本発明の請求項1記載の発明は、伝熱性および透湿性または伝熱性のみを有する伝熱板のリブ成形部の少なくとも片面に樹脂が予め塗布してあり、前記伝熱板を一体成形して伝熱面とこの伝熱面の間隔を保持する中空間隔リブと気流の漏れを遮蔽する中空遮蔽リブを有する成形品を形成し、この成形品の中空間隔リブおよび中空遮蔽リブは予め樹脂を塗布していた前記リブ成形部で構成され、前記成形品を複数積層することにより一次気流Aと二次気流Bとが前記伝熱面を介して熱交換する構成としたものであり、伝熱面の間隔を保持する中空間隔リブと気流の漏れを遮蔽する中空遮蔽リブは伝熱板を一体成形することにより形成されるために中空形状となり、熱交換器を軽量化することができ、また厚みを非常に薄くした伝熱板を一体成形して得られた成形品は伝熱面の厚みだけが非常に薄くなり、熱伝達が良くなり顕熱交換効率を向上することができ、且つ水蒸気の透過抵抗が小さくなり潜熱交換効率を向上することができ、また熱交換器は伝熱板を一体成形して得られた成形品を複数枚積層するために、中空間隔リブおよび中空遮蔽リブは中空構造でありつつ強度と剛性が必要とされるが、一体成形前にリブ成形部の少なくとも片面に塗布していた樹脂により中空間隔リブおよび中空遮蔽リブの剛性が補強され、中空構造の形状を保持することができるので成形品の寸法精度が安定し、量産設備での位置ずれが発生しにくいために連続的な積層接着等の熱交換器の量産性を向上することができるという作用を有する。
また、樹脂が屈曲に対して弾性を有したものであり、中空状の中空間隔リブおよび中空遮蔽リブはリブ成形部に塗布していた樹脂と伝熱板により一体成形で得られるが、一体成形時の伝熱板の屈曲に対して樹脂の弾性性質により、一体成形の加工性を向上することができるので量産性を向上させることができ、また一体成形加工時の伝熱板の破れを保護することができるので気流の漏れを防ぐことができる。
また、樹脂が伸縮性を有したものであり、中空状の中空間隔リブおよび中空遮蔽リブはリブ成形部に塗布していた樹脂と伝熱板により一体成形で得られるが、一体成形時の伝熱板の屈曲に対して樹脂の伸縮性質により、一体成形の加工性を向上することができるので量産性を向上させることができ、また万一一体成形加工時に伝熱板が破れてもその部分に塗布した伸縮性の樹脂が伸びることにより伝熱板の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができる。
また、樹脂をウレタン系にしたものであり、中空状の中空間隔リブおよび中空遮蔽リブはリブ成形部に塗布していた樹脂と伝熱板により一体成形で得られるが、ウレタン系樹脂の性質である屈曲に対する弾性や伸縮性により一体成形時の伝熱板の加工性を向上することができるので量産性を向上させることができ、また万一一体成形加工時に伝熱板が破れてもその部分に塗布した伸縮性のウレタン系樹脂が伸びることにより伝熱板の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができる。
また、前記伝熱板の出入口成形部の少なくとも片面に樹脂が予め塗布してあり、前記伝熱板を一体成形して形成される前記成形品は気流の流入口および吐出口を有し、この成形品の気流の流入口および吐出口は予め樹脂を塗布していた前記出入口成形部で構成したものであり、気流の流入口および吐出口は出入口成形部に塗布していた樹脂と伝熱板により一体成形で得られるが、気流の流入口および吐出口を構成する出入口成形部は一体成形前に塗布していた樹脂により、一体成形時の伝熱板の屈曲に対して樹脂の弾性性質や伸縮性質が働き、一体成形の加工性を向上することができるので量産性を向上させることができ、また万一一体成形加工時に伝熱板が破れてもその部分に塗布した伸縮性の樹脂が伸びることにより伝熱板の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができ、また気流の流入口および吐出口は伝熱板と樹脂により構成されるが、塗布した樹脂の厚み分だけ剛性が高まり、気流の流入口および吐出口の形状を保持することができるので成形品の寸法精度が安定し、量産設備での位置ずれが発生しにくいために連続的な積層接着等の熱交換器の量産性を向上することができる。
また、前記成形品は前記気流の流入口および吐出口近傍の前記中空間隔リブに中空突起部を設け、前記中空突起部は予め樹脂を塗布していた前記出入口成形部で構成され、前記成形品を複数積層して得られる熱交換器において、前記中空突起部は上面に重ねられた前記成形品の中空遮蔽リブの凸状内面に当接したものであり、中空凸状の中空突起部は上面に重ねられた中空遮蔽リブの凸状内面に当接することにより中空凸状の中空遮蔽リブの剛性を高くすることができ、熱交換器の気流の流入口および吐出口の密封性を向上することができるので気流の漏れを防止することができ、また中空状の中空突起部は出入口成形部に塗布していた樹脂と伝熱板により一体成形で得られるが、中空突起部を構成する出入口成形部は一体成形前に塗布していた樹脂により、一体成形時の伝熱板の屈曲に対して樹脂の弾性性質や伸縮性質が働き、一体成形の加工性を向上することができるので量産性を向上させることができ、また万一一体成形加工時に伝熱板が破れてもその部分に塗布した伸縮性の樹脂が伸びることにより伝熱板の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができる。
