JP2005120464A - Electrolytic processing apparatus and electrolytic processing method - Google Patents
Electrolytic processing apparatus and electrolytic processing method Download PDFInfo
- Publication number
- JP2005120464A JP2005120464A JP2004248128A JP2004248128A JP2005120464A JP 2005120464 A JP2005120464 A JP 2005120464A JP 2004248128 A JP2004248128 A JP 2004248128A JP 2004248128 A JP2004248128 A JP 2004248128A JP 2005120464 A JP2005120464 A JP 2005120464A
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- eddy current
- workpiece
- processing
- electrolytic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images















Landscapes
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
Description
本発明は、電解加工装置及び電解加工方法に関し、特に半導体ウェハ等の基板表面の導電性材料を加工したり、基板表面に付着した不純物を除去したりするのに使用される電解加工装置及び電解加工方法に関する。 The present invention relates to an electrolytic processing apparatus and an electrolytic processing method, and more particularly, to an electrolytic processing apparatus and an electrolytic process used for processing a conductive material on a substrate surface such as a semiconductor wafer and removing impurities attached to the substrate surface. It relates to a processing method.
近年、半導体ウェハ等の基板上に回路を形成するための配線材料として、アルミニウムまたはアルミニウム合金に代えて、電気抵抗率が低くエレクトロマイグレーション耐性が高い銅(Cu)を用いる動きが顕著になっている。この種の銅配線は、基板の表面に設けた微細凹みの内部に銅を埋込むことによって一般に形成される。この銅配線を形成する方法としては、CVD、スパッタリング及びめっきといった手法があるが、いずれにしても、基板のほぼ全表面に銅を成膜して、化学機械的研磨(CMP)により不要の銅を除去するようにしている。 In recent years, as a wiring material for forming a circuit on a substrate such as a semiconductor wafer, the movement of using copper (Cu) having low electrical resistivity and high electromigration resistance instead of aluminum or aluminum alloy has become prominent. . This type of copper wiring is generally formed by embedding copper in a fine recess provided on the surface of the substrate. As a method of forming this copper wiring, there are methods such as CVD, sputtering and plating, but in any case, copper is formed on almost the entire surface of the substrate, and unnecessary copper is formed by chemical mechanical polishing (CMP). To be removed.
図1(a)〜(c)は、この種の銅配線基板Wの一製造例を工程順に示す。先ず、図1(a)に示すように、半導体素子を形成した半導体基材1上の導電層1aの上にSiO2からなる酸化膜やLow−k材膜等の絶縁膜2を堆積し、この絶縁膜2の内部に、リソグラフィ・エッチング技術によりコンタクトホール3と配線溝4を形成し、その上にTaN等からなるバリア層5、更にその上に電解めっきの給電層としてシード層7を形成する。
1A to 1C show a manufacturing example of this type of copper wiring board W in the order of steps. First, as shown in FIG. 1A, an
そして、図1(b)に示すように、基板Wの表面に銅めっきを施すことで、コンタクトホール3及び配線溝4内に銅を充填するとともに、絶縁膜2上に銅膜6を堆積する。その後、化学機械的研磨(CMP)により、絶縁膜2上の銅膜6、シード層7及びバリア層5を除去して、コンタクトホール3及び配線溝4に充填させた銅膜6の表面と絶縁膜2の表面とをほぼ同一平面にする。これにより、図1(c)に示すように銅膜6からなる配線が形成される。
Then, as shown in FIG. 1B, the surface of the substrate W is plated with copper to fill the
最近ではあらゆる機器の構成要素において微細化かつ高精度化が進み、サブミクロン領域での物作りが一般的となるにつれて、加工法自体が材料の特性に与える影響は益々大きくなっている。このような状況下においては、従来の機械加工のように、工具が被加工物を物理的に破壊しながら除去していく加工法では、加工によって被加工物に多くの欠陥を生み出してしまうため、被加工物の特性が劣化する。従って、いかに材料の特性を損なうことなく加工を行うことができるかが問題となってくる。 In recent years, as the miniaturization and high precision have progressed in the components of all devices, and the manufacturing in the sub-micron region has become common, the influence of the processing method itself on the characteristics of the material has been increasing. Under these circumstances, the machining method in which the tool removes the workpiece while physically destroying it, as in conventional machining, because many defects are generated in the workpiece by machining. The properties of the work piece deteriorate. Therefore, it becomes a problem how the processing can be performed without impairing the characteristics of the material.
この問題を解決する手段として開発された特殊加工法に、化学研磨や電解加工、電解研磨がある。これらの加工法は、従来の物理的な加工とは対照的に、化学的溶解反応を起こすことによって、除去加工等を行うものである。従って、塑性変形による加工変質層や転位等の欠陥は発生せず、前述の材料の特性を損なわずに加工を行うといった課題が達成される。 Special processing methods developed as means for solving this problem include chemical polishing, electrolytic processing, and electrolytic polishing. In contrast to conventional physical processing, these processing methods perform removal processing or the like by causing a chemical dissolution reaction. Therefore, defects such as work-affected layers and dislocations due to plastic deformation do not occur, and the problem of performing processing without impairing the properties of the above-mentioned material is achieved.
電解加工として、イオン交換体の触媒作用を利用して、超純水中において加工を行うものが開発されている。これは、図2に示すように、被加工物10の表面に、加工電極14に取付けたイオン交換体12aと、給電電極16に取付けたイオン交換体12bとを接触乃至近接させ、加工電極14と給電電極16との間に電源17を介して電圧を印加しつつ、加工電極14及び給電電極16と被加工物10との間に流体供給部19から超純水等の流体18を供給して、被加工物10の表面層の除去加工を行うようにしたものである。
As an electrolytic process, a process for processing in ultrapure water using the catalytic action of an ion exchanger has been developed. As shown in FIG. 2, the
この電解加工によれば、超純水等の流体18中の水分子20をイオン交換体12a,12bで水酸化物イオン22と水素イオン24に解離し、例えば生成された水酸化物イオン22を、被加工物10と加工電極14との間の電界と超純水等の流体18の流れによって、被加工物10の加工電極14と対面する表面に供給して、ここでの被加工物10近傍の水酸化物イオン22の密度を高め、被加工物10の原子10aと水酸化物イオン22を反応させる。反応によって生成された反応物質26は、超純水等の流体18中に溶解し、被加工物10の表面に沿った超純水等の流体18の流れによって被加工物10から除去される。
According to this electrolytic processing,
電解加工は、その加工原理がイオンと被加工物との化学的相互作用によるものであるため、工具である電極と被加工物とが非接触の状態において除去加工が可能である。従って、電解加工は、機械的加工のような被加工物への物理的ダメージを与えることがない利点がある。しかし、一方で、非接触状態でも除去加工が生じるために、特に加工終点(ここでは所望の加工量に達した時点)で加工を確実に終了するようにした制御が一般に困難である。特に、半導体基板に代表されるような、加工とともに電気伝導度の異なる複数の物質(例えば銅とシード層)が被加工面に露出する被加工物を電解加工する場合、被加工面に露出する、異なる物質の面積(被加工面積)の変化に伴って加工速度の急激な変化が生じ、その結果、加工終点時に過加工が生じ易くなる。 Since the machining principle is based on chemical interaction between ions and the workpiece, the electrolytic machining can be removed while the electrode as a tool and the workpiece are not in contact with each other. Therefore, electrolytic machining has the advantage that it does not cause physical damage to the workpiece such as mechanical machining. However, on the other hand, since removal processing occurs even in a non-contact state, it is generally difficult to control the processing to be surely terminated particularly at the processing end point (when a desired processing amount is reached). In particular, when electrolytic processing is performed on a workpiece in which a plurality of substances (for example, copper and seed layers) having different electrical conductivities with processing, such as a semiconductor substrate, are exposed on the processing surface, the materials are exposed on the processing surface. Abrupt changes in the processing speed occur with changes in the area (working area) of different substances, and as a result, overprocessing tends to occur at the end of processing.
このため、異なる物質の被加工面積の変化に対応させて電流や電圧の印加方式を制御することで、加工終了時の過加工を抑制することが考えられる。しかし、このように、異なる物質の被加工面積の変化に対応させて電流や電圧の印加方式を制御すると、制御がかなり複雑となると考えられる。 For this reason, it is conceivable to suppress over-processing at the end of processing by controlling the current and voltage application methods in accordance with changes in the processing area of different substances. However, if the current and voltage application methods are controlled in response to changes in the work area of different materials, it is considered that the control becomes considerably complicated.
本発明は上記事情に鑑みてなされたもので、比較的簡単な構成で、高精度かつ安定して電解加工の加工終点を検出できるようにした電解加工装置及び電解加工方法を提供することを目的とする。 The present invention has been made in view of the above circumstances, and an object thereof is to provide an electrolytic processing apparatus and an electrolytic processing method capable of detecting a processing end point of electrolytic processing with high accuracy and stability with a relatively simple configuration. And
上記目的を達成するため、本発明の電解加工装置は、被加工物に近接自在な加工電極と、前記被加工物に給電する給電電極と、前記被加工物と前記加工電極または前記給電電極の少なくとも一方との間に超純水、純水、電気伝導度が500μS/cm以下の液体または電解液のいずれかを供給する流体供給部と、前記加工電極と前記給電電極との間に電圧を印加する加工電源と、前記被加工物と前記加工電極または前記給電電極の少なくとも一方とを相対運動させる駆動部と、前記加工電極及び/または前記給電電極に非接触または絶縁物を介して配置され、渦電流損の変化から前記被加工物の厚さを検出する渦電流センサとを有することを特徴とする。 In order to achieve the above object, an electrolytic machining apparatus according to the present invention includes a machining electrode that is freely accessible to a workpiece, a feeding electrode that feeds power to the workpiece, and the workpiece and the machining electrode or the feeding electrode. A voltage is applied between at least one of the fluid supply unit for supplying either ultrapure water, pure water, a liquid having an electric conductivity of 500 μS / cm or less, or an electrolyte, and the processing electrode and the power supply electrode. A processing power source to be applied, a drive unit that relatively moves the workpiece and at least one of the processing electrode or the power feeding electrode, and the processing electrode and / or the power feeding electrode are disposed in a non-contact manner or via an insulator. And an eddy current sensor for detecting the thickness of the workpiece from a change in eddy current loss.
このように、加工電極及び/または給電電極に非接触または絶縁物を介して配置して短絡を防止した渦電流センサによって、加工中における被加工物の厚さを、渦電流損の変化から、その場で(in-situ)常時検出することで、比較的簡単な構成で、高精度かつ安定して電解加工の加工終点を検出することができる。 In this way, the thickness of the workpiece during processing is changed from the change in eddy current loss by the eddy current sensor which is arranged in contact with the processing electrode and / or the feeding electrode via an insulating material to prevent a short circuit. By constantly detecting in-situ, the machining end point of electrolytic machining can be detected with high accuracy and stability with a relatively simple configuration.
例えば、加工電極と給電電極とが互いに近接して配置されている場合に、加工電極内に渦電流センサを配置すると、渦電流センサの部分だけ加工が行われないようになるが、給電電極内に渦電流センサを配置することで、このような弊害を防止することができる。しかも給電電極と渦電流センサとの間に絶縁物を配置することで、渦電流センサの磁場が給電電極による影響を受けないようにすることができる。渦電流センサの個数は、任意に設定できる。 For example, if the eddy current sensor is arranged in the machining electrode when the machining electrode and the feeding electrode are arranged close to each other, only the portion of the eddy current sensor is not processed. Such an adverse effect can be prevented by arranging an eddy current sensor in In addition, by disposing an insulator between the feeding electrode and the eddy current sensor, the magnetic field of the eddy current sensor can be prevented from being affected by the feeding electrode. The number of eddy current sensors can be set arbitrarily.
本発明の他の電解加工装置は、被加工物に近接自在な加工電極と、前記被加工物に給電する給電電極と、前記被加工物と前記加工電極または前記給電電極の少なくとも一方との間に超純水、純水、電気伝導度が500μS/cm以下の液体または電解液のいずれかを供給する流体供給部と、前記加工電極と前記給電電極との間にオフの時間を設けた電圧を印加する加工電源と、前記被加工物と前記加工電極または前記給電電極の少なくとも一方とを相対運動させる駆動部と、前記加工電極及び/または前記給電電極に非接触または絶縁物を介して配置され、前記加工電極と前記給電電極との間に印加される任意の入力形態の電圧がオフの時間に渦電流損の変化から前記被加工物の厚さを検出する渦電流センサとを有することを特徴とする。 Another electrolytic processing apparatus of the present invention includes a machining electrode that is freely accessible to a workpiece, a feeding electrode that feeds power to the workpiece, and between the workpiece and at least one of the machining electrode or the feeding electrode. A voltage in which an off time is provided between the processing electrode and the power supply electrode, and a fluid supply part for supplying either ultrapure water, pure water, a liquid having an electric conductivity of 500 μS / cm or less, or an electrolyte A processing power source for applying a power, a drive unit for relatively moving the workpiece and at least one of the processing electrode or the power feeding electrode, and the processing electrode and / or the power feeding electrode arranged in a non-contact manner or via an insulator. And an eddy current sensor for detecting the thickness of the workpiece from a change in eddy current loss when the voltage of an arbitrary input form applied between the machining electrode and the feeding electrode is off. It is characterized by.
