JP2005290511A - 高炉の操業方法 - Google Patents
高炉の操業方法 Download PDFInfo
- Publication number
- JP2005290511A JP2005290511A JP2004109939A JP2004109939A JP2005290511A JP 2005290511 A JP2005290511 A JP 2005290511A JP 2004109939 A JP2004109939 A JP 2004109939A JP 2004109939 A JP2004109939 A JP 2004109939A JP 2005290511 A JP2005290511 A JP 2005290511A
- Authority
- JP
- Japan
- Prior art keywords
- ore
- furnace
- coke
- batch
- blast furnace
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Manufacture Of Iron (AREA)
Abstract
【解決手段】炉内装入する鉱石の各バッチに粒径が5〜40mmの小塊コークスを混合し、鉱石第2バッチ以降における小塊コークス混合量を鉱石第1バッチにおける小塊コークス混合量よりも多くするベルレス高炉への装入物装入方法。鉱石第2バッチ以降における小塊コークス混合量と第1バッチにおける小塊コークス混合量との比の値を1.5〜2.5の範囲に調整することが好ましく、さらに、鉱石中に混合された小塊コークスの炉内堆積位置が炉壁から炉口半径の30%以内の領域となるように装入することが好ましい。
【選択図】 なし
Description
但し、2≦m≦n
(3)鉱石に混合された小塊コークスの高炉内装入後の炉内での堆積位置と炉壁との炉半径方向距離をX、高炉の炉口半径をRとしたとき、前記小塊コークスの堆積位置と炉壁との距離および炉口半径が下記(2)式で表される関係を満足する前記(1)または(2)に記載のベルレス高炉への装入物装入方法(以下、「第3発明」ともいう)。
本発明において、「鉱石に混合された小塊コークスの高炉内装入後の堆積位置」とは、鉱石の各バッチ中に混合された小塊コークスが高炉内に装入された後、炉頂の装入物面(ストックレベル面)上で静止し、堆積した炉内半径方向の位置を意味する。
鉱石の各バッチ中に小塊コークスを混合する理由は、小塊コークスを各バッチの鉱石層に混合すると、小塊コークスを混合する鉱石層と小塊コークスを混合しない鉱石層とが存在する場合よりも、炉内を上昇する還元ガス中のCO濃度の低下が抑制され、鉱石の還元が速やかに進行するからである。
なお、小塊コークスとして、粒径が5〜40mmのものを用いる理由は、この粒子径の範囲であれば高炉内の通気性に大きな影響を与えることはなく、かつ、小塊コークスとして必要量を確保できるからである。
比(FCm/FC1)の値は1.5〜2.5の範囲とすることが好ましい。前記の比の値が1.5以上では、後述する実施例に示されるとおり、高炉におけるガス利用率が一層高く、高炉内通気抵抗指数も低下して炉内通気性が大幅に改善され、また、(FCm/FC1)の値が2.5以下では、2.5を超える場合に比べて、高炉におけるガス利用率が高く、高炉内通気抵抗指数も改善されることが判明した。したがって、(FCm/FC1)の値を1.5〜2.5の範囲とすることにより、高炉におけるガス利用率をより向上させるとともに、炉内通気性も良好に維持することができ、好ましいからである。
比(X/R)の値は0.3以下とすることが好ましい。前記の比の値が0.3以下では、小塊コークスがストックレベルの傾斜面に沿って炉中心部に流れ込むことも少なく、高炉の断面積に占める比率の大きな炉壁部における融着帯の通気性改善作用がより顕著に発揮されるからである。
炉壁部ガス利用率=CO2(%)×100/(CO(%)+CO2(%))・・・(4)
また、高炉内通気抵抗指数(KR)は、下記(5)式により算出される指数であり、その値が小さいほど炉内通気性が良好なことを示す。
ここで、KRは高炉通気抵抗指数(1/m)、PBおよびPTはそれぞれ送風圧力および炉頂圧力(Pa)、Lは羽口と炉頂間の距離(m)、βおよびkはガス流れの形態などにより定まる定数、μはガスの粘度(Pa・s)、ρはガスの密度(kg/m3)、そしてuは炉内のガス流速(m/s)をそれぞれ表す。
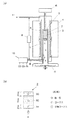
2:黒鉛坩堝
3:高炉装入物試料
31:コークス試料
32、33:鉱石試料
4:還元ガス
5:黒鉛発熱体
6:荷重制御装置
7:温度測定装置
8:ガス圧力測定装置
9:ターンテーブル
10:ガス流量制御装置
11:排ガス
Claims (3)
- 鉱石を2以上に分割して装入するベルレス高炉への装入物装入方法であって、装入する鉱石の分割された各バッチに粒径が5〜40mmの小塊コークスを混合し、鉱石第2バッチ以降における小塊コークス混合量を鉱石第1バッチにおける小塊コークス混合量よりも多くすることを特徴とするベルレス高炉への装入物装入方法。
- 鉱石第1バッチにおける小塊コークス混合量をFC1、第2バッチ以降における小塊コ
ークス混合量をFCmとしたとき、前記鉱石第1バッチにおける小塊コークス混合量および鉱石第2バッチ以降における小塊コークス混合量が下記(1)式で表される関係を満足することを特徴とする請求項1に記載のベルレス高炉への装入物装入方法。
1.5≦FCm/FC1≦2.5 ・・・(1)
但し、2≦m≦n - 鉱石に混合された小塊コークスの高炉内装入後の炉内での堆積位置と炉壁との炉半径方向距離をX、高炉の炉口半径をRとしたとき、前記小塊コークスの堆積位置と炉壁との距離および炉口半径が下記(2)式で表される関係を満足することを特徴とする請求項1または2に記載のベルレス高炉への装入物装入方法。
X/R≦0.3 ・・・(2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004109939A JP4114626B2 (ja) | 2004-04-02 | 2004-04-02 | 高炉の操業方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004109939A JP4114626B2 (ja) | 2004-04-02 | 2004-04-02 | 高炉の操業方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005290511A true JP2005290511A (ja) | 2005-10-20 |
| JP4114626B2 JP4114626B2 (ja) | 2008-07-09 |
Family
ID=35323776
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004109939A Expired - Lifetime JP4114626B2 (ja) | 2004-04-02 | 2004-04-02 | 高炉の操業方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4114626B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008024997A (ja) * | 2006-07-21 | 2008-02-07 | Sumitomo Metal Ind Ltd | ベルレス高炉への装入物装入方法 |
| JP2010150645A (ja) * | 2008-12-26 | 2010-07-08 | Jfe Steel Corp | 高炉への原料装入方法 |
| JP2010150643A (ja) * | 2008-12-26 | 2010-07-08 | Jfe Steel Corp | 高炉への原料装入方法 |
| JP2014009397A (ja) * | 2012-07-02 | 2014-01-20 | Nippon Steel & Sumitomo Metal | 高炉の操業方法 |
| JP2019007079A (ja) * | 2017-06-26 | 2019-01-17 | Jfeスチール株式会社 | 高炉の操業方法 |
| JP6558519B1 (ja) * | 2018-03-30 | 2019-08-14 | Jfeスチール株式会社 | 高炉の原料装入方法 |
| WO2019187997A1 (ja) * | 2018-03-30 | 2019-10-03 | Jfeスチール株式会社 | 高炉の原料装入方法 |
| JP2021070870A (ja) * | 2019-10-28 | 2021-05-06 | Jfeスチール株式会社 | 高炉への原料装入方法及び溶銑の製造方法 |
| JP2022083503A (ja) * | 2020-11-25 | 2022-06-06 | Jfeスチール株式会社 | 高炉の原料装入方法 |
| CN115023508A (zh) * | 2020-01-29 | 2022-09-06 | 杰富意钢铁株式会社 | 向高炉中装入原料的方法 |
-
2004
- 2004-04-02 JP JP2004109939A patent/JP4114626B2/ja not_active Expired - Lifetime
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008024997A (ja) * | 2006-07-21 | 2008-02-07 | Sumitomo Metal Ind Ltd | ベルレス高炉への装入物装入方法 |
| JP2010150645A (ja) * | 2008-12-26 | 2010-07-08 | Jfe Steel Corp | 高炉への原料装入方法 |
| JP2010150643A (ja) * | 2008-12-26 | 2010-07-08 | Jfe Steel Corp | 高炉への原料装入方法 |
| JP2014009397A (ja) * | 2012-07-02 | 2014-01-20 | Nippon Steel & Sumitomo Metal | 高炉の操業方法 |
| JP2019007079A (ja) * | 2017-06-26 | 2019-01-17 | Jfeスチール株式会社 | 高炉の操業方法 |
| WO2019187997A1 (ja) * | 2018-03-30 | 2019-10-03 | Jfeスチール株式会社 | 高炉の原料装入方法 |
| JP6558519B1 (ja) * | 2018-03-30 | 2019-08-14 | Jfeスチール株式会社 | 高炉の原料装入方法 |
| RU2742997C1 (ru) * | 2018-03-30 | 2021-02-12 | ДжФЕ СТИЛ КОРПОРЕЙШН | Способ загрузки исходных материалов в доменную печь |
| US11680748B2 (en) | 2018-03-30 | 2023-06-20 | Jfe Steel Corporation | Method for charging raw materials into blast furnace |
| JP2021070870A (ja) * | 2019-10-28 | 2021-05-06 | Jfeスチール株式会社 | 高炉への原料装入方法及び溶銑の製造方法 |
| JP7127676B2 (ja) | 2019-10-28 | 2022-08-30 | Jfeスチール株式会社 | 高炉への原料装入方法及び溶銑の製造方法 |
| CN115023508A (zh) * | 2020-01-29 | 2022-09-06 | 杰富意钢铁株式会社 | 向高炉中装入原料的方法 |
| JP2022083503A (ja) * | 2020-11-25 | 2022-06-06 | Jfeスチール株式会社 | 高炉の原料装入方法 |
| JP7372600B2 (ja) | 2020-11-25 | 2023-11-01 | Jfeスチール株式会社 | 高炉の原料装入方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4114626B2 (ja) | 2008-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6447614B2 (ja) | 高炉への原料装入方法 | |
| CN101896627A (zh) | 高炉用自熔性球团矿及其制造方法 | |
| JP4114626B2 (ja) | 高炉の操業方法 | |
| EP2851437B1 (en) | Method for loading raw material into blast furnace | |
| EP4186985A1 (en) | Pig iron production method | |
| EP2851435B1 (en) | Method for charging starting material into blast furnace | |
| CN101688254A (zh) | 高炉用自熔性球团矿及其制造方法 | |
| JP6558519B1 (ja) | 高炉の原料装入方法 | |
| JP3589016B2 (ja) | 高炉操業方法 | |
| JP5338309B2 (ja) | 高炉への原料装入方法 | |
| JP2725595B2 (ja) | 高炉の原料装入方法 | |
| JP4792797B2 (ja) | ベルレス高炉への高結晶水含有鉱石の装入方法 | |
| JPH0742520B2 (ja) | 焼結鉱の製造方法 | |
| JP2010084221A (ja) | 高炉操業方法 | |
| CN111989411A (zh) | 高炉的原料装入方法 | |
| JP6627718B2 (ja) | 高炉への原料装入方法 | |
| EP4545653A1 (en) | Pig iron manufacturing method | |
| JP4706583B2 (ja) | ベルレス高炉への装入物装入方法 | |
| RU2856173C2 (ru) | Способ производства чугуна | |
| JPH11269513A (ja) | 高炉中心部への装入物装入方法 | |
| JP2006131979A (ja) | ベルレス高炉へのコークス装入方法 | |
| JP2002020810A (ja) | 高炉操業方法 | |
| JP6627717B2 (ja) | 高炉への原料装入方法 | |
| JP5338311B2 (ja) | 高炉への原料装入方法 | |
| JP2025109336A (ja) | 高炉の原料装入方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060601 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070925 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080325 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080407 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110425 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4114626 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110425 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120425 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120425 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130425 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130425 Year of fee payment: 5 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130425 Year of fee payment: 5 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130425 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140425 Year of fee payment: 6 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |