JP2004307104A - 線状材料巻取装置 - Google Patents
線状材料巻取装置 Download PDFInfo
- Publication number
- JP2004307104A JP2004307104A JP2003100536A JP2003100536A JP2004307104A JP 2004307104 A JP2004307104 A JP 2004307104A JP 2003100536 A JP2003100536 A JP 2003100536A JP 2003100536 A JP2003100536 A JP 2003100536A JP 2004307104 A JP2004307104 A JP 2004307104A
- Authority
- JP
- Japan
- Prior art keywords
- linear material
- bobbin
- winding
- angle
- wound
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Winding Filamentary Materials (AREA)
Abstract
【課題】ボビンに巻き取る線状材料のレーンチェンジを好適に行うことができ、且つ、線状材料の商品価値を大幅に向上させられる線状材料巻取装置を提供する。
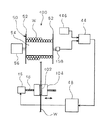
【解決手段】線状材料巻取装置10は、線状材料Wが巻回されるボビン50の軸54方向に往復移動可能なトラバーサ12を備え、トラバーサ12により線状材料Wを案内し、当該線状材料Wをボビン50に複数段整列して巻き取るものであって、ボビン50の軸54に直交する方向とトラバーサ12より送り出される線状材料Wの方向とが成す角度である巻取入線角度を検出する入線角度検出手段を設ける。入線角度検出手段が検出する巻取入線角度に基づいてトラバーサ12の移動を制御する制御手段(制御装置44)を備える。
【選択図】 図1
【解決手段】線状材料巻取装置10は、線状材料Wが巻回されるボビン50の軸54方向に往復移動可能なトラバーサ12を備え、トラバーサ12により線状材料Wを案内し、当該線状材料Wをボビン50に複数段整列して巻き取るものであって、ボビン50の軸54に直交する方向とトラバーサ12より送り出される線状材料Wの方向とが成す角度である巻取入線角度を検出する入線角度検出手段を設ける。入線角度検出手段が検出する巻取入線角度に基づいてトラバーサ12の移動を制御する制御手段(制御装置44)を備える。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、線状材料が巻回されるボビンの軸方向に往復移動可能なトラバーサを備え、このトラバーサにより線状材料を案内し、当該線状材料をボビンに複数段整列して巻き取る線状材料巻取装置に関するものである。
【0002】
【従来の技術】
従来この種線状材料巻取装置は、例えば線状材料を巻き取るボビンの軸の延在方向に往復移動するトラバーサで線状材料を案内して、ボビンに線状材料を一方向から順に並列巻きして巻き取っていく。そして、線状材料はボビンの端部に設けられた鍔の部分で反転し、先に並列に巻かれた線状材料の段の上を反対方向に移動しながら複数段整列して巻き取るように構成していた(特許文献1、特許文献2参照)。
【0003】
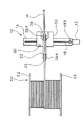
一方、このような線状材料巻取装置を図9に示している。即ち、線状材料巻取装置100は、スピンドルモータ56で回転する線状材料W巻き取り用のボビン50の回転数をロータリーエンコーダ58でパルスデータとして検出する。そして、検出したパルスデータは、線径設定器46で予め設定した線状材料Wの径を元に制御装置44で演算してサーボモータ16への指令パルスに変換し、サーボアンプ48に出力する。そして、サーボアンプ48はその指令パルスに従ってサーボモータ16の回転を制御する。
【0004】
制御装置44で制御されるサーボモータ16は、ボールネジ18を回転して回動自在の滑車102が取り付けられたスライドテーブル104を往復移動(図中実線矢印)させて、滑車102から送り出される線状材料Wをボビン50の所定の位置に案内する。この線状材料巻取装置100は、段巻きされた線状材料Wの径の大きさによってボビン50へ巻き取る線状材料Wの巻き取り速度が変化した場合でも、ボビン50の1回転あたりのスライドテーブル104の移動量を線径設定器46で予め設定した線状材料Wの径から算出しているので、ボビン50へ巻き取る線状材料Wの巻き取り速度に関わらずボビン50が1回転したときスライドテーブル104を線状材料Wの線径1本分移動(トラバース)させることができる。
【0005】
一方、線状材料Wの巻き取り時のスライドテーブル104の移動量は必ずしもボビン50の回転に追随させれば良いものではない。実際には図10に示す如くボビン50の回転によって線状材料Wの巻き始め位置STの少許手前から次のレーンに移動するレーンチェンジLC(図中矢印範囲)が行われる。このレーンチェンジLCは、線状材料Wをボビン50へ巻き取る際、線状材料Wの巻き始め位置STの影響を受け、線状材料Wの巻き始め位置ST近傍に接近した位置から最初に線状材料Wを巻き取ったレーンの次のレーンに移動していく。
【0006】
係るレーンチェンジLCは、2段目以後も下段に巻き取った線状材料Wの影響を受け、ボビン50へ線状材料Wが巻き終わるまで解消されることがない。また、線状材料Wはボビン50が1回転するうちの殆どの部分で下段の線状材料W間の溝(以降谷部VAと称す。また、ボビン50の軸54に対して線状材料Wの径のうち最大に離間している部分を山部MUと称す)に入り、この谷部VAを案内レーンとして案内レーンに案内されながら、ボビン50に並列に巻き取られると共に複数段整列巻きされていた。
【0007】
他方、線状材料巻取装置100は、線径設定器46で予め設定した線状材料Wの径を元にスライドテーブル104を強制的に線状材料Wの1本分移動させてボビン50の一側から他側、他側から一側に往復移動させながら並列に複数段整列巻きしている。この場合、ボビン50の回転速度が変化してもボビン50の1回転あたりのトラバース量、即ち線径設定器46で線状材料Wの径を設定しておけば、ボビン50回転速度によらずボビン50が1回転したときにちょうど線状材料Wの1本分の径だけスライドテーブル104をトラバースさせることができる。これにより、ボビン50に線状材料Wを略密着して整列巻きしていた。
【0008】
しかし、スライドテーブル104のトラバース量は、線状材料Wの径のばらつき、ボビン50の鍔52の形状の変形、ボビン50の幅寸法、或いは、ボビン50の真円度のばらつきなどによって、必ずしもボビン50への線状材料Wの巻き取り移動量と一致していなかった。スライドテーブル104のトラバースが適正に行われないと、ボビン50に複数段整列巻きする線状材料Wは、ボビン50の鍔52の箇所で現在巻き取っている段から次ぎに巻き取る上段へ移動する際、スライドテーブル104の反転のタイミングがずれてしまう。
【0009】
ここで、線状材料Wがボビン50に複数段整列巻きされた場合は、隣接する線状材料Wは略密着して巻き取られる(図11)。しかし、前述の如きスライドテーブル104の反転のタイミングがずれるとボビン50の鍔52のところで次の段に整列巻きされずに乱れが発生してしまう。この線状材料Wの巻き取りの乱れを防止するためには、ボビン50の鍔52のところで線状材料Wが段上がりするタイミングと同期してスライドテーブル104を反転させる必要がある。しかし、スライドテーブル104の反転のタイミングが早すぎると線状材料Wとボビン50の鍔52との間に線状材料Wが入り込めるだけの隙間ができてしまう(図12点線丸印)。
【0010】
線状材料Wとボビン50の鍔52との間に線状材料Wが入り込める隙間ができてしまうと、次の段の線状材料Wの巻き取り時にその隙間に線状材料Wが段落ち(図13矢印)して線状材料Wの巻き取りに巻き乱れが発生してしまう。また、ボビン50の鍔52のところで線状材料Wが段上がりする際、スライドテーブル104の反転のタイミングが遅れてしまうと、現在巻き取っている線状材料Wの上に更に線状材料Wが段巻きされ、ボビン50に巻き取られた線状材料Wに乱れが発生してしまう。即ち、図14の点線丸印位置に巻き取られるべき線状材料Wが2段巻きされ(図中矢印方向)、巻き取られた線状材料Wに乱れが発生してしまっていた。
【0011】
【特許文献1】
特開2001−48421号公報参照。
【特許文献2】
特公昭54−10341号公報参照。
【0012】
【発明が解決しようとする課題】
しかしながら、スライドテーブルの反転タイミングの早すぎや、スライドテーブルの反転タイミングの遅れが発生すると段落ちや2段巻きされて線状材料の巻き取りに乱れが発生してしまうため、線状材料巻取装置の運転を停止して線状材料の乱れを修正しなければならない。この段落ちや2段巻き、或いは、線状材料の巻き取り乱れの修正などによって、線状材料に折れや傷などが発生し線状材料の商品価値を損ねてしまう問題があった。
【0013】
また、ボビンに巻き取る線状材料の下の段の巻き取りに乱れが発生すると、その段以後も線状材料の巻き取りが解消されることがないので、下段の巻き取り乱れの影響を受けて線状材料の巻き取りに乱れが発生してしまう。このため、線径設定器で予め設定した線状材料の径を元にスライドテーブルを強制的に移動するとボビンに巻き取る線状材料のレーンチェンジを好適に行うことができなくなってしまうという問題もあった。
【0014】
本発明は、係る従来技術の課題を解決するために成されたものであり、ボビンに巻き取る線状材料のレーンチェンジを好適に行うことができ、且つ、線状材料の商品価値を大幅に向上させられる線状材料巻取装置を提供することを目的とする。
【0015】
【課題を解決するための手段】
即ち、本発明の線状材料巻取装置は、線状材料が巻回されるボビンの軸方向に往復移動可能なトラバーサを備え、このトラバーサにより線状材料を案内し、当該線状材料をボビンに複数段整列して巻き取るものであって、ボビンの軸に直交する方向とトラバーサより送り出される線状材料の方向とが成す角度である巻取入線角度を検出する入線角度検出手段と、この入線角度検出手段が検出する巻取入線角度に基づいてトラバーサの移動を制御する制御手段とを備えたことを特徴とする。
【0016】
