JP2004358538A - ロッカーアームの製造方法 - Google Patents
ロッカーアームの製造方法 Download PDFInfo
- Publication number
- JP2004358538A JP2004358538A JP2003162655A JP2003162655A JP2004358538A JP 2004358538 A JP2004358538 A JP 2004358538A JP 2003162655 A JP2003162655 A JP 2003162655A JP 2003162655 A JP2003162655 A JP 2003162655A JP 2004358538 A JP2004358538 A JP 2004358538A
- Authority
- JP
- Japan
- Prior art keywords
- rocker arm
- intermediate material
- cold forging
- manufacturing
- maximum diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/20—Making machine elements valve parts
- B21K1/205—Making machine elements valve parts rocker arms
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L2303/00—Manufacturing of components used in valve arrangements
- F01L2303/01—Tools for producing, mounting or adjusting, e.g. some part of the distribution
Abstract
【解決手段】所定長さに切断して得た円柱状の素材を、第二工程で、軸方向に圧縮加工して、その軸方向中間部で直径が最大となった樽状の第一中間素材33を造る。次いで、第三工程で、この第一中間素材33の径方向両側から、可動型と固定型との間でこの第一中間素材33を圧縮加工する事により、ロッカーアームの大まかな形状及び寸法を有する第二中間素材34aを造る。この第二中間素材34aを構成する各側壁部2aを、略三角形に形成する。
【選択図】 図8
Description
【発明の属する技術分野】
この発明は、エンジンの動弁機構に組み込み、カムシャフトの回転を弁体(吸気弁及び排気弁)の往復運動に変換する為のロッカーアームの製造方法に関する。
【0002】
【従来の技術】
レシプロエンジン(往復ピストンエンジン)には、一部の2サイクルエンジンを除き、クランクシャフトの回転と同期して開閉する吸気弁及び排気弁を設けている。この様なレシプロエンジンでは、上記クランクシャフトの回転と同期して(4サイクルエンジンの場合には1/2の回転速度で)回転するカムシャフトの動きを、ロッカーアームにより、上記吸気弁及び排気弁に伝達し、これら吸気弁及び排気弁をそれぞれの軸方向に往復運動させる場合がある。
【0003】
この様なエンジンの動弁機構に組み込むロッカーアームとして従来一般的には、鋳造品(鋳鉄品或はアルミニウムダイキャスト品)を使用していた。又、近年、鋼板等の金属板にプレス加工を施す事により上記ロッカーアームを造る事も考えられ、一部で実施されている。但し、この様な鋳造品のロッカーアームや、金属板製のロッカーアームの場合には、製造作業に要する時間が長くなったり、材料の無駄が多くなる事により、コストが嵩むと言った問題がある。
【0004】
これに対して、特許文献1に記載されている様に、金属線材を所定長さに切断して得た素材(ブランク)に冷間鍛造を施す事によりロッカーアームを製造する方法が提案されている。特許文献1によると、ロッカーアームを金属線材から成る素材に潤滑被膜層を形成して冷間鍛造を施す事により造る場合には、亀裂の発生がなく高精度に製造でき、作業性を良好にできるとしている。又、ロッカーアームをこの様な冷間鍛造により造る場合には、熱間鍛造により造る場合に比べて、形状精度及び寸法精度を高くできる。図18〜25は、特許文献1に記載された、ロッカーアームの製造方法に関する発明を表している。尚、このロッカーアームの製造方法に就いては、上記特許文献1に詳しく記載されている為、ここでは簡単に説明する。ロッカーアーム1は、図18に示す様に、互いにほぼ平行な1対の側壁部2、2と、これら両側壁部2、2の長さ方向両端部同士を連結する第一の連結部3及び第二の連結部4とを有する。これら第一の連結部3及び第二の連結部4のうち、第一の連結部3は、弁体の基端部を突き当てる為の第一の係合部6を、第二の連結部4は、ラッシュアジャスタ等の揺動支持部材の先端部を突き当てる為の第二の係合部7を、それぞれ有する。
【0005】
又、特許文献1には記載されていないが、実際に使用するロッカーアームの場合には、上記両側壁部2、2の長さ方向中間部に1対の円孔を、互いに同心に形成し、これら両円孔に、カムと係合するローラを回転自在に支持する為の支持軸の両端部を支持自在とする。又、上記各側壁部2、2は、略菱形に形成している。
【0006】
上述の様なロッカーアーム1を造る作業は、次の様にして行なう。先ず、図19に示す様に、回転支持装置8にコイル状に巻回した金属線材9の端部を、冷間鍛造成形機10に設けたローラ式線材供給機構11により引き出して、この冷間鍛造成形機10の内部に導入する。上記金属線材9は、断面が矩形状である。又、この金属線材9を予めリン酸亜鉛等の潤滑液槽に漬け込む事により、この金属線材9の外周面に潤滑皮膜層を形成しておく。そして、第一工程として、図20に示す様に、上記冷間鍛造成形機10に設けた切断機構12で、上記金属線材9を所定長さに切断する事により、図21に示す様な直方体状の素材(ブランク)13を造る。尚、上記冷間鍛造成形機10は、横型多段式鍛造成形機と呼ばれるもので、内側に固設されたダイブロック14と、このダイブロック14に対し接近又は離隔(遠近動)する様に水平方向に往復運動するラム15とを備える。このうちのダイブロック14には、複数の固定型16a〜16dを、水平方向に互いに間隔をあけて配置している。又、上記ラム15の一部で、これら固定型16a〜16dと対向する位置に、複数の可動型17a〜17dを、それぞれ型ホルダ18a〜18dを介して配置している。そして、これら各固定型16a〜16dと各可動型17a〜17dとを配置した部分に、第一の鍛造ステーション19と第一の打ち抜きステーション20と第二の鍛造ステーション21と第二の打ち抜きステーション22とを設けている。前記第一工程により得られた直方体状の素材13は、上記冷間鍛造成形機10に設けた素材旋回供給機構23により、この素材13の向きを90度変えつつ、上記第一の鍛造ステーション19に供給する。
【0007】