また、前記伝熱板のリブ成形部または出入口成形部の少なくとも一方に予め切込みを入れ、この切込み部分を樹脂で被うようにしたものであり、伝熱板を一体成形して中空凸状の中空間隔リブ、中空遮蔽リブおよび中空突起部を得る部分に予め切込みを入れておくことにより、伝熱板を熱プレス等の一体成形する時に伝熱板のリブ成形部および出入口成形部にかかる応力を切込み部分が緩和し、伝熱板のリブ成形部および出入口成形部の伸びを補うことにより成形性を向上することができるので量産性を向上させることができ、また切込み部に塗布していた弾性性質や伸縮性質を有する樹脂が一体成形時に伸びることにより伝熱板の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができる。
また、前記伝熱板のリブ成形部または出入口成形部の少なくとも一方に予め塗布した前記樹脂に、熱を加えることにより硬化する熱硬化性樹脂を重ね塗りしたものであり、中空状の中空間隔リブおよび中空遮蔽リブはリブ成形部に塗布していた前記樹脂と伝熱板により一体成形で得られ、また中空状の中空突起部は出入口成形部に塗布していた前記樹脂と伝熱板により一体成形で得られるが、中空間隔リブ、中空遮蔽リブおよび中空突起部は一体成形前に塗布していた前記樹脂により、一体成形時の伝熱板の屈曲に対して前記樹脂の弾性性質や伸縮性質が働き、一体成形の加工性を向上することができるので量産性を向上させることができ、また万一一体成形加工時に伝熱板が破れてもその部分に塗布した伸縮性の前記樹脂が伸びることにより伝熱板の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができ、また伝熱板を一体成形して得られた成形品に熱を加えることにより前記樹脂に重ね塗りした熱硬化性樹脂が熱硬化するために、中空状の中空間隔リブ、中空遮蔽リブおよび中空突起部の剛性を高めることができるので成形品の寸法精度が安定し、量産設備での位置ずれが発生しにくいために連続的な積層接着等の熱交換器の量産性を向上することができ、また伝熱板のリブ成形部または出入口成形部の少なくとも一方に塗布した前記樹脂に熱硬化性樹脂を予め重ね塗りしていることで、伝熱板を一体成形した後に連続的な工程で熱硬化性樹脂を熱硬化させることができるので量産性を向上することができる。
また、前記伝熱板のリブ成形部または出入口成形部の少なくとも一方に予め塗布した前記樹脂に、紫外線を照射することにより硬化する紫外線硬化型樹脂を重ね塗りしたものであり、中空状の中空間隔リブおよび中空遮蔽リブはリブ成形部に塗布していた前記樹脂と伝熱板により一体成形で得られ、また中空状の中空突起部は出入口成形部に塗布していた前記樹脂と伝熱板により一体成形で得られるが、中空間隔リブ、中空遮蔽リブおよび中空突起部は一体成形前に塗布していた前記樹脂により、一体成形時の伝熱板の屈曲に対して前記樹脂の弾性性質や伸縮性質が働き、一体成形の加工性を向上することができるので量産性を向上させることができ、また万一一体成形加工時に伝熱板が破れてもその部分に塗布した伸縮性の前記樹脂が伸びることにより伝熱板の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができ、また伝熱板を一体成形して得られた成形品に紫外線を照射することにより前記樹脂に重ね塗りした紫外線硬化型樹脂が硬化するために、中空状の中空間隔リブ、中空遮蔽リブおよび中空突起部の剛性を高めることができるので成形品の寸法精度が安定し、量産設備での位置ずれが発生しにくいために連続的な積層接着等の熱交換器の量産性を向上することができ、また伝熱板のリブ成形部または出入口成形部の少なくとも一方に塗布した前記樹脂に紫外線硬化型樹脂を予め重ね塗りしていることで、伝熱板を一体成形した後に連続的な工程で紫外線硬化型樹脂を硬化させることができるので量産性を向上することができる。
また、前記リブ成形部または前記出入口成形部の少なくとも一方に前記樹脂を予め塗布した前記伝熱板を一体成形して前記成形品を得た後に、前記リブ成形部または前記出入口成形部の少なくとも一方に熱を加えることにより硬化する熱硬化性樹脂または紫外線を照射することにより硬化する紫外線硬化型樹脂を塗布したものであり、中空状の中空間隔リブおよび中空遮蔽リブはリブ成形部に塗布していた前記樹脂と伝熱板により一体成形で得られ、また中空状の中空突起部は出入口成形部に塗布していた前記樹脂と伝熱板により一体成形で得られるが、中空間隔リブ、中空遮蔽リブおよび中空突起部は一体成形前に塗布していた前記樹脂により、一体成形時の伝熱板の屈曲に対して前記樹脂の弾性性質や伸縮性質が働き、一体成形の加工性を向上することができるので量産性を向上させることができ、また万一一体成形加工時に伝熱板が破れてもその部分に塗布した伸縮性の前記樹脂が伸びることにより伝熱板の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができ、またリブ成形部または出入口成形部の少なくとも一方に塗布した前記樹脂の働きにより伝熱板の破れが起こらないように一体成形を確実に行い、得られた成形品の剛性と強度を要する中空凸状の中空間隔リブ、中空遮蔽リブおよび中空突起部は、これらを構成する部分にあたる伝熱板のリブ成形部および出入口成形部に熱硬化性樹脂または紫外線硬化型樹脂を後から塗布し、これらの樹脂を硬化させることにより中空状の中空間隔リブ、中空遮蔽リブおよび中空突起部の剛性を高めることができ、伝熱板の一体成形による破れに起因した気流の漏れを防止しつつ中空状の中空間隔リブ、中空遮蔽リブおよび中空突起部の剛性を高めることができるので成形品の寸法精度が安定し、量産設備での位置ずれが発生しにくいために連続的な積層接着等の熱交換器の量産性を向上することができる。
