JP2004338768A - 箱詰め装置 - Google Patents
箱詰め装置 Download PDFInfo
- Publication number
- JP2004338768A JP2004338768A JP2003138459A JP2003138459A JP2004338768A JP 2004338768 A JP2004338768 A JP 2004338768A JP 2003138459 A JP2003138459 A JP 2003138459A JP 2003138459 A JP2003138459 A JP 2003138459A JP 2004338768 A JP2004338768 A JP 2004338768A
- Authority
- JP
- Japan
- Prior art keywords
- box
- partition
- paper
- partitions
- paper packs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Container Filling Or Packaging Operations (AREA)
Abstract
【課題】作業を簡略化し、装置スペースも少なく、また製造コストを低減することのできる箱詰め装置を提供する。
【解決手段】ゲーブルトップ型紙製容器等(紙パック)9を箱詰めするに際し、液体が充填された紙パック9と、多数集積された紙パック9を収納するダンボール等(空箱)11と、空箱11内に紙パック9とともに入れる仕切り10とを用意し、集積された紙パック9を仕切り10とともに1ブロックとして箱詰めする手段によって、紙パック9及び仕切り10を同時に箱詰めする。
【選択図】 図2
【解決手段】ゲーブルトップ型紙製容器等(紙パック)9を箱詰めするに際し、液体が充填された紙パック9と、多数集積された紙パック9を収納するダンボール等(空箱)11と、空箱11内に紙パック9とともに入れる仕切り10とを用意し、集積された紙パック9を仕切り10とともに1ブロックとして箱詰めする手段によって、紙パック9及び仕切り10を同時に箱詰めする。
【選択図】 図2
Description
【0001】
【発明の属する技術分野】
この発明は、紙パックを箱に箱詰めする箱詰め装置に関するものであり、特に紙パックとともに、仕切りも同時自動挿入する箱詰め装置に関するものである。
【0002】
【従来の技術】
従来の箱詰め装置としては、直立した容器を一列の状態で搬送するコンベヤによって搬送される容器の間隔を適正に保ち、タイミングスクリューによって順次下流側の容器転傾部に容器を供給するものがあった。そして、容器転傾部はそのタイミングスクリューと同期して駆動され、3つの直列した容器を同時に横方向に転倒させ、3列に整列させて下流の搬送コンベヤに給送している。
【0003】
この搬送コンベヤの上方には、その搬送方向に沿って各容器の側面を案内する合計4本の案内ガイドを設け、各ガイドの間隔を前半部では均等に狭め、後半部ではその狭めた間隔を同一に保つことにより、上記転倒した3個の容器の間隔を狭め、所定の狭い間隔で各容器2を搬送できるようにしている。
上記各ガイドの後半部上方にはグルーピング部を設け、横3列に並べた容器を縦4列に、すなわち合計12個のグループに分離させ、上記搬送コンベヤの先端の容器仮収納部に位置された仮箱内に各グループの容器を収納させる。
【0004】
上記仮箱は時計方向に90度ずつ間欠的に回転移送され、上記仮収納部に位置する寸前の中仕切り収納部ではその仮箱内の適正位置に中仕切りが収納保持される。
したがって、上記仮収納部に移送されて容器の供給を受ける際には、容器が中仕切りと干渉することなく、円滑に仮箱内に収納される。
そして、容器及び中仕切りが収納された仮箱は、さらに90度回転移送されて容器収納部に至る。
【0005】
一方、上記容器及び中仕切りが最終的に収納される容器箱は送り装置によって間欠的に移送されて上記容器収納部に至る。
そして、この収納部でコンベヤ上から仮箱に接近した位置に移され、その状態で仮箱内から容器収納箱内へ、仮箱内の容器および中仕切りが一体的に移動収納される。
容器および中仕切りがともに収納された容器収納箱は再び送り装置上に戻され、さらにその送り装置によって外部へ搬送されて箱詰作業が完了するものであった(例えば、特許文献1参照)。
【0006】
特公昭56−52761号公報(第2〜3頁,第1図)
【0007】
【発明が解決しようとする課題】
従来の箱詰め装置は以上の様に構成されているので、箱詰めおよび仕切り挿入を行なうものであるが、容器転傾部、グルーピング部、仮収納部、中仕切り収納部、容器収納部といった設備が必要であり、これらの設備は複雑かつ大型化を伴うものであるため、高額な投資が要求され、又、大きなスペース、及び本来必要でない仮箱の製造が必要になるという問題点があった。
【0008】
又、容器を一度転傾させて再度転傾復帰させるため、表面に傷がつきにくいプラスチック又はガラス容器であれば対応可能であるが、表面に傷のつきやすい紙製容器あるいはフィルム包装品では対応し難いという問題点もあった。
また、箱の形態をシート状のラップラウンド方式を採用することにより、中仕切りを伴った紙製容器を寝かせた状態で集積し、その状態を包み込むことで箱詰めをすることは可能であるが、箱を開いて梱包するときにダンボールがシート状に広がってしまうため、販売店等で箱として再利用することが出来ないという問題点もあった。
