JP2005216112A - 往復作動式機械用搬送ロボットの制御方法及び制御装置 - Google Patents
往復作動式機械用搬送ロボットの制御方法及び制御装置 Download PDFInfo
- Publication number
- JP2005216112A JP2005216112A JP2004023726A JP2004023726A JP2005216112A JP 2005216112 A JP2005216112 A JP 2005216112A JP 2004023726 A JP2004023726 A JP 2004023726A JP 2004023726 A JP2004023726 A JP 2004023726A JP 2005216112 A JP2005216112 A JP 2005216112A
- Authority
- JP
- Japan
- Prior art keywords
- unit
- press machine
- robot
- transfer robot
- crossbar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 24
- 238000006243 chemical reaction Methods 0.000 claims description 17
- 238000001514 detection method Methods 0.000 claims description 7
- 238000003754 machining Methods 0.000 claims description 4
- 230000032258 transport Effects 0.000 description 33
- 230000000694 effects Effects 0.000 description 5
- 238000001746 injection moulding Methods 0.000 description 4
- 230000002452 interceptive effect Effects 0.000 description 3
- 238000013459 approach Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 210000000707 wrist Anatomy 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/14—Control arrangements for mechanically-driven presses
- B30B15/146—Control arrangements for mechanically-driven presses for synchronising a line of presses
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Numerical Control (AREA)
- Manipulator (AREA)
- Press Drives And Press Lines (AREA)
Abstract
【解決手段】ライン状に配置された複数のプレス機械10−1A、10−1B・・のうち隣接するプレス機械間でワークwを搬送ロボット30で搬送するに際し、搬送ロボットの搬送部36、38等とプレス機械の金型19とが干渉しないように搬送ロボットの作動を制御する制御方法に関する。プレス機械によるワーク加工時における金型の位置を逐次検出し、金型の各位置と各位置にある金型と干渉しない搬送部の各位置との関係が記憶されたデータテーブル54に基づき、搬送ロボットの搬送部の作動を制御する。
【選択図】図4
Description
(1)本願の第1発明による往復作動式機械用搬送ロボットの制御方法は、請求項1に記載したように、ライン状に配置された複数のプレス機械のうち隣接する往復作動式機械間でワークを搬送ロボットで搬送するに際し、搬送ロボットの搬送部と往復作動式機械の作動部とが干渉しないように搬送ロボットの作動を制御するものである。この往復作動式機械用搬送ロボットの制御方法において、往復作動式機械によるワーク加工時における作動部の位置を逐次検出し;作動部の各位置と各位置にある作動部と干渉しない搬送部の各位置との関係が記憶されたデータテーブルに基づき、搬送ロボットの搬送部の作動を制御する。
(2)本願の第2発明による往復作動式機械用搬送ロボットの制御装置は、請求項3に記載したように、隣接する往復作動式機械間で、隣接する往復作動式を結ぶ方向に移動する第1搬送部、第1搬送部に枢支され隣接する往復作動式機械を結ぶ方向に揺動する第2搬送部、及び第2搬送部の自由端に結合されワークを保持し移動するクロスバーを含む搬送ロボットによりワークを搬送する際、クロスバーと往復作動式機械の作動部とが干渉しないように搬送ロボットの作動を制御するものである。
(2)第2発明にかかる往復作動式機械用搬送ロボットの制御装置によれば、第1往復作動式機械と第2往復作動式機械との間でワークを搬送するために移動する搬送ロボットのクロスバーの作動を、データテーブルに基づき制御することにより、クロスバーと第1往復作動式機械及び第2往復作動式機械の作動部との干渉が防止できる。データテーブルの使用による効果については制御方法の欄で説明した。このクロスバーを含む搬送ロボットは、コンパクトな構造でありながら、第1往復作動式機械からのワークの搬出及び第2往復作動式機械へのワークの搬入が行える。
往復作動する往復作動式機械としてはプレス機械、射出成型機及び旋盤等が挙げられ、本発明はこれらのすべてに適用できる。プレス機械では移動金型(通常上型)が作動部に相当する。射出成型機では移動金型が作動部に相当し、搬送ロボットは隣接する第1射出成型機と第2射出成型機との間でワークを搬送する。旋盤では刃物保持部が作動部に相当し、搬送ロボットは隣接する第1旋盤と第2旋盤との間でワークを搬送する。なお、以下の説明はプレス機械を中心に行う。
<搬送ロボット>
本発明の搬送ロボットは隣接するプレス機械等往復作動式機械間でワークを搬送する。隣接するプレス機械間とは、第1プレスラインの第1プレス機械と第2プレス機との間、第2プレス機械と第3プレス機との間、・・を意味する。搬送ロボットはワークを二次元座標(XY平面)又は三次元座標(XYZ空間)で搬送する。さらに、手首の回転等に対応した六次元座標(XYZαβγ)で搬送することもできる。
<搬送ロボットの制御>
制御装置は少なくとも、金型等作動部の位置検出部、データテーブルを含む第1変換部及び駆動手段を含み、更に第2変換部を含むことができる。金型(上型)の位置を検出する位置検出部は、例えばメインギアの回転位相又はクランクの角度(クランク角)を検出すれば良い。
<関連事項>
本発明は直接的にはプレス機械等の往復作動式機械と搬送ロボットとの干渉を防止するための搬送部の作動に関するが、あるプレス機械の搬入側の搬送ロボットと搬出側の搬送ロボットとの干渉防止にも関連する。搬入側の搬送ロボットとプレス機械との非干渉、及び搬出側の搬送ロボットとプレスロボットとの非干渉が、搬入側の搬送ロボットと搬出側の搬送ロボットとの干渉につながるからである。
<第1実施例>
(構成)
a.全体
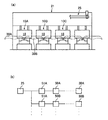
図1に示すように、直線状に並置された複数のプレス機械10−1A、10−1B、10−1C・・が第1タンデムプレスラインを構成し、一つのワークを順次加工する。別言すれば、一つのワークは複数のプレス機械で順次加工される。そして、隣接するプレス機械10−1A、10−1B、10−1C・・間において搬送ロボット30がワークを搬送する。
b.プレス機械
複数のプレス機械10−1A、10−1B、10−1C・・は金型の形状、大きさ及びストロークが異なる他は、基本的同じ構成を持つ。例えば中央のプレス機械10‐1Bは図2に示すように、固定部11、可動部17、駆動部21及び位相角検出器25を等を含む。
c.搬送ロボット
図1,図3に示すように、搬送ロボット30は隣接するプレス機械10−1Aと10−1Bとの間に配置され、左方のプレス機械10−1Aから搬出したワークを右方のプレス機10‐1Bに搬入する。プレス機械10−1A及び10‐1Bの一側に位置する一側駆動部31、プレス機械の他側に位置する他側駆動部41、及び隣接するプレス機械10‐1Aと10‐1Bとの間の空間を延び両方の駆動部を結合するクロスバー45を含む。一側駆動部は案内部材32、走行部材34、二つの揺動部材36,38を有する。他側駆動部41はプレス機械10に対して一側駆動部31と対称な構成を持つ。
d.制御装置
搬送ロボットの作動を制御する制御装置50を図4に示す。制御装置50は位相角入力部51、第1変換部52、第2変換部56及びアンプ部58を含む。位相角入力部51は位相角検出器25からメインギア22の位相角を入力される。位相角信号をロボット位置信号に変換する第1変換部52は、内挿演算部53とデータテーブル54とを含む。
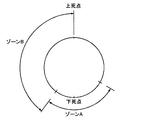
1°毎にテーブル化されたもので、RAM内に記憶されている。例えば、プレス機械10−1Aの位相角が175°のとき、搬送ロボット30のクロスバー45のX軸方向位置がx1で、Y軸方向位置がy1であれば、上型28とクロスバー45とは干渉するおそれがない。なお、この位相角とX軸方向位置及びY軸方向位置との関係は、予めプレス機械の各位相角でのスライドの位置と上型の寸法から干渉しない最短の位置を計算して求めたものである。
(作用)
次に、この実施例の作用即ち制御方法を説明する。図3において搬送ロボットのクロスバー45は、一側駆動部31及び他側駆動部41の駆動により第1プレス機械10A−1と第2プレス機械10‐1Bとの間軌跡aからfに沿って移動され、それに伴いワークwを搬送する。即ち、主に案内部材32に対する走行部材34の左方向への走行(直線移動)によりクロスバー45が第1プレス機械10‐1Aに接近する。
a.第1プレス機械へのクロスバーの進入及び退出
第1プレス機械10−1Aの上型19の上昇後(案内部材に対する走行部材の走行と、)fで示すように、クロスバー45が第1プレス機械の下型15と上型19との間の空間に進入し、第1プレス機械10−1Aによる加工が終わったワークを保持部46で保持する。クロスバー45は主に走行部材34に対する第1揺動部材36の揺動と、第1揺動部材36に対する第2揺動部材38の揺動との合成運動により、aで示す軌跡に沿って移動される。
b.第2プレス機械へのクロスバーの進入及び退出
第2プレス機械10−1Bの上型19の下降前、走行部材34の走行と第1揺動部材36の揺動と第2揺動部材38の揺動との合成運動により、cで示すように、クロスバー45が第2プレス機械10‐1Bの下型15と上型19との間の空間に進入し、保持部46で保持したワークwを両型間の空間に置く。そして、上型19が下降する前に、走行部材34の走行と第1揺動部材36の揺動と第2揺動部材38の揺動との合成運動により、dで示すように、クロスバー45は下型15と上型19との間の空間から退出する。このクロスバー45の第2プレス機械10‐1Bへの進入時、及び第2プレス機械10‐1Bからの退出時も、一側駆動部31及び他側駆動部41は第2プレス機械10‐1Bの位置情報に基づき、クロスバー45を駆動する。
(効果)
この実施例によれば、以下の効果が得られる。
a.クロスバー45と上型19との干渉の回避に関して
第1に、搬送ロボット30による第1プレス機械10−1Aからのワークwの搬出時に、クロスバー45と上型19との干渉が確実に回避できる。メインギア22の位相角度即ち上型19の位置と、クロスバー45の位置(X座標及びY座標)とが干渉しない関係を記憶したデータテーブル54に基づき、一側駆動部31及び他側駆動部41のモータ35,37及び39を駆動して、クロスバー45の位置を決めているからである。
b.制御装置50による搬送ロボット30の制御に関して
制御装置50の構成が簡単で、制御も簡単になる。制御装置に必須なのは位相角入力部51、第1変換部52及び第2変換部56である。第1変換部52及び第2変換部56は位相角信号→ロボット位置信号→モータ位置信号に変換するのみで良い。検出される位相角が所定値になっていないとき即ち上型19が所定位置まで上昇していないときは、それに対応した位置にクロスバー45が自動的に移動される。その際、クロスバー45の位相を検出するセンサ等は不要である。
c.プレス機械、搬送ロボットの作動サイクルに関して
第1に、搬送ロボットが第1プレス機械10‐1Aと第2プレス機械10‐1Bとの間でワークwを搬送するのに要するサイクルタイムも短縮できる。クロスバー45は上型19が干渉のおそれがなくなった位置に達した直後に第1プレス機械10‐1A内に進入でき、上型19との干渉を避けるための待機は不要だからである。
<第2実施例>
本発明がトランスファプレスに適用された実施例を図5に示す。図5(a)に示すように、プレス機械10は並置された各工程のプレス部10A、10B、10C・・から成り、各プレス部のスライド18を一つの駆動部21で駆動するようになっている。そして、このようなプレス機10が複数平行に並置されている。隣接するプレス部10Aと10Bとの間、プレス部10Bと10Cとの間でのワークの搬送を第1実施例と同様の搬送ロボット30A、30B・・で行っている。例えば、第1工程のプレス部10Aと第2工程のプレス部10Bとの間では第2搬送ロボット30Bがワークを搬送する。
11:固定部 15:下型
17:可動部 19:上型
21:駆動部 25:位相各検出器
30:搬送ロボット 31:一側駆動部
34:第1搬送部 36、38:第2搬送部
41:他側駆動部 45:クロスバー
50:制御装置 52:第1変換部
54:データテーブル 56:第2変換部
Claims (7)
- ライン状に配置された複数の往復作動式機械のうち隣接する往復作動式機械間でワークを搬送ロボットで搬送するに際し、搬送ロボットの搬送部と往復作動式機械の作動部とが干渉しないように搬送ロボットの作動を制御する制御方法であって、
前記往復作動式機械によるワーク加工時における前記作動部の位置を逐次検出し、
前記作動部の各位置と該各位置にある該作動部と干渉しない該搬送部の各位置との関係が記憶されたデータテーブルに基づき、前記搬送ロボットの搬送部の作動を制御する、
ことを特徴とする往復作動式機械用搬送ロボットの制御方法。 - 第1往復作動式機械からのワークの搬出時と第2往復作動式機械へのワークの搬入時とは異なる前記データテーブルを使用する請求項1に記載の制御方法。
- 隣接する往復作動式機械間で、隣接する往復作動式機械を結ぶ方向に移動する第1搬送部、該第1搬送部に枢支され隣接する往復作動式機械を結ぶ方向に揺動する第2搬送部、及び該第2搬送部の自由端に結合されワークを保持し移動するクロスバーを含む搬送ロボットによりワークを搬送する際、該クロスバーと該往復作動式機械の作動部とが干渉しないように搬送ロボットの作動を制御する制御装置であって、
前記往復作動式機械によるワーク加工時における前記作動部の作動位置を逐次検出する位置検出部材と、
前記作動部の各位置と該各位置にある該作動部と干渉しない該クロスバーの位置との関係が記憶されたデータテーブルを含み、該作動部の位置情報を該クロスバーの位置情報に変換する第1変換部と、
前記データテーブルに基づき求めた位置に前記クロスバーが移動するように、前記第1搬送部及び第2搬送部を運動させる駆動手段と、
から成ることを特徴とする往復作動式機械用搬送ロボットの制御装置。 - 前記駆動手段の第1搬送部及び第2搬送部は前記クロスバーをXY平面内で移動させ、前記データテーブルは前記作動部と干渉しない該クロスバーのX軸方向位置及びY軸方向位置が記憶されている請求項3に記載の制御装置。
- 前記位置検出部材は、前記作動部を昇降させるために回転する回転部材の回転位相を検出することにより該作動部の位置を検出する請求項4に記載の制御装置。
- 前記データテーブルは、前記回転部材の所定の位相角毎に前記クロスバーのX軸座標及びY軸座標をテーブル化し、該所定の位相角の間の位相角に対応する該クロスバーのX軸座標及びY軸座標は比例計算で求める請求項4に記載の制御装置。
