JP2005229753A - モータモジュール - Google Patents
モータモジュール Download PDFInfo
- Publication number
- JP2005229753A JP2005229753A JP2004037102A JP2004037102A JP2005229753A JP 2005229753 A JP2005229753 A JP 2005229753A JP 2004037102 A JP2004037102 A JP 2004037102A JP 2004037102 A JP2004037102 A JP 2004037102A JP 2005229753 A JP2005229753 A JP 2005229753A
- Authority
- JP
- Japan
- Prior art keywords
- motor
- sleeve
- motor winding
- flexible member
- conductor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

















Landscapes
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Motor Or Generator Frames (AREA)
Abstract
【課題】 モータ巻線がワニス処理されたモータモジュールにおいて、組み付け時の部品公差の吸収および組み付け作業の効率向上を図る。
【解決手段】 給電ケーブル150は、オスコネクタ200およびメスコネクタ108の嵌合構造により、接点124によって、端子台120の内部導体125と電気的に接続される。ワニス処理されたモータ巻線116は、導体スリーブ200によって可撓部材140とかしめ加工により接合される。可撓部材140の先端に設けられた端子145が固定部材135によって内部導体125と電気的に接続されて、給電ケーブル150およびモータ巻線116を電気的に接続される。組み付け作業時には、可撓部材140の変形によって部品公差を吸収してモータモジュールを端子台へ無理なく締結することができる。
【選択図】 図5
【解決手段】 給電ケーブル150は、オスコネクタ200およびメスコネクタ108の嵌合構造により、接点124によって、端子台120の内部導体125と電気的に接続される。ワニス処理されたモータ巻線116は、導体スリーブ200によって可撓部材140とかしめ加工により接合される。可撓部材140の先端に設けられた端子145が固定部材135によって内部導体125と電気的に接続されて、給電ケーブル150およびモータ巻線116を電気的に接続される。組み付け作業時には、可撓部材140の変形によって部品公差を吸収してモータモジュールを端子台へ無理なく締結することができる。
【選択図】 図5
Description
この発明はモータモジュールに関し、より特定的には、モータ巻線がワニス処理されたモータモジュールに関する。
モータ巻線等の導線表面の絶縁を確保するために、ワニスと呼ばれる透明な表面被覆材を塗布する「ワニス処理」が一般的に行なわれている。ワニスとしては、たとえば樹脂状の材料を溶媒に溶かした溶液が用いられる。
このようなワニス処理は、絶縁性確保のために必要である反面、ワニスの固化に伴って導線が硬化してしまう。このため、ワニス処理によるモータリード線の硬化を防止する方法として、モータリード線の毛細管現象によるワニスの浸透を防ぐ技術が開示されている(たとえば、特許文献1)。
特開2002−78301号公報
特開平9−115560号公報
特開平9−135551号公報
車載用のモータモジュールの組み付け作業時は、モータモジュールの各部品の寸法・垂直度や取付け位置に関する公差内での誤差(以下、「部品公差」と称する)を吸収する機構が必要となる。一般的には、モータ巻線を長めにして、たわませた状態で接続することによって、部品公差を吸収することができる。
しかしながら、モータ巻線に絶縁確保のためのワニス処理を施す場合には、特許文献1に開示される対策を講じても、モータ巻線自体の可撓性が小さいため配線自由度が小さい。このため、モータモジュールが狭いスペースに搭載される場合には、モータモジュールのステータと端子台との距離が短いため、モータ巻線の自由度が低く、モータ巻線によって部品公差を吸収することが困難となる。
部品公差の吸収が不十分な状態でモータモジュールを端子台に接続すると、ワニス処理によって絶縁が確保されたモータ巻線に応力が掛かり、絶縁破壊等の不具合が生じるおそれがある。一方で、モータモジュールの端子台への組み付け性を確保するために、単純に各部品公差を厳格化すると、高コスト化を招いてしまう。
また、モータ巻線自体の配線自由度が小さいことから、組み付け作業の作業効率が低下する傾向にある。
この発明はこのような問題点を解決するためになされたものであって、この発明の目的は、モータ巻線がワニス処理されたモータモジュールにおいて、配線の自由度を向上させて、組み付け時の部品公差の吸収および作業効率向上を図ることである。
