JP2005111345A - 静電気浮上式除塵装置およびその方法 - Google Patents
静電気浮上式除塵装置およびその方法 Download PDFInfo
- Publication number
- JP2005111345A JP2005111345A JP2003347648A JP2003347648A JP2005111345A JP 2005111345 A JP2005111345 A JP 2005111345A JP 2003347648 A JP2003347648 A JP 2003347648A JP 2003347648 A JP2003347648 A JP 2003347648A JP 2005111345 A JP2005111345 A JP 2005111345A
- Authority
- JP
- Japan
- Prior art keywords
- sheet material
- static electricity
- roll
- electricity generating
- adhering
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Abstract
【解決課題】シート材の製造ラインまたは加工ラインを移送されるシート材の少なくとも一面側に、イオン発生装置よりイオン風を吹き付けてシート材と付着物の静電気を除電し、シート材に近接して設けられた静電気発生ロールを設け、該静電気発生ロールの下流側に設置されたエアー吹き付けノズルからの上流側へ向かう送風により付着物を浮上させてシート材から離脱させ、静電気発生ロールに付着した付着物を、静電気発生ロールに接して回転する粘着ロールに転着さて補集することを特徴とする。
【選択図】 図1
Description
このため確実に付着物を取り除く必要があり、従来より静電気発生,除去技術とエア吸引を併用した種々の除塵装置が提案されている。
例えば、まず最も単純な装置としては、特開昭49−135456号公報において、帯電させたエンドレスベルトにおいてシートに付着したゴミや埃等を取り除く装置が提案されている。しかし、一般にシート類に付着した埃等は静電気により強くシートに付着しているため、上記装置では十分に取り除くことはできない。
また、特開昭61−291632号公報ではコロナ放電により静電気を中和した後に除塵用の帯電電極で塵や埃を取り除く構成が開示されている。しかし帯電電極のみで捕集除去できる塵や埃はごく微細なもののみであることが多く、シート材の製造又は加工ラインにおいて実際に混入するフィルム片や長い毛髪などは必ずしも完全には除去しきれない。
そこで、より集塵効率を高めるため、帯電した回転するブラシ等で塵等を捕集するという改良特許が出願されている(特開昭59−227455号公報)。しかし、この集塵方法では集められた塵などが堆積してくると再び落下して紙基材に落下混入してしまうことがあったり、あるいは回転するブラシ等により紙基材に傷や損傷を与えるなどといった欠点があった。
シート材を移送するラインに沿って設けられてシート材に付着した付着物を移送中に取り除く静電気浮上式除塵装置において、
移送中のシート材の少なくとも一面側で、イオン風を吹き付けてシート材と付着物の静電気を除電するイオン発生装置と、該イオン発送装置より下流側で、前記シート材に近接して設けられ、付着物を吸着可能な静電気発生ロールと、該静電気発生ロールに付着した付着物を静電気発生ロールから捕集する捕集手段と、前記静電気発生ロールより下流側に設けられて、シート材に上流側へ向かう送風を吹き付けて付着物をシート材から離脱させるエアー吹き付けノズルとからなる、という技術的手段を講じている。
また、前記静電気発生ロールの上流側には、下流側に設置されたエアー吹き付けノズルと対向する位置にエアー吸引ノズルを設けてもよい。
更に、前記イオン発生装置より上流側には、イオン発生装置でイオン風を吹き付けてシート材と付着物とを除電するより前にシート材及び付着物の静電気をあらかじめ軽減する静電気軽減装置を設けてもよい。
前記捕集手段は、前記静電気発生ロールに接して回転すると共に、前記静電気発生ロールに付着した付着物を転着して捕集する粘着ロールが好ましい。
また、請求項5の静電気浮上式除塵方法の発明では、
シート材の製造ラインまたは加工ラインに沿って走行するシート材の少なくとも一面側で、イオン発生装置よりイオン風を吹き付けてシート材と付着物の静電気を除電し、シート材に近接して設けられた静電気発生ロールと、該静電気発生ロールの下流側に設置されたエアー吹き付けノズルからの上流側へ向かう送風により付着物を浮上させてシート材から離脱させ、静電気発生ロールに付着した付着物を、静電気発生ロールに接して回転する粘着ロールに転着さて捕集する、という技術的手段を講じている。
また、付着物とはこれらシート材にあらかじめ又は各種工程中で混入付着した毛髪,塵,紙粉,フィルム片,埃等の異物を指す。
