JP2004277013A - 自動包装機械へ供給する製品のための整列装置及び方法 - Google Patents
自動包装機械へ供給する製品のための整列装置及び方法 Download PDFInfo
- Publication number
- JP2004277013A JP2004277013A JP2003353614A JP2003353614A JP2004277013A JP 2004277013 A JP2004277013 A JP 2004277013A JP 2003353614 A JP2003353614 A JP 2003353614A JP 2003353614 A JP2003353614 A JP 2003353614A JP 2004277013 A JP2004277013 A JP 2004277013A
- Authority
- JP
- Japan
- Prior art keywords
- product
- engagement element
- products
- alignment device
- conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/30—Arrangements for removing completed piles
- B65H31/3081—Arrangements for removing completed piles by acting on edge of the pile for moving it along a surface, e.g. by pushing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/126—Feeding carton blanks in flat or collapsed state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/34—Apparatus for squaring-up piled articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/14—Packaging paper or like sheets, envelopes, or newspapers, in flat, folded, or rolled form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/44—Arranging and feeding articles in groups by endless belts or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/422—Handling piles, sets or stacks of articles
- B65H2301/4226—Delivering, advancing piles
- B65H2301/42266—Delivering, advancing piles by acting on edge of the pile for moving it along a surface, e.g. pushing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/70—Other elements in edge contact with handled material, e.g. registering, orientating, guiding devices
- B65H2404/73—Means for sliding the handled material on a surface, e.g. pushers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Container Filling Or Packaging Operations (AREA)
- Packaging Of Special Articles (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Load-Engaging Elements For Cranes (AREA)
- Basic Packing Technique (AREA)
Abstract
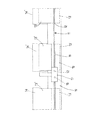
【解決手段】任意の厚さ、大きさの製品13,13’,13”が複数のプッシャー12を備えているコンベヤ11にシートプレーサ14,14’,14”により供給し、複数のプッシャーは間隔を置いて一方が他方のうしろに所定の距離を置いて位置し、製品がお互いの頂部に積み重ねられてプラスチックフィルム又は紙でラッピングする包装区域へ運ばれる。整列装置はシートプレーサの下流に配置されひとつの係合要素16を包含し、供給された製品の正面端に接触するようにし、製品をそれぞれのプッシャーで整列し、製品から離れて動いて、製品が包装区域に向かって又は他のシートプレーサに向かって前方へ動く。係合要素は、包装作業を妨げないで可変速度で駆動される。
【選択図】図1
Description
Claims (7)
- 自動包装機械へ供給される製品のための整列装置であって、特に、任意の厚さ又は大きさの製品(13,13’,13”)が複数のプッシャー(12)を備えているコンベヤ(11)に少なくともひとつのシートプレーサ(14,14’,14”)により供給され、前記複数のプッシャー(12)は前もって設定することができる間隔を置いて一方が他方のうしろに所定の距離を置いて位置し、前記製品(13,13’,13”)がお互いの頂部に積み重ねられてプラスチックフィルム又は紙でラッピングする包装区域へ運ばれるものにおいて、整列装置は前記少なくともひとつのシートプレーサ(14,14’,14”)の下流に配置されていると共に少なくともひとつの係合要素(16)を包含し、この少なくともひとつの係合要素(16)は前進中の供給された製品の正面端に接触するようにもたらされて、前記製品をそれぞれのプッシャー(12)に関して整列せしめ、それから前記製品から離れて動いて、前記製品が前記包装区域に向かって又は他のシートプレーサ(14,14’,14”)に向かって前方へ動くことができるようにしたことを特徴とする整列装置。
- 前記係合要素(16)が可変速度式モータ(20)により駆動されることを特徴とする請求項1記載の整列装置。
- 前記モータ(20)がベルト又はチェーン(17)と関連させられ、このベルト又はチェーン(17)がリングの形に巻かれて前記少なくともひとつの係合要素(16)を運ぶことを特徴とする請求項2記載の整列装置。
- 前記係合要素(16)はその端部が長手方向スロット(18)内に挿入されるまで延ばされており、前記長手方向スロット(18)内を前記コンベヤ(11)のプッシャー(12)も滑動することを特徴とする請求項1記載の整列装置。
- 前記係合要素(16)がブレード又はロッドから成ることを特徴とする請求項1記載の整列装置。
- 自動包装機械へ供給される製品のための整列方法であって、特に、任意の厚さ又は大きさの製品(13,13’,13”)が複数のプッシャー(12)を備えているコンベヤ(11)に少なくともひとつのシートプレーサ(14,14’,14”)により供給され、前記複数のプッシャー(12)は前もって設定することができる間隔を置いて一方が他方のうしろに所定の距離を置いて位置し、前記製品(13,13’,13”)がお互いの頂部に積み重ねられてプラスチックフィルム又は紙でラッピングする包装区域へ運ばれるものにおいて、第1の段階、第2の段階及び第3の段階を包含し、前記第1の段階では、係合要素(16)が送られて、前記コンベヤのプッシャーにより押されている前記積み重ねた製品の正面端に接触するようにし、前記第2の段階では、前記係合要素が前記積み重ねた製品の最も突出している製品部分に接触してこれらの製品を互いに整列させるまで前記係合要素は速度を遅くされ、それから前記第3の段階では、前記係合要素が迅速に退去させられ、正しく整列させられた製品が前方へ動くことができるようにしたことを特徴とする方法。
- 前記第2の段階が、前記コンベヤの速度よりも遅い速度で前記係合要素をゆっくり加速する段階と、均等にしようとする最大製品長さを均等にするように前記コンベヤを徐々に加速する段階とから成ることを特徴とする請求項6記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT002177A ITMI20022177A1 (it) | 2002-10-14 | 2002-10-14 | Dispositivo e metodo di allineamento di prodotti in |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004277013A true JP2004277013A (ja) | 2004-10-07 |
| JP2004277013A5 JP2004277013A5 (ja) | 2006-11-30 |
Family
ID=32040264
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003353614A Pending JP2004277013A (ja) | 2002-10-14 | 2003-10-14 | 自動包装機械へ供給する製品のための整列装置及び方法 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US6868653B2 (ja) |
| EP (1) | EP1410992B1 (ja) |
| JP (1) | JP2004277013A (ja) |
| AT (1) | ATE369285T1 (ja) |
| BR (1) | BR0304200B1 (ja) |
| CA (1) | CA2444038C (ja) |
| CY (1) | CY1107790T1 (ja) |
| DE (1) | DE60315394T2 (ja) |
| DK (1) | DK1410992T3 (ja) |
| ES (1) | ES2291592T3 (ja) |
| HK (1) | HK1067348A1 (ja) |
| IT (1) | ITMI20022177A1 (ja) |
| PT (1) | PT1410992E (ja) |
| SI (1) | SI1410992T1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010018280A (ja) * | 2008-07-08 | 2010-01-28 | Gunze Ltd | 丁合搬送装置 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7588239B2 (en) | 2005-12-14 | 2009-09-15 | Pitney Bowes Inc. | Transport and alignment system |
| DE102006045087A1 (de) * | 2006-09-21 | 2008-03-27 | Focke & Co.(Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Handhaben von Windeln |
| ITMI20080805A1 (it) * | 2008-05-05 | 2009-11-06 | Solema S R L | Macchina inscatolatrice |
| CH699597A1 (de) * | 2008-09-29 | 2010-03-31 | Ferag Ag | Fördervorrichtung zum Fördern und Ausrichten von flachen und optional flexiblen Produkten oder von Stapeln von flachen Produkten. |
| JP2012527770A (ja) * | 2009-05-20 | 2012-11-08 | ケーエルエー−テンカー・コーポレーション | 太陽電池の輸送 |
| CH703561A1 (de) * | 2010-08-06 | 2012-02-15 | Ferag Ag | Vorrichtung zur Ausrichtung eines flächigen Produktes. |
| CN103043244B (zh) * | 2013-01-25 | 2015-02-25 | 银川利智信知识产权咨询服务有限公司 | 生活用纸自动连续包装机 |
| CN103213707B (zh) * | 2013-04-28 | 2015-04-08 | 浙江江南制药机械有限公司 | 泡罩机自动布料装置 |
| CN106335670B (zh) * | 2016-11-03 | 2019-04-19 | 广州市鑫达机械制造有限公司 | 一种全自动侧进装箱装置 |
| CN108177812B (zh) * | 2017-12-22 | 2023-07-07 | 上海旭恒精工机械制造东台有限公司 | 自动收纸打包一体机 |
| CN111674631A (zh) * | 2020-05-21 | 2020-09-18 | 苏州天目光学科技有限公司 | 一种背光板瑕疵检测设备的合格品打包摆放机构 |
| CN115009593B (zh) * | 2022-07-20 | 2023-07-25 | 南京工业大学 | 一种应用于板材的智能码垛、打包装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2502374A (en) * | 1948-11-02 | 1950-03-28 | Albert Friedberg | Bag stacking and bundling machine |
| DE1198288B (de) | 1961-12-04 | 1965-08-05 | Windmoeller & Hoelscher | Vorrichtung zum schuppenfoermigen Ablegen von zu Stapeln zusammengefassten Schlauchabschnitten aus Papier od. dgl. auf einem Transportband |
| US4502592A (en) * | 1982-02-13 | 1985-03-05 | E.C.H. Will (Gmbh & Co.) | Apparatus for intermittently transporting stacks of paper sheets or the like |
| US5081821A (en) | 1988-11-16 | 1992-01-21 | Pemco Company | Method and apparatus for manipulating stacks of paper sheets in wrapping machines |
| US5860643A (en) * | 1996-11-22 | 1999-01-19 | Bell & Howell Mail Processing Systems | Collector apparatus and method |
| ITBO20000665A1 (it) | 2000-11-17 | 2002-05-17 | Paolo Bernardi | Linea per il convogliamento di un pannello di legno o simili |
| US20040045794A1 (en) * | 2002-09-09 | 2004-03-11 | Connelly Paul J. | Conveyor assembly for affixing booklets to a moving web |
-
2002
- 2002-10-14 IT IT002177A patent/ITMI20022177A1/it unknown
-
2003
- 2003-10-07 US US10/680,044 patent/US6868653B2/en not_active Expired - Lifetime
- 2003-10-08 DE DE60315394T patent/DE60315394T2/de not_active Expired - Lifetime
- 2003-10-08 SI SI200331013T patent/SI1410992T1/sl unknown
- 2003-10-08 CA CA2444038A patent/CA2444038C/en not_active Expired - Fee Related
- 2003-10-08 PT PT03078185T patent/PT1410992E/pt unknown
- 2003-10-08 EP EP03078185A patent/EP1410992B1/en not_active Expired - Lifetime
- 2003-10-08 ES ES03078185T patent/ES2291592T3/es not_active Expired - Lifetime
- 2003-10-08 AT AT03078185T patent/ATE369285T1/de active
- 2003-10-08 DK DK03078185T patent/DK1410992T3/da active
- 2003-10-09 BR BRPI0304200-6A patent/BR0304200B1/pt not_active IP Right Cessation
- 2003-10-14 JP JP2003353614A patent/JP2004277013A/ja active Pending
-
2004
- 2004-10-21 HK HK04108254A patent/HK1067348A1/xx not_active IP Right Cessation
-
2007
- 2007-11-07 CY CY20071101423T patent/CY1107790T1/el unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010018280A (ja) * | 2008-07-08 | 2010-01-28 | Gunze Ltd | 丁合搬送装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US6868653B2 (en) | 2005-03-22 |
| ES2291592T3 (es) | 2008-03-01 |
| DE60315394D1 (de) | 2007-09-20 |
| EP1410992A1 (en) | 2004-04-21 |
| US20040068965A1 (en) | 2004-04-15 |
| CA2444038C (en) | 2013-02-05 |
| ATE369285T1 (de) | 2007-08-15 |
| EP1410992B1 (en) | 2007-08-08 |
| CA2444038A1 (en) | 2004-04-14 |
| CY1107790T1 (el) | 2013-06-19 |
| ITMI20022177A1 (it) | 2004-04-15 |
| SI1410992T1 (sl) | 2008-02-29 |
| BR0304200A (pt) | 2004-09-08 |
| BR0304200B1 (pt) | 2012-09-18 |
| HK1067348A1 (en) | 2005-04-08 |
| DK1410992T3 (da) | 2007-12-10 |
| DE60315394T2 (de) | 2008-05-08 |
| PT1410992E (pt) | 2007-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4890784B2 (ja) | 可変高さ及び長さの製品を連続包装装置に供給する方法 | |
| JP2004277013A (ja) | 自動包装機械へ供給する製品のための整列装置及び方法 | |
| EP1502854B1 (en) | Packaging machine for stacks of correspondence | |
| US7665721B2 (en) | Device for forming stacks of flat products | |
| JP2005314001A5 (ja) | ||
| EP1275523B1 (en) | Method and apparatus for inserting insert material into an envelope | |
| JP2004277013A5 (ja) | ||
| CA2347155C (en) | Method and device for the horizontalpositioning of serially conveyed, flat objects | |
| JP2006131416A (ja) | 印刷添付物を印刷主製品に挿入および/または差し込む方法および装置 | |
| US3456816A (en) | Apparatus for transferring articles from one station to another | |
| EP1350719B1 (en) | Device for stretching a film in an automatic product packaging machine | |
| US3466834A (en) | Method and apparatus for loading cases | |
| EP1591388B1 (en) | Process for feeding individual sheeted products to a conveyor with thrusters in an apparatus for packaging publishing products | |
| EP1699701B1 (en) | Apparatus for feeding gimmicks to a main conveyor of a conveyor line | |
| JP2003040444A (ja) | 積み重ね冊子の搬送装置 | |
| EP3953257A1 (en) | Apparatus and method for packaging sachets into a container | |
| SE538839C2 (sv) | Förfarande och anordning för paketering av arkbuntar i papper eller plastfilm i en enda ström | |
| EP2937289B1 (en) | Method and apparatus for packaging signature bundles in paper or plastic film in a single stream of a conveyor | |
| JP3746597B2 (ja) | 用紙供給装置 | |
| JPH04267721A (ja) | 自動包装機における能書供給方法およびその装置 | |
| JP2007145460A (ja) | 扁平状物品の供給装置 | |
| ES2128230A1 (es) | Dispositivo grapador de bolsas para maquinas envasadoras automaticas. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061013 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090616 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090916 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090924 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091216 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100223 |