この発明によるモータモジュールは、外部配線から電力供給を受けるモータモジュールであって、ワニス処理されたモータ巻線と、前記モータ巻線を前記外部配線と電気的に接続するための端子台とを備える。端子台は、内部導体と前記外部配線とを電気的に接続するための第1の接点と、前記内部導体と前記モータ巻線とを電気的に接続するための第2の接点とを含む。前記モータ巻線は、導体スリーブを用いて、前記モータ巻線よりも可撓性の高い導電性の可撓部材と接合され、可撓部材は、前記第2の接点において、前記内部導体と電気的に接続される。
好ましくは、モータ巻線および前記可撓部材は、前記導体スリーブによって一体化されるようにかしめ加工される。
さらに好ましくは、導体スリーブは、中心軸がそれぞれ異なる第1および第2のスリーブ部を有し、モータ巻線および前記可撓部材が前記第1および第2のスリーブ部へ挿入された後、前記第1および第2のスリーブ部は、一体的にかしめ加工される。
また好ましくは、導体スリーブは、中心軸がそれぞれ異なる第1および第2のスリーブ部を有し、第1および第2のスリーブ部は、独立にかしめ加工可能な位置関係で配置され、モータ巻線および前記可撓部材は、前記第1および第2のスリーブ部へそれぞれ挿入されて、前記導体スリーブとかしめ加工される。
さらに好ましくは、導体スリーブは、第1および第2の長辺部位と、前記第1および第2の長辺部位の間に設けられる短辺部位とから構成されるH型形状の導体板の折り曲げ加工によって形成され、第1および第2のスリーブ部は、前記第1および第2の長辺部位の折り曲げ加工によって形成される。
あるいは好ましくは、導体スリーブは、中心軸がそれぞれ異なる第1および第2のスリーブ部を有し、第1のスリーブ部は、前記第2のスリーブ部と前記モータ巻線および前記可撓部材の一方とが接合された後に設けられ、第1のスリーブ部は、前記モータ巻線および前記可撓部材の他方と接合される。
好ましくは、第1の接点は、前記内部導体および前記外部配線を、モータの回転軸と鉛直方向に嵌合させる構造を有し、モータ巻線は、前記第2の接点へ前記回転軸方向に取り付けられる。
この発明によるモータモジュールは、モータ巻線を端子台と接続する第2の接点(結線部材)において、変形可能な可撓部材により、組み付け時の部品公差を吸収できる。これにより、端子台に部品公差吸収機構を設ける必要がないので、端子台の構造を簡略化できる。さらに、組み付け作業の効率についても向上させることができる。
また、可撓部材およびモータ巻線が一体化されるようにかしめ加工されるので、1回のかしめ加工により接合できるためかしめ加工する際の作業性にも優れている。
特に、モータ巻線および可撓部材を、中心軸がそれぞれ異なる第1および第2のスリーブ部へそれぞれ挿入した後に、これらのスリーブ部を一体的にかしめ加工することにより、モータ巻線へのワニス処理の影響が可撓部材に及びにくく、可撓部材の可撓性を高めることができる。
あるいは、独立にかしめ加工可能な位置関係で配置された、中心軸がそれぞれ異なる第1および第2のスリーブ部によって、モータ巻線および可撓部材をそれぞれかしめ加工する構造とする。これにより、可撓部材およびモータ巻線のかしめ加工(接合作業)を独立に行なえるので、一方の接合作業時に生じる熱や変形が他方に影響しない。また、それぞれのスリーブ部への可撓部材およびモータ巻線の挿入量を確保して、確実な接合を行なえる。
特に、独立にかしめ加工可能な位置関係で配置された、中心軸がそれぞれ異なる第1および第2のスリーブ部は、簡易な素材形状のH型部材を用いて形成できる。H型部材を用いることにより、短辺部位の曲げ角度によって第1および第2のスリーブ部の位置関係を調整可能であり、配置の自由度を向上させることができる。
また、中心軸がそれぞれ異なる第1および第2のスリーブ部については、第1のスリーブ部を、第2のスリーブ部とモータ巻線および可撓部材の一方とがかしめ加工された後に設ける構造によっても実現できる。設けられた第1のスリーブ部は、モータ巻線および可撓部材の他方とかしめ加工される。このような構造としても、可撓部材およびモータ巻線のかしめ加工(接合作業)を独立に行なえるので、一方の接合作業時に生じる熱や変形が他方に影響しない。また、それぞれのスリーブ部への可撓部材およびモータ巻線の挿入量を確保して、確実な接合を行なえる。
さらに、モータ回転軸方向に沿って回転子を挿入する固定構造とすることにより、モータ回転軸方向に垂直な方向(鉛直方向)の配置制約が厳しい場合にも、各部品公差を吸収して、モータモジュールを端子台へ組み付けることができる。
この発明の実施の形態について、図面を参照しながら詳細に説明する。なお、図中の同一または相当部分については、同一符号を付してその説明は繰り返さない。
(実施の形態1)
図1は、この発明によるモータモジュールの搭載例として示されるハイブリッド自動車の構成を示す概略ブロック図である。
図1は、この発明によるモータモジュールの搭載例として示されるハイブリッド自動車の構成を示す概略ブロック図である。
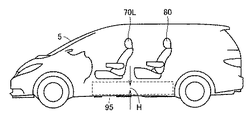
図1を参照して、この発明の実施の形態によるハイブリッド自動車5は、バッテリ10と、PCU(Power Control Unit)20と、動力出力装置30と、ディファレンシャルギア(DG:Differential Gear)40と、前輪50L,50Rと、後輪60L,60Rと、フロントシート70L,70Rと、リアシート80と、リアモータ85とを備える。
バッテリ10は、たとえば、ニッケル水素またはリチウムイオン等の二次電池から成り、直流電圧をPCU20へ供給するとともに、PCU20からの直流電圧によって充電される。バッテリ10は、リアシート80の後方部に配置される。
