JP2004237645A - ベルト式連続製板装置および板状重合物の製造方法 - Google Patents
ベルト式連続製板装置および板状重合物の製造方法 Download PDFInfo
- Publication number
- JP2004237645A JP2004237645A JP2003030672A JP2003030672A JP2004237645A JP 2004237645 A JP2004237645 A JP 2004237645A JP 2003030672 A JP2003030672 A JP 2003030672A JP 2003030672 A JP2003030672 A JP 2003030672A JP 2004237645 A JP2004237645 A JP 2004237645A
- Authority
- JP
- Japan
- Prior art keywords
- belt
- raw material
- plate
- polymer
- making apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】相対する2個のエンドレスベルト1,1’の相対するベルト面と、その両側辺部にあるベルト面で挟まれたガスケット7とで囲まれた空間に、一端より重合性原料を供給し、加熱ゾーン内でベルトの走行と共に固化させ、他端より板状重合物を取り出す装置において、原料供給位置から加熱開始位置までの間に下式(1)(2)を満たす上下ロール対を3対以上それぞれの軸がベルト走行方向と直交するように配設されていることを特徴とするベルト式連続製板装置;およびこれを用いた板状重合体の製造方法。 D/Z≧0.04 (1)、 0.30≦D/X≦0.99 (2)[D=ロール胴部最外径(mm)、Z=ロール胴部幅(mm)、X=隣り合う上下ロール対同士の軸中心間距離(mm)]
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、重合性原料を連続的に重合して板状製品(板状重合物)を製造するベルト式連続製板装置、およびこの装置を用いて板状重合物を製造する方法に関する。
【0002】
【従来の技術】
メタクリル酸メチルを主原料として得られる板状重合物は、その優れた特性を活かして、看板、建材用途、バス等のサニタリー用途、照明用途、その他幅広い分野で用いられている。また、近年、液晶ディスプレイのような表示装置の導光板としても用いられるようになり、世界的なIT化の流れも追い風となって、その需要は急激に増している。
【0003】
そのような導光板には、材料として高い光学特性が求められるのは勿論であるが、さらにディスプレイの輝度分布が出来ないように、従来用途と比較して非常に高い厚み方向の寸法精度(以下「板厚精度」と略記することがある)も求められる。
【0004】
一方、板状重合物を連続製造する方法として、ベルト式連続製板装置を用いた連続キャスティング法がある。このベルト式連続製板装置は、水平方向に同一速度で走行する上下に位置した2個のエンドレスベルトの相対するベルト間に、一方より重合性原料を供給し、エンドレスベルトの移動と共に加熱等の方法で重合させ、他方より板状重合物を得る装置である。
【0005】
このような連続製板装置における板厚精度の課題として、装置へ供給される原料の供給ムラに起因する板状製品の長手方向の板厚の振れがある。特に、近年は高い板厚精度が要求されており、原料供給ラインに流量計を設置するといった方法では検知しきれない程の微妙な流量の振れですら問題視されてきている。
【0006】
したがって、長手方向の板厚振れを抑制するには、原料供給ラインにではなく連続製板装置に何らかの機構を設ける必要が生じる。そのような機構としては、例えば特許文献1に示されるように、原料供給位置から加熱開始位置までの間にそれぞれの軸がベルト走行方向と直交するように配設された上下ロール対が挙げられる。しかしながら、この上下ロール対はベルト式連続製板装置の全体図に模式的に記載されているだけであり、かつ長手方向の板厚精度との相関は何も明らかにされていない。
【0007】
【特許文献1】
特公平4−1685号公報
【0008】
【発明が解決しようとする課題】
本発明は、上述した従来技術の課題を解決すべくなされたものである。すなわち本発明の目的は、極めて高い長手方向の板厚精度を有する板状重合物を製造できるベルト式連続製板装置、および板状重合物の製造方法を提供することにある。
【0009】
【課題を解決するための手段】
本発明者らは、まず長手方向の板厚の振れについて詳細に調査し、幅広のベルト式連続製板装置の方が幅が狭い装置よりも顕著に板厚の振れが生じていることを突き止めた。そして、原料供給位置から加熱開始位置までの区間にそれぞれの軸がベルト走行方向と直交するよう配設された上下ロール対について鋭意検討した結果、ロール胴部の最外径、ロール胴部の幅、隣り合うロール対同士の軸中心間距離が特定の関係を満たす時、長手方向の板厚の振れが大きく低減されることを見出し、本発明を完成するに至った。
【0010】