電解加工にあっては、加工電極と給電電極との間に電圧が印加されている状態で加工が進行する。このため、加工電極と給電電極との間に電圧が印加されている状態で被加工物の厚さを測定すると、測定された厚さと実際の厚さとの間に差が生じることがある。また、加工電極と給電電極との間にパルス電圧を印加して電解加工を行いながら、渦電流センサを使用して被加工物の厚さを測定しようとすると、印加するパルス電圧の周波数がセンサ自身が検出のために発振する周波数(数10MHzの交流)に近づいた場合に、渦電流センサの検出信号にノイズが混じりやすくなる。 In electrolytic machining, machining proceeds in a state where a voltage is applied between the machining electrode and the power supply electrode. For this reason, when the thickness of the workpiece is measured in a state where a voltage is applied between the machining electrode and the feeding electrode, a difference may occur between the measured thickness and the actual thickness. Also, when the thickness of the workpiece is measured using an eddy current sensor while applying a pulse voltage between the machining electrode and the feed electrode and performing electrolytic machining, the frequency of the applied pulse voltage is detected by the sensor. When the frequency approaches the frequency at which it oscillates for detection (AC of several tens of MHz), noise is likely to be mixed in the detection signal of the eddy current sensor.
この電解加工装置にあっては、加工電極と給電電極との間に印加される任意の入力形態の電圧がオフの時間に渦電流損の変化から被加工物の厚さを渦電流センサで検出することで、加工電極と給電電極との間に印加する電圧によって、センサの検出信号へノイズが混じるのを低減しつつ、精密な加工量制御を行うことができる。 In this electrolytic processing apparatus, the thickness of the workpiece is detected by the eddy current sensor from the change in eddy current loss when the voltage of any input form applied between the processing electrode and the feeding electrode is off. Thus, precise machining amount control can be performed while reducing noise from being mixed into the detection signal of the sensor due to the voltage applied between the machining electrode and the power feeding electrode.
前記加工電極と前記給電電極との間に印加される電圧は、周期的に0となるパルス電圧であることが好ましい。
このように、加工電極と給電電極との間にパルス電圧を印加することで、加工面にピットが発生することを効果的に抑制し、しかも、パルス電圧の最低電位を0とすることで、周期的に訪れる電圧が0(オフ)の時に、被加工物の厚さを随時測定することができる。
The voltage applied between the machining electrode and the power supply electrode is preferably a pulse voltage that periodically becomes zero.
Thus, by applying a pulse voltage between the machining electrode and the power supply electrode, it is possible to effectively suppress the occurrence of pits on the machining surface, and by setting the minimum potential of the pulse voltage to 0, When the periodically visiting voltage is 0 (off), the thickness of the workpiece can be measured at any time.
前記渦電流センサは、前記加工電極及び前記給電電極の外部に1個以上配置される。
例えば、加工電極と給電電極との間に、これらの電極と接触することなく渦電流センサを配置できるスペースがある場合には、このスペース内に渦電流センサを配置することで、渦電流センサを加工電極及び給電電極に非接触で配置することができる。渦電流センサの個数は、任意に設定できる。
One or more eddy current sensors are arranged outside the processing electrode and the feeding electrode.
For example, if there is a space between the machining electrode and the feeding electrode where the eddy current sensor can be disposed without contacting these electrodes, the eddy current sensor can be disposed by placing the eddy current sensor in this space. The processing electrode and the power supply electrode can be disposed in a non-contact manner. The number of eddy current sensors can be set arbitrarily.
前記渦電流センサは、前記被加工物に渦電流を生じさせるセンサコイルと、該センサコイルに接続され前記渦電流損に対応して可変周波数を発振する発振回路とが一体的に構成されていることが好ましい。
これにより、低インピーダンス(50Ω)の信号電送が可能となり、加工テーブル等の回転に伴うノイズを拾うことなく安定して動作させることができる。また、発振回路(基板)をセンサコイルと直交する方向に配置することで、VHF帯の高い発振周波数を用いて渦電流損出の検出が可能となる。
In the eddy current sensor, a sensor coil that generates an eddy current in the workpiece and an oscillation circuit that is connected to the sensor coil and generates a variable frequency corresponding to the eddy current loss are integrally configured. It is preferable.
Thereby, signal transmission with low impedance (50Ω) becomes possible, and stable operation can be performed without picking up noise accompanying rotation of the processing table or the like. Further, by arranging the oscillation circuit (substrate) in a direction orthogonal to the sensor coil, it is possible to detect eddy current loss using a high oscillation frequency in the VHF band.
前記渦電流センサは、被加工物の近傍に配置されるセンサコイルと、前記センサコイルに交流信号を供給して前記被加工物に渦電流を形成する信号源と、前記被加工物に形成された渦電流を前記センサコイルにより検出する検出回路とを備えていてもよい。 The eddy current sensor is formed in the workpiece, a sensor coil disposed in the vicinity of the workpiece, a signal source that supplies an AC signal to the sensor coil to form an eddy current in the workpiece, and And a detection circuit for detecting the eddy current by the sensor coil.
これにより、発振周波数を固定したままで、例えば極薄領域の抵抗成分の変化を見ることで、その領域の膜厚の変化を直線的に良好な感度で検出することが可能である。また、導電性膜の比較的厚い膜厚領域において、リアクタンス成分の変化を見ることで、その領域の膜厚の変化を直線的に良好な感度で検出することが可能である。また、抵抗成分とリアクタンス成分を含めたインピーダンスの変化を見ることで、極薄の膜厚から比較的厚い膜厚まで、広いダイナミックレンジで膜厚の変化を直線的に良好な感度で検出することが可能である。 Thereby, it is possible to detect a change in the film thickness of the region with a good linear sensitivity by observing a change in the resistance component in the very thin region, for example, while the oscillation frequency is fixed. In addition, by looking at the change in the reactance component in the relatively thick film thickness region of the conductive film, it is possible to detect the change in the film thickness in that region linearly with good sensitivity. In addition, by detecting changes in impedance including resistance and reactance components, it is possible to detect changes in film thickness from a very thin film thickness to a relatively thick film thickness in a wide dynamic range with good sensitivity. Is possible.
従って、高比抵抗の薄い膜厚の導電性膜における渦電流損の検出が可能となり、例えば、バリア層を構成するタンタル(Ta)等、オングストロームオーダの薄膜の電解加工状態を検出して、格段に精度の高い加工終点の検出が行える。 Therefore, it is possible to detect eddy current loss in a conductive film having a high specific resistance and a thin film thickness. For example, by detecting the electrolytic processing state of an angstrom-order thin film such as tantalum (Ta) constituting the barrier layer, The processing end point can be detected with high accuracy.
前記センサコイル周囲に強磁性体を配置することが好ましい。
このようにセンサコイルの周囲に強磁性体を配置することで、磁力線による磁場を小さくして、その分、絶縁物として、肉厚の薄いものを使用することができる。
It is preferable to arrange a ferromagnetic body around the sensor coil.
By arranging the ferromagnetic material around the sensor coil in this way, the magnetic field due to the magnetic lines of force can be reduced, and a thin insulator can be used correspondingly.
前記被加工物と前記加工電極または前記給電電極の少なくとも一方との間に接触部材を配置することが好ましい。
この接触部材は、例えば電解質を含む部材、絶縁体または導電性パッドのいずれか、またはそれらの任意の組合せからなる。電解質を含む部材は、例えばイオン交換体又はイオン交換物質を含む材料からなる。
It is preferable that a contact member is disposed between the workpiece and at least one of the processing electrode or the feeding electrode.
This contact member is made of, for example, a member containing an electrolyte, an insulator or a conductive pad, or any combination thereof. The member containing an electrolyte is made of, for example, an ion exchanger or a material containing an ion exchange substance.
このように、被加工物と加工電極または給電電極の少なくとも一方との間にイオン交換体を配置することで、イオン交換体中の官能基と水分子との相互作用により水分子の解離反応に関する活性化エネルギを低下させ、水の解離を促進させて、加工速度を向上させることができる。 Thus, by disposing the ion exchanger between the workpiece and at least one of the processing electrode or the feeding electrode, the water molecule dissociation reaction is caused by the interaction between the functional group in the ion exchanger and the water molecule. The activation energy can be reduced, the dissociation of water can be promoted, and the processing speed can be improved.
本発明の電解加工方法は、給電電極により給電する被加工物を加工電極に近接させ、前記被加工物と前記加工電極または前記給電電極の少なくとも一方との間に超純水、純水、電気伝導度が500μS/cm以下の液体または電解液のいずれかを供給し、前記加工電極と前記給電電極との間に電圧を印加しつつ、前記被加工物と前記加工電極または前記給電電極の少なくとも一方とを相対運動させ、前記被加工物の厚さを、渦電流損の変化から渦電流センサで検出することを特徴とする。 In the electrolytic processing method of the present invention, a workpiece to be fed by a power supply electrode is brought close to the machining electrode, and ultrapure water, pure water, or electricity is provided between the workpiece and at least one of the machining electrode or the power feeding electrode. Supplying either a liquid having a conductivity of 500 μS / cm or less or an electrolytic solution, and applying a voltage between the processing electrode and the power supply electrode, at least the workpiece and the processing electrode or the power supply electrode One of them is relatively moved, and the thickness of the workpiece is detected by an eddy current sensor from a change in eddy current loss.
本発明の他の電解加工方法は、被加工物を加工電極に近接させ、前記被加工物と前記加工電極または前記被加工物に給電する給電電極の少なくとも一方との間に超純水、純水、電気伝導度が500μS/cm以下の液体または電解液のいずれかを供給し、前記加工電極と前記給電電極との間にオフの時間を設けた電圧を印加しつつ、前記被加工物と前記加工電極または前記給電電極の少なくとも一方とを相対運動させ、前記加工電極と前記給電電極との間に印加される任意の入力形態の電圧がオフの時間に、被加工物の厚さを渦電流損の変化から渦電流センサで検出することを特徴とする。 In another electrolytic processing method of the present invention, a workpiece is brought close to a processing electrode, and ultrapure water, pure water is provided between the workpiece and at least one of the processing electrode or a feeding electrode that supplies power to the workpiece. While supplying either water, a liquid having an electric conductivity of 500 μS / cm or less, or an electrolytic solution, and applying a voltage with an off time between the processing electrode and the feeding electrode, Relative movement of the machining electrode or at least one of the power supply electrodes causes the thickness of the workpiece to be vortexed when the voltage of any input form applied between the machining electrode and the power supply electrode is off. It is detected by an eddy current sensor from a change in current loss.
本発明によれば、加工電極及び給電電極に非接触で配置した渦電流センサによって、電解加工中における被加工物の厚さを、渦電流損の変化から検出することで、比較的簡単な構成で、高精度かつ安定して電解加工の加工終点を検出することができる。
特に、加工電極と給電電極との間に印加される任意の入力形態の電圧がオフの時間に被加工物の厚さを渦電流センサで検出することで、例えば加工電極と給電電極との間にパルス電圧を印加する場合に、センサの検出信号へノイズが混じるのを低減しつつ、精密な加工量制御を行うことができる。
According to the present invention, the thickness of a workpiece during electrolytic processing is detected from a change in eddy current loss by an eddy current sensor arranged in a non-contact manner on a machining electrode and a power supply electrode, so that a relatively simple configuration is achieved. Thus, the processing end point of electrolytic processing can be detected with high accuracy and stability.
In particular, by detecting the thickness of the workpiece with an eddy current sensor when the voltage of an arbitrary input form applied between the machining electrode and the feeding electrode is off, for example, between the machining electrode and the feeding electrode. When a pulse voltage is applied to the sensor, precise processing amount control can be performed while reducing noise from being mixed into the detection signal of the sensor.
以下、本発明の実施の形態を図面を参照して説明する。
図3は、本発明の実施の形態の電解加工装置を備えた基板処理装置の平面配置図を示す。なお、この例では、電解加工装置で基板の表面に形成した銅膜やバリア層等の導電性膜を加工(研磨)するようにした例を示しているが、基板以外にも適用できることは勿論である。
Hereinafter, embodiments of the present invention will be described with reference to the drawings.
FIG. 3 is a plan layout view of a substrate processing apparatus including the electrolytic processing apparatus according to the embodiment of the present invention. In this example, an example is shown in which a conductive film such as a copper film or a barrier layer formed on the surface of the substrate is processed (polished) by an electrolytic processing apparatus. It is.