また、一次気流Aと二次気流Bとが伝熱面を介して直交また斜交するように流通したのであり、二種の気流が伝熱面を介して直交また斜交するような構造の熱交換器は通風路を真直ぐにすることができるので通風抵抗を低減することができ、また一体成形前にリブ成形部に塗布していた樹脂により中空間隔リブおよび中空遮蔽リブの剛性が補強され中空構造の形状を保持することができるので、伝熱面、中空間隔リブおよび中空遮蔽リブによって二種の気流が流通する通風路が一層おきに安定して形成することができるので通風抵抗を低減することができ、また中空凸状に成形した中空間隔リブおよび中空遮蔽リブは伝熱面の間隔高さと中空間隔リブの間隔幅の比(アスペクト比)を大きくできることと、伝熱板に対する中空間隔リブおよび中空遮蔽リブの面積比率を小さくすることができるために通風路の有効面積を大きくできることが伴って通風抵抗を低減することができる。
また、一次気流Aと二次気流Bとが伝熱面を介して流入口および吐出口近傍では直交また斜交するように流通し、中央部では対向するように流通したものであり、このような二種の気流が流通する構造の熱交換器は流入口および吐出口近傍では通風路Aを流通する一次気流Aと通風路Bを流通する二次気流Bが直交また斜交するように熱交換し、中央部では通風路Aを流通する一次気流Aと通風路Bを流通する二次気流Bが対向するように熱交換する構造のために、同等伝熱面積を有する直交または斜交する通風路のみで構成される熱交換器よりも熱交換効率を向上することができ、また伝熱板を一体成形して得られた成形品は伝熱面の厚みだけを非常に薄くすることができるので、熱伝達が良くなり顕熱交換効率を向上することができ、且つ水蒸気の透過抵抗が小さくなり潜熱交換効率を向上することができ、熱交換効率の高い対向流式熱交換器の構造と熱交換を行う伝熱面の厚みを薄くすることが伴って顕熱交換効率および潜熱交換効率を高く向上することができるという作用を有する。
(実施の形態1)
図1は熱交換器1aの概略分解斜視図、図2は伝熱板2の成形品を積層した時の概略斜視図、図3は伝熱板2の概略平面図、図4は伝熱板2の成形品の概略断面図である。
図1および図2に示すように熱交換器1aは、成形品3aと成形品3bを交互に積層することにより構成され、それぞれの成形品の表裏に通風路4aと通風路4bとが構成され、通風路4aを流通する一次気流Aおよび通風路4bを流通する二次気流Bはそれぞれの成形品の伝熱面を介して熱交換を行う。実際の熱交換器1aは多数の成形品3aおよび成形品3bが交互に積層されているが、図1および図2は簡略のため4枚の成形品を示している。
図3に示した伝熱板2は平面形状が略方形をなし、厚さが例えば0.05mmの和紙を主成分とする伝熱性と透湿性を有する薄い紙材シートである。この伝熱板2は熱プレス等の成形加工を用いて、図1に示したような成形品3aおよび成形品3bを形成する。
図1の成形品3aは中空凸状に、例えば凸高さ1.5mm、幅5mmに形成された中空遮蔽リブ5aを略方形の対向する一対の外周縁部に備え、中空遮蔽リブ5aと等しい凸高さで幅1mmの中空凸状に形成された中空間隔リブ6aを中空遮蔽リブ5aと略平行、略等間隔に複数、たとえば5本備え、中空遮蔽リブ5aと中空間隔リブ6aにより通風路4aおよび伝熱面7aが形成され、通風路4a、中空遮蔽リブ5a、中空間隔リブ6a、伝熱面7a、流入口8aおよび吐出口9aが伝熱板2を一体成形することにより形成される。一方、成形品3bは成形品3aと交互に積層した際、通風路4aと通風路4bが直交するように形成し、中空遮蔽リブ5aと同形状の中空遮蔽リブ5bを略方形の対向する他方の一対の外周縁部に備え、中空間隔リブ6aと同形状の中空間隔リブ6bを中空遮蔽リブ5bと略平行、略等間隔に複数、たとえば5本備え、中空遮蔽リブ5bと中空間隔リブ6bにより通風路4bおよび伝熱面7bが形成され、通風路4b、中空遮蔽リブ5b、中空間隔リブ6b、伝熱面7b、流入口8bおよび吐出口9bが伝熱板2を一体成形することにより形成される。
中空遮蔽リブ5a、5bは熱交換器1aの通風路4aを流通する一次気流Aおよび通風路4bを流通する二次気流Bが熱交換器1aの端面から気流が漏れないように遮蔽する働きと、成形品3aと成形品3bを交互に積層した時に通風路4aおよび通風路4bの気流の流入口8a、8bおよび吐出口9a、9bを形成する。例えば成形品3aの中空遮蔽リブ5aの上面に成形品3bの通風路4bの流入口8bおよび吐出口9bの下面が重なり、更にその上面に成形品3aの中空遮蔽リブ5aの下面が重なり合うことで、二次気流Bは成形品3bの通風路4bを流通することができる。
また中空間隔リブ6a、6bは成形品3aの伝熱面7aと成形品3bの伝熱面7bの間隔を保持する働きと、中空遮蔽リブ5a、5bと伝熱面7a、7bとで通風路4aおよび通風路4bを形成する働きがある。
伝熱板2は中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bを構成するリブ成形部10の少なくとも片面に予め樹脂が塗布してあり、この樹脂としては屈曲に対して弾性性質を有するもの、または屈曲に対して伸縮性質を有するものを用い、これらの性質を持つ樹脂としてウレタン系、シリコン系、ポリエチレン系樹脂が挙げられ、特にウレタン系樹脂が適している。