すなわち、本発明は、相対するベルト面が同方向へ同一速度で走行するように配設された2個のエンドレスベルトの相対するベルト面と、それらの両側辺部にあるベルト面で挟まれた状態で走行する連続したガスケットとで囲まれた空間に、その一端より重合性原料を供給し、加熱ゾーン内でベルトの走行と共に重合性原料を固化させ、その他端より板状重合物を取り出すための連続製板装置において、原料供給位置から加熱開始位置までの間に、下記式(1)および式(2)を満たす上下ロール対を3対以上それぞれの軸がベルト走行方向と直交するように配設されていることを特徴とするベルト式連続製板装置である。
【0011】
D/Z ≧0.04 ・・・(1)
0.30≦ D/X ≦0.99 ・・・(2)
D:ロール胴部の最外径[mm]
Z:ロール胴部の幅[mm]
X:隣り合う上下ロール対同士の軸中心間距離[mm]
【0012】
【発明の実施の形態】
図1は、本発明のベルト式連続製板装置の一例を示す模式的断面図である。
【0013】
この図に示す装置において、2個のエンドレスベルト(ステンレスベルト等)1、1’はそれぞれ主プーリ2、3、2’、3’で張力が与えられ、かつ主プーリ3’で下側ベルト1’が起動される。重合性化合物を含む液状の重合性原料は定量ポンプ5で送液され、ノズル6から下側ベルト面上に供給される。本例においては、このノズル6の先端部の位置が原料供給位置である。
【0014】
エンドレスベルト1、1’の幅は500mm〜5000mmが好ましく、厚みは0.1mm〜3mmが好ましい。エンドレスベルト1、1’に与えられる張力は、走行方向と垂直な断面積1mm2あたり1kg〜15kgが好ましい。エンドレスベルト1は、後述するガスケットや板状重合品を介して摩擦力によってエンドレスベルト1’と同方向へ同一速度で走行する。その走行速度は、0.1m/min〜10m/minが好ましく、生産する板厚や品種切替のタイミング等の事情に応じて適宜変更が可能である。
【0015】
ベルト面間の両側辺部は弾力のあるガスケット7でシールされる。重合性原料はエンドレスベルト1、1’の走行に従い、黒塗りで示した上下ロール対11、11’が配された区間を通過した後、加熱ゾーンへと入り、固化する。本発明においては、加熱ゾーンの内、最も原料供給側に位置する所を加熱開始位置と表わす。加熱ゾーンとしては、例えば温水スプレー8、8’で加熱されるゾーンが挙げられる。加熱ゾーン内で重合が進行し、ある位置で重合発熱による温度ピークを迎える。その後、例えば遠赤外線ヒータ9、9’で熱処理されて重合を完結し、板状製品(板状重合物)10が取り出される。温水スプレー8、8’の区間は50〜100℃の温度範囲、遠赤外線ヒータ9、9’の区間は100℃〜150℃の温度範囲であることが好ましい。また、両区間ともに熱風等、他の加熱方式を用いても良い。
【0016】
次に、原料供給位置と加熱開始位置の間に配された上下ロール対11、11’について詳細に説明する。なお、ベルト走行方向における距離は「長さ」で表し、ベルト走行方向と直交する方向、即ちロール軸方向における距離は「幅」で表す。
【0017】
図2は、図1の上下ロール対11、11’を上側から見た模式図である。図3は、その上下ロール対11、11’を側面から見た模式図である。両図においては、上下ロール対を見易くするために上側エンドレスベルト1の一部を切り欠いて図示している。
【0018】
図2および図3に示すように、原料はノズル6から下側ベルト面に流下し、その後ベルト面上でしばらく自重で幅方向に広がり、A1点およびA2点にて両側辺部のガスケット7と接する。
【0019】
図2および図3においては、原料供給部としてパイプ形状のノズル6を1本用いたが、本発明はこれに限定されない。例えば、幅方向に広がったダイ形状等、種々の形状のものを用いることが可能であり、ノズルの本数も1本あるいは複数本のどちらでも良い。また、ノズル6の幅方向の位置も特に制限はないが、幅方向に均等に原料が行き渡るよう、幅方向の中心位置から左右対称になるような配置が好ましい。すなわち、原料供給部は、1本あるいは複数本のパイプから下側エンドレスベルトと両側辺部のガスケットとで囲まれた平面上に原料を流下させる構造を有するものであることが好ましい。
【0020】
本発明において、上下ロール対11、11’のロール胴部の最外径D[mm]、ロール胴部の幅Z[mm]、隣り合うロール対同士の軸中心間距離X[mm]は、下記式(1)および(2)式を満たす。
【0021】
D/Z ≧0.04 ・・・(1)
0.30≦ D/X ≦0.99 ・・・(2)。
【0022】
D/Zの値が0.04未満であると、ロールの幅方向の剛性が低くなり、原料の供給量が振れた時、上下ロール間のクリアランスを締め込んで振れを安定化しようとしても、逆にロール胴部が原料の反力によりたわんでしまって振れがそのまま後工程に継承され、結局製品の板厚が変動してしまう。このD/Zの値は0.3以下であることが好ましい。また、D/Xの値が0.30未満であると、上下ロール間のクリアランスを締め込んで振れを安定化しようとしても、ロール対間に原料が逃げてしまって長手方向の上下ベルト面のフラット性が極端に低下し、振れの安定化に対して十分な効果が得られない。D/Xの値が0.99を超えると、長手方向に隣り合う上下ロール対同士が接触する危険性がある。
【0023】
また、上下ロール対11、11’のうち、少なくとも1対が下記式(3)を満たすと、極めて高い長手方向の板厚振れの低減効果が得られる。
【0024】
0.50≦ D/X ≦0.99 ・・・(3)