動力出力装置30は、ダッシュボード90よりも前側のエンジンルームに配置され、前輪50L,50R駆動用のエンジンおよびモータを含む。DG40は、動力出力装置30からの動力を前輪50L,50Rに伝達するとともに、前輪50L,50Rの回転力を動力出力装置30へ伝達する。
これにより、動力出力装置30は、エンジンおよび/またはモータジェネレータによる動力をDG40を介して前輪50L,50Rに伝達して前輪50L,50Rを駆動する。また、動力出力装置30は、前輪50L,50Rの回転力によって発電し、その発電した電力をPCU20へ供給する。
リアモータ85は、後輪60L,60Rの駆動用に設けられ、必要に応じて、図示しないクラッチを介して後輪駆動用の車軸と締結される。当該クラッチの締結により、悪路(低摩擦係数路)走行時や急加速時にいわゆる四輪駆動(4WD)走行が実現できる。
PCU20は、バッテリ10からの直流電圧を昇圧し、その昇圧した直流電圧を交流電圧に変換して、動力出力装置30内の前輪駆動用モータおよびリアモータ85の駆動電力を発生する。また、PCU20は、前輪駆動用モータおよびリアモータ85の回生制動動作時には、発電された交流電圧を直流電圧に変換してバッテリ10を充電する。
図2に示されるように、PCU20およびリアモータ85は、フロア下の領域95に設けられる。このような限られた領域に配置されるため、リアモータ85の搭載スペースは上下方向Hでの配置制約が大きい。また、PCU20と領域95を共有するため、平面方向についても、占有面積を小さくすることが求められる。
このように、配置制約が厳しく、搭載スペースが小さいリアモータ85について、以下に詳細に説明するこの発明によるモータモジュールを適用することができる。
図3を参照して、実施の形態に従うモータモジュール(図示せず)を収納する筐体100は、コネクタ挿入口106を備える。モータモジュールは、筐体100に対して、モータ回転軸に沿った方向へ挿入され、組み付けられる。
図4は、図3におけるIV−IV′断面を示すモータモジュールの断面図である。
図4に示すように、この実施の形態によるモータモジュールの筐体100には、回転電機の固定子105と、軸受部114、122と、端子台120とが収納される。固定子105は、コイル110および固定子鉄心112から構成される。
筐体100のコネクタ挿入口106には、「外部配線」に相当する給電ケーブル150が装着される。給電ケーブル150の端部には、接点204を含むオスコネクタ202が設けられる。
オスコネクタ202は、嵌合時に筐体100に沿った形状に形成される。そのため、オスコネクタ202をコネクタ挿入口106側に嵌合したときに、モータモジュールの径方向に対するケーブルの張り出し、あるいは、コネクタの筐体からの張り出しを抑制することができる。そのため、狭いスペースにおいてもモータモジュールの搭載スペースを確保することができる。または、オスコネクタ202は、L字形状に形成されても同様の効果を有する。
端子台120は、筐体と一体的に設けられる。端子台120は、メスコネクタ108と、内部導体125と、給電ケーブル150および内部導体125を電気的に接続するための「第1の接点」に相当する接点124と、内部導体125およびモータ巻線116を電気的に接続するための「第2の接点」に相当する結線部材130とを含む。端子台120の内部で、接点124および結線部材130の間は、内部導体125を介して電気的に接続される。
メスコネクタ108は、オスコネクタ202と嵌合するように、コネクタ挿入口106に対応して設けられる。なお、オスコネクタ202のコネクタ形状およびメスコネクタ180のコネクタ形状は、特に限定されるものではないが、本実施の形態において、たとえば、オスコネクタは凸形状を有し、メスコネクタは凹形状を有する。
メスコネクタ108には接点124が設けられる。接点124は、メスコネクタ108およびオスコネクタ202の嵌合時に接点204と接触するように設けられる。
固定子鉄心112は、中空の円筒形状を有する。固定子鉄心112は、複数のスロットを有している。スロットには、コイル110が巻着されている。そして、固定子鉄心112は、筐体100に対して、たとえば、ボルト等により締結されて固定される。そして、モータモジュールの回転子のシャフト(図示せず)が軸受部114、122に回転自在に支持される。
固定子のモータ巻線116は、結線部材130によって端子台の内部導体125と電気的に接続される。コイル110およびモータ巻線116は、別符号を付しているが電気的には同一部材である。言い換えれば、モータ巻線116は、コイル110を外部と電気的に接続するためのリード線に相当する。したがって、モータ巻線116および給電ケーブル150が端子台120を介して電気的に接続されることによって、固定子のコイル110への通電が行なわれる。
次に図5を用いて、この発明の実施の形態による結線部材130の構成を詳細に説明する。
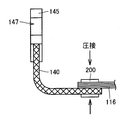
図5を参照して、ワニス処理されたモータ巻線116の先端には、モータ巻線116よりも可撓性の高い可撓部材140が導体スリーブ200を用いてかしめ加工される。すなわち、モータ巻線116および可撓部材140は、圧接などの塑性変形により一体化される。可撓部材140は、たとえば、編組銅線、積層された薄板銅板、撚線や細い銅線の束等で形成可能である。
