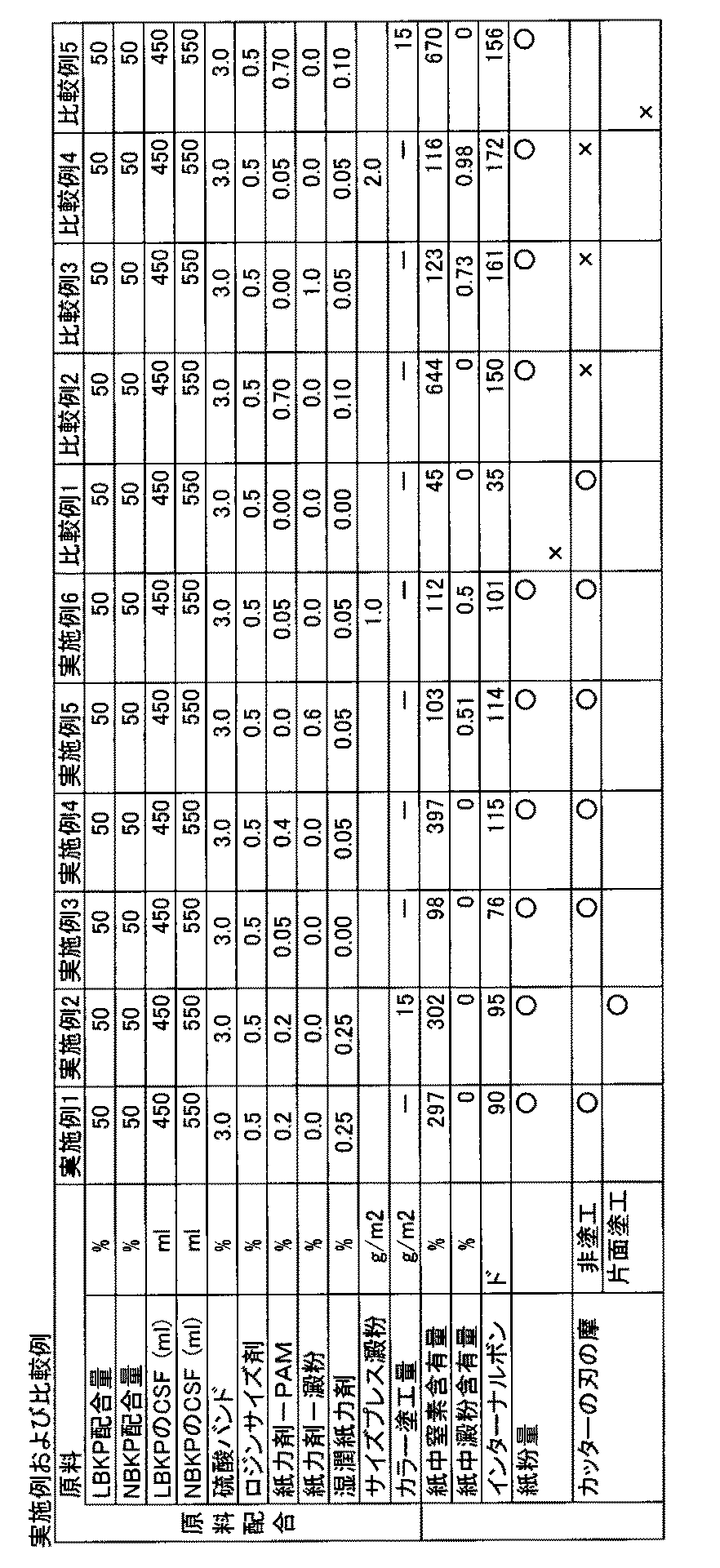
このとき得られた加工用原紙の紙中窒素含有量、紙中澱粉含有量、インターナルボンドの測定結果、及び、紙粉量、断裁機の刃の磨耗に関する評価結果を表1に示す。表1より明らかなように、このとき得られた加工用原紙は、その紙中窒素含有量が297ppm、紙中澱粉含有量が0重量%、インターナルボンドが90N/mであって、断裁時の紙粉発生も、断裁機の刃の摩耗も少ないものであった。また、断裁後の切断面はシャープな形状を示していた。
[実施例2]
実施例1で抄造した加工用原紙の片面に、以下の組成の塗工液を塗工量15g/m2となるように塗工して、片面に塗工層を設けた加工用紙を得た後、この加工用紙についてソフトカレンダー処理を手差しで行った。このとき、ソフトカレンダー処理は、由利ロール株式会社製テストカレンダーを用い、A4判にカットした加工用紙を、直径200mm、温度75℃の金属ロールと、直径300mm、ショアD硬度88のソフトロールの間に、塗工面が金属ロール側を向くようにして、速度8.6m/分、線圧20kN/mで1回通すことにより行った。
実施例1で抄造した加工用原紙の片面に、以下の組成の塗工液を塗工量15g/m2となるように塗工して、片面に塗工層を設けた加工用紙を得た後、この加工用紙についてソフトカレンダー処理を手差しで行った。このとき、ソフトカレンダー処理は、由利ロール株式会社製テストカレンダーを用い、A4判にカットした加工用紙を、直径200mm、温度75℃の金属ロールと、直径300mm、ショアD硬度88のソフトロールの間に、塗工面が金属ロール側を向くようにして、速度8.6m/分、線圧20kN/mで1回通すことにより行った。
塗工液組成
顔料(カオリン/重質炭酸カルシウム=50重量部/50重量部)100重量部
SBR 20重量部
酸化澱粉 3重量部
耐水化剤 1重量部
このときの加工用原紙の紙中窒素含有量、紙中澱粉含有量、インターナルボンドの測定結果、及び、この加工用原紙に塗工層を設けた加工用紙の紙粉量、断裁機の刃の磨耗に関する評価結果を表1に示す。表1より明らかなように、このとき、加工用原紙自体の紙中窒素含有量は302ppm、紙中澱粉含有量は0重量%、インターナルボンドは95N/mであって、この加工用原紙に塗工層を設けた加工用紙は、断裁時の紙粉発生も、断裁機の刃の摩耗も少ないものであった。また、断裁後の切断面はシャープな形状を示していた。
顔料(カオリン/重質炭酸カルシウム=50重量部/50重量部)100重量部
SBR 20重量部
酸化澱粉 3重量部
耐水化剤 1重量部
このときの加工用原紙の紙中窒素含有量、紙中澱粉含有量、インターナルボンドの測定結果、及び、この加工用原紙に塗工層を設けた加工用紙の紙粉量、断裁機の刃の磨耗に関する評価結果を表1に示す。表1より明らかなように、このとき、加工用原紙自体の紙中窒素含有量は302ppm、紙中澱粉含有量は0重量%、インターナルボンドは95N/mであって、この加工用原紙に塗工層を設けた加工用紙は、断裁時の紙粉発生も、断裁機の刃の摩耗も少ないものであった。また、断裁後の切断面はシャープな形状を示していた。
[実施例3]
原料パルプへの紙力剤(PAM)の添加量を0.05重量部とし、また、湿潤紙力剤を無添加とした他は、実施例1と全く同様にして加工用原紙を抄造した。
原料パルプへの紙力剤(PAM)の添加量を0.05重量部とし、また、湿潤紙力剤を無添加とした他は、実施例1と全く同様にして加工用原紙を抄造した。