【0009】
更に、梱包時も箱として再利用可能な特殊ラップラウンドダンボールを採用すると、高額な包材コストが伴うという問題点もあった。
更に、主な出荷先が全国のコンビニエンスストアであるため、箱をダンボールでなく仕切りつきプラスチックコンテナに変更すると、使用後プラスチックコンテナの回収・洗浄費用が必要となり、プラスチックコンテナ回収品の保管場所も必要になるという問題点もあった。
【0010】
さらにダンボールは使い捨てが可能であるだけでなく、紙製であるが故に資源としての再利用も容易であるため、プラスチックコンテナに変更することが出来ないという問題点もあった。
更に仕切りなしの状態で梱包出荷すると、箱の積み付け時、あるいは長距離かつ長時間の搬送の際に箱内部の紙パックを潰す原因となるため、仕切りを挿入することが必須となっているが、製函後の空箱に、集積された紙パックを立てた状態で箱詰めするところまでは自動で行なえるが、その後、人手によって仕切りを挿入しなければならず、作業が複雑となり、また人件費も多くかかってしまうという問題点もあった。
【0011】
この発明は上記のような課題を解決するためになされたものであり、製函後の空箱に、仕切りを伴った状態で紙パックを集積したものを箱詰めすることにより、作業を簡略化し、装置スペースも少なく、また製造コストを低減することのできる箱詰め装置を提供することを目的とする。
【0012】
本発明は例えば100ml、180ml、200ml、250ml、300ml、350ml、500ml、1L、1.8L、2Lといった大きさや重量及び形状の異なる紙パックやフィルム包装された紙パックについても対応でき、更に異なる挿入方向の仕切りについても対応可能な箱詰め装置を提供するものである。
【0013】
さらに、集積数が異なる箱にも対応できるとともに、複数箱に同時に箱詰めできることを目的としており、複数箱に同時に箱詰めを行なうことにより作業の迅速化を図ることができ、年々高速化してゆく充填機にも対応可能な箱詰め装置を提供することを目的とする。
なお、挟みこむ方法は2方向だけでなく4方向、あるいは上方向から補助的に挟みこむことにより、紙パックだけでなく形状の異なる他の容器についても対応可能な箱詰め装置を得ることを目的とする。
【0014】
【課題を解決するための手段】
この発明の請求項1に係る箱詰め装置は、液体が充填された紙パックを多数集積する手段と、紙パック間に仕切りを一枚ずつ挿入する仕切り挿入機構と、紙パック及び仕切りからなるブロックを空箱内に挿入する手段とを備えたものである。
【0015】
【発明の実施の形態】
実施の形態1.
以下、この発明の一実施形態を図に基づいて説明する。
図1はこの発明の実施の形態1による箱詰め装置を有する生産ラインシステム全体を示す平面図であり、本装置においては、液体充填後の紙パックを、所定の個数まとめて仕切りとともに箱詰めするものである。
図において、紙パック内に液体を充填する充填装置1により、液体が充填された紙パックは、金属重量を検査する検査装置2によって検査される。液体が充填された紙パックは、パックコンベヤ3によって移送され、このパックコンベヤ3は、これら紙パックを仕切りとともに箱に積める箱詰め装置4に接続されている。そしてこの箱詰め装置4は、集積された紙パックに仕切りを挿入するとともに、箱詰めを行なうものである。
【0016】
空箱を組立てる製函装置5によって組立てられた空箱は、供給コンベヤ6によって箱詰め装置4へ供給される。排出コンベヤ7は、箱詰め後の箱を搬送するものであり、封函装置8はこの排出コンベヤ7に接続されており、封函装置8によって箱の天面が折りたたまれる。
【0017】
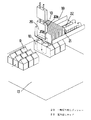
又、図2は箱詰め装置4の構成を示す斜視図であり、図において、充填機によって液体が充填された紙パック(ケーブルトップ型紙製容器等)9と、紙パック群の間に挟み込む仕切り10とを複数個集積させたものが空箱(ダンボール等)11に挿入され、これら紙パック9と仕切り10を複数個集積させたものを空箱11に挿入することにより実箱12となり搬送される。
【0018】
そして箱詰め装置4は上下2層構造となっており、上層には移載テーブル13が設けられ、この移載テーブル13上面において紙パック9が所定個数まとめた状態としてブロック化9Aされる。
一方、一定数量が束の状態10Aになって供給された仕切り10は、一枚ずつ供給され、更に上記ブロック化された紙パック9とともに組み合わせられ、一箱が構成される。
【0019】
なお、移載テーブル13の所定位置にブロック化された紙パック9を仕切り10とともに挟み込むために、ハンド14が装着されている。
ハンド14で紙パック9及び仕切り10を挟み込む移載テーブル13部には、左右にスライド開閉するシャッター15が設置されており、ハンド14にて紙パック9及び仕切り10を挟み込むことを確認して、シャッター15が左右に開き、ハンド14により下面にある空箱11に紙パック9と仕切り10を同時挿入する。
【0020】
一方、箱詰め装置4の下層側には、供給コンベヤ6が配設され、かつこの供給コンベヤ6には空箱を昇降させるための昇降リフト16が組み込まれている。
排出コンベヤ7は、紙パック9及び仕切り10がともに箱詰めされた実箱12を発送場所に導くための排出機構であり、排出コンベヤ7の途中には、実箱12の天面を折りたたむための封函装置8が組み込まれている。
【0021】
充填装置1において液体が充填された紙パック9は検査装置2によって金属重量を検査された後、パックコンベヤ3によって搬送され、パックコンベヤ3に接続されている箱詰め装置4の移載テーブル13上において、第一段階として一定の個数(一例として3個)になるまで直線状に集積され紙パック群9Aを構成する。そして、所定数が揃うと今度は一列プッシャー17により移載テーブル13上の所定の位置に向かって押し出される。
このようにして、一例として3×3=9個の紙パック群9Bが移載テーブル13上に集積されると、更に多列プッシャー18により、仕切り10挿入位置に向かって再度押し出される。
【0022】
図3は仕切り挿入機構を示す斜視図であり、図において、仕切りマガジン19に立てた状態で多数ストックされた仕切り10は、一枚切り出しプッシャー20と仕切り押さえ21によって挟み込まれている。
又、仕切り10の下部には送り出しロッド22が2本設置されており、仕切り10を送り出しロッド22の上に載せた状態になっている。
【0023】
この状態から仕切り10を一枚ずつ取り出すために、まず送り出しロッド22を一定量回転させる。
送り出しロッド22はねじ状に切り込みが入っており、その上に載せられた仕切り10は多数ストックされた状態で一枚切り出しプッシャー20の方向へ送り出される。
又、仕切り押さえ21も同時に、一枚切り出しプッシャー20の方向へ送り出されるものである。
【0024】
一枚切り出しプッシャー20は、仕切り10一枚分を収容することのできる窪み20aを有しており、仕切り10は一枚切り出しプッシャー20に押し付けられた状態であるため、この窪み20aの中に仕切り10が一枚分収まることになる。
このときこの窪み20aに収まった一枚の仕切り10は、仕切りマガジン19からはみ出た状態にあり、尚且つ一枚切り出しプッシャー20と仕切り押さえ21によって挟み込まれたまま一枚だけ浮いた状態になっている。
【0025】
その後、一枚切り出しプッシャー20は、浮いた状態の一枚の仕切り10のみを、図3の点線で示すように、下方にある移載テーブル13上へ押し出す。
この時、その他の仕切りマガジン19上に載置された仕切り10は、一枚切り出しプッシャー20の側面20bによって押さえつけられた状態であり、これらが同時に複数枚移載テーブル13上へ押し出されることは無い。
【0026】
その後さらに集積された3×3=9個の紙パック9が多列プッシャー18によって押し出されることにより、仕切り10が挟み込まれた状態になった時、一枚切り出しプッシャー20は元の位置に復帰して、仕切りマガジン19上の仕切り10を支える位置に再び戻る。
この様にして一例として3×6=18個の紙パック群9cが仕切り10とともに移載テーブル13上において整列し終わると、次に多列仕切りプッシャー23によって、ハンド14とシャッター15の位置へ移動される。そして、18個の紙パック9の2側面又は4側面をハンド14により挟みながら箱詰めを行なうのである。
【0027】
図4は箱詰め装置4のハンド14及びシャッター15が設置されている部分を示す側面図であり、移載テーブル13の所定位置に配置されたハンド14により、整列済の紙パック9及び仕切り10を落とさないように一挙に挟み込むと、その真下にあるシャッター15が左右にスライド移動する、そしてシャッター15の開口部下面には、昇降リフト16が待機している。
そして供給コンベヤ16により、前記リフト16の位置まで搬送されてきた空箱11を、昇降リフト16が上方に持ち上げる。
【0028】
この時、空箱11と、ハンド14によって挟み込まれた紙パック9と仕切り10とが、上下相対する形で向き合う関係となることから、この時点でハンド14による挟み込みを少し解除することにより、紙パック9と仕切り10は空箱11に向かって上から自重で落とし込まれることになり、紙パック9の箱詰め、及び仕切り10の挿入が行なえることになる。
又、紙パック9及び仕切り10が自重で落ちない場合を考慮して、必要に応じて押し込み装置24により、上部から紙パック9及び仕切り10を確実に空箱11に押し込むことで、箱詰め及び仕切り10挿入を確実に行なえるようにする。
【0029】
確実に箱詰めが終了したことを確認すると、昇降リフト16は下方へ戻り、紙パック9及び仕切り10が箱詰めされた実箱12は、供給コンベヤ6から排出コンベヤ7へ移送される。
また開いた状態のシャッター15は、元の閉じた状態に戻され、同時にハンド14及び押し込み装置23も元の位置に復帰することにより、次に移載されてくる紙パック9及び仕切り10、並びに空箱11を再び待ち受けることにより、上記動作を繰り返して同様に箱詰めを行なう。
【0030】
以上のように本発明によれば、液体が充填された紙パック9と、多数集積された紙パック9を収納するダンボール等の空箱11と、空箱11内に紙パック9とともに入れる仕切り10と、集積された紙パック9を仕切り10とともに一ブロックとして箱詰めする手段とを設け、これらによって、紙パック9及び仕切り10を同時に箱詰めするようにしたので、作業が単純でコストを削減することができ、更には装置スペースも従来に比べると削減することができる。
【0031】
実施の形態2.
図5はこの発明の実施の形態2による箱詰め装置を示す側面図であり、本発明においては、紙パック9をブロック化したものを複数同時に箱詰めできるようにしたものである。図において、複数のブロックを同時に挟み込むことができるようにするために、ハンドを分割して、ハンド14a,14bを設け、又、2つの押し込み装置24a,24bを設け、更には、複数の空箱11を持ち上げるための昇降リフト16a,16bを備えたものである。
図5においては、一例として、2個のブロックを同時に箱詰めする場合について記載しているが、3個以上のブロックであっても同様に適用できる。
【0032】
次に動作について説明する。一端は固定板25a,25bが取付けられ、片側のみ動作するように構成された2つのハンド14a,14bを設け、これらハンド14a,14bは集積された紙パック9及び仕切り10からなる複数のブロックを同時に落とさない様に一挙に挟み込むと、その真下にあるシャッター15が左右にスライド移動する。そして、シャッター15の開口部下面には昇降リフト16a,16bを待機させる。
そして供給コンベヤ6により、昇降リフト16a,16bの位置まで搬送されてきた複数の空箱11を、これら昇降リフト16a,16bが上方に持ち上げる。
【0033】
この時、空箱11と、ハンド14a,14bによって挟み込まれた紙パック9及び仕切り10とが、上下相対する形で向き合う関係となることから、この時点でハンド14a,14bの挟み込みを少し解除して、紙パック9と仕切り10からなる複数ブロック群を、下に位置する複数の空箱11に向かって上から自重で落とし込まれることになり、紙パック9の箱詰め、及び仕切り10の挿入が行なえることになる。
又、紙パック9及び仕切り10が自重で落ちない場合を考慮して、必要に応じて押し込み装置24a,24bにより、上部から紙パック9及び仕切り10からなる複数のブロックを、確実に複数の空箱11に押し込むことで、箱詰め及び仕切り挿入を確実に行なえるようになる。
【0034】
確実に箱詰めが終了したことを確認すると、昇降リフト16a,16bは下方へ戻り、紙パック9及び仕切り10が箱詰めされた複数の実箱12は、供給コンベヤ6から排出コンベヤ7へと移送される。
また開いた状態のシャッター15は、元の閉じた状態に戻され、同時にハンド14a,14b及び押し込み装置24a,24bも元の位置に復帰することにより、次に移載されてくる紙パック9及び仕切り10並びに空箱11を再び待ち受けることにより、上記動作を繰り返して同様に箱詰めを行なう。
【0035】
このようにして、複数個の箱詰めを同時に行なうことができるために、迅速に箱詰めすることができるようになり、年々高速化されている充填装置1にも対応することができる箱詰め装置を得ることが出来る。
更に、上記ハンド14a,14bと昇降リフト16a,16b並びに押し込み装置24a,24bを各種様々に組み合わせることによって、集積数の異なる箱にも一つの箱詰め装置4で対応可能となる。
【0036】
図6(a),(b)は空箱11に紙パック9及び仕切り10を詰めた状態を示す平面図であり、一例として、図6(a)では、紙パック9を3×6=18個を1ブロックとするとともに、仕切り10の向きを空箱11の短辺方向に沿わせた集積形態を示している。
又、図6(b)では、紙パック9を3×6=18個を1ブロックとするとともに、仕切り10の向きを空箱11の長辺方向に沿わせた集積形態を示している。
このように本発明による箱詰め装置4によれば、様々な紙パック数及び挿入する向きの異なる仕切り10についても対応することができる。
【0037】
【発明の効果】
この発明の請求項1に係る箱詰め装置によれば、液体が充填された紙パックを多数集積する手段と、紙パック間に仕切りを一枚ずつ挿入する仕切り挿入機構と、紙パック及び仕切りからなるブロックを空箱内に挿入する手段とを備えたので、作業の単純化及び低コスト化を図ることができるとともに、装置スペースを削減することもできる。
【図面の簡単な説明】
【図1】この発明の実施の形態1による生産ラインシステムを示す平面図である。
【図2】箱詰め装置を示す斜視図である。
【図3】仕切り挿入機構を示す斜視図である。
【図4】箱詰め装置を示す部分側面図である。
【図5】この発明の実施の形態2による箱詰め装置を示す側面図である。
【図6】実箱の平面図(a),(b)である。
【符号の説明】
9 紙パック、10 仕切り、11 空箱、20 一枚切り出しプッシャー、22 送り出しロッド。
【発明の属する技術分野】
この発明は、紙パックを箱に箱詰めする箱詰め装置に関するものであり、特に紙パックとともに、仕切りも同時自動挿入する箱詰め装置に関するものである。
【0002】
【従来の技術】
従来の箱詰め装置としては、直立した容器を一列の状態で搬送するコンベヤによって搬送される容器の間隔を適正に保ち、タイミングスクリューによって順次下流側の容器転傾部に容器を供給するものがあった。そして、容器転傾部はそのタイミングスクリューと同期して駆動され、3つの直列した容器を同時に横方向に転倒させ、3列に整列させて下流の搬送コンベヤに給送している。
【0003】