この第一の鍛造ステーション19では、第二工程として、図22に詳示する様に、可動型17aにより固定型16aに、上記素材13を水平方向に打ち込む事で、この素材13に冷間鍛造を施して、ロッカーアーム1の大まかな形状及び寸法を有する第一中間素材24を造る。この際、この第一中間素材24の厚さ方向中間部外周面にバリ25が、全周に亙り形成される。この様な冷間鍛造を行なう上記素材13の外周面には予め潤滑皮膜層を形成している為、上記固定型16a及び可動型17aの内面と、この素材13の外面との間で作用する摩擦を小さく抑えられる。そして、この構成により、上記第一中間素材24の成形作業性及び形状精度を良好にできる。この様な第二工程により得られた第一中間素材24は、上記固定型16aと可動型17aとの間から取り出して、第一の打ち抜きステーション20に供給する。
【0008】
この第一の打ち抜きステーション20では、第三工程として、図23に詳示する様に、固定型16bの通孔26内に設けた筒状の押し出し部材27の先端面と、筒状の可動型17bの先端面との間で、上記第一中間素材24のうち、上記バリ25を除いた本体部分を挟持する。そして、上記通孔26内にこの本体部分を引き込む事により、このバリ25を、この通孔26の開口端周縁部で除去する。これと同時に、上記押し出し部材27の内側に設けた孔あけ用パンチ28により、上記第一中間素材24の中間部を打ち抜いて、透孔29を有する第二中間素材30を造る。この様な第三工程により得られた第二中間素材30は、上記固定型16bと可動型17bとの間から取り出して、第二の鍛造ステーション21に供給する。
【0009】
この第二の鍛造ステーション21では、第四工程として、図24に詳示する様に、可動型17cにより固定型16cに、上記第二中間素材30を水平方向に打ち込む事により、この第二中間素材30に冷間鍛造を施して、完成品に近い寸法及び形状を有する第三中間素材31を造る。この際、この第三中間素材31の厚さ方向中間部外周面と透孔29の内周面とに、それぞれバリ25a、25bが形成される。この様な冷間鍛造を行なう第二中間素材30の外面には、予め潤滑皮膜層を形成している為、上記固定型16c及び可動型17cの内面と、上記第二中間素材30の外面との間での摩擦を小さく抑えられる。そして、この構成により、上記第三中間素材31の成形作業性及び形状精度を良好にできる。この様な、第四工程が終了したならば、上記固定型16cと可動型17cとの間から上記第三中間素材31を取り出して、この第三中間素材31を第二の打ち抜きステーション22に供給する。
【0010】
この第二の打ち抜きステーション22では、第五工程として、図25に詳示する様に、前記第三工程の場合と同様にして、上記第三中間素材31の外周面に形成されたバリ25aを除去する。これと同時に、この第三中間素材31の透孔29の内周面に形成されたバリ25bも除去して、ロッカーアーム1の完成品とする。このロッカーアーム1は、上記第二の打ち抜きステーション22の固定型16dと可動型17dとの間から、例えば図示しない取り出し用チャックにより所定位置に取り出す。又、特許文献1には記載されていないが、実際に使用するロッカーアームの場合には、別の加工機械を用いて、各側壁部2(図18参照)の中間部で互いに整合する位置に1対の円孔を形成する為の孔あけ加工を行なう。
【0011】
上述の様に構成する特許文献1に記載されたロッカーアームの製造方法の場合には、ロッカーアーム1を多段式の冷間鍛造機により製造する為、製造作業に要する時間を或る程度短縮でき、作業性を良好にできる。
【0012】
【特許文献1】
特開平10−328778号公報
【0013】
【発明が解決しようとする課題】
上述した特許文献1に記載されたロッカーアームの製造方法の場合には、第一中間素材24及び第三中間素材31の一部にバリ25、25a、25bが形成される。この為、このバリ25、25a、25bの分、材料費が嵩む。特に、特許文献1に記載されたロッカーアームの製造方法の場合には、このバリ25、25a、25bの容積が多くなる。次に、この理由に就いて説明する。上記特許文献1に記載されたロッカーアームの製造方法により得るロッカーアーム1は、1対の側壁部2、2が略菱形に形成されている。そして、これに伴って、前記第一の鍛造ステーション19で前記第二工程により造る第一中間素材24を、断面H字形で、各側壁部2(図18参照)となるべき部分の幅方向の寸法が、長さ方向中央寄りから長さ方向両端に向かう程小さくなった形状としている。これに対して、上記第二工程で冷間鍛造を施すべき素材13は、軸方向(長さ方向)に対し直交する方向に関する断面形状の面積が、軸方向全長に亙り変化しない直方体状としている。即ち、特許文献1に記載されたロッカーアームの製造方法の場合には、冷間鍛造により得るべき上記第一中間素材24の断面積が長さ方向に関して変化するのにも拘らず、この冷間鍛造を施すべき素材13を、その断面積が軸方向全長に亙り変化しない直方体状としている。この様に、冷間鍛造により得るべき形状と、この冷間鍛造を施すべき素材13の形状とが大きく異なる場合には、後工程で除去すべきバリ25、25a、25bの容積が多くなる。
【0014】
又、バリを積極的に出して加工を行なう事は当業者であれば容易に考え付く事項であり、比較的容易に実施できる。即ち、製品の形状及び寸法は、この製品を得るべく素材又は中間素材を加工する為の金型の形状及び寸法に大きく依存する。従って、素材又は中間素材の容積を、得るべき製品の容積よりも多少大きくしておけば、製品を得る為の加工を容易に行なう事ができ、加工の都度生じた余剰部は、バリとして出して、後工程で切除処理すれば良い。
但し、冷間鍛造で除去すべきバリが多く発生すると、このバリを除去する為の工程が別に必要になるだけでなく、材料費が嵩む原因となる。この為、特許文献1に記載されたロッカーアームの製造方法の場合には、ロッカーアーム1のコストを未だ低減できる余地がある。
本発明のロッカーアームの製造方法は、この様な事情に鑑みて、バリを発生させないか、発生させる場合でもこのバリを少なく抑える事ができる様に工程を設定する事により、冷間鍛造により造るロッカーアームを安価に得るべく発明したものである。
【0015】
【課題を解決するための手段】
本発明のロッカーアームの製造方法は、円形断面を有する金属線材を所定長さに切断する事で得られた素材に冷間鍛造を施す事により造られ、互いに間隔をあけて設けられた1対の側壁部と、これら両側壁部の長さ方向両端寄り部分同士を連結する1対の連結部とを備え、これら各連結部が、弁体若しくは揺動支持部材と係合する係合部を有するロッカーアームを製造するものである。
このロッカーアームを製造する為に、請求項1に記載したロッカーアームの製造方法に於いては、上記素材に第一の冷間鍛造を施す事により、得るべきロッカーアームの長さ方向に関する断面積の変化に対応してその断面積を軸方向に関して変化させた第一中間素材を造る工程と、この第一中間素材に少なくとも第二の冷間鍛造を施す事により、上記各側壁部とこれら各側壁部の一部同士を連結する基部とを設けた第二中間素材を造る工程と、この第二中間素材の基部の長さ方向中間部に透孔を形成する為の孔あけ加工を施し、上記1対の連結部を設けた第三中間素材を造る孔あけ工程とを備える。
【0016】
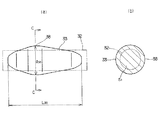
又、請求項2に記載したロッカーアームの製造方法は、上述の請求項1に記載したロッカーアームの製造方法に於いて、上記素材に第一の冷間鍛造を施す事により造る上記第一中間素材が、その直径が軸方向中間部で最大となった樽状である。