このとき得られた加工用原紙の紙中窒素含有量、紙中澱粉含有量、インターナルボンドの測定結果、及び、紙粉量、断裁機の刃の磨耗に関する評価結果を表1に示す。表1より明らかなように、このとき得られた加工用原紙は、その紙中窒素含有量が98ppm、紙中澱粉含有量が0重量%、インターナルボンドが76N/mであって、断裁時の紙粉発生も、断裁機の刃の摩耗も少ないものであった。また、断裁後の切断面はシャープな形状を示していた。
[実施例4]
原料パルプへの紙力剤(PAM)の添加量を0.4重量部、湿潤紙力剤(ポリアミド−エピクロロヒドリン)の添加量を0.05重量部とした他は、実施例1と全く同様にして加工用原紙を抄造した。
原料パルプへの紙力剤(PAM)の添加量を0.4重量部、湿潤紙力剤(ポリアミド−エピクロロヒドリン)の添加量を0.05重量部とした他は、実施例1と全く同様にして加工用原紙を抄造した。
このとき得られた加工用原紙の紙中窒素含有量、紙中澱粉含有量、インターナルボンドの測定結果、及び、紙粉量、断裁機の刃の磨耗に関する評価結果を表1に示す。表1より明らかなように、このとき得られた加工用原紙は、その紙中窒素含有量が397ppm、紙中澱粉含有量が0重量%、インターナルボンドが115N/mであって、断裁時の紙粉発生も、断裁機の刃の摩耗も少ないものであった。また、断裁後の切断面はシャープな形状を示していた。
[実施例5]
原料パルプに、PAMに代えてカチオン化澱粉0.6重量部を紙力剤として添加し、また、湿潤紙力剤(ポリアミド−エピクロロヒドリン)を0.05重量部添加した他は、実施例1と全く同様にして加工用原紙を抄造した。
原料パルプに、PAMに代えてカチオン化澱粉0.6重量部を紙力剤として添加し、また、湿潤紙力剤(ポリアミド−エピクロロヒドリン)を0.05重量部添加した他は、実施例1と全く同様にして加工用原紙を抄造した。
このとき得られた加工用原紙の紙中窒素含有量、紙中澱粉含有量、インターナルボンドの測定結果、及び、紙粉量、断裁機の刃の磨耗に関する評価結果を表1に示す。表1より明らかなように、このとき得られた加工用原紙は、その紙中窒素含有量が103ppm、紙中澱粉含有量が0.51重量%、インターナルボンドが114N/mであって、断裁時の紙粉発生も、断裁機の刃の摩耗も少ないものであった。また、断裁後の切断面はシャープな形状を示していた。
[実施例6]
原料パルプへの紙力剤(PAM)の添加量を0.05重量部、湿潤紙力剤(ポリアミド−エピクロロヒドリン)の添加量も0.05重量部とした他は、実施例1と全く同様にして加工用原紙を抄造した後、この加工用原紙の両面に、サイズプレスにて澱粉層1g/m2を設けた。
原料パルプへの紙力剤(PAM)の添加量を0.05重量部、湿潤紙力剤(ポリアミド−エピクロロヒドリン)の添加量も0.05重量部とした他は、実施例1と全く同様にして加工用原紙を抄造した後、この加工用原紙の両面に、サイズプレスにて澱粉層1g/m2を設けた。
このとき得られた加工用原紙の紙中窒素含有量、紙中澱粉含有量、インターナルボンドの測定結果、及び、紙粉量、断裁機の刃の磨耗に関する評価結果を表1に示す。表1より明らかなように、このとき得られた加工用原紙は、その紙中窒素含有量が112ppm、紙中澱粉含有量が0.5重量%、インターナルボンドが101N/mであって、断裁時の紙粉発生も、断裁機の刃の摩耗も少ないものであった。また、断裁後の切断面はシャープな形状を示していた。
[比較例1]
原料パルプ中に紙力剤及び湿潤紙力剤を添加しなかった他は、実施例1と全く同様にして加工用原紙を抄造した。
原料パルプ中に紙力剤及び湿潤紙力剤を添加しなかった他は、実施例1と全く同様にして加工用原紙を抄造した。
このとき得られた加工用原紙の紙中窒素含有量、紙中澱粉含有量、インターナルボンドの測定結果、及び、紙粉量、断裁機の刃の磨耗に関する評価結果を表1に示す。表1より明らかなように、このとき得られた加工用原紙は、その紙中窒素含有量が45ppm、紙中澱粉含有量が0重量%、インターナルボンドが35N/mであって、断裁機の刃の磨耗が少なく、断裁後の切断面はシャープな形状を示していたが、断裁時に多量の紙粉が発生した。
[比較例2]
原料パルプへの紙力剤(PAM)の添加量を0.7重量部、湿潤紙力剤(ポリアミド−エピクロロヒドリン)の添加量を0.10重量部とした他は、実施例1と全く同様にして加工用原紙を抄造した。
原料パルプへの紙力剤(PAM)の添加量を0.7重量部、湿潤紙力剤(ポリアミド−エピクロロヒドリン)の添加量を0.10重量部とした他は、実施例1と全く同様にして加工用原紙を抄造した。
このとき得られた加工用原紙の紙中窒素含有量、紙中澱粉含有量、インターナルボンドの測定結果、及び、紙粉量、断裁機の刃の磨耗に関する評価結果を表1に示す。表1より明らかなように、このとき得られた加工用原紙は、その紙中窒素含有量が644ppm、紙中澱粉含有量が0重量%、インターナルボンドが150N/mであって、断裁時の紙粉発生は少なかったが、断裁機の刃の摩耗は、塗工層を設けていない紙としては激しいものであった。
[比較例3]
原料パルプに、PAMに代えてカチオン化澱粉1重量部を紙力剤として添加し、また、湿潤紙力剤(ポリアミド−エピクロロヒドリン)を0.05重量部添加した他は、実施例1と全く同様にして加工用原紙を抄造した。
原料パルプに、PAMに代えてカチオン化澱粉1重量部を紙力剤として添加し、また、湿潤紙力剤(ポリアミド−エピクロロヒドリン)を0.05重量部添加した他は、実施例1と全く同様にして加工用原紙を抄造した。
このとき得られた加工用原紙の紙中窒素含有量、紙中澱粉含有量、インターナルボンドの測定結果、及び、紙粉量、断裁機の刃の磨耗に関する評価結果を表1に示す。表1より明らかなように、このとき得られた加工用原紙は、その紙中窒素含有量が123ppm、紙中澱粉含有量が0.73重量%、インターナルボンドが161N/mであって、断裁時の紙粉発生は少なかったが、断裁機の刃の摩耗は、塗工層を設けていない紙としては激しいものであった。
[比較例4]
原料パルプへの紙力剤(PAM)の添加量を0.05重量部、湿潤紙力剤(ポリアミド−エピクロロヒドリン)の添加量も0.05重量部とした他は、実施例1と全く同様にして加工用原紙を抄造した後、この加工用原紙の両面に、サイズプレスにて澱粉層2g/m2を設けた。
原料パルプへの紙力剤(PAM)の添加量を0.05重量部、湿潤紙力剤(ポリアミド−エピクロロヒドリン)の添加量も0.05重量部とした他は、実施例1と全く同様にして加工用原紙を抄造した後、この加工用原紙の両面に、サイズプレスにて澱粉層2g/m2を設けた。
このとき得られた加工用原紙の紙中窒素含有量、紙中澱粉含有量、インターナルボンドの測定結果、及び、紙粉量、断裁機の刃の磨耗に関する評価結果を表1に示す。表1より明らかなように、このとき得られた加工用原紙は、その紙中窒素含有量が116ppm、紙中澱粉含有量が0.98重量%、インターナルボンドが172N/mであって、断裁時の紙粉発生は少なかったが、断裁機の刃の摩耗は、塗工層を設けていない紙としては激しいものであった。
[比較例5]
原料パルプへの紙力剤(PAM)の添加量を0.7重量部、湿潤紙力剤(ポリアミド−エピクロロヒドリン)の添加量を0.10重量部とした他は、実施例1と全く同様にして加工用原紙を抄造した後、実施例2と同様にして、片面に塗工層を設けた加工用紙を得、この加工用紙についてソフトカレンダー処理を行った。