特に、素線の隙間の大きい編組線を用いることで、毛細管現象によるワニスの浸透を抑制することができるので、可撓部材140の可撓性を高めることができる。
図6および図7は、モータ巻線の先端部分の実施の形態1による第1の構成例を説明する第1および第2の図である。
図6を参照して、可撓部材140の先端には、ボルト穴147が設けられた端子145が設けられる。
図6のVII−VII′断面図である図7を参照して、導体スリーブ200の内部において、可撓部材140およびモータ巻線116が接合されるように、両者はかしめ加工される。
再び図5を参照して、代表的には金属製のボルトおよびナットの組で構成される固定部材135によって、端子145は端子台に固定される。固定部材135による締結により、端子145と内部導体125の間が電気的に接続される。
次に、モータモジュールの筐体100への組み付け工程を説明する。
まず、筐体100へモータ回転軸方向に沿って固定子105が挿入されて固定される。
次に、筐体100に対して上方から端子台120が挿入される。この状態で、さらに、モータ巻線116が横方向(モータ回転軸方向)から挿入され、固定子105と端子台120との部品公差を吸収するように、端子145の位置が調整される。このような位置調整後に固定部材135を締結することによって、端子台120は筐体100と一体的に固定される。
位置合わせが完了して端子台120が筐体100に固定されると、給電ケーブル150がコネクタ挿入口106に装着されて、給電ケーブル150と固定子のコイル110とが電気的に接続され、モータモジュールへの給電が可能となる。
モータ巻線構造を上記のようにすることにより、導体スリーブ200から端子145の間の可撓部材140が変形可能であるため、この部分の変形により、部品公差を吸収できる。これにより、端子145、モータ巻線116および端子台120に応力や変形が加えることなく、モータモジュールを端子台に組み付けることができる。さらに、組み付け作業の効率についても向上させることができる。
また、端子台120に部品公差吸収機構を設ける必要がないので、端子台120の構造を簡略化できる。
さらに、可撓部材140およびモータ巻線116が一箇所で導体スリーブ200によって接合されるので、両者をかしめ加工する際の作業性にも優れている。
特に、モータ回転軸方向に沿って回転子を挿入する固定構造とすることにより、モータ回転軸方向に垂直な方向(本実施の形態では上下方向)の配置制約が厳しい場合にも、各部品公差を吸収して、モータモジュールを端子台へ組み付けることができる。 さらに、端子145が鉛直方向に沿って位置する状態で、内部導体125および端子145を締結するので、モータ回転軸方向に沿った方向の寸法を増大させることなく、各部品公差を吸収してモータモジュールを端子台へ組み付けることができる。
なお、モータ巻線の先端部分については、以下に説明する図8〜図10の構成とすることもできる。
図8に示される構成例では、それぞれ異なる方向から導体スリーブ200へ挿入された可撓部材140およびモータ巻線116は、導体スリーブ200内で上下方向に互いに接するように重ねられる。この状態から、導体スリーブ200を圧接してかしめ加工を行なって、可撓部材140およびモータ巻線116が接合される。
図9に示される構成例では、可撓部材140およびモータ巻線116が同一方向から導体スリーブ200へ挿入され、かつ、導体スリーブ200内で上下方向に互いに接するように重ねられる。この状態から、導体スリーブ200を圧接してかしめ加工を行なって、可撓部材140およびモータ巻線116が接合される。
図10に示される構成例では、上下方向に重ねられる導体スリーブ200a,200bに、可撓部材140およびモータ巻線116がそれぞれ挿入され、導体スリーブ200a,200bの両者を圧接することで一体的なかしめ加工が行なわれて、可撓部材140およびモータ巻線116が接合される。
図8〜図10の構成例のいずれにおいても、図6および図7に示した構成例と同様に、1回のかしめ加工により可撓部材140およびモータ巻線116は、一体的に接合されるので、かしめ加工する際の作業性が優れている。
特に、図10に示した構成例では、可撓部材140およびモータ巻線116を別個の導体スリーブにそれぞれ挿入しているので、モータ巻線116のワニス処理の影響が可撓部材140に及びにくく、可撓部材の可撓性を高めることができる。
(実施の形態2)
以降の実施の形態では、可撓部材140およびモータ巻線116を接合する導体スリーブ構造のバリエーションを説明する。
以降の実施の形態では、可撓部材140およびモータ巻線116を接合する導体スリーブ構造のバリエーションを説明する。
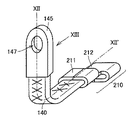
図11は、モータ巻線の先端部分の実施の形態2による構成例を示す図であり、図12は、図11のXII−XII′断面図であり、図13は、図11をXIII方向から見た平面図である。
図11、図12および図13を参照して、実施の形態2による導体スリーブ210は、開口部の中心軸が異なる2つのスリーブ部211および222から構成される。スリーブ部211の少なくとも片側に設けられた開口部から可撓部材140が挿入され、両者はかしめ加工される。
一方、スリーブ部212は、両側が開口しており、当該開口部にモータ巻線116を挿入可能である。図11〜図13に示された状態から、スリーブ部212へモータ巻線116が挿入され、かつ、両者はかしめ加工される。
このように、独立に設けられたスリーブ部211,212によって、可撓部材140およびモータ巻線116のかしめ加工(接合作業)を独立に行なえるので、一方の接合作業時に生じる熱や変形が他方に影響しない。また、スリーブ部211,212のそれぞれへの可撓部材140およびモータ巻線116の挿入量を確保して、接合を確実化できる。
特に、スリーブ部212の両側を開口させることにより、スリーブ部212からはみ出した、モータ巻線116の先端部分をかしめ加工後に切断可能であるので、モータ巻線116を導体スリーブ210と確実に接合できる。
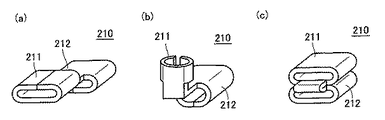
図14には、実施の形態2による導体スリーブ構造のバリエーションが示され、図15には、図14に示された導体スリーブを形成するためのH型部材が示される。
図15を参照して、H型部材220は、長辺部位221および222と、長辺部位221および222の間に設けられた短辺部位223とから構成される。
図14(a)に示される導体スリーブ210において、スリーブ部211は、図15の長辺部位221を上側に丸めて成形することで構成され、スリーブ部212は、図15の長辺部位222を下側に丸めて成形することで構成される。さらに、短辺部位223についてはその形状を保持することにより、図14(a)に示される導体スリーブ210が形成される。
同様に、図14(b)に示される導体スリーブ210において、スリーブ部211は、図15の長辺部位221を上側に丸めて成形することで構成され、スリーブ部212は、図15の長辺部位222を下側に丸めて成形することで構成される。さらに、短辺部位223を折り曲げ加工することにより、図14(b)に示される導体スリーブ210が形成される。
図14(c)に示される導体スリーブ210では、スリーブ部211および212は、長辺部位221および222をそれぞれ丸め加工することで構成される。なお、スリーブ部211が丸め加工によって形成され、可撓部材140が挿入されてかしめ加工によって接合された後で、スリーブ部212の形成ならびに可撓部材140の挿入およびかしめ加工が実行される。さらにその後、短辺部位223を曲げ加工することにより、図14(c)に示される導体スリーブ210に、可撓部材140およびモータ巻線116を接合することができる。
このように、図14(a)〜(c)に示された導体スリーブでは、図11に示された導体スリーブ部と同様に、スリーブ部211,212が、それぞれ独立にかしめ加工可能な位置関係で配置される。これにより、可撓部材140およびモータ巻線116を独立に接合可能である。
特に、図14(a)〜(c)に示された導体スリーブは、簡易な素材形状のH型部材を用いて形成できる。特に、H型部材を用いることにより、短辺部位223の曲げ角度によってスリーブ部211および212の位置関係を調整可能であり、配置の自由度を向上させることができる。
(実施の形態3)
実施の形態3では、可撓部材140およびモータ巻線116を独立に接合可能な導体スリーブの他の構成例を説明する。
実施の形態3では、可撓部材140およびモータ巻線116を独立に接合可能な導体スリーブの他の構成例を説明する。
図16は、モータ巻線の先端部分の実施の形態3による構成例を示す図である。図16’a)は、図12と同様の断面図であり、図16(b)は図13と同様の平面図である。
図16(a)および(b)を参照して、実施の形態3による導体スリーブ230は、実施の形態2と同様に、開口部の中心軸が異なる2つのスリーブ部231および232から構成される。ただし、スリーブ部231および232は、上下方向、すなわちかしめ加工時の圧接方向に沿って重なっている。
このため、図17に示されるように、両者の接触部400をろう付けや溶接等によって接合された独立の導体スリーブによって、スリーブ部231および232がそれぞれ構成される。
具体的には、スリーブ部231および可撓部材140のかしめ加工(接合)およびスリーブ部231およびモータ巻線116のかしめ加工(接合)を独立に行なった後に、接触部400が接合される。
あるいは、図18に示すように、平板部材を用いて実施の形態3による導体スリーブ230を形成することも可能である。この場合には、図19に示すように、平板部材250の中央領域251を残すように、端領域252および253をそれぞれ逆方向(上方向/下方向)に丸めるように折り曲げ加工を行なうことで、図18に示したスリーブ部231および232を形成することができる。
実施の形態3による導体スリーブを用いても、実施の形態2による導体スリーブを用いて可撓部材140およびモータ巻線116を接合する場合と同様の効果を享受することができる。
以上のように、この実施の形態1〜3では、搭載スペースが制限されるモータモジュールの代表例として、図1に示したハイブリッド自動車5の後輪駆動用モータに本発明が適用される例を説明したが、本発明の適用はこのような形態に限定されるものではない。
一例として、本発明によるモータモジュールは、モータの配置制約が厳しい、FR(Front-engine Rear-Drive)タイプのハイブリッド自動車に搭載されてもよい。
図20は、この発明によるモータモジュールの他の搭載例として示されるFRタイプのハイブリッド自動車の構成を示す概略ブロック図である。