さらに式(3)を満たす上下ロール対の数が2対以上であるとより高い効果が得られる。式(3)を満たす上下ロール対の配列は特に制限は無い。
【0025】
上下ロール対11、11’に使用するロールの胴部の最外径Dは60mm〜500mmが好ましい。また、全てのロール対11、11’のロール胴部を同じ最外径にしても良く、数種類の最外径のものを組み合わせても良い。ロール胴部の幅Zは、1500mm〜5000mmが好ましい。隣り合うロール対同士の軸中心間距離Xは、200mm〜600mmが好ましい。
【0026】
ロールの胴部の材質に関して、例えば、ステンレス、鉄、アルミニウム等の種々の金属類からなるロール胴部を用いても良いし、カーボンロール等の炭素系複合材料からなるロール胴部を用いても良い。また、接触によるステンレスベルト表面へのダメージを軽減する目的で、ロール胴部の表面にゴムを被覆しても良い。また、ゴム被覆後の最外径がクラウン形状になるような構造にしても良い。ただし、ゴムの肉厚が厚くなるとロール胴径が大きくなりすぎ加熱媒体とベルト面との接触を妨げることになり、またロール胴部の自重たわみ量を増加させることにもなる。これらの点を考慮すると、被覆ゴムの肉厚は1mm〜20mmが好ましい。ロール胴部の寸法精度は、最外径の公差が0.1mm以内であることが好ましい。
【0027】
本発明において、原料供給位置から加熱開始位置までの間の上下ロール対11、11’の本数は、3対以上である。この本数は、特に、6対以上であることが好ましい。上下ロール対11、11’同士の配列間隔は、全ての上下ロール対11、11’をベルト走行方向に等間隔に配しても良いし、部分的に間隔を変えて配しても良い。上下ロール対11、11’は、ベアリングを介してそれぞれ別個の上下移動可能なフレームと各々接続してもよいし、複数のロール対を同一の上下移動可能なフレームで連結しておく方式でも良い。
【0028】
また、上下ロール対11、11’よりもさらに原料供給位置に近い位置において、下ベルト面を保持する目的で、下ベルトの下側に1本あるいは複数本のロールを配することも出来る。
【0029】
この装置においては、相対して走行するエンドレスベルトのベルト面保持機構として、上側ベルト1の上面に接する上ロールと下側ベルト1’の下面に接する下ロールとからなり、それぞれの軸がベルト走行方向と直交する上下ロール対がベルト走行方向に沿って複数配設されている。上述した上下ロール対11、11’も、温水スプレー8、8’による加熱ゾーンの区間に複数配されている上下ロール対4、4’も、何れも上記ベルト面保持機構としての上下ロール対に該当する。上下ロール対4、4’の好適な構成は、上述した上下ロール対11、11’と同様である。
【0030】
次に、ノズル6から下側ベルト面上に流下し自重により広がる原料が下側ベルト両側辺部のガスケットに到達する位置A1点、A2点(以下「ガスケット到達位置」と略記する事がある)を検知する方法と、この到達位置の調整方法について説明する。
【0031】
図3に示す通り、ガスケット到達位置A1点、A2点は通常、上ベルトと下ベルトとの間のクリアランスが極めて小さい位置にあるため、周囲からの目視などではその位置を正確に把握することは困難である。ここで、本発明者らは検討を進めていく中で、極めて正確に且つ容易にガスケット到達位置A1点、A2点を把握することができる方法を見出した。
【0032】
すなわち、原料供給部側にレーザー発光器を備え、該レーザー発光器からベルト走行方向に沿ってレーザー光を発する装置構成が非常に有効である。そして、原料供給部から原料を供給後、自重により幅方向に広がる原料が下側エンドレスベルトの両側辺部のガスケットに到達するベルト走行方向の位置を、例えば、レーザー発光器からベルト走行方向に沿ってレーザー光を発して、原料と大気との気液界面で反射される光のベルト走行方向と直交する反射光を検知することによって検知し、該位置がベルト走行方向に対して1m以内の変動幅となるように調整することが好ましい。このような方法によれば、従来検知することが困難であった連続製板装置へ供給される原料の供給ムラを即時に且つ極めて精度良く間接的に把握でき、その供給ムラを良好に改善できる。この変動幅は小さい方が好ましい。
【0033】
図4は、ベルト式連続製板装置にガスケット到達位置を検知するためのレーザー発光器12を設置した状態を示す模式図である。
【0034】
レーザー発光器12において、レーザー光の波長は特に制限は無く、He−Ne型や、その他所望のものを用いることが出来る。レーザー発光器12の数は、両側のガスケット到達位置A1点、A2点の双方を把握するためには、2台が好ましい。レーザー発光器12の発光部は、光の方向が下側ベルト面の走行方向と実質的に平行になるように調整されることが好ましい。発光部より出射するレーザー光とガスケットとの距離は、1〜300mmが好ましい。出射したレーザー光はガスケットと平行に直進し、ガスケット到達位置A1点、A2点付近の原料液の気液界面において、様々な方向に反射する。これら反射光のうち、ベルト走行方向と垂直な反射光を連続製板装置の側面に位置する運転員は目視で容易に確認でき、ガスケット到達位置A1点、A2点の動きを精度良く間接的に把握することが出来る。
【0035】
