【0001】
【発明の属する技術分野】
この発明は、穀稈を脱穀する脱穀装置に関するものである。
【0002】
【従来の技術】
従来技術としては、脱穀装置の扱胴の一側に処理胴を設け、唐箕からの選別風をグレンシーブの始端部下方に案内する構成である(例えば、特許文献1図6参照。)。
【0003】
【特許文献1】
特許第3336252号公報
【0004】
【発明が解決しようとする課題】
前述のような脱穀装置では、脱穀装置に投入される穀稈量が少なくなると、グレンシーブ始端部に存在する被処理物量に対して、唐箕からの選別風が相対的に多くなり、このため、選別風過剰状態となって穀粒の後方への飛散が多くなってしまう。
【0005】
本発明の課題は、前述のような不具合を防止する脱穀装置を提供することである。
【0006】
【課題を解決するための手段】
本発明の上記課題は次の構成によって達成される。
すなわち、請求項1記載の発明では、扱胴11を軸架する扱室13の一側に二番物を受け入れて処理する二番処理胴19を設け、該二番処理胴19の後方には、前記扱室13からの被処理物を受け入れて処理する排塵処理胴15を設けるとともに、前記扱胴11と二番処理胴19及び排塵処理胴15の下方に揺動選別棚18を設け、該揺動選別棚18の下方には選別風送り方向上手側から唐箕23、一番ラセン25、二番ラセン26を配置して構成した脱穀装置5において、前記唐箕23からの選別風を案内する風路40と風路41を設け、該風路41の上方にはグレンシーブ18bの始端部下方に向かって選別風を案内する風路44を設け、該風路44の選別風量を制御するシャッター46を設け、前記揺動選別棚18上の被処理物を検出する検出手段45を設け、該検出手段45が被処理物量の所定量以下を検出すると、前記シャッター46を閉じるように構成したことを特徴とする脱穀装置としたものである。
【0007】
請求項1の作用は、検出手段45が所定量以下の被処理物を検出すると、シャッター46を閉じて風路44からの選別風をグレンシーブ18bへ送らないようにする。
請求項2記載の発明では、前記グレンシーブ18bの始端部下方には、該グレンシーブ18bから落下した被処理物を受け止めて、この被処理物の流れを制御する送り部材49を設けたことを特徴とする請求項1に記載の脱穀装置としたものである。
【0008】
請求項2の作用は、請求項1の作用と共に、送り部材49によってグレンシーブ18bから落下した被処理物の流れを制御する。
【0009】
【発明の効果】
本発明は上述のごとく構成したので、請求項1記載の発明においては、被処理物が少量の場合には、風路44からの選別風を遮断することにより、グレンシーブ18b始端部での穀粒の後方への飛散が少なくなり、一番の回収効率が向上するようになる。
【0010】
請求項2記載の発明においては、請求項1の効果と共に、グレンシーブ18bから落下した被処理物は送り部材49によって制御されるので、適正な選別が可能となる。
【0011】
【発明の実施の形態】
本発明の実施の形態を図面に基づいて説明する。
図1には、本発明の脱穀装置5を搭載したコンバインが示されている。
走行装置1を有する車台2の前方には植立穀稈を刈り取る刈取装置3を設け、車台2上には前記刈取装置3で刈り取った穀稈をフィードチェン4にて挾持搬送しながら脱穀選別する脱穀装置5と、コンバインを操作する操作部6と、前記脱穀装置5にて脱穀選別した穀粒を一時貯溜するグレンタンク7とを設けている。
【0012】
また、グレンタンク7内下方には、一時貯溜している穀粒を機外へ排出する下部ラセン(図示せず)があり、該下部ラセンから搬送されてきた穀粒を引き継いでコンバインの機体上方へと搬送する縦オーガ8が車台2に対して旋回可能に設けられ、さらに、縦オーガ8には横オーガ9が昇降可能に設けられている。
【0013】
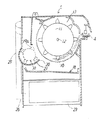
前記脱穀装置5について、図2〜図4に基づいて説明する。
図2は脱穀装置5の側面図、図3は脱穀装置5の平面図である。
脱穀装置5内には、扱網10を有する扱胴11を扱胴軸12で軸架した扱室13と、該扱室13の一側には、扱室13の後部からの処理物を受け入れて処理する排塵処理網14を有する排塵処理胴15を排塵処理胴軸16で軸架した排塵処理室17が設けられている。そして、扱室13と排塵処理室17の下方には揺動選別棚18を設けている。
【0014】
また、排塵処理胴15の前方には、二番処理胴19と二番処理胴受樋20(網や格子状のものでもよい。)からなる二番処理室21が構成されている。二番処理胴19は、本実施例では扱胴11の一側(グレンタンク7側)であって、排塵処理胴15の前方に排塵処理胴15と一体的に構成されている。この二番処理胴19は基本的には二番物を処理するものである。この二番処理胴19は二番処理胴軸22にて支持されている構成であるので、前記排塵処理胴15と二番処理胴19とは一体的に排塵処理胴軸16と二番処理胴軸22とで支持されている構成である。
【0015】