原料パルプへの紙力剤(PAM)の添加量を0.7重量部、湿潤紙力剤(ポリアミド−エピクロロヒドリン)の添加量を0.10重量部とした他は、実施例1と全く同様にして加工用原紙を抄造した後、実施例2と同様にして、片面に塗工層を設けた加工用紙を得、この加工用紙についてソフトカレンダー処理を行った。
このときの加工用原紙の紙中窒素含有量、紙中澱粉含有量、インターナルボンドの測定結果、及び、この加工用原紙に塗工層を設けた加工用紙の紙粉量、断裁機の刃の磨耗に関する評価結果を表1に示す。表1より明らかなように、このとき、加工用原紙自体の紙中窒素含有量は670ppm、紙中澱粉含有量は0重量%、インターナルボンドは156N/mであって、この加工用原紙に塗工層を設けた加工用紙は、断裁時の紙粉発生は少なかったが、断裁機の刃の摩耗は非常に激しいものであった。また、その断裁後の切断面はギザギザ状となっていた。
Claims (4)
- 木材パルプ系繊維を主体とする単層抄き加工用原紙であって、インターナルボンドが40N/m以上、120N/m以下であることを特徴とする加工用原紙。
- 木材パルプ系繊維を主体とする単層抄き加工用原紙であって、紙中窒素含有量が50ppm以上、600ppm以下であることを特徴とする請求項1記載の加工用原紙。
- 木材パルプ系繊維を主体とする単層抄き加工用原紙であって、紙中澱粉含有量が0.6重量%以下であることを特徴とする請求項1または2記載の加工用原紙。
- 木材パルプ系繊維を主体とする単層抄き加工用原紙の坪量が150g/m2以上であることを特徴とする請求項1,2または3記載の加工用原紙。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004108133A JP2005290621A (ja) | 2004-03-31 | 2004-03-31 | 加工用原紙 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004108133A JP2005290621A (ja) | 2004-03-31 | 2004-03-31 | 加工用原紙 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005290621A true JP2005290621A (ja) | 2005-10-20 |
Family
ID=35323874
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004108133A Pending JP2005290621A (ja) | 2004-03-31 | 2004-03-31 | 加工用原紙 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005290621A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008255510A (ja) * | 2007-04-03 | 2008-10-23 | Lintec Corp | 印刷用粘着紙 |
| JP2009243009A (ja) * | 2008-03-31 | 2009-10-22 | Nippon Paper Industries Co Ltd | 紙容器用原紙 |
-
2004
