JP2004018031A - テープによる結束機 - Google Patents
テープによる結束機 Download PDFInfo
- Publication number
- JP2004018031A JP2004018031A JP2002176035A JP2002176035A JP2004018031A JP 2004018031 A JP2004018031 A JP 2004018031A JP 2002176035 A JP2002176035 A JP 2002176035A JP 2002176035 A JP2002176035 A JP 2002176035A JP 2004018031 A JP2004018031 A JP 2004018031A
- Authority
- JP
- Japan
- Prior art keywords
- loop
- tape
- regulating plate
- plate
- longitudinal direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Basic Packing Technique (AREA)
Abstract
【課題】テープによる結束機において、滑走案内板に沿ってテープを滑走させずにループを形成する。
【解決手段】予め形成される小ループLを拡大させて大ループLを形成するループ膨張タイプにおいて、ループ形状を外側から規制する規制板8に多数の吸気孔83を設けて空気吸引し、大ループを確実に形成する。ループ膨張タイプにおける規制板8は、テープTを滑走させるという意味合いが少なく、単に、ループ形成の最終段階でループ形状を規制できれば十分である。ループL自体が形状保持性を持っており、空気吸引力としては弱くても良い。
【選択図】 図3
【解決手段】予め形成される小ループLを拡大させて大ループLを形成するループ膨張タイプにおいて、ループ形状を外側から規制する規制板8に多数の吸気孔83を設けて空気吸引し、大ループを確実に形成する。ループ膨張タイプにおける規制板8は、テープTを滑走させるという意味合いが少なく、単に、ループ形成の最終段階でループ形状を規制できれば十分である。ループL自体が形状保持性を持っており、空気吸引力としては弱くても良い。
【選択図】 図3
Description
【0001】
【発明の属する分野】
この発明は、紙幣,各種カード及び封筒等を多数重ね合わせたものや、ねぎ等の野菜及び配線等を多数束ねたものからなる被結束物に、紙等からなるテープを巻回して結束するテープによる結束機に関するものである。
【0002】
【従来の技術】
この種のテープによる結束機では、被結束物を包囲するテープによるループを縮小して被結束物を結束するが、ループ形成の仕方によって2つのタイプに分かれる。
第1のタイプとして、テープ先端からアーチ状の滑走案内板に沿ってテープを滑走させることにより滑走案内板に沿う所定の大きさのループを形成するテープ滑走タイプがある。
【0003】
このテープ滑走タイプの結束機において、ループ形成過程のテープの屈曲落下を防止するために、滑走案内板に吸気孔を設けて空気吸引することで、滑走するテープを滑走案内板に沿わせることが提案されている(特開昭50−95097号公報参照)。
しかしながら、特開昭50−95097号公報の装置は、薄手で腰のない(剛性の低い)テープには適用できない。
【0004】
というのは、テープ先端から滑走案内面に沿って滑走させてループを形成するには、テープ自体にかなりの腰が要求されるのに対して、滑走案内面からの空気吸引によって、薄くて非常に軽量なテープに腰を与えることは非常に困難であるからである。また、軽量なテープは空気吸引されると、滑走案内面に容易に吸着されてしまい、滑走不能に陥るからである。
一方、第2のタイプとして、テープの端部に形成した小ループをテープの送出により膨らませて、アーチ状の規制板によって所定の大きさのループ形状に規制するループ膨張タイプがある。
【0005】
ループ膨張タイプでは、テープを予めループ状としており、このようにループ状のテープは比較的腰があるので、垂れ下がり等を起こし難い。
しかしながら、このループ膨張タイプの結束機においても、薄手の剛性のないテープが用いられる場合には、大ループへと拡大する際に、風等の影響で、ループの頂部が垂れ下がり、大ループを形成できなくなることがある。
そこで、本願発明者は、特開平4−114819号公報の結束機を案出した。この結束機では、ループ膨張タイプにおいて、大ループを形成するときにループの頂部のみのテープを空気吸引し、テープの垂れ下がりを防止する。
【0006】
【発明が解決しようとする課題】
しかしながら、鋭意研究の結果、特開平4−114819号公報の装置では、例えば、規制板のアーチ形状を大きく設定する場合等において、ループ形成がままならないことがあり、汎用性の点で問題があることが判明した。
この発明は、上記問題点に鑑みてなされたものであり、種々の条件にかかわらず確実にループ形成ができるという点で汎用性が高い、テープによる結束機を提供することを目的とする。
【0007】
【課題を解決するための手段及び発明の効果】