そして、静電気浮上式除塵装置は、前記のシート材を製造する工程、シート材をラミネートする加工工程、印刷や断裁,製袋等の後加工工程など様々な工程において適用できる。
これにより、後工程における印刷工程での印刷の白抜け不良や包装工程における異物混入という衛生上好ましくない問題の発生を抑制することができる。
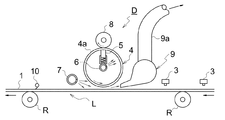
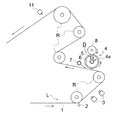
後述の実施例1〜2を示す図1および図2で示す静電気浮上式除塵装置の概略図では、シート材1の製造工程で製造されたシート材は、金属ロールやベルト等に補助されて生産ラインに沿って移送されてロール状に巻かれたり平判にカットされて集積される。
この製造工程では、シート材1が製造されてから集積されるまでの間にこの発明の静電気浮上式除塵装置Dが用いられる。
また、加工工程ではロール状に巻かれた巻き取りからシート材1が繰り出され、種々の加工が施されて再びロール状に巻かれたり平判にカットされて集積される。 上記静電気浮上式除塵装置Dは、シート材に印刷やラミネートなどの手が加えられる前に用いても、あるいは手が加えられた後に用いても良い。後加工工程においても加工工程と同様である。
前記静電気浮上式除塵装置Dは、シート材1を移送する製造ラインまたは加工ラインに沿って設けられている。
この静電気浮上式除塵装置Dは、移送中のシート材1の少なくとも一面側にイオン発生装置3が配置され、該イオン発生装置3がシート材1にイオン風を吹き付けてシート材1と付着物の静電気を除電する。
このイオン発送装置3より下流側には、前記シート材1に近接して静電気発生ロール4が図示しない保持手段によって定位置で回転可能に支持されている。
また、前記静電気発生ロール4より下流側には、シート材1に上流側へ向かう送風を吹き付けて付着物をシート材1から離脱させるエアー吹き付けノズル7が設けられている。
そして、前記静電気発生ロール4に接して回転するように粘着ロール8が保持手段で保持されており、前記静電気発生ロール4に付着した付着物を転着して捕集する構成となっている。
このため、前記イオン発生装置3は、1台に限らず、シート材1の帯電量に応じて複数の台数を使用することができる。
また、前処理として、静電気軽減装置2を設けてシート材1及び付着物の静電気をあらかじめ軽減しておくこともできる。
あらかじめ静電気を軽減しておくと後の除塵操作で両者を引き離すことが容易になる。
この際、静電気を軽減する方法としては、シート材1に傷などの損傷を与えない範囲で除電ブラシや除電シートなどを使用した除電バーなどを用いることもできる。
さらにこの後、シート材1の面に近接して設けられた静電気発生ロール4により付着物は浮上力が生じ、該静電気発生ロール4に付着しようとする。
この際、静電気発生ロール4に帯電させる静電気の電圧は、±3000V以上とすることが望ましい。
±3000Vに達していないと、付着物に十分な浮上力を生じさせることができない場合がある。
静電気発生ロール4を帯電させる方法としては、電気的に荷電する方法を用いても、例えばプラスチック材料で作成した回転するロールに異種の材料を擦り合わせるなどして物理的に静電気を発生させてもよい。
物理的に静電気を発生させる場合、その材料としては多くの組合せが知られているが、必要な静電気の電圧が得られるものであれば任意の組合せのものを使用することができる。
また、静電気発生ロール4の回転方向は任意であるが、仮に静電気発生ロール4に一度付着した付着物の脱落があったとしても、静電気発生ロール4により再捕集できるため、シート材1の進行方向とは逆向きにした方が好ましい。
静電気発生ロール4の回転速度は周速で70m/sec以下とすることが好ましい。
周速が70m/secより大きいと静電気発生ロール4の僅かな偏芯でシート材1に接触して損傷を与えてしまうことがあるとともに、静電気発生ロール4周辺に気流の乱れを生じて浮上した付着物を散らしてしまうことがある。
更に、該静電気発生ロール4とシート材1との間隔は1〜7mmの範囲とすることが望ましい。
間隔が1mm未満の場合、シート材1と静電気発生ロール4が接触してシート材1に損傷を与えることがあり好ましくない。
逆に間隔が7mmより大きいと静電気発生ロール4から付着物までの距離が大きすぎて、静電気力により付着物に十分な浮上力を生じさせることができない場合がある。
本実施例の静電気浮上式除塵装置2では、静電気発生ロール4により付着物を浮上させるにあたり、該静電気発生ロール4の下流側にエアー吹き付けノズル7を設置しており、該ノズル7から上流側へ向かって送風を行うことにより付着物を浮上させてシート材1から引き離す。
前記ノズル7から吹き付けられたエアーにより付着物のシート材1からの離脱を助けるとともに、静電気発生ロール4への付着物の付着を容易にすることができる。
この際に吹き付けるエアー量は、シート材1の幅や走行速度によって適宜設定すればよいが、概略、仮にシート幅1000mmとした場合、25〜50m3/Hr程度とすればよい。