また、請求項2の発明の線状材料巻取装置は、上記において、制御手段は、ボビンの端まで線状材料を巻回した後の巻取入線角度に基づいてトラバーサの移動方向を反転させることを特徴とする。
【0017】
また、請求項3の発明の線状材料巻取装置は、請求項1又は請求項2において、トラバーサは、ボビンの軸と平行な平面上で回動自在とされて線状材料を送り出す案内アームを備え、角度検出手段は、案内アームの回動角度により巻取入線角度を検出することを特徴とする。
【0018】
また、請求項4の発明の線状材料巻取装置は、請求項3に加えて、案内アームは、線状材料が供給される供給側滑車と、この供給側滑車のボビン側に位置する送出側滑車とを備え、供給側滑車に入る線状材料と当該供給側滑車との接点を、案内アームを回動させる回動軸の延長線上に位置させたことを特徴とする。
【0019】
【発明の実施の形態】
次に、図面に基づき本発明の実施形態を詳述する。図1は本発明の線状材料巻取装置10の概念図、図2は本発明の線状材料巻取装置10の側面図、図3は本発明の線状材料巻取装置10の拡大図、図4は本発明の線状材料巻取装置10の要部の拡大側面図をそれぞれ示している。尚、各図において図9乃至図14と同一符号で示すものは同一とする。
【0020】
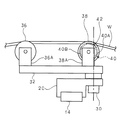
線状材料巻取装置10は、電線、ワイヤ、ケーブル等の線状材料Wをボビン50に巻き取るためのもので、線状材料Wをボビン50の所定位置に案内するトラバーサ12を有している。該トラバーサ12は、ベース板14とスライドテーブル20と案内アーム32と制御装置44(本発明の制御手段に相当)とから構成されている。ベース板14は縦長略矩形状を呈しており、上面一側にはサーボモータ16が図示しないボルトなどによって固定されている。
【0021】
サーボモータ16の回転軸(図示せず)にはカップリング18Aを介してベース板14の長手方向に延在すると共に螺旋状に雄ネジが設けられたボールネジ18が固定され、このボールネジ18の両端はベース板14に固定された図示しないボールネジ受けに回動自在に保持されている。また、ボビン50は、円筒形の軸54とこの軸54の両端に設けられた一対の鍔52とから構成されており、トラバーサ12と所定間隔を存して設けられている。また、56はスピンドルモータでボビン50を回転して線状材料Wをボビン50に巻き取る。尚、ボールネジ18は後述するスライドテーブル20に固定された雌ネジにて保持できれば、ボールネジ受けは使用しなくても差し支えない。
【0022】
また、スライドテーブル20はベース板14の上面に載置された状態で、ベース板14の長手方向一側から他側間を摺動自在に当該ベース板14に保持されると共に、スライドテーブル20には図示しない雌ネジが固定され、この雌ネジに前記ボールネジ18が螺装される。即ち、ボールネジ18とスライドテーブル20とが螺装されることにより、スライドテーブル20はサーボモータ16の回動によるボールネジ18の回動によってベース板14の一側から他側間を往復移動可能に構成されている。
【0023】
該スライドテーブル20には、回動自在な回動軸30が設けられており、この回動軸30はボビン50の離間側に位置して立設されている。回動軸30の上端には線状材料Wを送り出す縦長略矩形状の案内アーム32が固定されており、この案内アーム32は、ボビン50の方向に所定距離延在している(図2、図3)。
【0024】
案内アーム32は、線状材料Wがボビン50に巻き取られるときの荷重に対して変形や振れのない剛性を有しており、回動軸30によってボビン50の軸54と平行な平面上で回動自在に構成されている。尚、図2ではサーボモータ16及びボールネジ18を図示していない。また、回動軸30とスライドテーブル20側或いは案内アーム32とは図示しないボールベアリングを介して保持されており、このボールベアリングによって案内アーム32は回動軸30を中心に円滑に回動できるように構成されている。
【0025】
案内アーム32の長手方向両端には一対の滑車(送出側滑車36と供給側滑車38)がそれぞれ回動自在に設けられており、これらの送出側滑車36と供給側滑車38はボビン50と同一方向に回動する。そして、送出側滑車36はボビン50側に設けられ、供給側滑車38はボビン50の離間側に設けられている。両送出側滑車36と供給側滑車38はスライドテーブル20に立設された滑車支持板36A及び滑車支持板38Aにそれぞれ回動自在に保持されている。
【0026】
送出側滑車36と供給側滑車38には、線状材料Wが挿入されるV字状の案内溝40(送出側滑車36は図示せず)が設けられている(図4)。尚、40A(図中2点鎖線)は線状材料Wが挿入された際に線状材料Wが案内溝40と接触する接線、40B(図中点線)は溝底部40Bである。そして、図示しない線状材料製造機で製造された線状材料Wは、供給側滑車38の案内溝40から送出側滑車36の案内溝を経てボビン50の軸54に巻き取られる。
【0027】
そして、線状材料製造機から送出された線状材料Wが供給側滑車38の案内溝40の接線40Aと接触し始めた箇所となる接点42は、回動軸30中心の延長線上に位置している。この接点42(回動軸30)を中心にして案内アーム32は回動自在に構成しているので、送出側滑車36側が僅か動いた場合でもその動いた方向に案内アーム32は接点42(回動軸30)を中心に円滑に回動できるように構成されている。即ち、トラバーサ12にて線状材料Wをボビン50に供給する際、案内アーム32が回動する支点を回動軸30の中心に設定している。
【0028】
一方、前記スライドテーブル20には角度検出センサ60が設けられており、この角度検出センサ60は制御装置44に接続されている。該角度検出センサ60は、当該角度検出センサ60から案内アーム32までの距離を計測しそのデータを制御装置44に送信する。そして、制御装置44は角度検出センサ60からの距離データに基づいて、回動軸30に対する案内アーム32の角度を算出(本発明の入線角度検出手段に相当)し、線状材料Wがボビン50に巻き取られるときの案内アーム32の回動角度(線状材料Wの巻取入線角度)を検出する。即ち、角度検出センサ60により案内アーム32の位置を検出することで、その検出データを基に制御装置44で演算すれば現在巻き取っている線状材料Wの角度を算出することができる。
【0029】
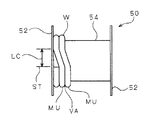
次に、ボビン50に巻き取る線状材料Wの巻取入線角度を図5を用いて説明する。尚、線状材料Wは前述した如き案内アーム32に設けられた送出側滑車36と供給側滑車38に設けられた案内溝40に案内されてボビン50に巻き取られるが、線状材料Wがボビン50へ正常に巻き取られるときの通常の巻取入線角度は、ボビン50の軸54に巻き取る線状材料Wの直交する方向に案内アーム32の回動軸30が位置し、案内アーム32に設けられた送出側滑車36はボビン50に巻き取られる線状材料Wの張力により供給側滑車38とボビン50に巻き取られる線状材料Wとの直線上に位置する。
【0030】
そして、線状材料Wの巻取入線角度の検出方法は、ボビン50に巻き取られボビン50の軸54と直交方向に延在する線状材料Wと、案内アーム32に設けられた送出側滑車36が線状材料Wの張力により線状材料Wの直線上に位置したときの案内アーム32(線状材料W)の角度を第1巻取角(図中点線X1)とする。また、現在ボビン50に巻き取っている線状材料Wが、案内アーム32に設けられた送出側滑車36が線状材料Wの張力により線状材料Wの直線上に位置したときの案内アーム32(線状材料W)の角度を第2巻取角(図中点線X2)として、第1巻取角X1と第2巻取角X2が離間している場合は第1巻取角X1と第2巻取角X2間に寸法差が発生する(図中矢印範囲)。
【0031】
該ボビン50に巻き取っている線状材料Wが第2巻取角X2の状態では、案内アーム32は回動軸30を中心に供給側滑車38によって第2巻取角X2の方向に揺動する。この案内アーム32の位置を角度検出センサ60にて検出し制御装置44にて演算することにより、そのときの線状材料Wの生成する角度、即ちボビン50へ巻き取る線状材料Wの巻取入線角度を検出することができる。尚、第1巻取角X1を基準に第2巻取角X2と反対側に線状材料Wが巻き取られるときも同様に線状材料Wの巻取入線角度を検出することができる。
【0032】
この線状材料Wをボビン50へ巻き取る場合の線状材料Wの巻取入線角度、即ち、ボビン50の軸54に直交する方向とトラバーサ12(供給側滑車38)より送り出される線状材料Wの方向とが成す巻取入線角度は次の3種類に分類することができる。
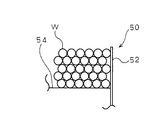
(1)ボビン50の下段に巻かれた線状材料W間の谷部VAを案内レーンとして巻き取る通常状態の巻取入線角度(図6)。
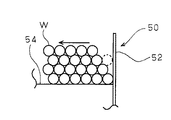
(2)ボビン50の下段に巻かれた線状材料Wの谷部VAに添って線状材料Wを巻き取っている状態から隣の谷部VAに線状材料Wの巻き取りが移行するレーンチェンジLCが発生している状態の巻取入線角度(図7)。
(3)ボビン50の鍔52に阻止されてそれ以上同一段で線状材料Wが巻き取ることが不可能になり線状材料Wの段上がりが発生している状態の巻取入線角度(図8)の3種類があげられる。
【0033】
次に、(1)乃至(3)を図面を参照しながら順を追って説明する。
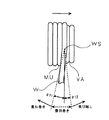
まず、(1)では線状材料Wをボビン50に巻き取るとき、直前に巻き取られた線状材料Wに現在巻き取る線状材料Wが接触する箇所を巻き取り接点WSとしている(図6)。この状態から線状材料Wがボビン50に巻き取られるに従って巻き取り接点WSが移動する方向を進み側(図中実線矢印方向)、進み側方向の逆方向を遅れ側と称す。また、線状材料Wが巻き取られる2本の線状材料W間の谷部VAを案内レーン(この場合、巻き取り接点WSの下側の谷部VAを云う)と称す。
【0034】
そして、線状材料Wが巻き取られる通常状態の巻き取り接点WSの遅れ側方向の巻取入線角度は、線状材料Wの山部MUに乗り上げない角度θ11より小さければ線状材料Wの重ね巻きは発生せず、進み側方向においては現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ12より小さければ次の谷部VAの飛び越しは発生しない。即ち、巻取入線角度が山部MUに乗り上げない角度θ11と現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ12の範囲内(図中点線矢印)であれば巻き乱れは発生せず整列巻きを行うことができる。