上記目的を達成するため、本発明は、テープロールから繰り出されたテープの端部に形成されるループを所定の大きさに拡大し、拡大されたループ内に配置された被結束物を結束するべくループを縮小させるためのテープ走行機構と、被結束物を載置することのできるテーブルと、このテーブルに形成されたテープ通過溝と、このテープ通過溝の上方に設けられ、ループを拡大するときに、ループ形状をループの外側から規制する規制面を有するアーチ状の規制板と、この規制板の長手方向の概ね全域に配置される吸気孔と、規制板の背面により一部が区画される負圧室と、吸気孔を通してテープを吸引するための負圧を負圧室内に発生させるために、負圧室内の空気を排気口を通して外部へ排出する排気ファンとを備えることを特徴とするものである。
【0008】
本発明では、小ループから大ループへと膨らませるときに、ループの全体をほぼ均一な空気吸引力で吸引しながら、テープの湾曲落下を防止しつつ規制板に沿うように確実に膨らませることができる。
従来のテープ滑走タイプでは、テープが確実に滑走案内板に沿って滑走しなければループ形成ができず、テープの屈曲落下の防止のために滑走案内板から空気吸引するとテープ滑走の妨げとなる。
【0009】
これに対して、本発明では、予め形成されたループを膨らませるループ膨張タイプであり、ループ自体が自己のループ形状を保持できる特性を持っているので、この形状保持特性を補助できる程度の弱い空気吸引力でも十分である。したがって、ループ形成過程で規制板にテープが貼りついてしまうようなことがない。また、規制板はループ形成の最終段階でループの形状を規定できれば十分であり、ループ形成過程で必ずしもテープに接触する必要がなく、この点からも、弱い空気吸引力で十分であり、テープの送出が妨げられることもない。
【0010】
また、万一、膨らまされたテープによるループの頂部が垂れ下がるような場合には、ループが偏平となり、アーチ状の規制板の両下部に接触する。その結果、規制板の下部から上部に向けて順次にテープが吸着され、次第に負圧を高めながらループの頂部が規制板に空気吸引され、垂れ下がりが自然に解消される。
上記規制板の長手方向の概ね全域に多数の吸気孔が分散状に配置されていても良い。また、上記吸気孔として、上記規制板の長手方向の概ね全域に上記長手方向に沿って長いスリットが設けられていても良い。スリットであれば、例えば板金の打ち抜きにより安価且つ容易に形成することができる。
【0011】
また、上記吸気孔は規制板の長手方向の領域に応じてその吸引面積を異ならせていても良い。例えば、ループの頂部に対応する規制板の領域では垂れ下がりの防止のために相対的に吸引面積を大きくし、アーチ状の規制板の両側の脚部分に相当する領域では相対的に吸引面積を小さくしてテープ走行に与える影響を少なくすることが考えられる。
【0012】
【発明の好ましい実施の形態】
本発明の好ましい実施の形態を添付図面を参照しつつ説明する。
図1は本発明の一実施の形態としてのテープによる結束機の要部を示している。図1を参照して、本テープによる結束機は、結束機本体1と、側面視でアーチ形状をなす案内枠ユニット2とを組み合わせて構成される。
結束機本体1の上面には、被結束物A(図3C参照)を載置するためのテーブル3が設けられる。このテーブル3には、左右方向に延びる長尺のテープ通過溝4が形成されている。
【0013】
案内枠ユニット2は、相対向する前板5及び後板6と、これら前板5及び後板6間を連結するアーチ状をなす長尺のウェブ7と、テープ通過溝3の長手方向の一対の端部から延びるアーチ状の規制板8とを備える。
また、案内枠ユニット2は、ウェブ7の第1の端部71、規制板8の第1の端部81、前板5及び後板6を連結する底板9を備える。また、案内枠ユニット2は、ウェブ7の第2の端部72から底板10、側板11、底板12及び側板13を順次に連ねて備えており、これらの板10〜13も前板5及び後板6間を連結している。規制板8の第2の端部82は側板13から所定量迫りだしている。
【0014】
案内枠ユニット2の前板5、後板6、ウェブ7、規制板8、底板9、底板10、側板11、底板12及び側板13によって案内枠ユニット2の内部に負圧室14が区画されている。底板9及び底板12はテーブル3の上面と面一となる。ウェブ7の第2の端部72には負圧室14内の空気を外部に排出するための例えば円形の排気口15が形成されている。負圧室14内には、この排気口15に臨む態様にて排気ファン16が収容されている。後板6は排気ファン16が収容される箇所に対応して後方へ膨出されており、これに応じてウェブ7の第2の端部72も幅広とされている。
【0015】
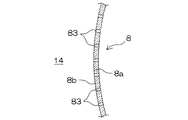
図2を参照して、規制板8の長手方向の概ね全域には、負圧室14に通ずる多数の吸気孔83が分散状に配置されている。規制板8は、テープTによるループL(図3A及び図3B参照)が拡大されるときに、ループLの形状を規制するための規制面8aとこれの反対側の面である背面8b(図2参照)とを有しており、背面8bにより負圧室14の一部が区画されている。
負圧室14内の排気ファン16は、負圧室14内の空気を排気口73を通して外部へ排出することにより、吸気孔83を通してテープTを吸引するための負圧を負圧室14内に発生させる。
【0016】
再び図1を参照して、テーブル2の下方には、テープTの送り出しおよび引き戻しを行うテープ走行機構17が設けられている。このテープ走行機構17は、ゴムローラからなる送出ローラ18および結束ローラ19を有している。送出ローラ18は正回転(時計回り)するように駆動制御されており、巻反部としてのテープロール20のテープTを規制板8の第1の端部81へ向けて送り出す際に使用される。また、結束ローラ19は送出ローラ18に対して逆回転(反時計回りに回転)するように駆動制御されている。
【0017】
送出ローラ18および結束ローラ19の直上には、それぞれ金属製の従動ローラ21,22が配置されている。これら従動ローラ21,22は、対応する送出ローラ18および結束ローラ19に対して交互に当接するように、結束機本体1の側板によって支持されている。即ち、テープロール20のテープTを送り出す場合は、送出ローラ18と従動ローラ21とが当接する。このとき、従動ローラ22は結束ローラ19から離れている。
【0018】
テープTを被結束物Aの周囲に引き締めて結束する場合には、上記状態とは逆になって、結束ローラ19と従動ローラ22とが互いに当接し、送出ローラ18と従動ローラ21とが互いに離れることになる。
その他、本結束機が備える機構としては、図3A〜図3Fを参照して、被結束物Aの下面を受けると共に、第1のクランプ部材24との間でテープTの先端を把持する前後進退自在な受け板23と、受け板23の下面との間にテープTの重合部分を挟持する第2のクランプ部材25と、受け板23の下面において重合されたテープTを加熱押圧する加熱押圧部26と、熱融着後のテープTの全幅を切断するカッタ27等が配置されている。また、テープの先端を挟持して反転することにより、テープによる小さいループL(図3A参照)を形成するための可動挟持具28が設けられている。
【0019】
次いで、結束動作について図3A〜図3Fを参照して説明する。
まず、図3Aに示すように、テープTの先端を挟持した可動挟持具28が反転することにより、テープ端部に小さいループLが形成される。
次いで、図3Bに示すように、送出ローラ18および従動ローラ21によってテープTが送出され、ループLを膨張させて、規制板8の規制面8aに沿う所定の大きさのループLを形成する。
【0020】
ループLの拡大過程において、規制板8に分散する多数の吸気孔83を介してループL全体をほぼ均一な空気吸引力で吸引しながら、テープTの湾曲落下を防止しつつ規制板8に沿うように確実に膨らませることができる。
従来のテープ滑走タイプでは、テープが確実に滑走案内板に沿って滑走しなければループ形成ができず、テープの屈曲落下の防止のために滑走案内板から空気吸引するとテープ滑走の妨げとなる。
【0021】
これに対して、本実施の形態では、予め形成されたループLを膨らませるループ膨張タイプであり、ループL自体が自己のループ形状を保持できる特性を持っているので、この形状保持特性を補助できる程度の弱い空気吸引力でも十分である。したがって、ループ形成過程で規制板8にテープが貼りついてしまうようなことがない。また、規制板8はループ形成の最終段階でループの形状を規定できれば十分であり、ループ形成過程で必ずしもテープTに接触する必要がなく、この点からも、弱い空気吸引力で十分であり、テープTの送出が妨げられることもない。
【0022】
ループLがある程度以上大きくなると、例えば図4Aに示すように、ループLの頂部LAが垂れ下がり気味となり、ループLが偏平になる傾向があるが、本実施の形態では、偏平となったループLがアーチ状の規制板8の両下部に相当する第1及び第2の端部81,82に接触する。その結果、規制板8の下部から上部に向けて順次にテープTが吸着され、次第に負圧を高めながらループLの頂部LAが規制板8に空気吸引され、図4Bに示すようにループLの頂部LAの垂れ下がりが自然に解消されるわけである。
【0023】
そして、膨張により所定の大きさのループLが形成された時点で、図3Cに示すように、テープTの先端部が、受け板23の下面と、進出した第1クランプ部材24との間に挟持され止定される。この状態で、図3Cに示すように、溝へ進出している受け板23の上面に被結束物Aを載置する。
これにより、受け板23上に被結束物Aが載置されたことが、例えば通過溝3内に設けられた光センサ等の検知手段により検知され、テープTを逆走させてループLの絞り込みを開始する。ユーザーが載置後に載置完了のスイッチを押すようにし、このスイッチの押下に伴って、ループの絞り込みを開始するようにしても良い。
【0024】
次いで、図3Dに示すように、結束ローラ19によってテープTが引き戻され、ループLが縮小される。ループLがさらに縮小されると、図3Eに示すようにテープTが被結束物Aの周囲を密な状態で取り囲む。その後、テープTの先端部およびテープTの巻き終わり部を重合させて受け板23の下面と第2クランプ部材25との間にクランプする。
次いで、図3Fに示すように、カッタ27付の加熱押圧部26がテープTの重合部分TAを受け板23の下面に押圧しながら加熱して重合部分を熱融着させると共に、カッタ27によってテープTが切断し、その後、受け板23が退避して、結束が完了する。
【0025】
以上のように、本実施の形態によれば、予め形成される小ループを拡大させて大ループを形成するループ膨張タイプにおいて、ループ形状を外側から規制する規制板8に多数の吸気孔83を設けて空気吸引し、大ループを確実に形成することができる。
すなわち、従来のテープ滑走タイプでは、滑走案内板に沿ってテープを滑走させなければならないループを形成できない。しかるに、テープの屈曲落下を防止できるだけの空気吸引力でテープを空気吸引すると、テープが滑走案内面に吸着されて滑走不能になるという不具合があった。
【0026】
これに対して、本実施の形態のようなループ膨張タイプにおける規制板8は、テープTを滑走させるという意味合いが少なく、単に、ループ形成の最終段階でループ形状を規制できれば十分である。ループL自体が形状保持性を持っていることと相まって、空気吸引力としては弱くても良く、したがって、テープ滑走タイプのような不具合は生じない。