25m3/Hrより少ない場合は付着物の離脱を促すことができない場合があり、50m3/Hrより多い場合は付着物を吹き飛ばしてシート材に再付着させてしまうことがある。
但し、装置周辺の空気の流れや装置の設置環境などにより適当な風量は異なるため、必ずしもこの範囲に風量は限定されるものではない。
また、エアー吹き付けノズル7からのエアーの吹き付け中心角度は、走行するシート材1に対し直角から平行までの90度の間で適宜設定すればよい。
但し、装置周辺の空気の流れや装置の設置環境などにより適当な吹き付け角度は異なるため、必ずしもこの範囲に角度は限定されるものではない。
以上の様にしてシート材1に付着した付着物はシート材1から取り除かれる。
取り除かれた付着物はいろいろな方法で捕集することができるが、上記した静電気浮上式の除塵装置では付着物は静電気発生ロール4に静電気的に付着する。
このため静電気発生ロール4に付着した付着物を、静電気発生ロール4に接して回転する粘着ロール8を設け、これに転着させて捕集することが最も効率的である。
この際、使用する粘着ロールの材質としては、ゴム硬度10度程度のゴムロールなどが好適に使用できる。
また、該粘着ロールは定期的に中性洗剤などで拭き取るなどして補集された付着物を除去すればよい。
さらには、静電気発生ロール4の上流側に、下流側に設置されたエアー吹き付けノズル7と対向してエアー吸引ノズル9を設けてもよい。
上記吸引ノズル9を設けることにより、浮上した付着物を静電気発生ロール4に付着する前に吸引ノズル9へ運んで図示しないフィルターなどで捕集することができる。
また、エアー吹き付けノズル7からエアー吸引ノズル9へと気流が生じることになるので、少量のエアーでも流速が速くなり、エアーの吹き付け効果および集塵効果を高めることができ、大容量のエアー吸引装置は特に必要としない。
また、金属片や砂粒などといった高比重物や非帯電性の異物までも除去することも可能となる。
このようにエアー吸引ノズル9を設ける場合は、エアー吸引風量はエアー吹き付け風量に対し、大きめに設定すればよく、シート材1の幅や走行速度によって適宜設定すればよい。概略、仮にシート幅1000mmとした場合、500m3/Hr以上とすればよい。500m3/Hrより少ない場合は付着物の吸引を十分に行うことができない場合がある。但し、装置周辺の空気の流れや装置の設置環境などにより適当な風量は異なるため、必ずしもこの範囲に風量は限定されるものではない。
なお、この静電気浮上式除塵装置Dを通り抜けたシート材1は、印刷や、ラミネートされたり、巻き取り、断裁されたりするが、シート材1には静電気が残留していることがあり、新たに塵などが付着することもあるため、後処理として除電装置にて静電気を中和しておくとより好ましい。
この場合にもイオン発生装置を用いてもよく、前処理と同様の静電気軽減装置を用いることもできる。
シート材1としてカートン用原紙339g/m2の両側にLDPEがラミネートされたミルクカートン用紙(用紙幅600mm)の表面に輪転UVオフセット印刷を施して打ち抜き加工を行う工程において、ロール状の原紙を繰り出されてから輪転オフセット印刷ユニットに入るまでのラインLの間に、図1に示す実施例1の静電気浮上式除塵装置Dを設置した。
前記ラインLは、図示例ではガイドローラRによって規制され、シート材1が矢印方向に牽引されている。
シート材1には、イオン発生装置3によってイオン風を吹き付け、シート材1の静電気を中和除電させる。
この際、イオン発生装置3として株式会社キーエンス製イオン発生装置SJ−B01を2台用いたが、その吹き付け条件はイオン発生ノズルをシート巾方向に50mmピッチとし、シート材1表面より50mm離して設置する。
その結果、シート材1の静電気の帯電は−12000Vであったものが−100Vとなった。
本実施例の静電気発生ロール4は、PVDF製の直径100mm,肉厚5.3mm,長さ1000mmのプラスチックチューブ4aを有し、その内面にフェルト製の静電気発生用ブラシ5を接触させ、上記プラスチックチューブ4aをシート材1の移送方向とは反対方向に70rpmで回転させることで物理的に負の静電気を帯電させている。
この時、プラスチックチューブ4a表面の帯電量は−12000Vであった。 なお、静電気発生ロール4とシート材1の間隔は2mmとし、プラスチックチューブ4aの内部には低湿度状態を保つため中央に設けたドライエア供給シャフト6からドライエアーを風量1m3/Hrで供給する。
また、静電気発生ロール4の上流側にはエアー吸引ノズル9が設置してある。
該エアー吸引ノズル9の吸引風量は600m3/Hrとし、吸引ノズル9から延びる送風管9aにエアフィルター(図示せず)を設置して付着物を捕集できるようにしている。
粘着ロール8としては、テクノロール株式会社製クリーンダッシュゴム(ゴム硬度10度)を用いた。
上記した静電気浮上式除塵装置Dを通過して、シート材1は印刷ユニットに向かうが、シート材1には静電気が残留していることがあり、後処理として除電装置で静電気を中和しておくことが望ましい。そこで、除電バー10を設けて除電処理を行った。
また、該当エアフィルターにはシート材1に当初から混入していた紙粉0.15グラムも補集された。
なお、当静電気浮上式除塵装置にて必要とした全消費電力は0.7kWであった。
前記ラインLは、図示例ではガイドローラRによって規制され、シート材1が矢印方向に牽引されている。
シート材1はまず、前処理として静電気軽減装置2を用いて静電気を軽減する。 図示例で静電気軽減装置2は除電バーである。
引き続きイオン発生装置3を用いてイオンを吹き付け、シート材1の静電気を中和除電させる。
ここで、静電気発生ロール4は、PVDF製の直径100mm,肉厚5.3mm,長さ1500mmのプラスチックチューブ4aを有しており、その内面にフェルト製の静電気発生用ブラシ5を接触させ、プラスチックチューブ4aをシート材1と反対方向となる方向に75rpmで回転させることで物理的に負の静電気を帯電させる。
この時、プラスチックチューブ4a表面の帯電量は−10000Vであった。
静電気発生ロール4の下流側にはドライエアー吹き付け装置7が設置してある。 該エアー吹き付け装置7からのドライエアーの風量は40m3/Hrとし、その吹き付け角度はシート材1に対し60度と設定している。
粘着ロール8は、本実施例ではテクノロール株式会社製クリーンダッシュゴム(ゴム硬度10度)を用いている。
上記した静電気浮上式除塵装置Dを通り抜けたシート材1は押出しラミネート装置に入る前に、後処理として、イオン吹き付け式静電気除去装置11(株式会社キーエンス製SJ−B01)を用い除電処理が行われる。
なお、当静電気浮上式除塵装置にて必要とした全消費電力は0.3kWであった。
また、捕集手段は、前記実施例では粘着ロールを例示したが、その他の静電気発生ロールに接触し、あるいは非接触での構造で静電気発生ロールに付着した付着物を除去捕集する構造を用いてもよい。
その他、要するにこの発明の要旨を変更しない範囲で種々設計変更ししうること勿論である。
2 静電気軽減装置
3 イオン発生装置
4 静電気発生ロール
5 静電気発生用ブラシ
6 ドライエア供給シャフト
7 エアー吹き付けノズル
8 粘着ロール
9 エアー吸引ノズル
10 除電バー
11 イオン吹き付け式静電気除去装置
Claims (5)
- シート材を移送するラインに沿って設けられてシート材に付着した付着物を移送中に取り除く静電気浮上式除塵装置において、
移送中のシート材の少なくとも一面側で、イオン風を吹き付けてシート材と付着物の静電気を除電するイオン発生装置と、
該イオン発送装置より下流側で、前記シート材に近接して設けられ、付着物を吸着可能な静電気発生ロールと、
該静電気発生ロールに付着した付着物を静電気発生ロールから捕集する捕集手段と、
前記静電気発生ロールより下流側に設けられて、シート材に上流側へ向かう送風を吹き付けて付着物をシート材から離脱させるエアー吹き付けノズルとからなることを特徴とする静電気浮上式除塵装置。 - 静電気発生ロールの上流側で、下流側に設置されたエアー吹き付けノズルと対向する位置にエアー吸引ノズルを設けてなることを特徴とする請求項1に記載の静電気浮上式除塵装置。
- イオン発生装置より上流側に、イオン発生装置でイオン風を吹き付けてシート材と付着物とを除電するより前にシート材及び付着物の静電気をあらかじめ軽減する静電気軽減装置を設けてなることを特徴とする請求項1または2に記載の静電気浮上式除塵装置。
- 捕集手段が、前記静電気発生ロールに接して回転すると共に、前記静電気発生ロールに付着した付着物を転着して捕集する粘着ロールからなっていることを特徴とする請求項1に記載の静電気浮上式除塵装置。
- シート材の製造ラインまたは加工ラインに沿って移送されるシート材の少なくとも一面側に、イオン発生装置よりイオン風を吹き付けてシート材と付着物の静電気を除電し、シート材に近接して設けられた静電気発生ロールを設け、該静電気発生ロールの下流側に設置されたエアー吹き付けノズルからの上流側へ向かう送風により付着物を浮上させてシート材から離脱させ、静電気発生ロールに付着した付着物を、静電気発生ロールに接して回転する粘着ロールに転着さて補集することを特徴とする静電気浮上式除塵方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003347648A JP2005111345A (ja) | 2003-10-06 | 2003-10-06 | 静電気浮上式除塵装置およびその方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003347648A JP2005111345A (ja) | 2003-10-06 | 2003-10-06 | 静電気浮上式除塵装置およびその方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005111345A true JP2005111345A (ja) | 2005-04-28 |