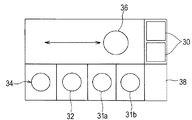
図3に示すように、この基板処理装置は、例えば、図1(b)に示す、表面に導電性膜(被加工物)としての銅膜6及びバリア層5を有する基板Wを収納したカセットを搬出入する搬出入部としての一対のロード・アンロード部30と、基板の1次洗浄を行う第1洗浄機31aと、基板の2次洗浄(仕上げ洗浄)を行う第2洗浄機31bと、基板Wを反転させる反転機32と、電解加工装置34とを備えている。これらの機器は、直列に配置されており、これらの機器の間で基板Wを搬送して授受する搬送装置としての搬送ロボット36がこれらの機器と平行に走行自在に配置されている。また、電解加工装置34による電解加工の際に、電解加工装置34を制御する制御部38がロード・アンロード部30に隣接して配置されている。
As shown in FIG. 3, this substrate processing apparatus includes, for example, a cassette containing a substrate W having a
図4は、図3に示す電解加工装置34の縦断面図、図5は、図4の平面図を示す。図4に示すように、電解加工装置34は、水平方向に揺動自在な揺動アーム40の自由端に垂設されて基板Wを下向き(フェースダウン)に吸着保持する基板保持部42と、円板状で絶縁体からなり、図5に示す扇状の加工電極50と給電電極52とを該加工電極50と給電電極52の表面(上面)を露出させて交互に埋設した加工テーブル44とを上下に備えている。加工テーブル44の上面には、加工電極50と給電電極52の表面を一体に覆って、膜状のイオン交換体56が取付けられている。
この例では、加工電極50と給電電極52とを有する加工テーブル44として、基板保持部42で保持する基板Wの直径の2倍以上の直径を有するものを使用して、基板Wの表面全域を電解加工するようにした例を示している。
4 is a longitudinal sectional view of the
In this example, as the processing table 44 having the processing
このイオン交換体56は、例えば、アニオン交換基またはカチオン交換基を付与した不織布で構成されている。カチオン交換体は、好ましくは強酸性カチオン交換基(スルホン酸基)を担持したものであるが、弱酸性カチオン交換基(カルボキシル基)を担持したものでもよい。また、アニオン交換体は、好ましくは強塩基性アニオン交換基(4級アンモニウム基)を担持したものであるが、弱塩基性アニオン交換基(3級以下のアミノ基)を担持したものでもよい。
The
ここで、例えば強塩基アニオン交換基を付与した不織布は、繊維径20〜50μmで空隙率が約90%のポリオレフィン製の不織布に、γ線を照射した後グラフト重合を行う所謂放射線グラフト重合法により、グラフト鎖を導入し、次に導入したグラフト鎖をアミノ化して第4級アンモニウム基を導入して作製される。導入されるイオン交換基の容量は、導入するグラフト鎖の量により決定される。グラフト重合を行うためには、例えばアクリル酸、スチレン、メタクリル酸グリシジル、更にはスチレンスルホン酸ナトリウム、クロロメチルスチレン等のモノマーを用い、これらのモノマー濃度、反応温度及び反応時間を制御することで、重合するグラフト量を制御することができる。従って、グラフト重合前の素材の重量に対し、グラフト重合後の重量の比をグラフト率と呼ぶが、このグラフト率は、最大で500%が可能であり、グラフト重合後に導入されるイオン交換基は、最大で5meq/gが可能である。 Here, for example, a nonwoven fabric provided with a strong base anion exchange group is obtained by a so-called radiation graft polymerization method in which a polyolefin nonwoven fabric having a fiber diameter of 20 to 50 μm and a porosity of about 90% is irradiated with γ rays and then graft polymerization is performed. The graft chain is introduced, and then the introduced graft chain is aminated to introduce a quaternary ammonium group. The capacity of the ion exchange group to be introduced is determined by the amount of graft chains to be introduced. In order to perform the graft polymerization, for example, using monomers such as acrylic acid, styrene, glycidyl methacrylate, sodium styrenesulfonate, chloromethylstyrene, and the like, by controlling the monomer concentration, reaction temperature, and reaction time, The amount of grafting to be polymerized can be controlled. Therefore, the ratio of the weight after graft polymerization to the weight of the material before graft polymerization is called the graft ratio. This graft ratio can be up to 500%, and the ion exchange groups introduced after graft polymerization are A maximum of 5 meq / g is possible.
強酸性カチオン交換基を付与した不織布は、前記強塩基性アニオン交換基を付与する方法と同様に、繊維径20〜50μmで空隙率が約90%のポリオレフィン製の不織布に、γ線を照射した後グラフト重合を行う所謂放射線グラフト重合法により、グラフト鎖を導入し、次に導入したグラフト鎖を、例えば加熱した硫酸で処理してスルホン酸基を導入して作製される。また、加熱したリン酸で処理すればリン酸基が導入できる。ここでグラフト率は、最大で500%が可能であり、グラフト重合後に導入されるイオン交換基は、最大で5meq/gが可能である。 The nonwoven fabric provided with the strongly acidic cation exchange group was irradiated with γ-rays on a polyolefin nonwoven fabric having a fiber diameter of 20 to 50 μm and a porosity of about 90%, in the same manner as the method of providing the strongly basic anion exchange group. A graft chain is introduced by a so-called radiation graft polymerization method in which post-graft polymerization is performed, and then the introduced graft chain is treated with, for example, heated sulfuric acid to introduce a sulfonic acid group. Moreover, a phosphoric acid group can be introduce | transduced if it processes with the heated phosphoric acid. Here, the graft ratio can be 500% at the maximum, and the ion exchange group introduced after the graft polymerization can be 5 meq / g at the maximum.
なお、イオン交換体56の素材の材質としては、ポリエチレン、ポリプロピレン等のポリオレフィン系高分子、またはその他有機高分子が挙げられる。また素材形態としては、不織布の他に、織布、シート、多孔質材、短繊維等が挙げられる。
Examples of the material of the
ここで、ポリエチレンやポリプロピレンは、放射線(γ線と電子線)を先に素材に照射する(前照射)ことで、素材にラジカルを発生させ、次にモノマーと反応させてグラフト重合することができる。これにより、均一性が高く、不純物が少ないグラフト鎖ができる。一方、その他の有機高分子は、モノマーを含浸させ、そこに放射線(γ線、電子線、紫外線)を照射(同時照射)することで、ラジカル重合することができる。この場合、均一性に欠けるが、ほとんどの素材に適用できる。 Here, polyethylene and polypropylene can be subjected to graft polymerization by generating radicals in the material by first irradiating the material with radiation (γ rays and electron beams) (pre-irradiation) and then reacting with the monomer. . Thereby, a graft chain having high uniformity and few impurities can be formed. On the other hand, other organic polymers can be radically polymerized by impregnating the monomer and irradiating (simultaneously irradiating) radiation (γ rays, electron beams, ultraviolet rays). In this case, it is not uniform, but can be applied to most materials.
このように、イオン交換体56をアニオン交換基またはカチオン交換基を付与した不織布で構成することで、純水または超純水や電解液等の液体が不織布の内部を自由に移動して、不織布内部の水分解触媒作用を有する活性点に容易に到達することが可能となって、多くの水分子が水素イオンと水酸化物イオンに解離される。さらに、解離によって生成した水酸化物イオンが純水または超純水や電解液等の液体の移動に伴って効率良く加工電極50の表面に運ばれるため、低い印加電圧でも高電流が得られる。
As described above, the
ここで、イオン交換体56をアニオン交換基またはカチオン交換基の一方を付与したもので構成すると、電解加工できる被加工材料が制限されるばかりでなく、極性により不純物が生成しやすくなる。そこで、イオン交換体56を、アニオン交換基を有するアニオン交換体とカチオン交換基を有するカチオン交換体とを同心状に配置して一体構成としてもよい。アニオン交換基を有するアニオン交換体とカチオン交換基を有するカチオン交換体とを被処理基板の被加工面と垂直に重ねればよいが、扇状に形成して、交互に配置するようにしてもよい。または、イオン交換体56自体にアニオン交換基とカチオン交換基の双方の交換基を付与することで、このような問題を解決することができる。
Here, when the
このようなイオン交換体としては、陰イオン交換基と陽イオン交換基を任意に分布させて存在させた両性イオン交換体、陽イオン交換基と陰イオン交換基を層状に存在させたバイポーラーイオン交換体、更には陽イオン交換基が存在する部分と陰イオン交換基が存在する部分とを厚さ方向に並列に存在させたモザイクイオン交換体が挙げられる。なお、アニオン交換基またはカチオン交換基の一方を付与したイオン交換体56を、被加工材料に合わせて使い分けてもよいことは勿論である。
Examples of such ion exchangers include amphoteric ion exchangers in which anion exchange groups and cation exchange groups are arbitrarily distributed, and bipolar ions in which cation exchange groups and anion exchange groups are present in layers. Examples of the exchanger include a mosaic ion exchanger in which a portion where a cation exchange group is present and a portion where an anion exchange group is present are arranged in parallel in the thickness direction. Of course, the
揺動アーム40は、図4に示すように、上下動用モータ60の駆動に伴ってボールねじ62を介して上下動し、揺動用モータ64の駆動に伴って回転する揺動軸66の上端に連結されている。また、基板保持部42は、揺動アーム40の自由端に取付けた自転用モータ68に接続され、この自転用モータ68の駆動に伴って回転(自転)する。
As shown in FIG. 4, the
加工テーブル44は、中空モータ70に直結され、この中空モータ70の駆動に伴って回転(自転)する。加工テーブル44の中央部には、純水、より好ましくは超純水を供給する純水供給部としての貫通孔(図示せず)が設けられている。そして、この貫通孔は、中空モータ70の中空部の内部を延びる純水供給管(図示せず)に接続されている。純水または超純水は、この貫通孔を通して供給された後、吸水性を有するイオン交換体56を通じて加工面全域に供給される。
The processing table 44 is directly connected to the
更に、加工テーブル44の上方には、図5に示すように、加工テーブル44の直径方向に沿って延びて、純水、より好ましくは超純水を供給する複数の供給口を有する純水ノズル72が配置されている。これによって、純水、より好ましくは超純水が基板Wの表面に該基板Wの上下方向から同時に供給される。ここで、純水は、例えば電気伝導度が10μS/cm(1atm、25℃換算)以下の水であり、超純水は、例えば電気伝導度が0.1μS/cm以下の水である。なお、純水の代わりに電気伝導度500μS/cm以下の液体や、任意の電解液を使用してもよい。加工中に加工液を供給することにより、加工生成物、気体発生等による加工不安定性を除去でき、均一な、再現性のよい加工が得られる。 Further, as shown in FIG. 5, a pure water nozzle having a plurality of supply ports for supplying pure water, more preferably ultrapure water, is provided above the processing table 44 along the diameter direction of the processing table 44. 72 is arranged. Thereby, pure water, more preferably ultrapure water is simultaneously supplied to the surface of the substrate W from the vertical direction of the substrate W. Here, pure water is, for example, water having an electric conductivity of 10 μS / cm or less (1 atm, converted at 25 ° C.), and ultrapure water is, for example, water having an electric conductivity of 0.1 μS / cm or less. A liquid having an electric conductivity of 500 μS / cm or less or an arbitrary electrolytic solution may be used instead of pure water. By supplying the processing liquid during processing, processing instability due to processing products, gas generation, and the like can be removed, and uniform and reproducible processing can be obtained.
この例では、図4及び図5に示すように、加工テーブル44に扇状の電極板74を配置し、加工の際、基板保持部42で保持した基板Wと対面する電極板74に、スリップリング76を介して加工電源78の陰極と陽極とを交互に接続することで、加工電源78の陰極と接続した電極板74が加工電極50となり、陽極と接続した電極板74が給電電極52となるようにしている。これは、例えば銅にあっては、陰極側に電解加工作用が生じるからであり、被加工材料によっては、陰極側が給電電極となり、陽極側が加工電極となるようにしてもよい。つまり、被加工材料が、例えば銅、モリブデンまたは鉄にあっては、陰極側に電解加工作用が生じるため、加工電源78の陰極と接続した電極板74が加工電極50となり、陽極と接続した電極板74が給電電極52となるようにする。一方、例えばアルミニウムやシリコンにあっては、陽極側で電解加工作用が生じるため、電極の陽極に接続した電極を加工電極となし、陰極側を給電電極とすることができる。
In this example, as shown in FIGS. 4 and 5, a fan-shaped
このように、加工電極50と給電電極52とを加工テーブル44の円周方向に沿って分割して交互に設けることで、基板の導電性膜(被加工物)への固定給電部を不要となして、基板の全面の加工が可能となる。更に、パルス状に正負を変化させることで、電解生成物を溶解させ、加工の繰返しの多重性によって平坦度を向上させることができる。
In this way, the
ここで、加工電極50及び給電電極52は、電解反応により、酸化または溶出が一般に問題となる。このため、この加工電極50や給電電極52の素材として、電極に広く使用されている金属や金属化合物よりも、炭素、比較的不活性な貴金属、導電性酸化物または導電性セラミックスを使用することが好ましい。この貴金属を素材とした電極としては、例えば、下地の電極素材にチタンを用い、その表面にめっきやコーティングで白金またはイリジウムを付着させ、高温で焼結して安定化と強度を保つ処理を行ったものが挙げられる。セラミックス製品は、一般に無機物質を原料として熱処理によって得られ、各種の非金属・金属の酸化物・炭化物・窒化物などを原料として、様々な特性を持つ製品が作られている。この中に導電性を持つセラミックスもある。電極が酸化すると電極の電気抵抗値が増加し、印加電圧の上昇を招くが、このように、白金などの酸化しにくい材料やイリジウムなどの導電性酸化物で電極表面を保護することで、電極素材の酸化による導電性の低下を防止することができる。
Here, the
ここで、例えばイオン交換体56としてカチオン交換基を付与したものを使用して銅の電解加工を行うと、加工終了後に銅がイオン交換体(カチオン交換体)56のイオン交換基を飽和しており、次の加工を行う時の加工効率が悪くなる。また、イオン交換体56としてアニオン交換基を付与したものを使用して銅の電解加工を行うと、イオン交換体(アニオン交換体)56の表面に銅の酸化物の微粒子が生成されて付着し、次の処理基板の表面を汚染するおそれがある。
Here, for example, when electrolytic processing of copper is performed using an
そこで、この例では、イオン交換体56を再生する再生部80を設けて、加工中に再生部80でイオン交換体56を再生することで、これらの弊害を除去するようにしている。すなわち、この再生部80は、基板保持部42を保持する揺動アーム40の加工テーブル44を挟んだ対向位置に設けた該揺動アーム40と同様な構成の揺動アーム82と、この揺動アーム82の自由端に保持した再生ヘッド84を有しており、この再生ヘッド84の下面に再生電極86が取付けられている。
Therefore, in this example, a
そして、再生電源88を介して、イオン交換体56に加工時とは逆の電位を与えることで、つまり、再生電極86を再生電源88の陰極に接続するととともに、再生電極86と対面する電極板74を、スリップリング90を介して再生電源88の陽極に接続して再生電極88と電極板74との間に電圧を印加することで、再生電極88と電極板74との間に位置するイオン交換体56に付着した銅等の付着物の溶解を促進させ、これによって、加工中にイオン交換体56を再生できるようになっている。この場合、再生されたイオン交換体56は、再生電極86と加工テーブル44との間に供給されて吸引除去される純水または超純水でリンスされる。
Then, by applying a potential opposite to that at the time of processing to the
加工テーブル44の内部には、渦電流損出の変化から導電性膜等の被加工物の厚さを検出して、加工終点を検知する渦電流センサ110が、給電電極52となる電極板74内を貫通して配置されている。つまり、加工テーブル44の給電電極52となる電極板74内を貫通する位置には、凹部44aが設けられ、この凹部44aの内部に、周囲を絶縁物94で包囲した渦電流センサ110が収納されて配置されている。そして、この渦電流センサ110から延びる同軸ケーブル115は、制御部38に接続されている。これによって、渦電流センサ110によって、加工中における導電性膜等の被加工物の厚さ(膜厚)を、渦電流損の変化から、その場で(in-situ)常時検出することができるようになっている。渦電流センサ110の個数は、任意に設定できる。
Inside the processing table 44, an
このように、渦電流センサ110が給電電極52に接触しないようにすることで、渦電流センサ110の給電電極52との短絡を防止し、しかも渦電流センサ110の周囲を絶縁物94で包囲することで、渦電流センサ110の磁場が給電電極52による影響を受けないようにすることができる。この絶縁物94として、強磁性体からなるものを使用することが好ましく、これにより、磁力線による磁場を小さくして、その分、絶縁物94として、肉厚の薄いものを使用することができる。
Thus, by preventing the
この例のように、加工電極50と給電電極52とが互いに近接して配置される場合に、加工電極内に渦電流センサを配置すると、渦電流センサの部分だけ加工が行われないようになるが、給電電極内に渦電流センサを配置することで、このような弊害を防止することができる。
If the eddy current sensor is arranged in the machining electrode when the
なお、下記のように、加工電極と給電電極との間にかける電流をパルスや交流にすると、銅膜等の被加工物(導電性膜)内にも交流が発生するが、パルス電極や交流は数kHzのオーダーで、他方、渦電流センサに流す電流は数MHzオーダーなので、センサ側で検出する上では、パルスや交流による影響はほとんど誤差として処理することができる。 As described below, when the current applied between the machining electrode and the feeding electrode is changed to a pulse or an alternating current, an alternating current is also generated in the workpiece (conductive film) such as a copper film. Is on the order of several kHz, and on the other hand, the current passed through the eddy current sensor is on the order of several MHz, so that the influence of the pulse or alternating current can be treated as an error when detecting on the sensor side.