【0017】
又、請求項3に記載したロッカーアームの製造方法は、上述の請求項1又は請求項2に記載したロッカーアームの製造方法に於いて、第一中間素材のうちの直径が最大となった最大直径部で、軸方向に対し直交する仮想平面に関する断面積をS1 とし、得るべきロッカーアームを構成する1対の側壁部のうちの長さ方向に関して上記第一中間素材の最大直径部に対応する位置で、この長さ方向に対し直交する仮想平面に関する断面積の合計をS2 とし、孔あけ工程に於いて、孔あけ加工である打ち抜き加工で基部を打ち抜く事により生じる小片の、長さ方向に関して上記第一中間素材の最大直径部に対応する位置で、この長さ方向に対し直交する仮想平面に関する断面積をS3 とした場合に、上記第一中間素材の形状及び寸法を、S1 ≧S2 +S3 を満たす様に規制する。
【0018】
又、好ましくは、請求項4に記載した様に、上述の請求項1〜3の何れかに記載したロッカーアームの製造方法に於いて、上記第一中間素材の上記最大直径部での直径を、得るべきロッカーアームを構成する1対の側壁部のうちの、長さ方向に関してこの最大直径部に対応する位置での、これら両側壁部の外側面同士の間隔とほぼ同じにする。
【0019】
又、好ましくは、請求項5に記載した様に、上述の請求項1〜4の何れかに記載したロッカーアームの製造方法に於いて、上記第一中間素材の軸方向の全長と、得るべきロッカーアームの全長とをほぼ同じ大きさにする。
【0020】
【作用】
上述の様に構成される本発明のロッカーアームの製造方法の場合には、得るべきロッカーアームの製品の形状に応じて、素材及び中間素材の形状と、第一の冷間鍛造以降の工程とを適切に設定する事により、除去すべきバリの発生をなくすか、発生する場合でもこのバリを少なく抑える事ができる。例えば、請求項2に記載したロッカーアームの製造方法の様に、第一中間素材の形状を設定した場合には、各側壁部を略菱形、略三角形等、幅方向寸法が長さ方向中央寄りから長さ方向両端に向かう程小さくなる形状としたロッカーアームを造る場合に、除去すべきバリの発生をなくすか、発生する場合でもこのバリを少なく抑える事ができる。尚、ロッカーアームを上述の様に幅方向寸法が長さ方向中央寄りから長さ方向両端に向かう程小さくなる形状とする場合には、このロッカーアームの軽量化を図れる。しかも、第二の冷間鍛造での、第一中間素材の塑性変形量を少なくできる為、冷間鍛造に使用する型に過大な荷重が加わる事を防止でき、この型の耐久性の向上を図れる。この為、ロッカーアームの量産時での単品のコストを低減できる。又、上記第一中間素材は、軸方向に圧縮する事により樽状に形成できる為、ロッカーアームを得る為の金属線材として、直径が小さいものを使用できる。これらの結果、軽量なロッカーアームを、安価に造れる。尚、上記第一中間素材を中心軸に関して対称な形状としている為、鍛造時にこの第一中間素材の中心軸に関する回転方向の位相を規制する必要がない。又、公知の製造機械である横型多段式の冷間鍛造機を使用すれば、製造の自動化を容易に行なえ、作業性に優れ、製造時間の短縮が図れる為、大幅な製造コストの低減が図れる。又、バリの発生をなくす事ができた場合には、材料費の更なる低減を図れると共に、バリを除去・排出する為の機構が不要になり、冷間鍛造機の型の構造を簡略にできる。更に、得られるロッカーアームの寸法精度及び面精度を向上できる。
【0021】
又、請求項3に記載したロッカーアームの製造方法の場合には、第二の冷間鍛造を行なう際に、第一中間素材の最大直径部付近から他の部分に材料を押し出しつつ、この第一中間素材の各部を塑性変形させる事ができ、成形性を良好にできる。
【0022】
更に、請求項4に記載した好ましい構成によれば、上記第二の冷間鍛造での、上記第一中間素材の塑性変形量を少なくできる為、冷間鍛造に使用する型に過大な荷重が加わる事をより効果的に防止でき、この型の耐久性をより向上できる。この為、ロッカーアームの量産時での単品のコストを、より低減できる。又、上記第二の冷間鍛造の際に上記第一中間素材33の位置を両側壁部の厚さ方向に規制できる為、形状精度を良好にできる。
【0023】
更に、請求項5に記載した好ましい構成によれば、上記第二の冷間鍛造での、上記第一中間素材の軸方向の位置決めを容易に行なえる為、冷間鍛造に使用する型に過大な荷重や偏荷重が加わる事を、より効果的に防止でき、この型の耐久性をより向上できる。又、ロッカーアームの形状精度を良好にできる。
【0024】
【発明の実施の形態】
図1〜17は、本発明の実施の形態の1例を示している。尚、本例の特徴は、ロッカーアーム1aの大まかな形状及び寸法を有する第二中間素材34aを得る為の第三工程の前工程として、所定の形状の第一中間素材33を得る第二工程を備える事により、軽量なロッカーアーム1aを安価に造れる様にする点にある。ロッカーアーム1aの製造装置に就いては、前述の図18〜25に示した製造装置とほぼ同様である為、重複する説明は省略若しくは簡略にし、以下、本例の特徴部分を中心に説明する。
【0025】
本例のロッカーアーム1aは、図1〜3に示す様に、互いにほぼ平行でそれぞれ略三角形に形成した1対の側壁部2a、2aと、これら両側壁部2a、2aの長さ方向(図1の上下方向)両端部同士を連結する第一の連結部3a及び第二の連結部4aとを有する。又、これら両側壁部2、2の長さ方向中間部に1対の円孔5、5を、互いに同心に形成し、これら両円孔5、5に、カムと係合するローラ35を回転自在に支持する為の支持軸の両端部を支持自在としている。
【0026】
又、弁体の基端部を突き当てる為に、上記第一の連結部3aの片面{図1(a)、図2の右側面、図1(b)の表側面}に、第一の係合部である第一の凹部36を形成している。又、ラッシュアジャスタの先端部を突き当てる為に、上記第二の連結部4aの片面{図1(a)の右側面、図1(b)の表側面}に、第二の係合部である第二の凹部40を形成している。尚、本例の場合には、第二の係合部に揺動支持部材としてラッシュアジャスタを係合する例を示しているが、第二の連結部4aにねじ孔を形成し、このねじ孔部分にアジャストねじを螺着する構造に関しても、本発明を適用できる。又、本例の場合には、図3に詳示する様に、上記各円孔5の軸方向外側の開口端周縁部に母線が直線である、摺鉢状の面取り37を形成する事もできる。この面取り37は、これら各円孔5のうちの一方の円孔5に前記支持事軸の端部の挿入作業を容易に行なえる様にすると共に、この支持軸の両端部外周縁を上記各円孔5、5の開口端周縁部にかしめ固定する為に利用する。
【0027】