図20を参照して、FRタイプのハイブリッド自動車500は、エンジン515が配置されるエンジンコンパートメント520と、そのエンジンコンパートメント520に連なるトンネル530とを有するシャーシ510と、駆動ユニットとしてのプロペラシャフト514および電動機517,518と、電動機517および518に接続される車両用コネクタ500aおよび500bとを備える。
車両用コネクタ500aおよび500bは、少なくとも電動機517および518からエンジンコンパートメント520までトンネル530内で延びるバスバー510aおよび510bを含む。ハイブリッド自動車500は、エンジンコンパートメント520内に設けられたインバータ516をさらに備える。バスバー510aはインバータ516まで延びる。ハイブリッド自動車500は、インバータ516とバスバー510bとを接続する可撓性の電線510cをさらに備える。
車両用コネクタは駆動ユニットの前端部としての電動機517の前端部517eまで延びる。
シャーシ510の四隅には、前輪511aおよび後輪511bが取付けられている。
エンジンコンパートメント520は、前輪511aの間に位置し、エンジン515を収納する空間である。エンジンコンパートメント520内には、エンジン515だけでなく電動機517および518に電力を供給するためのインバータ516が設けられている。図20では、エンジン515の長軸が進行方向に向かって配置されており、いわゆる「縦置き」型エンジンである。なお、エンジン515の形式は特に限定されるものではなく、直列、V型および水平対向などのさまざまな通常用いられる形式を用いることができる。さらに、エンジン515としてはガソリンエンジンだけでなくディーゼルエンジンであってもよい。また、その他のガスを燃料とするエンジンであってもよい。
インバータ516は、図20では、エンジン515の左側に設けられているが、これに限られるものではなく、エンジン515の右側、またはエンジン515と同軸上に設けられてもよい。
エンジンコンパートメント520に連なるようにトンネル530が設けられている。トンネル530は、電動機517および518ならびにプロペラシャフト514を収納するための空間である。
電動機517および518はモータ/ジェネレータであり、駆動力と電力とを相互に変換する役割を果たす。なお、図20では、2つの電動機517および518が設けられているが、1つの電動機のみが設けられてもよい。また、3つ以上の電動機が設けられていてもよい。
またトンネル530内に変速装置(スプリッタ用のプラネタリ等)を収納してもよい。変速装置は、電動機518(M/G)とプロペラシャフト514の間に配置される。
電動機517および518には車両用コネクタ500aおよび500bが接続される。車両用コネクタ500aは電動機517に接続される。車両用コネクタ500bは電動機518に接続される。車両用コネクタ500aはバスバー510aを有する。バスバー510aは電動機517からインバータ516まで延び、インバータ516と電動機518とを接続する。バスバー510aは平板状の金属部材により構成され、その一部はトンネル530内を延び、他の部分はエンジンコンパートメント520内を延びる。
電動機518には、車両用コネクタ500bのバスバー510bが接続されている。バスバー510bはトンネル530内で電動機518からエンジンコンパートメント520へ延びる。エンジンコンパートメント520内においてバスバー510bは、銅線により構成される電線510cに接続される。電線510cはインバータ516とバスバー510bとを接続する。
電動機518からの出力はプロペラシャフト514、デファレンシャルギア513およびアクスル512を介して後輪511bへ伝えられる。なお、ハイブリッド自動車500では、車両の前方にエンジン515が設けられているが、エンジンの位置はこの部分に限られず、車両の中央部分に設けられてもよい。
図21は、図20中のXXI−XXI線に沿った断面図である。図21を参照して、シャーシ110の突出する部分がトンネル530である。トンネル530は突出するような形状に設けられることでシャーシ510の強度を向上させる働きがある。トンネル530内には電動機518が設けられる。また、図示していないが、トンネル530内には、電動機518へ電力を供給するためのコネクタが取付けられ、この車両用コネクタは電動機518および517とトンネル530の側壁との間に配策される。
このように、FRタイプのハイブリッド自動車における電動機518は、トンネル530内に設けられてその搭載スペース制約が大きい。したがって、実施の形態1〜3によるモータモジュールの構造は、電動機518への適用にも適している。
また、本発明によるモータモジュールは、ハイブリッド自動車に搭載される他のモータや、他の自動車・車両・機器等に搭載されるモータについて、モータ筐体と一体的に設けられた端子台に固定することによって外部と電気的に接続される構造のものに対して共通に適用することができる。
以上のように、この実施の形態1〜3では、搭載スペースが制限されるモータモジュールの代表例として、ハイブリッド自動車の後輪駆動用モータに本発明が適用される例を説明したが、本発明の適用はこのような形態に限定されるものではない。すなわち、ハイブリッド自動車に搭載される他のモータや、他の自動車・車両・機器等に搭載されるモータについて、モータ筐体と一体的に設けられた端子台に固定することによって外部と電気的に接続される構造のものに対して、本発明を共通に適用することができる。
今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
5,500 ハイブリッド自動車、10 バッテリ、30 動力出力装置、50L,50R,510 前輪、60L,60R,511 後輪、85 リアモータ、100 筐体、105 固定子、106 コネクタ挿入口、108 メスコネクタ、110 コイル、112 固定子鉄心、116 モータ巻線、120 端子台、124,204 接点、125 内部導体、130 結線部材、135 固定部材、140 可撓部材、145 端子、150 給電ケーブル、200,200a,200b,210,230 導体スリーブ、211,212,231,232 スリーブ部、220 H型部材、250 平板部材、400 接触部、517,518 電動機、530 トンネル。
Claims (7)
- 外部配線から電力供給を受けるモータモジュールであって、
ワニス処理されたモータ巻線と、
前記モータ巻線を前記外部配線と電気的に接続するための端子台とを備え、
前記端子台は、
内部導体と前記外部配線とを電気的に接続するための第1の接点と、
前記内部導体と前記モータ巻線とを電気的に接続するための第2の接点とを含み、
前記モータ巻線は、導体スリーブを用いて、前記モータ巻線よりも可撓性の高い導電性の可撓部材と接合され、
前記可撓部材は、前記第2の接点において、前記内部導体と電気的に接続される、モータモジュール。 - 前記モータ巻線および前記可撓部材は、前記導体スリーブによって一体化されるようにかしめ加工される、請求項1に記載のモータモジュール。
- 前記導体スリーブは、中心軸がそれぞれ異なる第1および第2のスリーブ部を有し、
前記モータ巻線および前記可撓部材が前記第1および第2のスリーブ部へ挿入された後、前記第1および第2のスリーブ部は、一体的にかしめ加工される、請求項2に記載のモータモジュール。 - 前記導体スリーブは、中心軸がそれぞれ異なる第1および第2のスリーブ部を有し、
前記第1および第2のスリーブ部は、独立にかしめ加工可能な位置関係で配置され、
前記モータ巻線および前記可撓部材は、前記第1および第2のスリーブ部へそれぞれ挿入されて、前記導体スリーブとかしめ加工される、請求項1に記載のモータモジュール。 - 前記導体スリーブは、第1および第2の長辺部位と、前記第1および第2の長辺部位の間に設けられる短辺部位とから構成されるH型形状の導体板の折り曲げ加工によって形成され、
前記第1および第2のスリーブ部は、前記第1および第2の長辺部位の折り曲げ加工によって形成される、請求項4に記載のモータモジュール。 - 前記導体スリーブは、中心軸がそれぞれ異なる第1および第2のスリーブ部を有し、
前記第1のスリーブ部は、前記第2のスリーブ部と前記モータ巻線および前記可撓部材の一方とが接合された後に設けられ、
前記第1のスリーブ部は、前記モータ巻線および前記可撓部材の他方と接合される、請求項1に記載のモータモジュール。 - 前記第1の接点は、前記内部導体および前記外部配線を、モータの回転軸と鉛直方向に嵌合させる構造を有し、
前記モータ巻線は、前記第2の接点へ前記回転軸方向に取り付けられる、請求項1から6のいずれか1項に記載のモータモジュール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004037102A JP2005229753A (ja) | 2004-02-13 | 2004-02-13 | モータモジュール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004037102A JP2005229753A (ja) | 2004-02-13 | 2004-02-13 | モータモジュール |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005229753A true JP2005229753A (ja) | 2005-08-25 |
Family
ID=35004037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004037102A Withdrawn JP2005229753A (ja) | 2004-02-13 | 2004-02-13 | モータモジュール |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005229753A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007151273A (ja) * | 2005-11-25 | 2007-06-14 | Toyota Motor Corp | 端子のカシメ取付方法及びカシメ取付装置 |
| JP2009303290A (ja) * | 2008-06-10 | 2009-12-24 | Honda Motor Co Ltd | ステータ |
| JP2011187224A (ja) * | 2010-03-05 | 2011-09-22 | Yazaki Corp | モータケースに設置されたインバータ端子台 |
| WO2016098759A1 (ja) * | 2014-12-17 | 2016-06-23 | 日本精工株式会社 | 端子接続部及び接続方法 |
| JP2019190603A (ja) * | 2018-04-27 | 2019-10-31 | 内山工業株式会社 | 密封装置 |
-
2004
- 2004-02-13 JP JP2004037102A patent/JP2005229753A/ja not_active Withdrawn
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007151273A (ja) * | 2005-11-25 | 2007-06-14 | Toyota Motor Corp | 端子のカシメ取付方法及びカシメ取付装置 |
| JP4631670B2 (ja) * | 2005-11-25 | 2011-02-16 | トヨタ自動車株式会社 | 端子のカシメ取付方法及びカシメ取付装置 |
| JP2009303290A (ja) * | 2008-06-10 | 2009-12-24 | Honda Motor Co Ltd | ステータ |
| JP2011187224A (ja) * | 2010-03-05 | 2011-09-22 | Yazaki Corp | モータケースに設置されたインバータ端子台 |
| US9343941B2 (en) | 2010-03-05 | 2016-05-17 | Yazaki Corporation | Inverter terminal block installed in motor case |
| US10523090B2 (en) | 2010-03-05 | 2019-12-31 | Yazaki Corporation | Inverter terminal block installed in a motor case |
| WO2016098759A1 (ja) * | 2014-12-17 | 2016-06-23 | 日本精工株式会社 | 端子接続部及び接続方法 |
| US10566706B2 (en) | 2014-12-17 | 2020-02-18 | Nsk Ltd. | Terminal connector and terminal connection method |
| JP2019190603A (ja) * | 2018-04-27 | 2019-10-31 | 内山工業株式会社 | 密封装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20070138882A1 (en) | Motor module | |
| US7615975B2 (en) | Motor module having a deformable component that absorbs tolerances | |
| US20090108688A1 (en) | Connecting structure for connecting electrical apparatus and feeder terminal portion, and vehicle | |
| JP4743167B2 (ja) | 回転電機用端末モジュールおよび回転電機 | |
| JP4767319B2 (ja) | モータモジュール | |
| US10381902B2 (en) | Integrated system | |
| JP5175897B2 (ja) | 電気ケーブルおよび電気コネクタ | |
| JP2008148409A (ja) | 回転電機用の電力接続部構造およびその製造方法 | |
| CN111137141A (zh) | 具有用于高电流接口的低断面母线的电动化车辆 | |
| JP2009140705A (ja) | 中継端子および車両用駆動装置 | |
| JP5900012B2 (ja) | 電動車両のパワートレイン構造 | |
| JP2005229753A (ja) | モータモジュール | |
| JP4816149B2 (ja) | 接続線の押え付け構造 | |
| JP2009142079A (ja) | ステータコアの固定構造 | |
| JP2009142038A (ja) | 車両用駆動装置 | |
| US11368069B2 (en) | Rotary electric machine unit | |
| JP6870571B2 (ja) | 車載電気機器用電力ケーブル | |
| JP4046134B2 (ja) | 車両用の機能装置および車両用の駆動装置 | |
| US20240178714A1 (en) | Motor unit | |
| JP2013110817A (ja) | 端子台 | |
| JP3791445B2 (ja) | 車両用の駆動装置 | |
| JP2004120961A (ja) | 電動機を内蔵した車両用駆動装置 | |
| US11705775B2 (en) | Electric apparatus | |
| JP2007336676A (ja) | 回転電機および車両 | |
| JP2009044912A (ja) | 車両用インバータ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20070501 |