ノズル6から供給される原料の供給量が振れた場合、運転員が連続製板装置の側面から観察し得る反射レーザ光の長手方向の位置が変化するため、上下ロール対11、11’の上下ロール軸間距離を調整することで、この位置の変化を容易に修正できる。
【0036】
レーザー発光器12は、連続製板装置の運転時において常に起動させておく必要は無く、ガスケット到達位置A1点、A2点の確認時にのみ起動させれば十分である。
【0037】
板状重合物の原料は、目的とする板状重合物によって、適宜、選択することができる。本発明の連続製板装置は、特にメタクリル酸メチルを主原料とするメタクリル樹脂板の製造に好適である。メタクリル樹脂板を製造する際には、メタクリル酸メチルを50質量%以上含む重合性原料を用いることが好ましい。代表的には、メタクリル酸メチル単独、もしくはメタクリル酸メチルと共重合可能な他の単量体との混合物が挙げられる。さらに、メタクリル酸メチル系重合体をメタクリル酸メチルまたはその混合物に溶解させたシラップや、メタクリル酸メチルまたはその混合物の一部を予め重合したシラップも挙げられる。
【0038】
共重合可能な他の単量体としては、例えば、アクリル酸メチル、アクリル酸エチル、アクリル酸n−ブチル、アクリル酸2−エチルヘキシル等のアクリル酸エステル;メタクリル酸エチル、メタクリル酸n−ブチル、メタクリル酸2−エチルヘキシル等のメタクリル酸メチル以外のメタクリル酸エステル;酢酸ビニル、アクリロニトリル、メタクリロニトリル、スチレン等が挙げられる。シラップの場合は重合性原料の流動性を考慮し、重合体含有率を50質量%以下に調製することが好ましい。
【0039】
重合性原料には、必要に応じて連鎖移動剤を添加することもできる。連鎖移動剤としては、例えば、アルキル基または置換アルキル基を有する第1級、第2級または第3級のメルカプタン等を使用できる。その具体例としては、n−ブチルメルカプタン、i−ブチルメルカプタン、n−オクチルメルカプタン、n−ドデシルメルカプタン、s−ブチルメルカプタン、s−ドデシルメルカプタン、t−ブチルメルカプタン等が挙げられる。
【0040】
また、重合性原料には、通常、重合開始剤を添加する。その具体例としては、tert−ヘキシルパーオキシピバレ−ト、tert−ヘキシルパーオキシ−2−エチルヘキサノエート、ジ−イソプロピルパーオキシジカーボネート、tert−ブチルネオデカノエート、tert−ブチルパーオキシピバレート、ラウロイルパーオキサイド、ベンゾイルパーオキサイド、tert−ブチルパーオキシイソプロピルカーボネート、tert−ブチルパーオキシベンゾエート、ジクミルパーオキサイド、ジ−tert−ブチルパーオキサイド等の有機過酸化物;2,2’−アゾビス(2,4−ジメチルバレロニトリル)、2,2’−アゾビスイソブチロニトリル、1−1’−アゾビス(1−シクロヘキサンカルボニトリル)、2,2’−アゾビス(2,4,4−トリメチルペンタン)等のアゾ化合物;が挙げられる。
【0041】
その他、必要に応じて各種の添加剤、例えば紫外線吸収剤、光安定剤、酸化安定剤、可塑剤、染料、顔料、離型剤、アクリル系多層ゴム等を原料に添加することもできる。
【0042】
本発明により製造する板状重合物(メタクリル樹脂板等)の厚みは、0.3〜20mm程度であることが好ましい。
【0043】
【実施例】
以下、本発明を実施例により更に詳しく説明するが、これらは本発明を限定するものではない。なお「質量%」を略して「%」と、「質量部」を略して「部」と記載する。
【0044】
<実施例1>
重合率20%のメタクリル酸メチルシラップ(粘度1Pa・s、20℃)100部に、重合開始剤としてtert−ヘキシルパーオキシピバレート(日本油脂(株)製、商品名:パーヘキシルPV)0.1部、離型剤としてジオクチルスルホコハク酸ナトリウム0.005部を加えて均一に混合し、液状の重合性原料を得た。この重合性原料を真空容器内で脱泡し、図1の装置を用いて、厚さ5mm、幅1300mmの板状製品1を製造した。
【0045】
本実施例において、図1の装置は、全長10mであり、2個のステンレス製エンドレスベルト1、1’は厚さ1.5mm、幅が1.5mであり、油圧により上下共3kg/mm2の張力を与えられている。また、ガスケット7として、ポリ塩化ビニル製のガスケットが設置されている。
【0046】
原料供給位置から加熱開始位置までの区間には上下ロール対11、11’が、ロール対の配列間隔Xが200mmとなるよう等間隔に合計4対配列されている。上下ロール対11、11’の各ロールの胴部は芯断面が中空状のステンレスからなり、その外部はゴムで被覆され、さらに各ロール両端にステンレス製の中実軸を有している。そして、上下ロール対11、11’の各ロールのステンレス胴部の外径は70mm、ゴム部を含めた最外径Dは80mm、幅Zは1600mm、ステンレス肉厚は5mm、最外径の公差が0.1mm以内のフラットロールであり、中実軸の外径は30mm、中実軸の幅は125mmである。また、全ての上下ロール対11、11’は、上下ロール軸間距離が90.0mmになるよう調整されている。この4対の上下ロール対11、11’においては、D/Z=0.05、D/X=0.40である。
【0047】
上下ロール対11、11’において、上側ロール11の軸は、上下移動可能なフレームにベアリングを介して支持されている。また、下側ロール11’の軸は、土台に固定されたフレームにベアリングを介して支持されている。