この搬送コンベヤの上方には、その搬送方向に沿って各容器の側面を案内する合計4本の案内ガイドを設け、各ガイドの間隔を前半部では均等に狭め、後半部ではその狭めた間隔を同一に保つことにより、上記転倒した3個の容器の間隔を狭め、所定の狭い間隔で各容器2を搬送できるようにしている。
上記各ガイドの後半部上方にはグルーピング部を設け、横3列に並べた容器を縦4列に、すなわち合計12個のグループに分離させ、上記搬送コンベヤの先端の容器仮収納部に位置された仮箱内に各グループの容器を収納させる。
【0004】
上記仮箱は時計方向に90度ずつ間欠的に回転移送され、上記仮収納部に位置する寸前の中仕切り収納部ではその仮箱内の適正位置に中仕切りが収納保持される。
したがって、上記仮収納部に移送されて容器の供給を受ける際には、容器が中仕切りと干渉することなく、円滑に仮箱内に収納される。
そして、容器及び中仕切りが収納された仮箱は、さらに90度回転移送されて容器収納部に至る。
【0005】
一方、上記容器及び中仕切りが最終的に収納される容器箱は送り装置によって間欠的に移送されて上記容器収納部に至る。
そして、この収納部でコンベヤ上から仮箱に接近した位置に移され、その状態で仮箱内から容器収納箱内へ、仮箱内の容器および中仕切りが一体的に移動収納される。
容器および中仕切りがともに収納された容器収納箱は再び送り装置上に戻され、さらにその送り装置によって外部へ搬送されて箱詰作業が完了するものであった(例えば、特許文献1参照)。
【0006】
特公昭56−52761号公報(第2〜3頁,第1図)
【0007】
【発明が解決しようとする課題】
従来の箱詰め装置は以上の様に構成されているので、箱詰めおよび仕切り挿入を行なうものであるが、容器転傾部、グルーピング部、仮収納部、中仕切り収納部、容器収納部といった設備が必要であり、これらの設備は複雑かつ大型化を伴うものであるため、高額な投資が要求され、又、大きなスペース、及び本来必要でない仮箱の製造が必要になるという問題点があった。
【0008】
又、容器を一度転傾させて再度転傾復帰させるため、表面に傷がつきにくいプラスチック又はガラス容器であれば対応可能であるが、表面に傷のつきやすい紙製容器あるいはフィルム包装品では対応し難いという問題点もあった。
また、箱の形態をシート状のラップラウンド方式を採用することにより、中仕切りを伴った紙製容器を寝かせた状態で集積し、その状態を包み込むことで箱詰めをすることは可能であるが、箱を開いて梱包するときにダンボールがシート状に広がってしまうため、販売店等で箱として再利用することが出来ないという問題点もあった。
【0009】
更に、梱包時も箱として再利用可能な特殊ラップラウンドダンボールを採用すると、高額な包材コストが伴うという問題点もあった。
更に、主な出荷先が全国のコンビニエンスストアであるため、箱をダンボールでなく仕切りつきプラスチックコンテナに変更すると、使用後プラスチックコンテナの回収・洗浄費用が必要となり、プラスチックコンテナ回収品の保管場所も必要になるという問題点もあった。
【0010】
さらにダンボールは使い捨てが可能であるだけでなく、紙製であるが故に資源としての再利用も容易であるため、プラスチックコンテナに変更することが出来ないという問題点もあった。
更に仕切りなしの状態で梱包出荷すると、箱の積み付け時、あるいは長距離かつ長時間の搬送の際に箱内部の紙パックを潰す原因となるため、仕切りを挿入することが必須となっているが、製函後の空箱に、集積された紙パックを立てた状態で箱詰めするところまでは自動で行なえるが、その後、人手によって仕切りを挿入しなければならず、作業が複雑となり、また人件費も多くかかってしまうという問題点もあった。
【0011】
この発明は上記のような課題を解決するためになされたものであり、製函後の空箱に、仕切りを伴った状態で紙パックを集積したものを箱詰めすることにより、作業を簡略化し、装置スペースも少なく、また製造コストを低減することのできる箱詰め装置を提供することを目的とする。
【0012】
本発明は例えば100ml、180ml、200ml、250ml、300ml、350ml、500ml、1L、1.8L、2Lといった大きさや重量及び形状の異なる紙パックやフィルム包装された紙パックについても対応でき、更に異なる挿入方向の仕切りについても対応可能な箱詰め装置を提供するものである。
【0013】
さらに、集積数が異なる箱にも対応できるとともに、複数箱に同時に箱詰めできることを目的としており、複数箱に同時に箱詰めを行なうことにより作業の迅速化を図ることができ、年々高速化してゆく充填機にも対応可能な箱詰め装置を提供することを目的とする。
なお、挟みこむ方法は2方向だけでなく4方向、あるいは上方向から補助的に挟みこむことにより、紙パックだけでなく形状の異なる他の容器についても対応可能な箱詰め装置を得ることを目的とする。
【0014】
【課題を解決するための手段】
この発明の請求項1に係る箱詰め装置は、液体が充填された紙パックを多数集積する手段と、紙パック間に仕切りを一枚ずつ挿入する仕切り挿入機構と、紙パック及び仕切りからなるブロックを空箱内に挿入する手段とを備えたものである。
【0015】
【発明の実施の形態】
実施の形態1.
以下、この発明の一実施形態を図に基づいて説明する。
図1はこの発明の実施の形態1による箱詰め装置を有する生産ラインシステム全体を示す平面図であり、本装置においては、液体充填後の紙パックを、所定の個数まとめて仕切りとともに箱詰めするものである。
図において、紙パック内に液体を充填する充填装置1により、液体が充填された紙パックは、金属重量を検査する検査装置2によって検査される。液体が充填された紙パックは、パックコンベヤ3によって移送され、このパックコンベヤ3は、これら紙パックを仕切りとともに箱に積める箱詰め装置4に接続されている。そしてこの箱詰め装置4は、集積された紙パックに仕切りを挿入するとともに、箱詰めを行なうものである。
【0016】
空箱を組立てる製函装置5によって組立てられた空箱は、供給コンベヤ6によって箱詰め装置4へ供給される。排出コンベヤ7は、箱詰め後の箱を搬送するものであり、封函装置8はこの排出コンベヤ7に接続されており、封函装置8によって箱の天面が折りたたまれる。
【0017】
又、図2は箱詰め装置4の構成を示す斜視図であり、図において、充填機によって液体が充填された紙パック(ケーブルトップ型紙製容器等)9と、紙パック群の間に挟み込む仕切り10とを複数個集積させたものが空箱(ダンボール等)11に挿入され、これら紙パック9と仕切り10を複数個集積させたものを空箱11に挿入することにより実箱12となり搬送される。
【0018】
そして箱詰め装置4は上下2層構造となっており、上層には移載テーブル13が設けられ、この移載テーブル13上面において紙パック9が所定個数まとめた状態としてブロック化9Aされる。
一方、一定数量が束の状態10Aになって供給された仕切り10は、一枚ずつ供給され、更に上記ブロック化された紙パック9とともに組み合わせられ、一箱が構成される。
【0019】
なお、移載テーブル13の所定位置にブロック化された紙パック9を仕切り10とともに挟み込むために、ハンド14が装着されている。
ハンド14で紙パック9及び仕切り10を挟み込む移載テーブル13部には、左右にスライド開閉するシャッター15が設置されており、ハンド14にて紙パック9及び仕切り10を挟み込むことを確認して、シャッター15が左右に開き、ハンド14により下面にある空箱11に紙パック9と仕切り10を同時挿入する。
【0020】
一方、箱詰め装置4の下層側には、供給コンベヤ6が配設され、かつこの供給コンベヤ6には空箱を昇降させるための昇降リフト16が組み込まれている。
排出コンベヤ7は、紙パック9及び仕切り10がともに箱詰めされた実箱12を発送場所に導くための排出機構であり、排出コンベヤ7の途中には、実箱12の天面を折りたたむための封函装置8が組み込まれている。
【0021】
充填装置1において液体が充填された紙パック9は検査装置2によって金属重量を検査された後、パックコンベヤ3によって搬送され、パックコンベヤ3に接続されている箱詰め装置4の移載テーブル13上において、第一段階として一定の個数(一例として3個)になるまで直線状に集積され紙パック群9Aを構成する。そして、所定数が揃うと今度は一列プッシャー17により移載テーブル13上の所定の位置に向かって押し出される。
このようにして、一例として3×3=9個の紙パック群9Bが移載テーブル13上に集積されると、更に多列プッシャー18により、仕切り10挿入位置に向かって再度押し出される。
【0022】
図3は仕切り挿入機構を示す斜視図であり、図において、仕切りマガジン19に立てた状態で多数ストックされた仕切り10は、一枚切り出しプッシャー20と仕切り押さえ21によって挟み込まれている。
又、仕切り10の下部には送り出しロッド22が2本設置されており、仕切り10を送り出しロッド22の上に載せた状態になっている。
【0023】
この状態から仕切り10を一枚ずつ取り出すために、まず送り出しロッド22を一定量回転させる。
送り出しロッド22はねじ状に切り込みが入っており、その上に載せられた仕切り10は多数ストックされた状態で一枚切り出しプッシャー20の方向へ送り出される。
又、仕切り押さえ21も同時に、一枚切り出しプッシャー20の方向へ送り出されるものである。
【0024】
一枚切り出しプッシャー20は、仕切り10一枚分を収容することのできる窪み20aを有しており、仕切り10は一枚切り出しプッシャー20に押し付けられた状態であるため、この窪み20aの中に仕切り10が一枚分収まることになる。
このときこの窪み20aに収まった一枚の仕切り10は、仕切りマガジン19からはみ出た状態にあり、尚且つ一枚切り出しプッシャー20と仕切り押さえ21によって挟み込まれたまま一枚だけ浮いた状態になっている。
【0025】
その後、一枚切り出しプッシャー20は、浮いた状態の一枚の仕切り10のみを、図3の点線で示すように、下方にある移載テーブル13上へ押し出す。
この時、その他の仕切りマガジン19上に載置された仕切り10は、一枚切り出しプッシャー20の側面20bによって押さえつけられた状態であり、これらが同時に複数枚移載テーブル13上へ押し出されることは無い。
【0026】
その後さらに集積された3×3=9個の紙パック9が多列プッシャー18によって押し出されることにより、仕切り10が挟み込まれた状態になった時、一枚切り出しプッシャー20は元の位置に復帰して、仕切りマガジン19上の仕切り10を支える位置に再び戻る。
この様にして一例として3×6=18個の紙パック群9cが仕切り10とともに移載テーブル13上において整列し終わると、次に多列仕切りプッシャー23によって、ハンド14とシャッター15の位置へ移動される。そして、18個の紙パック9の2側面又は4側面をハンド14により挟みながら箱詰めを行なうのである。
【0027】
図4は箱詰め装置4のハンド14及びシャッター15が設置されている部分を示す側面図であり、移載テーブル13の所定位置に配置されたハンド14により、整列済の紙パック9及び仕切り10を落とさないように一挙に挟み込むと、その真下にあるシャッター15が左右にスライド移動する、そしてシャッター15の開口部下面には、昇降リフト16が待機している。
そして供給コンベヤ16により、前記リフト16の位置まで搬送されてきた空箱11を、昇降リフト16が上方に持ち上げる。
【0028】
この時、空箱11と、ハンド14によって挟み込まれた紙パック9と仕切り10とが、上下相対する形で向き合う関係となることから、この時点でハンド14による挟み込みを少し解除することにより、紙パック9と仕切り10は空箱11に向かって上から自重で落とし込まれることになり、紙パック9の箱詰め、及び仕切り10の挿入が行なえることになる。
又、紙パック9及び仕切り10が自重で落ちない場合を考慮して、必要に応じて押し込み装置24により、上部から紙パック9及び仕切り10を確実に空箱11に押し込むことで、箱詰め及び仕切り10挿入を確実に行なえるようにする。
【0029】
確実に箱詰めが終了したことを確認すると、昇降リフト16は下方へ戻り、紙パック9及び仕切り10が箱詰めされた実箱12は、供給コンベヤ6から排出コンベヤ7へ移送される。
また開いた状態のシャッター15は、元の閉じた状態に戻され、同時にハンド14及び押し込み装置23も元の位置に復帰することにより、次に移載されてくる紙パック9及び仕切り10、並びに空箱11を再び待ち受けることにより、上記動作を繰り返して同様に箱詰めを行なう。
【0030】
以上のように本発明によれば、液体が充填された紙パック9と、多数集積された紙パック9を収納するダンボール等の空箱11と、空箱11内に紙パック9とともに入れる仕切り10と、集積された紙パック9を仕切り10とともに一ブロックとして箱詰めする手段とを設け、これらによって、紙パック9及び仕切り10を同時に箱詰めするようにしたので、作業が単純でコストを削減することができ、更には装置スペースも従来に比べると削減することができる。
【0031】
実施の形態2.
図5はこの発明の実施の形態2による箱詰め装置を示す側面図であり、本発明においては、紙パック9をブロック化したものを複数同時に箱詰めできるようにしたものである。図において、複数のブロックを同時に挟み込むことができるようにするために、ハンドを分割して、ハンド14a,14bを設け、又、2つの押し込み装置24a,24bを設け、更には、複数の空箱11を持ち上げるための昇降リフト16a,16bを備えたものである。
図5においては、一例として、2個のブロックを同時に箱詰めする場合について記載しているが、3個以上のブロックであっても同様に適用できる。
【0032】
次に動作について説明する。一端は固定板25a,25bが取付けられ、片側のみ動作するように構成された2つのハンド14a,14bを設け、これらハンド14a,14bは集積された紙パック9及び仕切り10からなる複数のブロックを同時に落とさない様に一挙に挟み込むと、その真下にあるシャッター15が左右にスライド移動する。そして、シャッター15の開口部下面には昇降リフト16a,16bを待機させる。
そして供給コンベヤ6により、昇降リフト16a,16bの位置まで搬送されてきた複数の空箱11を、これら昇降リフト16a,16bが上方に持ち上げる。
【0033】
この時、空箱11と、ハンド14a,14bによって挟み込まれた紙パック9及び仕切り10とが、上下相対する形で向き合う関係となることから、この時点でハンド14a,14bの挟み込みを少し解除して、紙パック9と仕切り10からなる複数ブロック群を、下に位置する複数の空箱11に向かって上から自重で落とし込まれることになり、紙パック9の箱詰め、及び仕切り10の挿入が行なえることになる。
又、紙パック9及び仕切り10が自重で落ちない場合を考慮して、必要に応じて押し込み装置24a,24bにより、上部から紙パック9及び仕切り10からなる複数のブロックを、確実に複数の空箱11に押し込むことで、箱詰め及び仕切り挿入を確実に行なえるようになる。
【0034】
確実に箱詰めが終了したことを確認すると、昇降リフト16a,16bは下方へ戻り、紙パック9及び仕切り10が箱詰めされた複数の実箱12は、供給コンベヤ6から排出コンベヤ7へと移送される。
また開いた状態のシャッター15は、元の閉じた状態に戻され、同時にハンド14a,14b及び押し込み装置24a,24bも元の位置に復帰することにより、次に移載されてくる紙パック9及び仕切り10並びに空箱11を再び待ち受けることにより、上記動作を繰り返して同様に箱詰めを行なう。
【0035】
このようにして、複数個の箱詰めを同時に行なうことができるために、迅速に箱詰めすることができるようになり、年々高速化されている充填装置1にも対応することができる箱詰め装置を得ることが出来る。
更に、上記ハンド14a,14bと昇降リフト16a,16b並びに押し込み装置24a,24bを各種様々に組み合わせることによって、集積数の異なる箱にも一つの箱詰め装置4で対応可能となる。
【0036】
図6(a),(b)は空箱11に紙パック9及び仕切り10を詰めた状態を示す平面図であり、一例として、図6(a)では、紙パック9を3×6=18個を1ブロックとするとともに、仕切り10の向きを空箱11の短辺方向に沿わせた集積形態を示している。
又、図6(b)では、紙パック9を3×6=18個を1ブロックとするとともに、仕切り10の向きを空箱11の長辺方向に沿わせた集積形態を示している。
このように本発明による箱詰め装置4によれば、様々な紙パック数及び挿入する向きの異なる仕切り10についても対応することができる。
【0037】
【発明の効果】
この発明の請求項1に係る箱詰め装置によれば、液体が充填された紙パックを多数集積する手段と、紙パック間に仕切りを一枚ずつ挿入する仕切り挿入機構と、紙パック及び仕切りからなるブロックを空箱内に挿入する手段とを備えたので、作業の単純化及び低コスト化を図ることができるとともに、装置スペースを削減することもできる。
【図面の簡単な説明】
【図1】この発明の実施の形態1による生産ラインシステムを示す平面図である。
【図2】箱詰め装置を示す斜視図である。
【図3】仕切り挿入機構を示す斜視図である。
【図4】箱詰め装置を示す部分側面図である。
【図5】この発明の実施の形態2による箱詰め装置を示す側面図である。
【図6】実箱の平面図(a),(b)である。
【符号の説明】
9 紙パック、10 仕切り、11 空箱、20 一枚切り出しプッシャー、22 送り出しロッド。
Claims (3)
- 液体が充填された紙パックを多数集積する手段と、上記紙パック間に仕切りを一枚ずつ挿入する仕切り挿入機構と、上記紙パック及び仕切りからなるブロックを空箱内に挿入する手段とを備えたことを特徴とする箱詰め装置。
- 複数個からなる上記ブロックを複数個の空箱内に挿入する手段を設けたことを特徴とする請求項1記載の箱詰め装置。
- 上記仕切り挿入機構は、上記仕切りの下部に設置された送り出しロッドと、上記仕切りを一枚ずつ押し出す一枚切り出しプッシャーとを備えたことを特徴とする請求項1又は請求項2記載の箱詰め装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003138459A JP2004338768A (ja) | 2003-05-16 | 2003-05-16 | 箱詰め装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003138459A JP2004338768A (ja) | 2003-05-16 | 2003-05-16 | 箱詰め装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004338768A true JP2004338768A (ja) | 2004-12-02 |
Family
ID=33527828
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003138459A Pending JP2004338768A (ja) | 2003-05-16 | 2003-05-16 | 箱詰め装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004338768A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106927081A (zh) * | 2017-04-28 | 2017-07-07 | 山东太平洋光纤光缆有限公司 | 一种光跳线全自动装箱装置 |
| JP2019043636A (ja) * | 2017-09-05 | 2019-03-22 | 大森機械工業株式会社 | 物品収容装置および物品収容方法 |
-
2003
- 2003-05-16 JP JP2003138459A patent/JP2004338768A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106927081A (zh) * | 2017-04-28 | 2017-07-07 | 山东太平洋光纤光缆有限公司 | 一种光跳线全自动装箱装置 |
| CN106927081B (zh) * | 2017-04-28 | 2023-10-13 | 山东太平洋光纤光缆有限公司 | 一种光跳线全自动装箱装置 |
| JP2019043636A (ja) * | 2017-09-05 | 2019-03-22 | 大森機械工業株式会社 | 物品収容装置および物品収容方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4219421B2 (ja) | 殺菌及び二次包装装置とその使用方法 | |
| US4771882A (en) | Cigarette package with spacer | |
| US10202212B2 (en) | Method and apparatus for boxing rectangular articles | |
| EP1607332A1 (en) | Empty-bag group accommodation tray, tray transporting container, empty-bag group conveying and supplying method and system | |
| SK151598A3 (en) | Method and apparatus for packaging series of articles in different formations | |
| JP2009173339A (ja) | 処方薬包自動包装装置及び処方薬包自動包装方法、並びに処方薬包包装ボックス | |
| US3651614A (en) | Packaging of bottles, jars and other articles | |
| RU94042924A (ru) | Устройство для изготовления пакетов бланков ценных бумаг из пачек бланков ценных бумаг | |
| NO314894B1 (no) | Fremgangsmåte og innretning for lagring og avgivelse av b¶rere for beholdere | |
| US5379575A (en) | Apparatus for introducing (small) packs, especially cigarette packs, into a box | |
| US6298976B1 (en) | Device for assembling article groups from rod-shaped articles in the tobacco-processing industry | |
| TW394739B (en) | Portioning apparatus | |
| JP2004338768A (ja) | 箱詰め装置 | |
| JP3088942B2 (ja) | 製品パッケージ箱詰め装置 | |
| KR102526097B1 (ko) | 용기 자동 적재 및 포장 장치 및 방법 | |
| JP7294628B2 (ja) | 果菜自動箱詰め排出方法、果菜収容箱自動積み重ね排出方法、果菜自動箱詰め排出装置、果菜収容箱自動積み重ね排出装置 | |
| KR20180054015A (ko) | 컵용기 포장장치 | |
| JPH02504437A (ja) | 自動販売機 | |
| EP3801074B1 (en) | Filler of rod-like articles of the tobacco industry | |
| JP5247602B2 (ja) | 箱のパック詰め方法 | |
| US6920974B2 (en) | Blister package storage and dispensing container and method | |
| JP2010155648A (ja) | 姿勢変更装置 | |
| CN220200622U (zh) | 一种用于生产工序间自动分配转移的装置 | |
| EP3801075B1 (en) | Unloader of rod-like articles of the tobacco industry | |
| US5741115A (en) | Handling system for flat hollow bodies |