- 更に、前記データテーブルの位置情報を前記駆動手段の作動情報に変換する第2変換部を含む請求項3に記載の制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004023726A JP2005216112A (ja) | 2004-01-30 | 2004-01-30 | 往復作動式機械用搬送ロボットの制御方法及び制御装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004023726A JP2005216112A (ja) | 2004-01-30 | 2004-01-30 | 往復作動式機械用搬送ロボットの制御方法及び制御装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011062843A Division JP2011143474A (ja) | 2011-03-22 | 2011-03-22 | 往復作動式機械用搬送ロボットの制御方法及び制御装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005216112A true JP2005216112A (ja) | 2005-08-11 |
Family
ID=34906646
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004023726A Pending JP2005216112A (ja) | 2004-01-30 | 2004-01-30 | 往復作動式機械用搬送ロボットの制御方法及び制御装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005216112A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006132201A1 (ja) * | 2005-06-06 | 2006-12-14 | Ihi Corporation | ワーク搬送装置、ワーク搬送装置の制御方法及びプレスライン |
| WO2009014131A1 (ja) * | 2007-07-23 | 2009-01-29 | Ihi Corporation | シミュレーション方法 |
| JP2013003693A (ja) * | 2011-06-14 | 2013-01-07 | Mazda Motor Corp | 部品製造ラインの設計支援方法及び設計支援システム |
| JP2013163203A (ja) * | 2012-02-10 | 2013-08-22 | Honda Motor Co Ltd | 搬送モーションの変更方法 |
| JP2018069336A (ja) * | 2016-10-25 | 2018-05-10 | シーメンス アクチエンゲゼルシヤフトSiemens Aktiengesellschaft | 移動プロフィールの最適化方法、移動プロフィールの調製方法、制御装置、設備およびコンピュータプログラム |
| JP2021005126A (ja) * | 2019-06-25 | 2021-01-14 | ファナック株式会社 | プレス加工シミュレーション装置 |
| CN114030222A (zh) * | 2021-11-04 | 2022-02-11 | 温州大学 | 可视化冲压线多机协调轨迹优化方法及系统 |
| US11565409B2 (en) | 2019-06-25 | 2023-01-31 | Fanuc Corporation | Robot programming system |
-
2004
- 2004-01-30 JP JP2004023726A patent/JP2005216112A/ja active Pending
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006132201A1 (ja) * | 2005-06-06 | 2006-12-14 | Ihi Corporation | ワーク搬送装置、ワーク搬送装置の制御方法及びプレスライン |
| US7873431B2 (en) | 2005-06-06 | 2011-01-18 | Ihi Corporation | Workpiece transfer apparatus, control method for workpiece transfer apparatus, and press line |
| WO2009014131A1 (ja) * | 2007-07-23 | 2009-01-29 | Ihi Corporation | シミュレーション方法 |
| JP2009022996A (ja) * | 2007-07-23 | 2009-02-05 | Ihi Corp | シミュレーション方法 |
| JP2013003693A (ja) * | 2011-06-14 | 2013-01-07 | Mazda Motor Corp | 部品製造ラインの設計支援方法及び設計支援システム |
| JP2013163203A (ja) * | 2012-02-10 | 2013-08-22 | Honda Motor Co Ltd | 搬送モーションの変更方法 |
| US11173680B2 (en) | 2016-10-25 | 2021-11-16 | Siemens Aktiengesellschaft | Method for optimizing movement profiles, method for providing movement profiles, control device, system and computer program product |
| JP2018069336A (ja) * | 2016-10-25 | 2018-05-10 | シーメンス アクチエンゲゼルシヤフトSiemens Aktiengesellschaft | 移動プロフィールの最適化方法、移動プロフィールの調製方法、制御装置、設備およびコンピュータプログラム |
| JP7031949B2 (ja) | 2016-10-25 | 2022-03-08 | シーメンス アクチエンゲゼルシヤフト | 移動プロフィールの最適化方法、移動プロフィールの調製方法、制御装置、設備およびコンピュータプログラム |
| JP2021005126A (ja) * | 2019-06-25 | 2021-01-14 | ファナック株式会社 | プレス加工シミュレーション装置 |
| US11565409B2 (en) | 2019-06-25 | 2023-01-31 | Fanuc Corporation | Robot programming system |
| US11673262B2 (en) | 2019-06-25 | 2023-06-13 | Fanuc Corporation | Press working simulator |
| JP7316111B2 (ja) | 2019-06-25 | 2023-07-27 | ファナック株式会社 | プレス加工シミュレーション装置 |
| DE102020206463B4 (de) | 2019-06-25 | 2025-01-30 | Fanuc Corporation | Roboter-Programmiersystem |
| DE102020206462B4 (de) | 2019-06-25 | 2025-01-30 | Fanuc Corporation | Pressarbeitssimulator |
| CN114030222A (zh) * | 2021-11-04 | 2022-02-11 | 温州大学 | 可视化冲压线多机协调轨迹优化方法及系统 |
| CN114030222B (zh) * | 2021-11-04 | 2023-12-01 | 温州大学 | 可视化冲压线多机协调轨迹优化方法及系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107876613B (zh) | 一种联合管端处理与弯管处理的工件处理生产线及方法 | |
| JP2010094695A (ja) | ワーク搬送装置 | |
| JP4889679B2 (ja) | 曲げ機械 | |
| JP5158467B2 (ja) | サーボプレス設備とその制御方法 | |
| JP2005216112A (ja) | 往復作動式機械用搬送ロボットの制御方法及び制御装置 | |
| JPH0437424A (ja) | 機械ラインの操作を制御する装置及びその方法 | |
| JP5834515B2 (ja) | 部品製造ラインの設計支援方法及び設計支援システム | |
| JP2011143474A (ja) | 往復作動式機械用搬送ロボットの制御方法及び制御装置 | |
| JP5196566B2 (ja) | ロボットによる曲げ加工方法及びその装置 | |
| JP4188657B2 (ja) | 曲げ加工装置 | |
| CN204657958U (zh) | 一种金属板材加工生产线 | |
| JPH10328766A (ja) | トランスファプレス搬送装置 | |
| WO2010035650A1 (ja) | プレスラインの運転条件設定方法 | |
| JP3423149B2 (ja) | ワークフィーダ制御装置 | |
| JP5430526B2 (ja) | タンデムプレスラインの制御方法 | |
| JPH11104899A (ja) | プレストランスファフィーダの振動抑制制御装置及びその制御方法 | |
| KR101536097B1 (ko) | 탠덤 프레스 시스템 | |
| JP2006281269A (ja) | ワーク搬送装置 | |
| JP3423141B2 (ja) | 同期ずれ復帰装置 | |
| JP2006102767A (ja) | ワーク搬送装置の駆動指令生成装置 | |
| JP5070997B2 (ja) | ダイクッション装置の制御方法 | |
| JP2009039727A (ja) | 多工程プレス機のワーク搬送方法およびその装置 | |
| JP2006130518A (ja) | 搬送装置、搬送ロボット及びプレスライン | |
| CN119819955B (zh) | 一种倒立式车削中心自动上料方法 | |
| JP7659595B2 (ja) | プレスシステム及びプレスシステムの制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081021 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081023 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081219 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090310 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090420 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20090410 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20090515 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20090731 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101115 |