【0048】
加熱ゾーン長は5mであり、76℃の温水スプレー8、8’を内部に有している。この加熱ゾーン内には、表面をゴムで被覆した最外径140mm、幅1600mmのステンレス製の上下ロール対4、4’が、ロール対の配列間隔が400mmとなるよう等間隔に合計12対配列されている。この温水スプレー8、8’による加熱ゾーンの後には、遠赤外線ヒータ9、9’による加熱処理する区間を2m分有している。
【0049】
以上のような装置を、エンドレスベルト1、1’の走行速度130mm/minで運転し、厚さ5mm、幅1300mmの板状製品1を製造した。
【0050】
<実施例2>
図1の装置の上下ロール対11、11’の4対のうち、原料供給位置側から数えて2番目の上下ロール対として、ステンレス胴部の外径は130mm、ゴム部を含めた最外径Dは150mm、幅Zは1600mm、ステンレス肉厚は5mm、中実軸の外径は20mm、中実軸の幅は125mmであり、最外径の公差が0.1mm以内のフラットロールを上下ロール軸間距離が160.0mmになるよう調整したロール対を用いたこと以外は、実施例1と同様にして板状製品2を得た。この原料供給位置側から数えて2番目の上下ロール対11、11’においては、D/Z=0.094、D/X=0.75である。
【0051】
<実施例3>
重合性原料を真空容器内で脱泡した後、実施例1の場合よりもさらに大型の図1の装置により、厚さ3mm、幅2800mmの板状製品3を製造した。
【0052】
本実施例において、図1の装置は、全長100mであり、2個のステンレス製エンドレスベルト1、1’は厚さ1.5mm、幅が3mであり、油圧により上下共8kg/mm2の張力を与えられている。また、ガスケット7として、ポリ塩化ビニル製のガスケットが設置されている。
【0053】
原料供給位置から加熱開始位置までの区間には上下ロール対11、11’が、ロール対の配列間隔Xが350mmとなるよう等間隔に合計8対配列されている。上下ロール対11、11’の各ロールの胴部は芯断面が中空状のステンレスからなり、その外部はゴムで被覆され、さらに各ロール両端にステンレス製の中実軸を有している。そして、上下ロール対11、11’の各ロールのステンレス胴部の外径は138mm、ゴム部を含めた最外径Dは160mm、幅Zは3100mm、ステンレス肉厚は5.7mm、最外径の公差が0.1mm以内のフラットロールであり、中実軸の外径は60mm、中実軸の幅は300mmである。また、全ての上下ロール対11、11’は、上下ロール軸間距離が168.0mmになるよう調整されている。この8対の上下ロール対11、11’においては、D/Z=0.052、D/X=0.46である。
【0054】
上下ロール対11、11’において、上側ロール11の軸は、上下移動可能なフレームにベアリングを介して支持されている。また、下側ロール11’の軸は、土台に固定されたフレームにベアリングを介して支持されている。
【0055】
加熱ゾーン長は48mであり、80℃の温水スプレー8、8’を内部に有している。この加熱ゾーン内には、表面をゴムで被覆した最外径280mm、幅3100mmのステンレス製の上下ロール対4、4’が、ロール対の配列間隔が400mmとなるよう等間隔に合計120対配列されている。この温水スプレー8、8’による加熱ゾーンの後には、遠赤外線ヒータ9、9’による加熱処理を15m分有している。
【0056】
以上のような装置を、エンドレスベルト1、1’の走行速度2.3m/minで運転し、厚さ3mm、幅2800mmの板状製品3を製造した。
【0057】
<実施例4>
図4に示すように、主プーリ2’からベルト走行方向と反対側に位置する場所に2台のレーザー発光器12(理研商会(株)製、型番NAL−6FL)を設置したこと以外は、実施例3と同様にして板状製品4を得た。5日間の連続運転において、図4に示した運転員の位置から見たレーザー反射光の位置の変動幅が1m以内におさまるよう、上下ロール軸間距離167.7〜168.2mmの範囲内で適宜調整した。なお、調整時は全ての上下ロール対11、11’が同じ上下ロール軸間距離になるようにした。
【0058】
<比較例1>
4対の上下ロール対11、11’として、ステンレス胴部の外径は47.6mm、ゴム部を含めた最外径Dは60mm、幅Zは1600mm、ステンレス肉厚は3.2mm、中実軸の外径は20mm、中実軸の幅は125mmであり、最外径の公差が0.1mm以内のフラットロールを上下ロール軸間距離が160.0mm、ロール対の配列間隔Xが150mmとなるように等間隔に4対配置したこと以外は、実施例1と同様にして、板状製品5を得た。この4対の上下ロール対11、11’においては、D/Z=0.038、D/X=0.40である。
【0059】
<比較例2>
上下ロール対11、11’合計4対のロール対の配列間隔Xを等間隔400mmとなるよう変更したこと以外は、実施例1と同様にして、板状製品6を得た。この4対の上下ロール対11、11’においては、D/Z=0.05、D/X=0.20である。
【0060】
<評価>
製品1、2(実施例1、2)および製品5、6(比較例1、2)の板厚精度は、次の方法で評価した。まず、図5に示すように、連続的に取り出される板状製品を長手方向に1000mmごとに切断して、1300mm×1000mm×5mmサイズの板を50枚得た。そして50枚全ての板について、断面の幅方向中央部A点および両端部より100mm内側のB1、B2点の厚さを測定し、最も大きな値と最も小さな値の差を板厚振れ量Wとした。