Family
ID=34540087
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003347648A Pending JP2005111345A (ja) | 2003-10-06 | 2003-10-06 | 静電気浮上式除塵装置およびその方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005111345A (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103611665A (zh) * | 2013-11-29 | 2014-03-05 | 淄博新力塑编有限公司 | 涂膜机基布涂覆前除尘装置 |
| KR101523693B1 (ko) * | 2009-03-23 | 2015-05-28 | 반도 카가쿠 가부시키가이샤 | 클리닝 시스템 |
| JP2015218419A (ja) * | 2014-05-21 | 2015-12-07 | 株式会社リコー | インクジェット記録装置及び画像形成方法 |
| KR101594847B1 (ko) * | 2014-10-23 | 2016-02-17 | 주식회사 청하 | 도장대체 필름시트의 제조장치 및 이를 이용한 제조방법 |
| CN106163681A (zh) * | 2014-03-28 | 2016-11-23 | 蒂森克虏伯钢铁欧洲股份公司 | 用于非接触式的轧辊清洁的装置和方法 |
| CN108296227A (zh) * | 2018-02-06 | 2018-07-20 | 钱月珍 | 溶液除尘装置 |
| CN108889719A (zh) * | 2018-08-30 | 2018-11-27 | 佛山市南海区新永泰胶粘制品有限公司 | 一种离型涂布的高效除尘装置 |
| CN109264471A (zh) * | 2018-09-10 | 2019-01-25 | 嘉兴市芸芸纺织有限公司 | 一种用于涤纶面料生产的除尘装置 |
| CN110961411A (zh) * | 2019-11-19 | 2020-04-07 | 长沙永昌车辆零部件有限公司 | 一种密封条表面除尘设备及使用方法 |
| CN114578775A (zh) * | 2022-03-07 | 2022-06-03 | 江西鑫铂瑞科技有限公司 | 一种总控制台图形化在线建模方法及系统 |
| KR102524228B1 (ko) * | 2021-12-31 | 2023-04-21 | 주식회사 마이크로원 | 벨트 컨베이어 잔여 분진을 제거하기 위한 벨트 크리닝 장치 및 이를 이용한 집진 시스템 |
| CN117019772A (zh) * | 2023-10-08 | 2023-11-10 | 宁德时代新能源科技股份有限公司 | 除尘机构、极片除尘装置及电池生产系统 |
-
2003
- 2003-10-06 JP JP2003347648A patent/JP2005111345A/ja active Pending
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101523693B1 (ko) * | 2009-03-23 | 2015-05-28 | 반도 카가쿠 가부시키가이샤 | 클리닝 시스템 |
| CN103611665A (zh) * | 2013-11-29 | 2014-03-05 | 淄博新力塑编有限公司 | 涂膜机基布涂覆前除尘装置 |
| CN106163681A (zh) * | 2014-03-28 | 2016-11-23 | 蒂森克虏伯钢铁欧洲股份公司 | 用于非接触式的轧辊清洁的装置和方法 |
| JP2015218419A (ja) * | 2014-05-21 | 2015-12-07 | 株式会社リコー | インクジェット記録装置及び画像形成方法 |
| KR101594847B1 (ko) * | 2014-10-23 | 2016-02-17 | 주식회사 청하 | 도장대체 필름시트의 제조장치 및 이를 이용한 제조방법 |
| CN108296227B (zh) * | 2018-02-06 | 2021-03-02 | 广州筑巢美容有限公司 | 溶液除尘装置 |
| CN108296227A (zh) * | 2018-02-06 | 2018-07-20 | 钱月珍 | 溶液除尘装置 |
| CN108889719A (zh) * | 2018-08-30 | 2018-11-27 | 佛山市南海区新永泰胶粘制品有限公司 | 一种离型涂布的高效除尘装置 |
| CN109264471A (zh) * | 2018-09-10 | 2019-01-25 | 嘉兴市芸芸纺织有限公司 | 一种用于涤纶面料生产的除尘装置 |
| CN110961411A (zh) * | 2019-11-19 | 2020-04-07 | 长沙永昌车辆零部件有限公司 | 一种密封条表面除尘设备及使用方法 |
| KR102524228B1 (ko) * | 2021-12-31 | 2023-04-21 | 주식회사 마이크로원 | 벨트 컨베이어 잔여 분진을 제거하기 위한 벨트 크리닝 장치 및 이를 이용한 집진 시스템 |
| CN114578775A (zh) * | 2022-03-07 | 2022-06-03 | 江西鑫铂瑞科技有限公司 | 一种总控制台图形化在线建模方法及系统 |
| CN114578775B (zh) * | 2022-03-07 | 2023-04-25 | 江西鑫铂瑞科技有限公司 | 一种总控制台图形化在线建模方法及系统 |
| CN117019772A (zh) * | 2023-10-08 | 2023-11-10 | 宁德时代新能源科技股份有限公司 | 除尘机构、极片除尘装置及电池生产系统 |
| CN117019772B (zh) * | 2023-10-08 | 2024-02-23 | 宁德时代新能源科技股份有限公司 | 除尘机构、极片除尘装置及电池生产系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005111345A (ja) | 静電気浮上式除塵装置およびその方法 | |
| FI109097B (fi) | Pölyhiukkasten poisto materiaalirainalta | |
| KR20110099255A (ko) | 가요성 웨브를 세척하기 위한 장치 및 방법 | |
| EP2326433B1 (en) | Surface cleaning | |
| JP2003225625A (ja) | 基板又はシート等の除塵方法とその方法を使用した基板又はシート等の除塵装置 | |
| TW201540382A (zh) | 清潔裝置 | |
| JP5883614B2 (ja) | ナノファイバー積層体の製造方法 | |
| JP2010082517A (ja) | フィルムの洗浄システム | |
| JPH0777632B2 (ja) | プレート状材料の静電塗装装置 | |
| JP2008093495A (ja) | シート状物の付着異物除去方法とその装置 | |
| JP2017155366A (ja) | 不織布の製造方法および製造装置 | |
| US8139993B2 (en) | Web cleaning systems including an electrostatic cleaning brush and methods of cleaning printed webs | |
| JP2003103224A (ja) | 除塵方法および除塵装置 | |
| JP2009053655A (ja) | ラビング処理方法および装置 | |
| JP2010221076A (ja) | 異物除去装置、異物除去方法及びシート状物 | |
| JP4952115B2 (ja) | 液体除去装置およびウェブ処理装置 | |
| JP2008103659A (ja) | プリント及びフレキシブル配線板クリーニングマシン | |
| JPH08173922A (ja) | 粉体が付着した物品の洗浄方法およびその装置 | |
| JP2006192415A (ja) | 異物除去装置 | |
| JP2009160536A (ja) | 付着異物除去装置、付着異物除去方法及びシート状物 | |
| JPH05269452A (ja) | シート状物用除塵装置 | |
| JP2002263758A (ja) | 鋼板用クリーナ装置及び異物除去方法 | |
| JP2006130372A (ja) | シート清掃装置及びシート加工機 | |
| JP2013123748A (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP3481619B2 (ja) | 未露光の感光性製品ストリップの清浄装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050624 |
|
| A977 | Report on retrieval |
Effective date: 20080310 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20080409 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080602 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080702 |
|
| A02 | Decision of refusal |
Effective date: 20081105 Free format text: JAPANESE INTERMEDIATE CODE: A02 |