なお、上記の実施の形態においては、図2に示すように、吸気孔83は規制板8の幅方向(結束機本体1の前後方向に相当)にも分散しているが、展開図である図5に示すように規制板の8の幅方向の中央部及びその近傍のみに配置しても良い。
【0027】
また、図6に示すように、吸気孔として、規制板8の長手方向の概ね全域に上記長手方向に沿って長いスリット84を設けることもできる。スリット84であれば、例えば板金の打ち抜きにより安価且つ容易に形成することができる。
また、スリット84は規制板8の長手方向の概ね全域にわたる長尺のものを1本設けるようにしても良いし、複数のスリット84を規制板8の長手方向に並べて配置するようにしても良い。
【0028】
スリット84は規制板84の幅方向の中央部に1列であっても良いし、複数の列をなすようにしても良い。
また、上記各実施の形態において、規制板8の長手方向の領域に応じて吸気孔83やスリット84の吸引面積を異ならせるようにしても良い。例えば、規制板8の展開図である図7に示すように、ループLの頂部LAに対応する規制板8の領域では、垂れ下がりの防止のためにスリット84の幅を相対的に広くして吸引面積を大きくし、アーチ状の規制板8の第1及び第2の端部81,82近傍の領域(アーチの脚部分に相当する領域)では、スリット84の幅を相対的に狭くして吸引面積を小さくしテープ走行に与える影響を少なくすることができる。なお、テープTの導入側となる規制板8の端部81近傍の領域のみでスリット84の溝幅を狭くするようにしても良い。
【0029】
また、図1の実施の形態では、排気ファン16をテープロール20が配置される側である結束機本体1の左側部分にレイアウトしたが、これに限らず、結束機本体1の右側部分にレイアウトすることも可能である。
その他、本発明は上記各実施の形態に限定されるものではなく、本発明の特許請求の範囲で種々の変更を施すことができる。
【図面の簡単な説明】
【図1】本発明の一実施の形態のテープによる結束装置の概略構成を示す模式的斜視図である。
【図2】テープによるループの形状を規制するための規制板の断面図である。
【図3】図3A〜図3Fは結束工程を順次に示す結束機の模式的正面図である。
【図4】図4A及び図4Bはループ頂部の垂れ下がりが生じても自然に解消される様子を説明するための模式図である。
【図5】本発明の別の実施の形態の規制板の概略展開図である。
【図6】本発明の別の実施の形態のテープによる結束機の概略構成を示す模式的斜視図である。
【図7】本発明の別の実施の形態の規制板の概略展開図である。
【符号の説明】
1 結束機本体
2 案内枠ユニット
3 テーブル
4 テープ通過溝
5 前板
6 後板
7 ウェブ
8 規制板
8a 規制面
8b 背面
9,10,12 底板
11,13 側板
14 負圧室
15 排気口
16 排気ファン
17 テープ走行機構
18 送出ローラ
19 結束ローラ
21,22 従属ローラ
23 受け板
24 第1のクランプ部材
25 第2のクランプ部材
26 加熱押圧部
27 カッタ
28 可動挟持具
71,81 第1の端部
72,82 第2の端部
83 吸気孔
84 スリット(吸気孔)
T テープ
TA 重合部分
L ループ
LA 頂部
【発明の属する分野】
この発明は、紙幣,各種カード及び封筒等を多数重ね合わせたものや、ねぎ等の野菜及び配線等を多数束ねたものからなる被結束物に、紙等からなるテープを巻回して結束するテープによる結束機に関するものである。
【0002】
【従来の技術】
この種のテープによる結束機では、被結束物を包囲するテープによるループを縮小して被結束物を結束するが、ループ形成の仕方によって2つのタイプに分かれる。
第1のタイプとして、テープ先端からアーチ状の滑走案内板に沿ってテープを滑走させることにより滑走案内板に沿う所定の大きさのループを形成するテープ滑走タイプがある。
【0003】
このテープ滑走タイプの結束機において、ループ形成過程のテープの屈曲落下を防止するために、滑走案内板に吸気孔を設けて空気吸引することで、滑走するテープを滑走案内板に沿わせることが提案されている(特開昭50−95097号公報参照)。
しかしながら、特開昭50−95097号公報の装置は、薄手で腰のない(剛性の低い)テープには適用できない。
【0004】
というのは、テープ先端から滑走案内面に沿って滑走させてループを形成するには、テープ自体にかなりの腰が要求されるのに対して、滑走案内面からの空気吸引によって、薄くて非常に軽量なテープに腰を与えることは非常に困難であるからである。また、軽量なテープは空気吸引されると、滑走案内面に容易に吸着されてしまい、滑走不能に陥るからである。
一方、第2のタイプとして、テープの端部に形成した小ループをテープの送出により膨らませて、アーチ状の規制板によって所定の大きさのループ形状に規制するループ膨張タイプがある。
【0005】
ループ膨張タイプでは、テープを予めループ状としており、このようにループ状のテープは比較的腰があるので、垂れ下がり等を起こし難い。
しかしながら、このループ膨張タイプの結束機においても、薄手の剛性のないテープが用いられる場合には、大ループへと拡大する際に、風等の影響で、ループの頂部が垂れ下がり、大ループを形成できなくなることがある。
そこで、本願発明者は、特開平4−114819号公報の結束機を案出した。この結束機では、ループ膨張タイプにおいて、大ループを形成するときにループの頂部のみのテープを空気吸引し、テープの垂れ下がりを防止する。
【0006】
【発明が解決しようとする課題】