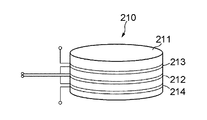
図6は、渦電流センサ110の構造の概略を示す。渦電流センサ110は、導電性膜に渦電流を生じさせるセンサコイル111と、このセンサコイル111に接続され渦電流損に対応して可変周波数を発振する発振回路(基板)112とが一体的に構成されている。そして、センサコイル111と発振回路112とが箱体113に収納されている。箱体113の寸法は、例えば縦横がそれぞれ20mm以下、高さが10mm以下程度となっている。発振回路112には、インピーダンス50Ω程度の同軸ケーブル115が接続され、これにより渦電流センサ110に直流電源が供給される。この同軸ケーブル115は、発振信号を出力する出力線の役割を果たしている。
FIG. 6 schematically shows the structure of the
ここで、センサコイル111は空芯渦巻状で、例えば2ターン程度のものが採用される。発振回路112は、空芯渦巻状のセンサコイル111に対して直交するように配置されている。これにより、センサコイル111が、発振回路(基板)112上の導電性材料に渦電流を生じさせないようになっている。即ち、仮にセンサコイル111を発振回路112に平行に配置すると、センサコイル111から生じる磁束が回路基板上の導電性材料等の内部に渦電流を生じさせ、渦電流センサ110は、この渦電流損を検出することとなって精度が劣化する。また、発振回路(基板)112においても、基板上の導電性材料中に渦電流が生じることはその動作上好ましくない。センサコイル111と発振回路(基板)112とを直交して配置することで、後述するように、例えば200MHz程度の高い発振周波数で精度良く渦電流損失を計測することが可能となる。
Here, the
発振回路112には、例えばコルピッツ型の発振回路が採用され、センサコイル111のインダクタンスと発振回路112のコンデンサのキャパシタンスによりタンク回路が形成され、このタンク回路の発振周波数により発振周波数が決定される。ここで、渦電流損に対応してセンサコイルの等価的なインピーダンスのリアクタンス成分が変化し、これにより発振周波数が変動する。
For example, a Colpitts type oscillation circuit is adopted as the
この例においては、センサコイル111のインダクタンス値と発振回路112のコンデンサのキャパシタンス値とを選択することにより、約200MHz程度のVHF帯の発振周波数となるように設定している。この発振周波数を選択することにより、渦電流損を発生する導電性膜の比抵抗に対応した検出感度が得られる。即ち、電解加工の対象となる導電性膜としては、一般にタンタル(Ta)からなるバリア層と、バリア層の表面に形成された銅膜が挙げられる。ここで、タンタル(Ta)の比抵抗は160Ωm程度であり、銅(Cu)の比抵抗は1.6Ωm程度であり、約100倍の差がある。
In this example, by selecting the inductance value of the
ここで、導電性膜が銅(Cu)である場合には、発振周波数は、図7(a)に示すように、約20MHz程度で良好な検出精度が得られる。即ち、銅(Cu)の膜厚が十分に大きい場合には、発振周波数は、20.7MHz程度が得られ、銅(Cu)の膜が殆ど除去された状態では、発振周波数は20.0MHz程度となる。このため、膜厚が十分にある場合とない場合との差が0.7MHz程度の十分な検出幅が得られる。 Here, when the conductive film is copper (Cu), the oscillation frequency is about 20 MHz as shown in FIG. That is, when the copper (Cu) film thickness is sufficiently large, an oscillation frequency of about 20.7 MHz is obtained, and when the copper (Cu) film is almost removed, the oscillation frequency is about 20.0 MHz. It becomes. For this reason, a sufficient detection width with a difference between the case where the film thickness is sufficient and the case where the film thickness is not sufficient is about 0.7 MHz.
これに対して、バリア層として用いられるタンタル(Ta)膜の場合には、図7(b)に示すように、タンタル(Ta)膜の膜厚が十分に厚い場合には187MHz程度の発振周波数が得られ、タンタル(Ta)膜の膜厚がほぼ0となった場合には発振周波数は184MHz程度となる。この場合にも上述と同様に、3MHz程度の十分な検出幅が得られる。 On the other hand, in the case of the tantalum (Ta) film used as the barrier layer, as shown in FIG. 7B, when the tantalum (Ta) film is sufficiently thick, the oscillation frequency is about 187 MHz. When the film thickness of the tantalum (Ta) film becomes almost zero, the oscillation frequency is about 184 MHz. In this case as well, a sufficient detection width of about 3 MHz can be obtained as described above.
ここで、バリア層となるタンタル(Ta)膜の膜厚は、オングストロームオーダであり、銅(Cu)の膜厚はμmオーダである。この渦電流センサ110によれば、バリア層を形成する極めて薄いタンタル(Ta)膜に対してその電解加工の進行状況を検出することが可能となる。即ち、発振周波数を7MHzとした銅膜の検出においては、電解加工の終点が、例えば1000Å程度の誤差が生じるが、極めて薄い膜厚のタンタル(Ta)層の電解加工の終点を、発振周波数を約180MHzとして検出することで、オングストロームオーダの膜厚を有するバリア層の電解加工終点の検出が可能となる。これにより、電解加工の終点の検出精度を格段に向上させることができる。
Here, the film thickness of the tantalum (Ta) film serving as the barrier layer is angstrom order, and the film thickness of copper (Cu) is μm order. According to the
図8は、渦電流センサ110による渦電流損の検出回路を示す。渦電流センサ110は、センサコイル111と、このセンサコイル111とタンク回路を形成するコンデンサ116,117と、トランジスタ等からなる能動回路素子118により構成されている。キャパシタンスは、固定キャパシタ(コンデンサ)116と可変キャパシタ(コンデンサ)117とからなり、この可変キャパシタ117により後述するように自動周波数調整回路を構成している。渦電流センサ110には、同軸ケーブル115を介して、分周器または減算器161および波形変換を行うディストリビューションボード154が接続されている。
FIG. 8 shows an eddy current loss detection circuit by the
ここで、同軸ケーブル115は、上述したように、電源の供給線と信号線とを兼ねていて、渦電流センサ110は、結合コンデンサを介して発振信号検出部に接続され、インタフェースボード側から直流電源が供給される。ここで、分周器は、検出した発振周波数を変更するものであるが、減算器によれば変化分に対する固定分の多くの部分を減算して除くことにより、分解能を高めることができる。
Here, as described above, the
プロセッサ155内の発振信号検出部は、電解加工の進行に伴う渦電流損の変化から電解加工の進行状況を検出するものであり、以下に述べる大略2つの方式が採用される。第1の方式は、発振信号の発振周波数の変化を検出する。図7(a)及び(b)に示すように、導電性膜の電解加工が進行すると、これに伴い渦電流損が変化し、センサコイルの等価的な抵抗値が変化する。従って、発振回路の発振周波数が変化するので、この発振信号を分周器により分周するか、または減算器により減算することにより、検出幅の周波数の大きさに対応した信号をモニタに表示する。これにより、上述した図7(a)及び(b)に示すような周波数軌跡の推移グラフが得られる。
The oscillation signal detector in the
膜厚が十分に厚い場合には、電解加工の進行(時間tの経過)に伴う渦電流損の変化は少なく、従って発振周波数の変化も少ない。電解加工が進行し、導電性膜の残膜の厚さが薄くなると、渦電流損は急激に減少する。このため、発振周波数も急激に下降する。そして、導電性膜の残膜が完全になくなると、下地の絶縁膜(酸化膜)の加工は進行するとしても、導電性膜自体が存在しなくなるので、発振周波数は略一定となる。従って、発振周波数が急激に下降してそれから略一定に変化する点が電解加工の終点となる。渦電流センサ110の出力を移動平均処理した後に微分処理を行い、この微分処理結果を観察することにより、電解加工の終点を精度良く検出することが可能となる。
When the film thickness is sufficiently thick, the change in eddy current loss with the progress of electrolytic processing (elapse of time t) is small, and therefore the change in oscillation frequency is also small. As electrolytic processing progresses and the remaining film thickness of the conductive film decreases, the eddy current loss decreases rapidly. For this reason, the oscillation frequency also drops rapidly. When the remaining conductive film is completely removed, the processing of the underlying insulating film (oxide film) proceeds, but the conductive film itself does not exist, so the oscillation frequency becomes substantially constant. Therefore, the point at which the oscillation frequency rapidly decreases and then changes to a substantially constant value is the end point of electrolytic processing. By performing differential processing after moving average processing the output of the
また、膜厚が薄いことを渦電流センサ110が検知した際に、電解加工のレシピを変更することもできる。すなわち、膜厚が所定の厚さになったことを渦電流センサ110が検知すると、渦電流センサ110から制御部38へ信号が送られ、制御部38は電解加工の運転条件を変更する。電解加工初期から所定の膜厚までの加工条件を第1加工条件とすると、所定の膜厚を渦電流センサが検知した後の第2加工条件は、第1の加工条件よりも、(1)基板と加工電極との接触を短くする(2)給電電極と加工電極に印加する電圧を低くする(3)加工液の電気伝導度を低くする、のいずれか、または任意の組合せが選択され、実行される。
Moreover, when the
そして、発振信号検出部で検出された発振周波数を制御回路に伝達し、可変コンデンサ(バリキャップ)117のキャパシタンス値を変更することで、自動周波数調整(Automatic Frequency Tuning)により発振周波数のずれの自動補正を行うことができる。これによりセンサの自己発振周波数の変動を抑え、センサの個体差をなくして、渦電流センサ110からの出力信号周波数の感度の安定化を図り、且つ渦電流センサ110自体の製作精度によるバラツキをなくすことができる。
Then, the oscillation frequency detected by the oscillation signal detection unit is transmitted to the control circuit, and the capacitance value of the variable capacitor (varicap) 117 is changed, thereby automatically shifting the oscillation frequency by automatic frequency tuning. Correction can be performed. This suppresses fluctuations in the self-oscillation frequency of the sensor, eliminates individual differences between the sensors, stabilizes the sensitivity of the output signal frequency from the
自動振幅制御(ALC)方式を用いて、発振回路の発振振幅の安定化を行い、振幅を一定にするためには、図9に示すように、発振信号検出部内に高周波振幅検出器124を設け、検出された信号の大きさを比較器125にて基準振幅信号と比較する。これにより減衰器126を操作することで振幅を一定に制御することができる。このような回路を導入することで、渦電流センサの高周波信号からTTLレベル信号変換時の動作とS/N比を安定にすることができる。
In order to stabilize the oscillation amplitude of the oscillation circuit using the automatic amplitude control (ALC) method and make the amplitude constant, a high
渦電流センサ110の発振周波数信号を周波数の時間勾配変化としてとらえ、即ち発振周波数の時間微分信号を演算し、この特徴点により電解加工終点の判定を行うことができる。図10(a)は、発振周波数自体の時間tに対する推移軌跡を示し、図10(b)は、この微分値の推移軌跡を示す。ここでAはメタル層(銅膜)クリアを示し、Bはバリア1層目クリアを示し、Cはバリア2層目のクリアを示す。この様に、発振周波数自体の変化は僅かでも、この微分値を観察することで、オングストロームオーダの膜厚を有するバリア層の電解加工終点の検出が容易となる。
The oscillating frequency signal of the
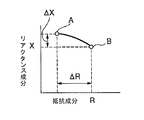
第2の渦電流損の検出方式は、センサコイル111の渦電流損の等価インピーダンスの抵抗成分をLCRメータにより直接測定する。図8における信号検出部として、LCRメータを用いることにより、図11に示すように、モニタ画面には、横軸に抵抗成分R、縦軸にリアクタンス成分Xが表示される。導電性膜の渦電流損が電解加工の進行に伴い変化することにより、導電性膜の渦電流損の変化と共に抵抗値Rおよびリアクタンス値Xの軌跡が推移する様子を観察することができる。
In the second eddy current loss detection method, the resistance component of the equivalent impedance of the eddy current loss of the
即ち、点Bは残膜量が多く、渦電流損失が大きい状態を示し、点Aは導電性膜が電解加工の進行に伴なって無くなり、渦電流損が無くなり、インピーダンスメータ側から見た固定抵抗分のみとなる状態である。図11に示すように、センサのインピーダンス変化は、
ΔR≫ΔX
であり、リアクタンス成分(ΔX)よりは抵抗成分(ΔR)がはるかに大きく変化することに着目している。なお、電解加工装置の動作をさせている時に、渦電流センサの測定結果が予め定めた範囲から逸脱した場合には、センサ故障と判断し、エラー信号を発生させる。そして、電解加工を停止させることで異常時の影響を最小限に止めることができる。
That is, point B shows a large amount of residual film and large eddy current loss, and point A disappears as the electroconductive film progresses with the progress of electrolytic processing, eddy current loss disappears, and is fixed from the impedance meter side. This is a state where only resistance is present. As shown in FIG. 11, the impedance change of the sensor is
ΔR >> ΔX
Note that the resistance component (ΔR) changes much more greatly than the reactance component (ΔX). When the eddy current sensor measurement result deviates from a predetermined range during the operation of the electrolytic processing apparatus, it is determined that the sensor has failed and an error signal is generated. And the influence at the time of abnormality can be stopped to the minimum by stopping electrolytic processing.
