JP2004140193A - 積層圧電体及びその製造方法 - Google Patents
積層圧電体及びその製造方法 Download PDFInfo
- Publication number
- JP2004140193A JP2004140193A JP2002303547A JP2002303547A JP2004140193A JP 2004140193 A JP2004140193 A JP 2004140193A JP 2002303547 A JP2002303547 A JP 2002303547A JP 2002303547 A JP2002303547 A JP 2002303547A JP 2004140193 A JP2004140193 A JP 2004140193A
- Authority
- JP
- Japan
- Prior art keywords
- thickness
- pressing
- less
- variation
- piezoelectric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 10
- 238000006073 displacement reaction Methods 0.000 claims abstract description 43
- 239000000919 ceramic Substances 0.000 claims abstract description 38
- 239000000758 substrate Substances 0.000 claims abstract description 11
- 238000003825 pressing Methods 0.000 claims description 39
- 238000000034 method Methods 0.000 claims description 24
- 239000002002 slurry Substances 0.000 claims description 14
- 239000000843 powder Substances 0.000 claims description 10
- 238000010304 firing Methods 0.000 claims description 9
- 238000010030 laminating Methods 0.000 claims description 9
- 239000011230 binding agent Substances 0.000 claims description 8
- 238000002156 mixing Methods 0.000 claims description 8
- 239000002245 particle Substances 0.000 claims description 8
- 238000000465 moulding Methods 0.000 claims description 7
- 230000002706 hydrostatic effect Effects 0.000 claims description 4
- 239000010410 layer Substances 0.000 description 48
- 239000000463 material Substances 0.000 description 12
- 238000007639 printing Methods 0.000 description 7
- 238000005245 sintering Methods 0.000 description 6
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 5
- 238000001035 drying Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 239000001301 oxygen Substances 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- 239000011148 porous material Substances 0.000 description 5
- 239000002994 raw material Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- -1 lead zirconate titanate compound Chemical class 0.000 description 3
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005238 degreasing Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 229910052451 lead zirconate titanate Inorganic materials 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 229910002113 barium titanate Inorganic materials 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000007606 doctor blade method Methods 0.000 description 1
- 239000002003 electrode paste Substances 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000002309 gasification Methods 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- HFGPZNIAWCZYJU-UHFFFAOYSA-N lead zirconate titanate Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ti+4].[Zr+4].[Pb+2] HFGPZNIAWCZYJU-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 230000007261 regionalization Effects 0.000 description 1
- 238000009774 resonance method Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14209—Structure of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
- B41J2002/14217—Multi layer finger type piezoelectric element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14209—Structure of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
- B41J2002/14225—Finger type piezoelectric element on only one side of the chamber
Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
- Compositions Of Oxide Ceramics (AREA)
Abstract
【課題】厚みの面内バラツキを低減し、且つ100μm以下の薄層の積層圧電体とその製造方法を提供する。
【解決手段】複数のセラミック層2aからなるセラミック基板2の主面に、一対の電極5、6が圧電層4を挟持してなる変位素子7が複数設けられた積層圧電体において、前記セラミック層2a及び前記圧電層4の厚みtがそれぞれ50μm以下、全体厚みTが100μm以下、該全体厚みTの面内バラツキが10%以下であることを特徴とするものである。
【選択図】図1
【解決手段】複数のセラミック層2aからなるセラミック基板2の主面に、一対の電極5、6が圧電層4を挟持してなる変位素子7が複数設けられた積層圧電体において、前記セラミック層2a及び前記圧電層4の厚みtがそれぞれ50μm以下、全体厚みTが100μm以下、該全体厚みTの面内バラツキが10%以下であることを特徴とするものである。
【選択図】図1
Description
【0001】
【発明の属する技術分野】
本発明は、微細なインク吐出孔からインク滴を吐出して文字や画像を印刷する各種プリンタや記録計、ファクシミリ、あるいは捺染分野や窯業分野で文様形成等に用いられる印刷機等の記録装置に搭載されるインクジェット印刷ヘッド等に、アクチュエータとして好適に使用される積層圧電体及びその製造方法に関するものである。
【0002】
【従来技術】
近年、マルチメディアの浸透に伴い、インパクト方式の記録装置に代わって、インクジェット方式や熱転写方式を利用したノンインパクト方式の記録装置が開発され、その利用範囲が各種産業分野および一般家庭分野において広がりつつある。
【0003】
かかるノンインパクト方式の記録装置のなかでも、インクジェット方式を利用した記録装置は、多階調化やカラー化が容易で、ランニングコストが低いことから将来性が注目されている。
【0004】
インクジェット方式を利用した印刷ヘッドは、例えば図3(a)に示したように、複数の溝がインク流路23aとして並設され、各インク流路23aを仕切る壁として隔壁23bを形成した流路部材23の上に、アクチュエータが設けられた構造を有する。
【0005】
即ち、圧電層24の一方の主面に共通電極25を形成するとともに、他方の主面に複数の個別電極26を形成し、複数の変位素子27が設けられてなるアクチュエータが、流路部材23の開口部であるインク流路23aの直上に個別電極26を配置するように、アクチュエータと流路部材23とを接着する。
【0006】
共通電極25と個別電極26との間に電圧を印加して変位素子27を振動させることによりインク流路23a内のインクを加圧し、流路部材23の底面に開口させたインク吐出孔28よりインク滴を吐出するような構造になっている。
【0007】
また、図3(b)に示したように、圧電層24上に個別電極26を等ピッチで多数並設し、変位素子27を多数設けた印刷ヘッドを構成するとともに、各変位素子27を独立して制御することにより、インクジェットプリンタの高速化及び高精度化に寄与することが可能である。
【0008】
ところが、近年、インクジェットプリンタは、高速化高精度化が追求されており、その結果、インク吐出に直接関係する変位素子27、特に圧電層24に対して、薄層化と高精度な圧電特性が必要となり、具体的には特性のバラツキが少ない圧電アクチュエータが必要となっている。
【0009】
ところで、セラミック層や圧電層の厚みを均一にする手段としては、乾燥での厚みバラツキを低減させるために、予め、テープ成形用のスラリー中の溶媒量を従来の1/3程度に減らし、且つ、該スラリーを複数のロール間を通過させ厚みを均一としたところで乾燥工程に投入し、厚み500μmのグリーンシートのバラツキを低減する試みが行なわれている。
【0010】
【特許文献1】
特開平11−34321号公報図1
【特許文献2】
特開2000−232035号公報
【0011】
【発明が解決しようとする課題】
ところが、溶媒量を低減する特許文献2の方法では、テープ成形用のスラリーは粘度が高く成形されるテープの厚みが大きくなり、更に、乾燥収縮も少ない為に、原理的に数百μm以上の厚層のテープ成形しか行えず、50μm以下、特に数十μmレベルの薄層のテープ成形は行えないという問題があった。
【0012】
逆に、薄層のテープ成形を行おうとすると、テープ成形用のスラリーの溶媒量を増やさなければならず、その結果、乾燥工程において厚みバラツキを発生させてしまうことになり、結論的に厚みバラツキの少ない薄層のテープ成形は行えないという問題があった。
【0013】
本発明の目的は、厚みの面内バラツキを低減し、且つ100μm以下の薄層の積層圧電体とその製造方法を提供することにある。
【0014】
【課題を解決するための手段】
本発明は、100μm以下の積層圧電体において、セラミック基板の主面に多数設けられた変位素子の変位バラツキを低減するためには、積層圧電体の厚みの面内バラツキを抑制することが重要であることを知見するとともに、それを実現するためには、微細な原料粉体を用いてテープ成形を行うとともに、グリーンシートを加圧することによって、全体厚みの面内バラツキを低減し、圧電特性の優れた積層圧電体を製造できるという新規な知見に基づくもので、これにより、薄層の圧電磁器を作製でき、しかもインクジェットプリンタの印刷ヘッドに用いることによって高速、高精彩、高精度のプリンタを実現することが可能となる。
【0015】
即ち、本発明の積層圧電体は、複数のセラミック層からなるセラミック基板の主面に、一対の電極が圧電層を挟持してなる変位素子が複数設けられた積層圧電体において、前記セラミック層及び前記圧電層の厚みがそれぞれ50μm以下、全体厚みが100μm以下、該全体厚みの面内バラツキが10%以下であることを特徴とするものである。
【0016】
特に、前記電極の厚みが0.5〜5μmであることが好ましい。これにより、部分的に形成される電極厚みの面内バラツキをさらに低減し、変位の面内バラツキをさらに抑制することが可能となる。
【0017】
また、前記セラミック層及び前記圧電層の厚みがそれぞれ5〜15μm、全体厚みが20〜60μmであることが好ましい。このように各層の厚みと全体の厚みとを制御することにより、変位量のバラツキ及び各層及び全体の厚みの面内バラツキをさらに向上し、安定した変位を示す積層圧電体を得ることが可能となる。
【0018】
また、本発明の積層圧電体の製造方法は、平均粒径が1μm以下の圧電セラミック粉体と有機バインダ成分を混合し、テープ成形用スラリーを作製する混合工程と、該混合工程で得られたテープ成形用スラリーを用いて、テープ成形を行ってグリーンシートを形成する成形工程と、該成形工程で得られたグリーンシートを加圧する加圧工程と、該加圧工程で得られたグリーンシートに電極を塗布した後、該グリーンシートを積層して積層成形体を得る積層工程と、該積層工程で得られた積層成形体を焼成する焼成工程を具備することを特徴とするものである。これによって、上記の積層圧電体を得ることができる。
【0019】
特に、前記加圧工程において、ロール加圧法、平面加圧法、静水圧加圧法の少なくとも1種の方法を用いて加圧することが好ましい。これにより、より均一な厚み制御を可能とし、しかも容易に厚み制御を行うことができる。
【0020】
また、前記加圧工程における加圧圧力が10〜100MPaであることが好ましい。この圧力範囲で加圧を行うことによって、グリーンシートの厚みバラツキを低減し、厚みを均一化することができるとともに、焼結性を向上することによる組成バラツキ抑制効果があり、さらなる変位のバラツキ低減に寄与できる。
【0021】
さらに、前記加圧工程における加圧温度が0〜300℃であることを特徴とすることが好ましい。これにより、グリーンシート厚みを均一に制御することが可能となり、また、同時に生密度の均質化も行える。
【0022】
さらにまた、前記加圧工程で得られたグリーンシートの厚みバラツキが15%以下であることが好ましい。これにより、積層工程で得られた積層成形体の厚みバラツキを15%以下に抑制することが容易となり、焼成工程で得られた積層圧電体の厚みの面内バラツキを10%以下にすることも容易となる。
【0023】
【発明の実施の形態】
本発明の積層圧電体を、インクジェット印刷ヘッドに採用したアクチュエータに用いる場合を例として説明する。
【0024】
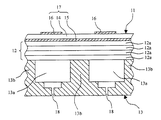
本発明の積層圧電体は、図1に示すように、セラミック層2aが積層されてなるセラミック基板2の表面に、圧電層4が共通電極5と個別電極6とで挟持されるように設けられた変位素子7が形成されてなるものであり、積層圧電体全体の厚みがT、各セラミック層2a及び圧電層4の厚みがtで示される。
【0025】
本発明の積層圧電体は、セラミック層2aが積層されてなるものであり、例えば、4層のセラミック層2aからなるセラミック基板2の表面に、圧電層4と共通電極5と個別電極6からなる変位素子7が複数形成されている。そして、各圧電層及び圧電層の厚みtは、用いられる材料の材料特性、素子寸法等により適宜決定される。
【0026】
具体的には、積層圧電体の厚み、即ちアクチュエータの総厚みTは、大きな変位を得るために、100μm以下であることが重要であり、特に80μm以下、更には60μm以下であることが好ましい。また、セラミック基板2及び圧電層4を積層体とするのは、積層圧電体の内部に電気回路を組み込むことが容易となるためであり、積層体を構成するセラミック層2aの各層及び圧電層4の厚みtを50μm以下にすることが重要であり、特に35μm以下、更には20μm以下であることが好ましい。特に、tを20μm以下、Tを60μm以下とすることがアクチュエータとしての優れた特性を得るために好適である。
【0027】
なお、積層圧電体の厚みTは、変位を大きくする観点からは小さいほど好ましいが、厚みTが小さくなると機械的強度及び耐電圧が低下するため、アクチュエータの全体厚みTの下限値は、取扱い中や作動中に破壊しない程度の機械的強度を有し、印加する電圧に耐えるため、10μm、特に15μm、更には20μmであることが好ましい。
【0028】
また、tの下限値も、取扱い中や作動中に破壊しない程度の機械的強度及び耐電圧が必要で、具体的には5μm、特に7μmであることが好ましい。そして、変位量のバラツキ及び各層及び全体の厚みバラツキをさらに向上し、tを5〜15μmの範囲、Tを20〜60μmの範囲にして組み合わせることが、安定した変位を示す積層圧電体を得ることが可能となるために、より望ましい。
【0029】
また、変位素子7は、セラミック基板2の表面に多数形成され、しかも2次元的に規則正しく配列していることが精彩度、精度を高めるために好ましい。そして、それら複数の変位素子7は、厚みの面内バラツキが10%以下であることが重要であり、特に8%以下、更には6%以下であることが好ましい。
【0030】
このように厚みの面内バラツキを制御することにより、インクの吐出量を精密に制御することが可能となり、その結果、高速、高精彩、高精度の印刷ヘッド及びインクジェットプリンタを実現することができる。
【0031】
ここで、厚みの面内バラツキとは、図1に図示したように、圧電層4、電極5、6及びセラミック基板2の総厚みを示すものであるが、個別電極6の設けられた部位と設けられてない部位との差を言うのではなく、個別電極6の設けられた部位同士の比較、及び個別電極6の設けられてない部位同士の比較を行うものであり、設計上同一となる厚みの分布を意味するものである。
【0032】
また、変位バラツキとは、全変位素子7に所定の電圧を順次印加し駆動させてそれぞれの変位素子の変位量を測定して平均値を算出し、各測定データと平均値との差が最大のものを選定し、この最大差を平均値で除した値を変位バラツキとして示す。積層圧電体内における変位素子7の変位量を測定する方法は、例えばレーザードップラー振動計を用い、変位素子7の変位量を任意の10箇所で測定し、平均変位量との差の最大の値を平均変位量で除して評価することができる。
【0033】
変位素子7を構成する圧電層4は、チタン酸ジルコン酸鉛化合物、チタン酸鉛化合物、チタン酸バリウム化合物など、ペロブスカイト結晶構造型の材料が好適に用いられる。これらの中でも、特にPbZrTiO3系化合物(PZT)が大きな変位を発生させる点で好ましい。なお、圧電層4は、1層であっても、複数層から構成されていても良い。
【0034】
個別電極6、共通電極5の材質としては、導電性を有するものならば良く、例えばAu、Ag、Pd、Pt、Cu、Alやそれらの合金などを用いることができる。また、電極の厚みとしては、導電性を有し且つ変位を妨げない程度であるのが良く、0.5〜5μm、特に1〜2μmが好ましい。
【0035】
このような構成により、圧電積層体の厚みの面内バラツキが抑制されるため、圧電積層体を構成する多数の変位素子7の変位バラツキがそれぞれ抑制され、その結果、例えば図2のような印刷ヘッドを形成する印刷ヘッドを作製することができ、その結果、吐出ムラの少ない、高品位なインクジェット用に好適な印刷ヘッドを実現することが可能となる。
【0036】
なお、図2の印刷ヘッドは、複数の溝からなるインク流路13aと、インク流路13aを分離するための隔壁13bとを具備する流路部材13の上に、アクチュエータ11が設けられた構成となっている。このアクチュエータ11は、本発明の積層圧電体からなり、セラミック層12aが積層されてなるセラミック基板12の上に、インク流路13aの直上に個別電極16が配置するように変位素子17が配置された構造を有する。
【0037】
次に、本発明の積層圧電体の製造方法を説明する。
【0038】
先ず、圧電セラミック粉体の平均粒径が1μm以下であることが重要であり、特に0.7μm以下、更には0.5μm以下であることが好ましい。平均粒径が1μm以下にすることにより、焼結時の活性度を高め、その結果、焼結温度を低減することができる。特に鉛を含む圧電セラミックスの場合には、焼結温度が低下すると鉛の蒸発が起こり、組成の面内バラツキを低減し、変位素子の変位バラツキを小さくすることができる。
【0039】
このような原料粉末と有機バインダ成分を混合し、テープ成形用スラリーを作製する(混合工程)。次いで、混合工程で得られたテープ成形用スラリーを用いて、ロールコーター法、スリットコーター法、ドクターブレード法等の一般的なテープ成形法によりグリーンシートを作製する(成形工程)。
【0040】
次に、成形工程で得られたグリーンシートを加圧することが重要である(加圧工程)。加圧法として公知の手法を採用することができるが、均一な厚みにすることが容易である点で、加圧には特にロール加圧法、平面加圧法、静水圧加圧法等のことができる。このように、テープ成形後にグリーンシートの加圧処理を行うことで、テープの厚みバラツキを低減することができる。これは、乾燥後のテープは、スラリー溶媒が抜けた空隙が存在し、その空隙の大小の差によりテープの厚みがばらつく原因となる。この空隙を加圧により潰す事で、テープは均質となり、厚みバラツキも小さくなる。
【0041】
加圧する圧力は、材料組成、有機バインダ量、グリーンシート厚み等によって異なるが、グリーンシートの厚みバラツキを低減し、厚みを均一化するとともに、生密度を高めるため、10〜100MPa、特に20〜50MPa、更には30〜40MPaの圧力で加圧することが好ましい。
【0042】
加圧を行う時の温度は、高すぎる場合、加圧による変形が大きくなり過ぎることがあり、バインダに適度の粘性を発現させ、気孔を除去するためには、用いるバインダにもよるが、300℃以下、特に250℃以下、更には200℃以下、より好適には150℃以下であることが好ましい。また、下限値は、0℃、特に20℃、更には35℃、より好適には50℃である。
【0043】
なお、加圧を行う型の面は、離型性を向上させるための表面処理を行ったり、テープ面に離型シートを配置して加圧を行っても良い。更に、面内の加圧力を均一にする為の加圧調圧機構も適宜用いることができる。
【0044】
このような加圧処理は、気孔を除去する効果があるが、さらに生密度を高める効果もあり、セラミック粒子間の接触面積を高めることができ、その結果、焼結速度を向上し、微細粒子であることと相まって、焼結温度を下げることができ、特に鉛を含む圧電セラミックスに関しては、焼結時の鉛の蒸発を抑え、組成バラツキを抑制し、その結果変位バラツキも抑制できる。
【0045】
加圧工程によって得られた各グリーンシートの厚みバラツキを15%以下、特に10%以下にすることが、積層体の厚みバラツキを低減すると共に、焼結体の厚みバラツキを小さくすることが容易となる。
【0046】
次に、加圧工程で得られたグリーンシートの一部に電極を形成する。即ち、共通電極及び個別電極を印刷法等の公知の手法で形成する。また、所望により電極間を連絡すべくビアホール及びビア導体を形成する。
【0047】
得られたグリーンシート(電極付、ビアホール付、電極無等)を所望の構成で積層し、密着させて積層成形体を得る(積層工程)。なお、密着を行う手法としては、接着成分の含まれた密着液使用による方法、加熱によりグリーンシート中の有機バインダ成分に接着性を持たせて密着する方法、加圧力だけで密着させる方法等を例示できる。
【0048】
積層工程で得られた積層成形体は、所望により脱脂処理により積層成形体中の有機成分の除去を行った後、酸素雰囲気中等において焼成し、積層圧電体を得る(焼成工程)。
【0049】
なお、有機成分を除去する方法としては、除去を行いたい有機成分の熱分解挙動に合った温度パターンにて加熱処理を行う方法等が採用される。また、焼成雰囲気としては、酸素濃度80%以上、特に90%以上が好ましい。このように酸素濃度を高くすることにより、特に鉛を含む圧電セラミックスを焼成する場合、溶解性ガスである酸素の濃度を高くすることで酸素分圧が上がり鉛の分解、ガス化が抑制されると同時に、気孔内圧が低くなることから気孔が収縮しボイド化が抑制される為である。
【0050】
このような工程を具備する製造方法を採用することにより、組成バラツキが抑制され、且つ気孔を低減することができるため、面内の変位バラツキを低減した厚み100μm以下の薄層の焼結体からなる積層圧電体を提供でき、インクジェットプリンタの印刷ヘッドとして好適に使用することができる。
【0051】
【実施例】
先ず、圧電セラミック粉体として粒径(D50:粉体の平均粒径)が表1に示したチタン酸ジルコン酸鉛粉体を準備し、これにアクリル水溶液を混合してスラリーを作製する混合工程を実施した。
【0052】
混合工程で得られたスラリーを用いてロールコーター法にて厚みが20μmになるようにグリーンシートを成形した(成形工程)。
【0053】
次いで、成形工程で得られたグリーンシートをロール加圧法、平面加圧法又は静水圧加圧法により表1の加圧条件で加圧した(加圧工程)。
【0054】
加圧工程で得られたグリーンシートに、Ag:Pdが70:30のAg−Pd電極ペーストを用いて、グリーンシート上に厚み5μmの共通電極、個別電極をそれぞれ印刷法にて形成した後、個別電極を形成したグリーンシートを上層に、共通電極を形成したグリーンシートを下層となるよう積層し、図1の構造になるように積層し、15MPaの圧力で加圧密着を行い積層成形体を得る積層工程を実施した。
【0055】
最後に、得られた積層成形体を大気中450℃、5時間の脱脂処理を行い、しかる後に表1に示す温度及び雰囲気において2時間の焼成を行い、積層圧電体を得た(焼成工程)。
【0056】
得られた積層圧電体の断面を走査型電子顕微鏡(SEM)で観察した写真から各層の厚み及び積層成形体全体の厚みを測定した。そして、積層成形体全体の厚みを積層成形体の面内分布を調べるため、積層圧電体面内の任意の20箇所で厚みを測定し、バラツキを測定した。バラツキは、20箇所の厚み平均値を算出し、最大値又は最小値の平均値からの差として算出し、大きいほうをバラツキとして表1に記載した。
【0057】
アクチュエータのd31は、インピーダンスアナライザーを用いた共振法で10箇所測定し、その平均値を算出するとともに、各値と平均値の差の最大の値を平均値で除してd31のバラツキとした。結果を表1に示した。
【0058】
【表1】
 【0059】
【0059】
本発明の試料No.1〜4、6、7及び9〜33は、アクチュエータ全体の厚みバラツキが8%以下、d定数のバラツキが10%以下であった。
【0060】
これに対して、原料粒径が1.5μmと大きいため、アクチュエータの厚みTのバラツキが12%と大きい本発明の範囲外の試料No.5は、d定数のバラツキが15%であった。
【0061】
また、加圧工程を含まないため、アクチュエータの厚みTのバラツキが14%と大きい本発明の範囲外の試料No.8は、d定数のバラツキが19%であった。
【0062】
さらに、アクチュエータ全体の厚みが150μmと大きく本発明の範囲外の試料No.34は、全体厚みバラツキは5%であったが、d定数が199pm/Vと小さく、且つd定数のバラツキが11%であった。
【0063】
【発明の効果】
本発明は、圧電積層体の厚みの面内バラツキが少なく、且つ高速応答可能な100μm以下の薄層の積層圧電体とその製造方法を提供することが可能となった。
【0064】
特に、微細な原料粉体を用いるとともに、成形体を加圧して厚みを均一化することによって生密度を高め、厚みの均一になったグリーンシートを得るよって、変位量の面内バラツキが少ない薄層の圧電磁器からなる積層圧電体を製造することができる。
【0065】
本発明の積層圧電体は、各層及び総厚みが制御され、厚みバラツキが小さいため、インクジェットプリンタの印刷ヘッドに用いると高速、高精彩、高精度を実現することができる。
【図面の簡単な説明】
【図1】本発明の積層圧電体を示す概略断面図である。
【図2】本発明の積層圧電体を採用したインクジェット印刷ヘッドの構造を示す概略断面図である。
【図3】従来の積層圧電体を示すもので、(a)は概略断面図、(b)は概略平面図である。
【符号の説明】
2、12・・・セラミック基板
2a、12a・・・セラミック層
4、14・・・圧電層
5、15・・・共通電極
6、16・・・個別電極
7、17・・・変位素子
11・・・アクチュエータ
18・・・インク吐出孔
T・・・積層圧電体の全体厚み
t・・・セラミック層及び圧電層の厚み
【発明の属する技術分野】
本発明は、微細なインク吐出孔からインク滴を吐出して文字や画像を印刷する各種プリンタや記録計、ファクシミリ、あるいは捺染分野や窯業分野で文様形成等に用いられる印刷機等の記録装置に搭載されるインクジェット印刷ヘッド等に、アクチュエータとして好適に使用される積層圧電体及びその製造方法に関するものである。
【0002】
【従来技術】
近年、マルチメディアの浸透に伴い、インパクト方式の記録装置に代わって、インクジェット方式や熱転写方式を利用したノンインパクト方式の記録装置が開発され、その利用範囲が各種産業分野および一般家庭分野において広がりつつある。
【0003】
かかるノンインパクト方式の記録装置のなかでも、インクジェット方式を利用した記録装置は、多階調化やカラー化が容易で、ランニングコストが低いことから将来性が注目されている。
【0004】
インクジェット方式を利用した印刷ヘッドは、例えば図3(a)に示したように、複数の溝がインク流路23aとして並設され、各インク流路23aを仕切る壁として隔壁23bを形成した流路部材23の上に、アクチュエータが設けられた構造を有する。
【0005】
即ち、圧電層24の一方の主面に共通電極25を形成するとともに、他方の主面に複数の個別電極26を形成し、複数の変位素子27が設けられてなるアクチュエータが、流路部材23の開口部であるインク流路23aの直上に個別電極26を配置するように、アクチュエータと流路部材23とを接着する。
【0006】
共通電極25と個別電極26との間に電圧を印加して変位素子27を振動させることによりインク流路23a内のインクを加圧し、流路部材23の底面に開口させたインク吐出孔28よりインク滴を吐出するような構造になっている。
【0007】
また、図3(b)に示したように、圧電層24上に個別電極26を等ピッチで多数並設し、変位素子27を多数設けた印刷ヘッドを構成するとともに、各変位素子27を独立して制御することにより、インクジェットプリンタの高速化及び高精度化に寄与することが可能である。
【0008】
ところが、近年、インクジェットプリンタは、高速化高精度化が追求されており、その結果、インク吐出に直接関係する変位素子27、特に圧電層24に対して、薄層化と高精度な圧電特性が必要となり、具体的には特性のバラツキが少ない圧電アクチュエータが必要となっている。
【0009】
ところで、セラミック層や圧電層の厚みを均一にする手段としては、乾燥での厚みバラツキを低減させるために、予め、テープ成形用のスラリー中の溶媒量を従来の1/3程度に減らし、且つ、該スラリーを複数のロール間を通過させ厚みを均一としたところで乾燥工程に投入し、厚み500μmのグリーンシートのバラツキを低減する試みが行なわれている。
【0010】
【特許文献1】
特開平11−34321号公報図1
【特許文献2】
特開2000−232035号公報
【0011】
【発明が解決しようとする課題】
ところが、溶媒量を低減する特許文献2の方法では、テープ成形用のスラリーは粘度が高く成形されるテープの厚みが大きくなり、更に、乾燥収縮も少ない為に、原理的に数百μm以上の厚層のテープ成形しか行えず、50μm以下、特に数十μmレベルの薄層のテープ成形は行えないという問題があった。
【0012】
逆に、薄層のテープ成形を行おうとすると、テープ成形用のスラリーの溶媒量を増やさなければならず、その結果、乾燥工程において厚みバラツキを発生させてしまうことになり、結論的に厚みバラツキの少ない薄層のテープ成形は行えないという問題があった。
【0013】
本発明の目的は、厚みの面内バラツキを低減し、且つ100μm以下の薄層の積層圧電体とその製造方法を提供することにある。
【0014】
【課題を解決するための手段】
本発明は、100μm以下の積層圧電体において、セラミック基板の主面に多数設けられた変位素子の変位バラツキを低減するためには、積層圧電体の厚みの面内バラツキを抑制することが重要であることを知見するとともに、それを実現するためには、微細な原料粉体を用いてテープ成形を行うとともに、グリーンシートを加圧することによって、全体厚みの面内バラツキを低減し、圧電特性の優れた積層圧電体を製造できるという新規な知見に基づくもので、これにより、薄層の圧電磁器を作製でき、しかもインクジェットプリンタの印刷ヘッドに用いることによって高速、高精彩、高精度のプリンタを実現することが可能となる。
【0015】
即ち、本発明の積層圧電体は、複数のセラミック層からなるセラミック基板の主面に、一対の電極が圧電層を挟持してなる変位素子が複数設けられた積層圧電体において、前記セラミック層及び前記圧電層の厚みがそれぞれ50μm以下、全体厚みが100μm以下、該全体厚みの面内バラツキが10%以下であることを特徴とするものである。
【0016】
特に、前記電極の厚みが0.5〜5μmであることが好ましい。これにより、部分的に形成される電極厚みの面内バラツキをさらに低減し、変位の面内バラツキをさらに抑制することが可能となる。
【0017】
また、前記セラミック層及び前記圧電層の厚みがそれぞれ5〜15μm、全体厚みが20〜60μmであることが好ましい。このように各層の厚みと全体の厚みとを制御することにより、変位量のバラツキ及び各層及び全体の厚みの面内バラツキをさらに向上し、安定した変位を示す積層圧電体を得ることが可能となる。
【0018】
また、本発明の積層圧電体の製造方法は、平均粒径が1μm以下の圧電セラミック粉体と有機バインダ成分を混合し、テープ成形用スラリーを作製する混合工程と、該混合工程で得られたテープ成形用スラリーを用いて、テープ成形を行ってグリーンシートを形成する成形工程と、該成形工程で得られたグリーンシートを加圧する加圧工程と、該加圧工程で得られたグリーンシートに電極を塗布した後、該グリーンシートを積層して積層成形体を得る積層工程と、該積層工程で得られた積層成形体を焼成する焼成工程を具備することを特徴とするものである。これによって、上記の積層圧電体を得ることができる。
【0019】
特に、前記加圧工程において、ロール加圧法、平面加圧法、静水圧加圧法の少なくとも1種の方法を用いて加圧することが好ましい。これにより、より均一な厚み制御を可能とし、しかも容易に厚み制御を行うことができる。
【0020】
また、前記加圧工程における加圧圧力が10〜100MPaであることが好ましい。この圧力範囲で加圧を行うことによって、グリーンシートの厚みバラツキを低減し、厚みを均一化することができるとともに、焼結性を向上することによる組成バラツキ抑制効果があり、さらなる変位のバラツキ低減に寄与できる。
【0021】
さらに、前記加圧工程における加圧温度が0〜300℃であることを特徴とすることが好ましい。これにより、グリーンシート厚みを均一に制御することが可能となり、また、同時に生密度の均質化も行える。
【0022】
さらにまた、前記加圧工程で得られたグリーンシートの厚みバラツキが15%以下であることが好ましい。これにより、積層工程で得られた積層成形体の厚みバラツキを15%以下に抑制することが容易となり、焼成工程で得られた積層圧電体の厚みの面内バラツキを10%以下にすることも容易となる。
【0023】
【発明の実施の形態】
本発明の積層圧電体を、インクジェット印刷ヘッドに採用したアクチュエータに用いる場合を例として説明する。
【0024】
本発明の積層圧電体は、図1に示すように、セラミック層2aが積層されてなるセラミック基板2の表面に、圧電層4が共通電極5と個別電極6とで挟持されるように設けられた変位素子7が形成されてなるものであり、積層圧電体全体の厚みがT、各セラミック層2a及び圧電層4の厚みがtで示される。
【0025】
本発明の積層圧電体は、セラミック層2aが積層されてなるものであり、例えば、4層のセラミック層2aからなるセラミック基板2の表面に、圧電層4と共通電極5と個別電極6からなる変位素子7が複数形成されている。そして、各圧電層及び圧電層の厚みtは、用いられる材料の材料特性、素子寸法等により適宜決定される。
【0026】
具体的には、積層圧電体の厚み、即ちアクチュエータの総厚みTは、大きな変位を得るために、100μm以下であることが重要であり、特に80μm以下、更には60μm以下であることが好ましい。また、セラミック基板2及び圧電層4を積層体とするのは、積層圧電体の内部に電気回路を組み込むことが容易となるためであり、積層体を構成するセラミック層2aの各層及び圧電層4の厚みtを50μm以下にすることが重要であり、特に35μm以下、更には20μm以下であることが好ましい。特に、tを20μm以下、Tを60μm以下とすることがアクチュエータとしての優れた特性を得るために好適である。
【0027】
なお、積層圧電体の厚みTは、変位を大きくする観点からは小さいほど好ましいが、厚みTが小さくなると機械的強度及び耐電圧が低下するため、アクチュエータの全体厚みTの下限値は、取扱い中や作動中に破壊しない程度の機械的強度を有し、印加する電圧に耐えるため、10μm、特に15μm、更には20μmであることが好ましい。
【0028】
また、tの下限値も、取扱い中や作動中に破壊しない程度の機械的強度及び耐電圧が必要で、具体的には5μm、特に7μmであることが好ましい。そして、変位量のバラツキ及び各層及び全体の厚みバラツキをさらに向上し、tを5〜15μmの範囲、Tを20〜60μmの範囲にして組み合わせることが、安定した変位を示す積層圧電体を得ることが可能となるために、より望ましい。
【0029】
また、変位素子7は、セラミック基板2の表面に多数形成され、しかも2次元的に規則正しく配列していることが精彩度、精度を高めるために好ましい。そして、それら複数の変位素子7は、厚みの面内バラツキが10%以下であることが重要であり、特に8%以下、更には6%以下であることが好ましい。
【0030】
このように厚みの面内バラツキを制御することにより、インクの吐出量を精密に制御することが可能となり、その結果、高速、高精彩、高精度の印刷ヘッド及びインクジェットプリンタを実現することができる。
【0031】
ここで、厚みの面内バラツキとは、図1に図示したように、圧電層4、電極5、6及びセラミック基板2の総厚みを示すものであるが、個別電極6の設けられた部位と設けられてない部位との差を言うのではなく、個別電極6の設けられた部位同士の比較、及び個別電極6の設けられてない部位同士の比較を行うものであり、設計上同一となる厚みの分布を意味するものである。
【0032】
また、変位バラツキとは、全変位素子7に所定の電圧を順次印加し駆動させてそれぞれの変位素子の変位量を測定して平均値を算出し、各測定データと平均値との差が最大のものを選定し、この最大差を平均値で除した値を変位バラツキとして示す。積層圧電体内における変位素子7の変位量を測定する方法は、例えばレーザードップラー振動計を用い、変位素子7の変位量を任意の10箇所で測定し、平均変位量との差の最大の値を平均変位量で除して評価することができる。
【0033】
変位素子7を構成する圧電層4は、チタン酸ジルコン酸鉛化合物、チタン酸鉛化合物、チタン酸バリウム化合物など、ペロブスカイト結晶構造型の材料が好適に用いられる。これらの中でも、特にPbZrTiO3系化合物(PZT)が大きな変位を発生させる点で好ましい。なお、圧電層4は、1層であっても、複数層から構成されていても良い。
【0034】
個別電極6、共通電極5の材質としては、導電性を有するものならば良く、例えばAu、Ag、Pd、Pt、Cu、Alやそれらの合金などを用いることができる。また、電極の厚みとしては、導電性を有し且つ変位を妨げない程度であるのが良く、0.5〜5μm、特に1〜2μmが好ましい。
【0035】
このような構成により、圧電積層体の厚みの面内バラツキが抑制されるため、圧電積層体を構成する多数の変位素子7の変位バラツキがそれぞれ抑制され、その結果、例えば図2のような印刷ヘッドを形成する印刷ヘッドを作製することができ、その結果、吐出ムラの少ない、高品位なインクジェット用に好適な印刷ヘッドを実現することが可能となる。
【0036】
なお、図2の印刷ヘッドは、複数の溝からなるインク流路13aと、インク流路13aを分離するための隔壁13bとを具備する流路部材13の上に、アクチュエータ11が設けられた構成となっている。このアクチュエータ11は、本発明の積層圧電体からなり、セラミック層12aが積層されてなるセラミック基板12の上に、インク流路13aの直上に個別電極16が配置するように変位素子17が配置された構造を有する。
【0037】
次に、本発明の積層圧電体の製造方法を説明する。
【0038】
先ず、圧電セラミック粉体の平均粒径が1μm以下であることが重要であり、特に0.7μm以下、更には0.5μm以下であることが好ましい。平均粒径が1μm以下にすることにより、焼結時の活性度を高め、その結果、焼結温度を低減することができる。特に鉛を含む圧電セラミックスの場合には、焼結温度が低下すると鉛の蒸発が起こり、組成の面内バラツキを低減し、変位素子の変位バラツキを小さくすることができる。
【0039】
このような原料粉末と有機バインダ成分を混合し、テープ成形用スラリーを作製する(混合工程)。次いで、混合工程で得られたテープ成形用スラリーを用いて、ロールコーター法、スリットコーター法、ドクターブレード法等の一般的なテープ成形法によりグリーンシートを作製する(成形工程)。
【0040】
次に、成形工程で得られたグリーンシートを加圧することが重要である(加圧工程)。加圧法として公知の手法を採用することができるが、均一な厚みにすることが容易である点で、加圧には特にロール加圧法、平面加圧法、静水圧加圧法等のことができる。このように、テープ成形後にグリーンシートの加圧処理を行うことで、テープの厚みバラツキを低減することができる。これは、乾燥後のテープは、スラリー溶媒が抜けた空隙が存在し、その空隙の大小の差によりテープの厚みがばらつく原因となる。この空隙を加圧により潰す事で、テープは均質となり、厚みバラツキも小さくなる。
【0041】
加圧する圧力は、材料組成、有機バインダ量、グリーンシート厚み等によって異なるが、グリーンシートの厚みバラツキを低減し、厚みを均一化するとともに、生密度を高めるため、10〜100MPa、特に20〜50MPa、更には30〜40MPaの圧力で加圧することが好ましい。
【0042】
加圧を行う時の温度は、高すぎる場合、加圧による変形が大きくなり過ぎることがあり、バインダに適度の粘性を発現させ、気孔を除去するためには、用いるバインダにもよるが、300℃以下、特に250℃以下、更には200℃以下、より好適には150℃以下であることが好ましい。また、下限値は、0℃、特に20℃、更には35℃、より好適には50℃である。
【0043】
なお、加圧を行う型の面は、離型性を向上させるための表面処理を行ったり、テープ面に離型シートを配置して加圧を行っても良い。更に、面内の加圧力を均一にする為の加圧調圧機構も適宜用いることができる。
【0044】
このような加圧処理は、気孔を除去する効果があるが、さらに生密度を高める効果もあり、セラミック粒子間の接触面積を高めることができ、その結果、焼結速度を向上し、微細粒子であることと相まって、焼結温度を下げることができ、特に鉛を含む圧電セラミックスに関しては、焼結時の鉛の蒸発を抑え、組成バラツキを抑制し、その結果変位バラツキも抑制できる。
【0045】
加圧工程によって得られた各グリーンシートの厚みバラツキを15%以下、特に10%以下にすることが、積層体の厚みバラツキを低減すると共に、焼結体の厚みバラツキを小さくすることが容易となる。
【0046】
次に、加圧工程で得られたグリーンシートの一部に電極を形成する。即ち、共通電極及び個別電極を印刷法等の公知の手法で形成する。また、所望により電極間を連絡すべくビアホール及びビア導体を形成する。
【0047】
得られたグリーンシート(電極付、ビアホール付、電極無等)を所望の構成で積層し、密着させて積層成形体を得る(積層工程)。なお、密着を行う手法としては、接着成分の含まれた密着液使用による方法、加熱によりグリーンシート中の有機バインダ成分に接着性を持たせて密着する方法、加圧力だけで密着させる方法等を例示できる。
【0048】
積層工程で得られた積層成形体は、所望により脱脂処理により積層成形体中の有機成分の除去を行った後、酸素雰囲気中等において焼成し、積層圧電体を得る(焼成工程)。
【0049】
なお、有機成分を除去する方法としては、除去を行いたい有機成分の熱分解挙動に合った温度パターンにて加熱処理を行う方法等が採用される。また、焼成雰囲気としては、酸素濃度80%以上、特に90%以上が好ましい。このように酸素濃度を高くすることにより、特に鉛を含む圧電セラミックスを焼成する場合、溶解性ガスである酸素の濃度を高くすることで酸素分圧が上がり鉛の分解、ガス化が抑制されると同時に、気孔内圧が低くなることから気孔が収縮しボイド化が抑制される為である。
【0050】
このような工程を具備する製造方法を採用することにより、組成バラツキが抑制され、且つ気孔を低減することができるため、面内の変位バラツキを低減した厚み100μm以下の薄層の焼結体からなる積層圧電体を提供でき、インクジェットプリンタの印刷ヘッドとして好適に使用することができる。
【0051】
【実施例】
先ず、圧電セラミック粉体として粒径(D50:粉体の平均粒径)が表1に示したチタン酸ジルコン酸鉛粉体を準備し、これにアクリル水溶液を混合してスラリーを作製する混合工程を実施した。
【0052】
混合工程で得られたスラリーを用いてロールコーター法にて厚みが20μmになるようにグリーンシートを成形した(成形工程)。
【0053】
次いで、成形工程で得られたグリーンシートをロール加圧法、平面加圧法又は静水圧加圧法により表1の加圧条件で加圧した(加圧工程)。
【0054】
加圧工程で得られたグリーンシートに、Ag:Pdが70:30のAg−Pd電極ペーストを用いて、グリーンシート上に厚み5μmの共通電極、個別電極をそれぞれ印刷法にて形成した後、個別電極を形成したグリーンシートを上層に、共通電極を形成したグリーンシートを下層となるよう積層し、図1の構造になるように積層し、15MPaの圧力で加圧密着を行い積層成形体を得る積層工程を実施した。
【0055】
最後に、得られた積層成形体を大気中450℃、5時間の脱脂処理を行い、しかる後に表1に示す温度及び雰囲気において2時間の焼成を行い、積層圧電体を得た(焼成工程)。
【0056】
得られた積層圧電体の断面を走査型電子顕微鏡(SEM)で観察した写真から各層の厚み及び積層成形体全体の厚みを測定した。そして、積層成形体全体の厚みを積層成形体の面内分布を調べるため、積層圧電体面内の任意の20箇所で厚みを測定し、バラツキを測定した。バラツキは、20箇所の厚み平均値を算出し、最大値又は最小値の平均値からの差として算出し、大きいほうをバラツキとして表1に記載した。
【0057】
アクチュエータのd31は、インピーダンスアナライザーを用いた共振法で10箇所測定し、その平均値を算出するとともに、各値と平均値の差の最大の値を平均値で除してd31のバラツキとした。結果を表1に示した。
【0058】
【表1】
本発明の試料No.1〜4、6、7及び9〜33は、アクチュエータ全体の厚みバラツキが8%以下、d定数のバラツキが10%以下であった。
【0060】
これに対して、原料粒径が1.5μmと大きいため、アクチュエータの厚みTのバラツキが12%と大きい本発明の範囲外の試料No.5は、d定数のバラツキが15%であった。
【0061】
また、加圧工程を含まないため、アクチュエータの厚みTのバラツキが14%と大きい本発明の範囲外の試料No.8は、d定数のバラツキが19%であった。
【0062】
さらに、アクチュエータ全体の厚みが150μmと大きく本発明の範囲外の試料No.34は、全体厚みバラツキは5%であったが、d定数が199pm/Vと小さく、且つd定数のバラツキが11%であった。
【0063】
【発明の効果】
本発明は、圧電積層体の厚みの面内バラツキが少なく、且つ高速応答可能な100μm以下の薄層の積層圧電体とその製造方法を提供することが可能となった。
【0064】
特に、微細な原料粉体を用いるとともに、成形体を加圧して厚みを均一化することによって生密度を高め、厚みの均一になったグリーンシートを得るよって、変位量の面内バラツキが少ない薄層の圧電磁器からなる積層圧電体を製造することができる。
【0065】
本発明の積層圧電体は、各層及び総厚みが制御され、厚みバラツキが小さいため、インクジェットプリンタの印刷ヘッドに用いると高速、高精彩、高精度を実現することができる。
【図面の簡単な説明】
【図1】本発明の積層圧電体を示す概略断面図である。
【図2】本発明の積層圧電体を採用したインクジェット印刷ヘッドの構造を示す概略断面図である。
【図3】従来の積層圧電体を示すもので、(a)は概略断面図、(b)は概略平面図である。
【符号の説明】
2、12・・・セラミック基板
2a、12a・・・セラミック層
4、14・・・圧電層
5、15・・・共通電極
6、16・・・個別電極
7、17・・・変位素子
11・・・アクチュエータ
18・・・インク吐出孔
T・・・積層圧電体の全体厚み
t・・・セラミック層及び圧電層の厚み
Claims (8)
- 複数のセラミック層からなるセラミック基板の主面に、一対の電極が圧電層を挟持してなる変位素子が複数設けられた積層圧電体において、前記セラミック層及び前記圧電層の厚みがそれぞれ50μm以下、全体厚みが100μm以下、該全体厚みの面内バラツキが10%以下であることを特徴とする積層圧電体。
- 前記電極の厚みが0.5〜5μmであることを特徴とする請求項1記載の積層圧電体。
- 前記セラミック層及び前記圧電層の厚みがそれぞれ5〜15μm、全体厚みが20〜60μmであることを特徴とする請求項1又は2記載の積層圧電体。
- 平均粒径が1μm以下の圧電セラミック粉体と有機バインダ成分を混合し、テープ成形用スラリーを作製する混合工程と、該混合工程で得られたテープ成形用スラリーを用いて、テープ成形を行ってグリーンシートを形成する成形工程と、該成形工程で得られたグリーンシートを加圧する加圧工程と、該加圧工程で得られたグリーンシートに電極を塗布した後、該グリーンシートを積層して積層成形体を得る積層工程と、該積層工程で得られた積層成形体を焼成する焼成工程を具備することを特徴とする積層圧電体の製造方法。
- 前記加圧工程において、ロール加圧法、平面加圧法、静水圧加圧法の少なくとも1種の方法を用いて加圧することを特徴とする請求項4記載の積層圧電体の製造方法。
- 前記加圧工程における加圧圧力が10〜100MPaであることを特徴とする請求項4又は5記載の積層圧電体の製造方法。
- 前記加圧工程における加圧温度が0〜300℃であることを特徴とする請求項4乃至6のいずれかに記載の積層圧電体の製造方法。
- 前記加圧工程で得られたグリーンシートの厚みバラツキが15%以下であることを特徴とする請求項4乃至7のいずれかに記載の積層圧電体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002303547A JP2004140193A (ja) | 2002-10-17 | 2002-10-17 | 積層圧電体及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002303547A JP2004140193A (ja) | 2002-10-17 | 2002-10-17 | 積層圧電体及びその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005095002A Division JP2005223354A (ja) | 2005-03-29 | 2005-03-29 | 積層圧電体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004140193A true JP2004140193A (ja) | 2004-05-13 |
| JP2004140193A5 JP2004140193A5 (ja) | 2005-09-15 |
Family
ID=32451291
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002303547A Pending JP2004140193A (ja) | 2002-10-17 | 2002-10-17 | 積層圧電体及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004140193A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110025168A1 (en) * | 2009-07-28 | 2011-02-03 | Canon Kabushiki Kaisha | Vibrating body and vibration wave actuator |
| KR101352778B1 (ko) | 2012-10-08 | 2014-01-22 | 한국전기연구원 | 입자 배향된 nkn계 압전체의 제조방법 |
-
2002
- 2002-10-17 JP JP2002303547A patent/JP2004140193A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110025168A1 (en) * | 2009-07-28 | 2011-02-03 | Canon Kabushiki Kaisha | Vibrating body and vibration wave actuator |
| US8941290B2 (en) * | 2009-07-28 | 2015-01-27 | Canon Kabushiki Kaisha | Vibrating body and vibration wave actuator |
| KR101352778B1 (ko) | 2012-10-08 | 2014-01-22 | 한국전기연구원 | 입자 배향된 nkn계 압전체의 제조방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7722164B2 (en) | Piezoelectric actuator, method of manufacturing the same, and inkjet recording head | |
| GB2392550A (en) | Laminated piezoelectric element | |
| JP4812244B2 (ja) | 印刷ヘッド | |
| JP2005022909A (ja) | グリーンシートおよびその製造方法、並びに積層圧電体、圧電アクチュエータおよびインクジェット記録ヘッド | |
| US7882635B2 (en) | Method for producing ink-jet head and ink-jet head | |
| CN100418769C (zh) | 压电陶瓷、促动器及其制造方法、印刷头及喷墨打印机 | |
| JP2006187188A (ja) | 圧電アクチュエータ及び液体吐出装置 | |
| JP2004140193A (ja) | 積層圧電体及びその製造方法 | |
| JP2007268838A (ja) | インクジェットヘッド | |
| JP2005223354A (ja) | 積層圧電体の製造方法 | |
| JP2007290374A (ja) | 印刷ヘッドの製造方法および印刷ヘッド | |
| JP4307161B2 (ja) | 印刷ヘッド及び電子機器 | |
| JP4303997B2 (ja) | 圧電アクチュエータおよびこれを備えたインクジェット記録ヘッド | |
| JP5096659B2 (ja) | 圧電アクチュエータおよび印刷ヘッド | |
| JP4989019B2 (ja) | セラミックス基板、圧電アクチュエータ基板、圧電アクチュエータおよびこれらの製造方法 | |
| JP4330374B2 (ja) | 圧電アクチュエータおよびインクジェット記録ヘッド | |
| US5962955A (en) | Piezoelectric device and method for fabricating the same, and ink jet printer head and method for fabricating the same | |
| JP2005154207A (ja) | グリーンシート、積層成形体、積層基板及びその製造方法 | |
| CN101070005B (zh) | 促动器及其制造方法以及打印头 | |
| JP2004152911A (ja) | アクチュエータ及び印刷ヘッド | |
| JP2006173249A (ja) | 圧電アクチュエータ及びその製造方法並びに液体吐出ヘッド | |
| JP2004082542A (ja) | アクチュエータ及び印刷ヘッド並びにプリンタ | |
| US6097412A (en) | Ink jet printer head and method for fabricating the same including a piezoelectric device with a multilayer body having a pair of high rigidity plates provided on the side walls | |
| JP2005159042A (ja) | 圧電アクチュエータ及び液体噴出装置 | |
| US20070048439A1 (en) | Method Of Producing Film And Method Of Producing Ink-Jet Head |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050329 |