さらに、図4は図3にて示すAーA断面図であるが、扱網10から漏れた被処理物は二番処理室21内に取り込まれる構成であるので、前記二番処理胴19は二番物の他に、扱室13内から入り込んできた被処理物も一緒に処理する構成となっている。前記扱網10と二番処理胴受樋20(網や格子状でもよい)と排塵処理網14は、それぞれ扱胴11と二番処理胴19と排塵処理胴15の下方に設けられている。
【0016】
前記扱室11と二番処理室21と排塵処理室17の下方には、落下してくる被選別物を受けて選別する揺動選別棚18が設置されていて、該揺動選別棚18の下方には、選別風送り方向始端側に唐箕23を設け、該唐箕23から送風される選別風の送り方向下手側には、風路40と風路41が設けられていて、この風路40と風路41の下手側に一番ラセン25を設け、該一番ラセン25の選別風送り方向下手側には二番ラセン26を設けている。この二番ラセン26にて収集された二番物を前記二番処理室21へ揚穀するための二番揚穀筒27が設けられている。
【0017】
前記揺動選別棚18の構成について説明する。揺動選別棚18は、選別送り方向の始端側から順番に、落下した脱穀物を後方に移送する移送棚18a,脱穀物を選別するグレンシーブ18b,二番物を選別するチャフシーブ18c,排塵を機外に移送して放出するストローラック18dとから構成されている。該ストローラック18dの下方は、二番物を二番ラセン26内へ案内する二番棚先26aで構成されていて、この二番棚先26aの終端部近傍まで前記排塵処理胴15が延出している構成である。吸引ファン28は、選別室29内の軽い塵埃を機外に排出するためのもので、扱胴11に対して排塵処理胴15と対向する位置に設けられている。
【0018】
このような脱穀装置5を搭載したコンバインにおいて、エンジンからの動力を走行伝動装置31に入力して、任意の速度に変速して走行装置1を駆動する。すると、コンバインは前進を開始する。刈取脱穀作業を行なうには、さらに、刈取装置3,供給搬送装置32及び脱穀装置5に、エンジンからの動力を伝達駆動して作業を行なう。このような状態でコンバインが前進すると、植立穀稈は分草具33により分草されて、引起しケース34の引起しラグ35にて引き起こされ、その後、刈刃36にて刈り取られ、刈り取られた穀稈は、株元搬送装置37により後方の供給搬送装置32の始端部に向かって搬送されていく構成である。
【0019】
株元搬送装置37の終端部まで搬送された穀稈は、後方の供給搬送装置32の始端部に引き継がれ、その後、供給搬送装置32の終端部まで搬送された穀稈は、脱穀装置5のフィードチェン4の始端部に引き継がれると共に、該フィードチェン4に引き継がれた穀稈は、後方に搬送されながら、扱胴11と扱網10により脱穀される。脱穀された脱穀物の一部は揺動選別棚18上に落下して、該揺動選別棚18の揺動作用と唐箕23からの風選作用により選別され、一番ラセン25内へと取り込まれていき、該一番ラセン25に取り込まれた穀粒は、グレンタンク7内に一時貯溜される構成である。脱穀後の排稈はフィードチェン4の終端部から、排稈チェン38の始端部に引き継がれて搬送されていき、その後、カッター39に送られて切断され下方の圃場上に放出されていく構成となっている。
【0020】
扱室11の残りの脱穀物は、後方へと搬送されていくが、その途中において一部の脱穀物は二番処理室21内に取り込まれていく。該二番処理室21内に取り込まれた脱穀物は、選別風送り方向上手側に搬送されながら、二番処理胴19と二番処理胴受樋20との相互作用で脱穀(特に、枝梗粒が処理される)されて、下方の揺動選別棚18上に落下していく。扱胴11と二番処理胴19と排塵処理胴15は、共に選別風送り方向上手側から下手側を見た状況(脱穀装置5の正面視)において、時計回りで回転する構成である。従って、二番処理胴19の処理歯19aの向きは、脱穀物を選別風送り方向の上手側方向に送るような向きに固着しておく必要がある。
【0021】
即ち、該処理歯19aには被処理物を選別風送り方向上手側に搬送する作用があり、さらに、被処理物を処理する作用も併せ持っている。即ち、処理歯19aは螺旋の一部であり、また、その円周方向の先端部と二番処理胴受樋20との間の相互作用にて被処理物を処理する構成となっている。二番処理胴19の搬送終端部に設けられている羽根19bは、被処理物を揺動選別棚18上に強制的に送り出すものである。
【0022】
前記排塵処理胴15の排塵処理歯15bは、扱室13の後部からの脱穀物を選別風送り方向の下手側方向に送るような向きに固着しておく必要がある。本実施例では、該排塵処理歯15bは、排塵処理胴15の外周面に巻回いされているラセン形状となっている。
【0023】
しかし、本実施例では、排塵処理網14の目合いが荒い(格子状)ので、一部の短い藁屑は揺動選別棚18上に落下し、落下しなかった長い藁屑は排塵処理室17の終端部まで搬送されて、排塵処理胴15の終端部の羽根40にてストローラック18d上に強制的に排出される。そして、このように被処理物が排塵処理室17内にて搬送される間に、排塵処理胴15と排塵処理網14との相互作用で、さらに脱穀されるとともに、脱穀物はほぐされて中に混在している穀粒(いわゆるササリ粒)が取り出されて下方の揺動選別棚18上に落下し、さらに、二番ラセン26内へと回収されていく構成である。
【0024】