上述の様に構成する本例のロッカーアーム1aは、図4に示す様にして製造する。次に、このロッカーアーム1aの製造方法を詳しく説明する。先ず、回転支持装置8にコイル状に巻回した金属線材の端部を、冷間鍛造成形機10に設けたローラ式線材供給機構11(図19参照)等により、この冷間鍛造成形機10の内側に導入する。又、本例の場合には、上記金属線材の断面を円形としている。又、この金属線材は、予めリン酸亜鉛等の潤滑化成液槽に漬け込む事によりその外周面にリン酸亜鉛皮膜等の潤滑皮膜層を形成しておく。そして、第一工程として、上記冷間鍛造成形機10に設けた切断機構12(図20参照)で、上記金属線材を所定長さに切断する事により、図5に示す様な円柱状の素材(ブランク)32を造る。尚、本例でロッカーアームを製造する為に使用する冷間鍛造成形機10は、前述の図19、20、22〜25に示した製造装置とほぼ同様である。この為、以下の説明では、上記冷間鍛造成形機10の具体的構造は省略若しくは簡略にする。又、本例で使用する冷間鍛造成形機10は、前述の図19、20、22〜25に示したものと異なり、ロッカーアーム1aの製造工程でバリを発生させない。
【0028】
上記第一工程で得られた円柱状の素材32は、上記冷間鍛造成形機10に設けた第一の鍛造ステーションに、向きを変える事なく移動する。そして、第二工程として、上記素材32を、可動型により固定型に、水平方向に打ち込んで、この素材32を軸方向に圧縮する、第一の冷間鍛造(予備成形)を施し、図6に示す様な形状を有する第一中間素材33を造る。この第一中間素材33は、得るべきロッカーアーム1aの長さ方向に関する断面積の変化に対応してその断面積を軸方向に変化させた形状を有する。即ち、上記第一中間素材33は、直径が軸方向中間部で最大となった樽状の形状を有する。即ち、この第一中間素材33は、中間部に設けた、直径が最大となった最大直径部38から軸方向両端に向かう程、直径が小さくなっている。又、この第一中間素材33の軸方向両端面を、ほぼ平坦面としている。尚、上記最大直径部38の軸方向位置は、前記1対の側壁部2a、2aの位置に合わせて規制し、軸方向中間部であるが、必ずしも軸方向中央部ではない。
【0029】
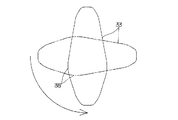
上記第一中間素材33を形成したならば、続いて、上記冷間鍛造成形機10に設けた素材旋回供給装置23(図20参照)により、図7に示す様に、上記第一中間素材33の向きを90度変えつつ、この第一中間素材33を、上記第一の鍛造ステーションから第二の鍛造ステーションに供給する。
【0030】
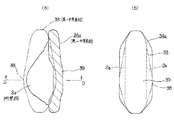
次いで、第三工程として、この第二の鍛造ステーションの可動型により固定型に、上記第一中間素材33を水平方向に打ち込む事により、この第一中間素材33の径方向両側からこの第一中間素材33を圧縮加工する第二の冷間鍛造(第二の予備成形)を施す。そして、図8〜9に示す様な、ロッカーアーム1a(図1〜3)の大まかな形状及び寸法を有する第二中間素材34aを造る。この第二中間素材34aは、1対の側壁部2a、2aと、これら両側壁部2a、2aの幅方向一端縁{図8(a)、図9の右端縁}同士を連結する基部39とを備える。又、この基部39の長さ方向中間部を、上記各側壁部2a、2aと反対側{図8(a)、図9の右側}に少しだけ突出させている。又、本例の場合には、上記第一中間素材33の最大直径部38に対応する位置で、上記第二中間素材34aの各側壁部2a、2aの幅方向{図8(a)、図9の左右方向}の寸法が最大となる様にしている。この様な第二の冷間鍛造を施す第一中間素材33の外周面には予め潤滑皮膜層を形成している為、上記固定型及び可動型の内面と、この第一中間素材33の外面との間で作用する摩擦を小さく抑えられる。そして、この構成により、第二中間素材34aの成形作業性及び形状精度を良好にする。この様な第三工程により得られた第二中間素材34aは、上記固定型と可動型との間から取り出して、第三の鍛造ステーションに供給する。
【0031】
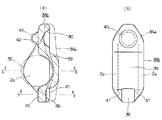
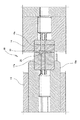
次いで、第四工程として、この第三の鍛造ステーションの可動型44{図10(a)、図12}により固定型43(図12)に、上記第二中間素材34aを水平方向に打ち込む事により、この第二中間素材34aに第三の冷間鍛造(本成形)を施して、図10〜12に示す様な、ロッカーアーム1aの完成品に少し近づいた形状及び寸法を有する、第二中間素材34bを造る。この第二中間素材34bは、上記基部39の長さ方向中間部を、各側壁部2a、2aと反対側に大きく突出させている。又、この基部39の片面{図10(a)の右側面、図10(b)の表側面}の長さ方向両端部を、前記第一、第二の各凹部36、40の大まかな形状及び寸法に形成している。又、上記第三の冷間鍛造では、前記各側壁部2a、2aの形状及び寸法が完成品とほぼ同じになる様に調整する。
【0032】
更に、本例の場合には、上記基部39の長さ方向一端部(図10の下端部)の両側面で、弁体の先端部を突き当てる為の第一の凹部36から幅方向{図10(a)の表裏方向、図10(b)の左右方向、図12の上下方向}に外れた両端部を、上記第三の冷間鍛造を施す際の材料の逃げ部41、41として、これら各逃げ部41、41に固定型43及び可動型44が突き当たらない様にしている。この構成により、これら固定型43と可動型44とに過大な荷重を加わる事を防止でき、これら各型43、44の寿命向上を図れる。この為、ロッカーアーム1aの量産時での単品のコストを低減できる。又、本例の場合には、上記各逃げ部41、41を、上記基部39の長さ方向に関して上記第一の凹部36と同位置と、この第一の凹部36の近くに設けている為、この第一の凹部36を所定の形状及び寸法に精度良く加工し易くできる。
【0033】
更に、上記基部39の長さ方向他端部(図10の上端部)の他面{図10(a)の左側面、図10(b)の裏側面}で、ラッシュアジャスタの先端部を突き当てる為の第二の凹部40と反対側位置を、上記第三の冷間鍛造を施す際の材料の第二の逃げ部42としている。この構成により、上記固定型43と可動型44とに過大な荷重が加わる事を、より効果的に防止できる。又、上述の様に、上記基部39のうちの上記第二の凹部40と反対側位置を第二の逃げ部42としている為、上記第二の凹部40を所定の形状及び寸法に精度良く加工し易くできる。
【0034】
一方、ロッカーアーム1aの完成品の使用時には、各側壁部2a、2aに支持したローラ35の両端面がこれら各側壁部2a、2aの内面に接触する可能性がある。この為、この様にこれら両端面と内面とが接触する場合でも、このローラ35の回転を円滑に行なえる様にすべく、これら各側壁部2a、2aの内面は平坦面とする。この様な第四工程により得られた第二中間素材34bは、上記第三の鍛造ステーションの固定型43と可動型44との間から取り出して、第一の打ち抜きステーションに供給する。
【0035】
次いで、この第一の打ち抜きステーションで行なう孔あけ工程である、第五工程として、固定型と可動型との間で、上記第二中間素材34bのうち、基部39の長さ方向中間部以外の部分を挟持しつつ、この固定型又は可動型の内側に設けた孔あけ用パンチにより、この中間部に打ち抜き加工を施す。そしてこの打ち抜き加工により、図13〜14に示す様な、厚さ方向に貫通する透孔45をその中間部に形成した、第三中間素材46を造る。又、この様に透孔45を形成する事に伴って、各側壁部2a、2aの長さ方向両端部同士を連結する第一、第二の両連結部3a、4aが形成される。更に、上記第五工程では、上記打ち抜き加工と同時に、上記各側壁部2a、2aの幅方向一端部{図13(a)、14の右端部、図13(b)の表側端部}の形状及び寸法を調整する為の鍛造加工を施す事もできる。尚、図14では、上記第三中間素材46と共に、上記打ち抜き加工により上記基部39を打ち抜く事により得た小片(目抜き材)50を合わせて示している。この様な第五工程により得られた第三中間素材46は、上記第一の打ち抜きステーションの可動型と固定型との間から取り出して、第四の鍛造ステーションに供給する。
【0036】
この第四の鍛造ステーションでは、第六工程として、図15〜16に示す様に、可動型48により固定型47に、上記第三中間素材46を水平方向に打ち込む事により、この第三中間素材46に第四の冷間鍛造(サイジング)を施し、第一、第二の各凹部36、40を所定の形状及び寸法に精度良く調整した、図15〜16に示す様な、第四中間素材49を造る。この様な第四の冷間鍛造の場合も、前記第三の冷間鍛造の場合と同様に、第一連結部3aの両側面で、上記第一の凹部36から幅方向{図15(a)の表裏方向、図15(b)の左右方向、図16の上下方向}に外れた両端部を、上記第四の冷間鍛造を施す際の材料の逃げ部41、41として、これら各逃げ部41、41に固定型47及び可動型48が突き当たらない様にしている。そして、この構成により、これら各型47、48の寿命向上を図ると共に、上記第一の凹部36を所定の形状及び寸法に精度良く加工し易くしている。
【0037】
更に、第二の連結部4aの他面{図15(a)の左側面、図15(b)の裏側面}で、第二の凹部40と反対側で対向する位置を、上記第四の冷間鍛造を施す際の材料の第二の逃げ部42としている。そして、この構成により、上記各型47、48の寿命向上を図ると共に、上記第二の凹部40を所定の形状及び寸法に精度良く加工し易くしている。尚、固定型47と可動型48と各逃げ部41、41及び第二の逃げ部42との形状は、本例で示した形状に限らず、必要とする製品形状に基づき変更する事が可能である。
【0038】
尚、上記第四の鍛造ステーションでは、可動型48により固定型47に、上記第三中間素材46を水平方向に打ち込む工程を、必要に応じて繰り返す事により、上記第一、第二の各凹部36、40の形状及び寸法を調整するのと同時に、上記各側壁部2a、2aの平行度の調整や、これら各側壁部2a、2aの内側面同士の間隔及び外側面同士の間隔の調整を行なう事もできる。又、これら各側壁部2a、2aの幅方向一端部に剪断面やかえりが生じた場合に、若干の面押しを行なう事で、この剪断面やかえりを低減、若しくは解消する事もできる。この様な第六工程が終了したならば、上記第四の鍛造ステーションの固定型47と可動型48との間から上記第四中間素材49を取り出して、この第四中間素材49を第二の打ち抜きステーションに供給する。
【0039】
この第二の打ち抜きステーションでは、第七工程として、上記第四中間素材49の各側壁部2a、2aの一部に第二の打ち抜き加工を施して、前述の図1〜3で示したロッカーアーム1aの完成品を造る。本例の場合には、この第二の打ち抜き加工を、前記冷間鍛造成形機10の内部で行なう。この為の方法の一つとして、第四の鍛造ステーションから第二の打ち抜きステーションに上記第四中間素材49を供給する際に、この第二の打ち抜きステーションの固定型及び可動型の先端面と上記各側壁部2a、2aの外側面とが対向する様に、上記第四中間素材49の向きを90度変える方法が考えられる。そして、上記第二の打ち抜きステーションの固定型と可動型との間で、上記第四中間素材49を挟持すると共に、この固定型又は可動型の内側に設けた孔あけ用パンチにより上記各円孔5、5を形成する。又、別の方法として、第四の鍛造ステーションから第二の打ち抜きステーションに上記第四中間素材49を、向きを変更する事なくそのまま供給し、第一〜第四の鍛造ステーションの各可動型44、48を往復移動させる為の駆動機構(スライド機構)の動きを、両側に設けたカム型によりこの往復移動方向と90度異なる方向に変換し、このカム型に取り付けた孔あけ用パンチにより上記各円孔5、5を形成する方法もある。又、本例の場合には、これら各円孔5の軸方向外側の開口端周縁部に面取り37を、これら各円孔5の孔あけ加工と同時に、鍛造加工により形成する。この様にして得られたロッカーアーム1aの完成品は、上記第二の打ち抜きステーションから取り出し用チャックにより、所定位置に取り出す。
【0040】
更に、本例の場合には、前記第二工程で、前記第一中間素材33(図6)の直径が最大となった最大直径部38で、軸方向に対し直交する仮想平面に関する断面積をS1 {図6(b)}とした場合に、S1 が所定の関係を満たす様に、上記第一中間素材33を所定の形状及び寸法に加工する。即ち、得るべきロッカーアーム1aの完成品を構成する1対の側壁部2a、2aのうち、長さ方向に関して上記第一中間素材33の最大直径部38に対応する位置で、この長さ方向に対し直交する仮想平面に関する断面形状a1 、a1 (図17)の面積の合計をS2 とする。又、前記第五工程に於いて、打ち抜き加工で基部39を打ち抜く事により得るべき小片50(図14)の、長さ方向(図14の表裏方向)に関して上記第一中間素材33の最大直径部38に対応する位置で、この長さ方向に対し直交する仮想平面に関する断面形状a2 (図17)の面積をS3 とする。そして、この場合に、上記第一中間素材33の形状及び寸法を、S1 ≧S2 +S3 の関係を満たす様に規制する。
【0041】
又、本例の場合には、上記第一中間素材33の上記最大直径部38での直径d38{図6(a)}を、得るべきロッカーアーム1aの完成品を構成する1対の側壁部2a、2a(図1〜3)のうち、長さ方向に関して上記最大直径部38に対応する位置での、これら両側壁部2a、2aの外側面同士の間隔L1 {図1(b)}とほぼ同じにする(d38≒L1)。又、本例の場合には、上記第一中間素材33の軸方向の全長L38{図6(a)}を、得るべきロッカーアーム1aの全長L2 {図1(b)}とほぼ同じ大きさにする(L38≒L2 )。
【0042】
上述の様に構成する本例のロッカーアームの製造方法の場合には、軽量なロッカーアーム1aを安価に造れる。即ち、本例の場合には、多段式の冷間鍛造成形機を利用してロッカーアーム1aを製造できる製造工程を設定したので、製造の自動化が容易で、作業性が優れると共に、製造時間の短縮が図れる為、大幅な製造コストの低減が図れる。しかも、本例の場合には、第二工程として、所定長さの素材32に第一の冷間鍛造を施して、その直径が軸方向中間部で最大となった樽状の第一中間素材33を造っている。次いで、第三工程として、この樽状の第一中間素材33に第二の冷間鍛造を施して、ロッカーアーム1aの大まかな形状及び寸法を有する第二中間素材34aを造っている。この為、本例の様に、上記ロッカーアーム1aを構成する各側壁部2a、2aを、幅方向寸法が長さ方向中央寄りから長さ方向両端に向かう程小さくなる形状である、略三角形とするのにも拘らず、上記第二の冷間鍛造を施すべき第一中間素材33の形状を、この第二の冷間鍛造により得るべき第二中間素材34aの形状に近付ける事ができる。即ち、この第一中間素材33の形状を、この第二中間素材34aの場合と同様に、長さ方向に対し直交する方向に関する断面積が、長さ方向中央寄りから長さ方向両端に向かう程小さくなった形状とする事ができる。又、上記各側壁部2a、2aを略三角形としている為、前記支持軸の両端部を支持する為の円孔5、5の形成を可能にしつつ、ロッカーアーム1aの軽量化を図れる。従って、本例の場合には、軽量なロッカーアーム1aを得られると共に、除去すべきバリの発生をなくす事ができる。この様に、バリの発生がない様に、各工程を設定し、素材32及び中間素材33、34a、34b、46、49の形状を設定したので、材料費の低減を図れると共に、バリを除去する工程やこの除去の機構、除去したバリを排出する機構が何れも不要になり、冷間鍛造成形機10の金型の構造を簡略にできる。
【0043】
しかも、上記第二の冷間鍛造での、上記第一中間素材33の塑性変形量を少なくできる為、冷間鍛造に使用する型に過大な荷重が加わる事を防止でき、この型の耐久性の向上を図れる。この為、ロッカーアーム1aの量産時での単品のコストを低減できる。又、上記第一中間素材33は、本例の様に、軸方向に圧縮する事により樽状に形成できる為、上記ロッカーアーム1aを得る為の金属線材として、直径が小さいものを使用できる。これらの結果、軽量なロッカーアーム1aを、安価に造れる。又、上記第一中間素材33を中心軸に関し対称な形状としている為、鍛造時にこの第一中間素材33の中心軸に関する(回転方向の)位相を規制する必要がない。
【0044】
更に、本例の場合には、前記第二工程で得られる、上記第一中間素材33の最大直径部38に関する断面積をS1 とし、得るべきロッカーアーム1aを構成する1対の側壁部2a、2aのこの最大直径部38に対応する位置での断面積の合計をS2 とし、第五工程に於いて、打ち抜き加工で基部39を打ち抜く事により得るべき小片50の、上記最大直径部38に対応する位置での断面積をS3 とした場合に、S1 ≧S2 +S3 を満たす様にしている。この為、上記第三工程で、第二の冷間鍛造を行なう際に、第一中間素材33の最大直径部38付近から他の部分に材料を押し出しつつ、この第一中間素材33の各部を塑性変形させる事ができ、成形性を良好にできる。又、この様に第一中間素材33の断面を規制している為、上記各側壁部2a、2aの一部でヒケ(欠肉)が生じると言った、材料の不足を防止する事ができる。
【0045】
更に、本例の場合には、上記第一中間素材33の上記最大直径部38での直径d38を、得るべきロッカーアーム1aの完成品を構成する1対の側壁部2a、2aのうち、長さ方向に関してこの最大直径部38に対応する位置での、これら両側壁部2a、2aの外側面同士の間隔L1 とほぼ同じにしている(d38≒L1 )。この為、上記第二の冷間鍛造での、上記第一中間素材33の塑性変形量を少なくできて、冷間鍛造に使用する型に過大な荷重が加わる事をより効果的に防止でき、この型の耐久性の向上を図れる。この為、ロッカーアーム1aの量産時での単品のコストを、より低減できる。又、上記間隔L1 と上記最大直径部での直径d38とをほぼ同じにしている為、上記第二の冷間鍛造の際に、上記第一中間素材33を上記両側壁部2a、2aの厚さ方向{図1(b)の左右方向}に規制でき、形状精度を良好にできる。
【0046】
又、本例の場合には、上記第一中間素材33の軸方向の全長L38{図6(a)}を、得るべきロッカーアーム1aの全長L2 {図1(b)}とほぼ同じ大きさにしている(L38≒L2 )。この為、上記第二の冷間鍛造での、上記第一中間素材33の軸方向の位置決めを容易に行なえる。この為、冷間鍛造に使用する型に過大な荷重や偏荷重が加わる事を、より効果的に防止でき、この型の耐久性をより向上できる。又、ロッカーアーム1aの形状精度を良好にできる。
【0047】
尚、本例の場合には、各側壁部2a、2aに設ける各円孔5、5を打ち抜き加工により形成しているが、本発明では、これら各円孔5、5を、この打ち抜き加工の代わりに、シェービング加工や、切削加工により形成する事もできる。但し、このうちの切削加工を採用する場合には、ロッカーアームのコストが上昇する原因となる。この為、このロッカーアーム1aのコストの低減を図る面からは、上記各円孔5、5を、打ち抜き加工又はシェービング加工により形成する事が好ましく、より好ましくは、このうちの打ち抜き加工により上記各円孔5、5を形成する。又、冷間鍛造成形機10から取り出した中間素材を別のプレス加工機に搬送して、この別のプレス加工機で上記各円孔5、5の打ち抜き加工を行なう事もできる。
【0048】
又、本例の場合には、金属線材に予めリン酸亜鉛皮膜等の潤滑皮膜層を形成している。但し、冷間鍛造成形機10の金型の内面に潤滑剤を塗布したり、冷間鍛造成形機10の内部に潤滑油を供給する等により、素材32及び第一〜第四中間素材33、34a、34b、46、49の外面と金型の内面との間での摩擦を抑える事もできる。
【0049】
【発明の効果】
本発明は、以上に述べた通り構成され作用するので、軽量なロッカーアームを安価に得られる。
【図面の簡単な説明】
【図1】本発明の実施の形態の1例により得られるロッカーアームの完成品を示しており、(a)は断面図、(b)は(a)の右方から見た図。
【図2】図1(a)のA−A断面図。
【図3】同B−B断面図。
【図4】ロッカーアームの製造方法を示すフローチャート。
【図5】同製造方法の第一工程により得られる素材を示しており、(a)は正面図、(b)は(a)の側方から見た図。
【図6】第二工程により得られる第一中間素材を示しており、(a)は正面図、(b)は(a)のC−C断面図。
【図7】第一の鍛造ステーションから第二の鍛造ステーションへ第一中間素材を移動する際にこの第一中間素材の向きを90度変える状態を示す図。
【図8】第三工程により得られる第二中間素材を示しており、(a)は断面図、(b)は(a)の右方から見た図。
【図9】図8(a)のD−D断面図。
【図10】第四工程により得られる第二中間素材を示しており、(a)は断面図、(b)は(a)の右方から見た図。
【図11】図10(a)のE−E断面図。
【図12】第四工程の鍛造作業の途中の状態を、図10(a)のF−F断面部分で示す図。
【図13】第五工程により得られる第三中間素材を示しており、(a)は断面図、(b)は(a)の右方から見た図。
【図14】同第三中間素材と、第五工程の打ち抜き加工時に生じた小片とを、図13(a)のG−G断面部分で示す図。
【図15】第六工程により得られる第四中間素材を示しており、(a)は断面図、(b)は(a)の右方から見た図。
【図16】第六工程の鍛造作業の途中の状態を、図15(a)のH−H断面部分で示す図。
【図17】得るべきロッカーアームを構成する1対の側壁部の、第一中間素材の最大直径部に対応する位置での断面形状と、第五工程で打ち抜き加工により生じる小片のこの最大直径部に対応する位置での断面形状とを示す図。
【図18】従来から知られたロッカーアームの製造方法により得られたロッカーアームを示しており、(a)は正面図、(b)は(a)の左方から見た図。
【図19】従来から知られたロッカーアームの製造方法によりロッカーアームを製造する状態を示す略斜視図。
【図20】同製造方法に使用する冷間鍛造成形機の部分断面図。
【図21】第一工程により所定長さに切断した素子を示す斜視図。
【図22】冷間鍛造成形機の第一の鍛造ステーションを示す、図20の部分拡大断面図。
【図23】同第一の打ち抜きステーションを示す、図20の部分拡大断面図。
【図24】同第二の鍛造ステーションを示す、図20の部分拡大断面図。
【図25】同第二の打ち抜きステーションを示す、図20の部分拡大断面図。
【符号の説明】
1、1a ロッカーアーム
2、2a 側壁部
3、3a 第一の連結部
4、4a 第二の連結部
5 円孔
6 第一の係合部
7 第二の係合部
8 回転支持装置
9 金属線材
10 冷間鍛造成形機
11 ローラ式線材供給機構
12 切断機構
13 素材
14 ダイブロック
15 ラム
16a〜16d 固定型
17a〜17d 可動型
18a〜18d 型ホルダ
19 第一の鍛造ステーション
20 第一の打ち抜きステーション
21 第二の鍛造ステーション
22 第二の打ち抜きステーション
23 素材旋回供給機構
24 第一中間素材
25、25a、25b バリ
26 通孔
27 押し出し部材
28 孔あけ用パンチ
29 透孔
30 第二中間素材
31 第三中間素材
32 素材
33 第一中間素材
34a、34b 第二中間素材
35 ローラ
36 第一の凹部
37 面取り
38 最大直径部
39 基部
40 第二の凹部
41 逃げ部
42 第二の逃げ部
43 固定型
44 可動型
45 透孔
46 第三中間素材
47 固定型
48 可動型
49 第四中間素材
50 小片
Claims (5)
- 円形断面を有する金属線材を所定長さに切断する事で得られた素材に冷間鍛造を施す事により造られ、互いに間隔をあけて設けられた1対の側壁部と、これら両側壁部の長さ方向両端寄り部分同士を連結する1対の連結部とを備え、これら各連結部が、弁体若しくは揺動支持部材と係合する係合部を有するものであるロッカーアームの製造方法であって、上記素材に第一の冷間鍛造を施す事により、得るべきロッカーアームの長さ方向に関する断面積の変化に対応してその断面積を軸方向に関して変化させた第一中間素材を造る工程と、この第一中間素材に少なくとも第二の冷間鍛造を施す事により、上記各側壁部とこれら各側壁部の一部同士を連結する基部とを設けた第二中間素材を造る工程と、この第二中間素材の基部の長さ方向中間部に透孔を形成する為の孔あけ加工を施し、上記1対の連結部を設けた第三中間素材を造る孔あけ工程とを備えたロッカーアームの製造方法。
- 素材に第一の冷間鍛造を施す事により造る第一中間素材が、その直径が軸方向中間部で最大となった樽状である、請求項1に記載したロッカーアームの製造方法。
- 第一中間素材のうちの直径が最大となった最大直径部で、軸方向に対し直交する仮想平面に関する断面積をS1 とし、得るべきロッカーアームを構成する1対の側壁部のうちの長さ方向に関して上記第一中間素材の最大直径部に対応する位置で、この長さ方向に対し直交する仮想平面に関する断面積の合計をS2 とし、孔あけ工程に於いて、孔あけ加工である打ち抜き加工で基部を打ち抜く事により生じる小片の、長さ方向に関して上記第一中間素材の最大直径部に対応する位置で、この長さ方向に対し直交する仮想平面に関する断面積をS3 とした場合に、上記第一中間素材の形状及び寸法を、S1 ≧S2 +S3 を満たす様に規制する、請求項1又は請求項2に記載したロッカーアームの製造方法。
- 第一中間素材の最大直径部での直径を、得るべきロッカーアームを構成する1対の側壁部のうちの、長さ方向に関してこの最大直径部に対応する位置での、これら両側壁部の外側面同士の間隔とほぼ同じにした、請求項1〜3の何れかに記載したロッカーアームの製造方法。
- 第一中間素材の軸方向の全長と、得るべきロッカーアームの全長とをほぼ同じ大きさにした、請求項1〜4の何れかに記載したロッカーアームの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003162655A JP2004358538A (ja) | 2003-06-06 | 2003-06-06 | ロッカーアームの製造方法 |
| CNA2004800197885A CN1820122A (zh) | 2003-06-06 | 2004-05-31 | 摇臂及其制造方法 |
| EP04745459A EP1637705A4 (en) | 2003-06-06 | 2004-05-31 | CULBUTOR AND METHOD OF PRODUCTION |
| PCT/JP2004/007494 WO2004109065A1 (ja) | 2003-06-06 | 2004-05-31 | ロッカーアーム及びその製造方法 |
| US11/294,671 US7152320B2 (en) | 2003-06-06 | 2005-12-05 | Rocker arm and method of manufacturing the rocker arm |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003162655A JP2004358538A (ja) | 2003-06-06 | 2003-06-06 | ロッカーアームの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004358538A true JP2004358538A (ja) | 2004-12-24 |
| JP2004358538A5 JP2004358538A5 (ja) | 2006-02-16 |
Family
ID=34054736
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003162655A Pending JP2004358538A (ja) | 2003-06-06 | 2003-06-06 | ロッカーアームの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2004358538A (ja) |
| CN (1) | CN1820122A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7360290B2 (en) | 2005-07-04 | 2008-04-22 | Otics Corporation | Method of manufacturing rocker arm |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10415439B2 (en) | 2008-07-22 | 2019-09-17 | Eaton Intelligent Power Limited | Development of a switching roller finger follower for cylinder deactivation in internal combustion engines |
| US9284859B2 (en) | 2010-03-19 | 2016-03-15 | Eaton Corporation | Systems, methods, and devices for valve stem position sensing |