【0035】
また、(2)ではボビン50の下段に巻かれた案内レーン(谷部VA)に添って線状材料Wが巻かれている状態から隣の案内レーン(谷部VA)に移るレーンチェンジLCが行われる(図7)。そして、レーンチェンジLCを行った後の巻き取り接点WSの遅れ側方向の巻取入線角度は、線状材料Wの山部MUに乗り上げない角度θ21より小さければ線状材料Wの重ね巻きは発生せず、進み側方向においては現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ22より小さければ次の谷部VAの飛び越しは発生しない。即ち、巻取入線角度が山部MUに乗り上げない角度θ21と現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ22の範囲内(図中点線矢印)であれば巻き乱れは発生せず整列巻きを行うことができる。
【0036】
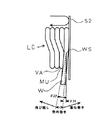
また、(3)ではボビン50の鍔52に阻止されてそれ以上同一段で線状材料Wが巻かれることが不可能な状態では次の段に線状材料Wを巻き取る線状材料Wの段上がりが発生する(図8)。線状材料Wの段上がりが発生して段上がり終了直後に段上がりした線状材料Wの山部MUに乗り上げない角度θ31より後述する角度θ3方向に大きな角度であれば段上がりの際に重ね巻きは発生しない。この場合の線状材料Wの進み側方向は一旦ボビン50の鍔52まで巻き取られた後ボビン50の鍔52から離間していく(図中折り返し矢印)。また、進み側方向(ボビン50の鍔52から離間していく方向)で既に巻き取られている次の線状材料Wの山部MUを乗り越える角度θ32より小さければ次の谷部VAへの飛び越しは発生しない。
【0037】
即ち、線状材料Wの巻き取りがレーン変更されない同一箇所の線状材料Wの山部MUに乗り上げない角度θ31と現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ32の範囲内(図中点線矢印)であれば巻き乱れは発生せず整列巻きを行うことができる。この谷部VAに落ちない角度θ32は、図6では同一段の山部MUを乗り越えて谷部VAに落ちない角度θ12、図7では山部MUを乗り越えて谷部VAに落ちない角度θ22と同一である。尚、山部MUに乗り上げない角度θ11、θ21、θ31及び現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ12、θ22、θ32は線状材料Wの材質や線径及び巻き取るボビン50の軸54径などにより決まる固有の角度である。
【0038】
ここで、線状材料Wの巻取入線角度を更に詳しく述べると、線状材料Wの巻取入線角度(1)、(2)の通常の巻き取り状態((3)を除く)では、遅れ側方向の巻取入線角度で巻き取るとすれば、巻取入線角度≦θ11及び巻取入線角度≦θ21であれば線状材料Wの重ね巻きは発生しない。もちろん遅れ側方向の角度であるからして山部MUを乗り越えて次の谷部VAへの飛び越しも発生しない。
【0039】
また、巻取入線角度を保ったままボビン50の鍔52まで線状材料Wが巻き取られて、段上がりが発生した瞬間の線状材料Wの巻取入線角度(3)を考えると、巻取入線角度は遅れ側方向の角度は反転して進み側方向の角度になる。このとき巻取入線角度≧θ31ならば重ね巻きは発生しない。また、巻取入線角度≦θ32、即ち、巻取入線角度≧θ12、巻取入線角度≧θ22ならば山部MUを乗り越えて次の谷部VAへの飛び越しも発生しない。
【0040】
以上より次の様な関係式が成り立つ。
【式1】
(1)θ11>θ12
(2)θ21>θ22
(3)θ11>θ21
(4)θ12≒θ22≒θ32
(5)θ32>θ31
【0041】
上記(1)及び(2)の式は、線状材料Wは進み側方向の谷部VAに落ちる方向に誘導され、遅れ側方向では現在巻き取っている線状材料Wを乗り上げなければならず山部MUには誘導され難いため、θ11>θ12及びθ21>θ22となる。また、(3)の式ではレーンチェンジLCで下段の前回巻き取られた線状材料Wの角度が影響するためθ11>θ21となる。また、(4)の式では現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAへの飛び越しが発生しない条件は何れの場合も等しく谷部VAのみに誘導されるためθ12≒θ22≒θ32となる。更に、(5)の式では何れも進み側方向の角度であり、式(1)、(2)の説明より現在巻き取っている線状材料Wを乗り上げ重ね巻きが行われる角度は谷部VAの飛び越しが発生する角度より小さくなるためθ32>θ31となる。
【0042】
また、上記式1より次の様な関係式(この場合、遅れ側方向角度を整数値、進み側方向角度を負数値としている)が成り立つ。
【式2】
θ11>θ21>θ12≒θ22≒θ32>θ31>0>−θ22≒−θ12
【0043】
従って、式(1)の巻取入線角度については、θ11>巻取入線角度>−θ12、式(2)の巻取入線角度については、θ21>巻取入線角度>−θ22、式(3)の巻取入線角度については、θ31>巻取入線角度>θ32であれば巻き乱れのない整列巻取が可能であることから、遅れ側方向で後述する式3を満たす巻取入線角度を維持しながら線状材料巻取装置が線状材料Wをトラバースした場合、線状材料Wの重ね巻き状態は発生しない。また、ボビン50の鍔52部で線状材料Wが段上がりし、巻き取り進行方向が反転した瞬間に巻き取り進み側方向が変わった場合でも、線状材料Wの重ね巻き及び谷部VAの飛び越し状態が発生しないことが判明する。
【0044】
また、次の様な関係式も成り立つ。
【式3】
θ32>巻取入線角度>θ31
【0045】
上記の関係は(1)、(2)、(3)の状態の各々の巻取入線角度を満足してボビン50に整列巻きを可能とする特定の角度範囲が存在することを示している。この角度を設定角度(適正な巻取入線角度)とし、これを一定に保つように制御装置44でサーボモータ16を制御してスライドテーブル20にて線状材料Wをトラバースすれば上記(1)、(2)、(3)の状態に関わらず巻き乱れのない線状材料Wの巻き取りが可能となる。尚、適正な巻取入線角度は、線状材料Wをボビン50の軸54の巻き取る位置の直交する方向から巻き取るため、スライドテーブル20の往復移動時どちらの進み側方向に対しても同一条件となる。
【0046】
即ち、線状材料巻取装置10での線状材料Wのトラバースは、遅れ側方向の角度を維持した状態でボビン50への線状材料Wの巻き取りを進行させ、ボビン50の鍔52部で段上がりし巻き取りの進行方向が反転した時点でトラバースを停止させれば、巻取入線角度で段上がり直前まで遅れ側方向の角度でトラバースしていたものが、巻き取り進行方向が停止すると巻取入線角度は次第に減少し、やがて0°を経由して遅れ側方向の角度が増大し、巻き取り進行方向が反転して進み始めると再度巻取入線角度になる。この時点からスライドテーブル20の進行方向に対して線状材料巻取装置10での線状材料Wのトラバースを遅れ側方向の角度を維持するように制御すれば、段上がりの際にも巻き乱れなどの発生を回避することができる。
【0047】
このときの、ボビン50の鍔52部で線状材料Wが段上りするときの巻取入線角度の変化は次のようになる。即ち、ボビン50の鍔52部で線状材料Wが段上りするとき線状材料巻取装置10は、線状材料Wの遅れ側方向の角度を維持→ボビン50の鍔52部で段上り→進み方向反転→進み側方向の角度減少→0°→遅れ角度増大→遅れ側方向の角度を維持する巻取入線角度の変化となる。
【0048】
次に、線状材料巻取装置10の動作を説明する。尚、スピンドルモータ56の駆動によりボビン50が回転して線状材料Wが巻き取られ線状材料巻取装置10は線状材料Wをトラバースしているものとする。また、ボビン50の軸54には予め線状材料Wが一段巻き取られ、両鍔52間の線状材料Wが略等間隔に調整され2段目が巻き取られ始めているものとする。
【0049】
制御装置44は角度検出センサ60が検出したデータから案内アーム32の角度を演算し、そのときの線状材料Wが生成する巻取入線角度を検出する。そして、通常の巻き取り状態では制御装置44は、線状材料Wの山部MUに乗り上げない角度θ11及び現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ12の範囲内でサーボモータ16を制御しスライドテーブル20のトラバースを行ってボビン50に線状材料Wを巻き取る制御が継続される。これにより、線状材料Wの重ね巻き及び谷部VAの飛び越しなどの発生もなくボビン50に線状材料Wの整列巻きを行うことができる。
【0050】
また、レーンチェンジLCが発生している箇所では制御装置44は、線状材料Wの山部MUに乗り上げない角度θ21及び現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ22の範囲内でサーボモータ16を制御し線状材料Wをボビン50に巻き取る制御がその段のボビン50の鍔52まで継続される。これにより、線状材料Wの巻き乱れが発生せずにボビン50に線状材料Wの整列巻きを行うことができる。
【0051】
また、ボビン50の鍔52で線状材料Wを巻き取る場合、制御装置44は、線状材料Wの段上がり終了直後に段上がりした線状材料Wの山部MUに乗り上げない角度θ31及び現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ32の範囲内でサーボモータ16を制御し線状材料Wをボビン50に巻き取る。そして、スライドテーブル20の移動方向の反転後は、スライドテーブル20の移動方向の遅れ側方向の角度で線状材料Wの巻取入線角度の制御が継続される。これにより、段上がりの際に重ね巻きは発生せず、また、進み側方向では次の線状材料Wの山部MUを乗り越えて次の谷部VAへの飛び越しも発生しない。
【0052】
このことから、線状材料巻取装置10での線状材料Wのトラバースは巻き取り位置より遅れ側方向の角度でスライドテーブル20を移動させれば、線状材料巻取装置10のトラバースは前記3種類の線状材料Wの巻取入線角度の状態に対応することができる。従って、3種類の状態を全て満足する好適な巻取入線角度は、遅れ側方向の巻取入線角度に設定することが好ましい。
【0053】
そして、現在ボビン50に巻き取っている線状材料Wが進み側方向の巻取入線角度であればトラバースは停止して待機するようにし、遅れ側方向の巻取入線角度であった場合この現在値演算結果と予め設定した巻取入線角度の目標角度とを比較して遅れ側方向の角度が(現在角度>目標角度)でなければトラバースは停止して待機するようにする。一方、比較の結果遅れ側方向の角度が(現在角度>目標角度)であればその差分をサーボモータ16の指令値となるように制御装置44で変換演算してサーボ指令値としてサーボモータ16に出力する。上記の制御を連続的に繰り返すことで、常に巻取入線角度を目標角度以内に制御することができる。その結果、線状材料Wを好適な遅れ側の角度でボビン50に巻き取ることが可能となる。
【0054】
これにより、3種類の線状材料Wの巻取入線角度が(3)の状態では、巻き取り方向及び線状材料巻取装置10のトラバース方向が反転するがスライドテーブル20は制御装置44のサーボモータ16の制御によって停止したままとする。即ち、制御装置44のサーボモータ16の制御によって巻取入線角度を制御することにより、線状材料Wの段上がり直前まで巻取入線角度を遅れ側方向の角度で制御していたものが段上がり直後では進み側方向の角度となる。このように進み側方向の角度ではスライドテーブル20は停止したままで、その後、ボビン50への線状材料Wの巻き取りが進んで巻取入線角度が反転して遅れ側方向の角度が巻取入線角度に達した時点から遅れ側方向の角度を目標角度に保持しながらスライドテーブル20を移動させる。
【0055】
このように、制御装置44は、ボビン50に巻き取る線状材料Wの巻取入線角度の所定範囲内において、ボビン50の鍔52まで線状材料Wを巻回した後の巻取入線角度に基づいてトラバーサ12の移動方向を反転させるので、従来使用していた線径設定器やロータリーエンコーダなどが不要となり線状材料巻取装置10のコストを大幅に低減させることができるようになると共に、ボビン50に巻き取る線状材料Wを略密着巻きさせることが可能になり線状材料Wの段落ちや2段巻きを防止することが可能となる。これにより、ボビン50の端の鍔52部分でトラバーサ12の反転方向のタイミングの早すぎや遅れなどの不都合を防止することができて線状材料Wをボビン50に複数段整列して巻回することが可能となる。従って、ボビン50に巻き取った線状材料Wの段落ちや2段巻きによる折れや傷などを未然に阻止することができるので、線状材料Wの商品価値を大幅に向上させることができるようになる。
【0056】
また、トラバーサ12にはボビン50の軸54と平行な平面上で回動自在の線状材料Wを送り出す案内アーム32を備えており、制御装置44は角度検出センサ60からの距離データに基づいて、回動軸30に対する案内アーム32の角度を算出するので、制御装置44はトラバーサ12の移動を線状材料Wが略密着した状態でボビン50に巻き付ける制御を行うことが可能となる。これにより、同一段で隣接する線状材料W間の隙間を一定に保つことができるようになる。従って、線状材料Wを均一にムラなくボビン50に巻き取ることが可能になるので、線状材料Wの段落ちや2段巻きなどが発生してしまうのを確実に防止することができる。
【0057】
また、案内アーム32には、線状材料Wが供給される供給側滑車38と、この供給側滑車38のボビン50側に位置する送出側滑車36とを備えている。そして、線状材料製造機から供給側滑車38に入る線状材料Wと当該供給側滑車38との接点42を、案内アーム32を回動させる回動軸30の延長線上に位置させているので、線状材料Wをボビン50に供給する際案内アーム32の回動支点を回動軸30の中心とすることが可能となる。これにより、ボビン50に巻き取る線状材料Wに沿って案内アーム32を円滑に揺動させることができるようになると共に、線状材料Wの巻取入線角度の精度を大幅に向上させることができる。従って、ボビン50に巻き取った線状材料Wの反転位置にトラバーサ12の反転方向のタイミングを確実に合わせることが可能となる。
【0058】
【発明の効果】
以上詳述した如く本発明によれば、線状材料が巻回されるボビンの軸方向に往復移動可能なトラバーサを備え、このトラバーサにより線状材料を案内し、当該線状材料をボビンに複数段整列して巻き取るものであって、ボビンの軸に直交する方向とトラバーサより送り出される線状材料の方向とが成す角度である巻取入線角度を検出する入線角度検出手段と、この入線角度検出手段が検出する巻取入線角度に基づいてトラバーサの移動を制御する制御手段とを備えたので、例えば線状材料巻取装置を請求項2の如く構成することによりボビンに巻き取る線状材料を略密着巻きすることが可能になり線状材料の段落ちや2段巻きを防止することが可能となる。これにより、ボビンの端でトラバーサの反転方向のタイミングの早すぎや遅れなどの不都合を確実に防止することができボビンに線状材料を複数段整列して巻き取ることが可能となる。従って、ボビンに巻き取った線状材料の段落ちや2段巻きによる折れや傷などを未然に阻止することができ、線状材料Wの商品価値を大幅に向上させることができるようになるものである。
【0059】
また、請求項3の発明によれば、請求項1又は請求項2において、トラバーサは、ボビンの軸と平行な平面上で回動自在とされて線状材料を送り出す案内アームを備え、角度検出手段は、案内アームの回動角度により巻取入線角度を検出するので、制御手段はトラバーサの移動を線状材料が略密着した状態でボビンに巻き付ける制御を行うことが可能となる。これにより、同一段で隣接する線状材料間の隙間を一定に保つことができるようになる。従って、線状材料を均一にムラなくボビンに巻き取ることが可能になるので、線状材料の段落ちや2段巻きなどが発生してしまうのを確実に防止することができるようになるものである。
【0060】
また、請求項4の発明によれば、請求項3に加えて、案内アームは、線状材料が供給される供給側滑車と、この供給側滑車のボビン側に位置する送出側滑車とを備え、供給側滑車に入る線状材料と当該供給側滑車との接点を、案内アームを回動させる回動軸の延長線上に位置させたので、線状材料をボビンに供給する際案内アームの回動支点を回動軸の中心とすることが可能となる。これにより、ボビンに巻き取られる線状材料に沿って案内アームを円滑に揺動させることができ、線状材料の巻取入線角度の精度を大幅に向上させることができるようになる。従って、ボビンに巻き取った線状材料の反転位置にトラバーサの反転方向のタイミングを確実に合わせることができ、ボビンに巻き取る線状材料の段落ちや2段巻きなどの発生を更に確実に防止することができるようになるものである。
【図面の簡単な説明】
【図1】本発明の線状材料巻取装置の概念図である。
【図2】本発明の線状材料巻取装置の側面図である。
【図3】本発明の線状材料巻取装置の拡大図である。
【図4】本発明の線状材料巻取装置の要部の拡大側面図である。
【図5】本発明の線状材料巻取装置の巻取入線角度を説明するための概念図である。
【図6】通常状態でボビンに巻き取る線状材料の図である。
【図7】レーンチェンジして巻き取る線状材料の図である。
【図8】ボビンの鍔で巻き取りが反転するときの線状材料の図である。
【図9】従来の線状材料巻取装置の概念図である。
【図10】ボビンに巻き取られた線状材料のレーンチェンジ範囲を示す図である。
【図11】線状材料が複数段整列巻きされたボビンの縦断側面図である。
【図12】スライドテーブルの反転のタイミングが早すぎてボビンの鍔に線状材料が入り込める隙間ができた状態を示すボビンの縦断側面図である。
【図13】同図13の隙間に次の段の線状材料が段落ちした状態を示すボビンの縦断側面図である。
【図14】スライドテーブルの反転のタイミングが遅くてボビンの鍔で線状材料が2段巻きされた状態を示すボビンの縦断側面図である。
【符号の説明】
10 線状材料巻取装置
12 トラバーサ
14 ベース板
16 サーボモータ
18 ボールネジ
20 スライドテーブル
30 回動軸
32 案内アーム
36 送出側滑車
38 供給側滑車
40 案内溝
42 接点
44 制御装置
50 ボビン
52 鍔
54 軸
56 スピンドルモータ
60 角度検出センサ
LC レーンチェンジ
ST 巻き始め位置
WS 巻き取り接点
MU 山部
VA 谷部
W 線状材料
【発明の属する技術分野】
本発明は、線状材料が巻回されるボビンの軸方向に往復移動可能なトラバーサを備え、このトラバーサにより線状材料を案内し、当該線状材料をボビンに複数段整列して巻き取る線状材料巻取装置に関するものである。
【0002】
【従来の技術】
従来この種線状材料巻取装置は、例えば線状材料を巻き取るボビンの軸の延在方向に往復移動するトラバーサで線状材料を案内して、ボビンに線状材料を一方向から順に並列巻きして巻き取っていく。そして、線状材料はボビンの端部に設けられた鍔の部分で反転し、先に並列に巻かれた線状材料の段の上を反対方向に移動しながら複数段整列して巻き取るように構成していた(特許文献1、特許文献2参照)。
【0003】
一方、このような線状材料巻取装置を図9に示している。即ち、線状材料巻取装置100は、スピンドルモータ56で回転する線状材料W巻き取り用のボビン50の回転数をロータリーエンコーダ58でパルスデータとして検出する。そして、検出したパルスデータは、線径設定器46で予め設定した線状材料Wの径を元に制御装置44で演算してサーボモータ16への指令パルスに変換し、サーボアンプ48に出力する。そして、サーボアンプ48はその指令パルスに従ってサーボモータ16の回転を制御する。
【0004】
制御装置44で制御されるサーボモータ16は、ボールネジ18を回転して回動自在の滑車102が取り付けられたスライドテーブル104を往復移動(図中実線矢印)させて、滑車102から送り出される線状材料Wをボビン50の所定の位置に案内する。この線状材料巻取装置100は、段巻きされた線状材料Wの径の大きさによってボビン50へ巻き取る線状材料Wの巻き取り速度が変化した場合でも、ボビン50の1回転あたりのスライドテーブル104の移動量を線径設定器46で予め設定した線状材料Wの径から算出しているので、ボビン50へ巻き取る線状材料Wの巻き取り速度に関わらずボビン50が1回転したときスライドテーブル104を線状材料Wの線径1本分移動(トラバース)させることができる。
【0005】
一方、線状材料Wの巻き取り時のスライドテーブル104の移動量は必ずしもボビン50の回転に追随させれば良いものではない。実際には図10に示す如くボビン50の回転によって線状材料Wの巻き始め位置STの少許手前から次のレーンに移動するレーンチェンジLC(図中矢印範囲)が行われる。このレーンチェンジLCは、線状材料Wをボビン50へ巻き取る際、線状材料Wの巻き始め位置STの影響を受け、線状材料Wの巻き始め位置ST近傍に接近した位置から最初に線状材料Wを巻き取ったレーンの次のレーンに移動していく。
【0006】
係るレーンチェンジLCは、2段目以後も下段に巻き取った線状材料Wの影響を受け、ボビン50へ線状材料Wが巻き終わるまで解消されることがない。また、線状材料Wはボビン50が1回転するうちの殆どの部分で下段の線状材料W間の溝(以降谷部VAと称す。また、ボビン50の軸54に対して線状材料Wの径のうち最大に離間している部分を山部MUと称す)に入り、この谷部VAを案内レーンとして案内レーンに案内されながら、ボビン50に並列に巻き取られると共に複数段整列巻きされていた。
【0007】
他方、線状材料巻取装置100は、線径設定器46で予め設定した線状材料Wの径を元にスライドテーブル104を強制的に線状材料Wの1本分移動させてボビン50の一側から他側、他側から一側に往復移動させながら並列に複数段整列巻きしている。この場合、ボビン50の回転速度が変化してもボビン50の1回転あたりのトラバース量、即ち線径設定器46で線状材料Wの径を設定しておけば、ボビン50回転速度によらずボビン50が1回転したときにちょうど線状材料Wの1本分の径だけスライドテーブル104をトラバースさせることができる。これにより、ボビン50に線状材料Wを略密着して整列巻きしていた。
【0008】
しかし、スライドテーブル104のトラバース量は、線状材料Wの径のばらつき、ボビン50の鍔52の形状の変形、ボビン50の幅寸法、或いは、ボビン50の真円度のばらつきなどによって、必ずしもボビン50への線状材料Wの巻き取り移動量と一致していなかった。スライドテーブル104のトラバースが適正に行われないと、ボビン50に複数段整列巻きする線状材料Wは、ボビン50の鍔52の箇所で現在巻き取っている段から次ぎに巻き取る上段へ移動する際、スライドテーブル104の反転のタイミングがずれてしまう。
【0009】
ここで、線状材料Wがボビン50に複数段整列巻きされた場合は、隣接する線状材料Wは略密着して巻き取られる(図11)。しかし、前述の如きスライドテーブル104の反転のタイミングがずれるとボビン50の鍔52のところで次の段に整列巻きされずに乱れが発生してしまう。この線状材料Wの巻き取りの乱れを防止するためには、ボビン50の鍔52のところで線状材料Wが段上がりするタイミングと同期してスライドテーブル104を反転させる必要がある。しかし、スライドテーブル104の反転のタイミングが早すぎると線状材料Wとボビン50の鍔52との間に線状材料Wが入り込めるだけの隙間ができてしまう(図12点線丸印)。
【0010】
線状材料Wとボビン50の鍔52との間に線状材料Wが入り込める隙間ができてしまうと、次の段の線状材料Wの巻き取り時にその隙間に線状材料Wが段落ち(図13矢印)して線状材料Wの巻き取りに巻き乱れが発生してしまう。また、ボビン50の鍔52のところで線状材料Wが段上がりする際、スライドテーブル104の反転のタイミングが遅れてしまうと、現在巻き取っている線状材料Wの上に更に線状材料Wが段巻きされ、ボビン50に巻き取られた線状材料Wに乱れが発生してしまう。即ち、図14の点線丸印位置に巻き取られるべき線状材料Wが2段巻きされ(図中矢印方向)、巻き取られた線状材料Wに乱れが発生してしまっていた。
【0011】
【特許文献1】
特開2001−48421号公報参照。
【特許文献2】
特公昭54−10341号公報参照。
【0012】
【発明が解決しようとする課題】
しかしながら、スライドテーブルの反転タイミングの早すぎや、スライドテーブルの反転タイミングの遅れが発生すると段落ちや2段巻きされて線状材料の巻き取りに乱れが発生してしまうため、線状材料巻取装置の運転を停止して線状材料の乱れを修正しなければならない。この段落ちや2段巻き、或いは、線状材料の巻き取り乱れの修正などによって、線状材料に折れや傷などが発生し線状材料の商品価値を損ねてしまう問題があった。
【0013】
また、ボビンに巻き取る線状材料の下の段の巻き取りに乱れが発生すると、その段以後も線状材料の巻き取りが解消されることがないので、下段の巻き取り乱れの影響を受けて線状材料の巻き取りに乱れが発生してしまう。このため、線径設定器で予め設定した線状材料の径を元にスライドテーブルを強制的に移動するとボビンに巻き取る線状材料のレーンチェンジを好適に行うことができなくなってしまうという問題もあった。
【0014】
本発明は、係る従来技術の課題を解決するために成されたものであり、ボビンに巻き取る線状材料のレーンチェンジを好適に行うことができ、且つ、線状材料の商品価値を大幅に向上させられる線状材料巻取装置を提供することを目的とする。
【0015】
【課題を解決するための手段】
即ち、本発明の線状材料巻取装置は、線状材料が巻回されるボビンの軸方向に往復移動可能なトラバーサを備え、このトラバーサにより線状材料を案内し、当該線状材料をボビンに複数段整列して巻き取るものであって、ボビンの軸に直交する方向とトラバーサより送り出される線状材料の方向とが成す角度である巻取入線角度を検出する入線角度検出手段と、この入線角度検出手段が検出する巻取入線角度に基づいてトラバーサの移動を制御する制御手段とを備えたことを特徴とする。
【0016】
また、請求項2の発明の線状材料巻取装置は、上記において、制御手段は、ボビンの端まで線状材料を巻回した後の巻取入線角度に基づいてトラバーサの移動方向を反転させることを特徴とする。
【0017】
また、請求項3の発明の線状材料巻取装置は、請求項1又は請求項2において、トラバーサは、ボビンの軸と平行な平面上で回動自在とされて線状材料を送り出す案内アームを備え、角度検出手段は、案内アームの回動角度により巻取入線角度を検出することを特徴とする。
【0018】
また、請求項4の発明の線状材料巻取装置は、請求項3に加えて、案内アームは、線状材料が供給される供給側滑車と、この供給側滑車のボビン側に位置する送出側滑車とを備え、供給側滑車に入る線状材料と当該供給側滑車との接点を、案内アームを回動させる回動軸の延長線上に位置させたことを特徴とする。
【0019】
【発明の実施の形態】
次に、図面に基づき本発明の実施形態を詳述する。図1は本発明の線状材料巻取装置10の概念図、図2は本発明の線状材料巻取装置10の側面図、図3は本発明の線状材料巻取装置10の拡大図、図4は本発明の線状材料巻取装置10の要部の拡大側面図をそれぞれ示している。尚、各図において図9乃至図14と同一符号で示すものは同一とする。
【0020】
線状材料巻取装置10は、電線、ワイヤ、ケーブル等の線状材料Wをボビン50に巻き取るためのもので、線状材料Wをボビン50の所定位置に案内するトラバーサ12を有している。該トラバーサ12は、ベース板14とスライドテーブル20と案内アーム32と制御装置44(本発明の制御手段に相当)とから構成されている。ベース板14は縦長略矩形状を呈しており、上面一側にはサーボモータ16が図示しないボルトなどによって固定されている。
【0021】
サーボモータ16の回転軸(図示せず)にはカップリング18Aを介してベース板14の長手方向に延在すると共に螺旋状に雄ネジが設けられたボールネジ18が固定され、このボールネジ18の両端はベース板14に固定された図示しないボールネジ受けに回動自在に保持されている。また、ボビン50は、円筒形の軸54とこの軸54の両端に設けられた一対の鍔52とから構成されており、トラバーサ12と所定間隔を存して設けられている。また、56はスピンドルモータでボビン50を回転して線状材料Wをボビン50に巻き取る。尚、ボールネジ18は後述するスライドテーブル20に固定された雌ネジにて保持できれば、ボールネジ受けは使用しなくても差し支えない。
【0022】
また、スライドテーブル20はベース板14の上面に載置された状態で、ベース板14の長手方向一側から他側間を摺動自在に当該ベース板14に保持されると共に、スライドテーブル20には図示しない雌ネジが固定され、この雌ネジに前記ボールネジ18が螺装される。即ち、ボールネジ18とスライドテーブル20とが螺装されることにより、スライドテーブル20はサーボモータ16の回動によるボールネジ18の回動によってベース板14の一側から他側間を往復移動可能に構成されている。
【0023】
該スライドテーブル20には、回動自在な回動軸30が設けられており、この回動軸30はボビン50の離間側に位置して立設されている。回動軸30の上端には線状材料Wを送り出す縦長略矩形状の案内アーム32が固定されており、この案内アーム32は、ボビン50の方向に所定距離延在している(図2、図3)。
【0024】
案内アーム32は、線状材料Wがボビン50に巻き取られるときの荷重に対して変形や振れのない剛性を有しており、回動軸30によってボビン50の軸54と平行な平面上で回動自在に構成されている。尚、図2ではサーボモータ16及びボールネジ18を図示していない。また、回動軸30とスライドテーブル20側或いは案内アーム32とは図示しないボールベアリングを介して保持されており、このボールベアリングによって案内アーム32は回動軸30を中心に円滑に回動できるように構成されている。
【0025】
案内アーム32の長手方向両端には一対の滑車(送出側滑車36と供給側滑車38)がそれぞれ回動自在に設けられており、これらの送出側滑車36と供給側滑車38はボビン50と同一方向に回動する。そして、送出側滑車36はボビン50側に設けられ、供給側滑車38はボビン50の離間側に設けられている。両送出側滑車36と供給側滑車38はスライドテーブル20に立設された滑車支持板36A及び滑車支持板38Aにそれぞれ回動自在に保持されている。
【0026】
送出側滑車36と供給側滑車38には、線状材料Wが挿入されるV字状の案内溝40(送出側滑車36は図示せず)が設けられている(図4)。尚、40A(図中2点鎖線)は線状材料Wが挿入された際に線状材料Wが案内溝40と接触する接線、40B(図中点線)は溝底部40Bである。そして、図示しない線状材料製造機で製造された線状材料Wは、供給側滑車38の案内溝40から送出側滑車36の案内溝を経てボビン50の軸54に巻き取られる。
【0027】
そして、線状材料製造機から送出された線状材料Wが供給側滑車38の案内溝40の接線40Aと接触し始めた箇所となる接点42は、回動軸30中心の延長線上に位置している。この接点42(回動軸30)を中心にして案内アーム32は回動自在に構成しているので、送出側滑車36側が僅か動いた場合でもその動いた方向に案内アーム32は接点42(回動軸30)を中心に円滑に回動できるように構成されている。即ち、トラバーサ12にて線状材料Wをボビン50に供給する際、案内アーム32が回動する支点を回動軸30の中心に設定している。
【0028】
一方、前記スライドテーブル20には角度検出センサ60が設けられており、この角度検出センサ60は制御装置44に接続されている。該角度検出センサ60は、当該角度検出センサ60から案内アーム32までの距離を計測しそのデータを制御装置44に送信する。そして、制御装置44は角度検出センサ60からの距離データに基づいて、回動軸30に対する案内アーム32の角度を算出(本発明の入線角度検出手段に相当)し、線状材料Wがボビン50に巻き取られるときの案内アーム32の回動角度(線状材料Wの巻取入線角度)を検出する。即ち、角度検出センサ60により案内アーム32の位置を検出することで、その検出データを基に制御装置44で演算すれば現在巻き取っている線状材料Wの角度を算出することができる。
【0029】
次に、ボビン50に巻き取る線状材料Wの巻取入線角度を図5を用いて説明する。尚、線状材料Wは前述した如き案内アーム32に設けられた送出側滑車36と供給側滑車38に設けられた案内溝40に案内されてボビン50に巻き取られるが、線状材料Wがボビン50へ正常に巻き取られるときの通常の巻取入線角度は、ボビン50の軸54に巻き取る線状材料Wの直交する方向に案内アーム32の回動軸30が位置し、案内アーム32に設けられた送出側滑車36はボビン50に巻き取られる線状材料Wの張力により供給側滑車38とボビン50に巻き取られる線状材料Wとの直線上に位置する。
【0030】
そして、線状材料Wの巻取入線角度の検出方法は、ボビン50に巻き取られボビン50の軸54と直交方向に延在する線状材料Wと、案内アーム32に設けられた送出側滑車36が線状材料Wの張力により線状材料Wの直線上に位置したときの案内アーム32(線状材料W)の角度を第1巻取角(図中点線X1)とする。また、現在ボビン50に巻き取っている線状材料Wが、案内アーム32に設けられた送出側滑車36が線状材料Wの張力により線状材料Wの直線上に位置したときの案内アーム32(線状材料W)の角度を第2巻取角(図中点線X2)として、第1巻取角X1と第2巻取角X2が離間している場合は第1巻取角X1と第2巻取角X2間に寸法差が発生する(図中矢印範囲)。
【0031】
該ボビン50に巻き取っている線状材料Wが第2巻取角X2の状態では、案内アーム32は回動軸30を中心に供給側滑車38によって第2巻取角X2の方向に揺動する。この案内アーム32の位置を角度検出センサ60にて検出し制御装置44にて演算することにより、そのときの線状材料Wの生成する角度、即ちボビン50へ巻き取る線状材料Wの巻取入線角度を検出することができる。尚、第1巻取角X1を基準に第2巻取角X2と反対側に線状材料Wが巻き取られるときも同様に線状材料Wの巻取入線角度を検出することができる。
【0032】
この線状材料Wをボビン50へ巻き取る場合の線状材料Wの巻取入線角度、即ち、ボビン50の軸54に直交する方向とトラバーサ12(供給側滑車38)より送り出される線状材料Wの方向とが成す巻取入線角度は次の3種類に分類することができる。
(1)ボビン50の下段に巻かれた線状材料W間の谷部VAを案内レーンとして巻き取る通常状態の巻取入線角度(図6)。
(2)ボビン50の下段に巻かれた線状材料Wの谷部VAに添って線状材料Wを巻き取っている状態から隣の谷部VAに線状材料Wの巻き取りが移行するレーンチェンジLCが発生している状態の巻取入線角度(図7)。
(3)ボビン50の鍔52に阻止されてそれ以上同一段で線状材料Wが巻き取ることが不可能になり線状材料Wの段上がりが発生している状態の巻取入線角度(図8)の3種類があげられる。
【0033】
次に、(1)乃至(3)を図面を参照しながら順を追って説明する。
まず、(1)では線状材料Wをボビン50に巻き取るとき、直前に巻き取られた線状材料Wに現在巻き取る線状材料Wが接触する箇所を巻き取り接点WSとしている(図6)。この状態から線状材料Wがボビン50に巻き取られるに従って巻き取り接点WSが移動する方向を進み側(図中実線矢印方向)、進み側方向の逆方向を遅れ側と称す。また、線状材料Wが巻き取られる2本の線状材料W間の谷部VAを案内レーン(この場合、巻き取り接点WSの下側の谷部VAを云う)と称す。
【0034】
そして、線状材料Wが巻き取られる通常状態の巻き取り接点WSの遅れ側方向の巻取入線角度は、線状材料Wの山部MUに乗り上げない角度θ11より小さければ線状材料Wの重ね巻きは発生せず、進み側方向においては現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ12より小さければ次の谷部VAの飛び越しは発生しない。即ち、巻取入線角度が山部MUに乗り上げない角度θ11と現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ12の範囲内(図中点線矢印)であれば巻き乱れは発生せず整列巻きを行うことができる。
【0035】
また、(2)ではボビン50の下段に巻かれた案内レーン(谷部VA)に添って線状材料Wが巻かれている状態から隣の案内レーン(谷部VA)に移るレーンチェンジLCが行われる(図7)。そして、レーンチェンジLCを行った後の巻き取り接点WSの遅れ側方向の巻取入線角度は、線状材料Wの山部MUに乗り上げない角度θ21より小さければ線状材料Wの重ね巻きは発生せず、進み側方向においては現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ22より小さければ次の谷部VAの飛び越しは発生しない。即ち、巻取入線角度が山部MUに乗り上げない角度θ21と現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ22の範囲内(図中点線矢印)であれば巻き乱れは発生せず整列巻きを行うことができる。
【0036】
また、(3)ではボビン50の鍔52に阻止されてそれ以上同一段で線状材料Wが巻かれることが不可能な状態では次の段に線状材料Wを巻き取る線状材料Wの段上がりが発生する(図8)。線状材料Wの段上がりが発生して段上がり終了直後に段上がりした線状材料Wの山部MUに乗り上げない角度θ31より後述する角度θ3方向に大きな角度であれば段上がりの際に重ね巻きは発生しない。この場合の線状材料Wの進み側方向は一旦ボビン50の鍔52まで巻き取られた後ボビン50の鍔52から離間していく(図中折り返し矢印)。また、進み側方向(ボビン50の鍔52から離間していく方向)で既に巻き取られている次の線状材料Wの山部MUを乗り越える角度θ32より小さければ次の谷部VAへの飛び越しは発生しない。
【0037】
即ち、線状材料Wの巻き取りがレーン変更されない同一箇所の線状材料Wの山部MUに乗り上げない角度θ31と現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ32の範囲内(図中点線矢印)であれば巻き乱れは発生せず整列巻きを行うことができる。この谷部VAに落ちない角度θ32は、図6では同一段の山部MUを乗り越えて谷部VAに落ちない角度θ12、図7では山部MUを乗り越えて谷部VAに落ちない角度θ22と同一である。尚、山部MUに乗り上げない角度θ11、θ21、θ31及び現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ12、θ22、θ32は線状材料Wの材質や線径及び巻き取るボビン50の軸54径などにより決まる固有の角度である。
【0038】
ここで、線状材料Wの巻取入線角度を更に詳しく述べると、線状材料Wの巻取入線角度(1)、(2)の通常の巻き取り状態((3)を除く)では、遅れ側方向の巻取入線角度で巻き取るとすれば、巻取入線角度≦θ11及び巻取入線角度≦θ21であれば線状材料Wの重ね巻きは発生しない。もちろん遅れ側方向の角度であるからして山部MUを乗り越えて次の谷部VAへの飛び越しも発生しない。
【0039】
また、巻取入線角度を保ったままボビン50の鍔52まで線状材料Wが巻き取られて、段上がりが発生した瞬間の線状材料Wの巻取入線角度(3)を考えると、巻取入線角度は遅れ側方向の角度は反転して進み側方向の角度になる。このとき巻取入線角度≧θ31ならば重ね巻きは発生しない。また、巻取入線角度≦θ32、即ち、巻取入線角度≧θ12、巻取入線角度≧θ22ならば山部MUを乗り越えて次の谷部VAへの飛び越しも発生しない。
【0040】
以上より次の様な関係式が成り立つ。
【式1】
(1)θ11>θ12
(2)θ21>θ22
(3)θ11>θ21
(4)θ12≒θ22≒θ32
(5)θ32>θ31
【0041】
上記(1)及び(2)の式は、線状材料Wは進み側方向の谷部VAに落ちる方向に誘導され、遅れ側方向では現在巻き取っている線状材料Wを乗り上げなければならず山部MUには誘導され難いため、θ11>θ12及びθ21>θ22となる。また、(3)の式ではレーンチェンジLCで下段の前回巻き取られた線状材料Wの角度が影響するためθ11>θ21となる。また、(4)の式では現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAへの飛び越しが発生しない条件は何れの場合も等しく谷部VAのみに誘導されるためθ12≒θ22≒θ32となる。更に、(5)の式では何れも進み側方向の角度であり、式(1)、(2)の説明より現在巻き取っている線状材料Wを乗り上げ重ね巻きが行われる角度は谷部VAの飛び越しが発生する角度より小さくなるためθ32>θ31となる。
【0042】
また、上記式1より次の様な関係式(この場合、遅れ側方向角度を整数値、進み側方向角度を負数値としている)が成り立つ。
【式2】
θ11>θ21>θ12≒θ22≒θ32>θ31>0>−θ22≒−θ12
【0043】
従って、式(1)の巻取入線角度については、θ11>巻取入線角度>−θ12、式(2)の巻取入線角度については、θ21>巻取入線角度>−θ22、式(3)の巻取入線角度については、θ31>巻取入線角度>θ32であれば巻き乱れのない整列巻取が可能であることから、遅れ側方向で後述する式3を満たす巻取入線角度を維持しながら線状材料巻取装置が線状材料Wをトラバースした場合、線状材料Wの重ね巻き状態は発生しない。また、ボビン50の鍔52部で線状材料Wが段上がりし、巻き取り進行方向が反転した瞬間に巻き取り進み側方向が変わった場合でも、線状材料Wの重ね巻き及び谷部VAの飛び越し状態が発生しないことが判明する。
【0044】
また、次の様な関係式も成り立つ。
【式3】
θ32>巻取入線角度>θ31
【0045】
上記の関係は(1)、(2)、(3)の状態の各々の巻取入線角度を満足してボビン50に整列巻きを可能とする特定の角度範囲が存在することを示している。この角度を設定角度(適正な巻取入線角度)とし、これを一定に保つように制御装置44でサーボモータ16を制御してスライドテーブル20にて線状材料Wをトラバースすれば上記(1)、(2)、(3)の状態に関わらず巻き乱れのない線状材料Wの巻き取りが可能となる。尚、適正な巻取入線角度は、線状材料Wをボビン50の軸54の巻き取る位置の直交する方向から巻き取るため、スライドテーブル20の往復移動時どちらの進み側方向に対しても同一条件となる。
【0046】
即ち、線状材料巻取装置10での線状材料Wのトラバースは、遅れ側方向の角度を維持した状態でボビン50への線状材料Wの巻き取りを進行させ、ボビン50の鍔52部で段上がりし巻き取りの進行方向が反転した時点でトラバースを停止させれば、巻取入線角度で段上がり直前まで遅れ側方向の角度でトラバースしていたものが、巻き取り進行方向が停止すると巻取入線角度は次第に減少し、やがて0°を経由して遅れ側方向の角度が増大し、巻き取り進行方向が反転して進み始めると再度巻取入線角度になる。この時点からスライドテーブル20の進行方向に対して線状材料巻取装置10での線状材料Wのトラバースを遅れ側方向の角度を維持するように制御すれば、段上がりの際にも巻き乱れなどの発生を回避することができる。
【0047】
このときの、ボビン50の鍔52部で線状材料Wが段上りするときの巻取入線角度の変化は次のようになる。即ち、ボビン50の鍔52部で線状材料Wが段上りするとき線状材料巻取装置10は、線状材料Wの遅れ側方向の角度を維持→ボビン50の鍔52部で段上り→進み方向反転→進み側方向の角度減少→0°→遅れ角度増大→遅れ側方向の角度を維持する巻取入線角度の変化となる。
【0048】
次に、線状材料巻取装置10の動作を説明する。尚、スピンドルモータ56の駆動によりボビン50が回転して線状材料Wが巻き取られ線状材料巻取装置10は線状材料Wをトラバースしているものとする。また、ボビン50の軸54には予め線状材料Wが一段巻き取られ、両鍔52間の線状材料Wが略等間隔に調整され2段目が巻き取られ始めているものとする。
【0049】
制御装置44は角度検出センサ60が検出したデータから案内アーム32の角度を演算し、そのときの線状材料Wが生成する巻取入線角度を検出する。そして、通常の巻き取り状態では制御装置44は、線状材料Wの山部MUに乗り上げない角度θ11及び現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ12の範囲内でサーボモータ16を制御しスライドテーブル20のトラバースを行ってボビン50に線状材料Wを巻き取る制御が継続される。これにより、線状材料Wの重ね巻き及び谷部VAの飛び越しなどの発生もなくボビン50に線状材料Wの整列巻きを行うことができる。
【0050】
また、レーンチェンジLCが発生している箇所では制御装置44は、線状材料Wの山部MUに乗り上げない角度θ21及び現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ22の範囲内でサーボモータ16を制御し線状材料Wをボビン50に巻き取る制御がその段のボビン50の鍔52まで継続される。これにより、線状材料Wの巻き乱れが発生せずにボビン50に線状材料Wの整列巻きを行うことができる。
【0051】
また、ボビン50の鍔52で線状材料Wを巻き取る場合、制御装置44は、線状材料Wの段上がり終了直後に段上がりした線状材料Wの山部MUに乗り上げない角度θ31及び現在線状材料Wを巻き取っている谷部VAから山部MUを乗り越えて次の谷部VAに落ちない角度θ32の範囲内でサーボモータ16を制御し線状材料Wをボビン50に巻き取る。そして、スライドテーブル20の移動方向の反転後は、スライドテーブル20の移動方向の遅れ側方向の角度で線状材料Wの巻取入線角度の制御が継続される。これにより、段上がりの際に重ね巻きは発生せず、また、進み側方向では次の線状材料Wの山部MUを乗り越えて次の谷部VAへの飛び越しも発生しない。
【0052】
このことから、線状材料巻取装置10での線状材料Wのトラバースは巻き取り位置より遅れ側方向の角度でスライドテーブル20を移動させれば、線状材料巻取装置10のトラバースは前記3種類の線状材料Wの巻取入線角度の状態に対応することができる。従って、3種類の状態を全て満足する好適な巻取入線角度は、遅れ側方向の巻取入線角度に設定することが好ましい。
【0053】
そして、現在ボビン50に巻き取っている線状材料Wが進み側方向の巻取入線角度であればトラバースは停止して待機するようにし、遅れ側方向の巻取入線角度であった場合この現在値演算結果と予め設定した巻取入線角度の目標角度とを比較して遅れ側方向の角度が(現在角度>目標角度)でなければトラバースは停止して待機するようにする。一方、比較の結果遅れ側方向の角度が(現在角度>目標角度)であればその差分をサーボモータ16の指令値となるように制御装置44で変換演算してサーボ指令値としてサーボモータ16に出力する。上記の制御を連続的に繰り返すことで、常に巻取入線角度を目標角度以内に制御することができる。その結果、線状材料Wを好適な遅れ側の角度でボビン50に巻き取ることが可能となる。
【0054】
これにより、3種類の線状材料Wの巻取入線角度が(3)の状態では、巻き取り方向及び線状材料巻取装置10のトラバース方向が反転するがスライドテーブル20は制御装置44のサーボモータ16の制御によって停止したままとする。即ち、制御装置44のサーボモータ16の制御によって巻取入線角度を制御することにより、線状材料Wの段上がり直前まで巻取入線角度を遅れ側方向の角度で制御していたものが段上がり直後では進み側方向の角度となる。このように進み側方向の角度ではスライドテーブル20は停止したままで、その後、ボビン50への線状材料Wの巻き取りが進んで巻取入線角度が反転して遅れ側方向の角度が巻取入線角度に達した時点から遅れ側方向の角度を目標角度に保持しながらスライドテーブル20を移動させる。
【0055】
このように、制御装置44は、ボビン50に巻き取る線状材料Wの巻取入線角度の所定範囲内において、ボビン50の鍔52まで線状材料Wを巻回した後の巻取入線角度に基づいてトラバーサ12の移動方向を反転させるので、従来使用していた線径設定器やロータリーエンコーダなどが不要となり線状材料巻取装置10のコストを大幅に低減させることができるようになると共に、ボビン50に巻き取る線状材料Wを略密着巻きさせることが可能になり線状材料Wの段落ちや2段巻きを防止することが可能となる。これにより、ボビン50の端の鍔52部分でトラバーサ12の反転方向のタイミングの早すぎや遅れなどの不都合を防止することができて線状材料Wをボビン50に複数段整列して巻回することが可能となる。従って、ボビン50に巻き取った線状材料Wの段落ちや2段巻きによる折れや傷などを未然に阻止することができるので、線状材料Wの商品価値を大幅に向上させることができるようになる。
【0056】
また、トラバーサ12にはボビン50の軸54と平行な平面上で回動自在の線状材料Wを送り出す案内アーム32を備えており、制御装置44は角度検出センサ60からの距離データに基づいて、回動軸30に対する案内アーム32の角度を算出するので、制御装置44はトラバーサ12の移動を線状材料Wが略密着した状態でボビン50に巻き付ける制御を行うことが可能となる。これにより、同一段で隣接する線状材料W間の隙間を一定に保つことができるようになる。従って、線状材料Wを均一にムラなくボビン50に巻き取ることが可能になるので、線状材料Wの段落ちや2段巻きなどが発生してしまうのを確実に防止することができる。
【0057】
また、案内アーム32には、線状材料Wが供給される供給側滑車38と、この供給側滑車38のボビン50側に位置する送出側滑車36とを備えている。そして、線状材料製造機から供給側滑車38に入る線状材料Wと当該供給側滑車38との接点42を、案内アーム32を回動させる回動軸30の延長線上に位置させているので、線状材料Wをボビン50に供給する際案内アーム32の回動支点を回動軸30の中心とすることが可能となる。これにより、ボビン50に巻き取る線状材料Wに沿って案内アーム32を円滑に揺動させることができるようになると共に、線状材料Wの巻取入線角度の精度を大幅に向上させることができる。従って、ボビン50に巻き取った線状材料Wの反転位置にトラバーサ12の反転方向のタイミングを確実に合わせることが可能となる。
【0058】
【発明の効果】
以上詳述した如く本発明によれば、線状材料が巻回されるボビンの軸方向に往復移動可能なトラバーサを備え、このトラバーサにより線状材料を案内し、当該線状材料をボビンに複数段整列して巻き取るものであって、ボビンの軸に直交する方向とトラバーサより送り出される線状材料の方向とが成す角度である巻取入線角度を検出する入線角度検出手段と、この入線角度検出手段が検出する巻取入線角度に基づいてトラバーサの移動を制御する制御手段とを備えたので、例えば線状材料巻取装置を請求項2の如く構成することによりボビンに巻き取る線状材料を略密着巻きすることが可能になり線状材料の段落ちや2段巻きを防止することが可能となる。これにより、ボビンの端でトラバーサの反転方向のタイミングの早すぎや遅れなどの不都合を確実に防止することができボビンに線状材料を複数段整列して巻き取ることが可能となる。従って、ボビンに巻き取った線状材料の段落ちや2段巻きによる折れや傷などを未然に阻止することができ、線状材料Wの商品価値を大幅に向上させることができるようになるものである。
【0059】
また、請求項3の発明によれば、請求項1又は請求項2において、トラバーサは、ボビンの軸と平行な平面上で回動自在とされて線状材料を送り出す案内アームを備え、角度検出手段は、案内アームの回動角度により巻取入線角度を検出するので、制御手段はトラバーサの移動を線状材料が略密着した状態でボビンに巻き付ける制御を行うことが可能となる。これにより、同一段で隣接する線状材料間の隙間を一定に保つことができるようになる。従って、線状材料を均一にムラなくボビンに巻き取ることが可能になるので、線状材料の段落ちや2段巻きなどが発生してしまうのを確実に防止することができるようになるものである。
【0060】
また、請求項4の発明によれば、請求項3に加えて、案内アームは、線状材料が供給される供給側滑車と、この供給側滑車のボビン側に位置する送出側滑車とを備え、供給側滑車に入る線状材料と当該供給側滑車との接点を、案内アームを回動させる回動軸の延長線上に位置させたので、線状材料をボビンに供給する際案内アームの回動支点を回動軸の中心とすることが可能となる。これにより、ボビンに巻き取られる線状材料に沿って案内アームを円滑に揺動させることができ、線状材料の巻取入線角度の精度を大幅に向上させることができるようになる。従って、ボビンに巻き取った線状材料の反転位置にトラバーサの反転方向のタイミングを確実に合わせることができ、ボビンに巻き取る線状材料の段落ちや2段巻きなどの発生を更に確実に防止することができるようになるものである。
【図面の簡単な説明】
【図1】本発明の線状材料巻取装置の概念図である。
【図2】本発明の線状材料巻取装置の側面図である。
【図3】本発明の線状材料巻取装置の拡大図である。
【図4】本発明の線状材料巻取装置の要部の拡大側面図である。
【図5】本発明の線状材料巻取装置の巻取入線角度を説明するための概念図である。
【図6】通常状態でボビンに巻き取る線状材料の図である。
【図7】レーンチェンジして巻き取る線状材料の図である。
【図8】ボビンの鍔で巻き取りが反転するときの線状材料の図である。
【図9】従来の線状材料巻取装置の概念図である。
【図10】ボビンに巻き取られた線状材料のレーンチェンジ範囲を示す図である。
【図11】線状材料が複数段整列巻きされたボビンの縦断側面図である。
【図12】スライドテーブルの反転のタイミングが早すぎてボビンの鍔に線状材料が入り込める隙間ができた状態を示すボビンの縦断側面図である。
【図13】同図13の隙間に次の段の線状材料が段落ちした状態を示すボビンの縦断側面図である。
【図14】スライドテーブルの反転のタイミングが遅くてボビンの鍔で線状材料が2段巻きされた状態を示すボビンの縦断側面図である。
【符号の説明】
10 線状材料巻取装置
12 トラバーサ
14 ベース板
16 サーボモータ
18 ボールネジ
20 スライドテーブル
30 回動軸
32 案内アーム
36 送出側滑車
38 供給側滑車
40 案内溝
42 接点
44 制御装置
50 ボビン
52 鍔
54 軸
56 スピンドルモータ
60 角度検出センサ
LC レーンチェンジ
ST 巻き始め位置
WS 巻き取り接点
MU 山部
VA 谷部
W 線状材料
Claims (4)
- 線状材料が巻回されるボビンの軸方向に往復移動可能なトラバーサを備え、該トラバーサにより前記線状材料を案内し、当該線状材料を前記ボビンに複数段整列して巻き取る線状材料巻取装置において、
前記ボビンの軸に直交する方向と前記トラバーサより送り出される前記線状材料の方向とが成す角度である巻取入線角度を検出する入線角度検出手段と、
該入線角度検出手段が検出する前記巻取入線角度に基づいて前記トラバーサの移動を制御する制御手段とを備えたことを特徴とする線状材料巻取装置。 - 前記制御手段は、前記ボビンの端まで前記線状材料を巻回した後の前記巻取入線角度に基づいて前記トラバーサの移動方向を反転させることを特徴とする請求項1の線状材料巻取装置。
- 前記トラバーサは、前記ボビンの軸と平行な平面上で回動自在とされて前記線状材料を送り出す案内アームを備え、
前記角度検出手段は、前記案内アームの回動角度により前記巻取入線角度を検出することを特徴とする請求項1又は請求項2の線状材料巻取装置。 - 前記案内アームは、前記線状材料が供給される供給側滑車と、該供給側滑車の前記ボビン側に位置する送出側滑車とを備え、
前記供給側滑車に入る前記線状材料と当該供給側滑車との接点を、前記案内アームを回動させる回動軸の延長線上に位置させたことを特徴とする請求項3の線状材料巻取装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003100536A JP2004307104A (ja) | 2003-04-03 | 2003-04-03 | 線状材料巻取装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003100536A JP2004307104A (ja) | 2003-04-03 | 2003-04-03 | 線状材料巻取装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004307104A true JP2004307104A (ja) | 2004-11-04 |
Family
ID=33464642
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003100536A Pending JP2004307104A (ja) | 2003-04-03 | 2003-04-03 | 線状材料巻取装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004307104A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014111285A (ja) * | 2012-12-05 | 2014-06-19 | Nittoku Eng Co Ltd | 線材繰り出し装置及び線材繰り出し方法 |
| CN107265175A (zh) * | 2017-06-28 | 2017-10-20 | 芜湖启泽信息技术有限公司 | 一种用于通信行业的光缆绕盘装置 |
| JP2018531798A (ja) * | 2015-10-16 | 2018-11-01 | ダニエリ オートメーション ソシエタ ペル アチオニ | 巻き取り装置の管理方法、および対応するデバイス |
-
2003
- 2003-04-03 JP JP2003100536A patent/JP2004307104A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014111285A (ja) * | 2012-12-05 | 2014-06-19 | Nittoku Eng Co Ltd | 線材繰り出し装置及び線材繰り出し方法 |
| JP2018531798A (ja) * | 2015-10-16 | 2018-11-01 | ダニエリ オートメーション ソシエタ ペル アチオニ | 巻き取り装置の管理方法、および対応するデバイス |
| CN107265175A (zh) * | 2017-06-28 | 2017-10-20 | 芜湖启泽信息技术有限公司 | 一种用于通信行业的光缆绕盘装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5207655B2 (ja) | 長尺の巻取線材を移動させるための方法および装置 | |
| KR101118857B1 (ko) | 권선 장치, 텐션 장치 및 권선 방법 | |
| KR101249304B1 (ko) | 사조 권취기 | |
| KR101500597B1 (ko) | 방사 권취 장치 및 방사 권취 설비 | |
| KR20100093500A (ko) | 트래버스 제어방법 및 그 장치 | |
| CN101830371A (zh) | 纱线的卷绕方法 | |
| EP2409941B1 (en) | Yarn winding device | |
| CN101544322A (zh) | 控制横动装置的方法及制造交叉卷绕筒的纺织机 | |
| CN202964667U (zh) | 精准定位高速机械臂 | |
| JP2004307104A (ja) | 線状材料巻取装置 | |
| EP2404855B1 (en) | Yarn winding device | |
| JP2007238245A (ja) | 糸巻取装置 | |
| US6443386B1 (en) | System and methods for automatically adjusting turnaround position in spool winders | |
| EP3446353B1 (en) | Winding apparatus | |
| EP2105400A2 (en) | Yarn winding machine and yarn winding method | |
| JP3121547B2 (ja) | 釣糸巻取り装置 | |
| CN112320503B (zh) | 储气井检测系统电缆自动收放卷排线防偏方法 | |
| JP6986114B1 (ja) | 巻取設備及び巻取設備の運転方法 | |
| CN103802129A (zh) | 精准定位高速机械臂 | |
| CN112895185A (zh) | 绕线装置及绕线方法 | |
| JP2009059629A (ja) | 線状物巻回装置及び線状物巻回方法 | |
| JP2005053657A (ja) | 線状材料巻取装置 | |
| CN105252275A (zh) | 罐体盘管成型、装配、焊接一体设备 | |
| KR100540528B1 (ko) | 와이어 쏘우 장치의 자동 트래버싱 제어 방법 | |
| CN213112316U (zh) | 一种电动绞盘 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060228 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071029 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20071106 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Effective date: 20080311 Free format text: JAPANESE INTERMEDIATE CODE: A02 |