【0061】
板厚精度評価において、この板厚振れ量Wの絶対値が小さい程、幅方向のフラット性が高いことを意味する。
【0062】
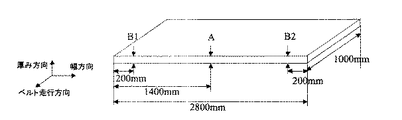
また、製品3、4(実施例3、4)の板厚精度は、図6に示すように、50枚の板のサイズを2800mm×1000mm×3mmとし、かつ両端部より200mm内側をB1、B2点としたこと以外は、上記と同様にして評価した。
【0063】
それらの評価結果を、表1に示す。
【0064】
【表1】

【0065】
【発明の効果】
以上説明したとおり、本発明によれば、極めて高い長手方向の板厚精度を有する板状重合物を製造できるベルト式連続製板装置、および板状重合物の製造方法を提供できる。
【図面の簡単な説明】
【図1】本発明のベルト式連続製板装置の一例を示す模式的断面図である。
【図2】図1の上下ロール対11、11’を上側から見た模式図である。
【図3】図1の上下ロール対11、11’を側面から見た模式図である。
【図4】ベルト式連続製板装置にガスケット到達位置を検知するためのレーザー発光器12を設置した状態を示す模式図である。
【図5】実施例および比較例における評価の際の板サイズを示す斜視図である。
【図6】実施例および比較例における評価の際の板サイズを示す斜視図である。
【符号の説明】
1、1’ エンドレスベルト
2、2’ 主プーリ
3、3’ 主プーリ
4、4’ 加熱ゾーンの上下ロール対
5 定量ポンプ
6 ノズル
7 ガスケット
8 温水スプレー
9、9’ 遠赤外線ヒータ
10 板状製品
11、11’ 上下ロール対
12 レーザー発光器
Claims (8)
- 相対するベルト面が同方向へ同一速度で走行するように配設された2個のエンドレスベルトの相対するベルト面と、それらの両側辺部にあるベルト面で挟まれた状態で走行する連続したガスケットとで囲まれた空間に、その一端より重合性原料を供給し、加熱ゾーン内でベルトの走行と共に重合性原料を固化させ、その他端より板状重合物を取り出すための連続製板装置において、原料供給位置から加熱開始位置までの間に、下記式(1)および式(2)を満たす上下ロール対を3対以上それぞれの軸がベルト走行方向と直交するように配設されていることを特徴とするベルト式連続製板装置。
D/Z ≧0.04 ・・・(1)
0.30≦ D/X ≦0.99 ・・・(2)
D:ロール胴部の最外径[mm]
Z:ロール胴部の幅[mm]
X:隣り合う上下ロール対同士の軸中心間距離[mm] - 3対以上の上下ロール対のうち、少なくとも1対が下記式(3)を満たす請求項1記載のベルト式連続製板装置。
0.50≦ D/X ≦0.99 ・・・(3)
D:ロール胴部の最外径[mm]
X:隣り合う上下ロール対同士の軸中心間距離[mm] - 原料供給部が、1本あるいは複数本のパイプから下側エンドレスベルトと両側辺部のガスケットとで囲まれた平面上に原料を流下させる構造を有する請求項1または2記載のベルト式連続製板装置。
- 原料供給部側にレーザー発光器を備え、該レーザー発光器からベルト走行方向に沿ってレーザー光を発する請求項1〜3の何れか一項記載のベルト式連続製板装置。
- 請求項1記載のベルト式連続製板装置を用いて、メタクリル酸メチルを含む重合性原料から板状重合物を得ることを特徴とする板状重合物の製造方法。
- 請求項4記載のベルト式連続製板装置を用いて、メタクリル酸メチルを含む重合性原料から板状重合物を得ることを特徴とする板状重合物の製造方法。
- 原料供給部から原料を供給後、自重により幅方向に広がる原料が下側エンドレスベルトの両側辺部のガスケットに到達するベルト走行方向の位置を検知し、該位置がベルト走行方向に対して1m以内の変動幅となるように調整する請求項5記載の板状重合物の製造方法。
- 原料供給部から原料を供給後、自重により幅方向に広がる原料が下側エンドレスベルトの両側辺部のガスケットに到達するベルト走行方向の位置を、レーザー発光器からベルト走行方向に沿ってレーザー光を発して、原料と大気との気液界面で反射される光のベルト走行方向と直交する反射光を検知することによって検知し、該位置がベルト走行方向に対して1m以内の変動幅となるように調整する請求項6記載の板状重合物の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003030672A JP4307098B2 (ja) | 2003-02-07 | 2003-02-07 | 板状重合物の製造方法 |
| US10/541,155 US20060071363A1 (en) | 2003-01-07 | 2003-12-22 | Belt type continuous plate manufacturing device and method of manufacturing sheet polymer |