| US9228454B2 (en) | 2010-03-19 | 2016-01-05 | Eaton Coporation | Systems, methods and devices for rocker arm position sensing |
| US20190309663A9 (en) | 2008-07-22 | 2019-10-10 | Eaton Corporation | Development of a switching roller finger follower for cylinder deactivation in internal combustion engines |
| US11181013B2 (en) | 2009-07-22 | 2021-11-23 | Eaton Intelligent Power Limited | Cylinder head arrangement for variable valve actuation rocker arm assemblies |
| US9194261B2 (en) | 2011-03-18 | 2015-11-24 | Eaton Corporation | Custom VVA rocker arms for left hand and right hand orientations |
| US10087790B2 (en) | 2009-07-22 | 2018-10-02 | Eaton Corporation | Cylinder head arrangement for variable valve actuation rocker arm assemblies |
| US9874122B2 (en) | 2010-03-19 | 2018-01-23 | Eaton Corporation | Rocker assembly having improved durability |
| US9885258B2 (en) | 2010-03-19 | 2018-02-06 | Eaton Corporation | Latch interface for a valve actuating device |
| DE102012205695A1 (de) * | 2012-04-05 | 2013-10-10 | Schaeffler Technologies AG & Co. KG | Nockenfolger |
| DE112015000034T5 (de) * | 2014-03-03 | 2015-11-19 | Eaton Corporation | Ventilbetätigungsvorrichtung und Verfahren zu deren Herstellung |
| JP6650881B2 (ja) * | 2016-06-17 | 2020-02-19 | 日鍛バルブ株式会社 | 機械式ラッシュアジャスタ |
-
2003
- 2003-06-06 JP JP2003162655A patent/JP2004358538A/ja active Pending
-
2004
- 2004-05-31 CN CNA2004800197885A patent/CN1820122A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7360290B2 (en) | 2005-07-04 | 2008-04-22 | Otics Corporation | Method of manufacturing rocker arm |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1820122A (zh) | 2006-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004358538A (ja) | ロッカーアームの製造方法 | |
| JP6344485B2 (ja) | 鍛造クランク軸の製造方法 | |
| JP2001289011A (ja) | 板金製ロッカーアームの製造方法 | |
| US10124398B2 (en) | Method for producing a forged crankshaft | |
| JP2007054843A (ja) | ロッカーアームの製造方法 | |
| US10350671B2 (en) | Method for producing a forged crankshaft | |
| WO2015075940A1 (ja) | 鍛造クランク軸の製造方法 | |
| JP6561576B2 (ja) | 鍛造クランク軸の製造方法 | |
| JP2005331105A (ja) | 可変幅の滑り軸受ブシュまたは軸受胴を製造する方法 | |
| US7152320B2 (en) | Rocker arm and method of manufacturing the rocker arm | |
| JP6561577B2 (ja) | 鍛造クランク軸の製造方法 | |
| JP6287631B2 (ja) | 鍛造クランク軸の製造方法 | |
| JP2016215227A (ja) | 鍛造クランク軸の製造方法 | |
| JP3659961B2 (ja) | ロッカーアームの製造方法 | |
| JP4539381B2 (ja) | 板金製ロッカーアームの製造方法 | |
| JPH11270311A (ja) | ロッカーアーム及びその製造方法 | |
| JP2001047179A (ja) | 板金製ロッカーアームの製造方法 | |
| JP2005088084A (ja) | ロッカーアーム及びその製造方法 | |
| JP2005000960A (ja) | ロッカーアーム及びその製造方法 | |
| JPH11320019A (ja) | クランクシャフトの成形及び製造方法 | |
| JP2005088084A5 (ja) | ||
| JPH0679383A (ja) | ロッカーアームの製造方法 | |
| JP4127408B2 (ja) | 板金製ロッカーアームの製造方法 | |
| WO2019039199A1 (ja) | 鍛造クランク軸の製造方法 | |
| JP4858592B2 (ja) | 板金製ロッカーアームの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051221 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051221 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20060728 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090331 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090804 |