- 2004-03-31 JP JP2004108133A patent/JP2005290621A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008255510A (ja) * | 2007-04-03 | 2008-10-23 | Lintec Corp | 印刷用粘着紙 |
| JP2009243009A (ja) * | 2008-03-31 | 2009-10-22 | Nippon Paper Industries Co Ltd | 紙容器用原紙 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6117133B2 (ja) | 白板紙及びその製造方法 | |
| WO2003056101A1 (fr) | Papier couche mat pour impression | |
| CN101619555B (zh) | 芯片型电子元件收纳衬纸用多层纸基材及其制造方法 | |
| JP6436732B2 (ja) | 書籍用紙 | |
| JP2016211105A (ja) | 多層紙及び多層紙の製造方法 | |
| AU2013236640B2 (en) | White paper board, and printed matter, printed box or packaging container each produced using same | |
| JP5111414B2 (ja) | 工程剥離紙用原紙、及び当該工程剥離紙用原紙を用いた工程剥離紙 | |
| JP2019116715A (ja) | 新聞用紙 | |
| JP2005290621A (ja) | 加工用原紙 | |
| JP3738668B2 (ja) | 低密度書籍用紙 | |
| JP5876328B2 (ja) | 多層紙の製造方法 | |
| JP5297792B2 (ja) | 蓋材用基材 | |
| JP4449707B2 (ja) | チップ型電子部品収納台紙 | |
| JP5865756B2 (ja) | 多層紙の製造方法 | |
| KR20040072039A (ko) | 벽지 상층지 | |
| JP2006028650A (ja) | 耐水耐油紙 | |
| JP4890876B2 (ja) | 水性グラビア印刷用塗被紙 | |
| JP6885748B2 (ja) | 傷付け防止紙及び傷付け防止包装容器 | |
| JP6085467B2 (ja) | キャリアテープ用紙及びこのキャリアテープ用紙の中層に用いる古紙パルプの製造方法 | |
| JP2016191159A (ja) | 製紙用填料およびこれを含有する非塗工印刷用紙 | |
| JP2008246658A (ja) | 断裁包丁 | |
| JP2006037250A (ja) | グラビア印刷用紙の製造方法及びグラビア印刷用巻取り紙 | |
| JP2024013940A (ja) | バックアップボード、及びその製造方法 | |
| JP2016215543A (ja) | 記録用紙、及び記録用紙の製造方法 | |
| JP2006322096A (ja) | 出版用紙 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060425 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081027 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081031 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090306 |