前述のように、扱室13内の脱穀物で、揺動選別棚18上に落下せず、二番処理室21内にも取り込まれなかった残りの脱穀物は、扱室13の終端部まで搬送される。この扱室13の終端部まで搬送されてきた脱穀物は、排塵処理室17内に取り込まれ、取り込まれた脱穀物は、選別風送り方向下手側に搬送されていく。また、扱室13の終端部まで搬送されてきた脱穀物のうち、排塵処理室17内に取り込まれなかった脱穀物は下方の揺動選別棚18上に落下していく構成である。
【0025】
扱室13内の終端部から排塵処理室17内に脱穀物を送る際において、脱穀物が詰まらないように、扱室13から排塵処理室17への引継ぎ部分においても、排塵処理胴15の外周にラセン形状の排塵処理歯15bを設けていて、該排塵処理歯15bの送り作用で引継ぎ部に脱穀物が詰まらないようにしている。
【0026】
このような、揺動選別棚18の揺動作用と唐箕23からの選別風の作用にもかかわらず、一番ラセン25内に取り込まれなかった残りの穀粒は、他の排塵物と共にさらに後方に送られ、二番ラセン26内へと取り込まれていく。該二番ラセン26内に取り込まれた二番物は、二番揚穀筒27にて前記二番処理室21の選別風送り方向下手側に還元されて、扱室13からの脱穀物と合流し、その後、選別風送り方向の上手側に搬送されながら、二番処理胴受樋20との相互作用で脱穀処理されながら搬送され、終端部の羽根19bにより下方の揺動選別棚18上に強制的に落下していく構成である。
【0027】
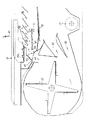
図2で図示しているように、唐箕23からの選別風の風路は40と41の2カ所に設けられている構成であるが、このような構成では、多量の穀稈が投入された時には、グレンシーブ18b始端部での選別が悪くなるという欠点があった。
そこで、図5に示すように、グレンシーブ18bの始端側下方に向かって選別風を送風する風路44を設ける構成とする。さらに、揺動選別棚18上の被処理物の層厚を検出する検出手段45(以下、層厚センサという)を設け、前記風路44から流れ込む選別風を遮断するシャッター46を設け、このシャッター46はモータ47で駆動する構成とする。
【0028】
そして、前記層厚センサ45が所定量以上の多量の被処理物を検出すると、シャッター46は開いた状態とし、層厚センサ45が所定量以下の被処理物を検出すると、モータ47を駆動してシャッター46を閉じるようにする。これにより、多量の被処理物が存在する場合には、風路44からの選別風によりグレンシーブ18b始端部での選別性能が向上するようになる。また、被処理物が少量の場合には、風路44からの選別風を遮断することにより、グレンシーブ18b始端部での穀粒の後方への飛散が少なくなり、一番の回収効率が向上するようになる。
【0029】
前記グレンシーブ18bの下方には送り部材49を設け、この送り部材49の前側はモータ50を設け、上下方向に回動可能に構成する。また、送り部材49の後側には長穴51を設け、送り部材49は長穴51の範囲内で上下方向に動く構成とする。長穴51の位置、即ち、送り部材49の後部は、下方の選別網48と所定量重なるようにする。また、従来から周知のように、グレンシーブ18bの角度Bは、揺動選別棚18上の被処理物量が多くなると大きくなり、揺動選別棚18上の被処理物量が少なくなると小さくなる構成である。そして、グレンシーブ18bの角度Bが大きくなると、被処理物は下方に落下するが、この落下した被処理物の後方への流れを促進させるために、前記送り部材49の後部を下方へ下げるようにする。これにより、被処理物の流れが促進されて、揺動選別棚18上での停滞や詰まり状態になるのを防止できるようになり、選別性能も向上するようになる。一方、グレンシーブ18bの角度Bが小さくなると、被処理物の後方への流れを停滞させて、この停滞状態によって選別性能をより向上させるようにする。このために、前記送り部材49の後部を上方へ上げるようにする。
【0030】
次に、図6と図7について説明する。
前述したように、揺動選別棚18の後部のストローラック18dの間には、所定間隔毎に振るい線材52を設ける構成とする。そして、この振るい線材52は、図7に示すように、ストローラック18dの山切り部53近傍を通過するように設ける構成とする。揺動選別棚18が揺動すると、振るい線材52は仮想線CとDで示すように揺動する。これにより、ストローラック18d上に落下した塊状の被処理物は、ストローラック18dと振るい線材52との相互作用で剪断され、塊状の被処理物の中に存在する穀粒を回収でき、3番ロスを少なくすることができるようになる。
【0031】
次に、図8について説明する。
エンジン54からの動力は、ベルトプーリ55を介して油圧式無段変速装置56へと伝達され、この油圧式無段変速装置56で任意に変速された動力は走行伝動装置31へ伝達されて走行装置1を駆動する構成である。そして、走行伝動装置31の一部の動力は、刈取装置3へと伝達される構成である。また、エンジン54の動力は、ベルトプーリ58を介してグレンタンク7内の下部ラセン(図示せず)を駆動し、さらに、縦オーガ8と横オーガ9内のラセンを駆動する構成としている。また、エンジン54の動力は、ベルトプーリ57を介して脱穀装置5全体を駆動する構成としている。
【0032】
前述したように、脱穀装置5はエンジン54から直結して駆動する構成としているので、脱穀装置5の回転数は脱穀する穀稈量にかかわらず、常時一定速度で駆動する構成であった。しかしながら、穀稈量が少ない場合は、相対的に選別風が強いので3番ロスが発生するようになる。また、穀稈量が多い場合には、相対的に選別風が弱いにで、選別不良を起すようになる。穀稈量の多少については、基本的にコンバインの車速の大小で決定されるので、コンバインの車速が速くなると脱穀装置5の駆動速度を速くし、車速が遅くなると脱穀装置5の駆動速度も遅くなるようにする。しかしながら、扱胴,処理胴,揺動選別棚などは、その回転数を変化させると、回転数の変化以上に脱穀選別へ与える影響が大きくなるので、回転数の制御が複雑で難しくなる。
【0033】
そこで、フィードチェン4,唐箕23,一番ラセン25,二番ラセン26,吸引ファン28,カッター39の回転数を変化させるように構成する。具体的には、油圧式無段変速装置56から、軸56,ベルトプーリ60,軸61を駆動して、この軸61から唐箕23を駆動する構成とする。さらに、唐箕23から、ベルトプーリ62を介して一番ラセン25を駆動し、この一番ラセン25からベルトプーリ63を介して二番ラセン26を駆動し、この二番ラセン26からベルトプーリ64を介して吸引ファン28とカッター39を駆動する構成としている。
【0034】
これにより、コンバインの車速が変化すると、フィードチェン4,唐箕23,一番ラセン25,二番ラセン26,吸引ファン28,カッター39の回転数は変化するようになる。そして、刈取装置3で刈り取る穀稈量に応じて、適正な選別作業ができるようになる。
【0035】
また、油圧式無段変速装置56からベルトプーリ60を介して唐箕23へ動力伝達する構成は、脱穀装置5の左側、即ち、フィードチェン4側に配置する構成とする。これにより、この伝動系の保守管理を容易に実行可能となる。
一方、前記唐箕23への動力の入力は、ベルトプーリ57からも入力される構成としている。このベルトプーリ57からの入力は油圧無段変速装置56を経由していないので、一定速度での駆動となる。この駆動の関係図を図9に示している。即ち、コンバインの車速が所定速度以下の低速の時は、唐箕23への動力は一定速度で入力され、コンバインの車速が所定速度以上の高速になると、唐箕23への動力は油圧無段変速装置56から入力されて、車速に応じてシンクロする構成である。66と67はワンウエイクラッチであり、前記2系統の動力のうち、速い方の動力で唐箕23が駆動される構成である。これにより、唐箕23への駆動は必要な一定速度を確保できるので、選別性能の極端な低下を防止できるようになる。
【0036】
前記軸59の出力は、走行伝動装置31内の副変速部68よりも上手側に設ける構成としている。これにより、それぞれの副変速の(低速,中速,高速)最高速度の時に、唐箕23の回転数も最高速度になる。そして、副変速部68を低速状態にして倒伏穀稈を刈り取るときにおいては、藁屑が多く発生したり、湿っていたり、泥の混入が多くなるが、唐箕23は高速で駆動されるので、このような不具合を防止できるようになる。
【0037】
次に、図10について説明する。
この図は、唐箕23への動力入力部の詳細を示している。60aは油圧無段変速装置56からの入力プーリであり、61aは一番ラセン25への出力プーリである。そして、軸61にプーリ61aを設けるにあたり、このプーリ61aの内径部にワンウエイクラッチ67を設ける構成とする。これにより、プーリ61aとプーリ60aを極力接近させることができるので、コンパクトな構成が可能となる。
【図面の簡単な説明】
【図1】コンバインの左側面図
【図2】脱穀装置の左側面図
【図3】脱穀装置の平面図
【図4】脱穀装置の正面の断面図
【図5】脱穀装置の一部の左側面図
【図6】平面図
【図7】側面図
【図8】伝動機構線図
【図9】車速と唐箕回転の関係図
【図10】断面図
【符号の説明】
5…脱穀装置、11…扱胴、13…扱室、15…排塵処理胴、18…揺動選別棚、18b…グレンシーブ、19…二番処理胴、23…唐箕、25…一番ラセン、26…二番ラセン、40…風路、41…風路、44…風路、45…検出手段、46…シャッター、49…送り部材。[0001]
TECHNICAL FIELD OF THE INVENTION
TECHNICAL FIELD The present invention relates to a threshing device for threshing a grain culm.
[0002]
[Prior art]
As a conventional technique, a processing drum is provided on one side of a handling drum of a threshing device, and a sorting wind from Karino is guided below a starting end of a Glen Sheave (see, for example, FIG. 6 of Patent Document 1).
[0003]
[Patent Document 1]
Japanese Patent No. 3336252
[Problems to be solved by the invention]
In the threshing apparatus as described above, when the amount of cereal stalks fed into the threshing apparatus is reduced, the sorting wind from Karamin is relatively large with respect to the amount of material to be treated existing at the beginning of the grain sieve. Excessive wind causes the grain to scatter more behind.
[0005]
An object of the present invention is to provide a threshing apparatus that prevents the above-described problems.
[0006]
[Means for Solving the Problems]
The above object of the present invention is achieved by the following configuration.
That is, in the invention according to claim 1, a second processing cylinder 19 for receiving and processing a second object is provided on one side of the handling chamber 13 on which the handling cylinder 11 is mounted, and behind the second processing cylinder 19. A dust processing cylinder 15 for receiving and processing an object to be processed from the handling chamber 13, and a swing sorting shelf 18 provided below the handling cylinder 11, the second processing cylinder 19, and the dust processing cylinder 15. In the threshing apparatus 5 in which the Karamin 23, the first spiral 25, and the second spiral 26 are arranged below the swinging sorting shelf 18 from the upper side in the sorting air feeding direction, the sorting wind from the Karamin 23 is guided. The air passage 40 and the air passage 41 are provided, and an air passage 44 is provided above the air passage 41 to guide the sorted air downward toward the start end of the Glen Sheave 18b, and a shutter for controlling the amount of sorted air in the air passage 44 is provided. 46 is provided to detect an object to be processed on the swing sorting shelf 18 The detection means 45 is provided that, when the detecting means 45 detects a predetermined amount or less of the processing amount is obtained by the threshing apparatus characterized by being configured to close the shutter 46.
[0007]
The operation of claim 1 is that when the detecting means 45 detects an object to be processed which is equal to or less than a predetermined amount, the shutter 46 is closed so that the sorted wind from the air path 44 is not sent to the Glen Sheave 18b.
The invention according to claim 2 is characterized in that a feed member 49 is provided below the start end of the Glen sheave 18b to receive the workpiece dropped from the Glen sheave 18b and control the flow of the workpiece. A threshing apparatus according to claim 1.
[0008]
The operation of the second aspect controls the flow of the object to be processed dropped from the Glen Sheave 18b by the feed member 49, together with the operation of the first aspect.
[0009]
【The invention's effect】
Since the present invention is configured as described above, according to the first aspect of the present invention, when the amount of the object to be processed is small, the sorting wind from the air passage 44 is cut off, so that the grain at the starting end of the Glen sheave 18b is formed. Scatters behind, and the highest collection efficiency is improved.
[0010]
According to the second aspect of the present invention, in addition to the effect of the first aspect, the object to be processed that has fallen from the Glen sheave 18b is controlled by the feed member 49, so that appropriate sorting can be performed.
[0011]
BEST MODE FOR CARRYING OUT THE INVENTION
An embodiment of the present invention will be described with reference to the drawings.
FIG. 1 shows a combine equipped with the threshing apparatus 5 of the present invention.
A cutting device 3 for cutting planted grain culms is provided in front of a chassis 2 having a traveling device 1. On the chassis 2, the grain culms cut by the cutting device 3 are threshed and sorted while being transported by a feed chain 4. A threshing device 5, an operation unit 6 for operating a combine, and a Glen tank 7 for temporarily storing the grains selected by threshing by the threshing device 5 are provided.
[0012]
In addition, a lower spiral (not shown) for discharging the temporarily stored grains to the outside of the machine is provided below the Glen tank 7, and the grains transported from the lower spiral are taken over and the upper body of the combine machine is taken over. A vertical auger 8 is provided so as to be rotatable with respect to the chassis 2, and a horizontal auger 9 is provided on the vertical auger 8 so as to be able to move up and down.
[0013]
The threshing device 5 will be described with reference to FIGS.
FIG. 2 is a side view of the threshing apparatus 5, and FIG. 3 is a plan view of the threshing apparatus 5.
Inside the threshing device 5, a handling chamber 13 in which a handling cylinder 11 having a handling net 10 is suspended by a handling cylinder shaft 12, and one side of the handling chamber 13 receives a processed material from the rear of the handling chamber 13. A dust processing chamber 17 is provided in which a dust processing cylinder 15 having a dust processing net 14 for processing by means of a dust processing cylinder shaft 16 is supported. A swing sorting shelf 18 is provided below the handling room 13 and the dust treatment room 17.
[0014]
Further, a second processing chamber 21 including a second processing cylinder 19 and a second processing cylinder receiving gutter 20 (which may be a net or a grid) is formed in front of the dust processing cylinder 15. In the present embodiment, the second processing cylinder 19 is one side of the handling cylinder 11 (the Glen tank 7 side), and is integrally formed with the dust processing cylinder 15 in front of the dust processing cylinder 15. The second processing cylinder 19 basically processes a second product. Since the second processing cylinder 19 is configured to be supported by the second processing cylinder shaft 22, the dust processing cylinder 15 and the second processing cylinder 19 are integrally formed with the dust processing cylinder shaft 16 and the second processing cylinder 19. The configuration is supported by the processing cylinder shaft 22.
[0015]
FIG. 4 is a cross-sectional view taken along the line AA in FIG. 3. Since the processing object leaked from the handling net 10 is taken into the second processing chamber 21, the second processing cylinder 19 is In addition to the second object, the object to be processed that has entered from inside the handling room 13 is also processed together. The handling net 10, the second processing cylinder receiving gutter 20 (which may be a net or a grid), and the dust processing net 14 are provided below the handling cylinder 11, the second processing cylinder 19, and the dust processing cylinder 15, respectively. I have.
[0016]
Below the handling chamber 11, the second processing chamber 21, and the dust processing chamber 17, a swing sorting shelf 18 for receiving and sorting the falling objects to be sorted is installed, and the swing sorting shelf 18 is provided. Below, is provided a Karin 23 at the start end side of the sorting wind feeding direction, and an air path 40 and an air path 41 are provided below the sending direction of the sorting wind blown from the Karin 23, and this air path is provided. The first spiral 25 is provided on the lower side of the air passage 40 and the air passage 41, and the second spiral 26 is provided on the lower side of the first spiral 25 in the sorting air feeding direction. A second fried cylinder 27 for frying the second product collected by the second spiral 26 into the second processing chamber 21 is provided.
[0017]
The configuration of the swing sorting shelf 18 will be described. The swinging sorting shelf 18 includes, in order from the starting end side in the sorting and feeding direction, a transfer shelf 18a for transferring the dropped threshing material backward, a grain sheave 18b for sorting threshing material, a chaff sheave 18c for sorting secondary materials, and dust removal. And a straw rack 18d which is transported outside the machine and discharged. The lower part of the straw rack 18d is constituted by a second shelf 26a for guiding a second object into the second spiral 26, and the dust processing cylinder 15 extends to near the end of the second shelf 26a. It is a configuration that is out. The suction fan 28 is for discharging the light dust in the sorting chamber 29 to the outside of the apparatus, and is provided at a position facing the dust treatment cylinder 15 with respect to the handling cylinder 11.
[0018]
In the combine equipped with such a threshing device 5, the power from the engine is input to the traveling transmission device 31, and the speed is changed to an arbitrary speed to drive the traveling device 1. The combine then starts moving forward. In order to perform the harvesting and threshing work, power is further transmitted from the engine to the mowing device 3, the supply and transport device 32, and the threshing device 5, and the work is performed. When the combine moves forward in such a state, the planted grain culm is weeded by the weeding tool 33, raised by the raising lug 35 of the raising case 34, and then cut by the cutting blade 36, and cut. The harvested grain culm is transported by the stock transport device 37 toward the start end of the feed transport device 32 at the rear.
[0019]
The cereal culm transported to the end of the stock transporter 37 is carried over to the starting end of the rear supply transporter 32, and then the cereal culm transported to the end of the supply transporter 32 is removed by the threshing device 5. The cereal culm carried over by the starting end of the feed chain 4 and carried over by the feed chain 4 is threshed by the handling cylinder 11 and the handling net 10 while being transported backward. A part of the threshed after falling falls on the swing sorting shelf 18 and is sorted by the swing operation of the swing sorting shelf 18 and the wind sorting action from the Karamin 23, and is taken into the first spiral 25. The grains taken into the first spiral 25 are temporarily stored in the Glen tank 7. The culm after threshing is carried over from the end of the feed chain 4 to the beginning of the culm chain 38, and is then conveyed to the cutter 39 where it is cut and released to the lower field. It has become.
[0020]
The remaining thresh in the handling room 11 is transported rearward, and some of the thresh is taken into the second processing chamber 21 on the way. The thresh taken into the second processing chamber 21 is threshed by interaction between the second processing cylinder 19 and the second processing cylinder receiving gutter 20 while being conveyed to the upstream side in the sorting wind direction (particularly, branch spikes). The grains are processed) and fall on the swinging sorting shelf 18 below. The handling cylinder 11, the second processing cylinder 19, and the dust processing cylinder 15 are configured to rotate clockwise in a situation where the sorting wind feed direction is viewed from the upper side to the lower side (the front view of the threshing device 5). Therefore, the direction of the processing teeth 19a of the second processing cylinder 19 needs to be fixed in such a manner that the thresh is sent in the upstream direction in the sorting wind feeding direction.
[0021]
That is, the processing teeth 19a have an operation of transporting the processing object to the upstream side in the sorting air feeding direction, and also have an operation of processing the processing object. That is, the processing tooth 19a is a part of a spiral, and is configured to process an object to be processed by an interaction between the tip end in the circumferential direction and the second processing cylinder receiving trough 20. A blade 19b provided at the transport end of the second processing cylinder 19 forcibly sends out an object to be processed onto the swing sorting shelf 18.
[0022]
The dust processing teeth 15b of the dust processing cylinder 15 need to be fixed in such a direction as to feed thresh from the rear part of the handling chamber 13 in the lower direction of the sorting wind. In the present embodiment, the dust processing teeth 15b have a helical shape wound around the outer peripheral surface of the dust processing cylinder 15.
[0023]
However, in this embodiment, since the mesh of the dust treatment net 14 is rough (lattice-like), a part of the short straw chips falls on the swing sorting shelf 18, and the long straw chips which have not fallen are dust. It is conveyed to the terminal end of the processing chamber 17 and is forcibly discharged onto the straw rack 18d by the blades 40 at the terminal end of the dust treatment cylinder 15. While the object to be treated is conveyed in the dust treatment chamber 17 in this way, the interaction between the dust treatment cylinder 15 and the dust treatment net 14 further thresh, and the thresh is loosened. In this configuration, grains (so-called sari grains) mixed therein are taken out, fall on the swinging sorting shelf 18 below, and are further collected in the second spiral 26.
[0024]
As described above, the thresh in the handling room 13, which does not fall on the swing sorting shelf 18 and is not taken into the second processing room 21, remains up to the end of the handling room 13. Conveyed. The thresh carried to the end of the handling room 13 is taken into the dust treatment chamber 17 and the taken thresh is carried to the lower side in the sorting air feeding direction. In addition, of the thresh conveyed to the end of the handling room 13, thresh not taken into the dust treatment chamber 17 falls on the swinging sorting shelf 18 below.
[0025]
When the thresh is sent from the terminal end of the handling chamber 13 into the dust treatment chamber 17, the dust transfer cylinder is also provided at the transfer portion from the handling chamber 13 to the dust treatment chamber 17 so that the thresh does not become clogged. A helical dust-processing tooth 15b is provided on the outer circumference of 15 so that the feed-through action of the dust-processing tooth 15b prevents the transfer portion from being clogged with threshing material.
[0026]
In spite of the above-mentioned swinging operation of the swinging sorting shelf 18 and the action of the sorting wind from the Karamin 23, the remaining grains that were not taken into the spiral 25 most are further mixed with other dust. It is sent backward and is taken into the second spiral 26. The second product taken into the second spiral 26 is returned to the lower side of the second processing chamber 21 in the sorting air feeding direction by the second fryer 27 and merges with the thresh from the handling chamber 13. After that, while being conveyed to the upstream side in the sorting wind direction, it is conveyed while being threshed by interaction with the second processing cylinder receiving gutter 20, and is moved onto the lower swinging sorting shelf 18 by the terminal blade 19b. It is a structure that falls forcibly.
[0027]
As shown in FIG. 2, the air path of the sorting wind from Karino 23 is provided in two places, 40 and 41. In such a structure, a large amount of grain culm was introduced. At times, there is a disadvantage that sorting at the starting end of the grain sieve 18b is deteriorated.
Therefore, as shown in FIG. 5, a configuration is provided in which an air path 44 for blowing the sorting air downward toward the start end side of the Glen Sheave 18b is provided. Further, a detecting means 45 (hereinafter, referred to as a layer thickness sensor) for detecting the layer thickness of the object to be processed on the swinging sorting shelf 18 is provided, and a shutter 46 for blocking the sorting wind flowing from the air passage 44 is provided. 46 is configured to be driven by a motor 47.
[0028]
When the layer thickness sensor 45 detects a large amount of the object to be processed, the shutter 46 is opened. When the layer thickness sensor 45 detects the object to be processed, the motor 47 is driven. To close the shutter 46. As a result, when there is a large amount of objects to be processed, the sorting performance at the start end of the grain sheave 18b is improved by the sorting wind from the air passage 44. Further, in the case where the amount of the material to be treated is small, the sorting wind from the air passage 44 is shut off, so that the scattering of the grain at the start end of the Glen sheave 18b to the rear is reduced, and the highest collection efficiency is improved. Become like
[0029]
A feed member 49 is provided below the grain sheave 18b, and a motor 50 is provided on the front side of the feed member 49 so as to be rotatable in the vertical direction. Further, a slot 51 is provided on the rear side of the feed member 49, and the feed member 49 is configured to move vertically within the range of the slot 51. The position of the elongated hole 51, that is, the rear part of the feed member 49 is made to overlap the lower sorting net 48 by a predetermined amount. Further, as is well known in the related art, the angle B of the Glen sheave 18b is configured to increase as the amount of objects to be processed on the swing sorting shelf 18 increases, and to decrease as the amount of objects to be processed on the swing sorting shelf 18 decreases. . When the angle B of the grain sieve 18b increases, the workpiece falls downward. In order to promote the backward flow of the dropped workpiece, the rear part of the feed member 49 is lowered downward. I do. As a result, the flow of the object to be processed is promoted, so that the stagnation or clogging on the swing sorting shelf 18 can be prevented, and the sorting performance also improves. On the other hand, when the angle B of the Glen sheave 18b becomes small, the flow backward of the object is stagnated, and the stagnant state further improves the sorting performance. For this purpose, the rear part of the feed member 49 is raised upward.
[0030]
Next, FIGS. 6 and 7 will be described.
As described above, the swinging wire rod 52 is provided at predetermined intervals between the straw racks 18d at the rear of the swing sorting shelf 18. Then, as shown in FIG. 7, the sifting wire 52 is provided so as to pass near the ridge 53 of the straw rack 18d. When the swing sorting shelf 18 swings, the swinging wire 52 swings as shown by imaginary lines C and D. As a result, the lump-shaped object to be dropped on the straw rack 18d is sheared by the interaction between the straw rack 18d and the oscillating wire 52, and the grains present in the lump-shaped object to be processed can be collected. Loss can be reduced.
[0031]
Next, FIG. 8 will be described.
The power from the engine 54 is transmitted to a hydraulic continuously variable transmission 56 via a belt pulley 55, and the power arbitrarily shifted by the hydraulic continuously variable transmission 56 is transmitted to the traveling transmission 31 to travel. This is a configuration for driving the device 1. Then, a part of the power of the traveling transmission 31 is transmitted to the reaper 3. The power of the engine 54 drives a lower spiral (not shown) in the Glen tank 7 via a belt pulley 58, and further drives a spiral in the vertical auger 8 and the horizontal auger 9. The power of the engine 54 drives the entire threshing device 5 via a belt pulley 57.
[0032]
As described above, since the threshing device 5 is configured to be directly driven from the engine 54 and driven, the rotation speed of the threshing device 5 is configured to be constantly driven at a constant speed regardless of the amount of culm to thresh. However, when the amount of cereal stalk is small, the sorting wind is relatively strong, so that the third loss occurs. In addition, when the amount of cereal stalk is large, the sorting wind is relatively weak, which causes poor sorting. Since the amount of grain culm is basically determined by the speed of the combine, the drive speed of the threshing device 5 increases when the speed of the combine increases, and the drive speed of the threshing device 5 decreases when the speed of the combine decreases. To be. However, when the rotation speed of the handling cylinder, the processing cylinder, the swinging sorting shelf, and the like is changed, the influence on the threshing and sorting is greater than the change in the rotation speed, so that the control of the rotation speed is complicated and difficult.
[0033]
Therefore, the rotation speed of the feed chain 4, the kara 23, the first spiral 25, the second spiral 26, the suction fan 28, and the cutter 39 is changed. Specifically, the shaft 56, the belt pulley 60, and the shaft 61 are driven from the hydraulic continuously variable transmission 56, and the shaft 23 is driven from the shaft 61. Further, from Karino 23, the first spiral 25 is driven via the belt pulley 62, the second spiral 26 is driven from the first spiral 25 via the belt pulley 63, and the belt pulley 64 is driven from the second spiral 26. The suction fan 28 and the cutter 39 are driven via this.
[0034]
Thus, when the vehicle speed of the combine changes, the rotation speeds of the feed chain 4, the Karamin 23, the first spiral 25, the second spiral 26, the suction fan 28, and the cutter 39 change. Then, an appropriate sorting operation can be performed in accordance with the amount of culm to be cut by the cutting device 3.
[0035]
The power transmission from the hydraulic continuously variable transmission 56 to the Karino 23 via the belt pulley 60 is configured to be disposed on the left side of the threshing device 5, that is, on the feed chain 4 side. As a result, maintenance of the transmission system can be easily performed.
On the other hand, the power input to the Karino 23 is also input from the belt pulley 57. Since the input from the belt pulley 57 does not pass through the hydraulic continuously variable transmission 56, it is driven at a constant speed. FIG. 9 shows a relationship diagram of this drive. That is, when the vehicle speed of the combine is lower than a predetermined speed, the power to Karino 23 is inputted at a constant speed, and when the vehicle speed of the combine becomes higher than the predetermined speed, the power to Karino 23 is transmitted to the hydraulic continuously variable transmission. In this configuration, the data is input from the device 56 and synchronized according to the vehicle speed. Reference numerals 66 and 67 denote one-way clutches, in which Karino 23 is driven by the faster one of the two systems. As a result, the required constant speed can be secured for driving the Karino 23, so that an extreme decrease in the sorting performance can be prevented.
[0036]
The output of the shaft 59 is provided on a more upstream side than the auxiliary transmission portion 68 in the traveling transmission 31. As a result, at the maximum speed (low speed, medium speed, high speed) of each sub-shift, the rotation speed of the car 23 also becomes the maximum speed. When the sub-transmission portion 68 is set to the low speed state and the lodging grain is harvested, a lot of straw waste is generated, or the moist or mud is mixed in, but since the Karamin 23 is driven at a high speed, Such a problem can be prevented.
[0037]
Next, FIG. 10 will be described.
This figure shows the details of the power input unit to Karino 23. 60a is an input pulley from the hydraulic continuously variable transmission 56, and 61a is an output pulley to the first spiral 25. When the pulley 61a is provided on the shaft 61, a one-way clutch 67 is provided on the inner diameter of the pulley 61a. As a result, the pulley 61a and the pulley 60a can be brought as close as possible to each other, so that a compact configuration can be realized.
[Brief description of the drawings]
FIG. 1 is a left side view of a combine. FIG. 2 is a left side view of a threshing apparatus. FIG. 3 is a plan view of a threshing apparatus. FIG. 4 is a front sectional view of the threshing apparatus. FIG. 6 Plan view FIG. 7 Side view FIG. 8 Transmission mechanism diagram FIG. 9 Relationship between vehicle speed and Karino rotation FIG. 10 Cross-sectional view Symbol description
5 threshing apparatus, 11 handling cylinder, 13 handling chamber, 15 dust treatment cylinder, 18 rocking sorting shelf, 18b Glen sheave, 19 second processing cylinder, 23 Karin, 25 most spiral 26: second spiral, 40: air path, 41: air path, 44: air path, 45: detecting means, 46: shutter, 49: feed member.