次に、この実施の形態における電解加工装置34を備えた基板処理装置を用いた基板処理(電解加工)について説明する。まず、例えば、図1(b)に示すように、表面に導電性膜(被加工物)として銅膜6及びバリア層5を形成した基板Wを収納したカセットをロード・アンロード部30にセットし、このカセットから1枚の基板Wを搬送ロボット36で取出す。搬送ロボット36は、取出した基板Wを必要に応じて反転機32に搬送し、基板Wの導電性膜(銅膜6)を形成した表面が下を向くように反転させる。
Next, substrate processing (electrolytic processing) using the substrate processing apparatus provided with the
搬送ロボット36は反転させた基板Wを受け取り、これを電解加工装置34に搬送し、基板保持部42に吸着保持させる。そして、揺動アーム40を移動させて基板Wを保持した基板保持部42を加工テーブル44の直上方の加工位置まで移動させる。次に、上下動用モータ60を駆動して基板保持部42を下降させ、この基板保持部42で保持した基板Wを加工テーブル44上のイオン交換体56の表面に接触または近接させる。
The
ここで、超純水のような液自身の抵抗値が大きい液体を使用する場合には、イオン交換体56を基板Wに接触させることにより、電気抵抗を低減させ、印加電圧も小さくて済み、消費電力も低減できる。この“接触”は、例えばCMPのように物理的なエネルギ(応力)を被加工物に与えるために、“押し付ける”ことを意味するものではない。従って、本実施例における電解加工装置では、基板Wの加工テーブル44への接触乃至近接には上下動用モータ60を用いており、例えばCMP装置において基板と研磨部材を積極的に押し付ける押圧機構は有していない。このことは、後述の各実施の形態においても同様である。
Here, when using a liquid having a large resistance value, such as ultrapure water, the electrical resistance is reduced by bringing the
つまり、CMPにあっては、一般に20〜50kPa程度の押圧力で基板を研磨面に押し付けているが、ここでは例えば、20kPa以下の圧力でイオン交換体56を基板Wに接触させればよく、10kPa以下の圧力でも充分除去加工効果が得られる。
That is, in CMP, the substrate is generally pressed against the polishing surface with a pressing force of about 20 to 50 kPa. Here, for example, the
再生部80にあってもほぼ同様に、揺動アーム82を移動させて再生ヘッド84を加工テーブル44の直上方の再生位置まで移動させ、更に下降させて、再生ヘッド84の下面に取付けた再生電源88を加工テーブル44上のイオン交換体56の表面に接触または近接させる。
Even in the reproducing
この状態で、基板保持部42で保持した基板Wと対面する位置の電極板74にあっては、スリップリング76を介して、加工電源78の陰極を加工電極50に、加工電源78の陽極を給電電極52にそれぞれ接続して、加工電極50と給電電極52との間に所定の電圧を印加する。また、再生部80にあっては、再生電極86を再生電源88の陰極に、再生電極86と対面する電極板74を、スリップリング90を介して再生電源88の陽極にそれぞれ接続して、再生電極88と電極板74との間に所定の電圧を印加する。そして、基板保持部42と加工テーブル44を共に回転させる。
In this state, in the
同時に、加工テーブル44に設けた貫通孔を通じて、加工テーブル44の下側から該加工テーブル44の上面に純水、好ましくは超純水を、純水ノズル72により加工テーブル44の上側から該加工テーブル44の上面に純水、好ましくは超純水を同時に供給して、加工テーブル44と基板保持部42で保持した基板Wとの間、及び加工テーブル44と再生電極86との間に純水、好ましくは超純水を満たす。更に、再生部80にあっては、加工テーブル44と再生電極86との間への純水、好ましくは超純水の供給及び吸引を行う。
At the same time, pure water, preferably ultrapure water is applied to the upper surface of the processing table 44 from the lower side of the processing table 44 through a through hole provided in the processing table 44, and the processing table is supplied from the upper side of the processing table 44 by the
これによって、イオン交換体56により生成された水素イオンまたは水酸化物イオンによって、基板Wに設けられた導電性膜(銅膜6やバリア膜5)の加工電極50による電解加工を行い、同時に、イオン交換体56の再生部80による再生を行う。ここに、純水または超純水がイオン交換体56の内部を流れるようにすることで、水素イオンまたは水酸化物イオンを多量に生成し、これを基板Wの表面に供給することで、効率のよい電解加工を行うことができる。
Thereby, electrolytic processing by the
すなわち、純水または超純水がイオン交換体56の内部を流れるようにすることで、水の解離反応を促進させる官能基(強酸性陽イオン交換材料ではスルホン酸基)に充分な水を供給して水分子の解離量を増加させ、水酸化物イオン(もしくはOHラジカル)との反応により発生した加工生成物(ガスも含む)を水の流れにより除去して、加工効率を高めることができる。従って、純水または超純水の流れは必要で、また純水または超純水の流れとしては、一様かつ均一であることが望ましく、一様かつ均一な流れとすることで、イオンの供給及び加工生成物の除去の一様性及び均一性、ひいては加工効率の一様性及び均一性を図ることができる。
That is, by allowing pure water or ultrapure water to flow inside the
この時、加工テーブル44に設けた渦電流センサ110により、加工中の導電性膜(銅膜6やバリア層5)の膜厚を、その場で(in-situ)測定し、この測定結果を基にして電解加工の終点(エンドポイント)を検知する。
そして、電解加工完了後、加工電源78及び再生電源88の加工電源78との接続を切り、基板保持部42と加工テーブル44の回転を停止させ、しかる後、基板保持部42を上昇させ、揺動アーム40を揺動させて、電解加工後の基板Wを搬送ロボット36に受け渡す。基板を受け取った搬送ロボット36は、必要に応じて、基板を反転機32に搬送して反転させ、第1洗浄機31aに搬送して基板の1次洗浄を、第2次洗浄機31bに搬送して基板の2次洗浄(仕上げ洗浄)を、順次行って乾燥させ、乾燥後の基板Wをロード・アンロード部30のカセットに戻す。
At this time, the film thickness of the conductive film (
Then, after the electrolytic processing is completed, the
なお、加工電極と被加工物との間にイオン交換体を介在させることなく、電解加工を行うと、電気抵抗は、“被加工物と加工電極との距離(電極間距離)”に比例する。これは、イオンの移動距離が小さくなり、その分、必要なエネルギが小さくなるためである。例えば、超純水(18.25MΩ・cm)については、電極間距離が1cmの時に電気抵抗18.25MΩ(電圧10Vで0.54μA)となり、電極間距離が1μmの時に電気抵抗1.825kΩ(電圧10Vで5.4mA)となる。 When electrolytic machining is performed without interposing an ion exchanger between the machining electrode and the workpiece, the electrical resistance is proportional to the “distance between the workpiece and the machining electrode (distance between electrodes)”. . This is because the ion travel distance is reduced, and the required energy is reduced accordingly. For example, for ultrapure water (18.25 MΩ · cm), the electrical resistance is 18.25 MΩ (0.54 μA at a voltage of 10 V) when the distance between the electrodes is 1 cm, and the electrical resistance is 1.825 kΩ (0.55 μA when the distance between the electrodes is 1 μm). 5.4 mA) at a voltage of 10V.
また、加工電極と被加工物との間にイオン交換体を介在させた場合には、イオン交換体を被加工物に接触させることなく、近接させると、電気抵抗は、基本的には前述と同様に、”被加工物とイオン交換体表面との距離”に比例する。しかし、イオン交換体に被加工物を接触させると、電気抵抗はこれ以上に低下する。この理由は、イオン交換体の内部と外部とでイオンの濃度が大きく異なるためである。 In addition, when an ion exchanger is interposed between the machining electrode and the workpiece, the electrical resistance is basically the same as that described above when the ion exchanger is brought close to the workpiece without contacting it. Similarly, it is proportional to “distance between workpiece and ion exchanger surface”. However, when the workpiece is brought into contact with the ion exchanger, the electric resistance is further reduced. This is because the ion concentration differs greatly between the inside and the outside of the ion exchanger.
つまり、イオン交換体の内部は、触媒作用により超純水の電離反応が促進され、イオン(H+及びOH−)の濃度が増加する。従って、イオン交換体の内部は、イオン交換基が存在するために、高濃度のイオンを蓄積している(またはできる)特殊な場となる。一方、イオン交換体の外部は、イオン交換基が無いため、増加したイオンは元(H2O)に戻ろうとし、イオン濃度は格段に低下する。
従って、イオン交換体を被処理物に接触させると、イオン交換体を被処理物に接触させた状態における被加工物と加工電極との距離に関係なく、電気抵抗を一定の低レベルにすることができる。
That is, inside the ion exchanger, the ionization reaction of ultrapure water is promoted by the catalytic action, and the concentration of ions (H + and OH − ) increases. Therefore, the inside of the ion exchanger becomes a special field in which a high concentration of ions is accumulated (or can be) due to the presence of ion exchange groups. On the other hand, since there is no ion exchange group outside the ion exchanger, the increased ions try to return to the original (H 2 O), and the ion concentration is significantly reduced.
Therefore, when the ion exchanger is brought into contact with the workpiece, the electrical resistance is kept at a constant low level regardless of the distance between the workpiece and the machining electrode when the ion exchanger is in contact with the workpiece. Can do.
なお、この例では、加工テーブル44と基板Wとの間に純水、好ましくは超純水を供給した例を示している。このように電解質を含まない純水または超純水を使用して電解加工を行うことで、基板Wの表面に電解質等の余分な不純物が付着したり、残留したりすることをなくすことができる。更に、電解によって溶解した銅イオン等が、イオン交換体56にイオン交換反応で即座に捕捉されるため、溶解した銅イオン等が基板Wの他の部分に再度析出したり、酸化されて微粒子となり基板Wの表面を汚染したりすることがない。
In this example, pure water, preferably ultrapure water is supplied between the processing table 44 and the substrate W. By performing electrolytic processing using pure water or ultrapure water that does not contain an electrolyte in this way, it is possible to prevent the impurities such as the electrolyte from adhering to or remaining on the surface of the substrate W. . Further, since copper ions and the like dissolved by electrolysis are immediately captured by the
超純水は、比抵抗が大きく電流が流れ難いため、電極と被加工物との距離を極力短くしたり、電極と被加工物との間にイオン交換体を挟んだりすることで電気抵抗を低減しているが、さらに電解液を組み合わせることで、更に電気抵抗を低減して消費電力を削減することができる。なお、電解液による加工では、被加工物の加工される部分が加工電極よりやや広い範囲に及ぶが、超純水とイオン交換体の組合せでは、超純水にほとんど電流が流れないため、被加工物の加工電極とイオン交換体が投影された範囲内のみが加工されることになる。 Since ultrapure water has a large specific resistance and it is difficult for current to flow, the electrical resistance can be reduced by shortening the distance between the electrode and the workpiece as much as possible, or by sandwiching an ion exchanger between the electrode and the workpiece. Although it is reduced, the electric resistance can be further reduced and the power consumption can be reduced by further combining the electrolytic solution. In the processing with the electrolytic solution, the processed part of the workpiece covers a slightly wider range than the processing electrode. However, in the combination of ultrapure water and ion exchanger, almost no current flows through the ultrapure water. Only the area within which the machining electrode and the ion exchanger are projected is processed.
また、純水または超純水の代わりに、純水または超純水に電解質を添加した電解液を使用してもよい。電解液を使用することで、更に電気抵抗を低減して消費電力を削減することができる。この電解液としては、例えば、NaClやNa2SO4等の中性塩、HClやH2SO4等の酸、更には、アンモニア等のアルカリなどの溶液が使用でき、被加工物の特性によって適宜選択して使用すればよい。電解液を用いる場合は、基板Wとイオン交換体56との間に僅かの隙間を設けて非接触とすることが好ましい。
Moreover, you may use the electrolyte solution which added the electrolyte to the pure water or the ultrapure water instead of the pure water or the ultrapure water. By using the electrolytic solution, the electric resistance can be further reduced and the power consumption can be reduced. Examples of the electrolytic solution include neutral salts such as NaCl and Na 2 SO 4 , acids such as HCl and H 2 SO 4 , and alkali solutions such as ammonia. What is necessary is just to select and use suitably. When the electrolytic solution is used, it is preferable that a slight gap is provided between the substrate W and the
更に、純水または超純水の代わりに、純水または超純水に界面活性剤等を添加して、電気伝導度が500μS/cm以下、好ましくは、50μS/cm以下、更に好ましくは、0.1μS/cm以下(比抵抗で10MΩ・cm以上)にした液体を使用してもよい。このように、純水または超純水に界面活性剤を添加することで、基板Wとイオン交換体56の界面にイオンの移動を防ぐ一様な抑制作用を有する層を形成し、これによって、イオン交換(金属の溶解)の集中を緩和して加工面の平坦性を向上させることができる。ここで、界面活性剤濃度は、100ppm以下が望ましい。なお、電気伝導度の値があまり高いと電流効率が下がり、加工速度が遅くなるが、500μS/cm以下、好ましくは、50μS/cm以下、更に好ましくは、0.1μS/cm以下の電気伝導度を有する液体を使用することで、所望の加工速度を得ることができる。
Furthermore, instead of pure water or ultrapure water, a surfactant or the like is added to pure water or ultrapure water, and the electric conductivity is 500 μS / cm or less, preferably 50 μS / cm or less, more preferably 0. A liquid having a specific resistance of 10 MΩ · cm or less may be used. In this way, by adding a surfactant to pure water or ultrapure water, a layer having a uniform suppressing action to prevent the movement of ions is formed at the interface between the substrate W and the
また、基板Wと加工電極50及び給電電極52との間にイオン交換体56を挟むことで、加工速度を大幅に向上させるようにしている。つまり、超純水電気化学的加工は、超純水中の水酸化物イオンと被加工材料との化学的相互作用によるものである。しかし、超純水中に含まれる反応種である水酸化物イオン濃度は、常温・常圧状態で10−7mol/Lと微量であるため、除去加工反応以外の反応(酸化膜形成等)による除去加工効率の低下が考えられる。このため、除去加工反応を高効率で行うためには、水酸化物イオンを増加させる必要がある。そこで、水酸化物イオンを増加させる方法として、触媒材料により超純水の解離反応を促進させる方法があり、その有力な触媒材料としてイオン交換体が挙げられる。具体的には、イオン交換体中の官能基と水分子との相互作用により水分子の解離反応に関する活性化エネルギを低下させる。これによって、水の解離を促進させて、加工速度を向上させることができる。
Further, the
なお、このイオン交換体56を省略して、基板Wと加工電極50及び給電電極52との間に純水または超純水を供給するようにしてもよい。このように、イオン交換体56を省略すると加工速度が遅くなるが、極めて薄い膜を電解加工で除去するのに特に有効である。しかも、基板Wの表面に電解質等の余分な不純物が付着したり、残留したりすることがない。
The
更に、この例では、電解加工の際に、イオン交換体56が基板Wに接触乃至近接するようにしている。イオン交換体56と基板Wとが近接した状態では、この間隔の大きさにもよるが、電気抵抗がある程度大きいので、必要とする電流密度を与えようとした時の電圧が大きくなる。しかし、一方では、非接触であるため、基板Wの表面に沿った純水または超純水の流れが作り易く、基板表面での反応生成物を高効率で除去することができる。これに対して、イオン交換体56を基板Wに接触させると、電気抵抗が極めて小さくなって、印加電圧も小さくて済み、消費電力も低減できる。
Further, in this example, the
また、加工速度を上げるために電圧を上げて電流密度を大きくすると、電極と基板(被加工物)との間の抵抗が大きい場合では、放電が生じる場合がある。放電が生じると、被加工物表面にピッチングが起こり、加工面の均一性や平坦化が困難となる。これに対して、イオン交換体56を基板Wに接触させると、電気抵抗が極めて小さいことから、このような放電が生じることを防止することができる。
Further, when the voltage is increased to increase the processing speed and the current density is increased, a discharge may occur when the resistance between the electrode and the substrate (workpiece) is large. When electric discharge occurs, pitching occurs on the surface of the workpiece, and the uniformity and flattening of the processed surface becomes difficult. On the other hand, when the
なお、この例では、イオン交換体56を電解質を含む部材として使用した例を示している。このイオン交換体56の代わりに、他の接触部材を使用し、この接触部材を基板Wの表面に接触させながら電解加工を行うようにしてもよい。この接触部材としては、絶縁体または導電性パッドが挙げられる。また、イオン交換体等の電解質を含む部材、絶縁体及び導電性パッド等を任意に組合せて使用してもよい。
In this example, the
図12は、本発明の他の実施の形態の電解加工装置34aを示す。これは、加工テーブル44として、矩形状で固定タイプのものを、基板保持部42として、上下動自在で、しかも揺動することなく、水平面に沿って往復動するようにしたものをそれぞれ使用した例を示す。すなわち、矩形状の加工テーブル44の上面に、その幅方向の全長に亘って延びる電極板74を互いに離間させつつ所定のピッチで並列に配置し、この電極板74に加工電源78の陰極と陽極とを交互に接続して、加工電極78の陰極に接続した電極板74が加工電極50になり、加工電極78の陽極に接続した電極板74が給電電極52となるようにしている。
FIG. 12 shows an
一方、基板保持部42は、上下動用モータ60aの駆動に伴ってボールねじを介して上下動する上下動アーム40aの自由端に保持され、自転用モータ68の駆動に伴って自転し、更に、往復動用モータ60aの駆動に伴ってボールねじ62aを介して上下動アーム40aと一体に電極板74と直交する方向に往復動するようになっている。なお、図示しないが、加工電極50と給電電極52の上面は、イオン交換体で覆われている。
On the other hand, the
そして、加工電極50と給電電極52との間に、周囲を絶縁物94で包囲した渦電流センサ110を配置している。このように、加工電極50と給電電極52との間に、これらの電極50,52と接触することなく、渦電流センサ110を配置できるスペースがある場合には、このスペース内に渦電流センサ110を配置することで、渦電流センサ110を加工電極50及び給電電極52に非接触で配置することができる。渦電流センサ110の個数は、任意に設定できる。
An
この電解加工装置34aは、基板保持部42で保持した基板Wをイオン交換体に接触乃至近接させた状態で、基板保持部42を介して基板Wを回転させ、同時に往復動用モータ60aを駆動して基板保持部42を往復させながら、加工テーブル44の上面に純水または超純水を供給し、加工電極50と給電電極52との間に所定の電圧を印加する。これにより、基板Wの表面を電解加工し、同時に、加工テーブル44に設けた渦電流センサ110により、加工中の導電性膜(銅膜6やバリア膜5)の膜厚を、その場で(in-situ)常時測定し、この測定結果を基にして電解加工の終点(エンドポイント)を検知するようにしている。
The
図13(a)は、渦電流センサの他の例を示す。この渦電流センサは、例えば図1(b)に示す基板Wの表面に形成された銅膜6やバリア層5等の検出対象となる導電性膜201の近傍に配置されるセンサコイル202と、このセンサコイル202に接続される交流信号源203を有している。ここで、検出対象の導電性膜は、例えば、図1(b)に示す基板W上に形成された、厚さが0〜1μm程度の銅膜6、或いはその下地に形成された、厚さがオングストロームオーダのバリア層5である。バリア層5は、Ta,TaN,Tinからなる高抵抗層である。センサコイル202は、1〜数ターンのコイルであり、検出対象の導電性膜に対して、例えば10〜20mm程度の近傍に配置される。交流信号源203は、8〜32MHz程度の固定周波数の発振器であり、例えば水晶発振器が用いられる。
FIG. 13A shows another example of the eddy current sensor. The eddy current sensor includes, for example, a
また、センサコイル202の端部には、導電性膜201に形成された渦電流を該センサコイル202により検出する同期検波回路205が接続されている。この同期検波回路205は、導電性膜201を含めてセンサコイル202側を見たインピーダンスを計測することが可能である。
A
図13(b)は、交流信号源203とセンサコイル202と導電性膜201との間の等価回路を示す。交流信号源203により供給される交流電圧により、センサコイル202に電流I1が流れる。導電性膜201の近傍に配置されたコイル202に電流が流れ、この磁束が導電性膜201と鎖交することで、その間に相互インダクタンスMが形成され、導電性膜201中に渦電流I2が流れる。ここで、R1は、センサコイル202を含む一次側の等価抵抗であり、L1は、同様にセンサコイル202を含む一次側の自己インダクタンスである。導電性膜202側では、R2は渦電流損に相当する等価抵抗であり、L2は、その自己インダクタンスである。交流信号源203の端子a,bからセンサコイル側を見たインピーダンスZは、導電性膜201中に形成される渦電流損の大きさによって変化する。
FIG. 13B shows an equivalent circuit among the
図14は、交流信号源側から見たインピーダンスZの変化を示す。横軸は抵抗成分(R)であり、縦軸はリアクタンス成分(X)である。点Aは、膜厚が例えば100μm以上と極めて大きい場合である。この場合には、交流信号源203の端子a,bからセンサコイル202側を見たインピーダンスZは、センサコイル202に近接して配置された導電性膜201の渦電流が極めて大きく、センサコイル202と等価的に並列に接続された抵抗成分(R2)とリアクタンス成分jω(M+L2)が極めて小さくなる。従って、抵抗成分(R)およびリアクタンス成分(X)が共に小さくなる。
FIG. 14 shows a change in impedance Z as viewed from the AC signal source side. The horizontal axis is the resistance component (R), and the vertical axis is the reactance component (X). Point A is when the film thickness is extremely large, for example, 100 μm or more. In this case, the impedance Z when the
電解加工が進行し、導電性膜201が薄くなると、センサコイル入力端(端子a,b)から見たインピーダンスZは、抵抗成分(R2)が増大し、リアクタンス成分jω(M+L2)も増大する。センサコイル入力端から見たインピーダンスZの抵抗成分(R)が最大となる点をBで示す。この時、センサコイル入力端から見た渦電流損が最大となる。さらに電解加工が進行し、導電性膜201がより薄くなると、渦電流が減少し、センサコイル入力端から見た抵抗成分は、渦電流損が徐々に減少することから、徐々に小さくなる。そして、導電性膜201が全て電解加工により除去されると、そこには渦電流損が存在せず、等価的に並列接続された抵抗成分(R2)は無限大となり、センサコイル自体の抵抗成分(R1)のみが残ることになる。この時のリアクタンス成分(X)は、センサコイル自体のリアクタンス成分(L1)である。この状態を、点Cで示す。
As the electrolytic processing proceeds and the
実際に、例えばシリコン酸化膜中に設けられた配線溝に銅等からなる埋込み配線を、いわゆるダマシンプロセスで形成する場合には、シリコン酸化膜上に窒化タンタル(TaN)、窒化チタン(TiN)等のバリア層が設けられ、その上に導電率の高い銅またはタングステン等の金属配線が設けられる。従って、これらの導電性膜の電解加工にあたっては、バリア層の電解加工の終点検出が重要となる。ところが、バリア層は、上述したように、窒化タンタル(TaN)または窒化チタン(TiN)等の導電率が比較的低く、かつ膜厚がオングストロームオーダの極めて薄い膜からなる。 Actually, for example, when a buried wiring made of copper or the like is formed in a wiring groove provided in a silicon oxide film by a so-called damascene process, tantalum nitride (TaN), titanium nitride (TiN) or the like is formed on the silicon oxide film. The barrier layer is provided, and a metal wiring such as copper or tungsten having high conductivity is provided thereon. Therefore, in the electrolytic processing of these conductive films, it is important to detect the end point of the electrolytic processing of the barrier layer. However, as described above, the barrier layer is made of a very thin film having a relatively low conductivity such as tantalum nitride (TaN) or titanium nitride (TiN) and a film thickness on the order of angstroms.
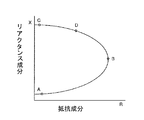
この例の渦電流センサにおいては、このようなバリア層の電解加工終点近傍の膜厚検出が容易に可能となる。即ち、図14に示す点Dは、例えば膜厚が1000Å程度の位置を示し、これより膜厚がゼロとなる点Cに向けて、膜厚の変化に対応して抵抗成分の変化が極めて大きく、かつ略直線的に変化する。この時に、リアクタンス成分(X)は、図14に示すように、抵抗成分と比較して、極めて変化量が小さい。このため、リアクタンス成分の変化に伴って生じる発振周波数の変化に基づいて膜厚を検出するという原理に基づく従来の渦電流センサでは、この膜厚変化に対して発振周波数の変化は極めて小さい。このため、周波数変化の分解能を上げるためには、周波数を高くする必要があった。しかしながら、この渦電流センサによれば、発振周波数は固定したままで、抵抗成分の変化を見ることにより膜厚の変化を検出するものであるので、比較的低い周波数でこの極めて薄い膜厚の電解加工状態を明瞭に観察することが可能となる。 In the eddy current sensor of this example, it is possible to easily detect the film thickness in the vicinity of the electrolytic processing end point of such a barrier layer. That is, a point D shown in FIG. 14 shows a position where the film thickness is about 1000 mm, for example, and the resistance component changes greatly corresponding to the film thickness change toward the point C where the film thickness becomes zero. And changes substantially linearly. At this time, as shown in FIG. 14, the reactance component (X) has an extremely small change amount compared to the resistance component. For this reason, in the conventional eddy current sensor based on the principle that the film thickness is detected based on the change in the oscillation frequency caused by the change in the reactance component, the change in the oscillation frequency is extremely small with respect to the change in the film thickness. For this reason, in order to increase the resolution of frequency change, it is necessary to increase the frequency. However, according to this eddy current sensor, the change in the film thickness is detected by observing the change in the resistance component while the oscillation frequency remains fixed. It becomes possible to observe the processing state clearly.
図15(a)〜(c)は、オングストロームオーダの微細な導電性層の膜厚の検出結果を示す。それぞれ横軸は残膜厚を示し、縦軸の実線は抵抗成分(R)を示し、点線はリアクタンス成分(X)を示している。図15(a)は、タングステン(W)膜に関するデータであり、1000Å以下の微細な残膜厚で抵抗成分の変化を見ることにより明瞭に膜厚の変化を検出できることがわかる。図15(b)は、窒化チタン(TiN)膜に関するデータであり、同様に1000Å以下の領域で膜厚の変化を明瞭に検出できる。図15(c)は、チタン(Ti)膜に関するデータであり、図15(c)に示すように、膜厚が500〜0Åに変化する間に、その抵抗成分が大幅に変化することで、明瞭にその膜厚の変化を検出することができる。 FIGS. 15A to 15C show detection results of the film thickness of a fine conductive layer on the order of angstroms. The horizontal axis represents the remaining film thickness, the solid line on the vertical axis represents the resistance component (R), and the dotted line represents the reactance component (X). FIG. 15A shows data relating to the tungsten (W) film, and it can be seen that the change in the film thickness can be clearly detected by observing the change in the resistance component with a fine remaining film thickness of 1000 mm or less. FIG. 15B shows data relating to a titanium nitride (TiN) film, and similarly, a change in film thickness can be clearly detected in a region of 1000 mm or less. FIG.15 (c) is data regarding a titanium (Ti) film, and as shown in FIG.15 (c), while the film thickness changes from 500 to 0 mm, the resistance component changes greatly, The change in the film thickness can be detected clearly.
交流信号源の発振周波数は、導電率が比較的低いバリア層の検出では、発振周波数を、例えば32MHz程度に高くすることが望ましい。発振周波数を高くすることにより、0〜250Åのバリア層の膜厚変化を明瞭に観察することができる。これに対して、例えば銅膜等の導電率が比較的高い金属においては、8MHz程度の低い発振周波数でも明瞭に膜厚の変化の検出が可能である。また、タングステン膜の場合には、16MHz程度の発振周波数が好適である。このように、電解加工対象膜の種類に対応して、発振周波数を選択することが好ましい。 As for the oscillation frequency of the AC signal source, it is desirable to increase the oscillation frequency to, for example, about 32 MHz when detecting a barrier layer having a relatively low conductivity. By increasing the oscillation frequency, the change in the thickness of the barrier layer of 0 to 250 mm can be clearly observed. On the other hand, for a metal having a relatively high conductivity such as a copper film, for example, it is possible to clearly detect a change in film thickness even at an oscillation frequency as low as about 8 MHz. In the case of a tungsten film, an oscillation frequency of about 16 MHz is preferable. As described above, it is preferable to select an oscillation frequency corresponding to the type of electrolytic processing target film.
図15(a)〜(c)に示す各例において、抵抗成分(R)の変化に対して、リアクタンス成分(X)の変化は極めて小さい。バリア層の膜厚検出例で、タンタル膜において、残膜厚が0Åと250Åでリアクタンス成分(X)の変化は、0.005%であった。これに対して抵抗成分(R)の変化は、1.8%であった。よって、検出感度は、リアクタンス成分の変化を見る方式に対して、約360倍検出感度が向上することになる。 In each example shown in FIGS. 15A to 15C, the change in the reactance component (X) is extremely small with respect to the change in the resistance component (R). In the example of detecting the thickness of the barrier layer, the change in the reactance component (X) was 0.005% in the tantalum film when the remaining film thickness was 0 mm and 250 mm. On the other hand, the change of the resistance component (R) was 1.8%. Therefore, the detection sensitivity is improved about 360 times as compared with the method of looking at the change of the reactance component.
図16は、交流信号源側からセンサコイル側を見たインピーダンスZの計測回路例を示す。上述した膜厚の検出例は、主として抵抗成分(R)の変化に着目したものであるが、図16に示すインピーダンスZの計測回路においては、膜厚の変化に伴う抵抗成分(R)、リアクタンス成分(X)、振幅出力(Z)および位相出力(tan−1R/X)を取出すことができる。従って、これらの信号出力を用いることで、例えば振幅の大きさにより膜厚を計測するなど、より多面的な電解加工の進行状況のチェックが可能となる。 FIG. 16 shows a measurement circuit example of the impedance Z when the sensor coil side is viewed from the AC signal source side. The film thickness detection example described above mainly focuses on the change in the resistance component (R). However, in the impedance Z measurement circuit shown in FIG. 16, the resistance component (R) and reactance accompanying the change in the film thickness. Component (X), amplitude output (Z), and phase output (tan −1 R / X) can be extracted. Therefore, by using these signal outputs, it is possible to check the progress of the multifaceted electrolytic processing, for example, by measuring the film thickness according to the amplitude.
センサコイル202は、検出対象の導電性膜を備えた基板Wの近傍に配置される。センサコイル202に交流信号を供給する信号源203は、水晶発振器からなる固定周波数の発振器であり、例えば、8,16,32MHzの固定周波数の電圧を供給する。信号源203で形成される交流電圧は、バンドパスフィルタ302を介してセンサコイル202に供給される。センサコイル202の端子で検出された信号は、高周波アンプ303および位相シフト回路304を経て、cos同期検波回路305およびsin同期検波回路306からなる同期検波部に入力され、検出信号のcos成分とsin成分とが取出される。ここで、交流信号源203で形成される発振信号から、位相シフト回路304により、信号源203の同相成分(0゜)と直交成分(90゜)の2つの信号が形成され、それぞれcos同期検波回路305とsin同期検波回路306とに導入され、上述の同期検波が行われる。
The
同期検波された信号は、ローパスフィルタ307,308により、信号成分以上の不要な高周波成分が除去され、cos同期検波出力である抵抗成分(R)出力と、sin同期検波出力であるリアクタンス成分(X)出力とがそれぞれ取出される。また、ベクトル演算回路309により、抵抗成分(R)出力とリアクタンス成分(X)出力とから振幅出力(√R2+X2)が得られる。また、ベクトル演算回路310により、同様に抵抗成分出力とリアクタンス成分出力とから位相出力(tan−1R/X)が得られる。
From the synchronously detected signal, unnecessary high frequency components higher than the signal component are removed by the low-
図17は、渦電流センサにおけるセンサコイルの構成例を示す。センサコイル210は、導電性膜に渦電流を形成するためのコイルと、導電性膜の渦電流を検出するためのコイルとを分離したもので、ボビン211に巻回された3層のコイル212,213,214により構成されている。ここで中央のコイル212は、交流信号源203に接続される発振コイルである。この発振コイル212は、交流信号源203より供給される電流が形成する磁界により、近傍に配置される基板W上の導電性膜に渦電流を形成する。ボビン211の上側(導電性膜側)には、検出コイル213が配置され、導電性膜に形成される渦電流により発生する磁界を検出する。そして、発振コイル212の検出コイル213と反対側にはバランスコイル214が配置されている。
FIG. 17 shows a configuration example of a sensor coil in the eddy current sensor. The
コイル212,213,214は、この例においては、同じターン数(例えば4ターン)のコイルにより形成され、検出コイル213とバランスコイル214とは互いに逆相に接続されている。従って、コイル213,214に鎖交する同一磁束に対して、発生する起電力が互いに打ち消し合うように結線されている。コイル212,213,214の直径は、例えば15mm程度である。
In this example, the
図18は、各コイルの接続例を示す。検出コイル213とバランスコイル214とは、上述したように直列回路を構成し、その両端は、図18に示すように、可変抵抗216を含む抵抗ブリッジ回路217に接続されている。可変抵抗216の抵抗値を調整することで、コイル213,214からなる直列回路の出力電圧が、導電性膜が存在しないときにはゼロとなるように調整可能としている。コイル212は、交流信号源203に接続され、交番磁束を生成することで、近傍に配置される導電性膜に渦電流を形成する。即ち、センサコイル210の近傍に導電性膜が存在せず、ここに渦電流が形成されていないときには、互いに逆相に接続されたコイル213,214からなる直列回路の出力がゼロとなるように可変抵抗216を調整する。従って、コイル212が交番磁束を発生させても、コイル213,214の互いに逆相に接続された直列回路には出力は現れない。
FIG. 18 shows a connection example of each coil. The
そして、導電性膜が検出コイル213の近傍に存在する時には、導電性膜中に形成される渦電流によって生じる磁束が検出コイル213とバランスコイル214とに鎖交するが、検出コイル213のほうが導電性膜に近い位置に配置されているので、両コイル213,214に生じる誘起電圧のバランスが崩れ、これにより導電性膜の渦電流によって形成される鎖交磁束を検出することができる。即ち、交流信号源に接続された発振コイル212から、検出コイル213とバランスコイル214との直列回路を分離して、抵抗ブリッジ回路でバランスの調整を行うことで、ゼロ点の調整が可能である。従って、導電性膜に流れる渦電流をゼロの状態から検出することが可能になるので、導電性膜中の渦電流の検出感度が高められる。これにより、広いダイナミックレンジで導電性膜に形成される渦電流の大きさの検出が可能となる。
When the conductive film is present in the vicinity of the
図19(a)は、導電性膜の膜厚の変化に伴うセンサコイル210の検出端子側に現れる同期検波出力のうち、導電性膜の膜厚の変化に対するリアクタンス成分(X=ωL)の変化を示す。膜厚の変化に対するリアクタンス成分の変化の関係は、膜厚が厚い方から薄い方に変化するに従って、リアクタンス成分Xが図示するように変化する。即ち、導電性膜の膜厚は、極薄膜厚の領域(a)ではリアクタンス成分の変化(X=ωL)が少なく、膜厚が厚くなる領域(b)ではリアクタンス成分の変化(X=ωL)は大きくなる。さらにそれ以上の膜厚の領域(c)ではリアクタンス成分の変化(X=ωL)は飽和する。
FIG. 19A shows a change in reactance component (X = ωL) with respect to the change in the film thickness of the conductive film, out of the synchronous detection output appearing on the detection terminal side of the
図19(b)は、導電性膜の膜厚の変化に伴うセンサコイル210の検出端子側に現れる同期検波出力のうち、導電性膜の膜厚の変化に対する抵抗成分Rの変化を示す。膜厚の変化に対する抵抗成分Rの変化の関係は、膜厚が厚い方から薄い方に変化するに従って、抵抗成分Rが図示するように変化する。即ち、極薄膜厚の領域(a)では抵抗成分Rの出力が直線的に大きく変化し、ある厚さの領域(b)になると抵抗成分Rの変化は飽和し、更に膜厚が厚くなる領域(c)においては抵抗成分Rの出力が低下する。ここで、銅膜の場合は、(a)点が約1000Å程度を示し、(b)点が2000−3000Åを示し、(c)点が5000Å以上を示す。
FIG. 19B shows a change in the resistance component R with respect to the change in the film thickness of the conductive film, out of the synchronous detection output appearing on the detection terminal side of the
抵抗成分とリアクタンス成分の出力をそれぞれ二乗し、平方することでベクトル演算回路により導電性膜の膜厚に対応した合成インピーダンスZを出力することが可能である。図19(c)は、導電性膜の膜厚と合成インピーダンスZとの関係を示す。図19(c)から明らかなように、合成インピーダンスZでは、膜厚の変化に対して出力が直線的に変化する領域が、図19(a)または(b)の抵抗成分またはリアクタンス成分を単独に計測するのと比較して格段に拡張する。即ち、合成インピーダンスZによれば、ダイナミックレンジの広い導電性膜の膜厚の計測が可能になる。 The combined impedance Z corresponding to the film thickness of the conductive film can be output by the vector arithmetic circuit by squaring and squaring the outputs of the resistance component and the reactance component. FIG. 19C shows the relationship between the film thickness of the conductive film and the synthetic impedance Z. As apparent from FIG. 19 (c), in the synthetic impedance Z, the region where the output changes linearly with respect to the change in the film thickness is the resistance component or reactance component of FIG. 19 (a) or (b) alone. Compared to the measurement, it expands significantly. That is, according to the synthetic impedance Z, the film thickness of the conductive film having a wide dynamic range can be measured.
上記の各例では、加工電極50と給電電極52との間に加工電源58から電圧を印加して導電性膜等の被加工物の電解加工を行い、この電解加工中に、渦電流センサで導電性膜等の被加工物の厚み(膜厚)を測定するようにしている。電解加工にあっては、加工電極50と給電電極52との間に電圧が印加されている状態で加工が進行する。このため、加工電極50と給電電極52との間に電圧が印加されている状態で被加工物の厚さを測定すると、測定された厚さと実際の厚さとの間に差が生じることがある。
In each of the above examples, a voltage is applied from the machining power source 58 between the machining
また、加工電極50と給電電極52との間に、電圧が周期的に変動するパルス電圧を印加して電解加工を行うことで、加工面にピットが発生することを効果的に抑制できることが判っている。このように、加工電極50と給電電極52との間にパルス電圧を印加して電解加工を行いながら、渦電流センサを使用して被加工物の厚さを測定しようとすると、印加するパルス電圧の周波数がセンサ自身が検出のために発振する周波数(例えば、数10MHzの交流)に近づいた場合に、渦電流センサの検出信号にノイズが混じりやすくなる。
In addition, it is found that by performing electrolytic machining by applying a pulse voltage whose voltage fluctuates periodically between the machining
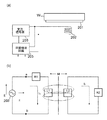
そこで、加工電極50と給電電極52との間に電圧を印加する加工電源58として、例えば、図20に示す、電圧V1(オン)と電圧0(オフ)を周期的に繰り返すパルス電圧を印加するバイポーラ電源を使用し、このパルス電圧の周期的に訪れる電圧0の時、つまり加工電極50と給電電極52との間に電圧を印加していない時に、渦電流センサをオンとして、導電性膜等の被加工物の厚み(膜厚)を随時測定するようにしてもよい。
Therefore, as a machining power source 58 that applies a voltage between the machining
このように、加工電極50と給電電極52との間に電圧を印加していない時、つまり電解加工が進行していない時に導電性膜等の被加工物の厚み(膜厚)を渦電流センサで測定することで、精密な加工量制御を行うことができる。しかも、加工電極50と給電電極52との間に印加するパルス電圧の周波数がセンサ自身が検出のために発振する周波数(例えば、数10MHzの交流)に近づいた場合でも、渦電流センサの検出信号へノイズが混じるのを低減することができる。更に、パルス電圧の最低電位を0とすることで、周期的に訪れる電圧が0(オフ)の時に、被加工物の厚さを随時測定することができる。
As described above, when a voltage is not applied between the machining
なお、パルス電圧を印加する電源として、バイポーラ電源以外の電源、例えば、タイマー及びリレー制御により周期的に通電をオンオフさせる直流電源を用いてもよい。また、工場や家庭に供給されている50/60Hzの交流電源をダイオードを組み込んだ回路に連結し、交流電流を半波カットするようにしてもよい。さらに、交流電圧にバイアス電圧をかけてパルス電圧を形成してもよい。サイリスタ、コンデンサ、ダイオードを用いて周期的に変動する電圧(電位)が供給できる手段であってもよい。また、一般的に市販されているスウィッチング電源を使用することもできる。波形を制御できるプログラマブル電源やシーケンス制御電源が特に好ましく利用できる。 Note that a power supply other than the bipolar power supply, for example, a DC power supply that periodically turns on and off current by timer and relay control may be used as the power supply to apply the pulse voltage. Alternatively, a 50/60 Hz AC power source supplied to a factory or home may be connected to a circuit incorporating a diode to cut the AC current by half a wave. Furthermore, a pulse voltage may be formed by applying a bias voltage to the AC voltage. A means capable of supplying a periodically changing voltage (potential) using a thyristor, a capacitor, and a diode may be used. Moreover, the switching power supply generally marketed can also be used. A programmable power supply and a sequence control power supply that can control the waveform can be used particularly preferably.
この例では、加工電極50と給電電極52との間に印加されるパルス電圧として、方形波を使用しているが、サイン波、三角波、のこぎり波またはステップ波等を使用してもよい。
また、パルス電圧を使用することなく、加工電極50と給電電極52との間に連続的な直流電流(DC)を流しつつ電解加工を行いつつ、この電解加工中に電圧がオフの時間、つまり加工電極50と給電電極52との間に直流電流(DC)を流さない時間を設けて、この電圧がオフの時間に被加工物の厚さを渦電流センサで測定するようにしてもよい。
In this example, a square wave is used as the pulse voltage applied between the machining
In addition, while performing electrolytic machining while using a continuous direct current (DC) between the machining
5 バリア層(被加工物)
6 銅膜(被加工物)
30 ロード・アンロード部
32 反転機
34,34a 電解加工装置
36 搬送ロボット
38 制御部
39 洗浄・乾燥部
40 揺動アーム
40a 上下動アーム
42 基板保持部
44 加工テーブル
50 加工電極
52 給電電極
56 イオン交換体
66 揺動軸
70 中空モータ
72 純水ノズル
74 電極板
76,90 スリップリング
78 加工電源
80 再生部
82 揺動アーム
84 再生ヘッド
86 再生電極
88 再生電源
94 絶縁物
110 渦電流センサ
111,202,210 センサコイル
113 発振回路
113 箱体
115 同軸ケーブル
203 信号源
205 同期検波回路
211 ボビン
212,213,214 コイル
216 可変抵抗
217 抵抗ブリッジ回路
5 Barrier layer (workpiece)
6 Copper film (workpiece)
30 Loading /
Claims (19)
前記被加工物に給電する給電電極と、
前記被加工物と前記加工電極または前記給電電極の少なくとも一方との間に超純水、純水、電気伝導度が500μS/cm以下の液体または電解液のいずれかを供給する流体供給部と、
前記加工電極と前記給電電極との間に電圧を印加する加工電源と、
前記被加工物と前記加工電極または前記給電電極の少なくとも一方とを相対運動させる駆動部と、
前記加工電極及び/または前記給電電極に非接触または絶縁物を介して配置され、渦電流損の変化から前記被加工物の厚さを検出する渦電流センサとを有することを特徴とする電解加工装置。 A machining electrode that is freely accessible to the workpiece;
A feeding electrode for feeding power to the workpiece;
A fluid supply unit for supplying either ultrapure water, pure water, a liquid having an electric conductivity of 500 μS / cm or less, or an electrolytic solution between the workpiece and at least one of the processing electrode or the feeding electrode;
A machining power source for applying a voltage between the machining electrode and the feeding electrode;
A drive unit that relatively moves the workpiece and at least one of the processing electrode or the feeding electrode;
Electrolytic machining comprising: an eddy current sensor that is disposed in a non-contact manner or via an insulator on the machining electrode and / or the power supply electrode and detects the thickness of the workpiece from a change in eddy current loss apparatus.
前記被加工物に給電する給電電極と、
前記被加工物と前記加工電極または前記給電電極の少なくとも一方との間に超純水、純水、電気伝導度が500μS/cm以下の液体または電解液のいずれかを供給する流体供給部と、
前記加工電極と前記給電電極との間にオフの時間を設けた電圧を印加する加工電源と、
前記被加工物と前記加工電極または前記給電電極の少なくとも一方とを相対運動させる駆動部と、
前記加工電極及び/または前記給電電極に非接触または絶縁物を介して配置され、前記加工電極と前記給電電極との間に印加される任意の入力形態の電圧がオフの時間に渦電流損の変化から前記被加工物の厚さを検出する渦電流センサとを有することを特徴とする電解加工装置。 A machining electrode freely accessible to the workpiece;
A feeding electrode for feeding power to the workpiece;
A fluid supply unit for supplying either ultrapure water, pure water, a liquid having an electric conductivity of 500 μS / cm or less, or an electrolytic solution between the workpiece and at least one of the processing electrode or the feeding electrode;
A machining power source for applying a voltage with an off time between the machining electrode and the feeding electrode;
A drive unit that relatively moves the workpiece and at least one of the processing electrode or the feeding electrode;
The processing electrode and / or the feeding electrode is arranged in a non-contact manner or via an insulator, and any input form voltage applied between the processing electrode and the feeding electrode is turned off when eddy current loss occurs. An electrolytic processing apparatus comprising: an eddy current sensor that detects a thickness of the workpiece from a change.
前記被加工物と前記加工電極または前記被加工物に給電する給電電極の少なくとも一方との間に超純水、純水、電気伝導度が500μS/cm以下の液体または電解液のいずれかを供給し、
前記加工電極と前記給電電極との間に電圧を印加しつつ、前記被加工物と前記加工電極または前記給電電極の少なくとも一方とを相対運動させ、
前記被加工物の厚さを渦電流損の変化から渦電流センサで検出することを特徴とする電解加工方法。 Bring the workpiece close to the machining electrode,
Supply either ultrapure water, pure water, a liquid having an electric conductivity of 500 μS / cm or less, or an electrolytic solution between the workpiece and at least one of the machining electrode or a power feeding electrode that feeds the workpiece. And
While applying a voltage between the machining electrode and the feeding electrode, the workpiece and at least one of the machining electrode or the feeding electrode are relatively moved,
An electrolytic machining method, wherein the thickness of the workpiece is detected by an eddy current sensor from a change in eddy current loss.
前記被加工物と前記加工電極または前記被加工物に給電する給電電極の少なくとも一方との間に超純水、純水、電気伝導度が500μS/cm以下の液体または電解液のいずれかを供給し、
前記加工電極と前記給電電極との間にオフの時間を設けた電圧を印加しつつ、前記被加工物と前記加工電極または前記給電電極の少なくとも一方とを相対運動させ、
前記加工電極と前記給電電極との間に印加される任意の入力形態の電圧がオフの時間に、被加工物の厚さを渦電流損の変化から渦電流センサで検出することを特徴とする電解加工方法。 Bring the workpiece close to the machining electrode,
Supply either ultrapure water, pure water, a liquid having an electric conductivity of 500 μS / cm or less, or an electrolytic solution between the workpiece and at least one of the machining electrode or a power feeding electrode that feeds the workpiece. And
While applying a voltage with an off time between the processing electrode and the power supply electrode, the workpiece and at least one of the processing electrode or the power supply electrode are relatively moved,
A thickness of a workpiece is detected by an eddy current sensor from a change in eddy current loss when a voltage of an arbitrary input form applied between the machining electrode and the feeding electrode is off. Electrolytic processing method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004248128A JP2005120464A (en) | 2003-09-26 | 2004-08-27 | Electrolytic processing apparatus and electrolytic processing method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003336327 | 2003-09-26 | ||
| JP2004248128A JP2005120464A (en) | 2003-09-26 | 2004-08-27 | Electrolytic processing apparatus and electrolytic processing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005120464A true JP2005120464A (en) | 2005-05-12 |
| JP2005120464A5 JP2005120464A5 (en) | 2007-10-18 |
Family
ID=34622119
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004248128A Pending JP2005120464A (en) | 2003-09-26 | 2004-08-27 | Electrolytic processing apparatus and electrolytic processing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005120464A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023008390A (en) * | 2021-07-06 | 2023-01-19 | 東京エレクトロン株式会社 | Substrate processing apparatus and substrate processing method |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002093761A (en) * | 2000-09-19 | 2002-03-29 | Sony Corp | Polishing method, polishing system, plating method and plating system |
| WO2003042433A1 (en) * | 2001-11-13 | 2003-05-22 | Acm Research, Inc. | Electropolishing assembly and methods for electropolishing conductive layers |
| JP2003175422A (en) * | 2001-12-13 | 2003-06-24 | Ebara Corp | Electrochemical machining device and electrochemical machining method |
-
2004
- 2004-08-27 JP JP2004248128A patent/JP2005120464A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002093761A (en) * | 2000-09-19 | 2002-03-29 | Sony Corp | Polishing method, polishing system, plating method and plating system |
| WO2003042433A1 (en) * | 2001-11-13 | 2003-05-22 | Acm Research, Inc. | Electropolishing assembly and methods for electropolishing conductive layers |
| JP2003175422A (en) * | 2001-12-13 | 2003-06-24 | Ebara Corp | Electrochemical machining device and electrochemical machining method |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023008390A (en) * | 2021-07-06 | 2023-01-19 | 東京エレクトロン株式会社 | Substrate processing apparatus and substrate processing method |
| JP7696241B2 (en) | 2021-07-06 | 2025-06-20 | 東京エレクトロン株式会社 | SUBSTRATE PROCESSING APPARATUS AND SUBSTRATE PROCESSING METHOD |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100849202B1 (en) | Electrolytic processing device and substrate processing apparatus | |
| US20060217040A1 (en) | Methods and apparatus for removing conductive material from a microelectronic substrate | |
| US7569135B2 (en) | Electrolytic processing apparatus and substrate processing apparatus and method | |
| US20050059324A1 (en) | Methods and apparatus for removing conductive material from a microelectronic substrate | |
| US20030136668A1 (en) | Electrolytic processing device and substrate processing apparatus | |
| US7578920B2 (en) | Electrolytic processing method | |
| JP2006502310A (en) | Electrolytic processing equipment | |
| JP2005120464A (en) | Electrolytic processing apparatus and electrolytic processing method | |
| EP1453991A1 (en) | Electrolytic processing apparatus and method | |
| JP3995463B2 (en) | Electrolytic processing method | |
| JP2003338490A (en) | System and method for processing substrate | |
| JP4310085B2 (en) | Electrolytic machining method and apparatus | |
| JP4130073B2 (en) | Ion exchanger regeneration method and regeneration apparatus | |
| JP2006013177A (en) | Apparatus and method for electrolytic processing | |
| JP4233331B2 (en) | Electrolytic machining method and apparatus | |
| JP2003275605A (en) | Regeneration method for ion exchanger and regeneration apparatus therefor | |
| JP2008524434A (en) | Flattening method and flattening apparatus | |
| JP2004002910A (en) | Electrolytic working method and apparatus | |
| JP2003225831A (en) | Electrochemical machining device | |
| JP4127361B2 (en) | Electrolytic processing equipment | |
| JP2004084054A (en) | Electrolytic processing method and device | |
| JP2006002245A (en) | Electrolytic processing apparatus and electrolytic processing method | |
| JP2005199401A (en) | Electrochemical machining device and method | |
| JP2003266245A (en) | Electrolytic machining device and method | |
| JP2004255479A (en) | Electrochemical machining method and electrochemical machining device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070824 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070824 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100420 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100810 |