これらの樹脂を伝熱板2に塗布する方法としてはスクリーン印刷、グラビア印刷、厚盛り印刷等の印刷法やスプレー噴射、ノズル噴射、ディッピング等が挙げられ、量産性や設備投資等の面から適宜選択される。
なお、この明細書でいう塗布とは伝熱板2に樹脂を塗りつけることを指し、コーティング、ラミネート等の意味合いも含まれる。
図3および図4に示すように、リブ成形部10の少なくとも片面に樹脂が予め塗布されたシート状の伝熱板2を熱プレス等の成形加工を用いて成形品3aおよび成形品3bが得られる。この成形品3a、3bの中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bは予め樹脂を塗布していたリブ成形部10で構成され、形状は中空凸状となって形成される。伝熱板に塗布する樹脂の厚みや量は成形加工された成形品3a、3bの剛性と中空凸状の中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bの剛性等から適宜決定する。
上記構成により、中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bは伝熱板2を一体成形することにより形成されるために中空形状となり、熱交換器1aを軽量化することができる。
また、厚み0.05mmの和紙を主成分とする非常に薄い紙材シートである伝熱板2を一体成形して得られた成形品3a、3bは、一体成形前にリブ成形部10に塗布していた樹脂により強度と剛性が必要とされる中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bの剛性が補強されつつ、熱交換する部分の伝熱面7a、7bの厚みだけを非常に薄くすることができ、熱伝達が良くなり顕熱交換効率を向上することができ、且つ水蒸気の透過抵抗が小さくなり潜熱交換効率を向上することができる。なお、伝熱板2の厚みを0.05mmで説明したが、伝熱板2を一体成形して得られた成形品3a、3bの剛性と顕熱交換効率および潜熱交換効率の熱交換性能とのバランスにより適宜決定される。
また、中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bは中空構造であるが、一体成形前にリブ成形部10に塗布していた樹脂により中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bの剛性が補強され、中空構造の形状を保持することができるので成形品3a、3bの寸法精度が安定し、量産設備での位置ずれが発生しにくいために連続的な積層接着等の熱交換器1aの量産性を向上することができる。
また、中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bは一体成形前にリブ成形部10に塗布していた樹脂により、一体成形時の伝熱板2の屈曲に対して樹脂の弾性性質や伸縮性質が働き、一体成形の加工性を向上することができるので量産性を向上させることができる。
また、リブ成形部10に塗布した弾性性質の樹脂により一体成形加工時の伝熱板2の破れを保護することができるので気流の漏れを防ぐことができる。万一一体成形加工時に伝熱板2が破れるような場合はリブ成形部10に伸縮性の樹脂を用い、この伸縮性の樹脂が伸びることにより伝熱板2の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができる。
また、直交流型の熱交換器1aは通風路4aおよび通風路4bを真直ぐにすることができるので通風抵抗を低減することができ、また一体成形前にリブ成形部10に塗布していた樹脂により中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bの剛性が補強され中空構造の形状を保持することができるので、伝熱面7a、7b、中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bによって二種の気流が流通する通風路4aおよび通風路4bが一層おきに安定して形成することができるので通風抵抗を低減することができ、また中空凸状に成形した中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bは伝熱面7a、7bの間隔高さと中空間隔リブ6a、6bの間隔幅の比(アスペクト比)を大きくできることと、伝熱面7a、7bに対する中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bの面積比率を小さくすることができるために通風路4aおよび通風路4bの有効面積を大きくできることが伴って通風抵抗を低減することができる。
なお、本実施の形態では 伝熱板の材料として伝熱性と透湿性を有する紙材を用いて顕熱交換と潜熱交換ができる全熱交換型の熱交換器で説明したが、伝熱性と透湿性を有する伝熱板の材料として透湿性樹脂フィルム、透湿性樹脂フィルムに不織布を重合したもの等を用いても良く、また伝熱性だけを有する伝熱板の材料として非透湿樹脂フィルム、アルミニウム等の薄圧金属板等を用いても良く、熱交換器の使用環境条件により適宜選択される。
また、成形品3aと成形品3bを交互に積層した際、通風路4aと通風路4bが直交するように形成した直交流型熱交換器で説明したが、通風路4aと通風路4bが斜交するように形成した斜交流型熱交換器を用いても同様の作用効果を得ることができる。
また、伝熱板2を熱プレスの成形加工により一体成形で得られた成形品3aおよび成形品3bを交互に積層して略直方体の熱交換器1aを用いて説明したが、シート材を一体成形して中空状の遮蔽リブ、中空状の間隔リブおよび伝熱面を有する成形品を交互に積層して、2つの気流がそれぞれ独立した通風路を流れ、伝熱面で熱交換が行えるものであれば、その他の工法および形状の熱交換器を用いても同様の作用効果を得ることができる。
(実施の形態2)
図5は伝熱板2の概略平面図、図6は熱交換器1aの概略分解斜視図である。
なお、実施の形態1と同一部分は同一番号とし、同一の作用効果を有するものとし、詳細な説明は省略する。
図5および図6に示すように、伝熱板2はこの伝熱板2を一体成形して得られる成形品3a、3bの気流の流入口8a、8bおよび吐出口9a、9bを構成する出入口成形部11の少なくとも片面に予め樹脂が塗布してあり、この樹脂としては屈曲に対して弾性性質を有するもの、または屈曲に対して伸縮性質を有するものを用い、これらの性質を持つ樹脂としてウレタン系、シリコン系、ポリエチレン系樹脂が挙げられ、特にウレタン系樹脂が適している。伝熱板の出入口成形部11に塗布する樹脂の厚みや量は成形加工された成形品3a、3bの剛性と気流の流入口8a、8bおよび吐出口9a、9bの剛性等から適宜決定する。
上記構成により、気流の流入口8a、8bおよび吐出口9a、9bは出入口成形部11に塗布していた樹脂と伝熱板2により一体成形で得られるが、気流の流入口8a、8bおよび吐出口9a、9bを構成する出入口成形部11は一体成形前に塗布していた樹脂により一体成形時の伝熱板2の屈曲に対して樹脂の弾性性質や伸縮性質が働き、一体成形の加工性を向上することができるので量産性を向上させることができる。
また、出入口成形部11に塗布した弾性性質の樹脂により一体成形加工時の伝熱板2の破れを保護することができるので気流の漏れを防ぐことができる。万一一体成形加工時に伝熱板2が破れるような場合は出入口成形部11に伸縮性の樹脂を用い、この伸縮性の樹脂が伸びることにより伝熱板2の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができる。
また、気流の流入口8a、8bおよび吐出口9a、9bは伝熱板2と樹脂により構成されるが、塗布した樹脂の厚み分だけ剛性が高まり、気流の流入口8a、8bおよび吐出口9a、9bの形状を保持することができるので成形品3a、3bの寸法精度が安定し、量産設備での位置ずれが発生しにくいために連続的な積層接着等の熱交換器の量産性を向上することができる。
(実施の形態3)
図7は熱交換器1aの概略分解斜視図、図8は熱交換器1aの概略断面図である。
なお、実施の形態1および2と同一部分は同一番号とし、同一の作用効果を有するものとし、詳細な説明は省略する。
図7および図8に示すように、伝熱板2を一体成形して得られる成形品3a、3bは気流の流入口8a、8bおよび吐出口9a、9b近傍の中空間隔リブ6a、6bの両端に中空凸状の中空突起部12を有し、この中空突起部12は出入口成形部11に予め塗布していた樹脂と伝熱板2により一体成形で得られる。成形品3aおよび成形品3bを交互に積層した熱交換器1aにおいて、中空突起部12は上面に重ねられた中空遮蔽リブ5a、5bの凸状内面に当接する構成とする。
上記構成により、中空凸状の中空突起部12は上面に重ねられた中空遮蔽リブ5a、5bの凸状内面に当接することにより中空凸状の中空遮蔽リブ5a、5bの剛性を高くすることができ、熱交換器1aの気流の流入口8a、8bおよび吐出口9a、9bの密封性を向上することができるので気流の漏れを防止することができる。
また、中空状の中空突起部12は出入口成形部11に塗布していた樹脂と伝熱板2により一体成形で得られるが、中空突起部12を構成する出入口成形部11は一体成形前に塗布していた樹脂により一体成形時の伝熱板2の屈曲に対して樹脂の弾性性質や伸縮性質が働き、一体成形の加工性を向上することができるので量産性を向上させることができる。
また、出入口成形部11に塗布した弾性性質の樹脂により一体成形加工時の伝熱板2の破れを保護することができるので気流の漏れを防ぐことができる。万一一体成形加工時に伝熱板2が破れるような場合は出入口成形部11に伸縮性の樹脂を用い、この伸縮性の樹脂が伸びることにより伝熱板2の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができる。
(実施の形態4)
図9は伝熱板2の概略平面図、図10は成形品3a、3bの概略断面図である。
なお、実施の形態1、2および3と同一部分は同一番号とし、同一の作用効果を有するものとし、詳細な説明は省略する。
図9および図10に示すように、伝熱板2を一体成形して得られる成形品3a、3bの中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bを構成する伝熱板2のリブ成形部10または気流の流入口8a、8bと吐出口9a、9bと中空突起部12を構成する伝熱板の出入口成形部11の少なくとも一方に予め切込みを入れておき、この切込み部13を樹脂で被うようにした構成とする。この樹脂としては屈曲に対して弾性性質を有するもの、または屈曲に対して伸縮性質を有するものを用い、これらの性質を持つ樹脂としてウレタン系、シリコン系、ポリエチレン系樹脂が挙げられ、特にウレタン系樹脂が適している。伝熱板のリブ成形部10および出入口成形部11に塗布する樹脂の厚みや量は、伝熱板2を熱プレス等の一体成形加工しても樹脂の皮膜が破れないように適宜決定する。
上記構成により、伝熱板2を一体成形して中空凸状の中空遮蔽リブ5a、5b、中空間隔リブ6a、6bおよび中空突起部12を得る部分に予め切込みを入れておくことにより、伝熱板2を熱プレス等の一体成形加工する時に伝熱板2のリブ成形部10および出入口成形部11にかかる応力を切込み部分が緩和し、伝熱板2のリブ成形部10および出入口成形部11の伸びを補うことにより成形性を向上することができるので量産性を向上させることができる。
また、切込み部13に塗布していた弾性性質や伸縮性質を有する樹脂が一体成形時に伸びることにより伝熱板2の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができる。
(実施の形態5)
実施の形態1、2、3および4と同一部分は同一番号とし、同一の作用効果を有するものとし、詳細な説明は省略する。
伝熱板2のリブ成形部10または出入口成形部11の少なくとも一方に予め塗布した前記樹脂に、熱を加えることにより硬化する熱硬化性樹脂を重ね塗りした構成とする。前記樹脂としては屈曲に対して弾性性質を有するもの、または屈曲に対して伸縮性質を有するものを用い、これらの性質を持つ樹脂としてウレタン系、シリコン系、ポリエチレン系樹脂が挙げられ、特にウレタン系樹脂が適している。また熱硬化性樹脂としてはフェノール系、メラミン系、不飽和ポリエステル系、エポキシ系、ケイ素系、ポリイミド系、ポリウレタン系等の樹脂が挙げられ、更に充填剤や硬化剤を組み合わせることによって硬化特性を適宜決定する。
予め塗布していた前記樹脂に熱硬化性樹脂を重ね塗りする方法としてはスクリーン印刷、グラビア印刷、厚盛り印刷等の印刷法やスプレー噴射、ディッピング等が挙げられ、量産性や設備投資等の面から適宜選択される。
上記構成により、中空状の中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bはリブ成形部10に塗布していた前記樹脂と伝熱板2により一体成形で得られ、また中空状の中空突起部12は出入口成形部11に塗布していた前記樹脂と伝熱板2により一体成形で得られるが、中空遮蔽リブ5a、5b、中空間隔リブ6a、6bおよび中空突起部12は一体成形前に塗布していた前記樹脂により、一体成形時の伝熱板2の屈曲に対して前記樹脂の弾性性質や伸縮性質が働き、一体成形の加工性を向上することができるので量産性を向上させることができる。万一一体成形加工時に伝熱板2が破れるような場合はリブ成形部10および出入口成形部11に伸縮性の樹脂を用い、この伸縮性の樹脂が伸びることにより伝熱板2の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができる。
また、伝熱板2を一体成形して得られた成形品3a、3bに熱を加えることにより前記樹脂に重ね塗りした熱硬化性樹脂が熱硬化するために、中空状の中空遮蔽リブ5a、5b、中空間隔リブ6a、6bおよび中空突起部12の剛性を高めることができるので成形品3a、3bの寸法精度が安定し、量産設備での位置ずれが発生しにくいために連続的な積層接着等の熱交換器の量産性を向上することができる。
また、伝熱板2のリブ成形部10または出入口成形部11の少なくとも一方に塗布した前記樹脂に熱硬化性樹脂を予め重ね塗りしていることで、伝熱板2を一体成形した後に連続的な工程で熱硬化性樹脂を熱硬化させることができるので量産性を向上することができる。
なお、伝熱板2を熱プレス等の成形加工を用いて成形品3a、3bを得る時、熱プレスの熱により熱硬化性樹脂が熱硬化して、リブ成形部10および出入口成形部11に塗布した弾性性質や伸縮性質を有する前記樹脂の働きを低下させることによって伝熱板2が破れるような場合は、熱硬化性樹脂の硬化温度より低い温度で熱プレスして成形品3a、3bをつくり、その後熱硬化性樹脂が熱硬化する温度を与える等、一体成形で伝熱板2が破れないように適宜決定する。
(実施の形態6)
実施の形態1、2、3、4および5と同一部分は同一番号とし、同一の作用効果を有するものとし、詳細な説明は省略する。
伝熱板2のリブ成形部10または出入口成形部11の少なくとも一方に予め塗布した前記樹脂に、紫外線を照射することにより硬化する紫外線硬化型樹脂を重ね塗りした構成とする。前記樹脂としては屈曲に対して弾性性質を有するもの、または屈曲に対して伸縮性質を有するものを用い、これらの性質を持つ樹脂としてウレタン系、シリコン系、ポリエチレン系樹脂が挙げられ、特にウレタン系樹脂が適している。また紫外線硬化型樹脂としてはポリエステル系、エポキシ系、ウレタン系、シリコン系等の樹脂が挙げられ、紫外線硬化型樹脂を塗り重ねる材質や硬化強度により適宜決定する。また光重合開始剤、重合禁止剤等を組み合わせることによって硬化特性を適宜変更する。
予め塗布していた前記樹脂に紫外線硬化型樹脂を重ね塗りする方法としてはスクリーン印刷、グラビア印刷、厚盛り印刷等の印刷法やスプレー噴射、ディッピング等が挙げられ、量産性や設備投資等の面から適宜選択される。
成形品3a、3bをつくる工程としては、先ず伝熱板2を熱プレス等の成形加工を用いて成形品3a、3bをつくり、次に紫外線硬化型樹脂が重ね塗りされているリブ成形部10および出入口成形部11に紫外線を照射して紫外線硬化型樹脂を硬化させる。
上記構成により、中空状の中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bはリブ成形部10に塗布していた前記樹脂と伝熱板2により一体成形で得られ、また中空状の中空突起部12は出入口成形部11に塗布していた前記樹脂と伝熱板2により一体成形で得られるが、中空遮蔽リブ5a、5b、中空間隔リブ6a、6bおよび中空突起部12は一体成形前に塗布していた前記樹脂により、一体成形時の伝熱板2の屈曲に対して前記樹脂の弾性性質や伸縮性質が働き、一体成形の加工性を向上することができるので量産性を向上させることができる。万一一体成形加工時に伝熱板2が破れるような場合はリブ成形部10および出入口成形部11に伸縮性の樹脂を用い、この伸縮性の樹脂が伸びることにより伝熱板2の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができる。
また、伝熱板2を一体成形して得られた成形品3a、3bに紫外線を照射することにより前記樹脂に重ね塗りした紫外線硬化型樹脂が硬化するために、中空状の中空遮蔽リブ5a、5b、中空間隔リブ6a、6bおよび中空突起部12の剛性を高めることができるので成形品3a、3bの寸法精度が安定し、量産設備での位置ずれが発生しにくいために連続的な積層接着等の熱交換器の量産性を向上することができる。
また、伝熱板2のリブ成形部10または出入口成形部11の少なくとも一方に塗布した前記樹脂に紫外線硬化型樹脂を予め重ね塗りしていることで、伝熱板2を一体成形した後に連続的な工程で紫外線硬化型樹脂を硬化させることができるので量産性を向上することができる。
(実施の形態7)
実施の形態1、2、3、4、5および6と同一部分は同一番号とし、同一の作用効果を有するものとし、詳細な説明は省略する。
リブ成形部10または出入口成形部11の少なくとも一方に前記樹脂を予め塗布した伝熱板2を一体成形して成形品3a、3bを得た後に、リブ成形部10または出入口成形部11の少なくとも一方に熱を加えることにより硬化する熱硬化性樹脂または紫外線を照射することにより硬化する紫外線硬化型樹脂を塗布した構成である。前記樹脂としては屈曲に対して弾性性質を有するもの、または屈曲に対して伸縮性質を有するものを用い、これらの性質を持つ樹脂としてウレタン系、シリコン系、ポリエチレン系樹脂が挙げられ、特にウレタン系樹脂が適している。また熱硬化性樹脂としてはフェノール系、メラミン系、不飽和ポリエステル系、エポキシ系、ケイ素系、ポリイミド系、ポリウレタン系等の樹脂が挙げられ、更に充填剤や硬化剤を組み合わせることによって硬化特性を適宜決定する。また紫外線硬化型樹脂としてはポリエステル系、エポキシ系、ウレタン系、シリコン系等の樹脂が挙げられ、紫外線硬化型樹脂を塗り重ねる材質や硬化強度により適宜決定する。また光重合開始剤、重合禁止剤等を組み合わせることによって硬化特性を適宜変更する。
熱硬化性樹脂または紫外線硬化型樹脂を伝熱板2のリブ成形部10または出入口成形部11の少なくとも一方に塗布する方法としてはスプレー噴射、ノズル噴射等が挙げられ、量産性や設備投資等の面から適宜選択される。
上記構成により、中空状の中空遮蔽リブ5a、5bおよび中空間隔リブ6a、6bはリブ成形部10に塗布していた前記樹脂と伝熱板2により一体成形で得られ、また中空状の中空突起部12は出入口成形部11に塗布していた前記樹脂と伝熱板2により一体成形で得られるが、中空遮蔽リブ5a、5b、中空間隔リブ6a、6bおよび中空突起部12は一体成形前に塗布していた前記樹脂により、一体成形時の伝熱板2の屈曲に対して前記樹脂の弾性性質や伸縮性質が働き、一体成形の加工性を向上することができるので量産性を向上させることができる。万一一体成形加工時に伝熱板2が破れるような場合はリブ成形部10および出入口成形部11に伸縮性の樹脂を用い、この伸縮性の樹脂が伸びることにより伝熱板2の破れを補い熱交換素材として破れを防ぐことができるので気流の漏れを防止することができる。
またリブ成形部10または出入口成形部11の少なくとも一方に塗布した前記樹脂の働きにより伝熱板2の破れが起こらないように一体成形を確実に行い、得られた成形品3a、3bの剛性と強度を要する中空遮蔽リブ5a、5b、中空間隔リブ6a、6bおよび中空突起部12は、これらを構成する部分にあたる伝熱板2のリブ成形部10および出入口成形部11に熱硬化性樹脂または紫外線硬化型樹脂を後から塗布し、これらの樹脂を硬化させることにより中空状の中空遮蔽リブ5a、5b、中空間隔リブ6a、6bおよび中空突起部12の剛性を高めることができ、伝熱板2の一体成形による破れに起因した気流の漏れを防止しつつ中空遮蔽リブ5a、5b、中空間隔リブ6a、6bおよび中空突起部12の剛性を高めることができるので成形品3a、3bの寸法精度が安定し、量産設備での位置ずれが発生しにくいために連続的な積層接着等の熱交換器の量産性を向上することができる。
(実施の形態8)
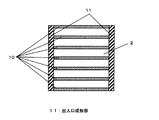
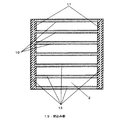
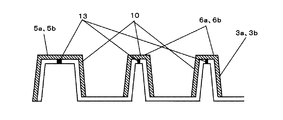
図11は熱交換器の概略分解斜視図、図12は伝熱板の成形品を積層した時の概略斜視図、図13は熱交換器の中央部側面の概略断面図、図14は伝熱板の概略平面図である。
なお、実施の形態1、2、3、4、5および6と同一部分は同一番号とし、同一の作用効果を有するものとし、詳細な説明は省略する。
図11、12、13および図14に示すように、熱交換器1bは成形品3cと成形品3dを交互に積層することにより構成され、それぞれの成形品の表裏に通風路4cと通風路4dとが構成され、通風路4cを流通する一次気流Aおよび通風路4dを流通する二次気流Bはそれぞれの成形品の伝熱面を介して熱交換を行い、それぞれの通風路の流入口および吐出口部分ではお互いが直交または斜交して流れ、中央部分ではお互いが対向する方向に流れる対向流型である。実際の熱交換器1bは多数の成形品3cおよび成形品3dが交互に積層されているが、図11は簡略のため2枚の成形品を示し、図12は簡略のため4枚の成形品を示している。
伝熱板2bは平面形状が略六角形をなし、厚さが例えば0.05mmの和紙を主成分とする伝熱性と透湿性を有する薄い紙材シートである。この伝熱板2bは熱プレス等の成形加工を用いて、図11に示したような成形品3cおよび成形品3dを形成する。
図11の成形品3cは中空凸状に、例えば凸高さ1.5mm、幅1mmに形成された略S字状の中空間隔リブ6cを略平行、略等間隔に3本備え、中空間隔リブ6cにより略S字状の通風路4cおよび伝熱面7cが形成される。成形品3cは気流の流入口8cおよび吐出口9c近傍の中空間隔リブ6cの両端に中空凸状に例えば凸高さ3.0mmの中空突起部12bを有し、成形品3cおよび成形品3dを交互に積層した熱交換器1bにおいて、中空突起部12bは上面に重ねられた中空遮蔽リブ5c、5dの凸状内面に当接する構成とする。成形品3cの外周縁部のうち対向流となる通風路部分と略平行をなす一対の外周縁部に中空凸状であり中空間隔リブ6cと等しい高さに形成した中空遮蔽リブ5eを例えばその幅が5mmとなるように備え、成形品3cの外周縁部のうち直交流または斜交流となる通風路部分と略平行をなす一対の外周縁部に中空凸状であり中空間隔リブ6cと等しい高さに形成した中空遮蔽リブ5cを例えばその幅が5mmとなるように備える。
成形品3cの通風路4c、中空遮蔽リブ5c、5e、中空間隔リブ6c、伝熱面7c、流入口8c、吐出口9cおよび中空突起部12bは伝熱板2bを一体成形することにより形成される。
また、成形品3dは成形品3cと鏡像関係をなしており、成形品3dの形状のうち中空遮蔽リブ5fの高さを中空突起部12bの高さと等しい高さとし、さらに中空遮蔽リブ5fの幅を成形品3cの中空遮蔽リブ5eの幅よりも狭い形状に例えば2.5mmとなるように形成されている。
成形品3dの通風路4d、中空遮蔽リブ5d、5f、中空間隔リブ6d、伝熱面7d、流入口8d、吐出口9dおよび中空突起部12bは伝熱板2bを一体成形することにより形成される。
成形品3cおよび成形品3dを交互に積層した際、図13に示すように、成形品3cの中空遮蔽リブ5eの上面と上方に積層された成形品3dの伝熱面7dの下面とが密接し、成形品3cの中空遮蔽リブ5eの外側側面の外面と上方に積層された成形品3dの中空遮蔽リブ5fの外側側面の内面とが密接し、更に成形品3dの中空遮蔽リブ5fの上面と上方に積層された成形品3cの中空遮蔽リブ5eの下面とが密接し、成形品3dの中空遮蔽リブ5fの外側側面の外面と上方に積層された成形品3cの中空遮蔽リブ5eの外側側面の内面とが密接するように構成されているため、中空凸状の中空遮蔽リブ5eおよび中空遮蔽リブ5fの密封が行われることと剛性が高まる。
図14に示すように、伝熱板2bは中空遮蔽リブ5c、5d、5e、5fおよび中空間隔リブ6c、6dを構成するリブ成形部10bの少なくとも片面に予め樹脂が塗布してあり、更に流入口8c、8d、吐出口9c、9dおよび中空突起部12bを構成する出入口成形部11bの少なくとも片面にも予め樹脂が塗布してある。これらの樹脂としては屈曲に対して弾性性質を有するもの、または屈曲に対して伸縮性質を有するものを用い、これらの性質を持つ樹脂としてウレタン系、シリコン系、ポリエチレン系樹脂が挙げられ、特にウレタン系樹脂が適している。
上記構成により、熱交換器1bは流入口8c、8dおよび吐出口9c、9d近傍では通風路4cを流通する一次気流Aと通風路4dを流通する二次気流Bが直交また斜交するように熱交換し、中央部では通風路4cを流通する一次気流Aと通風路4dを流通する二次気流Bが対向するように熱交換する構造のために、同等伝熱面積を有する直交または斜交する通風路のみで構成される熱交換器よりも熱交換効率を向上することができ、また伝熱板2bを一体成形して得られた伝熱面7c、7dの厚みだけを非常に薄くすることができるので、熱伝達が良くなり顕熱交換効率を向上することができ、且つ水蒸気の透過抵抗が小さくなり潜熱交換効率を向上することができ、熱交換効率の高い対向流式熱交換器の構造と熱交換を行う伝熱面7c、7dの厚みを薄くすることが伴って顕熱交換効率および潜熱交換効率を高く向上することができる。
なお、伝熱板2bを熱プレスの成形加工により一体成形で得られた成形品3cおよび成形品3dを交互に積層して略八面体の熱交換器1bを用いて説明したが、シート材を一体成形して中空状の遮蔽リブ、中空状の間隔リブおよび伝熱面を有する成形品を交互に積層して、2つの気流がそれぞれ独立して通風路を流れ、流入口および吐出口近傍では直交または斜交するように流れ、中央部では対向するように流れ、伝熱面を介して熱交換が行える対向流型熱交換器であれば、その他の工法および形状の熱交換器を用いても同様の作用効果を得ることができる。