しかしながら、鋭意研究の結果、特開平4−114819号公報の装置では、例えば、規制板のアーチ形状を大きく設定する場合等において、ループ形成がままならないことがあり、汎用性の点で問題があることが判明した。
この発明は、上記問題点に鑑みてなされたものであり、種々の条件にかかわらず確実にループ形成ができるという点で汎用性が高い、テープによる結束機を提供することを目的とする。
【0007】
【課題を解決するための手段及び発明の効果】
上記目的を達成するため、本発明は、テープロールから繰り出されたテープの端部に形成されるループを所定の大きさに拡大し、拡大されたループ内に配置された被結束物を結束するべくループを縮小させるためのテープ走行機構と、被結束物を載置することのできるテーブルと、このテーブルに形成されたテープ通過溝と、このテープ通過溝の上方に設けられ、ループを拡大するときに、ループ形状をループの外側から規制する規制面を有するアーチ状の規制板と、この規制板の長手方向の概ね全域に配置される吸気孔と、規制板の背面により一部が区画される負圧室と、吸気孔を通してテープを吸引するための負圧を負圧室内に発生させるために、負圧室内の空気を排気口を通して外部へ排出する排気ファンとを備えることを特徴とするものである。
【0008】
本発明では、小ループから大ループへと膨らませるときに、ループの全体をほぼ均一な空気吸引力で吸引しながら、テープの湾曲落下を防止しつつ規制板に沿うように確実に膨らませることができる。
従来のテープ滑走タイプでは、テープが確実に滑走案内板に沿って滑走しなければループ形成ができず、テープの屈曲落下の防止のために滑走案内板から空気吸引するとテープ滑走の妨げとなる。
【0009】
これに対して、本発明では、予め形成されたループを膨らませるループ膨張タイプであり、ループ自体が自己のループ形状を保持できる特性を持っているので、この形状保持特性を補助できる程度の弱い空気吸引力でも十分である。したがって、ループ形成過程で規制板にテープが貼りついてしまうようなことがない。また、規制板はループ形成の最終段階でループの形状を規定できれば十分であり、ループ形成過程で必ずしもテープに接触する必要がなく、この点からも、弱い空気吸引力で十分であり、テープの送出が妨げられることもない。
【0010】
また、万一、膨らまされたテープによるループの頂部が垂れ下がるような場合には、ループが偏平となり、アーチ状の規制板の両下部に接触する。その結果、規制板の下部から上部に向けて順次にテープが吸着され、次第に負圧を高めながらループの頂部が規制板に空気吸引され、垂れ下がりが自然に解消される。
上記規制板の長手方向の概ね全域に多数の吸気孔が分散状に配置されていても良い。また、上記吸気孔として、上記規制板の長手方向の概ね全域に上記長手方向に沿って長いスリットが設けられていても良い。スリットであれば、例えば板金の打ち抜きにより安価且つ容易に形成することができる。
【0011】
また、上記吸気孔は規制板の長手方向の領域に応じてその吸引面積を異ならせていても良い。例えば、ループの頂部に対応する規制板の領域では垂れ下がりの防止のために相対的に吸引面積を大きくし、アーチ状の規制板の両側の脚部分に相当する領域では相対的に吸引面積を小さくしてテープ走行に与える影響を少なくすることが考えられる。
【0012】
【発明の好ましい実施の形態】
本発明の好ましい実施の形態を添付図面を参照しつつ説明する。
図1は本発明の一実施の形態としてのテープによる結束機の要部を示している。図1を参照して、本テープによる結束機は、結束機本体1と、側面視でアーチ形状をなす案内枠ユニット2とを組み合わせて構成される。
結束機本体1の上面には、被結束物A(図3C参照)を載置するためのテーブル3が設けられる。このテーブル3には、左右方向に延びる長尺のテープ通過溝4が形成されている。
【0013】
案内枠ユニット2は、相対向する前板5及び後板6と、これら前板5及び後板6間を連結するアーチ状をなす長尺のウェブ7と、テープ通過溝3の長手方向の一対の端部から延びるアーチ状の規制板8とを備える。
また、案内枠ユニット2は、ウェブ7の第1の端部71、規制板8の第1の端部81、前板5及び後板6を連結する底板9を備える。また、案内枠ユニット2は、ウェブ7の第2の端部72から底板10、側板11、底板12及び側板13を順次に連ねて備えており、これらの板10〜13も前板5及び後板6間を連結している。規制板8の第2の端部82は側板13から所定量迫りだしている。
【0014】
案内枠ユニット2の前板5、後板6、ウェブ7、規制板8、底板9、底板10、側板11、底板12及び側板13によって案内枠ユニット2の内部に負圧室14が区画されている。底板9及び底板12はテーブル3の上面と面一となる。ウェブ7の第2の端部72には負圧室14内の空気を外部に排出するための例えば円形の排気口15が形成されている。負圧室14内には、この排気口15に臨む態様にて排気ファン16が収容されている。後板6は排気ファン16が収容される箇所に対応して後方へ膨出されており、これに応じてウェブ7の第2の端部72も幅広とされている。
【0015】
図2を参照して、規制板8の長手方向の概ね全域には、負圧室14に通ずる多数の吸気孔83が分散状に配置されている。規制板8は、テープTによるループL(図3A及び図3B参照)が拡大されるときに、ループLの形状を規制するための規制面8aとこれの反対側の面である背面8b(図2参照)とを有しており、背面8bにより負圧室14の一部が区画されている。
負圧室14内の排気ファン16は、負圧室14内の空気を排気口73を通して外部へ排出することにより、吸気孔83を通してテープTを吸引するための負圧を負圧室14内に発生させる。
【0016】
再び図1を参照して、テーブル2の下方には、テープTの送り出しおよび引き戻しを行うテープ走行機構17が設けられている。このテープ走行機構17は、ゴムローラからなる送出ローラ18および結束ローラ19を有している。送出ローラ18は正回転(時計回り)するように駆動制御されており、巻反部としてのテープロール20のテープTを規制板8の第1の端部81へ向けて送り出す際に使用される。また、結束ローラ19は送出ローラ18に対して逆回転(反時計回りに回転)するように駆動制御されている。
【0017】
送出ローラ18および結束ローラ19の直上には、それぞれ金属製の従動ローラ21,22が配置されている。これら従動ローラ21,22は、対応する送出ローラ18および結束ローラ19に対して交互に当接するように、結束機本体1の側板によって支持されている。即ち、テープロール20のテープTを送り出す場合は、送出ローラ18と従動ローラ21とが当接する。このとき、従動ローラ22は結束ローラ19から離れている。
【0018】
テープTを被結束物Aの周囲に引き締めて結束する場合には、上記状態とは逆になって、結束ローラ19と従動ローラ22とが互いに当接し、送出ローラ18と従動ローラ21とが互いに離れることになる。
その他、本結束機が備える機構としては、図3A〜図3Fを参照して、被結束物Aの下面を受けると共に、第1のクランプ部材24との間でテープTの先端を把持する前後進退自在な受け板23と、受け板23の下面との間にテープTの重合部分を挟持する第2のクランプ部材25と、受け板23の下面において重合されたテープTを加熱押圧する加熱押圧部26と、熱融着後のテープTの全幅を切断するカッタ27等が配置されている。また、テープの先端を挟持して反転することにより、テープによる小さいループL(図3A参照)を形成するための可動挟持具28が設けられている。
【0019】
次いで、結束動作について図3A〜図3Fを参照して説明する。
まず、図3Aに示すように、テープTの先端を挟持した可動挟持具28が反転することにより、テープ端部に小さいループLが形成される。
次いで、図3Bに示すように、送出ローラ18および従動ローラ21によってテープTが送出され、ループLを膨張させて、規制板8の規制面8aに沿う所定の大きさのループLを形成する。
【0020】
ループLの拡大過程において、規制板8に分散する多数の吸気孔83を介してループL全体をほぼ均一な空気吸引力で吸引しながら、テープTの湾曲落下を防止しつつ規制板8に沿うように確実に膨らませることができる。
従来のテープ滑走タイプでは、テープが確実に滑走案内板に沿って滑走しなければループ形成ができず、テープの屈曲落下の防止のために滑走案内板から空気吸引するとテープ滑走の妨げとなる。
【0021】
これに対して、本実施の形態では、予め形成されたループLを膨らませるループ膨張タイプであり、ループL自体が自己のループ形状を保持できる特性を持っているので、この形状保持特性を補助できる程度の弱い空気吸引力でも十分である。したがって、ループ形成過程で規制板8にテープが貼りついてしまうようなことがない。また、規制板8はループ形成の最終段階でループの形状を規定できれば十分であり、ループ形成過程で必ずしもテープTに接触する必要がなく、この点からも、弱い空気吸引力で十分であり、テープTの送出が妨げられることもない。
【0022】
ループLがある程度以上大きくなると、例えば図4Aに示すように、ループLの頂部LAが垂れ下がり気味となり、ループLが偏平になる傾向があるが、本実施の形態では、偏平となったループLがアーチ状の規制板8の両下部に相当する第1及び第2の端部81,82に接触する。その結果、規制板8の下部から上部に向けて順次にテープTが吸着され、次第に負圧を高めながらループLの頂部LAが規制板8に空気吸引され、図4Bに示すようにループLの頂部LAの垂れ下がりが自然に解消されるわけである。
【0023】
そして、膨張により所定の大きさのループLが形成された時点で、図3Cに示すように、テープTの先端部が、受け板23の下面と、進出した第1クランプ部材24との間に挟持され止定される。この状態で、図3Cに示すように、溝へ進出している受け板23の上面に被結束物Aを載置する。
これにより、受け板23上に被結束物Aが載置されたことが、例えば通過溝3内に設けられた光センサ等の検知手段により検知され、テープTを逆走させてループLの絞り込みを開始する。ユーザーが載置後に載置完了のスイッチを押すようにし、このスイッチの押下に伴って、ループの絞り込みを開始するようにしても良い。
【0024】
次いで、図3Dに示すように、結束ローラ19によってテープTが引き戻され、ループLが縮小される。ループLがさらに縮小されると、図3Eに示すようにテープTが被結束物Aの周囲を密な状態で取り囲む。その後、テープTの先端部およびテープTの巻き終わり部を重合させて受け板23の下面と第2クランプ部材25との間にクランプする。
次いで、図3Fに示すように、カッタ27付の加熱押圧部26がテープTの重合部分TAを受け板23の下面に押圧しながら加熱して重合部分を熱融着させると共に、カッタ27によってテープTが切断し、その後、受け板23が退避して、結束が完了する。
【0025】
以上のように、本実施の形態によれば、予め形成される小ループを拡大させて大ループを形成するループ膨張タイプにおいて、ループ形状を外側から規制する規制板8に多数の吸気孔83を設けて空気吸引し、大ループを確実に形成することができる。
すなわち、従来のテープ滑走タイプでは、滑走案内板に沿ってテープを滑走させなければならないループを形成できない。しかるに、テープの屈曲落下を防止できるだけの空気吸引力でテープを空気吸引すると、テープが滑走案内面に吸着されて滑走不能になるという不具合があった。
【0026】
これに対して、本実施の形態のようなループ膨張タイプにおける規制板8は、テープTを滑走させるという意味合いが少なく、単に、ループ形成の最終段階でループ形状を規制できれば十分である。ループL自体が形状保持性を持っていることと相まって、空気吸引力としては弱くても良く、したがって、テープ滑走タイプのような不具合は生じない。
なお、上記の実施の形態においては、図2に示すように、吸気孔83は規制板8の幅方向(結束機本体1の前後方向に相当)にも分散しているが、展開図である図5に示すように規制板の8の幅方向の中央部及びその近傍のみに配置しても良い。
【0027】
また、図6に示すように、吸気孔として、規制板8の長手方向の概ね全域に上記長手方向に沿って長いスリット84を設けることもできる。スリット84であれば、例えば板金の打ち抜きにより安価且つ容易に形成することができる。
また、スリット84は規制板8の長手方向の概ね全域にわたる長尺のものを1本設けるようにしても良いし、複数のスリット84を規制板8の長手方向に並べて配置するようにしても良い。
【0028】
スリット84は規制板84の幅方向の中央部に1列であっても良いし、複数の列をなすようにしても良い。
また、上記各実施の形態において、規制板8の長手方向の領域に応じて吸気孔83やスリット84の吸引面積を異ならせるようにしても良い。例えば、規制板8の展開図である図7に示すように、ループLの頂部LAに対応する規制板8の領域では、垂れ下がりの防止のためにスリット84の幅を相対的に広くして吸引面積を大きくし、アーチ状の規制板8の第1及び第2の端部81,82近傍の領域(アーチの脚部分に相当する領域)では、スリット84の幅を相対的に狭くして吸引面積を小さくしテープ走行に与える影響を少なくすることができる。なお、テープTの導入側となる規制板8の端部81近傍の領域のみでスリット84の溝幅を狭くするようにしても良い。
【0029】
また、図1の実施の形態では、排気ファン16をテープロール20が配置される側である結束機本体1の左側部分にレイアウトしたが、これに限らず、結束機本体1の右側部分にレイアウトすることも可能である。
その他、本発明は上記各実施の形態に限定されるものではなく、本発明の特許請求の範囲で種々の変更を施すことができる。
【図面の簡単な説明】
【図1】本発明の一実施の形態のテープによる結束装置の概略構成を示す模式的斜視図である。
【図2】テープによるループの形状を規制するための規制板の断面図である。
【図3】図3A〜図3Fは結束工程を順次に示す結束機の模式的正面図である。
【図4】図4A及び図4Bはループ頂部の垂れ下がりが生じても自然に解消される様子を説明するための模式図である。
【図5】本発明の別の実施の形態の規制板の概略展開図である。
【図6】本発明の別の実施の形態のテープによる結束機の概略構成を示す模式的斜視図である。
【図7】本発明の別の実施の形態の規制板の概略展開図である。
【符号の説明】
1 結束機本体
2 案内枠ユニット
3 テーブル
4 テープ通過溝
5 前板
6 後板
7 ウェブ
8 規制板
8a 規制面
8b 背面
9,10,12 底板
11,13 側板
14 負圧室
15 排気口
16 排気ファン
17 テープ走行機構
18 送出ローラ
19 結束ローラ
21,22 従属ローラ
23 受け板
24 第1のクランプ部材
25 第2のクランプ部材
26 加熱押圧部
27 カッタ
28 可動挟持具
71,81 第1の端部
72,82 第2の端部
83 吸気孔
84 スリット(吸気孔)
T テープ
TA 重合部分
L ループ
LA 頂部
Claims (4)
- テープロールから繰り出されたテープの端部に形成されるループを所定の大きさに拡大し、拡大されたループ内に配置された被結束物を結束するべくループを縮小させるためのテープ走行機構と、
被結束物を載置することのできるテーブルと、
このテーブルに形成されたテープ通過溝と、
このテープ通過溝の上方に設けられ、ループを拡大するときに、ループ形状をループの外側から規制する規制面を有するアーチ状の規制板と、
この規制板の長手方向の概ね全域に配置される吸気孔と、
規制板の背面により一部が区画される負圧室と、
吸気孔を通してテープを吸引するための負圧を負圧室内に発生させるために、負圧室内の空気を排気口を通して外部へ排出する排気ファンとを備えることを特徴とするテープによる結束機。 - 請求項1において、上記規制板の長手方向の概ね全域に多数の吸気孔が分散状に配置されることを特徴とするテープによる結束機。
- 請求項1において、上記吸気孔として、上記規制板の長手方向の概ね全域に上記長手方向に沿って長いスリットが設けられることを特徴とするテープによる結束機。
- 請求項1,2又は3において、上記吸気孔は規制板の長手方向の領域に応じてその吸引面積を異ならせていることを特徴とするテープによる結束機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002176035A JP2004018031A (ja) | 2002-06-17 | 2002-06-17 | テープによる結束機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002176035A JP2004018031A (ja) | 2002-06-17 | 2002-06-17 | テープによる結束機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004018031A true JP2004018031A (ja) | 2004-01-22 |
Family
ID=31174511
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002176035A Pending JP2004018031A (ja) | 2002-06-17 | 2002-06-17 | テープによる結束機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004018031A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009173336A (ja) * | 2007-12-28 | 2009-08-06 | Taiyo Seiki Kk | テープ結束装置 |
| CN106355750A (zh) * | 2016-10-25 | 2017-01-25 | 浙江维融电子科技股份有限公司 | 一种扎把模块的压钞机构 |
| CN106800104A (zh) * | 2017-03-10 | 2017-06-06 | 上海古鳌电子科技股份有限公司 | 一种高速扎把斗 |
-
2002
- 2002-06-17 JP JP2002176035A patent/JP2004018031A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009173336A (ja) * | 2007-12-28 | 2009-08-06 | Taiyo Seiki Kk | テープ結束装置 |
| CN106355750A (zh) * | 2016-10-25 | 2017-01-25 | 浙江维融电子科技股份有限公司 | 一种扎把模块的压钞机构 |
| CN106800104A (zh) * | 2017-03-10 | 2017-06-06 | 上海古鳌电子科技股份有限公司 | 一种高速扎把斗 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2526184B2 (ja) | シ―ト材の積重ね兼移送装置及び方法 | |
| JPS6223655B2 (ja) | ||
| JP2003020006A (ja) | テープによる結束機 | |
| JP2018039167A (ja) | 内袋形成・取付装置、内袋形成装置、及び、内袋形成方法 | |
| EP0666360B1 (en) | A method and an apparatus for feeding a laundry article to a laundry processing apparatus | |
| EP1634832A3 (de) | Druckmaschine mit wenigstens einem Druckwerk, einem Falzapparat mit einem Falztrichter und wenigstens einer Wende- und Mischstufe | |
| JP2004018031A (ja) | テープによる結束機 | |
| JP3083342B2 (ja) | 紐ループ形成・維持・引き締めの方法および装置 | |
| JP3519705B2 (ja) | テープによる結束機 | |
| US20030177880A1 (en) | Cutter system for multi size photographic prints | |
| JP2008143600A (ja) | シート供給装置およびこれを用いたシート包装機 | |
| JP2005298185A (ja) | 用紙後処理装置および画像形成装置 | |
| JP2992568B2 (ja) | テープによる結束装置 | |
| JP2564818Y2 (ja) | 自動包装機の耳折り装置 | |
| JP2003235753A (ja) | ティッシュペーパー等の積層体及びその製造方法 | |
| JP2010076446A (ja) | 印刷製品を製造する方法ならびに装置 | |
| CN109774241A (zh) | 一种带有插底功能的制袋机 | |
| JP2004066688A (ja) | 塗膜転写具 | |
| JP2007062798A (ja) | 包装体および包装装置 | |
| US7002612B2 (en) | Paper cutter and thermal printer | |
| JPH0349806B2 (ja) | ||
| JP2005231204A (ja) | 製袋機 | |
| JP2007320688A (ja) | 中折り冊子の搬送装置 | |
| JPH0440880Y2 (ja) | ||
| JPH0656055U (ja) | シート折り畳み装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040819 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20040831 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20050106 |