| PCT/JP2003/016446 WO2004060629A1 (ja) | 2003-01-07 | 2003-12-22 | ベルト式連続製板装置および板状重合物の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003030672A JP4307098B2 (ja) | 2003-02-07 | 2003-02-07 | 板状重合物の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004237645A true JP2004237645A (ja) | 2004-08-26 |
| JP2004237645A5 JP2004237645A5 (ja) | 2006-03-23 |
| JP4307098B2 JP4307098B2 (ja) | 2009-08-05 |
Family
ID=32957493
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003030672A Expired - Lifetime JP4307098B2 (ja) | 2003-01-07 | 2003-02-07 | 板状重合物の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4307098B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006046481A1 (ja) * | 2004-10-28 | 2006-05-04 | Asahi Kasei Chemicals Corporation | 光学用メタクリル樹脂押出板の製造方法 |
| WO2006046480A1 (ja) * | 2004-10-28 | 2006-05-04 | Asahi Kasei Chemicals Corporation | 新規メタクリル樹脂押出板及びその製造方法 |
| WO2006054509A1 (ja) * | 2004-11-19 | 2006-05-26 | Asahi Kasei Chemicals Corporation | 高輝度導光板用樹脂押出板およびその製造方法 |
| JP2006314965A (ja) * | 2005-05-16 | 2006-11-24 | Mitsubishi Rayon Co Ltd | エアナイフ、塗工方法および装置、ならびに硬化層付き板状重合物の製造方法 |
-
2003
- 2003-02-07 JP JP2003030672A patent/JP4307098B2/ja not_active Expired - Lifetime
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101035665B (zh) * | 2004-10-28 | 2010-06-16 | 旭化成化学株式会社 | 光学用甲基丙烯酸树脂挤压板的制造方法 |
| WO2006046480A1 (ja) * | 2004-10-28 | 2006-05-04 | Asahi Kasei Chemicals Corporation | 新規メタクリル樹脂押出板及びその製造方法 |
| JPWO2006046481A1 (ja) * | 2004-10-28 | 2008-05-22 | 旭化成ケミカルズ株式会社 | 光学用メタクリル樹脂押出板の製造方法 |
| JPWO2006046480A1 (ja) * | 2004-10-28 | 2008-05-22 | 旭化成ケミカルズ株式会社 | 新規メタクリル樹脂押出板及びその製造方法 |
| KR100857501B1 (ko) * | 2004-10-28 | 2008-09-08 | 아사히 가세이 케미칼즈 가부시키가이샤 | 광학용 메타크릴 수지 압출판의 제조 방법 |
| KR100884324B1 (ko) * | 2004-10-28 | 2009-02-18 | 아사히 가세이 케미칼즈 가부시키가이샤 | 신규한 메타크릴 수지 압출판 및 그 제조 방법 |
| CN101035666B (zh) * | 2004-10-28 | 2010-05-12 | 旭化成化学株式会社 | 新型甲基丙烯酸树脂挤压板及其制造方法 |
| WO2006046481A1 (ja) * | 2004-10-28 | 2006-05-04 | Asahi Kasei Chemicals Corporation | 光学用メタクリル樹脂押出板の製造方法 |
| JP4711967B2 (ja) * | 2004-10-28 | 2011-06-29 | 旭化成ケミカルズ株式会社 | 新規メタクリル樹脂押出板及びその製造方法 |
| JP4717008B2 (ja) * | 2004-10-28 | 2011-07-06 | 旭化成ケミカルズ株式会社 | 光学用メタクリル樹脂押出板の製造方法 |
| WO2006054509A1 (ja) * | 2004-11-19 | 2006-05-26 | Asahi Kasei Chemicals Corporation | 高輝度導光板用樹脂押出板およびその製造方法 |
| JP2006314965A (ja) * | 2005-05-16 | 2006-11-24 | Mitsubishi Rayon Co Ltd | エアナイフ、塗工方法および装置、ならびに硬化層付き板状重合物の製造方法 |
| JP4585911B2 (ja) * | 2005-05-16 | 2010-11-24 | 三菱レイヨン株式会社 | エアナイフ、塗工方法および装置、ならびに硬化層付き板状重合物の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4307098B2 (ja) | 2009-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5804324B2 (ja) | 面光源装置、それに用いる導光体及びその製造方法 | |
| SU701542A3 (ru) | Способ непрерывного изготовлени листа полиметилметакрилата | |
| JP2004237645A (ja) | ベルト式連続製板装置および板状重合物の製造方法 | |
| JP3190601B2 (ja) | アクリル系樹脂人造大理石板の連続製造方法及びその装置 | |
| TWI303206B (ja) | ||
| CN102120860A (zh) | 用于挤出的光导板的甲基丙烯酸树脂组合物和由其制备的光导板 | |
| JPH05178921A (ja) | 開始剤懸濁液、その製造方法および使用方法 | |
| WO2010023799A1 (ja) | N-ビニルカルボン酸アミド系重合体の製造方法 | |
| JPS61221202A (ja) | 水溶性ビニル単量体の連続光重合方法 | |
| JP2004237585A (ja) | 板状重合物の製造方法 | |
| WO2004052612A1 (ja) | ベルト式連続製板装置および板状重合物の製造方法 | |
| CN100431817C (zh) | 传送带式连续制板装置及板状聚合物的制造方法 | |
| JP4187517B2 (ja) | ベルト式連続製板装置および板状重合物の製造方法 | |
| WO2004060629A1 (ja) | ベルト式連続製板装置および板状重合物の製造方法 | |
| JP2006298966A (ja) | 導光板用アクリル樹脂組成物 | |
| US4046850A (en) | Continuous casting of a polymerizable composition between moving endless belts | |
| JPH0147307B2 (ja) | ||
| JP2004268288A (ja) | 板状製品の製造装置および製造方法 | |
| JPS5849167B2 (ja) | 対向ベルト式連続製板方法 | |
| JP5846428B2 (ja) | 面光源装置用導光体の製造方法及びそれに用いる導光体素材 | |
| JP2005037017A (ja) | 乾燥方法 | |
| JP2005219327A (ja) | ベルト式連続製板装置およびベルト式連続製板方法 | |
| CN101228016A (zh) | 传送带式连续制板装置及传送带式连续制板方法 | |
| JPH11268053A (ja) | 板状重合体の製造装置及び製造方法 | |
| JP4585911B2 (ja) | エアナイフ、塗工方法および装置、ならびに硬化層付き板状重合物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060207 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080827 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081024 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090312 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090408 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090428 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4307098 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120515 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120515 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130515 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130515 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130515 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130515 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140515 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |