JP2004176817A - 動圧軸受装置及びその製造方法 - Google Patents
動圧軸受装置及びその製造方法 Download PDFInfo
- Publication number
- JP2004176817A JP2004176817A JP2002343835A JP2002343835A JP2004176817A JP 2004176817 A JP2004176817 A JP 2004176817A JP 2002343835 A JP2002343835 A JP 2002343835A JP 2002343835 A JP2002343835 A JP 2002343835A JP 2004176817 A JP2004176817 A JP 2004176817A
- Authority
- JP
- Japan
- Prior art keywords
- housing
- press
- thrust member
- peripheral portion
- thrust
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Abstract
【解決手段】スラスト部材10をハウジング7の下端側内周部7c1に接着剤Tの介在の下で圧入する。スラスト部材10の圧入時に、スラスト部材10の圧入方向前方側に回り込んだ接着剤Tは、内部テーパ状空間Q1の毛細管力によって保持される。スラスト部材10の圧入時に発生した摩耗粉Mは内部テーパ状空間Q1内の接着剤Tによって捕捉され、接着剤Tの固化によって接着剤T中に封じ込められる。
【選択図】 図6
Description
【発明の属する技術分野】
本発明は、軸受隙間に生じる潤滑油の動圧作用で軸部材を回転自在に非接触支持する動圧軸受装置及びその製造方法に関する。この軸受装置は、情報機器、例えばHDD、FDD等の磁気ディスク装置、CD−ROM、CD−R/RW、DVD−ROM/RAM等の光ディスク装置、MD、MO等の光磁気ディスク装置などのスピンドルモータ、レーザビームプリンタ(LBP)のポリゴンスキャナモータ、あるいは電気機器、例えば軸流ファンなどの小型モータ用として好適である。
【0002】
【従来の技術】
上記各種モータには、高回転精度の他、高速化、低コスト化、低騒音化などが求められている。これらの要求性能を決定づける構成要素の一つに当該モータのスピンドルを支持する軸受があり、近年では、この種の軸受として、上記要求性能に優れた特性を有する動圧軸受の使用が検討され、あるいは実際に使用されている。
【0003】
例えば、HDD等のディスク駆動装置のスピンドルモータに組込まれる動圧軸受装置では、軸部材をラジアル方向に回転自在に非接触支持するラジアル軸受部と、軸部材をスラスト方向に回転自在に非接触支持するスラスト軸受部とが設けられ、ラジアル軸受部として、軸受スリーブの内周面又は軸部材の外周面に動圧発生用の溝(動圧溝)を設けた動圧軸受が用いられる。スラスト軸受部としては、例えば、軸部材のフランジ部の両端面、又は、これに対向する面(軸受スリーブの端面や、ハウジングに固定されるスラスト部材の端面等)に動圧溝を設けた動圧軸受が用いられる(例えば、特許文献1参照)。
【0004】
通常、軸受スリーブはハウジングの内周の所定位置に固定され、スラスト部材はハウジングの一端側内周部に固定される。また、ハウジングの内部空間に注油した潤滑油が外部に漏れるのを防止するために、ハウジングの他端部(開口部)にシール部を設ける場合が多い。
【0005】
【特許文献1】
特開2002―061641号公報
【0006】
【発明が解決しようとする課題】
上記ような動圧軸受装置において、スラスト部材をハウジングの一端側内周部に固定する手段として圧入を採用する場合がある。また、スラスト部材を圧入した後、圧入部分にハウジングの外部側から接着剤を充填して、該圧入部分を接着剤で封止する場合もある。しかしながら、スラスト部材の固定手段として圧入を採用した場合、次のような問題が生じる可能性がある。
【0007】
すなわち、動圧軸受装置の各構成部品は製造後に洗浄されて、加工時に発生した切削粉等の微細金属粉が除去されているが、スラスト部材を圧入する際に、スラスト部材の外周部とハウジングの一端側内周部との摺動摩擦によって摩耗粉等の微細金属粉(以下、「摩耗粉」という。)が生成され、ハウジング内部に侵入する可能性がある。ハウジング内に侵入した摩耗粉は潤滑流体に混じって軸受部に入り、軸受の性能や寿命に好ましくない影響を与える。
【0008】
本発明の課題は、上記の摩耗粉の侵入を防止することである。
【0009】
【課題を解決するための手段】
上記課題を解決するため、本発明は、ハウジングと、ハウジングの内周に固定された軸受スリーブと、軸部およびフランジ部を有する軸部材と、ハウジングの一端側内周部に固定されたスラスト部材と、軸受スリーブと軸部との間に設けられ、ラジアル軸受隙間に生じる潤滑油の動圧作用で軸部をラジアル方向に非接触支持するラジアル軸受部と、軸受スリーブ及びスラスト部材とフランジ部との間に設けられ、スラスト軸受隙間に生じる潤滑油の動圧作用でフランジ部をスラスト方向に非接触支持するスラスト軸受部とを備えた動圧軸受装置において、スラスト部材は、ハウジングの一端側内周部に接着剤の介在の下で圧入され固定されている構成を提供する。
【0010】
上記構成によれば、スラスト部材を圧入する際に摩耗粉が生成されたとしても、その摩耗粉が接着剤によって捕捉され、接着剤の固化によって接着剤中に封じ込められる。そのため、スラスト部材の圧入に伴う摩耗粉の侵入が防止される。また、スラスト部材の圧入時に接着剤が潤滑剤の役目をするので、圧入時の摩耗粉の発生が低減され、また、圧入作業も容易になる。
【0011】
スラスト部材の圧入時、スラスト部材の圧入方向前方側に接着剤が回り込む現象が生じるが、その回り込みが顕著な場合には、接着剤が軸部材の周辺にまで達して、軸部材の円滑な回転に支障をきたすことも予想される。そこで、このような事態を回避するため、スラスト部材の外周部とハウジングの一端側内周部との間に、スラスト部材の圧入部分にハウジングの内部側で隣接して接着剤を保持する内部テーパ状空間を設けるのが好ましい。スラスト部材の圧入方向前方側に回り込んだ接着剤が、内部テーパ状空間の毛細管力によって圧入部分側に保持されて軸部材側への流動が阻止される。また、接着剤の保持効果が高まる結果、接着剤による摩耗粉の捕捉および封じ込め効果も高まる。
【0012】
上記の内部テーパ状空間は、スラスト部材の外周部およびハウジングの一端側内周部のうち、少なくとも一方にテーパ面を設けることによって形成することができる。好ましくは、スラスト部材の外周部にテーパ面を設けるのが良い。
【0013】
上記の内部テーパ状空間に加え、スラスト部材の外周部とハウジングの一端側内周部との間に、スラスト部材の圧入部分にハウジングの外部側で隣接して接着剤を保持する外部テーパ状空間を設けることもできる。スラスト部材の圧入後、外部テーパ状空間の毛細管力によって保持された潤滑剤によって、圧入部分の封止を行うことができる。特に、ハウジングの一端側内周部に、外部テーパ状空間内に位置し、ハウジングの外部側に面した段部を設けておくと、スラスト部材の圧入後に外部テーパ状空間内に残る接着剤の量が多くなるので、圧入部分の封止効果が一層高まる。
【0014】
上記の外部テーパ状空間は、スラスト部材の外周部およびハウジングの一端側内周部のうち、少なくとも一方にテーパ面を設けることによって形成することができる。好ましくは、スラスト部材の外周部にテーパ面を設けるのが良い。
【0015】
また、本発明は、上記課題を解決するため、以上に説明した動圧軸受を製造する方法であって、ハウジングの一端側内周部に接着剤を塗布する工程と、ハウジングの接着剤が塗布された一端側内周部にスラスト部材を圧入する工程とを含む構成を提供する。
【0016】
【発明の実施の形態】
以下、本発明の実施形態について説明する。
【0017】
図1は、この実施形態に係る動圧軸受装置1を組み込んだ情報機器用スピンドルモータの一構成例を示している。このスピンドルモータは、HDD等のディスク駆動装置に用いられるもので、軸部材2を回転自在に非接触支持する動圧軸受装置1と、軸部材2に装着されたロータ(ディスクハブ)3と、例えば半径方向のギャップを介して対向させたステータ4およびロータマグネット5とを備えている。ステータ4はブラケット6の外周に取付けられ、ロータマグネット5はディスクハブ3の内周に取付けられる。動圧軸受装置1のハウジング7は、ブラケット6の内周に装着される。ディスクハブ3には、磁気ディスク等のディスクDが一又は複数枚保持される。ステータ4に通電すると、ステータ4とロータマグネット5との間の電磁力でロータマグネット5が回転し、それによって、ディスクハブ3および軸部材2が一体となって回転する。
【0018】
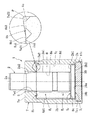
図2は、動圧軸受装置1を示している。この動圧軸受装置1は、ハウジング7と、ハウジング7に固定された軸受スリーブ8およびスラスト部材10と、軸部材2とを構成部品して構成される。
【0019】
軸受スリーブ8の内周面8aと軸部材2の軸部2aの外周面2a1との間に第1ラジアル軸受部R1と第2ラジアル軸受部R2とが軸方向に離隔して設けられる。また、軸受スリーブ8の下側端面8cと軸部材2のフランジ部2bの上側端面2b1との間に第1スラスト軸受部S1が設けられ、スラスト部材10の上側端面10aとフランジ部2bの下側端面2b2との間に第2スラスト軸受部S2が設けられる。尚、説明の便宜上、スラスト部材10の側を下側、スラスト部材10と反対の側を上側として説明を進める。
【0020】
ハウジング7は、例えば、黄銅等の軟質金属材料や熱可塑性樹脂等の樹脂材料で形成され、円筒状の側部7bと、側部7bの上端から内径側に一体に延びた環状のシール部7aとを備えている。シール部7aの内周面7a1は、軸部2aの外周に設けられたテーパ面2a2と所定のシール空間Sを介して対向する。また、図5に拡大して示すように、側部7bの下端部に、軸受スリーブ8が固定される内周面7cよりも大径になった下端側内周部7c1が形成され、下端側内周部7c1に、ハウジング7の外部側に面した段部7c11が形成される。この実施形態において、段部7c11は下方に向かって漸次拡径する方向のテーパ面になっている。
【0021】
軸部材2は、例えば、ステンレス鋼等の金属材料で形成され、軸部2aと、軸部2aの下端に一体又は別体に設けられたフランジ部2bとを備えている。軸部2aのテーパ面2a2は上側(ハウジング7に対して外部側)に向かって漸次縮径し、軸部材2の回転により遠心力シールとしても機能する。
【0022】
軸受スリーブ8は、例えば、焼結金属からなる多孔質体、特に銅を主成分とする燒結金属の多孔質体で円筒状に形成され、ハウジング7の内周面7cの所定位置に固定される。
【0023】
この焼結金属で形成された軸受スリーブ8の内周面8aには、第1ラジアル軸受部R1と第2ラジアル軸受部R2のラジアル軸受面となる上下2つの領域が軸方向に離隔して設けられ、該2つの領域には、例えば図3(a)に示すようなヘリングボーン形状の動圧溝8a1、8a2がそれぞれ形成される。上側の動圧溝8a1は、軸方向中心m(上下の傾斜溝間領域の軸方向中央)に対して軸方向非対称に形成されており、軸方向中心mより上側領域の軸方向寸法X1が下側領域の軸方向寸法X2よりも大きくなっている。また、軸受スリーブ8の外周面8dには、1又は複数本の軸方向溝8d1が軸方向全長に亙って形成される。この例では、3本の軸方向溝8d1を円周等間隔に形成している。また、上側端面8bと下側端面8cの外周角部に、それぞれ、チャンファ8e、8fが形成される。
【0024】
第1スラスト軸受部S1のスラスト軸受面となる、軸受スリーブ8の下側端面8cには、例えば図3(b)に示すようなスパイラル形状の動圧溝8c1が形成される。尚、動圧溝の形状として、ヘリングボーン形状や放射溝形状等を採用しても良い。
【0025】
図3(c)に示すように、軸受スリーブ8の上側端面8bは、半径方向の略中央部に設けられたV字断面の円周溝8b1により、内径側領域8b2と外径側領域8b3に区画され、内径側領域8b2には、1又は複数本の半径方向溝8b21が形成される。この例では、3本の半径方向溝8b21を円周方向に等間隔で形成している。
【0026】
図2の円内に拡大して示すように、シール部7aの内側面7a2は、その内径側領域7a21で軸受スリーブ8の上側端面8bの内径側領域8b2と部分的に接触し、その外径側領域7a22は、軸受スリーブ8の上側端面8bから離れるように傾斜状又は湾曲状に形成されている。そのため、内側面7a2の外径側領域7a22と上側端面8b(チャンファ8eを含む)との間に所要の空間容積をもったヌスミ部Pが形成される。ヌスミ部Pの内径側は円周溝8b1と連通し、外径側は軸方向溝8d1と連通する。
【0027】
スラスト部材10は、例えば、黄銅等の金属材料で形成され、ハウジング7の下端側内周部7c1に圧入される。図4に示すように、第2スラスト軸受部S2のスラスト軸受面となる、スラスト部材10の上側端面10aには、例えばヘリングボーン形状の動圧溝10a1が形成される。尚、動圧溝の形状として、スパイラル形状や放射溝形状等を採用しても良い。
【0028】
スラスト部材10の外周部10cは、ハウジング7の下端側内周部7c1に圧入される圧入面10c1と、圧入面10c1の上端から内径側傾斜方向に延びて上側端面10aに至るテーパ面10c2と、圧入面10c1の下端から内径側傾斜方向に延びて下側端面10bに至るテーパ面10c3とで構成される。圧入面10c1は軸線と平行である。
【0029】
この実施形態の動圧軸受装置1は、例えば、次のような工程で組立てる。
【0030】
まず、ハウジング7の内周面7cに軸受スリーブ8を挿入し、その上側端面8bをシール部7aの内側面7a2に当接させる。これにより、軸受スリーブ8がハウジング7に対して位置決めされる。尚、ハウジング7の内周面7cに対する軸受スリーブ8の固定は、圧入、接着、圧入と接着の併用、その他の適宜の固定手段で行うことができる。
【0031】
つぎに、軸部材2を軸受スリーブ8に装着する。尚、軸受スリーブ8をハウジング7に固定した状態でその内径寸法を測定しておき、軸部2aの外径寸法(予め測定しておく。)との寸法マッチングを行うことにより、ラジアル軸受隙間を精度良く設定することができる。
【0032】
その後、スラスト部材10をハウジング7の下端側内周部7c1に接着剤の介在の下で所定位置まで圧入して固定する。具体的には、図5に拡大して示すように、ハウジング7の下端側内周部7c1の下端部に接着剤Tを塗布し、その後、スラスト部材10を下端側内周部7c1に圧入する。スラスト部材10の圧入時に接着剤Tが潤滑剤の役目をするので、圧入時の摩耗粉の発生が低減され、また、圧入作業も容易になる。
【0033】
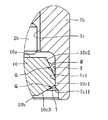
図6は、スラスト部材10の圧入が完了した状態を示している。スラスト部材10の外周部10cの圧入面10c1がハウジング7の下端側内周部7c1に所定の圧入代をもって圧入され、この圧入部分に、ハウジング7の内部側で内部テー状空間Q1が隣接し、ハウジング7の外部側で外部テーパ状空間Q2が隣接している。内部テー状空間Q1は、外周部10cの上側のテーパ面10c2と下端側内周部7c1との間に形成され、圧入部分に向かって漸次縮小した形状を有する。また、外部テーパ状空間Q2は、外周部10cの下側のテーパ面10c3と下端側内周部7c1との間に形成され、圧入部分に向かって漸次縮小した形状を有する。
【0034】
スラスト部材10の圧入時に、スラスト部材10の圧入方向前方側に回り込んだ接着剤Tは、内部テーパ状空間Q1の毛細管力によって保持される。スラスト部材10の圧入時に発生した摩耗粉Mは、内部テーパ状空間Q1内の接着剤Tによって捕捉され、接着剤Tの固化によって接着剤T中に封じ込められる。内部テーパ状空間Q1による接着剤Tの保持効果により、接着剤Tの軸部材2側への流動が阻止されると共に、接着剤Tによる摩耗粉Mの捕捉および封じ込め効果も高められる。
【0035】
また、外部テーパ状空間Q2の毛細管力によって潤滑剤Tが保持され、その潤滑剤Tによってスラスト部材10の圧入部分が封止される。特に、この実施形態のように、ハウジング7の下端側内周部7c1に段部7c11を設けておくと、スラスト部材10の圧入後に外部テーパ状空間Q2内に残る接着剤Tの量が多くなるので、圧入部分の封止効果が一層高まる。
【0036】
上記のようにして組立が完了すると、軸部材2の軸部2aは軸受スリーブ8の内周面8aに挿入され、フランジ部2bは軸受スリーブ8の下側端面8cとスラスト部材10の上側端面10aとの間の空間部に収容された状態となる。その後、シール部7aで密封されたハウジング7の内部空間に、軸受スリーブ8の内部気孔を含め、潤滑流体、例えば潤滑油を充満させる。潤滑油の油面は、シール空間Sの範囲内に維持される。
【0037】
軸部材2の回転時、軸受スリーブ8の内周面8aのラジアル軸受面となる領域(上下2箇所の領域)は、それぞれ、軸部2aの外周面2a1とラジアル軸受隙間を介して対向する。また、軸受スリーブ8の下側端面8cのスラスト軸受面となる領域はフランジ部2bの上側端面2b1とスラスト軸受隙間を介して対向し、スラスト部材10の上側端面10aのスラスト軸受面となる領域はフランジ部2bの下側端面2b2とスラスト軸受隙間を介して対向する。そして、軸部材2の回転に伴い、上記ラジアル軸受隙間に潤滑油の動圧が発生し、軸部材2の軸部2aが上記ラジアル軸受隙間内に形成される潤滑油の油膜によってラジアル方向に回転自在に非接触支持される。これにより、軸部材2をラジアル方向に回転自在に非接触支持する第1ラジアル軸受部R1と第2ラジアル軸受部R2とが構成される。同時に、上記スラスト軸受隙間に潤滑油の動圧が発生し、軸部材2のフランジ部2bが上記スラスト軸受隙間内に形成される潤滑油の油膜によって両スラスト方向に回転自在に非接触支持される。これにより、軸部材2をスラスト方向に回転自在に非接触支持する第1スラスト軸受部S1と第2スラスト軸受部S2とが構成される。
【0038】
前述したように、第1ラジアル軸受部R1の動圧溝8a1は、軸方向中心mに対して軸方向非対称に形成されており、軸方向中心mより上側領域の軸方向寸法X1が下側領域の軸方向寸法X2よりも大きくなっている{図3(a)}。そのため、軸部材2の回転時、動圧溝8a1による潤滑油の引き込み力(ポンピング力)は上側領域が下側領域に比べて相対的に大きくなる。そして、この引き込み力の差圧によって、軸受スリーブ8の内周面8aと軸部2aの外周面2a1との間の隙間に満たされた潤滑油が下方に流動し、第1スラスト軸受部S1のスラスト軸受隙間→軸方向溝8d1→ヌスミ部P→円周溝8b1→半径方向溝8b21という経路を循環して、軸受スリーブ8の内周面8aと軸部2aの外周面2a1との間の隙間に戻り、第1ラジアル軸受部R1のラジアル軸受隙間に再び引き込まれる。このように、潤滑油がハウジング7の内部空間を流動循環するように構成することで、内部空間内の潤滑油の圧力が局部的に負圧になる現象を防止して、負圧発生に伴う気泡の生成、気泡の生成に起因する潤滑油の漏れや振動の発生等の問題を解消することができる。また、何らかの理由で潤滑油中に気泡が混入した場合でも、気泡が潤滑油に伴って循環する際にシール空間S内の潤滑油の油面(気液界面)から外気に排出されるので、気泡による悪影響はより一層効果的に防止される。
【0039】
【発明の効果】
本発明は、以下に示す効果を奏する。
(1)スラスト部材を圧入する際に摩耗粉が生成されたとしても、その摩耗粉が接着剤によって捕捉され、接着剤の固化によって接着剤中に封じ込められる。そのため、スラスト部材の圧入に伴う摩耗粉の侵入が防止される。また、スラスト部材の圧入時に接着剤が潤滑剤の役目をするので、圧入時の摩耗粉の発生が低減され、また、圧入作業も容易になる。
(2)スラスト部材の外周部とハウジングの一端側内周部との間に、スラスト部材の圧入部分にハウジングの内部側で隣接して接着剤を保持する内部テーパ状空間を設けることにより、スラスト部材の圧入方向前方側に回り込んだ接着剤が内部テーパ状空間の毛細管力によって圧入部分側に保持され、軸部材側への流動が阻止される。そのため、圧入時の接着剤の回り込みによって、軸部材の円滑な回転に支障をきたすといった事態が回避される。また、内部テーパ状空間により接着剤の保持効果が高まる結果、接着剤による摩耗粉の捕捉および封じ込め効果も高まる。
(3)スラスト部材の外周部とハウジングの一端側内周部との間に、スラスト部材の圧入部分にハウジングの外部側で隣接して接着剤を保持する外部テーパ状空間を設けることにより、外部テーパ状空間の毛細管力によって保持された潤滑剤によって圧入部分の封止を行うことができる。特に、ハウジングの一端側内周部に、外部テーパ状空間内に位置し、ハウジングの外部側に面した段部を設けておくと、スラスト部材の圧入時に外部テーパ状空間内に残る接着剤の量が多くなるので、圧入部分の封止効果が一層高まる。
【図面の簡単な説明】
【図1】本発明に係る動圧軸受装置を使用した情報機器用スピンドルモータの断面図である。
【図2】本発明に係る動圧軸受装置の一実施形態を示す断面図である。
【図3】軸受スリーブの断面図{図3(a)}、下側端面{図3(b)}、上側端面{図3(c)}を示す図である。
【図4】スラスト部材の上側端面を示す図{図4(a)}、断面図{図4(b)}である。
【図5】ハウジングの下端側内周部の周辺を示す部分拡大断面図である。
【図6】スラスト部材をハウジングの下端側内周部に圧入した状態を示す部分拡大断面図である。
【符号の説明】
1 動圧軸受装置
2 軸部材
2a 軸部
2b フランジ部
7 ハウジング
7c 内周面
7c1 下端側内周部
7c11 段部
8 軸受スリーブ
8a 内周面
10 スラスト部材
10c 外周部
10c2 テーパ面
10c3 テーパ面
R1 ラジアル軸受部
R2 ラジアル軸受部
S1 スラスト軸受部
S2 スラスト軸受部
T 接着剤
Q1 内部テーパ状空間
Q2 外部テーパ状空間
Claims (8)
- ハウジングと、該ハウジングの内周に固定された軸受スリーブと、軸部およびフランジ部を有する軸部材と、前記ハウジングの一端側内周部に固定されたスラスト部材と、前記軸受スリーブと軸部との間に設けられ、ラジアル軸受隙間に生じる潤滑油の動圧作用で前記軸部をラジアル方向に非接触支持するラジアル軸受部と、前記軸受スリーブ及びスラスト部材とフランジ部との間に設けられ、スラスト軸受隙間に生じる潤滑油の動圧作用で前記フランジ部をスラスト方向に非接触支持するスラスト軸受部とを備えた動圧軸受装置において、
前記スラスト部材は、前記ハウジングの一端側内周部に接着剤の介在の下で圧入され固定されていることを特徴とする動圧軸受装置。 - 前記スラスト部材の外周部と前記ハウジングの一端側内周部との間に、前記スラスト部材の圧入部分に前記ハウジングの内部側で隣接して前記接着剤を保持する内部テーパ状空間を有することを特徴とする請求項1に記載の動圧軸受装置。
- 前記スラスト部材の外周部に、前記内部テーパ状空間を形成するテーパ面を有することを特徴とする請求項2に記載の動圧軸受装置。
- 前記スラスト部材の外周部と前記ハウジングの一端側内周部との間に、前記スラスト部材の圧入部分に前記ハウジングの外部側で隣接して前記接着剤を保持する外部テーパ状空間をさらに有することを特徴とする請求項2に記載の動圧軸受装置。
- 前記スラスト部材の外周部に、前記外部テーパ状空間を形成するテーパ面を有することを特徴とする請求項4に記載の動圧軸受装置。
- 前記ハウジングの一端側内周部に、前記外部テーパ状空間内に位置し、前記ハウジングの外部側に面した段部を有することを特徴とする請求項4に記載の動圧軸受装置。
- 請求項1から6の何れかに記載の動圧軸受を製造する方法であって、前記ハウジングの一端側内周部に接着剤を塗布する工程と、前記ハウジングの接着剤が塗布された一端側内周部に前記スラスト部材を圧入する工程とを含むことを特徴とする動圧軸受の製造方法。
- 請求項1〜6の何れかに記載の動圧軸受装置を備えたことを特徴とするモータ。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002343835A JP4309642B2 (ja) | 2002-11-27 | 2002-11-27 | 動圧軸受装置及びその製造方法 |
| US10/705,241 US7005768B2 (en) | 2002-11-26 | 2003-11-12 | Dynamic bearing device, producing method thereof, and motor using the same |
| CNB2003101154704A CN100348876C (zh) | 2002-11-26 | 2003-11-26 | 动压轴承装置、其制造方法和使用该轴承装置的电机 |
| CN200710153530XA CN101144499B (zh) | 2002-11-26 | 2003-11-26 | 动压轴承装置和使用该轴承装置的电机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002343835A JP4309642B2 (ja) | 2002-11-27 | 2002-11-27 | 動圧軸受装置及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004176817A true JP2004176817A (ja) | 2004-06-24 |
| JP4309642B2 JP4309642B2 (ja) | 2009-08-05 |
Family
ID=32705523
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002343835A Expired - Fee Related JP4309642B2 (ja) | 2002-11-26 | 2002-11-27 | 動圧軸受装置及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4309642B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006194384A (ja) * | 2005-01-14 | 2006-07-27 | Ntn Corp | 動圧軸受装置 |
| CN100443749C (zh) * | 2005-09-28 | 2008-12-17 | 三星电机株式会社 | 流体循环型流体动压轴承 |
| US7699528B2 (en) | 2004-05-26 | 2010-04-20 | Ntn Corporation | Dynamic bearing device |
| JP2017028895A (ja) * | 2015-07-24 | 2017-02-02 | 日本電産株式会社 | スピンドルモータおよびディスク駆動装置 |
| JP2019075890A (ja) * | 2017-10-16 | 2019-05-16 | 日本電産株式会社 | モータ、およびモータの製造方法 |
-
2002
- 2002-11-27 JP JP2002343835A patent/JP4309642B2/ja not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7699528B2 (en) | 2004-05-26 | 2010-04-20 | Ntn Corporation | Dynamic bearing device |
| JP2006194384A (ja) * | 2005-01-14 | 2006-07-27 | Ntn Corp | 動圧軸受装置 |
| JP4657734B2 (ja) * | 2005-01-14 | 2011-03-23 | Ntn株式会社 | 動圧軸受装置 |
| CN100443749C (zh) * | 2005-09-28 | 2008-12-17 | 三星电机株式会社 | 流体循环型流体动压轴承 |
| JP2017028895A (ja) * | 2015-07-24 | 2017-02-02 | 日本電産株式会社 | スピンドルモータおよびディスク駆動装置 |
| JP2019075890A (ja) * | 2017-10-16 | 2019-05-16 | 日本電産株式会社 | モータ、およびモータの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4309642B2 (ja) | 2009-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3942482B2 (ja) | 動圧軸受装置及びこれを備えたモータ | |
| JP4236891B2 (ja) | 動圧軸受装置 | |
| JP2002139041A (ja) | 動圧型軸受ユニット | |
| US7740407B2 (en) | Hydrodynamic bearing type rotary device and recording and reproduction apparatus including the same | |
| JP4360482B2 (ja) | 動圧軸受装置 | |
| US20100166346A1 (en) | Dynamic bearing device | |
| JP2007024267A (ja) | 流体軸受装置およびこれを備えたモータ | |
| JP2005282779A (ja) | 流体軸受装置 | |
| JP4309642B2 (ja) | 動圧軸受装置及びその製造方法 | |
| JP2005337490A (ja) | 動圧軸受装置 | |
| JP4633388B2 (ja) | 動圧軸受装置 | |
| JP4657734B2 (ja) | 動圧軸受装置 | |
| KR101350586B1 (ko) | 유체 동압 베어링 어셈블리 및 이를 포함하는 모터 | |
| JP2003336636A (ja) | 動圧軸受装置 | |
| JP2006112614A (ja) | 動圧軸受装置 | |
| JP2004176778A (ja) | 動圧軸受装置、その製造方法及びそれを用いたモータ | |
| JP4579218B2 (ja) | 動圧型軸受ユニットの製造方法 | |
| JP2007071312A (ja) | 動圧軸受装置 | |
| JP2006329391A (ja) | 動圧軸受装置 | |
| JP2008008472A (ja) | 流体軸受装置 | |
| JP2005163903A (ja) | 動圧軸受装置 | |
| JP2005210896A (ja) | ディスク装置のスピンドルモータ | |
| JP2009103179A (ja) | 流体軸受装置 | |
| JP2006214542A (ja) | 流体軸受装置 | |
| JP2004108546A (ja) | 動圧軸受装置及びこれを用いたスピンドルモータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080424 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080619 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080908 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081105 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090206 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20090402 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090420 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090508 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4309642 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120515 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130515 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140515 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |