ES2956463T3 - Películas multicapa que tienen al menos tres capas, y métodos para producir las mismas - Google Patents
Películas multicapa que tienen al menos tres capas, y métodos para producir las mismas Download PDFInfo
- Publication number
- ES2956463T3 ES2956463T3 ES20760667T ES20760667T ES2956463T3 ES 2956463 T3 ES2956463 T3 ES 2956463T3 ES 20760667 T ES20760667 T ES 20760667T ES 20760667 T ES20760667 T ES 20760667T ES 2956463 T3 ES2956463 T3 ES 2956463T3
- Authority
- ES
- Spain
- Prior art keywords
- weight
- polyethylene
- layer
- density
- multilayer film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 86
- -1 polyethylene Polymers 0.000 claims abstract description 351
- 229920000573 polyethylene Polymers 0.000 claims abstract description 296
- 239000004698 Polyethylene Substances 0.000 claims abstract description 291
- 239000000203 mixture Substances 0.000 claims abstract description 201
- 229920000098 polyolefin Polymers 0.000 claims abstract description 35
- 238000010828 elution Methods 0.000 claims description 70
- 229920001684 low density polyethylene Polymers 0.000 claims description 60
- 239000004702 low-density polyethylene Substances 0.000 claims description 60
- 229920000092 linear low density polyethylene Polymers 0.000 claims description 51
- 239000004707 linear low-density polyethylene Substances 0.000 claims description 50
- 229920001903 high density polyethylene Polymers 0.000 claims description 49
- 239000004700 high-density polyethylene Substances 0.000 claims description 48
- 238000009826 distribution Methods 0.000 claims description 24
- 238000004458 analytical method Methods 0.000 claims description 18
- 238000002844 melting Methods 0.000 claims description 12
- 230000008018 melting Effects 0.000 claims description 12
- 239000000155 melt Substances 0.000 abstract description 24
- 239000010410 layer Substances 0.000 description 355
- 239000012792 core layer Substances 0.000 description 84
- 239000003054 catalyst Substances 0.000 description 73
- 229920000642 polymer Polymers 0.000 description 48
- 230000000052 comparative effect Effects 0.000 description 47
- 239000000463 material Substances 0.000 description 43
- 239000002904 solvent Substances 0.000 description 42
- 125000004432 carbon atom Chemical group C* 0.000 description 41
- 238000012360 testing method Methods 0.000 description 36
- 239000000523 sample Substances 0.000 description 31
- 238000006243 chemical reaction Methods 0.000 description 30
- 238000006116 polymerization reaction Methods 0.000 description 25
- 125000001183 hydrocarbyl group Chemical group 0.000 description 24
- 239000000178 monomer Substances 0.000 description 24
- 230000008569 process Effects 0.000 description 24
- 125000005842 heteroatom Chemical group 0.000 description 23
- 239000000126 substance Substances 0.000 description 21
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 20
- 239000005977 Ethylene Substances 0.000 description 20
- 125000000217 alkyl group Chemical group 0.000 description 19
- 125000003118 aryl group Chemical group 0.000 description 19
- 229910052799 carbon Inorganic materials 0.000 description 19
- 239000011347 resin Substances 0.000 description 18
- 229920005989 resin Polymers 0.000 description 18
- 239000000654 additive Substances 0.000 description 16
- 229920001179 medium density polyethylene Polymers 0.000 description 16
- 239000004701 medium-density polyethylene Substances 0.000 description 16
- 239000004952 Polyamide Substances 0.000 description 15
- 230000002902 bimodal effect Effects 0.000 description 15
- 229910052739 hydrogen Inorganic materials 0.000 description 15
- 239000001257 hydrogen Substances 0.000 description 15
- 229920002647 polyamide Polymers 0.000 description 15
- 238000001125 extrusion Methods 0.000 description 14
- 238000005227 gel permeation chromatography Methods 0.000 description 14
- 239000004215 Carbon black (E152) Substances 0.000 description 13
- 229930195733 hydrocarbon Natural products 0.000 description 13
- 239000003446 ligand Substances 0.000 description 13
- 150000003254 radicals Chemical class 0.000 description 13
- 238000010998 test method Methods 0.000 description 13
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 12
- 238000002347 injection Methods 0.000 description 12
- 239000007924 injection Substances 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 12
- 230000004913 activation Effects 0.000 description 11
- 229910020008 S(O) Inorganic materials 0.000 description 10
- 150000001875 compounds Chemical class 0.000 description 10
- DIOQZVSQGTUSAI-UHFFFAOYSA-N decane Chemical compound CCCCCCCCCC DIOQZVSQGTUSAI-UHFFFAOYSA-N 0.000 description 10
- 125000001424 substituent group Chemical group 0.000 description 10
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 9
- 125000002947 alkylene group Chemical group 0.000 description 9
- 125000004122 cyclic group Chemical group 0.000 description 9
- 238000005259 measurement Methods 0.000 description 9
- 239000000243 solution Substances 0.000 description 9
- 150000001721 carbon Chemical group 0.000 description 8
- 125000001072 heteroaryl group Chemical group 0.000 description 8
- 238000000518 rheometry Methods 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 239000003963 antioxidant agent Substances 0.000 description 7
- 229920001577 copolymer Polymers 0.000 description 7
- 125000000753 cycloalkyl group Chemical group 0.000 description 7
- 238000002474 experimental method Methods 0.000 description 7
- 230000000704 physical effect Effects 0.000 description 7
- 229920006395 saturated elastomer Polymers 0.000 description 7
- RFFLAFLAYFXFSW-UHFFFAOYSA-N 1,2-dichlorobenzene Chemical compound ClC1=CC=CC=C1Cl RFFLAFLAYFXFSW-UHFFFAOYSA-N 0.000 description 6
- UORVGPXVDQYIDP-UHFFFAOYSA-N borane Chemical compound B UORVGPXVDQYIDP-UHFFFAOYSA-N 0.000 description 6
- 125000003636 chemical group Chemical group 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 6
- 229910052757 nitrogen Inorganic materials 0.000 description 6
- 239000002356 single layer Substances 0.000 description 6
- 230000006641 stabilisation Effects 0.000 description 6
- 238000011105 stabilization Methods 0.000 description 6
- PBKONEOXTCPAFI-UHFFFAOYSA-N 1,2,4-trichlorobenzene Chemical compound ClC1=CC=C(Cl)C(Cl)=C1 PBKONEOXTCPAFI-UHFFFAOYSA-N 0.000 description 5
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 5
- 239000002841 Lewis acid Substances 0.000 description 5
- 239000012190 activator Substances 0.000 description 5
- 125000004429 atom Chemical group 0.000 description 5
- 230000004888 barrier function Effects 0.000 description 5
- 229910052804 chromium Inorganic materials 0.000 description 5
- 239000011651 chromium Substances 0.000 description 5
- 238000002425 crystallisation Methods 0.000 description 5
- 230000008025 crystallization Effects 0.000 description 5
- 238000005516 engineering process Methods 0.000 description 5
- 125000000592 heterocycloalkyl group Chemical group 0.000 description 5
- 229920001519 homopolymer Polymers 0.000 description 5
- 150000007517 lewis acids Chemical class 0.000 description 5
- 239000012968 metallocene catalyst Substances 0.000 description 5
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 5
- 229910052760 oxygen Inorganic materials 0.000 description 5
- OBAJXDYVZBHCGT-UHFFFAOYSA-N tris(pentafluorophenyl)borane Chemical compound FC1=C(F)C(F)=C(F)C(F)=C1B(C=1C(=C(F)C(F)=C(F)C=1F)F)C1=C(F)C(F)=C(F)C(F)=C1F OBAJXDYVZBHCGT-UHFFFAOYSA-N 0.000 description 5
- 125000006659 (C1-C20) hydrocarbyl group Chemical group 0.000 description 4
- 239000004594 Masterbatch (MB) Substances 0.000 description 4
- 239000004793 Polystyrene Substances 0.000 description 4
- 239000007983 Tris buffer Substances 0.000 description 4
- 239000011954 Ziegler–Natta catalyst Substances 0.000 description 4
- 239000012790 adhesive layer Substances 0.000 description 4
- 239000011203 carbon fibre reinforced carbon Substances 0.000 description 4
- 230000003197 catalytic effect Effects 0.000 description 4
- 229910021482 group 13 metal Inorganic materials 0.000 description 4
- 229910052736 halogen Inorganic materials 0.000 description 4
- 150000002367 halogens Chemical class 0.000 description 4
- 125000000743 hydrocarbylene group Chemical group 0.000 description 4
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 4
- CBFCDTFDPHXCNY-UHFFFAOYSA-N icosane Chemical compound CCCCCCCCCCCCCCCCCCCC CBFCDTFDPHXCNY-UHFFFAOYSA-N 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 230000014759 maintenance of location Effects 0.000 description 4
- 239000003550 marker Substances 0.000 description 4
- 150000002736 metal compounds Chemical class 0.000 description 4
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 4
- 230000007935 neutral effect Effects 0.000 description 4
- 125000003367 polycyclic group Chemical group 0.000 description 4
- 229920002223 polystyrene Polymers 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 4
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 239000012925 reference material Substances 0.000 description 4
- 239000003381 stabilizer Substances 0.000 description 4
- 229910052717 sulfur Inorganic materials 0.000 description 4
- 239000000725 suspension Substances 0.000 description 4
- 229920001862 ultra low molecular weight polyethylene Polymers 0.000 description 4
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 3
- 239000004322 Butylated hydroxytoluene Substances 0.000 description 3
- NLZUEZXRPGMBCV-UHFFFAOYSA-N Butylhydroxytoluene Chemical compound CC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 NLZUEZXRPGMBCV-UHFFFAOYSA-N 0.000 description 3
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 3
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 3
- JKIJEFPNVSHHEI-UHFFFAOYSA-N Phenol, 2,4-bis(1,1-dimethylethyl)-, phosphite (3:1) Chemical compound CC(C)(C)C1=CC(C(C)(C)C)=CC=C1OP(OC=1C(=CC(=CC=1)C(C)(C)C)C(C)(C)C)OC1=CC=C(C(C)(C)C)C=C1C(C)(C)C JKIJEFPNVSHHEI-UHFFFAOYSA-N 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 229910010413 TiO 2 Inorganic materials 0.000 description 3
- BGYHLZZASRKEJE-UHFFFAOYSA-N [3-[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxy]-2,2-bis[3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoyloxymethyl]propyl] 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CC(C)(C)C1=C(O)C(C(C)(C)C)=CC(CCC(=O)OCC(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)(COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)COC(=O)CCC=2C=C(C(O)=C(C=2)C(C)(C)C)C(C)(C)C)=C1 BGYHLZZASRKEJE-UHFFFAOYSA-N 0.000 description 3
- 238000009835 boiling Methods 0.000 description 3
- 229910000085 borane Inorganic materials 0.000 description 3
- 229910052796 boron Inorganic materials 0.000 description 3
- 229940095259 butylated hydroxytoluene Drugs 0.000 description 3
- 235000010354 butylated hydroxytoluene Nutrition 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 3
- 239000003153 chemical reaction reagent Substances 0.000 description 3
- 230000001143 conditioned effect Effects 0.000 description 3
- 239000002826 coolant Substances 0.000 description 3
- 230000009849 deactivation Effects 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 125000000524 functional group Chemical group 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 125000004404 heteroalkyl group Chemical group 0.000 description 3
- 150000002431 hydrogen Chemical class 0.000 description 3
- 238000010348 incorporation Methods 0.000 description 3
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 3
- 238000012417 linear regression Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000002808 molecular sieve Substances 0.000 description 3
- SSDSCDGVMJFTEQ-UHFFFAOYSA-N octadecyl 3-(3,5-ditert-butyl-4-hydroxyphenyl)propanoate Chemical compound CCCCCCCCCCCCCCCCCCOC(=O)CCC1=CC(C(C)(C)C)=C(O)C(C(C)(C)C)=C1 SSDSCDGVMJFTEQ-UHFFFAOYSA-N 0.000 description 3
- 125000000951 phenoxy group Chemical group [H]C1=C([H])C([H])=C(O*)C([H])=C1[H] 0.000 description 3
- 229920005638 polyethylene monopolymer Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000000746 purification Methods 0.000 description 3
- 239000000700 radioactive tracer Substances 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000004064 recycling Methods 0.000 description 3
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 description 3
- 230000003068 static effect Effects 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229910052726 zirconium Inorganic materials 0.000 description 3
- QXALIERKYGCHHA-UHFFFAOYSA-N (2,3,4,5,6-pentafluorophenyl)borane Chemical compound BC1=C(F)C(F)=C(F)C(F)=C1F QXALIERKYGCHHA-UHFFFAOYSA-N 0.000 description 2
- 125000000008 (C1-C10) alkyl group Chemical group 0.000 description 2
- 125000003837 (C1-C20) alkyl group Chemical group 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- 229920013665 Ampacet Polymers 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000006057 Non-nutritive feed additive Substances 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- SMEGJBVQLJJKKX-HOTMZDKISA-N [(2R,3S,4S,5R,6R)-5-acetyloxy-3,4,6-trihydroxyoxan-2-yl]methyl acetate Chemical compound CC(=O)OC[C@@H]1[C@H]([C@@H]([C@H]([C@@H](O1)O)OC(=O)C)O)O SMEGJBVQLJJKKX-HOTMZDKISA-N 0.000 description 2
- CKUAXEQHGKSLHN-UHFFFAOYSA-N [C].[N] Chemical group [C].[N] CKUAXEQHGKSLHN-UHFFFAOYSA-N 0.000 description 2
- JXBAVRIYDKLCOE-UHFFFAOYSA-N [C].[P] Chemical group [C].[P] JXBAVRIYDKLCOE-UHFFFAOYSA-N 0.000 description 2
- 125000002015 acyclic group Chemical group 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 125000005234 alkyl aluminium group Chemical group 0.000 description 2
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical group [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- 238000000149 argon plasma sintering Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 125000002993 cycloalkylene group Chemical group 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000009977 dual effect Effects 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- 238000005194 fractionation Methods 0.000 description 2
- 150000004820 halides Chemical class 0.000 description 2
- 125000005843 halogen group Chemical group 0.000 description 2
- 125000004474 heteroalkylene group Chemical group 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- QLNAVQRIWDRPHA-UHFFFAOYSA-N iminophosphane Chemical compound P=N QLNAVQRIWDRPHA-UHFFFAOYSA-N 0.000 description 2
- 239000011256 inorganic filler Substances 0.000 description 2
- 229910003475 inorganic filler Inorganic materials 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- 229920004889 linear high-density polyethylene Polymers 0.000 description 2
- 125000005647 linker group Chemical group 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 125000002950 monocyclic group Chemical group 0.000 description 2
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 2
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 230000003534 oscillatory effect Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- 230000010363 phase shift Effects 0.000 description 2
- YNPNZTXNASCQKK-UHFFFAOYSA-N phenanthrene Chemical compound C1=CC=C2C3=CC=CC=C3C=CC2=C1 YNPNZTXNASCQKK-UHFFFAOYSA-N 0.000 description 2
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000010926 purge Methods 0.000 description 2
- 125000006413 ring segment Chemical group 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 125000000547 substituted alkyl group Chemical group 0.000 description 2
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 2
- 125000002023 trifluoromethyl group Chemical group FC(F)(F)* 0.000 description 2
- 125000006702 (C1-C18) alkyl group Chemical group 0.000 description 1
- 125000006747 (C2-C10) heterocycloalkyl group Chemical group 0.000 description 1
- 125000006736 (C6-C20) aryl group Chemical group 0.000 description 1
- 125000003626 1,2,4-triazol-1-yl group Chemical group [*]N1N=C([H])N=C1[H] 0.000 description 1
- DYEQHQNRKZJUCT-UHFFFAOYSA-N 1,2-dimethylidenecyclohexane Chemical compound C=C1CCCCC1=C DYEQHQNRKZJUCT-UHFFFAOYSA-N 0.000 description 1
- XBJHZEUYCYYCLK-UHFFFAOYSA-N 1,2-dimethylidenecyclopentane Chemical compound C=C1CCCC1=C XBJHZEUYCYYCLK-UHFFFAOYSA-N 0.000 description 1
- 125000004509 1,3,4-oxadiazol-2-yl group Chemical group O1C(=NN=C1)* 0.000 description 1
- 125000004521 1,3,4-thiadiazol-2-yl group Chemical group S1C(=NN=C1)* 0.000 description 1
- 125000004173 1-benzimidazolyl group Chemical group [H]C1=NC2=C([H])C([H])=C([H])C([H])=C2N1* 0.000 description 1
- 125000004214 1-pyrrolidinyl group Chemical group [H]C1([H])N(*)C([H])([H])C([H])([H])C1([H])[H] 0.000 description 1
- YBYIRNPNPLQARY-UHFFFAOYSA-N 1H-indene Natural products C1=CC=C2CC=CC2=C1 YBYIRNPNPLQARY-UHFFFAOYSA-N 0.000 description 1
- WEOIMVGRKQBCKD-UHFFFAOYSA-N 2,3-dimethylidenebicyclo[2.2.2]octane Chemical compound C1CC2CCC1C(=C)C2=C WEOIMVGRKQBCKD-UHFFFAOYSA-N 0.000 description 1
- NMXLXQGHBSPIDR-UHFFFAOYSA-N 2-(2-methylpropyl)oxaluminane Chemical compound CC(C)C[Al]1CCCCO1 NMXLXQGHBSPIDR-UHFFFAOYSA-N 0.000 description 1
- AQZWEFBJYQSQEH-UHFFFAOYSA-N 2-methyloxaluminane Chemical compound C[Al]1CCCCO1 AQZWEFBJYQSQEH-UHFFFAOYSA-N 0.000 description 1
- 125000000175 2-thienyl group Chemical group S1C([*])=C([H])C([H])=C1[H] 0.000 description 1
- 125000003682 3-furyl group Chemical group O1C([H])=C([*])C([H])=C1[H] 0.000 description 1
- XOGYKECMMMACIU-UHFFFAOYSA-N 7,7-dimethyl-2,3-dimethylidenebicyclo[2.2.1]heptane Chemical compound C1CC2C(=C)C(=C)C1C2(C)C XOGYKECMMMACIU-UHFFFAOYSA-N 0.000 description 1
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical group [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 1
- 239000004604 Blowing Agent Substances 0.000 description 1
- BTBUEUYNUDRHOZ-UHFFFAOYSA-N Borate Chemical compound [O-]B([O-])[O-] BTBUEUYNUDRHOZ-UHFFFAOYSA-N 0.000 description 1
- CPELXLSAUQHCOX-UHFFFAOYSA-M Bromide Chemical compound [Br-] CPELXLSAUQHCOX-UHFFFAOYSA-M 0.000 description 1
- WKBOTKDWSSQWDR-UHFFFAOYSA-N Bromine atom Chemical group [Br] WKBOTKDWSSQWDR-UHFFFAOYSA-N 0.000 description 1
- 229920003313 Bynel® Polymers 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- 239000004713 Cyclic olefin copolymer Substances 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- 229920000034 Plastomer Polymers 0.000 description 1
- YZCKVEUIGOORGS-IGMARMGPSA-N Protium Chemical compound [1H] YZCKVEUIGOORGS-IGMARMGPSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229920006097 Ultramide® Polymers 0.000 description 1
- 229920010346 Very Low Density Polyethylene (VLDPE) Polymers 0.000 description 1
- 238000000333 X-ray scattering Methods 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 125000004559 acridin-9-yl group Chemical group C1=CC=CC2=NC3=CC=CC=C3C(=C12)* 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 239000002671 adjuvant Substances 0.000 description 1
- 125000005037 alkyl phenyl group Chemical group 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 239000003429 antifungal agent Substances 0.000 description 1
- 229940121375 antifungal agent Drugs 0.000 description 1
- 239000004599 antimicrobial Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 125000000732 arylene group Chemical group 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 125000004266 aziridin-1-yl group Chemical group [H]C1([H])N(*)C1([H])[H] 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 125000002619 bicyclic group Chemical group 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 150000001639 boron compounds Chemical class 0.000 description 1
- 238000006758 bulk electrolysis reaction Methods 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 238000011088 calibration curve Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 125000001309 chloro group Chemical group Cl* 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 125000001995 cyclobutyl group Chemical group [H]C1([H])C([H])([H])C([H])(*)C1([H])[H] 0.000 description 1
- 125000000582 cycloheptyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 1
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 1
- 125000006547 cyclononyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C([H])([H])C1([H])[H] 0.000 description 1
- 125000000640 cyclooctyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C([H])([H])C1([H])[H] 0.000 description 1
- 125000001511 cyclopentyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C1([H])[H] 0.000 description 1
- 125000001559 cyclopropyl group Chemical group [H]C1([H])C([H])([H])C1([H])* 0.000 description 1
- 238000013480 data collection Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 238000001739 density measurement Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 125000004639 dihydroindenyl group Chemical group C1(CCC2=CC=CC=C12)* 0.000 description 1
- 238000007580 dry-mixing Methods 0.000 description 1
- 238000001941 electron spectroscopy Methods 0.000 description 1
- 239000003623 enhancer Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 125000000816 ethylene group Chemical group [H]C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 230000007717 exclusion Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 238000009459 flexible packaging Methods 0.000 description 1
- 125000003983 fluorenyl group Chemical group C1(=CC=CC=2C3=CC=CC=C3CC12)* 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 125000001153 fluoro group Chemical group F* 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 150000004678 hydrides Chemical class 0.000 description 1
- XMBWDFGMSWQBCA-UHFFFAOYSA-N hydrogen iodide Chemical compound I XMBWDFGMSWQBCA-UHFFFAOYSA-N 0.000 description 1
- 230000003301 hydrolyzing effect Effects 0.000 description 1
- 238000009863 impact test Methods 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 125000003427 indacenyl group Chemical group 0.000 description 1
- 125000003454 indenyl group Chemical group C1(C=CC2=CC=CC=C12)* 0.000 description 1
- 125000000593 indol-1-yl group Chemical group [H]C1=C([H])C([H])=C2N([*])C([H])=C([H])C2=C1[H] 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 229910052740 iodine Inorganic materials 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- 125000004254 isoquinolin-1-yl group Chemical group [H]C1=C([H])C2=C([H])C([H])=C([H])C([H])=C2C(*)=N1 0.000 description 1
- 125000004501 isothiazol-5-yl group Chemical group S1N=CC=C1* 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 229920001912 maleic anhydride grafted polyethylene Polymers 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000012803 melt mixture Substances 0.000 description 1
- CPOFMOWDMVWCLF-UHFFFAOYSA-N methyl(oxo)alumane Chemical compound C[Al]=O CPOFMOWDMVWCLF-UHFFFAOYSA-N 0.000 description 1
- 125000004573 morpholin-4-yl group Chemical group N1(CCOCC1)* 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000001280 n-hexyl group Chemical group C(CCCCC)* 0.000 description 1
- VFLWKHBYVIUAMP-UHFFFAOYSA-N n-methyl-n-octadecyloctadecan-1-amine Chemical compound CCCCCCCCCCCCCCCCCCN(C)CCCCCCCCCCCCCCCCCC VFLWKHBYVIUAMP-UHFFFAOYSA-N 0.000 description 1
- 125000000740 n-pentyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000001624 naphthyl group Chemical group 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 239000003605 opacifier Substances 0.000 description 1
- 125000003145 oxazol-4-yl group Chemical group O1C=NC(=C1)* 0.000 description 1
- 125000004274 oxetan-2-yl group Chemical group [H]C1([H])OC([H])(*)C1([H])[H] 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- NFHFRUOZVGFOOS-UHFFFAOYSA-N palladium;triphenylphosphane Chemical compound [Pd].C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1.C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 NFHFRUOZVGFOOS-UHFFFAOYSA-N 0.000 description 1
- 125000000538 pentafluorophenyl group Chemical group FC1=C(F)C(F)=C(*)C(F)=C1F 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920005630 polypropylene random copolymer Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 229920001384 propylene homopolymer Polymers 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 125000004307 pyrazin-2-yl group Chemical group [H]C1=C([H])N=C(*)C([H])=N1 0.000 description 1
- 125000004353 pyrazol-1-yl group Chemical group [H]C1=NN(*)C([H])=C1[H] 0.000 description 1
- 125000000246 pyrimidin-2-yl group Chemical group [H]C1=NC(*)=NC([H])=C1[H] 0.000 description 1
- 125000004159 quinolin-2-yl group Chemical group [H]C1=C([H])C([H])=C2C([H])=C([H])C(*)=NC2=C1[H] 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 239000012744 reinforcing agent Substances 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000012748 slip agent Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000001370 static light scattering Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000010557 suspension polymerization reaction Methods 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 239000003760 tallow Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 125000001712 tetrahydronaphthyl group Chemical group C1(CCCC2=CC=CC=C12)* 0.000 description 1
- 125000004523 tetrazol-1-yl group Chemical group N1(N=NN=C1)* 0.000 description 1
- 125000004299 tetrazol-5-yl group Chemical group [H]N1N=NC(*)=N1 0.000 description 1
- 125000000437 thiazol-2-yl group Chemical group [H]C1=C([H])N=C(*)S1 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- WYXIGTJNYDDFFH-UHFFFAOYSA-Q triazanium;borate Chemical compound [NH4+].[NH4+].[NH4+].[O-]B([O-])[O-] WYXIGTJNYDDFFH-UHFFFAOYSA-Q 0.000 description 1
- 229940124543 ultraviolet light absorber Drugs 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
- B32B2307/5825—Tear resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/16—Applications used for films
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2207/00—Properties characterising the ingredient of the composition
- C08L2207/06—Properties of polyethylene
- C08L2207/066—LDPE (radical process)
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
Abstract
Las realizaciones de la presente divulgación están dirigidas a películas multicapa. Las realizaciones de las películas multicapa pueden incluir una primera capa que comprende una composición de polietileno que tiene una densidad de 0,924 g/cm3 a 0,936 g/cm3 y un índice de fusión (I2) de 0,25 g/10 minutos a 2,0 g/10 minutos, una segunda capa que comprende una primera poliolefina, una tercera capa que comprende una segunda poliolefina. La primera capa puede estar situada entre la segunda capa y la tercera capa. La primera poliolefina y la segunda poliolefina pueden ser iguales o diferentes. (Traducción automática con Google Translate, sin valor legal)
Description
DESCRIPCIÓN
Películas multicapa que tienen al menos tres capas, y métodos para producir las mismas
Referencia cruzada a solicitudes relacionadas
Esta solicitud reivindica la prioridad de la solicitud de patente provisional de Estados Unidos n.° US-62/883.469, presentada el 6 de agosto de 2019, y la solicitud de patente provisional de Estados Unidos n.° US-62/883.467, presentada el 6 de agosto de 2019.
Campo técnico
Las realizaciones descritas en la presente memoria, generalmente se refieren a películas multicapa, y específicamente se refieren a películas multicapa que incluyen polietileno.
Antecedentes
La mejora de la sostenibilidad es un objetivo para los fabricantes de películas multicapa que incluyen polietileno. Por lo tanto, es beneficioso para películas poliméricas monocapa y multicapa, que pueden incluir películas sopladas o moldeadas, demostrar tenacidad, al tiempo que permitan reducir costes de material, por ejemplo, en la reducción del espesor (es decir, utilizando espesores más finos de película), o reduciendo o eliminando materiales relativamente caros, tales como poliamidas. El documento WO 2018/172510 A1 se refiere a películas multicapa poliméricas de barrera orientada, especialmente películas que tengan una baja tasa de transmisión de oxígeno. El documento EP 2106421 A1 se refiere al polímero de polietileno de densidad media multimodal y a las películas que comprenden dicho MDPE multimodal.
Sumario
En las películas multicapa convencionales, la inclusión de una capa central de poliamida en estructuras de película multicapa puede presentar un equilibrio deseable de las propiedades de la película entre el dardo y el módulo de la película. Sin embargo, la incorporación de la capa central de poliamida puede aumentar la complejidad del proceso, aumentar la complejidad de la estructura de la película, producir películas multicapa no reciclables, y aumentar los costes de material. Sin embargo, típicamente, sin incorporar una capa central de poliamida, los intentos de mejorar el módulo mediante la modificación de la película, pueden resultar en una pérdida de dardo, mientras que los intentos de mejorar el dardo, típicamente dan como resultado una pérdida de módulo. De forma adicional, a menudo es difícil obtener películas poliméricas que tengan la suficiente tenacidad, y permitiendo al mismo tiempo reducir los costes de material mediante la reducción del espesor.
Por lo tanto, existen necesidades de películas multicapa que exhiban propiedades físicas, tales como caída de dardo/bolsa, punción, desgarro y resistencia a la deformación por fluencia, que cumplan con los requisitos del cliente y de la industria. En algunas realizaciones, estas películas multicapa aún pueden mantener propiedades físicas que cumplan con los requisitos del cliente y de la industria, incluso con espesores reducidos, o incluso sin una capa central de poliamida.
Las realizaciones de la presente descripción satisfacen esas necesidades en varias realizaciones, al proporcionar películas multicapa que incluyen al menos tres capas que proporcionan un equilibrio de propiedades de rigidez y abuso (p. ej., dardo, energía de punción, desgarro). Dichas películas multicapa pueden incluir una composición de polietileno en una capa central, que exhibe un equilibrio mejorado de tenacidad y resistencia a la deformación por fluencia. Además, cuando se reduce el espesor total de la multicapa que incluye una composición de polietileno en una capa central, la película multicapa aún puede presentar un equilibrio mejorado de tenacidad y de resistencia a la deformación por fluencia en comparación con las películas multicapa convencionales.
En un aspecto de la presente invención, se proporciona una película multicapa. Las realizaciones de la película multicapa incluyen una primera capa que comprende una composición de polietileno, una segunda capa que comprende una primera poliolefina, y una tercera capa que comprende una segunda poliolefina. La primera capa se coloca entre la segunda capa y la tercera capa. La primera poliolefina y la segunda poliolefina son iguales o diferentes en composición. La composición de polietileno incluye (a) una primera fracción de polietileno que tiene un único pico en un intervalo de temperatura de 45 °C a 87 °C en un perfil de elución mediante un método de análisis de distribución mejorada de composición de comonómero (iCCD), en donde un área de la primera fracción de polietileno es un área en el perfil de elución por debajo del único pico de la primera fracción de polietileno entre 45 °C y 87 °C; y (b) una segunda fracción de polietileno que tiene un único pico en un intervalo de temperatura de 95 °C a 120 °C en el perfil de elución mediante el método de análisis iCCD, y en donde un área de la segunda fracción de polietileno es un área en el perfil de elución por debajo del único pico de la segunda fracción de polietileno entre 95 °C y 120 °C; en donde la composición de polietileno tiene una densidad de 0,924 g/cm3 a 0,936 g/cm3, y un índice de fusión (I2) de 0,25 g/10 minutos a 2,0 g/10 minutos, en donde el área de la primera fracción de polietileno comprende al menos el 40 % del área total del perfil de elución, en donde una relación del área de la primera fracción de polietileno al área de la segunda fracción de polietileno es de 0,75
a 2,5, y en donde la anchura del único pico de la segunda fracción de polietileno a un 50 por ciento de altura de pico, es menor de 5,0 °C.
Según al menos otra realización, se proporciona una película multicapa. Las realizaciones de la película multicapa pueden incluir una primera capa, una segunda capa que comprenda un primer polietileno lineal de baja densidad, que tenga una densidad de 0,910 a 0,936 g/cm3 , y una tercera capa que comprenda un segundo polietileno densidad de baja densidad, que tenga una densidad de 0,910 a 0,936 g/cm3. El primer polietileno lineal de baja densidad y el segundo polietileno lineal de baja densidad son iguales o diferentes en composición. La primera capa se coloca entre la segunda capa y la tercera capa. La primera capa puede incluir del 10 % en peso al 80 % en peso del peso total de la película multicapa. La primera capa incluye una composición de polietileno. La composición de polietileno incluye (a) una primera fracción de polietileno que tiene un único pico en un intervalo de temperatura de 45 °C a 87 °C en un perfil de elución mediante un método de análisis de distribución de composición de comonómero (iCCD), en donde un área de la primera fracción de polietileno es un área en el perfil de elución por debajo del único pico de la primera fracción de polietileno entre 45 °C y 87 °C; y (b) una segunda fracción de polietileno que tiene un único pico en un intervalo de temperatura de 95 °C a 120 °C en un perfil de elución mediante el método de análisis iCCD, y en donde un área de la segunda fracción de polietileno es un área en el perfil de elución por debajo del único pico de la segunda fracción de polietileno entre 95 °C y 120 °C; en donde la composición de polietileno tiene una densidad de 0,924 g/cm3 a 0,936 g/cm3 , y un índice de fusión (I2 ) de 0,25 g/10 minutos a 2,0 g/10 minutos, en donde el área de la primera fracción de polietileno comprende al menos el 40 % del área total del perfil de elución, en donde una relación del área de la primera fracción de polietileno al área de la segunda fracción de polietileno es de 0,75 a 2,5, y en donde la anchura del único pico de la segunda fracción de polietileno a un 50 por ciento de altura de pico, es menor de 5,0 °C.
Según al menos otra realización, se proporciona una película multicapa. Las realizaciones de la película multicapa incluyen una primera capa, una segunda capa y una tercera capa. La primera capa se coloca entre la segunda capa y la tercera capa. La primera capa puede incluir una composición de polietileno de alta densidad, que tenga una densidad de 0,940 g/cm3 a 0,970 g/cm3 cuando se mide según ASTM 742, y con una composición de polietileno según las reivindicaciones. La segunda capa puede incluir al menos el 50 % en peso de un primer polietileno lineal de baja densidad, con respecto al peso total de la segunda capa, teniendo el primer polietileno lineal de baja densidad una densidad de 0,910 g/cm3 de 0,936 g/cm3. La tercera capa puede incluir al menos el 50 % en peso de un segundo polietileno lineal de baja densidad, con respecto al peso total de la segunda capa, teniendo el segundo polietileno lineal de baja densidad una densidad de 0,910 g/cm3 de 0,936 g/cm3. El primer polietileno lineal de baja densidad y el segundo polietileno lineal de baja densidad pueden ser iguales o diferentes en composición. La composición de polietileno incluye (a) una primera fracción de polietileno que tiene un único pico en un intervalo de temperatura de 45 °C a 87 °C en un perfil de elución mediante un método de análisis de distribución mejorada de composición de comonómero (iCCD), en donde un área de la primera fracción de polietileno es un área en el perfil de elución por debajo del único pico de la primera fracción de polietileno entre 45 °C y 87 °C; y (b) una segunda fracción de polietileno que tiene un único pico en un intervalo de temperatura de 95 °C a 120 °C en el perfil de elución mediante el método de análisis iCCD, y en donde un área de la segunda fracción de polietileno es un área en el perfil de elución por debajo del único pico de la segunda fracción de polietileno entre 95 °C y 120 °C; en donde la composición de polietileno tiene una densidad de 0,924 g/cm3 a 0,936 g/cm3 , y un índice de fusión (I2) de 0,25 g/10 minutos a 2,0 g/10 minutos, en donde el área de la primera fracción de polietileno comprende al menos el 40 % del área total del perfil de elución, en donde una relación del área de la primera fracción de polietileno al área de la segunda fracción de polietileno es de 0,75 a 2,5, y en donde la anchura del único pico de la segunda fracción de polietileno a un 50 por ciento de altura de pico, es menor de 5,0 °C.
Según al menos otra realización, se proporciona una película multicapa. Las realizaciones de la película multicapa incluyen una primera capa, una segunda capa y una tercera capa. La primera capa se coloca entre la segunda capa y la tercera capa. La primera capa puede incluir un primer polietileno que tenga una densidad de 0,940 g/cm3 a 0,970 g/cm3, y una primera composición de polietileno que tenga una densidad de 0,924 g/cm3 a 0,936 g/cm3. La segunda capa puede incluir un segundo polietileno que tenga una densidad de 0,940 g/cm3 de 0,970 g/cm3, una primera composición de polietileno de baja densidad que tenga una densidad de 0,916 g/cm3 de 0,935 g/cm3, y una segunda composición de polietileno que tenga una densidad de 0,924 g/cm3 a 0,936 g/cm3. La tercera capa puede incluir una segunda composición de polietileno de baja densidad que tenga una densidad de 0,916 g/cm3 a 0,935 g/cm3, y una tercera composición de polietileno que tenga una densidad de 0,924 g/cm3 a 0,936 g/cm3. El primer polietileno y el segundo polietileno pueden ser iguales o diferentes en composición. El primer polietileno de baja densidad y el segundo polietileno de baja densidad pueden ser de composición igual o diferente. La primera composición de polietileno, la segunda composición de polietileno y la tercera composición de polietileno pueden ser iguales o diferentes en composición, y cada una incluir (a) una primera fracción de polietileno que tenga un único pico en un intervalo de temperatura de 45 °C a 87 °C en un perfil de elución mediante el método de análisis de distribución mejorada de la composición de comonómeros (iCCD), en donde un área de la primera fracción de polietileno sea un área en el perfil de elución por debajo del único pico de la primera fracción de polietileno entre 45 °C y 87 °C; y (b) una segunda fracción de polietileno que tiene un único pico en un intervalo de temperatura de 95 °C a 120 °C en el perfil de elución mediante el método de análisis iCCD, y en donde un área de la segunda fracción de polietileno es un área en el perfil de elución por debajo del único pico de la segunda fracción de polietileno entre 95 °C y 120 °C; en donde la composición de polietileno tiene una densidad de 0,924 g/cm3 a 0,936 g/cm3, y un índice de fusión (I2) de 0,25 g/10 minutos a 2,0 g/10 minutos, en donde el área de la primera fracción de polietileno comprende al menos el 40 % del área total del perfil de
elución, en donde una relación del área de la primera fracción de polietileno al área de la segunda fracción de polietileno es de 0,75 a 2,5, y en donde la anchura del único pico de la segunda fracción de polietileno a un 50 por ciento de altura de pico, es menor de 5,0 °C.
Estas y otras realizaciones se describen con más detalle en la siguiente descripción detallada junto con los dibujos adjuntos.
Breve descripción de los dibujos
La siguiente descripción detallada de realizaciones específicas de la presente descripción puede entenderse mejor cuando se lee junto con los siguientes dibujos, donde la estructura similar se indica con números de referencia similares y en los que:
La Figura 1 representa esquemáticamente un perfil de elución de iCCD, según una o más realizaciones descritas en la presente memoria;
La Figura 2 representa gráficamente el perfil de elución iCCD de una composición de polietileno del Ejemplo 1, según una o más realizaciones descritas en la presente memoria;
La Figura 3 representa esquemáticamente un sistema de reactor útil para producir polietileno, según una o más realizaciones descritas en el presente documento; y
La Figura 4 representa esquemáticamente otro sistema de reactor útil para producir polietileno, según una o más realizaciones descritas en el presente documento.
Descripción detallada
Ahora se describirán realizaciones específicas de la presente solicitud. Estas realizaciones se proporcionan de modo que esta descripción sea exhaustiva y completa, y transmita completamente el alcance de la materia objeto reivindicada a los expertos en la técnica.
Salvo que se indique lo contrario, implícito en el contexto o habitual en la técnica, todas las partes y valores porcentuales se basan en el peso, todas las temperaturas están en °C, y todos los métodos de prueba están actualizados a la fecha de presentación de esta descripción.
El término “ polímero” se refiere a un compuesto polimérico preparado polimerizando monómeros, ya sea de un mismo tipo o de un tipo diferente. El término genérico polímero abarca por tanto el término “ homopolímero” , que se refiere habitualmente a un polímero preparado a partir de solo un tipo de monómero, así como “ copolímero” , que se refiere a un polímero preparado a partir de dos o más monómeros diferentes. El término “ interpolímero” , como se utiliza en la presente memoria, se refiere a un polímero preparado mediante la polimerización de al menos dos tipos diferentes de monómeros. El término genérico interpolímero incluye por tanto un copolímero o polímero preparado a partir de más de dos tipos diferentes de monómeros, tales como terpolímeros.
“ Polietileno” o “ polímero a base de etileno” significará polímeros que comprenden más del 50 % en moles de unidades derivadas de monómero de etileno. Esto incluye homopolímeros o copolímeros a base de etileno (lo que significa unidades derivadas de dos o más comonómeros). Las formas comunes de polímeros a base de etileno conocidas en la técnica incluyen, aunque no de forma limitativa, polietileno de baja densidad (LDPE); polietileno lineal de baja densidad (LLDPE); polietileno de densidad ultrabaja (ULDPE); polietileno de densidad muy baja (VLDPE); polietileno lineal de baja densidad catalizado de un solo sitio, que incluye resinas tanto lineales como sustancialmente lineales de baja densidad (m-LLDPE); polietileno de densidad media (MDPE); y polietileno de alta densidad (HDPE).
El término “ composición” , tal como se utiliza en la presente memoria, se refiere a una mezcla de materiales que comprende la composición, así como a productos de reacción y a productos de descomposición formados a partir de los materiales de la composición.
El término “ polipropileno” o “ polímero a base de propileno” , tal como se usa en el presente documento, se refiere a un polímero que comprende, en forma polimerizada, se refiere a polímeros que comprenden más del 50 % en moles de unidades que se han derivado del monómero de propileno. Esto incluye homopolímero de propileno, copolímero aleatorio de polipropileno, copolímero de impacto de polipropileno, copolímero de propileno/a-olefina y copolímero de propileno/a-olefina.
El término “ LDPE” , también puede denominarse “ polímero de etileno a alta presión” o “ polietileno altamente ramificado” , y se define como que significa que el polímero está parcial o totalmente homopolimerizado o copolimerizado en reactores de autoclave o tubulares, a presiones superiores a 14.500 psi (100 MPa) con el uso de iniciadores de radicales libres, tales como los peróxidos (ver, por ejemplo, la patente de EE. UU. n.° US-4.599.392). Las resinas de LDPE tienen típicamente una densidad en el intervalo de 0,916 g/cm3 a 0,940 g/cm3.
El término “ LLDPE” incluye la resina elaborada usando sistemas de catalizadores de Ziegler-Natta, así como la resina elaborada usando catalizadores de sitio único, que incluyen, aunque no de forma limitativa, catalizadores de bis-metaloceno (a veces denominados “ m-LLDPE” ), fosfinimina y catalizadores de geometría restringida, y resinas elaboradas usando catalizadores moleculares posteriores a metaloceno, incluyendo, aunque no de forma limitativa, catalizadores de bis(bifenilfenoxilo) (también denominados catalizadores polivalentes de ariloxiéter). LLDPE incluye copolímeros u homopolímeros a base de etileno lineales, sustancialmente lineales o heterogéneos. Los LLDPE contienen menos ramificación de cadena larga que los LDPE, e incluyen los polímeros de etileno sustancialmente lineales que se definen adicionalmente en la patente US-5.272.236, en la patente US-5.278.272, en la patente US-5.582.923 y en la patente US-5.773.155; las composiciones de polímero de etileno lineales homogéneamente ramificadas, tales como las de la patente US-3.645.992; los polímeros de etileno heterogéneamente ramificados, tales como los preparados según el proceso descrito en la patente US-4.076.698; y mezclas de los mismos (tales como los descritos en la patente US-3.914.342 o la patente US-5.854.045). Las resinas de LLDPE pueden elaborarse mediante polimerización en fase gaseosa, en fase en disolución o en suspensión o cualquier combinación de las mismas, usando cualquier tipo de reactor o configuración de reactores conocido en la técnica. El término “ MDPE” se refiere a polietilenos que tengan densidades de 0,926 a 0,942 g/cm3. “ MDPE” se elabora típicamente usando catalizadores de cromo o Ziegler-Natta o usando catalizadores de sitio único que incluyen, pero no se limitan a, catalizadores de mono- o bis-ciclopentadienilo sustituidos (normalmente denominados metaloceno), catalizadores de geometría restringida, catalizadores de fosfinimina y catalizadores polivalentes de ariloxiéter (normalmente denominados bisfenil fenoxi).
El término “ HDPE” se refiere a polietilenos que tienen densidades superiores a aproximadamente 0,935 g/cm3 y hasta aproximadamente 0,980 g/cm3, que se preparan generalmente con catalizadores de Ziegler-Natta, catalizadores de cromo o catalizadores de sito único que incluyen, pero no se limitan a, catalizadores de mono o bis-ciclopentadienilo sustituidos (denominados típicamente metaloceno), catalizadores de geometría restringida, catalizadores de fosfinomina y catalizadores polivalentes de ariloxiéter (denominados típicamente bisfenil fenoxi). El término “ ULDPE” , se refiere a polietilenos que tienen densidades de 0,855 g/cm3 a 0,912 g/cm3, que se preparan generalmente con catalizadores de Ziegler-Natta, catalizadores de cromo o catalizadores de sito único que incluyen, pero no se limitan a, catalizadores de mono- o bis-ciclopentadienilo sustituidos (denominados típicamente metaloceno), catalizadores de geometría restringida, catalizadores de fosfinomina y catalizadores polivalentes de ariloxiéter (denominados típicamente bisfenil fenoxi). Los ULDPE incluyen, pero no se limitan a, plastómeros de polietileno (a base de etileno) y elastómeros de polietileno (a base de etileno). Los elastómeros de polietileno (a base de etileno) tienen generalmente densidades de 0,855 g/cm3 a 0,912 g/cm3.
El término “ mezcla” , la expresión “ mezcla de polímero” y términos similares significan una composición de dos o más polímeros. Una combinación de este tipo puede ser o no miscible. Una combinación de este tipo puede estar o no separada en fases. Una combinación de este tipo puede contener o no una o más configuraciones de dominio, según se determina a partir de espectroscopía electrónica de transmisión, dispersión de luz, dispersión de rayos X y cualquier otro método conocido en la técnica. Las combinaciones no son laminados, pero una o más capas de un laminado pueden contener una combinación. Tales mezclas pueden prepararse como mezclas secas, formadas in situ (por ejemplo, en un reactor), mezclas de fusión o usando otras técnicas conocidas por los expertos en la técnica. “ Estructura multicapa” significa cualquier estructura que tenga más de una capa. Por ejemplo, la estructura multicapa (por ejemplo, una película) puede tener dos, tres, cuatro, cinco o más capas. Puede describirse una estructura multicapa que tiene las capas designadas con letras. Por ejemplo, una estructura de tres capas, designada como A/B/C, puede tener una capa central, B, y dos capas externas, A y C. Asimismo, una estructura que tenga dos capas centrales, B y C, y dos capas exteriores, A y D, se designaría A/B/C/D.
Los términos “ que comprende/n” , “ que incluye/n” , “ que tiene/n” y sus derivados no pretenden excluir la presencia de ningún componente, etapa o procedimiento adicional, ya sea que se describa específicamente o no. Para evitar cualquier duda, todas las composiciones reivindicadas mediante el uso de la expresión “ que comprende/n” pueden incluir cualquier aditivo, adyuvante o compuesto adicional, ya sea polimérico o no, salvo que se indique lo contrario. Por el contrario, la expresión “ que consiste/n esencialmente en” excluye del alcance de cualquier enumeración posterior cualquier otro componente, etapa o procedimiento, excepto aquellos que no son esenciales para la operatividad. La expresión “ que consiste/n en” excluye cualquier componente, etapa o procedimiento que no esté específicamente delimitado o enumerado.
Películas multicapa
Se hará referencia ahora a realizaciones de las películas multicapa descritas en la presente memoria. Las realizaciones de las películas multicapa descritas en la presente memoria pueden incluir al menos tres capas.
Las películas multicapa de la presente descripción incluyen al menos tres capas, e incluso hasta 13 o más capas. El número de capas en la película multicapa puede depender de varios factores que incluyen, por ejemplo, la composición de cada capa en la película multicapa, las propiedades deseadas de la película multicapa, la aplicación de uso final deseada de la película multicapa, el proceso de fabricación de la película multicapa y otros. La película
multicapa puede ser una estructura de tres capas, designada como B/A/C, donde la primera capa puede designarse como A, la segunda capa puede designarse como B, y la tercera capa puede designarse como C. En algunas realizaciones, la primera capa puede denominarse “ capa central” . En algunas realizaciones, una o ambas de la segunda capa y la tercera capa pueden denominarse “ capas de piel” o “ capas exteriores” . La primera capa se coloca entre la segunda capa y la tercera capa. En realizaciones adicionales, la segunda capa y la tercera capa pueden ser las capas más exteriores de la película multicapa. Como se utiliza en el presente documento, se puede entender que las capas más exteriores de la película multicapa significan que puede no haber otra capa depositada sobre la capa más exterior, de modo que la capa más exterior esté en contacto directo con el aire circundante.
En realizaciones, la primera capa y la segunda capa, la primera capa y la tercera capa, o ambas, pueden estar en contacto directo entre sí. Como se usa en el presente documento, “ contacto directo” significa que puede no haber otras capas colocadas entre las dos capas que están en contacto directo entre sí. En otras realizaciones, la película multicapa puede incluir una o más capas adicionales, por ejemplo, una o más capas de adhesivo de coextrusión, que pueden disponerse entre la primera capa (la capa central) y la segunda capa (una capa exterior), entre la primera capa (la capa central) y la tercera capa (otra capa exterior), o ambas.
Como se describe con más detalle posteriormente en esta descripción, las películas multicapa incluyen una primera capa que incluye una composición de polietileno, una segunda capa que incluye una primera poliolefina, y una segunda capa que incluye una segunda poliolefina. La primera poliolefina y la segunda poliolefina son iguales o diferentes en composición. Debe entenderse que cualquiera de las capas anteriores puede comprender además uno o más aditivos conocidos por los expertos en la técnica tales como, por ejemplo, plastificantes, estabilizadores que incluyen estabilizadores de viscosidad, estabilizadores hidrolíticos, antioxidantes primarios y secundarios, absorbentes de luz ultravioleta, agentes antiestáticos, colorantes, pigmentos u otros agentes colorantes, materiales de carga inorgánicos, retardantes a las llamas, lubricantes, agentes de refuerzo tales como fibra de vidrio y escamas, fibra sintética (por ejemplo, aramida) o pulpa, agentes de formación de espuma o de soplado, coadyuvantes de procesamiento, aditivos antideslizamiento, agentes antibloqueo tales como sílice 0 talco, agentes de liberación, resinas adherentes o combinaciones de dos o más de los mismos. Las cargas inorgánicas, tales como carbonato de calcio, y similares, también pueden incorporarse en una o más de la primera capa, la segunda capa, la tercera capa y combinaciones de las mismas. En algunas realizaciones, la primera capa, la segunda capa, la tercera capa, y las combinaciones, pueden incluir cada una hasta un 5 por ciento en peso de dichos aditivos adicionales, con respecto al peso total de la capa respectiva. Todos los valores individuales y subintervalos del 0 % en peso al 5 % en peso se incluyen y se describen en el presente documento; por ejemplo, la cantidad total de aditivos en la primera capa, la segunda capa, o la tercera capa puede ser del 0,5 % en peso al 5 % en peso, del 0,5 % en peso al 4 % en peso, del 0,5 % en peso al 3 % en peso, del 0,5 % en peso al 2 % en peso, del 0,5 % en peso al 1 % en peso, del 1 % en peso al 5 % en peso, del 1 % en peso al 4 % en peso, del 1 % en peso al 3 % en peso, del 1 % en peso al 2 % en peso, del 2 % en peso al 5 % en peso, del 2 % en peso al 4 % en peso, del 2 % en peso al 3 % en peso, del 3 % en peso al 5 % en peso, del 3 % en peso al 4 % en peso, o del 4 % en peso al 5 % en peso en peso, basado en el peso total de la capa respectiva. La incorporación de los aditivos se puede llevar a cabo mediante cualquier proceso conocido tal como, por ejemplo, mediante mezcla en seco, mediante la extrusión de una mezcla de los diversos constituyentes, mediante la técnica de mezcla maestra convencional, o similares.
Las películas multicapa de la presente descripción pueden tener una variedad de espesores. El espesor de la película multicapa puede depender de varios factores que incluyen, por ejemplo, el número de capas en la película multicapa, la composición de las capas en la película multicapa, las propiedades deseadas de la película multicapa, la aplicación de uso final deseada de la película, el proceso de fabricación de la película multicapa y otros. En realizaciones, la película multicapa puede tener un espesor inferior a 500 micrómetros (μm o micras). En otras realizaciones, la película multicapa puede tener un espesor de 15 μm a 500 μm, o de 15 μm a 260 μm. En otras realizaciones, la película multicapa puede tener un espesor total de 15 μm a 200 μm, de 15 μm a 150 μm, de 15 μm a 100 μm, de 15 μm a 50 μm, de 50 μm a 500 μm, de 50 μm a 260 μm, de 50 μm a 200 μm, de 50 μm a 150 pm, de 50 μm a 100 μm, de 100 μm a 500 μm, de 100 μm a 260 pm, de 100 μm a 200 pm, de 100 μm a 150 μm, de 150 μm a 500 μm, de 150 μm a 260 μm, de 150 μm a 200 μm, de 200 μm a 500 μm, de 200 μm a 260 μm, o de 260 μm a 500 pm.
Las películas multicapa de la presente descripción pueden tener una densidad total que depende de varios factores que incluyen, por ejemplo, el número de capas en la película multicapa, la composición de las capas en la película multicapa, las propiedades deseadas de la película multicapa, la aplicación de uso final deseada de la película, el proceso de fabricación de la película multicapa y otros. En realizaciones, la película multicapa puede tener una densidad total de al menos 0,925 gramos por centímetro cúbico (g/cm3). En otras realizaciones, la densidad total de la película multicapa puede ser de 0,925 g/cm3 a 0,960 g/cm3, de 0,925 g/cm3 a 0,940 g/cm3, de 0,925 g/cm3 a 0,935 g/cm3, de 0,925 g/cm3 a 0,930 g/cm3, de 0,930 g/cm3 a 0,940 g/cm3, de 0,930 g/cm3 a 0,935 g/cm3, o de 0,935 g/cm3 a 0,940 g/cm3.
Las películas multicapa de la presente descripción pueden tener una resistencia al dardo relativamente buena cuando se mide según la norma ASTM D1709 Método A. En realizaciones, la película multicapa puede tener un impacto de caída de dardo de al menos 300 gramos cuando se mide según la norma ASTm D1709 Método A. En otras realizaciones, la película multicapa puede tener un impacto de caída de dardo de 600 gramos a 2000 gramos, de 600 gramos a 1500 gramos, de 600 gramos a 1000 gramos, de 700 gramos a 2000 gramos, de 700 gramos a 1500 gramos, de 700 gramos a 1000 gramos, de 1000 gramos a 2000 gramos, de 1000 gramos a 1500 gramos, o de 1500 gramos a 2000 gramos cuando se mide según la norma ASTM D1709 Método A. En otras realizaciones, las películas multicapa de la presente descripción pueden tener
una resistencia al dardo relativamente buena cuando se mide según la norma ASTM D1709 Método B. En otras realizaciones, la película multicapa puede tener un impacto de caída de dardo de al menos 300 gramos cuando se mide según la norma ASTM D1709 Método B. En otras realizaciones, la película multicapa puede tener un impacto de caída de dardo de 400 gramos a 2000 gramos, de 400 gramos a 1500 gramos, de 400 gramos a 1000 gramos, de 700 gramos a 2000 gramos, de 700 gramos a 1500 gramos, de 700 gramos a 1000 gramos, de 1000 gramos a 2000 gramos, de 1000 gramos a 1500 gramos, o de 1500 gramos a 2000 gramos cuando se mide según la norma ASTM D1709 Método A. Las películas multicapa de la presente descripción pueden tener una fluencia por tracción en una dirección transversal de menos del 50 %, cuando se mide según ASTM 2990. En otras realizaciones, la película multicapa puede tener una fluencia por tracción de menos del 40 %, o menos del 30 %, cuando se mide según ASTM 2990. Las películas multicapa de la presente descripción pueden tener una energía de punción a la rotura, superior a 12m4,45N/16,4 cm3 (40 pies*libras-pies/pulgadas3), cuando se mide según los métodos de prueba descritos posteriormente en esta descripción. En otras realizaciones, la película multicapa puede tener una energía de punción a la rotura, superior a 15m 4,45N/16,4 cm3 (50 pies*libras-pies/pulgadas3), o 18m 4,45N/16,4 cm3 (60 pies*libraspies/pulgadas3), cuando se mide según los métodos de prueba descritos posteriormente en esta descripción.
Las películas multicapa de la presente descripción pueden tener un módulo secante promedio en una dirección de la máquina de al menos 345 MPa (50.000 psi), cuando se mide según ASTM D882. En otras realizaciones, la película multicapa puede tener un módulo secante promedio en una dirección de la máquina de al menos 379 MPa (55.000 psi) o 414 MPa (60.000 psi), cuando se mide según ASTM D882. Las películas multicapa de la presente descripción pueden tener un módulo secante promedio en una dirección transversal de al menos 379 MPa (55.000 psi), cuando se mide según ASTM D882. En otras realizaciones, la película multicapa puede tener un módulo secante promedio en una dirección transversal de al menos 414 MPa (60.000 psi) o 483 MPa (70.000 psi), cuando se mide según ASTM D882. Capa central
Como se ha indicado anteriormente, las películas multicapa descritas en la presente memoria pueden incluir una capa central. En la película multicapa designada como estructura de tres capas, A/B/C, la capa central puede designarse como B. En algunas realizaciones, la capa central puede denominarse “ primera capa” . En realizaciones adicionales, la capa central puede estar en contacto directo con una o ambas de la segunda capa y la tercera capa. La capa central de las películas multicapa de la presente descripción puede tener una variedad de espesores. El espesor de la capa central puede depender de una serie de factores que incluyen, por ejemplo, la composición de la capa central, las propiedades generales deseadas de la película multicapa, la aplicación de uso final deseada de la película multicapa, el proceso de fabricación de la película multicapa, y otros. En realizaciones, la capa central puede tener un espesor de 0,5 micrómetros (μm o micras) a 60 μm. En otras realizaciones, la segunda capa puede tener un espesor de 0.5 μm a 50 μm, de 0.5 μm a 25 μm, de 0.5 μm a 10 μm, de 0.5 μm a 5 μm, de 0.5 μm a 1.0 pm, de 1.0 μm a 50 μm, de 1.0 μm a 25 μm, de 1.0 μm a 10 μm, de 1.0 μm a 5 μm, de 5 μm a 50 μm, de 5 μm a 25 pm, de 5 μm a 10 μm, de 10 μm a 50 μm, de 10 μm a 25 μm, o de 25 μm a 50 μm.
La capa central de las películas multicapa descritas en la presente memoria puede constituir del 5 % en peso al 90 % en peso del peso total de la película multicapa. En algunas realizaciones, la capa central puede constituir del 5 % en peso al 70 % en peso, del 5 % en peso al 60 % en peso, del 5 % en peso al 50 % en peso, del 5 % en peso al 40 % en peso, del 5 % en peso al 30 % en peso, del 5 % en peso al 20 % en peso, del 5 % en peso al 10 % en peso, del 10 % en peso al 40 % en peso, del 10 % en peso al 30 % en peso, del 10 % en peso al 20 % en peso, del 20 % en peso al 40 % en peso, del 20 % en peso al 30 % en peso, o del 30 % en peso al 40 % en peso del peso total de la película multicapa.
La capa central incluye una composición de polietileno, que se describirá con más detalle posteriormente en esta descripción, y es según las reivindicaciones. La composición de polietileno puede presentar un equilibrio de tenacidad y resistencia al desgarre, lo que permite películas multicapa con propiedades de abuso mejoradas (es decir, dardo, energía de punción, desgarro). Por ejemplo, la composición de polietileno descrita en la presente memoria puede tener una resistencia al dardo elevada a densidades relativamente altas. Como se describe posteriormente en esta descripción con más detalle, dichas propiedades mejoradas pueden incluir una mejora de la fluencia, el estiramiento, la tenacidad. Estas propiedades mejoradas pueden permitir, además, películas multicapa que se pueden producir usando menos materiales (“ reducción del espesor” , es decir, utilizando espesores de película más finos), o utilizando un proceso más simplificado, en comparación con las películas multicapa convencionales.
En una o más realizaciones, la capa central puede incluir al menos el 50 % en peso de la composición de polietileno, con respecto al peso total de la capa central. En algunas realizaciones, la capa central puede incluir de aproximadamente el 10 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 20 % en peso a
aproximadamente el 80 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 60 % en peso, d aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 80 % en peso, o de aproximadamente el 80 % en peso a aproximadamente el 100 % en peso de la composición de polietileno, con respecto al peso total de la capa central.
En algunas realizaciones, la capa central puede incluir una mezcla de uno o más materiales adicionales con la composición de polietileno. En realizaciones, la mezcla puede incluir un polietileno de alta densidad (HDPE), un polietileno de baja densidad (LDPE), o combinaciones.
Opcionalmente, en algunas realizaciones, la capa central puede incluir un polietileno de alta densidad (HDPE).
Puede incorporarse polietileno de alta densidad a la capa central, para aumentar la rigidez de la capa central. En algunas aplicaciones, puede ser importante que la película multicapa posea una rigidez adecuada, demostrada mediante un módulo de tracción, por ejemplo, para evitar la deformación y evitar la rotura.
En realizaciones, el polietileno de alta densidad tiene una densidad desde 0,935 g/cm3 y hasta aproximadamente
0,980 g/cm3 , cuando se mide según ASTM D792. En otra realización, el polietileno de alta densidad puede una densidad de 0,935 g/cm3 a 0,970 g/cm3 , de 0,935 g/cm3 a 0,960 g/cm3 , de 0,935 g/cm3 a 0,950 g/cm3 , de 0,935 g/cm3 a 0,940 g/cm3 , de 0,940 g/cm3 a 0,980 g/cm3 , de 0,940 g/cm3 a 0,970 g/cm3 , de 0,940 g/cm3 a 0,960 g/cm3 , de
0,940 g/cm3 a 0,950 g/cm3 , de 0,950 g/cm3 a 0,980 g/cm3 , de 0,950 g/cm3 a 0,970 g/cm3 , de 0,950 g/cm3 a
0,960 g/cm3 , de 0,960 g/cm3 a 0,980 g/cm3 , de 0,960 g/cm3 a 0,970 g/cm3 o de 0,970 g/cm3 a 0,980 g/cm3.
En una o más realizaciones, la capa central puede incluir un polietileno de alta densidad que tenga un índice de fusión (I2 ) de 0,1 gramos por 10 minutos (g/10 min) a 10,0 g/10 min, cuando se mide según ASTM D1238 a una carga de 2,16 kg y una temperatura de 190 °C. También se contempla que el índice de fusión (I2) del polietileno de alta densidad puede ser de 0,1 g/10 min a 5,0 g/10 min, de 0,1 g/10 min a 1,0 g/10 min, o de 1,0 g/10 min a
10.0 g/10 min, de 1,0 g/10 min a 5,0 g/10 min, o de 5,0 g/10 min a 10,0 g/10 min.
Se contemplan diversas metodologías para producir polietileno de alta densidad. Por ejemplo, las resinas de polietileno de alta densidad pueden elaborarse usando sistemas de catalizadores Ziegler-Natta, catalizadores de cromo o catalizadores de sito único que incluyen, pero no se limitan a, catalizadores de bis-metaloceno y catalizadores de geometría restringida.
En una o más realizaciones, la capa central puede incluir hasta el 50 % en peso de polietileno de alta densidad, con respecto al peso total de la capa central. En algunas realizaciones, la capa central puede incluir de aproximadamente el 0 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de polietileno de alta densidad, con respecto al peso total de la capa central.
Opcionalmente, en algunas realizaciones, la capa central puede incluir un polietileno de baja densidad (LDPE). En una o más realizaciones, el polietileno de baja densidad puede tener un índice de fusión de 0,1 g/10 min a
10.0 g/10 min cuando se mide según la norma ASTM D1238 a una carga de 2,16 kg y una temperatura de 190 °C.
En realizaciones, el polietileno de baja densidad puede tener un índice de fusión de 0,1 g/10 min a 5,0 g/10 min, o de 0,5 g/10 min a 5,0 g/10 min, o de 0,5 g/10 min a 2,0 g/10 min. En realizaciones, el polietileno de baja densidad puede tener una densidad de 0,916 g/cm3 a 0,935 g/cm3 cuando se mide según la norma ASTM D792. En otra realización, el polietileno de baja densidad puede una densidad de 0,916 g/cm3 a 0,925 g/cm 3.
En una o más realizaciones, la capa central puede incluir menos del 50 % en peso de polietileno de baja densidad, con respecto al peso total de la capa central. En algunas realizaciones, la capa central puede incluir de aproximadamente el 0 %
en peso a aproximadamente el 50 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de polietileno de baja densidad, con respecto al peso total de la capa. central.
Capas exteriores
Como se indicó anteriormente, las películas multicapa descritas en la presente memoria pueden incluir capas exteriores, que también pueden denominarse “ capas de piel” . Las capas exteriores pueden incluir la segunda capa y la tercera capa. En la película multicapa designada como estructura de tres capas, A/B/C, las capas exteriores pueden designarse como A y C. La segunda capa puede designarse como A. La tercera capa puede designarse como C. En realizaciones adicionales, la segunda capa, la tercera capa, o ambas, pueden ser las capas más
exteriores de la película multicapa. En realizaciones adicionales, la primera capa, la tercera capa, o ambas, pueden estar en contacto directo con la primera capa.
La segunda capa, la tercera capa, o ambas, de la película multicapa, pueden tener cada una un espesor de 0,5 micrómetros (|jm o micras) a 60 jm . En otras realizaciones, la segunda capa, la tercera capa, o ambas, de la película multicapa, pueden tener un grosor de 0.5 jm a 50 jm , de 0.5 jm a 25 jm , de 0.5 jm a 10 jm , de 0.5 jm a 5 jm , de 0.5 jm a 1.0 jm , de 1.0 jm a 50 jm , de 1.0 jm a 25 jm , de 1.0 jm a 10 jm , de 1.0 jm a 5 jm , de 5 jm a 50 jm , de 5 jm a 25 jm , de 5 jm a 10 jm , de 10 jm a 50 jm , de 10 jm a 25 jm , o de 25 jm a 50 jm . La segunda capa, la tercera capa, o ambas, de la película multicapa, pueden constituirse del 5 % al 90 % en peso del peso total de la película multicapa. En algunas realizaciones, la segunda capa, la tercera capa, o ambas de la película multicapa de la realización 1 ilustrativa, pueden constituirse del 0 % en peso al 90 % en peso, del 20 % en peso al 80 % en peso, del 30 % en peso al 60 % en peso, o del 30 % en peso al 40 % en peso del peso total de la película multicapa. En diversas realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir uno o más materiales que transmitan propiedades a la película multicapa, que ayuden en el estiramiento, la procesabilidad, y otros. En algunas realizaciones, la segunda capa y la tercera capa pueden incluir los mismos materiales. En otras realizaciones, la segunda capa y la tercera capa pueden incluir materiales diferentes. La segunda capa incluye una primera poliolefina. La tercera capa incluye una segunda poliolefina. La primera poliolefina y la segunda poliolefina son iguales o diferentes en composición. En algunas realizaciones, la primera poliolefina, la segunda poliolefina, o ambas, pueden incluir un polietileno que tenga una densidad de 0,900 g/cm3 a 0,970 g/cm3. En algunas realizaciones, el polietileno de la segunda capa, la tercera capa, o ambas, pueden incluir uno o más de un LLDPE, un HDPE, un MDPE y un LDPE. En una o más realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir un polietileno de baja densidad lineal (LLDPE) que tenga una densidad de 0,905 g/cm3 a 0,930 g/cm3, cuando se mide según ASTM D792. En otra realización, la densidad del polietileno lineal de baja densidad puede ser de 0,905 g/cm3 a 0,925 g/cm3, de 0,905 g/cm3 a 0,920 g/cm3, de 0,905 g/cm3 a 0,915 g/cm3, de 0,905 g/cm3 a 0,910 g/cm3, de 0,910 g/cm3 a 0,930 g/cm3, de 0,910 g/cm3 a 0,925 g/cm3, de 0,910 g/cm3 a 0,920 g/cm3, de 0,910 g/cm3 a 0,915 g/cm3, de 0,915 g/cm3 a 0,930 g/cm3, de 0,915 g/cm3 a 0,925 g/cm3, de 0,915 g/cm3 a 0,920 g/cm3, de 0,920 g/cm3 a 0,930 g/cm3, de 0,920 g/cm3 a 0,925 g/cm3, de 0,925 g/cm3 a 0,930 g/cm3. En una o más realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir un polietileno lineal de baja densidad (LLDPE) que tenga un índice de fusión (I2) de 0,2 gramos por 10 minutos (g/10 min) a 2,0 g/10 min, cuando se mide según la norma ASTM D1238. También se contempla que el índice de fusión (I2) del polietileno de baja densidad lineal pueda ser de 0,2 g/10 min a 1,5 g/10 min, de 0,2 g/10 min a 1,0 g/10 min, o de 0,2 g/10 min a 0,5 g/10 min, de 0,5 g/10 min a 2,0 g/10 min, de 0,5 g/10 min a 1,5 g/10 min, de 0,5 g/10 min a 1,0 g/10 min, de 1,0 g/10 min a 2,0 g/10 min, de 1,0 g/10 min a 1,5 g/10 min, o de 1,5 g/10 min a 2,0 g/10 min.
Según las realizaciones, el polietileno lineal de baja densidad puede tener una distribución de peso molecular, expresada como la relación del peso molecular promedio en peso al peso molecular promedio en número (Mw/Mn), en el intervalo de 3,5 a 5,5. En realizaciones adicionales, el polietileno lineal de baja densidad puede tener una distribución de peso molecular en el intervalo de 3,5 a 4,5 o de 4,5 a 5,5.
Según una o más realizaciones adicionales, el polietileno lineal de baja densidad puede tener una relación de viscosidad de cizallamiento cero de 1,2 a 3,0, cuando se mide según los métodos de prueba descritos en el presente documento. En otras realizaciones, el polietileno de baja densidad lineal puede tener una relación de viscosidad de cizallamiento cero de 1,2 a 2,5, de 1,2 a 2,0, de 2,0 a 3,0, de 2,0 a 2,5, o de 2,5 a 3,0.
Se contemplan diversas metodologías para producir polietilenos lineales de baja densidad. Por ejemplo, las resinas de polietileno de baja densidad lineal pueden elaborarse usando sistemas de catalizadores de Ziegler-Natta, resina elaborada usando catalizadores de sitio único que incluyen, pero no se limitan a, catalizadores de bis-metaloceno y catalizadores de geometría restringida, y la resina preparada usando catalizadores moleculares posteriores a metaloceno. Las resinas lineales de polietileno de baja densidad pueden incluir copolímeros u homopolímeros de polietileno lineales, sustancialmente lineales o heterogéneos. Las resinas lineales de polietileno de baja densidad pueden contener menos ramificación de cadena larga que los LDPE, e incluir polietilenos sustancialmente lineales, que se definen adicionalmente en la patente US-5.272.236, la patente US-5.278.272, la patente US-5.582.923, y la patente US-5.733.155; las composiciones de polímero de etileno lineales homogéneamente ramificadas tales como las de la patente US-3.645.992; los polímeros de etileno heterogéneamente ramificados tales como los preparados según el proceso descrito en la patente US-4.076.698; y mezclas de los mismos (tales como los descritos en la patente US-3.914.342 o la patente 5.854.045). Las resinas de polietileno de baja densidad lineal pueden elaborarse mediante polimerización en fase gaseosa, en fase en solución o en suspensión o cualquier combinación de las mismas, usando cualquier tipo de reactor o configuración de reactores conocido en la técnica. En una o más realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir del 0 % en peso al 100 % en peso de polietileno lineal de baja densidad, con respecto al peso total de la capa respectiva. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir de aproximadamente el 50 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 50 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 50 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 100 % en peso, de
aproximadamente el 60 % en peso a aproximadamente el 80 % en peso, o de aproximadamente el 80 % en peso a aproximadamente el 100 % en peso de LLDPE, con respecto al peso total de la capa respectiva.
Opcionalmente, en algunas realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir un polietileno de alta densidad lineal (HDPE), que tenga una densidad desde 0,935 g/cm3 y hasta aproximadamente 0,980 g/cm3 cuando se mide según ASTM D792. En otra realización, el polietileno de alta densidad puede una densidad de 0,935 g/cm3 a 0,970 g/cm3 , de 0,935 g/cm3 a 0,960 g/cm3 , de 0,935 g/cm3 a 0,950 g/cm3 , de 0,935 g/cm3 a 0,940 g/cm3 , de 0,940 g/cm3 a 0,980 g/cm3 , de 0,940 g/cm3 a 0,970 g/cm3 , de 0,940 g/cm3 a 0,960 g/cm3 , de 0,940 g/cm3 a 0,950 g/cm3 , de 0,950 g/cm3 a 0,980 g/cm3 , de 0,950 g/cm3 a 0,970 g/cm3 , de 0,950 g/cm3 a 0,960 g/cm3 , de 0,960 g/cm3 a 0,980 g/cm3 , de 0,960 g/cm3 a 0,970 g/cm3 o de 0,970 g/cm3 a 0,980 g/cm3.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir un polietileno de alta densidad, que tenga un índice de fusión (I2) de 0,1 gramos por 10 minutos (g/10 min) a 10,0 g/10 min cuando se mide según ASTM D1238 a una carga de 2,16 kg y una temperatura de 190 °C. También se contempla que el índice de fusión (I2) del polietileno de alta densidad puede ser de 0,1 g/10 min a 5,0 g/10 min, de 0,1 g/10 min a 1,0 g/10 min, o de 1,0 g/10 min a 10,0 g/10 min, de 1,0 g/10 min a 5,0 g/10 min, o de 5,0 g/10 min a 10,0 g/10 min.
Se contemplan diversas metodologías para producir polietileno de alta densidad. Por ejemplo, las resinas de polietileno de alta densidad pueden elaborarse usando sistemas de catalizadores Ziegler-Natta, catalizadores de cromo o catalizadores de sito único que incluyen, pero no se limitan a, catalizadores de bis-metaloceno y catalizadores de geometría restringida.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir hasta el 50 % en peso de polietileno de alta densidad, con respecto al peso total de la capa respectiva. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir de aproximadamente el 0 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de polietileno de alta densidad, con respecto al peso total de la capa respectiva.
Opcionalmente, en algunas realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir un polietileno de densidad media (MDPE). En una o más realizaciones, el polietileno de densidad media puede tener un índice de fusión de 0,1 g/10 min a 10,0 g/10 min, cuando se mide según la norma ASTM D1238 a una carga de 2,16 kg y una temperatura de 190 °C. En otras realizaciones, el polietileno de densidad media puede tener un índice de fusión de 0,1 g/10 min a 5,0 g/10 min, o de 0,5 g/10 min a 5,0 g/10 min, o de 0,5 g/10 min a 2,0 g/10 min. En realizaciones, el polietileno de densidad media puede tener una densidad de 0,924 g/cm3 a 0,942 g/cm3 , cuando se mide según ASTM D792. En otra realización, el polietileno de baja densidad puede tener una densidad de 0,924 g/cm3 a 0,936 g/cm3.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir menos del 50 % en peso de polietileno de densidad media, con respecto al peso total de la capa respectiva. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir de aproximadamente el 0 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 0 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 80 % en peso, o de aproximadamente el 80 % en peso a aproximadamente el 100 % en peso de MDPE, respecto al peso total de la capa respectiva.
La segunda capa, la tercera capa, o ambas, pueden incluir una composición de polietileno, que se describirá con más detalle posteriormente en esta descripción. La composición de polietileno puede presentar un equilibrio de tenacidad y resistencia al desgarre, lo que permite películas multicapa con propiedades de abuso mejoradas (es decir, dardo, energía de punción, desgarro). Por ejemplo, la composición de polietileno descrita en la presente memoria puede tener una resistencia al dardo elevada a densidades relativamente altas. Como se describe posteriormente con más detalle, dichas propiedades mejoradas pueden incluir una mejora de la fluencia, el estiramiento, la tenacidad. Estas propiedades mejoradas pueden permitir, además, películas multicapa que se pueden producir usando menos materiales (“ reducción del espesor” , es decir, utilizando espesores de película más finos), o utilizando un proceso más simplificado, en comparación con las películas multicapa convencionales.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir de aproximadamente el 0 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 0 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 80 % en peso, o de aproximadamente el 80 % en peso a aproximadamente el 100 % en peso de la composición de polietileno, con respecto al peso total de la capa respectiva.
Opcionalmente, en algunas realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir un polietileno de baja densidad (LDPE). En una o más realizaciones, el polietileno de baja densidad puede tener un índice de fusión de 0,1 g/10 min a 10,0 g/10 min cuando se mide según la norma ASTM D1238 a una carga de 2,16 kg y una temperatura de 190 °C. En realizaciones, el polietileno de baja densidad puede tener un índice de fusión de 0,1 g/10 min a 5,0 g/10 min, o de 0,5 g/10 min a 5,0 g/10 min, o de 0,5 g/10 min a 2,0 g/10 min. En realizaciones, el polietileno de baja densidad puede tener una densidad de 0,916 g/cm3 a 0,935 g/cm3, cuando se mide según la norma ASTM D792. En otra realización, el polietileno de baja densidad puede una densidad de 0,916 g/cm3 a 0,925 g/cm3.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir menos del 50 % en peso de polietileno de baja densidad, con respecto al peso total de la capa respectiva. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir de aproximadamente el 0 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de polietileno de baja densidad, con respecto al peso total de la capa respectiva.
Capas adicionales
Como se ha indicado anteriormente, en algunas realizaciones, la película multicapa puede incluir una o más capas adicionales. En algunas realizaciones, una película multicapa de la presente descripción puede comprender hasta 11, 13, 15 o más capas.
La una o más capas adicionales pueden incluir uno o más materiales que transmiten propiedades a la película multicapa que ayudan en el estiramiento, procesabilidad, rigidez y otros. En realizaciones, la una o más capas adicionales pueden incluir una o más poliolefinas. En algunas realizaciones, la inclusión de una o más poliolefinas puede incluir uno o más polietilenos que tengan una densidad de 0,900 g/cm3 a 0,970 g/cm3. En algunas realizaciones, el uno o más polietilenos de la una o más capas adicionales pueden incluir un LLDPE, un HDPE, un MDPE, LDPE, las composiciones de polietileno o combinaciones.
En algunas realizaciones, las películas multicapa pueden incluir opcionalmente capas de adhesivo de coextrusión para facilitar la adhesión entre capas. En algunas realizaciones, las capas de adhesivo de coextrusión pueden colocarse entre la capa central y cada capa exterior. En una película multicapa designada como A/adhesivo-1/B/adhesivo-2/C, la capa central puede designarse como B, las capas exteriores pueden designarse como A y C, y las capas de adhesivo de coextrusión pueden designarse como adhesivo-1 y adhesivo-2. La segunda capa puede designarse como A. La tercera capa puede designarse como C. En realizaciones adicionales, la segunda capa, la tercera capa, o ambas, pueden ser las capas más exteriores de la película multicapa. En realizaciones adicionales, una primera capa de adhesivo de coextrusión (adhesivo-1) puede estar en contacto directo con una o ambas de la primera capa y la segunda capa. En realizaciones adicionales, una segunda capa de adhesivo de coextrusión (adhesivo-2) puede estar en contacto directo con una o ambas de la primera capa y la tercera capa. En algunas de estas realizaciones, las capas de adhesivo de coextrusión pueden comprender un polietileno injertado con anhídrido maleico u otras resinas funcionalizadas que se sabe que son útiles como capas de adhesivo de coextrusión. Un ejemplo comercial adecuado del polietileno injertado con anhídrido maleico, es AMPLIFY™ TY 1057, de The Dow Chemical Company (Midland, MI), y también se pueden usar otros conocidos por los expertos en la técnica.
En algunas realizaciones, las películas multicapa pueden incluir opcionalmente una barrera. Las capas de barrera adecuadas pueden seleccionarse de capas que comprenden copolímero de etileno-alcohol vinílico, copolímeros de olefina cíclica, poli(acetato de vinilo) o mezclas de uno o más de estos polímeros con polietileno, poli(alcohol vinílico) o poliamida. Realización 1 ilustrativa
Como se indicó anteriormente, existen necesidades de películas multicapa que presenten propiedades físicas, tales como resistencia a la caída de dardo/bolsa, a la punción, al desgarro y a la deformación por fluencia, que cumplan con los requisitos del cliente y de la industria. En algunas realizaciones, estas películas multicapa aún pueden mantener propiedades físicas que cumplan con los requisitos del cliente y de la industria incluso a espesores reducidos.
Ahora se hará referencia a una realización de la película multicapa descrita en la presente memoria, denominada en la presente memoria como “ realización 1 ilustrativa” . La realización 1 ilustrativa puede incluir una primera capa que incluya una composición de polietileno, una segunda capa que incluya un primer polietileno lineal de baja densidad y una tercera capa que incluya un segundo polietileno lineal de baja densidad. La capa central de la realización 1 ilustrativa incluye una composición de polietileno, que se describirá con más detalle posteriormente en esta descripción, y que es según las reivindicaciones. Mientras se utiliza en una película, la composición de polietileno puede presentar un equilibrio de tenacidad y rigidez, lo que permite películas multicapa de la realización ilustrativa 1 con propiedades de abuso mejoradas (es decir, dardo, energía de punción, desgarro). Por ejemplo, utilizar la composición de polietileno descrita en la presente memoria proporciona una capa central que presenta resistencias al dardo relativamente altas a densidades relativamente altas. Estas propiedades mejoradas pueden permitir, además, realizaciones de películas multicapa de la realización 1 ilustrativa, que se pueden producir utilizando menos materiales (“ reducción del espesor” , es decir, utilizando espesores de película más finos), o utilizando un proceso más simplificado, en comparación con las películas multicapa convencionales.
La película multicapa de la realización 1 ilustrativa puede tener una variedad de espesores. En realizaciones adicionales, la película multicapa de la realización 1 ilustrativa puede tener un espesor inferior a 150 micrómetros (μm o micras). En otras realizaciones, la película multicapa puede tener un espesor de 15 μm a 120 μm. En otras realizaciones, la película multicapa puede tener un espesor total de 25 μm a 100 pm, de 25 μm a 75 pm, de 25 μm a 50 μm, de 50 μm a 150 pm, de 50 μm a 100 pm, de 50 μm a 75 μm, de 75 μm a 150 pm, de 75 μm a 100 μm, o de 100 μm a 150 μm.
En realizaciones, la película multicapa de la realización 1 ilustrativa puede tener una densidad total de al menos 0,925 gramos por centímetro cúbico (g/cm3). En otras realizaciones, la densidad total de la película multicapa de la realización 1 ilustrativa puede ser de 0,925 g/cm3 a 0,940 g/cm3, de 0,925 g/cm3 a 0,935 g/cm3, de 0,925 g/cm3 a 0,930 g/cm3, de 0,930 g/cm3 a 0,940 g/cm3, de 0,930 g/cm3 a 0,935 g/cm3, o de 0,935 g/cm3 a 0,940 g/cm3.
En realizaciones, las películas multicapa de la realización 1 ilustrativa pueden tener una resistencia al dardo relativamente buena, cuando se mide según ASTM D1709 Método B. En realizaciones, la película multicapa de la realización 1 ilustrativa puede tener un impacto de caída de dardo de al menos 400 gramos, cuando se mide según ASTM D1709 Método B. En otras realizaciones, la película multicapa de la realización 1 ilustrativa puede tener un impacto de caída de dardo de 400 a 2000 gramos, de 400 gramos a 1500 gramos, de 400 gramos a 1000 gramos, de 700 gramos a 2000 gramos, de 700 gramos a 1500 gramos, de 700 gramos a 1000 gramos, de 1000 gramos a 2000 gramos, de 1000 gramos a 1500 gramos, o de 1500 gramos a 2000 gramos, cuando se mide según ASTM D1709 Método A.
La película multicapa de la realización 1 ilustrativa puede tener un módulo secante promedio en una dirección de la máquina, de al menos 345 MPa (50.000 psi), cuando se mide según ASTM D882. En otras realizaciones, la película multicapa puede tener un módulo secante promedio en una dirección de la máquina de al menos 379 MPa (55.000 psi) o 414 MPa (60.000 psi), cuando se mide según ASTM D882. Las películas multicapa de la presente descripción pueden tener un módulo secante promedio en una dirección transversal de al menos 379 MPa (55.000 psi), cuando se mide según ASTM D882. En otras realizaciones, la película multicapa puede tener un módulo secante promedio en una dirección transversal de al menos 414 MPa (60.000 psi) o 483 MPa (70.000 psi), cuando se mide según ASTM D882. La capa central de la película multicapa de la realización 1 ilustrativa puede tener un grosor de desde 0,5 micrómetros (μm o micras) hasta 60 μm. En otras realizaciones, la capa central puede tener un espesor de 0,5 μm a 50 μm, 0,5 μm a 25 pm, de 0,5 μm a 10 μm, de 0,5 μm a 5 μm, de 0,5 μm a 1,0 μm, de 1,0 μm a 50 μm, de 1,0 μm a 25 μm, de 1,0 μm a 10 μm, de 1,0 μm a 5 μm, de 5 μm a 50 μm, de 5 μm a 25 μm, de 5 μm a 10 μm, de 10 μm a 50 μm, de 10 μm a 25 μm, o de 25 μm a 50 pm.
La capa central de las películas multicapa de la realización 1 ilustrativa puede constituir del 10 % en peso al 80 % en peso del peso total de la película multicapa de la realización 1 ilustrativa. En algunas realizaciones, la capa central puede constituir del 10 % en peso al 60 % en peso, del 10 % en peso al 40 % en peso, del 10 % en peso al 30 % en peso, del 10 % en peso al 20 % en peso, del 20 % en peso al 80 % en peso, del 20 % en peso al 40 % en peso, del 20 % en peso al 30 % en peso, del 30 % en peso al 80 % en peso, del 30 % en peso al 60 % en peso, o del 30 % en peso al 40 % en peso del peso total de la película multicapa de la realización 1 ilustrativa.
En una o más realizaciones, la capa central de la realización 1 ilustrativa puede incluir al menos el 10 % en peso de la composición de polietileno, con respecto al peso total de la capa central. En algunas realizaciones, la capa central puede incluir de aproximadamente el 10 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 20 % en peso a
aproximadamente el 60 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 80 % en peso, o de aproximadamente el 80 % en peso a aproximadamente el 100 % en peso de la composición de polietileno, con respecto al peso total de la capa central.
Opcionalmente, en algunas realizaciones, la capa central de la realización 1 ilustrativa puede incluir un polietileno de baja densidad (LDPE). En una o más realizaciones, la capa central puede incluir menos del 50 % en peso de polietileno de baja densidad, con respecto al peso total de la capa central. En algunas realizaciones, la capa central de la realización 1 ilustrativa puede incluir de aproximadamente el 0 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de polietileno de baja densidad, con respecto al peso total de la capa central.
La segunda capa, la tercera capa, o ambas, de la película multicapa de la realización 1 ilustrativa, pueden tener cada una un espesor de 0,5 micrómetros (μm o micras) a 60 μm. En otras realizaciones, la segunda capa, la tercera capa, o ambas, de la película multicapa de la realización 1 ilustrativa, pueden tener un grosor de 0,5 μm a 50 μm, de 0,5 μm a 25 μm, de 0,5 μm a 10 μm, de 0,5 μm a 5 μm, de 0,5 μm a 1,0 μm, de 1,0 μm a 50 μm, de 1,0 μm a 25 μm, de 1,0 μm a 10 μm, de 1,0 μm a 5 μm, de 5 μm a 50 μm, de 5 μm a 25 μm, de 5 μm a 10 μm, de 10 μm a 50 μm, de 10 μm a 25 μm, o de 25 μm a 50 μm.
La segunda capa, la tercera capa, o ambas, de la película multicapa de la realización 1 ilustrativa, pueden constituir del 10 % en peso al 90 % en peso del peso total de la película multicapa de la realización 1 ilustrativa. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, de la película multicapa de la realización 1 ilustrativa, pueden constituir de, 20 % en peso a, 80 % en peso, de, 30 % en peso a, 60 % en peso, o de, 30 % en peso a, 40 % en peso del peso total de la película multicapa de la realización 1 ilustrativa.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir más del 50 % en peso de polietileno lineal de baja densidad, con respecto al peso total de la capa respectiva. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir de aproximadamente el 50 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 50 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 50 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 80 % en peso, o de aproximadamente el 80 % en peso a aproximadamente el 100 % en peso de LLDPE, con respecto al peso total de la capa respectiva.
Opcionalmente, en algunas realizaciones, la segunda capa, la tercera, o ambas, de la realización 1 ilustrativa, pueden incluir un polietileno de baja densidad (LDPE). En una o más realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir menos del 50 % en peso de polietileno de baja densidad, con respecto al peso total de la capa respectiva. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, de la realización 1 ilustrativa, pueden incluir de aproximadamente el 0 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de polietileno de baja densidad, con respecto al peso total de la capa respectiva.
Realización 2 ilustrativa
Como se indicó anteriormente, existen necesidades de películas multicapa que presenten propiedades físicas, tales como resistencia a la caída de dardo/bolsa, a la punción, al desgarro y a la deformación por fluencia, que cumplan con los requisitos del cliente y de la industria. En algunas realizaciones, estas películas multicapa aún pueden mantener propiedades físicas que cumplan con los requisitos del cliente y de la industria incluso a espesores reducidos.
Ahora se hará referencia a una realización de la película multicapa descrita en la presente memoria, denominada en la presente memoria “ realización 2 ilustrativa” . La realización 2 ilustrativa puede incluir una primera capa que incluya una composición de polietileno y un polietileno de alta densidad, una segunda capa que incluya un primer polietileno lineal de baja densidad, y una tercera capa que incluya un segundo polietileno lineal de baja densidad. La capa central de la realización 2 ilustrativa incluye una composición de polietileno, que se describirá con más detalle posteriormente en esta descripción, y es según las reivindicaciones. La composición de polietileno puede presentar un equilibrio de tenacidad y resistencia al desgarre, lo que permite películas multicapa de la realización ilustrativa 2, para presentar propiedades de abuso mejoradas (es decir, dardo, energía de punción, desgarro). Por ejemplo, utilizar la composición de polietileno descrita en la presente memoria proporciona una capa central que presenta resistencias al dardo relativamente altas a densidades relativamente altas. Estas propiedades mejoradas pueden permitir, además, realizaciones de películas multicapa de la realización 2 ilustrativa que se puedan producir
utilizando menos materiales (“ reducción del espesor” , es decir, utilizando espesores de película más finos), o utilizando un proceso más simplificado, en comparación con las películas multicapa convencionales.
Las películas multicapa de la realización 2 ilustrativa pueden tener una variedad de espesores. En realizaciones adicionales, la película multicapa de la realización 2 ilustrativa puede tener un espesor inferior a 500 micrómetros (|jm o micras). En otras realizaciones, la película multicapa puede tener un espesor de 15 jm a 500 jm o de 15 jm a 260 jm . En otras realizaciones, la película multicapa puede tener un espesor total de 15 jm a 200 jm , de 15 jm a 150 jm , de 15 jm a 100 jm , de 15 jm a 50 jm , de 50 jm a 500 jm , de 50 jm a 260 jm , de 50 jm a 200 jm , de 50 jm a 150 jm , de 50 jm a 100 jm , de 100 jm a 500 jm , de 100 jm a 260 jm , de 100 jm a 200 jm , de 100 jm a 150 jm , de 150 jm a 500 jm , de 150 jm a 260 jm , de 150 jm a 200 jm , de 200 jm a 500 jm , de 200 jm a 260 jm , o de 260 jm a 500 jm .
En realizaciones, la película multicapa puede de la realización 2 ilustrativa puede tener una densidad total de al menos 0,925 gramos por centímetro cúbico (g/cm3). En otras realizaciones, la densidad total de la película multicapa de la realización 2 ilustrativa puede ser de 0,925 g/cm3 a 0,940 g/cm3, de 0,925 g/cm3 a 0,935 g/cm3, de 0,925 g/cm3 a 0,930 g/cm3, de 0,930 g/cm3 a 0,940 g/cm3, de 0,930 g/cm3 a 0,935 g/cm3, o de 0,935 g/cm3 a 0,940 g/cm3. En realizaciones, la película multicapa de la realización 2 ilustrativa puede tener un impacto de caída de dardo de al menos 600 gramos, cuando se mide según la norma ASTM D1709 Método A. En otras realizaciones, la película multicapa de la realización 2 ilustrativa puede tener un impacto de caída de dardo de 600 gramos a 2000 gramos, de 600 gramos a 1500 gramos, de 600 gramos a 1000 gramos, de 700 gramos a 2000 gramos, de 700 gramos a 1500 gramos, de 700 gramos a 1000 gramos, de 1000 gramos a 2000 gramos, de 1000 gramos a 1500 gramos, o de 1500 gramos a 2000 gramos, cuando se mide según la norma ASTM D1709 Método A. En otras realizaciones, las películas multicapa de la realización 2 ilustrativa pueden tener una resistencia al dardo relativamente buena cuando se mide según la norma ASTM D1709 Método B. En realizaciones, la película multicapa de la realización 2 ilustrativa puede tener un impacto de caída de dardo de al menos 400 gramos, cuando se mide según la norma ASTM D1709 Método B. En otras realizaciones, la película multicapa de la realización 2 ilustrativa puede tener un impacto de caída de dardo de 400 gramos a 2000 gramos, de 400 gramos a 1500 gramos, de 400 gramos a 1000 gramos, de 700 gramos a 2000 gramos, de 700 gramos a 1500 gramos, de 700 gramos a 1000 gramos, de 1000 gramos a 2000 gramos, de 1000 gramos a 1500 gramos, o de 1500 gramos a 2000 gramos, cuando se mide según la norma ASTM D1709 Método A.
Las películas multicapa de la realización 2 ilustrativa pueden tener una fluencia por tracción en una dirección transversal de menos del 50 %, cuando se mide según ASTM 2990. En otras realizaciones, la película multicapa de la realización 2 ilustrativa puede tener una fluencia por tracción de menos del 40 %, o menos del 30 %, cuando se mide según ASTM 2990. La película multicapa de la realización 2 ilustrativa puede tener una energía de punción a la rotura, superior a 9 m-4,45 N/16,4 cm3 (30 pies*libras-pies/pulgadas3), cuando se mide según los métodos de prueba descritos posteriormente en esta descripción. En otras realizaciones, la película multicapa de la realización 2 ilustrativa puede tener una energía de punción a la rotura, superior a 12 m 4,45 N/16,4 cm3 (40 pies*libras-pies/pulgadas3), o 15 m 4,45 N/16,4 cm3 (50 pies*libraspies/pulgadas3), cuando se mide según los métodos de prueba descritos posteriormente en esta descripción.
La película multicapa de la realización 2 ilustrativa puede tener un módulo secante promedio en una dirección de la máquina, de al menos 345 MPa (50.000 psi), cuando se mide según ASTM D882. En otras realizaciones, la película multicapa puede tener un módulo secante promedio en una dirección de la máquina, de al menos 345 MPa (55.000 psi), o 414 MPa (60.000 psi), cuando se mide según ASTM D882. Las películas multicapa de la presente descripción pueden tener un módulo secante promedio en una dirección transversal de al menos 379 MPa (55.000 psi), cuando se mide según ASTM D882. En otras realizaciones, la película multicapa puede tener un módulo secante promedio en una dirección transversal de al menos 414 MPa (60.000 psi) o 483 MPa (70.000 psi), cuando se mide según ASTM D882. La capa central de la película multicapa de la realización 2 ilustrativa puede tener un grosor de 0,5 micrómetros ( jm o micras) a 60 jm . En otras realizaciones, la segunda capa puede tener un espesor de 0.5 jm a 50 jm , de 0.5 jm a 25 jm , de 0.5 jm a 10 jm , de 0.5 jm a 5 jm , de 0.5 jm a 1.0 jm , de 1.0 jm a 50 jm , de 1.0 jm a 25 jm , de 1.0 jm a 10 jm , de 1.0 jm a 5 jm , de 5 jm a 50 jm , de 5 jm a 25 jm , de 5 jm a 10 jm , de 10 jm a 50 jm , de 10 jm a 25 jm , o de 25 jm a 50 jm . La capa central de las películas multicapa de la realización 2 ilustrativa, puede constituir del 5 % en peso al 60 % en peso del peso total de la película multicapa de la realización 2 ilustrativa. En algunas realizaciones, la capa central puede constituir del 5 % en peso al 30 % en peso, del 5 % en peso al 20 % en peso, del 5 % en peso al 10 % en peso, del 10 % en peso al 40 % en peso, del 10 % en peso al 30 % en peso, del 10 % en peso al 20 % en peso, del 20 % en peso al 40 % en peso, del 20 % en peso al 30 % en peso, o del 30 % en peso al 40 % en peso del peso total de la película multicapa de la realización 2 ilustrativa.
En una o más realizaciones, la capa central de la realización 2 ilustrativa puede incluir al menos el 50 % en peso de la composición de polietileno, con respecto al peso total de la capa central. En algunas realizaciones, la capa central puede incluir de aproximadamente el 10 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 100 % en peso, de
aproximadamente el 20 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 80 % en peso, o de aproximadamente el 80 % en peso a aproximadamente el 100 % en peso de la composición de polietileno, con respecto al peso total de la capa central.
En realizaciones, la capa central de la realización 2 ilustrativa puede incluir un polietileno de alta densidad (HDPE). En una o más realizaciones, la capa central puede incluir hasta el 50 % en peso de polietileno de alta densidad, con respecto al peso total de la capa central. En algunas realizaciones, la capa central puede incluir de aproximadamente el 0 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de polietileno de alta densidad, con respecto al peso total de la capa central.
La segunda capa, la tercera capa, o ambas, de la película multicapa de la realización 2 ilustrativa, pueden tener cada una un espesor de 0,5 micrómetros (μm o micras) a 60 μm. En otras realizaciones, la segunda capa, la tercera capa, o ambas, de la película multicapa de la realización 1 ilustrativa, pueden tener un grosor de 0,5 μm a 50 μm, de 0,5 μm a 25 μm, de 0,5 μm a 10 μm, de 0,5 μm a 5 μm, de 0,5 μm a 1,0 μm, de 1,0 μm a 50 μm, de 1,0 μm a 25 μm, de 1,0 μm a 10 μm, de 1,0 μm a 5 μm, de 5 μm a 50 μm, de 5 μm a 25 μm, de 5 μm a 10 μm, de 10 μm a 50 μm, de 10 μm a 25 μm, o de 25 μm a 50 μm.
La segunda capa, la tercera capa, o ambas, de la película multicapa de la realización 2 ilustrativa, pueden constituir del 5 % en peso al 40 % en peso del peso total de la película multicapa de la realización 2 ilustrativa. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, de la película multicapa de la realización 2 ilustrativa, pueden constituir del 5 % en peso al 30 % en peso, del 5 % en peso al 20 % en peso, del 5 % en peso al 10 % en peso, del 10 % en peso al 40 % en peso, del 10 % en peso al 30 % en peso, del 10 % en peso al 20 % en peso, del 20 % en peso al 40 % en peso, del 20 % en peso al 30 % en peso, o del 30 % en peso al 40 % en peso del peso total de la película multicapa de la realización 2 ilustrativa.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, de la realización 2 ilustratival pueden incluir de aproximadamente el 0 a aproximadamente el 100 % en peso de polietileno de baja densidad lineal, con respecto al peso total de la capa respectiva. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, de la realización 2 ilustrativa, pueden incluir de aproximadamente el 5 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 90 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 30 % en peso a aproximadamente el 70 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de LLDPE, con respecto al peso total de la capa respectiva.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, de la realización 2 ilustrativa, pueden incluir de aproximadamente el 0 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 0 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 80 % en peso, o de aproximadamente el 80 % en peso a aproximadamente el 100 % en peso de MDPE, respecto al peso total de la capa respectiva.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, de la realización 2 ilustrativa, pueden incluir de aproximadamente el 0 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 0 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 80 % en peso, de
aproximadamente el 20 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 80 % en peso, o de aproximadamente el 80 % en peso a aproximadamente el 100 en peso de la composición de polietileno, respecto al peso total de la capa respectiva.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, de la realización 2 ilustrativa, pueden incluir menos del 50 % en peso de polietileno de baja densidad, con respecto al peso total de la capa respectiva. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, de la realización 2 ilustrativa, pueden incluir de aproximadamente el 0 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de polietileno de alta densidad, con respecto al peso total de la capa respectiva.
Realización 3 ilustrativa
Como se indicó anteriormente, existen necesidades de películas multicapa que presenten propiedades físicas, tales como resistencia a la temperatura, buena barrera a los gases, alta rigidez, y una tenacidad sobresaliente, sin el uso de poliamidas. En las películas multicapa convencionales, la inclusión de nailon en estructuras de película presenta un equilibrio deseable de propiedades de la película entre el dardo y el módulo de película, pero puede presentar complejidad del proceso, complejidad de la estructura de película multicapa, películas multicapa no reciclables, y costes de material más altos, en comparación con los costes materiales de otras poliolefinas.
Ahora se hará referencia a una realización de la película multicapa descrita en la presente memoria, denominada en la presente memoria “ realización 3 ilustrativa” . La realización 3 ilustrativa incluye una primera capa que incluye una primera composición de polietileno como se define en las reivindicaciones, y un primer polietileno de alta densidad; una segunda capa que incluye una segunda composición de polietileno, un segundo polietileno de alta densidad, y un primer polietileno de baja densidad; y una tercera capa que incluye una tercera composición de polietileno, y un segundo polietileno de baja densidad. Las realizaciones de la película multicapa de la realización ilustrativa 3, que incluyen la composición de polietileno descrita en la presente memoria, pueden presentar un equilibrio superior de las propiedades de la película (dardo y módulo), al mostrar dardos comparables o mejores que las películas multicapa que incluyen poliamidas, al tiempo que muestran un módulo mejorado.
Las películas multicapa de la realización 3 ilustrativa pueden tener una variedad de espesores. En realizaciones adicionales, la película multicapa de la realización 3 ilustrativa puede tener un espesor de 25 μm a 260 μm. En otras realizaciones, la película multicapa puede tener un espesor total de 25 μm a 200 μm, de 25 μm a 150 μm, de 25 μm a 100 μm, de 25 μm a 50 μm, de 50 μm a 260 μm, de 50 μm a 200 μm, de 50 μm a 150 μm, de 50 μm a 100 μm, de 100 μm a 260 pm, de 100 μm a 200 μm, de 100 μm a 150 μm, de 150 μm a 260 μm, de 150 μm a 200 μm, o de 200 μm a 260 pm.
En realizaciones, la película multicapa de la realización 3 ilustrativa puede tener una densidad total de al menos 0,925 gramos por centímetro cúbico (g/cm3). En otras realizaciones, la densidad total de la película multicapa de la realización 3 ilustrativa puede ser de 0,925 g/cm3 a 0,940 g/cm3, de 0,925 g/cm3 a 0,935 g/cm3, de 0,925 g/cm3 a 0,930 g/cm3, de 0,930 g/cm3 a 0,940 g/cm3, de 0,930 g/cm3 a 0,935 g/cm3, o de 0,935 g/cm3 a 0,940 g/cm3.
En realizaciones, la película multicapa de la realización 3 ilustrativa puede tener un impacto de caída de dardo de al menos 300 gramos, cuando se mide según la norma ASTM D1709 Método A. En otras realizaciones, la película multicapa de la realización 3 ilustrativa puede tener un impacto de caída de dardo de 300 gramos a 1000 gramos, de 300 gramos a 500 gramos, de 300 gramos a 400 gramos, de 400 gramos a 1000 gramos, de 400 gramos a 400 gramos, de 400 gramos a 1000 gramos, de 400 gramos a 1000 gramos, o de 400 gramos a 500 gramos, cuando se mide según la norma ASTM D1709 Método A. En otras realizaciones, las películas multicapa de la realización 3 ilustrativa pueden tener una resistencia al dardo relativamente buena, cuando se mide según la norma ASTM D1709 Método B. En realizaciones adicionales, la película multicapa de la realización 3 ilustrativa puede tener un impacto de caída de dardo de al menos 300 gramos, cuando se mide según la norma ASTM D1709 Método B. En otras realizaciones, la película multicapa de la realización 3 ilustrativa puede tener un impacto de caída de dardo de 300 gramos a 1000 gramos, de 300 gramos a 500 gramos, de 300 gramos a 400 gramos, de 400 gramos a 1000 gramos, de 400 gramos a 1000 gramos, o de 400 gramos a 500 gramos, cuando se mide según la norma ASTM D1709 Método B.
La película multicapa de la realización 3 ilustrativa puede tener un módulo secante promedio en una dirección de máquina, de al menos 345 MPa (50000 psi), cuando se mide según ASTM D882. En otras realizaciones, la película multicapa puede tener un módulo secante promedio en una dirección de la máquina de al menos 379 MPa (55.000 psi) o 414 MPa (60.000 psi), cuando se mide según ASTM D882. Las películas multicapa de la presente descripción pueden tener un módulo secante promedio en una dirección transversal de al menos 379 MPa (55.000 psi), cuando se mide según ASTM D882. En otras realizaciones, la película multicapa puede tener un módulo secante promedio en una dirección transversal de al menos 414 MPa (60.000 psi) o 483 MPa (70.000 psi), cuando se mide según ASTM D882.
La capa central de la película multicapa de la realización 3 ilustrativa puede tener un grosor de 0,5 micrómetros (|jm
o micras) a 60 jm . En otras realizaciones, la segunda capa puede tener un espesor de 0.5 jm a 50 jm , de 0.5 jm
a 25 jm , de 0.5 jm a 10 jm , de 0.5 jm a 5 jm , de 0.5 jm a 1.0 jm , de 1.0 jm a 50 jm , de 1.0 jm a 25 jm , de
1.0 jm a 10 jm , de 1.0 jm a 5 jm , de 5 jm a 50 jm , de 5 jm a 25 jm , de 5 jm a 10 jm , de 10 jm a 50 jm , de
10 jm a 25 jm , o de 25 jm a 50 jm .
La capa central de las películas multicapa de la realización 3 ilustrativa, puede constituir del 30 % en peso al 80 % en peso del peso total de la película multicapa de la realización 3 ilustrativa. En algunas realizaciones, la capa central puede constituir del 30 % en peso al 60 % en peso, del 30 % en peso al 40 % en peso, del 40 % en peso al 80 % en peso, del 40 % en peso al 60 % en peso, o del 60 % en peso al 80 % en peso del peso total de la película multicapa de la realización 3 ilustrativa.
En una o más realizaciones, la capa central de la realización ilustrativa 3, puede incluir del 40 % en peso al 100 % en peso de la composición de polietileno, con respecto al peso total de la capa central. En algunas realizaciones, la capa central puede incluir de aproximadamente el 10 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 10 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 100 % en pes aproximadamente el 20 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 40 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 80 % en peso, o de aproximadamente el 80 % en peso a aproximadamente el 100 % en peso de la composición de polietileno, con respecto al peso total de la capa central.
En realizaciones, la capa central de la realización 3 ilustrativa puede incluir un polietileno de alta densidad (HDPE). En una o más realizaciones, la capa central puede incluir hasta el 50 % en peso de polietileno de alta densidad, con respecto al peso total de la capa central. En algunas realizaciones, la capa central puede incluir de aproximadamente el 0 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de polietileno de alta densidad, con respecto al peso total de la capa central.
Opcionalmente, en algunas realizaciones, la capa central de la realización 3 ilustrativa puede incluir un polietileno de baja densidad (LDPE). En una o más realizaciones, la capa de la realización 3 ilustrativa puede comprender menos del 50 %
en peso de polietileno de baja densidad, con respecto al peso total de la capa central. En algunas realizaciones, la capa central de la realización 3 ilustrativa puede incluir de aproximadamente el 0 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de polietileno de baja densidad, con respecto al peso total de la capa central.
La segunda capa, la tercera capa, o ambas, de la película multicapa de la realización 3 ilustrativa, pueden tener cada una un espesor de 0,5 micrómetros ( jm o micras) a 60 jm . En otras realizaciones, la segunda capa, la tercera capa, o ambas, de la película multicapa de la realización 1 ilustrativa, pueden tener un grosor de 0,5 jm a 50 jm , de 0,5 jm a 25 jm , de 0,5 jm a 10 jm , de 0,5 jm a 5 jm , de 0,5 jm a 1,0 jm , de 1,0 jm a 50 jm , de 1,0 jm a
25 jm , de 1,0 jm a 10 jm , de 1,0 jm a 5 jm , de 5 jm a 50 jm , de 5 jm a 25 jm , de 5 jm a 10 jm , de 10 jm a
50 jm , de 10 jm a 25 jm , o de 25 jm a 50 jm .
La segunda capa, la tercera capa, o ambas, de la película multicapa de la realización 3 ilustrativa, pueden constituir del 20 %
en peso al 70 % en peso del peso total de la película multicapa de la realización 3 ilustrativa. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, de la película multicapa de la realización 1 ilustrativa, pueden constituir del 20 %
en peso al 60 % en peso, del 20 % en peso al 40 % en peso, del 40 % en peso al 70 % en peso, del 40 % en peso al 60 %
en peso, o del 60 % en peso al 70 % en peso del peso total de la película multicapa de la realización 3 ilustrativa.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, de la realización 3 ilustrativa, pueden incluir al menos el 40 % en peso de la composición de polietileno descrita en la presente memoria, respecto al peso total de la capa respectiva. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, de la realización 3 ilustrativa, pueden incluir de aproximadamente el 50 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 50 % en peso a aproximadamente el 80 % en peso, de aproximadamente el 50 % en peso a aproximadamente el 60 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 100 % en peso, de aproximadamente el 60 % en peso a aproximadamente el 80 % en peso, o de aproximadamente el 80 % en peso a aproximadamente el 100 % en peso de la composición de polietileno descrita en la presente memoria, con respecto al peso total de la capa respectiva.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, de la realización 3 ilustrativa, pueden incluir menos del 50 % en peso de polietileno de alta densidad, con respecto al peso total de la capa respectiva. En algunas realizaciones, solo una de la segunda capa o la tercera capa, puede incluir polietileno de alta densidad. En algunas realizaciones, la segunda capa o la tercera capa, puede incluir de aproximadamente el 0 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 5 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 5 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 5 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de polietileno de alta densidad, con respecto al peso total de la capa respectiva.
En una o más realizaciones, la segunda capa, la tercera capa, o ambas, de la realización 3 ilustrativa, pueden incluir menos del 50 % en peso de polietileno de baja densidad, con respecto al peso total de la capa respectiva. En algunas realizaciones, la segunda capa, la tercera capa, o ambas, pueden incluir de aproximadamente el 0 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 40 % en peso, de aproximadamente el 0 % en peso a aproximadamente el 20 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 50 % en peso, de aproximadamente el 20 % en peso a aproximadamente el 40 % en peso, o de aproximadamente el 40 % en peso a aproximadamente el 50 % en peso de polietileno de baja densidad, con respecto al peso total de la capa respectiva.
Métodos de producción de las películas descritas en el presente documento
Se contemplan diversas metodologías para producir las películas multicapa. En una o más realizaciones, el proceso de fabricación de la película multicapa puede incluir extrusión de película fundida o extrusión de película soplada.
En algunas realizaciones, el proceso de fabricación de la película multicapa puede incluir formar una burbuja de película soplada. En algunas realizaciones, la burbuja de película soplada puede ser una burbuja de película soplada multicapa. Además, según esta realización, la burbuja de película soplada multicapa puede incluir al menos cinco capas (según la primera capa, la segunda capa, la tercera capa, la cuarta capa y la quinta capa descritas en la presente memoria), y las al menos cinco capas pueden adherirse entre sí. En algunas realizaciones, cada una de la primera capa y la quinta capa puede incluir un polietileno de baja densidad lineal, la segunda capa y la cuarta capa pueden incluir un polietileno de alta densidad, y la tercera capa puede incluir la composición de polietileno como se ha descrito anteriormente en esta descripción.
Durante las realizaciones del proceso de película soplada, se puede formar (soplar) una película extrudida a partir de un troquel extrusor, y arrastrarse hacia arriba en una torre hasta un punto de agarre. La película puede enrollarse entonces en un núcleo. Antes de enrollar la película sobre el núcleo, los extremos de la película pueden cortarse y doblarse utilizando un equipo de plegado. Esto hace que las capas de la película sean difíciles de separar, lo que puede ser importante para aplicaciones de transporte, en general, aplicaciones de sacos de transporte para trabajos pesados.
En realizaciones adicionales, la burbuja de película soplada se puede formar a través de una línea de extrusión de película soplada que tiene una relación de longitud a diámetro (“ L/D” ) de 30 a 1. En algunas realizaciones, la línea de extrusión puede tener una relación de soplado de aproximadamente 1 a aproximadamente 5, de aproximadamente 1 a aproximadamente 3, de aproximadamente 2 a aproximadamente 5, o de aproximadamente 2 a aproximadamente 3. En algunas realizaciones, la línea de extrusión puede utilizar un troquel con enfriamiento de burbujas interno. En algunas realizaciones, el hueco del troquel puede ser de aproximadamente 1 milímetro (mm) a aproximadamente 5 mm, de aproximadamente 1 mm a aproximadamente 3 mm, de aproximadamente 2 mm a aproximadamente 5 mm, o de aproximadamente 2 mm a aproximadamente 3 mm.
En algunas realizaciones, la línea de extrusión puede utilizar un escáner de calibre de espesor de película. En algunas realizaciones, durante el proceso de extrusión, el espesor de la película multicapa se puede mantener en aproximadamente aproximadamente 15 μm o a 115 μm. En otras realizaciones, el espesor de la película multicapa se puede mantener en aproximadamente de 15 μm a 100 μm, de 15 μm a 75 μm, de 15 μm a 50 μm, de 15 μm a 25 μm, de 25 μm a 115 μm, de 25 μm a 100 μm, de 25 μm a 75 μm, de 25 μm a 50 μm, de 50 μm a 115 μm, de 50 μm a 100 μm, de 50 μm a 75 μm, de 75 μm a 115 μm, de 75 μm a 100 μm, o de 100 μm a 115 μm.
En algunas realizaciones, la formación de la etapa de burbuja de película soplada multicapa puede ocurrir a una temperatura de 176,7 a 260 °C (350 a 500 °F), o de 190,6 a 246,1 °C (375 a 475 °F). La velocidad de salida puede ser de aproximadamente 0,9 kg/h/cm (5 lb/h/pulg) a aproximadamente 4,5 kg/h/cm (25 lb/h/pulg), de aproximadamente 0,9 kg/h/cm (5 lb/h/pulg) a aproximadamente 3,6 kg/h/cm (20 lb/h/pulg), de aproximadamente 0,9 kg/h/cm (5 lb/h/pulg) a aproximadamente 2,7 kg/h/cm (15 lb/h/pulg), de aproximadamente 0,9 kg/h/cm (5 lb/h/pulg) a aproximadamente 1,8 kg/h/cm (10 lb/h/pulg), de aproximadamente 1,8 kg/h/cm (10 lb/h/pulg) a aproximadamente 4,5 kg/h/cm (25 lb/h/pulg), de aproximadamente 1,8 kg/h/cm (10 lb/h/pulg) a aproximadamente 3,6 kg/h/cm (20 lb/h/pulg), de aproximadamente 1,8 kg/h/cm (10 lb/h/pulg) a aproximadamente 2,7 kg/h/cm (15 lb/h/pulg), de aproximadamente 2,7 kg/h/cm (15 lb/h/pulg) a aproximadamente 4,5 kg/h/cm (25 lb/h/pulg), de aproximadamente 2,7 kg/h/cm (15 lb/h/pulg) a aproximadamente 3,6 kg/h/cm (20 lb/h/pulg), o de aproximadamente 3,6 kg/h/cm (20 lb/h/pulg) a aproximadamente 4,5 kg/h/cm (25 lb/h/pulg).
Artículos
Las realizaciones de la presente descripción también se refieren a artículos, tales como envases, formados a partir de las películas multicapa de la presente descripción. Dichos envases pueden formarse a partir de cualquiera de las películas multicapa de la presente descripción descritas en el presente documento. Las películas multicapa de la presente descripción son especialmente útiles en artículos donde se desea una buena resistencia al desgarre y resistencia al dardo.
Ejemplos de tales artículos pueden incluir envases flexibles, bolsas, bolsas de fondo plano y envases o bolsas prefabricadas. En algunas realizaciones, las películas o laminados multicapa de la presente descripción se pueden usar para sacos de transporte pesado. En algunas realizaciones, uno o más de los sacos de transporte pesado anteriores se pueden utilizar en aplicaciones de transporte.
Diversos métodos para producir realizaciones de artículos a partir de las películas multicapa descritas en el presente documento serían familiares para un experto en la técnica.
Composiciones de polietileno
(A) Composición y caracterización del polietileno
La composición de polietileno tiene una densidad de 0,924 g/cm3 a 0,936 g/cm3. Por ejemplo, las realizaciones de las composiciones de polietileno descritas en el presente documento pueden tener densidades de 0,924 g/cm3 a 0,931 g/cm3 , de 0,924 g/cm3 a 0,928 g/cm3 , de 0,927 g/cm3 a 0,931 g/cm3 o de 0,929 g/cm3 a 0,933 g/cm3. Según realizaciones adicionales, la composición de polietileno puede tener una densidad de 0,924 a 0,928, de 0,928 g/cm3 a 0,932 g/cm3 , de 0,932 g/cm3 a 0,936 g/cm3 , o cualquier combinación de estos intervalos.
La composición de polietileno tiene un índice de fusión (h) de 0,25 g/10 minutos a 2,0 g/10 minutos, tal como de 0,5 g/10 minutos a 1,2 g/10 minutos. Por ejemplo, en una o más realizaciones, la composición de polietileno puede tener un índice de fusión (I2 ) de 0,25 g/10 minutos a 0,5 g/10 minutos, de 0,5 g/10 minutos a 0,7 g/10 minutos, de 0,7 g/10 minutos a 0,9 g/10 minutos, de 0,59 g/10 minutos a 1,1 g/10 minutos, de 1,1 g/10 minutos a 1,3 g/10 minutos, de 1,3 g/10 minutos a 1,5 g/10 minutos, de 1,5 g/10 minutos a 1,7 g/10 minutos, de 1,7 g/10 minutos a 2,0 g/10 minutos, o cualquier combinación de estos intervalos. Según realizaciones adicionales, la composición de polietileno puede tener un índice de fusión (I2 ) de 0,65 g/10 minutos a 1,05 g/10 minutos.
Según las realizaciones, las composiciones de polietileno pueden tener una distribución de peso molecular, expresada como la relación del peso molecular promedio en peso al peso molecular promedio en número (Mw/Mn), en el intervalo de 2,5 a 8,0. Por ejemplo, la composición de polietileno puede tener una distribución de peso molecular de 2,5 a 3,0, de 3,0 a 3,5, de 3,5 a 4,0, de 4,0 a 4,5, de 4,5 a 5,0, de 5,0 a 5,5, de 5,5 a 6,0, de 6,0 a 6,5, de 6,5 a 7,0, de 7,0 a 7,5, de 7,5 a 8,0, o cualquier combinación de estos intervalos. En realizaciones adicionales, la composición de polietileno puede tener una distribución de peso molecular de 3,0 a 5,0. Como se describe actualmente, la distribución de peso molecular se puede calcular según las técnicas de cromatografía de permeación en gel (GPC) como se describe en el presente documento.
Según una o más realizaciones adicionales, la composición de polietileno puede tener una relación de viscosidad de cizallamiento cero inferior a 3,0. Por ejemplo, la composición de polietileno puede tener una relación de viscosidad de cizallamiento cero inferior a 2,9, inferior a 2 ,8, inferior a 2,7, inferior a 2 ,6 , inferior a 2,5, inferior a 2,4, inferior a 2,3, inferior a 2,2, inferior a 2,1, inferior a 2,0, inferior a 1,9, inferior a 1,8, inferior a 1,7, inferior a 1,6, inferior a 1,5, inferior a 1,4, inferior a 1,3, inferior a 1,2, o incluso inferior a 1,1. En una o más realizaciones, la composición de polietileno puede tener una relación de viscosidad de cizallamiento cero de al menos 1,0.
Como se describe en el presente documento, una “fracción” de polietileno se refiere a una porción de la composición total de la composición de polietileno. Las realizaciones descritas en el presente documento incluyen al menos una “ primera fracción de polietileno” y una “ segunda fracción de polietileno” . Las diversas fracciones incluidas en la composición de polietileno pueden cuantificarse por su intervalo de temperatura en un perfil de elución a través de un método de análisis de distribución de composición de comonómero mejorada (iCCD). A menos que se especifique, cualquier perfil de elución denominado en el presente documento es el perfil de elución observado mediante iCCD. Los ejemplos de dichas fracciones se entenderán mejor en vista de los ejemplos proporcionados en el presente documento. En general, la primera fracción puede incluir un único pico en el intervalo de temperatura de la primera fracción y la segunda fracción puede incluir un único pico en el intervalo de temperatura de la segunda fracción. Las composiciones de polietileno descritas en el presente documento pueden denominarse “ multimodales” , lo que significa que incluyen al menos dos picos en su perfil de elución. Algunas realizaciones pueden ser “ bimodales” , lo que significa que dos picos principales están presentes.
En referencia a la distribución de iCCD descrita, la Figura 1 representa esquemáticamente una distribución de iCCD 100 de la muestra junto con la curva de fracción de peso acumulativa 200. La figura 1 representa, generalmente, varias características de los perfiles de iCCD de las composiciones de polietileno descritas en el presente documento, tales como la primera fracción, la segunda fracción, anchuras de pico a la mitad, etc., que se analizan en detalle en el presente documento. Como tal, la Figura 1 puede usarse como referencia con respecto a las
descripciones relacionadas con el perfil iCCD proporcionado en el presente documento. Específicamente, se representan la primera fracción 102 y la segunda fracción 106. La primera fracción 102 tiene un pico 104 y la segunda fracción 106 tiene un pico 108. Cada fracción tiene una anchura de pico a la mitad 110 y 112. Debe entenderse que el perfil de la Figura 1 no se deriva de la experimentación u observación, sino que se suministra con fines informativos para describir características particulares de un perfil de elución de iCCD.
La primera fracción de polietileno tiene un único pico en un intervalo de temperatura de 45 °C a 87 °C, en un perfil de elución mediante iCCD. Como se usa en la presente memoria, un “ único pico” se refiere a una iCCD en donde una fracción particular incluya solo un único pico. Es decir, en algunas realizaciones, la iCCD de la primera y segunda fracción de polietileno, incluye solo una región inclinada hacia arriba seguida de una región inclinada hacia abajo, para formar el único pico. En una o más realizaciones, el único pico de la primera fracción de polietileno puede estar en un intervalo de temperatura de 60 °C a 85 °C, tal como de 70 °C a 85 °C. Sin estar limitado por la teoría, se cree que en al menos algunas realizaciones de la composición de polietileno actualmente descrita donde se usa un diseño de reactor doble para la polimerización, puede existir una combinación de dominio cristalino de mayor densidad y dominio amorfo de menor densidad. La resistencia al impacto está controlada predominantemente por la región amorfa o las concentraciones de adhesivo de coextrusión que conectan las láminas adyacentes. Se estima que la concentración relativa de cadenas de adhesivo de coextrusión es relativamente grande cuando la densidad es inferior a 0,910 g/cm3 El pico de la primera fracción de polímero en las composiciones descritas en el presente documento puede estar en el intervalo de temperatura de 60 °C a 85 °C, que puede proporcionar una mayor concentración de cadenas de adhesivo de coextrusión para beneficios funcionales tales como una tenacidad mejorada.
Debe entenderse que un pico en la primera o segunda fracción de polietileno puede no estar formado por un mínimo local en la fracción de polietileno respectiva a un límite de temperatura definido. Es decir, el pico debe ser un pico en el contexto de todo el espectro, no un pico formado por la temperatura umbral de una fracción de polietileno. Por ejemplo, si un único pico seguido de un valle único estaba presente en una fracción de polietileno (una pendiente hacia arriba seguida de una pendiente hacia abajo, seguida de una pendiente hacia arriba), solo estaría presente un único pico en dicha fracción de polietileno.
La segunda fracción de polietileno tiene un único pico en un intervalo de temperatura de 95 °C a 120 °C en el perfil de elución mediante íc Cd . El intervalo de temperatura de la segunda fracción de polietileno de 95 °C a 120 °C puede ser deseable porque el componente de alta densidad, de bajo peso molecular a 95 °C a 120 °C puede permitir que el polietileno logre una mayor densidad total mientras se mantiene una fracción de menor densidad como se describe por la relación de estas dos fracciones.
La anchura del único pico de la segunda fracción de polietileno al 50 por ciento de la altura del pico es inferior a 5,0 °C, inferior a 4 °C, o incluso inferior a 3 °C. Generalmente, menores intervalos de temperatura a las alturas de los picos del 50 por ciento corresponden a un pico “ más afilado” . Sin estar limitado por ninguna teoría particular, se cree que un pico “ más afilado” o “ más estrecho” es una característica causada por el catalizador molecular e indica la incorporación mínima de comonómero en la fracción de mayor densidad, lo que permite un mayor fraccionamiento de densidad entre las dos fracciones.
En una o más realizaciones, la composición de polietileno puede tener un mínimo local en un perfil de elución mediante iCCD en un intervalo de temperatura de 80 °C a 90 °C. Este mínimo local puede caer entre los picos de la primera fracción de polietileno y la segunda fracción de polietileno.
En las realizaciones descritas en la presente memoria, el área de la primera fracción de polietileno es el área en el perfil de elución entre 45 °C y 87 °C, por debajo del único pico de la primera fracción de polietileno. De manera similar, el área de la segunda fracción de polietileno es el área en el perfil de elución entre 95 °C y 120 °C, por debajo del único pico de la segunda fracción de polietileno. El área de la primera fracción de polietileno y la segunda fracción de polietileno, respectivamente, pueden corresponder generalmente a la masa relativa total de cada fracción de polímero en la composición de polietileno. Según una o más realizaciones, la diferencia entre el único pico de la segunda fracción de polietileno y el único pico de la primera fracción de polietileno, puede ser de al menos 10 °C. Por ejemplo, la diferencia entre el único pico de la segunda fracción de polietileno y el único pico de la primera fracción de polietileno puede ser al menos 12 °C, 14 °C, 16 °C, 18 °C, o incluso al menos 20 °C. En general, un área de fracción de polietileno en un perfil de iCCD puede determinarse integrando el perfil de iCCD entre las temperaturas de inicio y finalización especificadas. El área de la primera fracción de polietileno comprende al menos el 40 % del área total del perfil de elución (por ejemplo, al menos el 42 %, al menos el 44 %, al menos el 46 %, al menos el 48 %, al menos el 50 %, al menos el 52 %, o incluso al menos el 54 % del área total del perfil de elución). Por ejemplo, la primera área de fracción de polietileno puede comprender del 40 % al 65 % del área total del perfil de elución, tal como del 42 % al 58 %, del 43 % al 45 %, del 45 % al 47 %, del 53 % al 55 %, o del 55 % al 57 %.
Según una o más realizaciones, la segunda área de fracción de polietileno puede comprender al menos el 25 % del área total del perfil de elución (por ejemplo, al menos el 30 %, al menos 35 %, o incluso al menos el 40 % del área
total del perfil de elución). Por ejemplo, la primera área de fracción de polietileno puede comprender del 20 % al 50 %, del 27 % al 31 % o del 41 % al 48 % del área total del perfil de elución.
Una relación de la primera área de fracción de polietileno con respecto a la segunda área de fracción de polietileno, es de 0,75 a 2,5 (tal como de 0,75 a 1,0, de 1,0 a 1,25, de 1,25 a 1,5, de 1,5 a 1,75, de 1,75 a 2,0, de 2,0 a 2,25, de 2,25 a 2,5, o cualquier combinación de estos intervalos).
En una o más realizaciones, la composición de polietileno se forma a partir de la polimerización de etileno y un comonómero tal como un alqueno C3-C12. Los comonómeros contemplados incluyen alquenos C6-C9, tales como 1-octeno y 1-hexeno. En una o más realizaciones, los comonómeros son 1-octeno.
En una o más realizaciones, la diferencia entre el único pico de la segunda fracción de polietileno y el único pico de la primera fracción de polietileno, es al menos 10 °C, al menos 12,5 °C, al menos 15 °C, al menos 17,5 °C, o incluso al menos 20 °C. En una o más realizaciones, la primera fracción de polietileno puede tener un índice de fusión (I2) de 0,01 a 0,18 g/10 minutos. Por ejemplo, según una o más realizaciones, la primera fracción de polietileno puede tener un índice de fusión (I2) de 0,01 g/10 minutos a 0,03 g/10 minutos, de 0,03 g/10 minutos a 0,05 g/10 minutos, de 0,05 g/10 minutos a 0,07 g/10 minutos, de 0,07 g/10 minutos a 0,09 g/10 minutos, de 0,09 g/10 minutos a 0,11 g/10 minutos, de 0,11 g/10 minutos a 0,13 g/10 minutos, de 0,13 g/10 minutos a 0,15 g/10 minutos, de 0,15 g/10 minutos a 0,18 g/10 minutos, o cualquier combinación de estos intervalos.
En una o más realizaciones, la segunda fracción de polietileno puede tener un índice de fusión (I2) de 1 a 10.000 g/10 minutos. Por ejemplo, según una o más realizaciones, la segunda fracción de polietileno puede tener un índice de fusión (I2 ) de 10 g/10 minutos a 1.000 g/10 minutos, de 20 g/10 minutos a 800 g/10 minutos, de 1 g/10 minutos a 100 g/10 minutos, de 100 g/10 minutos a 1.000 g/10 minutos, de 1.000 g/10 minutos a 10.000 g/10 minutos, o cualquier combinación de estos intervalos.
En una o más realizaciones, el peso molecular promedio en peso de la segunda fracción de polietileno puede ser menor o igual a 120.000 g/mol, tal como de 20.000 g/mol a 120.000 g/mol, o de 40.000 g/mol a 65.000 g/mol. En realizaciones adicionales, el peso molecular promedio en peso de la segunda fracción de polietileno puede ser de 20.000 g/mol a 40.000 g/mol, de 40.000 g/mol a 60.000 g/mol, de 60.000 g/mol a 80.000 g/mol, de 80.000 g/mol a 100.000 g/mol, de 100.000 g/mol a 120.000 g/mol, o cualquier combinación de estos intervalos. El peso molecular de las fracciones de polietileno se puede calcular basándose en los resultados de GPC, como se describe en la presente memoria a continuación. Las composiciones de polietileno descritas en el presente documento pueden tener una resistencia al dardo relativamente buena cuando se forman en películas sopladas monocapa. Según una o más realizaciones, una película soplada monocapa formada a partir de la composición de polietileno y que tiene un espesor de dos mils, tiene un impacto por caída de dardo de al menos 1000 gramos, cuando se mide según ASTM D1709 Método A. En realizaciones adicionales, una película soplada monocapa formada a partir de la composición de polietileno y que tiene un espesor de dos mils, tiene un impacto por caída de dardo de al menos 1100 gramos, al menos 1200 gramos, al menos 1300 gramos, al menos 1400 gramos, al menos 1500 gramos, al menos 1600 gramos, al menos 1700 gramos, al menos 1800 gramos, al menos 1900 gramos, o incluso al menos 2000 gramos, cuando se mide según ASTM D1709 Método A.
Según realizaciones adicionales, las composiciones de polietileno pueden tener un índice de reología Dow inferior o igual a 5, tal como inferior o igual a 4, inferior o igual a 3, inferior o igual a 2, o incluso inferior o igual a 1.
En una o más realizaciones, las composiciones de polietileno descritas en el presente documento pueden comprender además componentes adicionales tales como uno o más aditivos. Tales aditivos ilustrativos incluyen, pero no se limitan a, agentes antiestáticos, potenciadores del color, tintes, lubricantes, cargas tales como TiO2 o CaCO3 , opacificantes, nucleadores, coadyuvantes de procesamiento, pigmentos, antioxidantes primarios, antioxidantes secundarios, estabilizadores frente a UV, antibloqueantes, agentes antideslizantes, adherentes, retardantes de llama, agentes antimicrobianos, agentes reductores de olores, agentes antifúngicos y combinaciones de los mismos. Las composiciones de polietileno pueden contener de aproximadamente 0,1 a aproximadamente 10 por ciento en peso combinado de dichos aditivos, con respecto al peso de la composición de polietileno que incluye dichos aditivos. (B) Polimerización
Puede emplearse cualquier procedimiento de polimerización convencional para producir las composiciones de polietileno descritas en el presente documento. Tales procesos de reacción de polimerización convencionales incluyen, pero no se limitan a, procesos de polimerización en suspensión, procesos de polimerización en solución usando uno o más reactores convencionales, por ejemplo, reactores de bucle, reactores isotérmicos, reactores de tanque agitado, reactores discontinuos en paralelo, en serie y/o cualquier combinación de los mismos. La composición de polietileno puede producirse, por ejemplo, mediante un proceso de polimerización en fase de solución usando uno o más reactores de bucle, reactores isotérmicos y combinaciones de los mismos.
En general, el proceso de polimerización en fase de solución puede tener lugar en uno o más reactores bien mezclados, tales como uno o más reactores isotérmicos de bucle, o uno o más reactores adiabáticos, a una temperatura en el intervalo de 115 a 250 °C (por ejemplo, de 115 a 210 °C), y a presiones en el intervalo de 2,07 a 6,89 MPa (300 a 1.000 psi) [p. ej., de 2,76 a 5,52 MPa (400 a 800 psi]). En algunas realizaciones, en un reactor doble, la temperatura en el primer reactor está en el intervalo de 115 a 190 °C (por ejemplo, de 160 a 180 °C), y la temperatura del segundo reactor está en el intervalo de 150 a 250 °C (por ejemplo, de 180 a 220 °C). En otras realizaciones, en un único reactor, la temperatura en el reactor está en el intervalo de 115 a 250 °C (por ejemplo, de 115 a 225 °C). El tiempo de permanencia en el proceso de polimerización en fase de solución puede estar en el intervalo de 2 a 30 minutos (por ejemplo, de 5 a 25 minutos). El etileno, el disolvente, el hidrógeno, uno o más sistemas de catalizadores, opcionalmente uno o más cocatalizadores, y opcionalmente uno o más comonómeros se alimentan continuamente a uno o más reactores. Los disolventes ilustrativos incluyen, pero no se limitan a, isoparafinas. Por ejemplo, tales disolventes están disponibles comercialmente con el nombre ISOPAR E de ExxonMobil Chemical Co., Houston, Texas. La mezcla resultante de la composición de polietileno y el disolvente se retira entonces del reactor y la composición de polietileno se aísla. El disolvente se recupera típicamente mediante una unidad de recuperación de disolvente, por ejemplo, intercambiadores de calor y tambor separador de líquido y vapor, y luego se recicla de nuevo al sistema de polimerización. En algunas realizaciones, la composición de polietileno puede producirse mediante polimerización en solución en un sistema de reactor doble, por ejemplo, un sistema de reactor de doble bucle, en donde el etileno se polimeriza en presencia de uno 0 más sistemas de catalizadores. En algunas realizaciones, solo se polimeriza etileno. Adicionalmente, pueden estar presentes uno o más cocatalizadores. En otra realización, la composición de polietileno puede producirse mediante polimerización en solución en un único sistema de reactor, por ejemplo, un sistema de reactor de bucle único, en donde el etileno se polimeriza en presencia de dos sistemas de catalizadores. En algunas realizaciones, solo se polimeriza etileno. (C) Sistemas de catalizadores
A continuación se describirán realizaciones específicas de sistemas de catalizadores que pueden, en una o más realizaciones, producir las composiciones de polietileno descritas en el presente documento. Debe entenderse que los sistemas de catalizadores de esta descripción pueden implementarse de formas diferentes y no debe interpretarse como limitados a las realizaciones expuestas en esta descripción. Más bien, las realizaciones se proporcionan de modo que esta descripción sea exhaustiva y completa, y transmita completamente el alcance del contenido a los expertos en la técnica. La expresión “ seleccionado independientemente” se usa en el presente documento para indicar que los grupos R, tales como, R1, R2, R3, R4 y R5 , pueden ser idénticos o diferentes (por ejemplo, R1, R2 , R3 , R4 y R5 pueden ser todos alquilos sustituidos o R1 y R2 pueden ser un alquilo sustituido y R3 puede ser un arilo, etc.). El uso del singular incluye el uso del plural y viceversa (por ejemplo, un disolvente de hexano incluye hexanos). Un grupo llamado R tendrá generalmente la estructura reconocida en la técnica como correspondiente a grupos R que tienen ese nombre. Estas definiciones están destinadas a complementar e ilustrar, no excluir, las definiciones conocidas por los expertos en la técnica.
El término “ procatalizador” se refiere a un compuesto que tiene actividad catalítica cuando se combina con un activador. El término “ activador” se refiere a un compuesto que reacciona químicamente con un procatalizador de una manera que convierte el procatalizador en un catalizador catalíticamente activo. Tal como se usan en el presente documento, los términos “ cocatalizador” y “ activador” son términos intercambiables.
Cuando se usa para describir determinados grupos químicos que contienen átomos de carbono, una expresión entre paréntesis que tiene la forma “ (Cx-Cy)” significa que la forma no sustituida del grupo químico tiene desde x átomos de carbono hasta y átomos de carbono, incluyendo x e y. Por ejemplo, un alquilo (C1-C40) es un grupo alquilo que tiene desde 1 hasta 40 átomos de carbono en su forma no sustituida. En algunas realizaciones y estructuras generales, determinados grupos químicos pueden estar sustituidos por uno o más sustituyentes tales como RS. Una versión sustituida RS de un grupo químico definido usando el “ (Cx-Cy)” entre paréntesis puede contener más de y átomos de carbono dependiendo de la identidad de cualquier grupo RS Por ejemplo, un “ alquilo (C1-C40) sustituido con exactamente un grupo RS, donde RS es fenilo (-C6H5)” puede contener desde 7 hasta 46 átomos de carbono. Por tanto, en general cuando un grupo químico definido usando el “ (Cx-Cy)” entre paréntesis está sustituido por uno o más sustituyentes que contienen átomos de carbono RS, el número total mínimo y máximo de átomos de carbono del grupo químico se determina añadiendo tanto x como y a la suma combinada del número de átomos de carbono de todos los sustituyentes que contienen átomos de carbono RS
El término “ sustitución” significa que al menos un átomo de hidrógeno (-H) unido a un átomo de carbono o heteroátomo de un compuesto o grupo funcional no sustituido correspondiente se reemplaza por un sustituyente (por ejemplo, RS). El término “ presustitución” significa que cada átomo de hidrógeno (H) unido a un átomo de carbono o heteroátomo de un compuesto o grupo funcional no sustituido correspondiente se reemplaza por un sustituyente (por ejemplo, RS). El término “ polisustitución” significa que al menos dos, pero menos de todos, los átomos de hidrógeno unidos a átomos de carbono o heteroátomos de un compuesto o grupo funcional no sustituido correspondiente se reemplazan por un sustituyente. El término “ -H” significa un hidrógeno o radical hidrógeno que está unido covalentemente a otro átomo. “ Hidrógeno” y “ -H” son intercambiables, y a menos que se especifique claramente tienen significados idénticos.
El término “ hidrocarbilo (C1-C40)” significa un radical hidrocarbonado de desde 1 hasta 40 átomos de carbono y el término “ hidrocarbileno (C1-C40)” significa un dirradical hidrocarbonado de desde 1 hasta 40 átomos de carbono, en donde cada radical hidrocarbonado y cada dirradical hidrocarbonado es aromático o no aromático, saturado o insaturado, de cadena lineal o ramificada, cíclico (incluyendo mono- y policíclico, policíclico condensado y no condensado, incluyendo bicíclico; 3 átomos de carbono o más) o acíclico y está no sustituido o sustituido por uno o más R S .
En esta descripción, un hidrocarbilo (C1-C40) puede ser un alquilo (C1-C40), cicloalquilo (C3-C40), cicloalquil (C3-C20)-alquileno (C1-C20), arilo (C6-C40) o aril (C6-C20)-alquileno (C1-C20). En algunas realizaciones, cada uno de los grupos hidrocarbilo (C1-C40) mencionados anteriormente tienen un máximo de 20 átomos de carbono (es decir, hidrocarbilo (C1-C20) y otras realizaciones, un máximo de 12 átomos de carbono.
Los términos “ alquilo (C1-C 40)” y “ alquilo (C1-C 18)” significan un radical hidrocarbonado lineal o ramificado saturado de desde 1 hasta 40 átomos de carbono o desde 1 hasta 18 átomos de carbono, respectivamente, que está sin sustituir o sustituido con uno o más RS Los ejemplos de alquilo (C1-C 40) sin sustituir son alquilo (C1-C20) sin sustituir; alquilo (C1-C 10) sin sustituir; alquilo (C1-C5 ) sin sustituir; metilo; etilo; 1 -propilo; 2-propilo; 1 -butilo; 2-butilo; 2-metilpropilo; 1,1 -dimetiletilo; 1 -pentilo; 1-hexilo; 1 -heptilo; 1-nonilo; y 1-decilo. Ejemplos de alquilo (C 1-C40) sustituido son alquilo (C1-C20) sustituido, alquilo (C1-C 10) sustituido, trifluorometilo y alquilo [C45]. El término “ alquilo [C45]” (con corchetes) significa que hay un máximo de 45 átomos de carbono en el radical, incluyendo sustituyentes, y es, por ejemplo, un alquilo (C27-C40) sustituido con un RS , que es un alquilo (C1-C5 ), respectivamente. Cada alquilo (C1-C5 ) puede ser metilo, trifluorometilo, etilo, 1 -propilo, 1 -metiletilo o 1, 1 -dimetiletilo.
El término “ arilo (C6-C40)” significa un radical hidrocarbonado aromático no sustituido o sustituido (con uno o más RS ), mono-, bi o tricíclico de desde 6 hasta 40 átomos de carbono, de los cuales al menos desde 6 hasta 14 de los átomos de carbono son átomos de carbono del anillo aromático, y el radical mono-, bi- o tricíclico comprende de 1, 2 o 3 anillos, respectivamente; en donde el anillo 1 es aromático y los 2 o 3 anillos están condensados o no independientemente, y al menos uno de los anillos 2 o 3 es aromático. Los ejemplos de arilo (C6-C40) no sustituido son arilo (C6-C20) no sustituido, arilo (C6-C 18) no sustituido; 2-alquil (C1-C5)-fenilo; 2,4-bis-alquil (C 1-C5 )-fenilo; fenilo; fluorenilo; tetrahidrofluorilo; indacenilo; hexahidroindacenilo; indenilo; dihidroindenilo; naftilo; tetrahidronaftilo; y fenantreno. Los ejemplos de arilo (C6-C 40) sustituido son arilo (C1-C 20) sustituido; arilo (C6-C 18) sustituido; 2,4-bis(alquil [C20])-fenilo; polifluorofenilo; pentafluorofenilo; y fluoren-9-ona-1-ilo.
El término “ cicloalquilo (C3-C40)” significa un radical hidrocarbonado cíclico saturado de desde 3 hasta 40 átomos de carbono que está sin sustituir o sustituido con uno o más RS Otros grupos cicloalquilo (por ejemplo, cicloalquilo (Cx-Cy )) se definen de manera análoga como que tienen desde x hasta y átomos de carbono y que están no sustituidos o sustituidos con uno o más RS Ejemplos de cicloalquilo (C3-C40) no sustituido son cicloalquilo (C3-C20) no sustituido, cicloalquilo (C3-C10) no sustituido, ciclopropilo, ciclobutilo, ciclopentilo, ciclohexilo, cicloheptilo, ciclooctilo, ciclononilo y ciclodecilo. Ejemplos de alquilo (C3-C40) sustituido son alquilo (C3-C20) sustituido, alquilo (C3-C10) sustituido, ciclopentanon-2-ilo y 1-fluorociclohexilo.
Los ejemplos de hidrocarbileno (C1-C40) incluyen arileno (C6-C40), cicloalquileno (C3-C40) y alquileno (C1-C40) (por ejemplo, alquileno (C1-C20)) no sustituidos o sustituidos. En algunas realizaciones, los dirradicales están en el mismo átomo de carbono (por ejemplo, -CH2-) o en átomos de carbono adyacentes (es decir, 1,2-dirradicales), o están separados por uno, dos o más de dos átomos de carbono intermedios (por ejemplo, 1,3-dirradicales, 1,4-dirradicales, respectivos etc.). Algunos dirradicales incluyen a,w-dirradical. El a,w-dirradical es un dirradical que tiene una separación máxima de la estructura principal de carbonos entre los carbonos radicales. Algunos ejemplos de a,u>-dirradicales de alquileno (C2-C20) incluyen etan-1,2-diilo (es decir, -CH2CH2-), propan-1,3-diilo (es decir, -CH2CH2CH2-), 2-metilpropan-1,3-diilo (es decir, -CH2CH(CH3)CH2-). Algunos ejemplos de a,w-dirradicales de arileno (C6-C50) incluyen fenil-1,4-diilo, naftalen-2,6-diilo o naftalen-3,7-diilo.
El término “ alquileno (C1-C40)” significa un dirradical de cadena lineal o ramificada saturado (es decir, los radicales no están en átomos de anillo) de desde 1 hasta 40 átomos de carbono que está no sustituido o sustituido con uno o más RS Ejemplos de alquileno (C1-C50) no sustituido son alquileno (C1-C20) no sustituido, incluyendo -CH2CH2-, -(CH2)3-, -(CH2)4-, -(^ 2 )5-, -(CH2)6-, -(CH2)7-, -(CH2)8-, -CH2C*HCH3, y -(CH2)4C*(H)(CH3) no sustituidos, en los que “C*” indica un átomo de carbono del cual se elimina un átomo de hidrógeno para formar un radical alquilo secundario o terciario. Ejemplos de alquileno (C1-C50) sustituido son alquileno (C1-C20) sustituido, -CF2-, -C(O)- y -(CH2)14C(CH3)2(CH2)5- (es decir, un 1-20-eicosileno normal sustituido con 6,6-dimetilo). Debido a que como se ha mencionado anteriormente dos RS pueden tomarse juntos para formar un alquileno (C1-C18), los ejemplos de alquileno (C1-C50) sustituido también incluyen 1,2-bis(metilen)ciclopentano, 1,2-bis(metilen)ciclohexano, 2,3-bis(metilen)-7,7-dimetil-biciclo[2.2.1]heptano y 2,3-bis(metilen)biciclo[2.2.2]octano.
El término “ cicloalquileno (C3-C 40)” significa un dirradical cíclico (es decir, los radicales no están en átomos de anillo) de desde 3 hasta 40 átomos de carbono que está no sustituido o sustituido con uno o más RS
El término “ heteroátomo” se refiere a un átomo distinto de hidrógeno o carbono. Los ejemplos de heteroátomos incluyen O, S, S(O), S(O)2, Si(RC)2, P(RP), N(RN), -N=C(RC)2, -Ge(RC)2- o -Si(RC)-, donde cada RC, cada RN y cada RP es hidrocarbilo (C1-C18) no sustituido o -H. El término “ heterohidrocarbonado” se refiere a una molécula o estructura molecular en la que uno o más átomos de carbono están reemplazados por un heteroátomo. El término “ heterohidrocarbilo (C1-C40)” significa un radical heterohidrocarbonado de desde 1 hasta 40 átomos de carbono, y el término “ heterohidrocarbileno (C1-C40)” significa un dirradical heterohidrocarbonado de desde 1 hasta 40 átomos de carbono y cada heterohidrocarbono tiene uno
o más heteroátomos. El radical del heterohidrocarbilo está en un átomo de carbono o un heteroátomo, y los dirradicales del heterohidrocarbilo pueden estar en: (1) uno o dos átomos de carbono, (2) uno o dos heteroátomos, o (3) un átomo de carbono y un heteroátomo. Cada heterohidrocarbilo (C1-C50) y heterohidrocarbileno (C1-C50) puede estar no sustituido o sustituido (con uno o más RS), ser aromático o no aromático, saturado o insaturado, de cadena lineal o ramificada, cíclico (incluyendo mono- y policíclico, policíclico condensado y no condensado) o acíclico.
El heterohidrocarbilo (C1-C40) puede ser heteroalquilo (C1-C40), hidrocarbil (C1-C40)-O-, hidrocarbilo (C1-C40)-S-, hidrocarbilo (C1-C40)-S(O)-, hidrocarbil (C1-C40)-S(O)2-, hidrocarbilo (C1-C40)-Si(RC )2-, hidrocarbilo (C1-C40)-N(R)n-, hidrocarbilo (C1-C40)-P(Rp), heterocicloalquilo (C2-C40), heterocicloalquilo (C2-C 19)-alquileno (C1-C20), cicloalquilo (C3-C20)-heteroalquileno (C1-C19), heterocicloalquilo (C2-C19)-heteroalquileno (C1-C20), heteroarilo (C1-C40), heteroarilo (C1-C19)-alquileno (C1-C20), arilo (C6-C20)-heteroalquileno (C1-C 19), o heteroarilo (C1-C 19)-heteroalquileno (C1-C20).
El término “ heteroarilo (C4-C40)” significa un radical hidrocarbonado heteroaromático mono-, bi- o tricíclico no sustituido o sustituido (por uno o más RS) de 4 a 40 átomos de carbono totales y de 1 a 10 heteroátomos, y el radical mono-, bio tricíclico comprende 1, 2 o 3 anillos, respectivamente, en donde los anillos 2 o 3 están condensados o no están condensados y al menos uno de los anillos 2 o 3 es heteroaromático. Otros grupos heteroarilo (por ejemplo, heteroarilo (Cx-Cy ) generalmente, tal como heteroarilo (C4-C 12)) se definen de manera análoga como que tienen desde x hasta y átomos de carbono (tal como de 4 a 12 átomos de carbono) y que están sin sustituir o sustituidos con uno o más de un RS El radical hidrocarbonado heteroaromático monocíclico es un anillo de 5 miembros o un anillo de 6 miembros. El anillo de 5 miembros tiene 5 menos h de átomos de carbono, en donde h es el número de heteroátomos y puede ser 1, 2 o 3; y cada heteroátomo puede ser O, S, N o P. Los ejemplos de radical hidrocarbonado heteroaromático de anillos de 5 miembros son pirrol-1-ilo; pirrol-2-ilo; furan-3-ilo; tiofen-2-ilo; pirazol-1-ilo; isoxazol-2-ilo; isotiazol-5-ilo; imidazol-2-ilo; oxazol-4-ilo; tiazol-2-ilo; 1,2,4-triazol-1-ilo; 1,3,4-oxadiazol-2-ilo; 1,3,4-tiadiazol-2-ilo; tetrazol-1-ilo; tetrazol-2-ilo; y tetrazol-5-ilo. El anillo de 6 miembros tiene 6 menos h de átomos de carbono, en donde h es el número de heteroátomos y puede ser 1 o 2 y los heteroátomos pueden ser N o P. Los ejemplos de radical hidrocarbonado heteroaromático de anillos de 6 miembros son piridin-2-ilo; pirimidin-2-ilo; y pirazin-2-ilo. El radical hidrocarbonado heteroaromático bicíclico puede ser un sistema de anillos de 5,6- o 6,6- condensados. Los ejemplos del radical hidrocarbonado heteroaromático bicíclico de sistema de anillos condensados 5,6 son indol-1-ilo; y bencimidazol-1-ilo. Los ejemplos del radical hidrocarbonado heteroaromático bicíclico de sistema de anillos 6,6 condensado son quinolin-2-ilo; e isoquinolin-1-ilo. El radical hidrocarbonado heteroaromático tricíclico puede ser un sistema de anillos 5,6,5-; 5,6,6-; 6,5,6-; o 6 ,6,6- condensados. Un ejemplo del sistema de anillos 5,6,5 condensado es 1,7-dihidropirrolo [3,2-f]indol-1-ilo. Un ejemplo del sistema de anillos 5,6,6 condensado es 1H-benzo[f]indol-1-ilo. Un ejemplo del sistema de anillos 6,5,6 condensado es 9H-carbazol-9-ilo. Un ejemplo del sistema de anillos 6,5,6 condensado es 9H-carbazol-9-ilo. Un ejemplo del sistema de anillos 6,6,6 condensado es acridin-9-ilo.
El heteroalquilo mencionado anteriormente puede ser radicales de cadena lineal o ramificada saturados que contengan (C1-C50) átomos de carbono, o menos átomos de carbono y uno o más de los heteroátomos. De la misma manera, el heteroalquileno puede ser dirradicales de cadena lineal o ramificada saturados que contiene desde 1 hasta 50 átomos de carbono y uno o más de un heteroátomo. Los heteroátomos, como se definen anteriormente, pueden incluir Si(RC )3 , Ge(RC )3 , Si(RC )2 , Ge(RC )2 , P(RP)2 , P(RP), N(RN)2 , N(RN), N, O, ORC , S, SRC , S(O) y S(O)2 , en donde cada uno de los grupos heteroalquilo y heteroalquileno no está sustituido o está sustituido con uno o más RS
Ejemplos de heterocicloalquilo (C2-C40) no sustituido son heterocicloalquilo (C2-C20) no sustituido, heterocicloalquilo (C2-C 10) no sustituido, aziridin-1-ilo, oxetan-2-ilo, tetrahidrofuran-3-ilo, pirrolidin-1-ilo, tetrahidrotiofen-S,S-dióxido-2-ilo, morfolin-4-ilo, 1,4-dioxano-2-ilo, hexahidroazepin-4-ilo, 3-oxa-ciclooctilo, 5-tio-ciclononilo y 2-aza-ciclodecilo.
La expresión “ átomo de halógeno” o el término “ halógeno” significa el radical de un átomo de flúor (F), átomo de cloro (Cl), átomo de bromo (Br) o átomo de yodo (I). El término “ haluro” significa forma aniónica del átomo de halógeno; fluoruro (F - ), cloruro (Cl- ), bromuro (Br), o yoduro (I- ).
El término “ saturado” significa que carece de dobles enlaces carbono-carbono, triples enlaces carbono-carbono y (en grupos que contienen heteroátomos) dobles enlaces carbono-nitrógeno, carbono-fósforo y carbono-silicio. Cuando un grupo químico saturado está sustituido con uno o más sustituyentes RS, uno o más enlaces dobles y/o triples pueden estar o no presentes opcionalmente en los sustituyentes RS El término “ insaturado” significa que contiene uno o más dobles enlaces carbono-carbono o triples enlaces carbono-carbono, y (en grupos que contienen heteroátomos) dobles enlaces carbono-nitrógeno, carbono-fósforo y carbono-silicio, que no incluyen cualquiera de tales dobles enlaces que pueden estar presentes en los sustituyentes RS , si es que los hay, o en anillos (hetero) aromáticos, si es que los hay.
Según algunas realizaciones, un sistema de catalizador para producir una composición de polietileno incluye un complejo de metal-ligando según la fórmula (I):

En la fórmula (I), M es un metal elegido de titanio, zirconio o hafnio, estando el metal en un estado de oxidación formal de 2, 3 o 4; n es 0, 1 o 2; cuando n es 1, x es un ligando monodentado o un ligando bidentado; cuando n es 2, cada X es un ligando monodentado y es igual o diferente; el complejo metal-ligando es la carga general-neutral; cada Z se elige independientemente de -O-, -S-, -N(RN)- o -P(RP)-; L es hidrocarbileno (C1-C40) o heterohidrocarbileno (C1-C40), en donde el hidrocarbileno (C1-C40) tiene una porción que comprende una estructura principal de ligador de 1 átomo de carbono a 10 átomos de carbono que une los dos grupos Z en la fórmula (I) (a la que L está unido) o el heterohidrocarbileno (C1-C40) tiene una porción que comprende una estructura principal de ligador de 1 átomo a 10 átomos que une los dos grupos Z en la fórmula (I), en donde cada uno de los 1 a 10 átomos de la estructura principal de ligador de 1 átomo a 10 átomos del heterohidrocarbileno (C1-C40) es independientemente un átomo de carbono o heteroátomo, en donde cada heteroátomo es independientemente O, S, S(O), S(O)2 , Si(RC)2 , Ge(R)C)2 , P(RC), o N(RC), en donde independientemente cada RC es hidrocarbilo(C1-C30) o heterohidrocarbilo(C1-C30); R1 y R8 se seleccionan independientemente del grupo que consiste en hidrocarbilo (C1-C40), heterohidrocarbilo (C1-C40), -Si(RC)3 , -Ge(RC)3 , -P(Rp)2 , -N(Rn )2 , -ORc , -SRc , -NO2 , -CN, -CF3 , RCS(O)-, RCS(O)2-, (Rc )2C=N-, Rc C(O)O-, Rc OC(O)-, Rc C(O)N(Rn )-, (Rn )2NC(O)-, halógeno, radicales que tienen la fórmula (II), la fórmula (III) o la fórmula (IV):

En las fórmulas (II), (III) y (IV), cada uno de R31-35, R41-48 o R51-59 se elige independientemente de hidrocarbilo (C1-C40), heterohidrocarbilo (C1-C40), -Si(RC)3 , -Ge(RC)3 , -P(R P)2 , -N(R N)2 , -N=CHRC , -ORC , -SRC , -NO2 , -CN, -CF3 , RCS(O)-, Rc S(O)2-, (Rc )2C=N-, Rc C(O)O-, Rc OC(O)-, Rc C(O)N(R n )-, (Rn )2 NC(O)-, halógeno o -H, siempre que al menos uno de R1 o R8 sea un radical que tiene la fórmula (II), la fórmula (III) o la fórmula (IV).
En la fórmula (I), cada uno de R2-4, R5-7 y R9-16 se selecciona independientemente entre hidrocarbilo(C 1-C40), heterohidrocarbilo(C1-C40), -Si(RC)3 , -Ge(RC)3 , -P(R P)2 , -N(RN)2 , -N=CHRC , -ORC , -SRC , -NO2 , -CN, -CF3 , RCS(O)-, Rc S(O)2-, (Rc )2C=N-, Rc C(O)O-, Rc OC(O)-, Rc C(O)N(R n )-, (Rc )2 NC(O)-, halógeno, y -H.
En algunas realizaciones, la composición de polietileno se forma usando un primer catalizador según la fórmula (I) en un primer reactor y un catalizador diferente según la fórmula (I) en un segundo reactor.
En una realización ilustrativa donde se usa un reactor de doble bucle, el procatalizador usado en el primer bucle es [[2,2"'-[[bis[1-metiletil)germileno]bis(metilenoxi-KO)]bis[3",5,5"-tris(1,1-dimetiletil)-5'-octil[1,1':3',1"-tertenil]-2'-olato-KO]](2-)]dimetil circonio, que tiene la fórmula química C86H128F2GeO4Zr y la siguiente estructura (V):

En tal realización, el procatalizador usado en el segundo bucle es [[2,2"'-[1,3-propanodiilbis(oxi-KO)]bis[3-[2,7-bis(1, 1 -dimetiletil)-9H-carbazol-9-il]]-5'-(dimetiloctilsilil)-3'-methyl-5-(1, 1,3,3-tetrametilbutil)[1, 1 ]-bifenil]-2-olato-KO]](2-)]dimetil circonio que tiene la fórmula química C107H154N2O4Si2Zr y la siguiente estructura (VI):

(D) Componente cocatalizador
El sistema de catalizador que comprende un complejo de metal-ligando de fórmula (I) puede volverse catalíticamente activo mediante cualquier técnica conocida en la materia para activar catalizadores basados en metales de reacciones de polimerización de olefinas. Por ejemplo, el sistema que comprende un complejo de metal-ligando de fórmula (I) puede volverse catalíticamente activo poniendo en contacto el complejo o combinando el complejo con un cocatalizador de activación. Los cocatalizadores de activación adecuados para su uso en el presente documento incluyen alquilaluminios; alumoxanos poliméricos u oligoméricos (también conocidos como aluminoxanos); ácidos de Lewis neutros; y compuestos no poliméricos, no coordinantes, formadores de iones (incluyendo el uso de tales compuestos en condiciones oxidantes). Una técnica de activación adecuada es la electrólisis a granel. También se contemplan combinaciones de uno o más de los cocatalizadores de activación y técnicas anteriores. El término “ alquilaluminio” significa un dihidruro de monoalquilaluminio o dihaluro de monoalquilaluminio, un hidruro de dialquilaluminio o haluro de dialquilaluminio o un trialquilaluminio. Ejemplos de alumoxanos poliméricos u oligoméricos incluyen metilalumoxano, metilalumoxano modificado con triisobutilaluminio e isobutilalumoxano.
Los activadores de ácido de Lewis (cocatalizadores) incluyen compuestos metálicos del Grupo 13 que contienen de 1 a 3 sustituyentes hidrocarbilo(C1-C20) como se describe en el presente documento. En una realización, los compuestos metálicos del Grupo 13 son compuestos de aluminio sustituido con tri(hidrocarbilo C1-C20) o tri(hidrocarbilo C1-C20)-boro. En otras realizaciones, los compuestos metálicos del Grupo 13 son compuestos de aluminio sustituido con tri(hidrocarbilo) o tri(hidrocarbilo C1-C20)-boro, compuestos de tri(alquilo C1-C10)-aluminio, tri(arilo C6-C18)-boro, y derivados halogenados (incluyendo perhalogenados) de los mismos. En otras realizaciones adicionales, los compuestos metálicos del Grupo 13 son tris (fenilo sustituido con fluoro) boranos, tris(pentafluorofenil)borano. En algunas realizaciones, el cocatalizador de activación es un borato de tris (hidrocarbilo C1-C20) (por ejemplo, tetrafluoroborato de tritilo) o un tri(hidrocarbilo (C1-C20))amonio tetra(hidrocarbilo (C1-C20))borano (por ejemplo, bis(octadecil)metilamonio tetraquis(pentafluorofenil)borano). Como se usa en el presente documento, el término “ amonio” significa un catión de nitrógeno que es un (hidrocarbilo (C1-C20))4N+ , un (hidrocarbilo (C1-C20))3N(H)+ , un (hidrocarbilo (C1-C20))2N(H)2+, hidrocarbilo(C1-C20)N(H)3+, o N(H)4+, en donde cada hidrocarbilo (C1-C20), cuando dos o más están presentes, pueden ser iguales o diferentes.
Las combinaciones de activadores de ácido de Lewis neutros (cocatalizadores) incluyen mezclas que comprenden una combinación de un compuesto de tri (alquilo (C1-C4))aluminio y un compuesto de tri(arilo (C6-C18))boro halogenado, especialmente un tris(pentafluorofenil)borano. Otras realizaciones son combinaciones de tales mezclas neutras de ácido
de Lewis con un aluminoxano polimérico u oligomérico, y combinaciones de un único ácido de Lewis neutro, especialmente tris(pentafluorofenil)borano con un aluminoxano polimérico u oligomérico. Relaciones de números de moles de (complejo de metal-ligando): (tris(pentafluoro-fenilborano): (alumoxano) [por ejemplo, (complejo metal-ligando del Grupo 4) :(tris(pentafluoro-fenilborano):(alumoxano)] son de 1:1:1 a 1:10:30, en otras realizaciones, de 1:1:1,5 a 1:5:10 El sistema de catalizador que comprende el complejo de metal-ligando de fórmula (I) puede activarse para formar una composición de catalizador activo mediante combinación con uno o más cocatalizadores, por ejemplo, un cocatalizador formador de cationes, un ácido de Lewis fuerte, o combinaciones de los mismos. Los cocatalizadores de activación adecuados incluyen aluminoxanos poliméricos u oligoméricos, especialmente aluminoxano de metilo, así como compuestos formadores de iones inertes, compatibles, no coordinantes. Los cocatalizadores adecuados ilustrativos incluyen, pero no se limitan a: metil aluminoxano modificado (MMAO), bis(alquil de sebo hidrogenado)metilo, tetraquis(pentafluorofenil)borato(1' )amina, y combinaciones de los mismos.
En algunas realizaciones, uno o más de los cocatalizadores de activación anteriores se usan en combinación entre sí. Una combinación especialmente preferida es una mezcla de un tri(hidrocarbilo (C1-C4))aluminio, tri(hidrocarbilo (C1-C4))borano, o un borato de amonio con un compuesto de alumoxano oligomérico o polimérico. La relación del número total de moles de uno o más complejos de metal-ligando de fórmula (I) con respecto al número total de moles del uno o más de los cocatalizadores de activación es de desde 1:10.000 hasta 100:1. En algunas realizaciones, la relación es de al menos 1:5000, en algunas otras realizaciones, al menos 1:1000; y 10:1 o menos, y en algunas otras realizaciones, 1:1 o menos. Cuando se usa un alumoxano solo como cocatalizador de activación, preferiblemente el número de moles del alumoxano que se emplean es al menos 100 veces el número de moles del complejo de metalligando de fórmula (I). Cuando se usa tris(pentafluorofenil)borano solo como cocatalizador de activación, en algunas otras realizaciones, el número de moles del tris(pentafluorofenil)borano que se emplean con respecto al número total de moles de uno o más complejos de metal-ligando de fórmula (I) de 0,5: 1 a 10:1, de 1:1 a 6:1, o de 1:1 a 5:1. Los cocatalizadores de activación restantes se emplean generalmente en cantidades molares aproximadamente iguales a las cantidades molares totales de uno o más complejos de metal-ligando de fórmula (I).
Métodos de ensayo
Los métodos de prueba incluyen lo siguiente:
Índice de fusión
Los índices de fusión I2 (o I2) e I10 (o I10) de muestras de polímero se midieron según la norma ASTM D-1238 a 190 °C y a 2,16 kg y 10 kg de carga, respectivamente. Sus valores se indican en g/10 min. Las fracciones de las muestras de polímero se midieron mediante la recogida de polímero de producto del reactor que produce esa fracción específica o porción de la composición de polímero. Por ejemplo, la primera fracción de polietileno puede recogerse del reactor produciendo el componente de menor densidad y mayor peso molecular de la composición de polímero. La solución de polímero se seca al vacío antes de la medición del índice de fusión.
Densidad
Las muestras para la medición de densidad se prepararon según ASTM D4703. Las mediciones se realizaron, según la norma ASTM D792, método B, en el plazo de una hora del prensado de la muestra.
ASTM D1709 Caída de dardo
La prueba de caída de dardo en película determina la energía que provoca que falle una película de plástico, en condiciones específicas de impacto por un dardo en caída libre. El resultado de la prueba es la energía, expresada en cuanto al peso del proyectil que cae desde una altura especificada, lo que daría como resultado un fallo del 50 % de los especímenes sometidos a prueba.
Después de producir la película, se acondiciona durante al menos 40 horas a 23 °C (+/- 2 °C) y 50 % de H.R. (+/- 5), según las normas ASTM. Las condiciones de prueba estándar son 23 °C (+/- 2 °C) y 50 % de H.R. (+/- 5), según las normas ASTM. El resultado de la prueba puede notificarse mediante el Método A, que utiliza una cabeza de dardo de 3,81 cm (1,5") de diámetro y una altura de caída de 66,04 cm (26"), o mediante el Método B, que utiliza una cabeza de dardo de 5,08 cm (2,0") de diámetro y una altura de caída de 152,40 cm (60"). El espesor de la muestra se mide en el centro de la muestra y la muestra a continuación se sujeta por un soporte de espécimen anular con un diámetro interior de 5 pulgadas. El dardo se carga por encima del centro de la muestra y se libera por un mecanismo neumático o electromagnético.
La prueba se lleva a cabo según el método “ escalonado” . Si la muestra falla, se prueba una nueva muestra con el peso del dardo reducido por una cantidad conocida y fija. Si la muestra no falla, se somete a prueba una nueva muestra con el peso del dardo aumentado en una cantidad conocida. Después de que se hayan probado 20 especímenes, se determina el número de fallos. Si este número es 10, entonces se completa la prueba. Si el número es menor que 10, la prueba continúa
hasta que se han registrado 10 fallos. Si el número es mayor de 10, la prueba continúa hasta que el total de ningún fallo es 10. La intensidad de la caída de dardo se determina a partir de estos datos según la norma a St M D1709 y se expresa en gramos como el impacto por caída de dardo del Tipo A. Todas las muestras analizadas tuvieron un espesor de 2 mil.
Impacto de dardo instrumentado
El método de impacto de dardo instrumentado se mide según la norma ASTM D7192 en especímenes de película de plástico usando un dispositivo de ensayo de impacto CEAST 9350 de Instron. El ensayo se lleva a cabo usando 12,7 mm de diámetro con cabezal hemisférico, un conjunto de sujeción de 75 mm de diámetro con agarres de fijación de caucho. El instrumento está equipado con una cámara ambiental para realizar pruebas a baja o alta temperatura. El tamaño de espécimen típico es 125 mm x 125 mm. La velocidad de prueba estándar es de 200 m/min. El espesor de la película es de 2 mil.
Método de medición de la viscosidad de cizallamiento cero de fluencia
Las viscosidades de cizallamiento cero se obtienen mediante pruebas de fluencia que se realizaron en un reómetro AR-G2 de tensión controlada (TA Instruments; New Castle, Del) utilizando placas paralelas de 25 mm de diámetro a 190 °C. El horno del reómetro se ajusta a la temperatura de ensayo durante al menos 30 minutos antes de poner a cero los mecanismos. A la temperatura de ensayo, se inserta un disco de muestra moldeado por compresión entre las placas y se deja en equilibrio durante 5 minutos. A continuación, la placa superior se baja hasta 50 ^m por encima del espacio de prueba deseado (1,5 mm). Se recorta cualquier material superfluo y la placa superior se baja hasta el espacio deseado. Las mediciones se realizan bajo purga de nitrógeno a un caudal de 5 l/min. El tiempo de fluencia predeterminado se establece durante 2 horas.
Se aplica una tensión de cizallamiento baja constante de 20 Pa para todas las muestras para asegurar que la tasa de cizallamiento en estado estacionario sea lo suficientemente baja como para estar en la región newtoniana. Las tasas de cizallamiento en estado estacionario resultantes están en el intervalo de 10-3 a 10-4 s-1 para las muestras en este estudio. Estado estacionario se determina tomando una regresión lineal para todos los datos en el último 10 % de la ventana de tiempo de la gráfica de log (J(t)) frente a log(t), donde J(t) es la conformidad de fluencia y t es tiempo de fluencia. Si la pendiente de la regresión lineal es mayor de 0,97, se considera que se alcanza el estado estacionario, después se detiene la prueba de fluencia. En todos los casos en este estudio, la pendiente cumple el criterio en 2 horas. La tasa de cizallamiento en estado estacionario se determina a partir de la pendiente de la regresión lineal de todos los puntos de datos en el último 10 % de la ventana de tiempo de la gráfica de £ frente a t, donde £ es la deformación. La viscosidad de cizallamiento cero se determina a partir de la relación de la tensión aplicada a la tasa de cizallamiento en estado estacionario.
Para determinar si la muestra se degrada durante la prueba de fluencia, se lleva a cabo una prueba de cizallamiento oscilatorio de pequeña amplitud, antes y después de la prueba de fluencia, en el mismo espécimen de 0,1 a 100 rad/s. Se comparan los valores de viscosidad complejos de las dos pruebas. Si la diferencia de los valores de viscosidad a 0,1 rad/s es superior al 5 %, se considera que la muestra se ha degradado durante la prueba de fluencia y se descarta el resultado.
Cromatografía de permeación en gel (GPC)
El sistema cromatográfico consistió en un cromatógrafo GPC de alta temperatura PolymerChar GPC-IR (Valencia, España) equipado con un detector de infrarrojos IR5 interno (IR5). El compartimento de horno de muestreador automático se ajustó a 160 °Celsius y el compartimento de columna se ajustó a 150 °Celsius. Las columnas usadas fueron 4 columnas de lecho mixto lineal de 30 cm 20 micrómetros de Agilent “ Mixed A” y una precolumna de 20 um. El disolvente cromatográfico usado fue 1,2,4 triclorobenceno y contenía 200 ppm de hidroxitolueno butilado (BHT). La fuente de disolvente se roció con nitrógeno. El volumen de inyección usado fue 200 microlitros y el caudal fue 1,0 mililitros/minuto.
La calibración del conjunto de columnas de CPG se realizó con 21 patrones de poliestireno de distribución del peso molecular estrecho con pesos moleculares que varían de 580 a 8.400.000 y estaban dispuestos en 6 mezclas de tipo “ cóctel” con al menos una década de separación entre los pesos moleculares individuales. Los patrones se adquirieron de Agilent Technologies. Los patrones de poliestireno se prepararon a 0,025 gramos en 50 mililitros de disolvente para pesos moleculares iguales o superiores a 1.000.000 y 0,05 gramos en 50 mililitros de disolvente para pesos moleculares inferiores a 1.000.000. Los patrones de poliestireno se disolvieron a 80 grados Celsius con agitación suave durante 30 minutos. Los pesos moleculares máximos de patrones de poliestireno se convirtieron en pesos moleculares de polietileno utilizando la Ecuación 1 [como se describe en Williams and Ward, J. Polym. Sci., Polym. Let., 6 , 621 (1968)].:

donde M es el peso molecular, A tiene un valor de 0,4315 y B es igual a 1,0.
Se usó un polinomio de quinto orden para ajustar los respectivos puntos de calibración equivalentes de polietileno. Se hizo un pequeño ajuste a A (de aproximadamente 0,375 a 0,445) para corregir los efectos de resolución de la columna y ensanchamiento de banda, de modo que el homopolímero de polietileno lineal estándar se obtiene en 120.000 de Mw.
Se realizó el recuento total de placas del conjunto de columnas GPC con decano (preparado a 0,04 g en 50 mililitros de TCB y se disolvió durante 20 minutos con agitación suave). El recuento de placas (ecuación 2) y simetría (ecuación 3) se midieron en una inyección de 200 microlitros según las siguientes ecuaciones:

donde RV es el volumen de retención en mililitros, el ancho de pico está en mililitros, el pico máx. es la altura máxima del pico, y % de altura es % de altura del pico máximo.

donde RV es el volumen de retención en mililitros, y la anchura de pico es en mililitros, el pico máx. es la posición máxima del pico, una décima altura es 1/10 de altura del pico máximo, y donde el pico trasero se refiere a la cola de pico en volúmenes de retención posteriores al pico máx., y donde el pico frontal se refiere al frente de pico en volúmenes de retención anteriores al pico máx. El recuento de placas para el sistema cromatográfico debería ser mayor de 18.000, y la simetría debería estar entre 0,98 y 1,22.
Las muestras se prepararon de manera semiautomática con el software PolymerChar “ Instrument Control” , en donde las muestras se seleccionaron en peso a 2 mg/ml, y se añadió el disolvente (contenía 200 ppm de BHT) a un vial con tapa de septa rociada con nitrógeno previamente, a través del muestreador automático de alta temperatura PolymerChar. Las muestras se disolvieron durante 2 horas a 160 °Celsius bajo agitación de “ baja velocidad” .
Los cálculos de Mn(GPC), Mw(gpc), and Mz (gpc) se basaron en los resultados de GPC utilizando el detector IR5 interno (canal de medición) del cromatógrafo de PolymerChar GPC-IR según las ecuaciones 4-6, usando el software PolymerChar GPCOne™, el cromatograma iR sustraído de referencia en cada punto de recolección de datos igualmente separado (i), y el peso molecular equivalente de polietileno obtenido de la curva de calibración estándar estrecha para el punto (i) de la ecuación 1.

Para controlar las desviaciones con el tiempo, se introdujo un marcador de caudal (decano) en cada muestra mediante una microbomba controlada con el sistema PolymerChar GPC-IR. Este marcador de tasa de flujo (FM) se usó para corregir linealmente la tasa de flujo de bombeo (tasa de flujo (nominal)) para cada muestra mediante la alineación RV del respectivo pico de decano dentro de la muestra (RV (FM muestra)) a la del pico de decano dentro de la calibración de patrones estrecha (RV (FM calibrado)). Se supone que cualquier cambio en el momento del pico del marcador de decano está relacionado con un desplazamiento lineal en tasa de flujo (tasa de flujo (efectiva) para toda la prueba. Para facilitar la mayor precisión de una medición de RV del pico del marcador de flujo, se usa una rutina de ajuste de mínimos cuadrados para ajustar el pico del cromatograma de concentración de marcador de flujo a una ecuación cuadrática. La primera derivada de la ecuación cuadrática se usa entonces para resolver la posición pico real. Después de calibrar el sistema basándose en un pico de marcador de flujo, la tasa de flujo efectiva (con respecto a la calibración de patrones estrecha) se calcula como la ecuación 7. El procesamiento del pico del marcador de flujo se realizó mediante el software PolymerChar GPCOne™. La corrección de tasa de flujo aceptable es tal que la tasa de flujo efectiva debería estar dentro de /- 0,5 % de la tasa de flujo nominal.

Método mejorado para el análisis de contenido de comonómero (iCCD)
En 2015 se desarrolló un método mejorado para el análisis del contenido de comonómeros (iCCD) (Cong y Parrott, y col., WO2017040127A1). La prueba iCCD se realizó con instrumental de fraccionamiento por elución de cristalización (CEF) (PolymerChar, España) equipado con un detector IR-5 (PolymerChar, España), y un detector de dispersión de luz de dos ángulos modelo 2040 (Precision Detectors, actualmente Agilent Technologies). Se instaló una columna de protección rellena con un vidrio 20-27 micrómetros (MoSCi Corporation, EE. UU.) en un inoxidable de 5 cm o 10 cm (longitud) X1/4"(DI) justo antes del detector IR-5 en el horno detector. Se usó ortodiclorobenceno (ODCB, 99 % de grado anhidro o grado técnico). Se obtuvo gel de sílice 40 (tamaño de partícula de 0,2-0,5 mm, número de catálogo 10181-3) de EMD Chemicals (se puede usar para secar el disolvente ODCB antes). El instrumento CEF está equipado con un automuestreador con capacidad de purgado de N2. El ODCB se roció con nitrógeno seco (N2) durante una hora antes de su uso. La preparación de la muestra se realizó con automuestreador a 4 mg/ml (a menos que se especifique lo contrario) con agitación a 160 °C durante 1 hora. El volumen de inyección fue de 300 μl. El perfil de temperatura del iCCD fue: cristalización a 3 °C/min de 105 °C a 30 °C, equilibrio térmico a 30 °C durante 2 minutos (incluyendo el tiempo de elución de fracción soluble que se establece como 2 minutos), elución a 3 °C/min de 30 °C a 140 °C. El caudal durante la cristalización es de 0,0 ml/min. El caudal durante la elución es de 0,50 ml/min. Los datos se recopilaron en un punto de datos/segundo.
La columna de iCCD se rellenó con partículas de níquel recubiertas de oro (Bright 7GNM8-NiS, Nippon Chemical Industrial Co.) en un tubo inoxidable de 15 cm (longitud) X1/4" (DI). El empaquetamiento y acondicionamiento de la columna se realizaron con un método de suspensión según la referencia (Cong, R.; Parrott, A.; Hollis, C.; Cheatham, M. WO2017040127A1). La presión final con el relleno de la suspensión TCB fue de 150 Bares.
La calibración de la temperatura de la columna se realizó usando una mezcla del homopolímero de polietileno lineal de Material de referencia (que tiene un contenido de comonómero cero, índice de fusión (I2) de 1,0, polidispersidad Mw/M n aproximadamente 2,6 por cromatografía de permeación en gel convencional, 1,0 mg/ml) y Eicosano (2 mg/ml) en ODCB. La calibración de temperatura de iCCD consistió en cuatro etapas: (1) calcular el volumen de retardo definido como el desplazamiento de temperatura entre la temperatura de elución máxima medida de eicosano menos 30,00 °C; (2) sustraer el desfase de temperatura de la temperatura de elución de los datos de temperatura sin procesar de iCCD. Se observa que esta compensación de temperatura es una función de las condiciones experimentales, tales como la temperatura de elución, el caudal de elución, etc.; (3) crear una línea de calibración lineal que transforma la temperatura de elución en un intervalo de 30,00 °C y 140,00 °C de modo que la referencia de homopolímero de polietileno lineal tuvo una temperatura máxima a 101,0 °C, y el Eicosano tuvo una temperatura máxima de 30,0 °C; (4) Para la fracción soluble medida isotérmicamente a 30 °C, la temperatura de elución por debajo de 30,0 °C se extrapola linealmente utilizando la velocidad de calentamiento de elución de 3 °C/min, según la referencia (Cerk y Cong, y col., US-9.688.795).
El contenido de comonómero frente a la temperatura de elución de iCCD se construyó usando 12 materiales de referencia (homopolímero de etileno y copolímero aleatorio de etileno-octeno elaborado con catalizador de metaloceno de sitio único, que tiene un peso molecular promedio en peso equivalente de etileno que varía de 35.000 a 128.000). Todos estos materiales de referencia se analizaron de la misma manera que se especificó previamente a 4 mg/ml. Las temperaturas del pico de elución informadas se ajustaron linealmente a la ecuación lineal y = -6,3515x. 101,00, donde y representaba la temperatura de elución de iCCD y x representaba el % molar de octeno, y R2 fue 0,978.
El peso molecular del polímero y el peso molecular de las fracciones de polímero se determinó directamente desde el detector LS (ángulo de 90 grados) y el detector de concentración (IR-5) según la aproximación de Rayleigh-Gans-Debys (Striegel and Yau, Modern Size Exclusion Liquid Chromatogram, página 242 y Página 263) suponiendo el factor de forma de 1 y todos los coeficientes viriales iguales a cero. Las ventanas de integración se establecen para integrar todos los cromatogramas en la temperatura de elución (la calibración de temperatura se especifica anteriormente) que varía de 23,0 a 120 °C.
El cálculo del peso Molecular (Mw) de iCCD incluye las siguientes cuatro etapas:
(1) Medición del desfase entre detectores. El desplazamiento se define como el desplazamiento del volumen geométrico entre LS con respecto al detector de concentración. Se calcula como la diferencia en el volumen de elución (ml) del pico de polímero entre el detector de concentración y cromatogramas LS. Se convierte en el desfase de temperatura usando la tasa térmica de elución y la tasa de flujo de elución. Se usa un polietileno de alta densidad lineal (que tiene un contenido de comonómero cero, índice de fusión (I2) de 1,0, polidispersidad Mw/M n aproximadamente 2,6 por cromatografía de permeación en gel convencional). Se utilizan las mismas condiciones experimentales que el método de iCCD normal anterior, excepto los siguientes parámetros: cristalización a 10 °C/min de 140 °C a 137 °C, el equilibrio térmico a 137 °C durante 1 minuto como tiempo de elución de fracción soluble, tiempo de fracción soluble (SF) de 7 minutos, elución a 3 °C/min de 137 °C a 142 °C. El caudal durante la cristalización es de 0,0 ml/min. El caudal durante la elución es de 0,80 ml/min. La concentración de muestra es 1,0 mg/ml.
(2) Cada punto de datos LS en el cromatograma LS se desplaza para corregir el desfase entre detectores antes de la integración.
(3) Los cromatogramas LS y de concentración restados de referencia están integrados para todo el intervalo de temperatura de elución de la etapa (1). La constante del detector de MW se calcula usando una muestra de HDPE de Mw conocido en el intervalo de 100.000 a 140.000 de Mw y la relación de área de las señales integradas de LS y concentración.
(4) El Mw del polímero se calculó usando la relación de detector de dispersión de luz integrado (ángulo de 90 grados) al detector de concentración y usando la constante del detector de MW.
El cálculo de la mitad de la anchura se define como la diferencia de temperatura entre la temperatura frontal y la temperatura posterior en la mitad de la altura máxima del pico, la temperatura frontal en la mitad del pico máximo se busca hacia adelante desde 35,0 °C, mientras que la temperatura posterior en la mitad del pico máximo se busca hacia atrás desde 119,0 °C.
Relación de viscosidad de cizallamiento cero (ZSVR)
La ZSVR se define como la relación de la viscosidad de cizallamiento cero (ZSV) del material de polietileno ramificado a la ZSV del material de polietileno lineal al peso molecular promedio en peso equivalente (Mw-gpc), según las siguientes Ecuaciones (EQ) 10 y 11:

El valor ZSV se obtiene a partir de la prueba de fluencia a 190 °C mediante el método descrito anteriormente. El valor de Mw-GPC se determina mediante el método GPC convencional (Ecuación 5 en la descripción convencional del método GPC). La correlación entre ZSV de polietileno lineal y su Mw-gpc se estableció basándose en una serie de materiales de referencia de polietileno lineales. Se puede encontrar una descripción para la relación ZSV-Mw en el procedimiento de ANTEC: Karjala, Teresa P., Sammler, Robert L., Mangnus, Marc A., Hazlitt, Lonnie G., Johnson, Mark S., Hagen, Charles M. Jr., Huang, Joe W. L., Reichek, Kenneth N., “ Detection of low levels of long-chain branching in polyolefins” , Annual Technical Conference - Society of Plastics Engineers (2008), 66th 887-891.
Desgarro en MD
El desgarro en MD se mide según la norma ASTM D-1922. La fuerza en gramos requerida para propagar el desgarro a través de un espécimen de película se mide utilizando un probador de desgarro Elmendorf. Al actuar por gravedad, el péndulo oscila a través de un arco, desgarrando el espécimen desde una rendija precortada. El desgarro se propaga en la dirección transversal. Las muestras se acondicionan durante un mínimo de 40 horas a temperatura antes de la prueba
Análisis dinámico reológico
Para caracterizar el comportamiento reológico de polímeros de etileno sustancialmente lineales, S. Lai y G. W. Knight presentaron [ANTEC '93 Proceedings, Insite (TM) Technology Polyolefins (ITP)-New Rules in the Structure/Rheology Relationship of Ethylene &-01efin Copolymers, New Orleans, La., mayo de 1993] una nueva medida reológica, el Índice Reológico de Dow (DRI), que expresa el “ tiempo de relajación normalizado de un polímero, como resultado de la ramificación de cadenas largas” . S. Lai y col.; (ANTEC '94, Dow Rheology Index (DRI) for Insite(TM) Technology Polyolefins (ITP): Unique structure-Processing Relationships, pp. 1814-1815) definieron el DRI como el grado en que la reología de copolímeros de etileno-octeno conocidos como ITP (Poliolefinas de tecnología de Insite de Dow) que incorpora ramificaciones de cadena larga en la cadena principal de polímero, se desvía de la reología de las poliolefinas homogéneas lineales convencionales que se informa que no tienen ramificaciones de cadena larga (LCB), mediante la siguiente ecuación normalizada:

en donde T0 es el tiempo de relajación característico del material y es la viscosidad del complejo de velocidad de cizallamiento cero del material. El DRI se calcula por ajuste de mínimos cuadrados de la curva reológica (viscosidad dinámica compleja n*(w) frente a la frecuencia aplicada (w), p. ej., 0 ,01-100 rads/s), como se describe en la patente US-6.114.486, con la siguiente ecuación de Cross generalizada, es decir,

en donde n es el índice de ley de potencia del material, n*(w) y w son los datos de la viscosidad compleja medida y de frecuencia aplicados respectivamente.
Las mediciones reológicas dinámicas se llevan a cabo, según la norma ASTM D4440, en un reómetro dinámico (por ejemplo, reómetro ARES de TA Instruments) con placas paralelas de 25 mm de diámetro en un modo dinámico bajo una atmósfera inerte. Para todos los experimentos, el reómetro ha sido térmicamente estable a 190 °C durante al menos 30 minutos antes de insertar la muestra moldeada por compresión, adecuadamente estabilizada (con aditivos antioxidantes) sobre las placas paralelas. A continuación, las placas se cierran con una fuerza normal positiva registrada en el medidor para asegurar un buen contacto. Después de aproximadamente 5 minutos a 190 °C, las placas se comprimen ligeramente y se recorta el exceso de polímero en la circunferencia de las placas. Se permiten 10 minutos adicionales para estabilidad térmica y para que la fuerza normal disminuya de nuevo a cero. Es decir, todas las mediciones se llevan a cabo después de que las muestras se hayan equilibrado a 190 °C durante aproximadamente 15 minutos y se ejecutan bajo una cobertura de nitrógeno completa.
Inicialmente se llevan a cabo dos experimentos de barrido de deformación (SS) a 190 °C para determinar la deformación viscoelástica lineal que generaría una señal de par que es mayor del 10 % de la escala inferior del transductor, sobre la frecuencia completa (por ejemplo, 0,01 a 100 rad/s). El primer experimento de SS se lleva a cabo con una frecuencia aplicada baja de 0,1 rad/s. Esta prueba se usa para determinar la sensibilidad del par a baja frecuencia. El segundo experimento de SS se lleva a cabo con una alta frecuencia aplicada de 100 rad/s. Esto es para asegurar que la deformación aplicada seleccionada esté bien dentro de la región viscoelástica lineal del polímero de modo que las mediciones reológicas oscilatorias no induzcan cambios estructurales al polímero durante la prueba. Además, un experimento de barrido de tiempo (TS) se lleva a cabo con una frecuencia aplicada baja de 0,1 rad/s a la deformación seleccionada (según lo determinado por los experimentos SS) para comprobar la estabilidad de la muestra durante la prueba.
Los valores de módulo de almacenamiento (o elástico), módulo de pérdida (o viscoso) (G"), módulo complejo (G*), viscosidad compleja (n*), y tan 5 (la relación de módulo de pérdida y módulo de almacenamiento, G'VG') se obtuvieron en función de la frecuencia (w) a una temperatura dada (p. ej., 190 °C).
Módulo secante al 1 % y 2 % en MD y en CD según ASTM D882
El módulo secante en MD (dirección de la máquina) y en CD (dirección transversal) se determinó según la norma ASTM D882. El valor del módulo secante indicado fue el promedio de cinco mediciones.
Resistencia a la punción
La prueba de punción determina la resistencia de una película a la penetración de una sonda, a una velocidad estándar baja, una sola velocidad de prueba. El método de prueba de punción se basa en la norma ASTM D5748. Después de la producción de la película, la película se acondicionó durante al menos 40 horas a 23 °C (+/- 2° C) y 50 % de H.R. (+/- 5), según las normas ASTM. Las condiciones de prueba estándar son 23 °C (+/- 2 °C) y 50 % de H.R. (+/- 5), según las normas ASTM. La punción se midió en una máquina de ensayo de tracción. Se cortaron especímenes cuadrados de una lámina, a un tamaño de “6 pulgadas por 6 pulgadas” El espécimen se sujetó en un recipiente de espécimen circular de “ diámetro de 4 pulgadas” , y se empujó una sonda de punción en el centro de la película sujetada, a una velocidad de cabezal de 10 pulgadas/minuto. El método de prueba interno sigue la norma ASTM D5748, con una modificación. Se desvía del método ASTM D5748, ya que la sonda usada, era una bola de acero pulida de “ diámetro de 0,5 pulgadas” en una barra de soporte de “ 0,25 pulgadas” (en lugar de un diámetro de 0,75 pulgadas, una sonda con forma de pera especificada en D5748). Hubo una longitud de desplazamiento máxima de “ 7,7 pulgadas” para evitar daños al mecanismo de prueba. No hubo longitud de calibre; antes de las pruebas, la sonda estaba lo más cerca posible, pero sin tocar, el espécimen. Se realizó una única medición de espesor en el centro de la muestra. Para cada espécimen, se determinó la fuerza máxima, la fuerza a la rotura, la distancia de penetración y la energía hasta la rotura. Se probaron un total de cinco especímenes para determinar un valor promedio de punción. La sonda de punción se limpió usando una “ toallita Kim” después de cada espécimen. Ejemplos
Los siguientes ejemplos ilustran características de la presente descripción pero no pretenden lim itar el alcance de la descripción. Los siguientes experimentos analizaron el rendimiento de las realizaciones de las películas multicapa descritas en el presente documento.
Ejemplo 1A: Preparación de composiciones de polietileno 1-5
Las composiciones de polietileno 1-5, que se describen según una o más realizaciones de la descripción detallada, se prepararon mediante un método y utilizando los catalizadores y reactores descritos a continuación.
Todas las materias primas (monómero y comonómero) y el disolvente de proceso (un disolvente isoparafínico de alta pureza de intervalo de ebullición estrecho, isopar-E) se purifican con tamices moleculares antes de la introducción en el entorno de reacción. El hidrógeno se suministra presurizado como un grado de alta pureza y no se purifica adicionalmente. La corriente de alimentación del monómero del reactor se presuriza mediante un compresor mecánico a la presión de reacción anterior. El disolvente y la alimentación de comonómero se presurizan a través de una bomba a la presión de reacción anterior. Los componentes del catalizador individuales se diluyen manualmente por lotes con disolvente purificado y se presurizan hasta la presión de reacción anterior. Todos los flujos de alimentación de reacción se miden con medidores de flujo másico y se controlan independientemente con sistemas de control de válvula automatizados por ordenador.
Un sistema de dos reactores se usa en una configuración en serie, como se representa en la Figura 3. Cada reactor de polimerización en solución continua consiste en un reactor de bucle lleno de líquido, no adiabático, isotérmico, circulante, que imita un reactor de tanque agitado continuo (CSTR) con eliminación de calor. Es posible el control independiente de todas las alimentaciones de disolvente, monómero, comonómero, hidrógeno y componente catalítico recientes. La corriente de alimentación reciente total a cada reactor (disolvente, monómero, comonómero e hidrógeno) se controla a temperatura para mantener una fase de solución única pasando la corriente de alimentación a través de un intercambiador de calor. La alimentación reciente total a cada reactor de polimerización se inyecta en el reactor en dos ubicaciones con volúmenes de reactor aproximadamente iguales entre cada ubicación de inyección. La alimentación reciente se controla al recibir cada inyector la mitad del flujo másico de alimentación reciente total. Los componentes del catalizador se inyectan en el reactor de polimerización a través de las lanzas de inyección. La alimentación del componente de catalizador primario se controla por ordenador para mantener la conversión del monómero de cada reactor en los objetivos especificados. Los componentes de cocatalizador se alimentan en base a las relaciones molares especificadas calculadas con respecto al componente de catalizador primario. Inmediatamente después de cada ubicación de inyección de alimentación del reactor, las corrientes de alimentación se mezclan con el contenido del reactor de polimerización circulante con elementos de mezclado estáticos. El contenido de cada reactor circula continuamente a través de intercambiadores de calor responsables de eliminar mucho del calor de reacción y con la temperatura del lado del refrigerante responsable de mantener un entorno de reacción isotérmica a la temperatura especificada. La circulación alrededor de cada bucle del reactor se proporciona por una bomba.
En la configuración de reactores en serie doble, el efluente del primer reactor de polimerización (que contiene disolvente, monómero, comonómero, hidrógeno, componentes del catalizador y polímero) sale del bucle del primer reactor y se añade al bucle del segundo reactor.
El efluente del segundo reactor entra en una zona donde se desactiva con la adición de y la reacción con un reactivo adecuado (agua). En esta misma ubicación de salida del reactor se añaden otros aditivos para la estabilización del polímero (antioxidantes típicos adecuados para la estabilización durante la extrusión y la fabricación de la película como 3,5-di-terc-butil-4-hidroxihidrocinamato de octadecilo, tetraquis(metileno (3,5-di-terc-butil-4-hidroxihidrocinamato)metano, y tris(2,4-di-terc-butil- fenil)fosfito).
Después de la desactivación del catalizador y la adición de aditivos, el efluente del reactor entra en un sistema de desvolatilización donde el polímero se retira de la corriente no polimérica. La masa fundida de polímero aislada se granula y se recoge. La corriente no polimérica pasa a través de diversas partes de equipo que separan la mayoría del etileno que se retira del sistema. La mayoría del disolvente y el comonómero sin reaccionar se recicla de nuevo al reactor después de pasar a través de un sistema de purificación. Se purga una pequeña cantidad de disolvente y comonómero del proceso.
Los flujos de datos de alimentación de corriente del reactor que corresponden a los valores de la Tabla 1 usados para producir el ejemplo se describen gráficamente en la Figura 3. Los datos se presentan de manera que se tenga en cuenta la complejidad del sistema de reciclaje de disolvente y el sistema de reacción se puede tratar más simplemente que una vez a través del diagrama de flujo. La Tabla 1B muestra los catalizadores referenciados en la Tabla 1A. Tabla 1A



Tabla 1B


Ejemplo 1B: Preparación de la composición de polietileno 6
Las composiciones de polietileno 6 y 7, que se describen según la una o más realizaciones de la descripción detallada, se prepararon mediante un método y utilizando los catalizadores y reactores descritos a continuación. Todas las materias primas (monómero y comonómero) y el disolvente de proceso (un disolvente isoparafínico de alta pureza de intervalo de ebullición estrecho, isopar-E) se purifican con tamices moleculares antes de la introducción en el entorno de reacción. El hidrógeno se suministra presurizado como un grado de alta pureza y no se purifica adicionalmente. La corriente de alimentación del monómero del reactor se presuriza mediante un compresor mecánico a la presión de reacción anterior. El disolvente y la alimentación de comonómero se presurizan a través de una bomba a la presión de reacción anterior. Los componentes del catalizador individuales se diluyen manualmente por lotes con disolvente purificado y se presurizan hasta la presión de reacción anterior. Todos los flujos de alimentación de reacción se miden con medidores de flujo másico y se controlan independientemente con sistemas de control de válvula automatizados por ordenador.
Se usa un sistema de dos reactores en una configuración en paralelo. Cada reactor de polimerización en solución continua consiste en un reactor de bucle lleno de líquido, no adiabático, isotérmico, circulante, que imita un reactor de tanque agitado continuo (CSTR) con eliminación de calor. Es posible el control independiente de todas las alimentaciones de disolvente, monómero, comonómero, hidrógeno y componente catalítico recientes. La corriente de alimentación reciente total a cada reactor (disolvente, monómero, comonómero e hidrógeno) se controla a temperatura para mantener una fase de solución única pasando la corriente de alimentación a través de un intercambiador de calor. La alimentación reciente total a cada reactor de polimerización se inyecta en el reactor en dos ubicaciones con volúmenes de reactor aproximadamente iguales entre cada ubicación de inyección. La alimentación reciente se controla al recibir cada inyector la mitad del flujo másico de alimentación reciente total. Los componentes del catalizador se inyectan en el reactor de polimerización a través de las lanzas de inyección especialmente diseñadas. La alimentación del componente de catalizador primario se controla por ordenador para mantener la conversión del monómero de cada reactor en los objetivos especificados. Los componentes de cocatalizador se alimentan en base a las relaciones molares especificadas calculadas con respecto al componente de catalizador primario. Inmediatamente después de cada ubicación de inyección de alimentación del reactor, las corrientes de alimentación se mezclan con el contenido del reactor de polimerización circulante con elementos de mezclado estáticos. El contenido de cada reactor circula continuamente a través de intercambiadores de calor responsables de eliminar mucho del calor de reacción y con la temperatura del lado del refrigerante responsable de mantener un entorno de reacción isotérmica a la temperatura especificada. La circulación alrededor de cada bucle del reactor se proporciona por una bomba.
Las corrientes de efluente del primer y segundo reactor de polimerización se combinan antes de cualquier procesamiento adicional. Este efluente del reactor combinado final entra en una zona donde se desactiva con la adición de y la reacción con un reactivo adecuado (agua). En esta misma ubicación de salida del reactor se añaden otros aditivos para la estabilización del polímero (antioxidantes típicos adecuados para la estabilización durante la extrusión y la fabricación de la película soplada como 3,5-di-terc-butil-4-hidroxihidrocinamato de octadecilo, tetraquis(metileno (3,5-di-terc-butil-4-hidroxihidrocinamato)metano, y tris(2,4-di-terc-butil- fenil)fosfito).
Después de la desactivación del catalizador y la adición de aditivos, el efluente del reactor entra en un sistema de desvolatilización donde el polímero se retira de la corriente no polimérica. La masa fundida de polímero aislada se granula y se recoge. La corriente no polimérica pasa a través de diversas partes de equipo que separan la mayoría del etileno que se retira del sistema. La mayoría del disolvente y el comonómero sin reaccionar se recicla de nuevo al reactor después de pasar a través de un sistema de purificación. Se purga una pequeña cantidad de disolvente y comonómero del proceso.
Los flujos de datos de alimentación de corriente del reactor que corresponden a los valores en la Tabla 2A utilizados para producir el ejemplo, se describen gráficamente en la Figura 4. Los datos se presentan de manera que se tenga en cuenta la complejidad del sistema de reciclaje de disolvente y el sistema de reacción se puede tratar más simplemente que una vez a través del diagrama de flujo. La Tabla 1B muestra los catalizadores referenciados en la Tabla 2A del Ejemplo 1A. Tabla 2A


Ejemplo 2: Composiciones comparativas A-J
Las composiciones comparativas A-C se prepararon mediante los métodos descritos a continuación. Las composiciones comparativas D-F son composiciones de polietileno bimodales que generalmente se preparan utilizando el sistema de catalizador y los procesos proporcionados para preparar las primeras composiciones de la invención en la publicación PCT n.° WO 2015/200743. Las composiciones comparativas G-J son composiciones de polietileno disponibles comercialmente. La Tabla 3 identifica las composiciones de polietileno disponibles comercialmente de las composiciones comparativas G-J.
Tabla 3

La preparación de las composiciones comparativas A-C se describe como sigue. Todas las materias primas (monómero y comonómero) y el disolvente de proceso (un disolvente isoparafínico de alta pureza de intervalo de ebullición estrecho, isopar-E) se purifican con tamices moleculares antes de la introducción en el entorno de reacción. El hidrógeno se suministra presurizado como un grado de alta pureza y no se purifica adicionalmente. La corriente de alimentación del monómero del reactor se presuriza mediante un compresor mecánico a la presión de reacción anterior. El disolvente y la alimentación de comonómero se presurizan a través de una bomba a la presión de reacción anterior. Los componentes del catalizador individuales se diluyen manualmente por lotes con disolvente purificado y se presurizan hasta la presión de reacción anterior. Todos los flujos de alimentación de reacción se miden con medidores de flujo másico y se controlan independientemente con sistemas de control de válvula automatizados por ordenador.
Se usa un sistema de dos reactores en una configuración en serie. Cada reactor de polimerización en solución continua consiste en un reactor de bucle lleno de líquido, no adiabático, isotérmico, circulante, que imita un reactor de tanque agitado continuo (CSTR) con eliminación de calor. Es posible el control independiente de todas las alimentaciones de disolvente, monómero, comonómero, hidrógeno y componente catalítico recientes. La corriente de alimentación reciente total a cada reactor (disolvente, monómero, comonómero e hidrógeno) se controla a temperatura para mantener una fase de solución única pasando la corriente de alimentación a través de un intercambiador de calor. La alimentación reciente total a cada reactor de polimerización se inyecta en el reactor en dos ubicaciones con volúmenes de reactor aproximadamente iguales entre cada ubicación de inyección. La alimentación reciente se controla al recibir cada inyector la mitad del flujo másico de alimentación reciente total. Los componentes del catalizador se inyectan en el reactor de polimerización a través de las lanzas de inyección. La alimentación del componente de catalizador primario se controla por ordenador para mantener la conversión del monómero de cada reactor en los objetivos especificados. Los componentes de cocatalizador se alimentan en base a las relaciones molares especificadas calculadas con respecto al componente de catalizador primario. Inmediatamente después de cada ubicación de inyección de alimentación del reactor, las corrientes de alimentación se mezclan con el contenido del reactor de polimerización circulante con elementos de mezclado estáticos. El contenido de cada reactor circula continuamente a través de intercambiadores de calor responsables de eliminar mucho del calor de reacción y con la temperatura del lado del refrigerante responsable de mantener un entorno de reacción isotérmica a la temperatura especificada. La circulación alrededor de cada bucle del reactor se proporciona por una bomba.
En la configuración de reactores en serie doble, el efluente del primer reactor de polimerización (que contiene disolvente, monómero, comonómero, hidrógeno, componentes del catalizador y polímero) sale del bucle del primer reactor y se añade al bucle del segundo reactor.
El efluente del segundo reactor entra en una zona donde se desactiva con la adición de y la reacción con un reactivo adecuado (agua). En esta misma ubicación de salida del reactor se añaden otros aditivos para la estabilización del polímero (antioxidantes típicos adecuados para la estabilización durante la extrusión y la fabricación de la película como 3,5-di-terc-butil-4-hidroxihidrocinamato de octadecilo, tetraquis(metileno (3,5-di-terc-butil-4-hidroxihidrocinamato)metano, y tris(2,4-di-terc-butil- fenil)fosfito).
Después de la desactivación del catalizador y la adición de aditivos, el efluente del reactor entra en un sistema de desvolatilización donde el polímero se retira de la corriente no polimérica. La masa fundida de polímero aislada se granula y se recoge. La corriente no polimérica pasa a través de diversas partes de equipo que separan la mayoría del etileno que se retira del sistema. La mayoría del disolvente y el comonómero sin reaccionar se recicla de nuevo al reactor después de pasar a través de un sistema de purificación. Se purga una pequeña cantidad de disolvente y comonómero del proceso.
Los flujos de datos de alimentación de corriente del reactor que corresponden a los valores en la Tabla 4A usados para producir el ejemplo se describen gráficamente en la Figura 3. Los datos se presentan de manera que se tenga en cuenta la complejidad del sistema de reciclaje de disolvente y el sistema de reacción se puede tratar más simplemente que una vez a través del diagrama de flujo. La Tabla 1B muestra los catalizadores y los cocatalizadores mostrados en la Tabla 4A.
Tabla 4A


Ejemplo 3: Análisis de muestras de polietileno
Las composiciones de polietileno 1-6 de los Ejemplos 1A y 1B, las composiciones comparativas de polietileno A-C del Ejemplo 2, así como las muestras comparativas de polietileno D-J disponibles comercialmente del Ejemplo 2 se analizaron mediante iCCD. Los datos de iCCD de la Composición de polietileno 5 se proporcionan en la Figura 2. Se proporcionan datos adicionales generados a partir de la prueba de iCCD de todas las muestras en las Tablas 5A y 5B. Específicamente, las Tablas 5A y 5B incluyen el análisis de los datos de iCCD, incluyendo las áreas de las respectivas primera y segunda fracciones de polietileno (45-87 °C y 95-120 °C). También se proporcionan datos adicionales para cada composición de ejemplo, incluyendo densidad total, resistencia a dardo (método A), índice de fusión, peso molecular promedio en peso en la segunda fracción de PE. Estas propiedades se basan en películas sopladas monocapa que consisten completamente en cada muestra de polietileno.
Para llevar a cabo las pruebas de dardo, así como otras pruebas basadas en películas formadas, se formaron películas sopladas de 0.05 mm (2 mil) con las muestras de polietileno. Específicamente, las películas sopladas monocapa se producen a través de un extrusor Egan Davis Standard, equipado con un cilindro semi ranurado de DI 8,89 cm (3,5 pulgadas); relación L/D 30/1; un tornillo de barrera; y un anillo de aire de Alpine. La línea de extrusión tiene un troquel de 20,3 cm (8 pulgadas) con enfriamiento interno por burbujas. La línea de extrusión también tiene un escáner de calibre de espesor de película. Las condiciones de fabricación de la película fueron: espesor de película mantenido a 2 mil (0,001 pulgadas o 0,0254 mm); relación de soplado (BUR) 2,5; hueco de troquel de 1,78 mm (70 mil); y altura de la línea de escarcha (FLH) de 94 cm (37 pulgadas). La velocidad de salida fue constante a 118 kg/h (260 lb/h). Tabla 5A


Tabla 5B

Los resultados muestran que no hay composiciones comparativas ilustrativas que muestran intensidades de dardo comparables a densidades generales de al menos 0,924 g/cm3. Por ejemplo, algunos ejemplos comparativos tienen una alta resistencia al dardo, pero estas muestras tienen una densidad mucho menor. Muestras comparativas de mayor densidad (por ejemplo, 0,924 g/cm3 a 0,936 g/cm3) muestran una resistencia al dardo mucho más baja (por ejemplo, menos de 1000 gramos).
De forma adicional, varias composiciones del Ejemplo 1 tuvieron unos índices de reología Dow de menos de 10, tales como 3,5, 4,6, y 5,5.
Ejemplo 4: Evaluación de la utilización de la composición descrita de polietileno en la capa central
El Ejemplo 4 compara cuatro muestras de películas multicapa preparadas según las realizaciones descritas y descritas en la presente memoria (película 4-1, película 4-2, película 4-3, y película 4-4), con muestras de películas multicapa comparativas (comparativa 4-A, comparativa 4-B, comparativa 4-C, comparativa 4-D, comparativa 4-E, comparativa 4-F, comparativa 4-G, y comparativa 4-H). Para todas las muestras producidas y probadas en el Ejemplo 4, las películas multicapa tenían tres capas que incluían dos capas exteriores y una capa central. El material utilizado en la capa exterior fue el mismo para cada capa exterior, y se mantuvo constante a lo largo de cada muestra. Para observar el efecto de utilizar diversos materiales en la capa central, las muestras probadas en el Ejemplo 4 incluyeron cada una de ellas una capa central compuesta de un material, pero los materiales eran diferentes para las diversas muestras. En el Ejemplo 4, se produjeron muestras que tenían tanto un espesor total de 55 μm como un espesor total de 45 pm, para observar los efectos de la reducción del espesor.
La película 4-1, la película 4-2, la película 4-3 y la película 4-4 son ejemplos de películas multicapa según algunas realizaciones de la presente descripción. Como se muestra posteriormente en la Tabla 6, la composición de polietileno 1 (Comp. PE 1), preparada según el Ejemplo 1A, se utilizó en la película 4-1 y la película 4-3; Composición de polietileno 2 (Comp. Pe 2), preparada según el Ejemplo 1A, se utilizó en la película 4-2 y la película 4-4; y la película 4-1, la película 4-2, la película 4-3 y la película 4-4 incluyeron cada una polietileno DOWl Ex ™ GM 8051(índice de fusión: 0,9 g/10 min a 2,16 kg y 190 °C, densidad: 0.921 g/cm3, comercializada por The Dow Chemical Company). También como se muestran posteriormente en la Tabla 6, la comparativa 4-A, la comparativa 4-B, la comparativa 4-C, la comparativa 4-D, la comparativa 4-E, la comparativa 4-F, la comparativa 4-G y la comparativa 4-H, incluyeron dos o más polietilenos DOWLEX™ GM 8051 (índice de fusión: 0,9 g/10 min a 2,16 kg y 190 °C, densidad: 0,921 g/cm3, comercializada por The Dow Chemical Company), polietileno DOWLEX™ 2049 (índice de fusión: 1,0 g/10 min a 2,16 kg y 190 °C, densidad: 0,926 g/cm3, comercializada por The Dow Chemical Company), resina de polipropileno 6D20 (índice de fusión: 1,9 g/10 min a 2,16 kg y 230 °C, densidad: 0,900 g/cm3, comercializado por Braskem “ rPP” ), y dos composiciones de polietileno bimodal (índice de fusión: 0,85 g/10 min a 2,16 kg y 190 °C, densidad: 0,918 g/cm3, “ Bimodal PE1” ) y (índice de fusión: 0,85 g/10 min a 2,16 kg y 190 °C, densidad: 0,926 g/cm3, “ PE2 bimodal” )). PE1 bimodal y PE2 bimodal son composiciones de polietileno que generalmente se preparan utilizando el sistema catalítico y los procesos proporcionados para preparar las primeras composiciones de la invención en la publicación PCT n.° WO 2015/200743.
Para producir las películas de muestra del Ejemplo 4, los materiales de la Tabla 6 se formaron en películas sopladas en una línea de extrusión de 5 capas, equipada con una relación de soplado (BUR) de 2,5, una temperatura del troquel de 230 °C; un hueco de troquel de 1,8 mm, una temperatura de fusión de 225 °C y una velocidad de 12,5 kg/h. La estructura y distribución de las capas de las películas multicapa del Ejemplo 4 se proporcionan como sigue en la Tabla 6. Tabla 6. Estructura y distribución de capas de películas multicapa del Ejemplo 4.


Ciertas propiedades de las películas multicapa del Ejemplo 4 se midieron según los métodos de prueba descritos en la presente memoria, y las propiedades se proporcionan en la Tabla 7.
Tabla 7. Propiedades de las películas multicapa del Ejemplo 4.
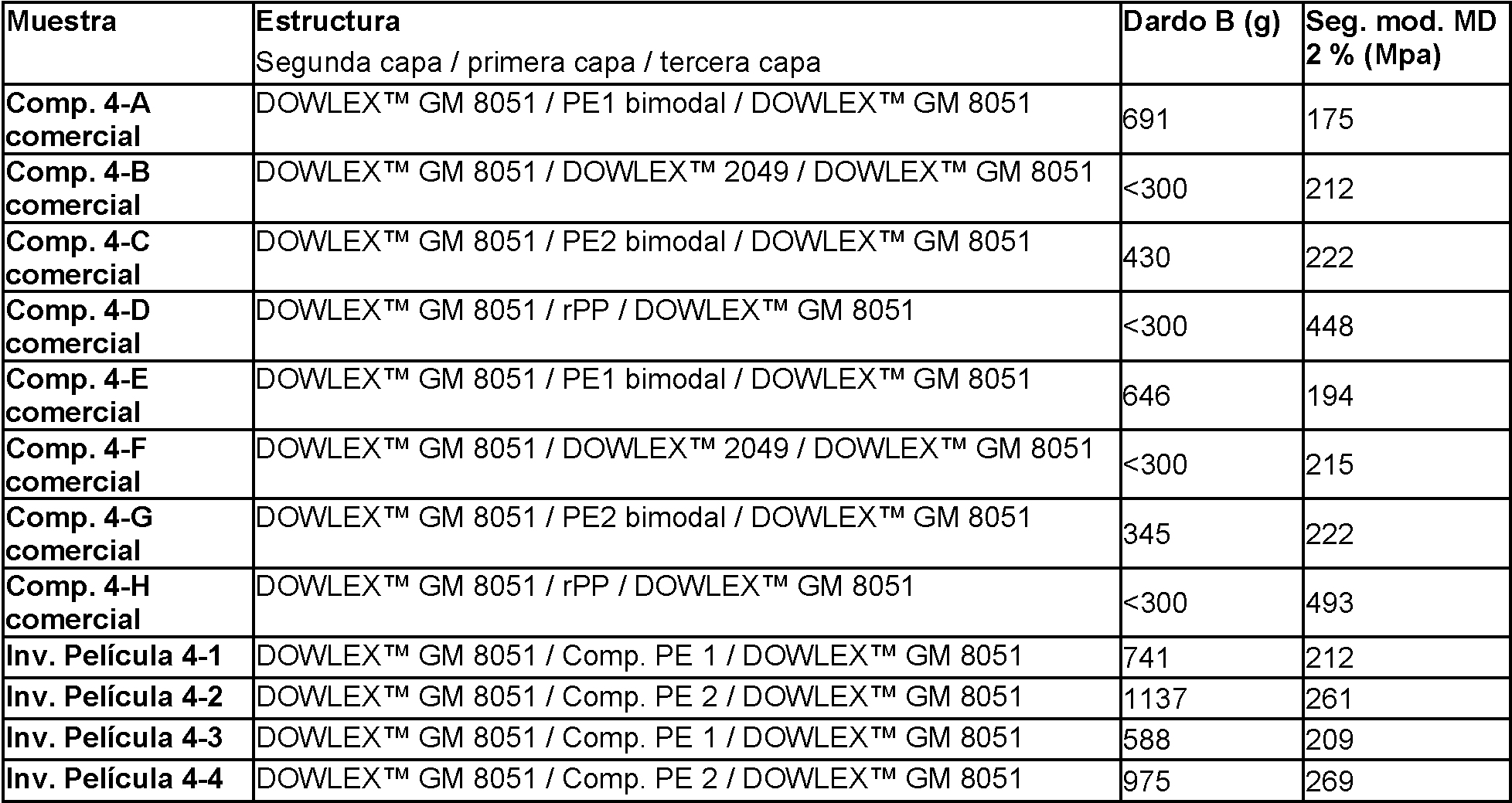
Como se muestra en la Tabla 7, para las películas que tienen un espesor total de 55 μm, la comparativa 4-A presentó el módulo secante más bajo de todas las muestras probadas. Aunque la comparativa 4-D mostró un módulo secante de 448 MPa, presentó un dardo B de menos de 300 g. La comparativa 4-B, la comparativa 4-C, la película 4-1 mostraron propiedades del módulo secante relativamente comparables. Sin embargo, la película 4-1 presentó un dardo B más alto que la comparativa 4-B y la comparativa 4-C. La película 4-2 presentó los valores más altos del dardo B y del módulo secante de todas las muestras probadas en el Ejemplo 4 que tenían un espesor total de 55 μm.
Como se muestra en la Tabla 7, para las películas que tienen un espesor total de 45 μm, las comparativas 4-E presentaron el segundo módulo de corte más bajo de todas las muestras probadas. Aunque la comparativa 4-H mostró un módulo secante de 493 Mpa, presentó un dardo B de menos de 300 g. La comparativa 4-F, la comparativa 4-G y la película 4-3, mostraron propiedades del módulo secante relativamente comparables. Sin embargo, la película 4-3 presentó un dardo B más alto que la comparativa 4-F y la comparativa 4-G. La película 4-4 presentó el dardo más alto B de todas las muestras probadas en el Ejemplo 4 que tenían un espesor total de 45 micras y los valores más altos del módulo secante de todas las muestras que tenían un núcleo de polietileno y un espesor total de 45 micras.
Por lo tanto, los resultados de la Tabla 7 muestran que las realizaciones de la presente descripción, que incluyen una capa central que incorpora la composición de polietileno descrita en la presente memoria, pueden proporcionar una resistencia inesperada al impacto del dardo superior en comparación con las películas multicapa que incluyen capas centrales que comprendan otras poliolefinas. Aquí, se puede observar un equilibrio de rigidez (2 % de módulo de secante) y una resistencia al impacto de dardo para las películas multicapa, que no se consiguió mediante las películas multicapa comparativas. Este equilibrio de rigidez y tenacidad puede ser ventajoso en diversas aplicaciones de envasado, especialmente cuando se usen menores calibres (reducción del espesor).
Ejemplo 5: Evaluación de la utilización de la composición descrita de polietileno en la capa central y en las capas externas
El Ejemplo 5 compara tres muestras de película multicapa preparadas según algunas realizaciones descritas en la presente memoria (película 5-1, película 5-2 y película 5-3) con muestras de películas multicapa comparativas (comparativa 5-A, comparativa 5-B, comparativa 5-C, comparativa 5-D). Para todas las muestras producidas y probadas en el Ejemplo 5, las películas multicapa tenían tres capas, que incluían dos capas exteriores y una capa central. En las capas exteriores de todas las muestras probadas en el Ejemplo 5, el material de LDPE usado y el porcentaje en peso del material de LDPE en la capa exterior permanecieron constantes. En las capas centrales de todas las muestras probadas en el Ejemplo 5, el material de mezcla maestra, la cantidad de material de mezcla madre y el material de HDPe utilizado en la capa central permanecieron constantes. En el Ejemplo 5, se produjeron muestras con un espesor total de 0,1016 cm (4,0 milésimas de pulgada) (101,6 μm) y un espesor total de 4,23 mm (4,23 milésimas de pulgada) (107,4 μm), para observar el efecto de la reducción del espesor sobre ciertas propiedades. Para observar el efecto de utilizar las composiciones de polietileno descritas en la capa central y las capas exteriores, el resto de los materiales en la capa exterior y las capas centrales variaron para las muestras del Ejemplo 5.
La película 5-1, la película 5-2 y la película 5-3, son ejemplos de películas multicapa según algunas realizaciones descritas en la presente memoria. Como se muestra posteriormente en la Tabla 8, la composición de polietileno 4 (Comp. PE 4), preparado según el Ejemplo 1A, se utilizó en la película 5-1; La composición de polietileno 2, preparada según el Ejemplo 1A, se utilizó en la película 5-2 y la película 5-3; polietileno AGILITY™ 1200 (índice de fusión: 0,25 g/10 min a 2,16 kg y 190 °C, densidad: 0,919 g/cm3, comercializado por The Dow Chemical Company) se utilizó en la película 5-1, la película 5-2 y la película 5-3; polietileno DMDH 6400 (índice de fusión: 0,80 g/10 min a 2,16 kg y 190 °C, densidad: 0,961 g/cm3, disponible comercialmente en The Dow Chemical Company), se utilizó en la película 5-1, la película 5-2 y la película 5-3; y la mezcla maestra TiO2 (comercializada por Ampacet Corporation) se utilizó en la película 5-1, la película 5-2 y la película 5-3.
También, como se muestra posteriormente en la Tabla 8, se formaron las comparativas 5A-5D a partir del polietileno EXCEED™ 1018 (índice de fusión: 1,0 g/10 min a 2,16 kg y 190 °C, densidad: 0,918 g/cm3, comercializada por ExxonMobil), polietileno AGILITY™ 1200 (índice de fusión: 0,25 g/10 min a 2,16 kg y 190 °C, densidad: 0,919 g/cm3, comercializado por The Dow Chemical Company), polietileno DMDH 6400 (índice de fusión: 0,80 g/10 min a 2,16 kg y 190 °C, densidad: 0,961 g/cm3, comercialmente disponible de The Dow Chemical Company), PE1 bimodal, PE2 bimodal, y mezcla maestra TiO2 (comercializada por Ampacet Corporation).
Para producir las películas de muestra del Ejemplo 5, los materiales de la Tabla 8 se formaron en películas en una línea de película soplada de Alpine de 7 capas. El tamaño del extrusor fue de 6,35 cm (2,5 pulgadas), el diámetro del troquel fue de 20 cm (7,87 pulgadas), el hueco del troquel fue de 2 mm (78,7 mils), la relación de soplado (BUR) fue de 1,75, la temperatura de fusión fue de 237 °C a 244 °C (458 °F a 472 °F), la tasa de salida fue de 113,4 kg/h (250 lb/h), la velocidad de la línea fue de 0,28 m/s (56 pies/min) (coextrusión de 3 capas), y la altura de la línea de escarcha (FLH) fue de 91 cm (36 pulgadas).
La estructura y distribución de las capas de las películas multicapa del Ejemplo 5 se proporcionan como sigue en la Tabla 8. Tabla 8. Estructura y distribución de capas de películas y comparativas del Ejemplo 5.

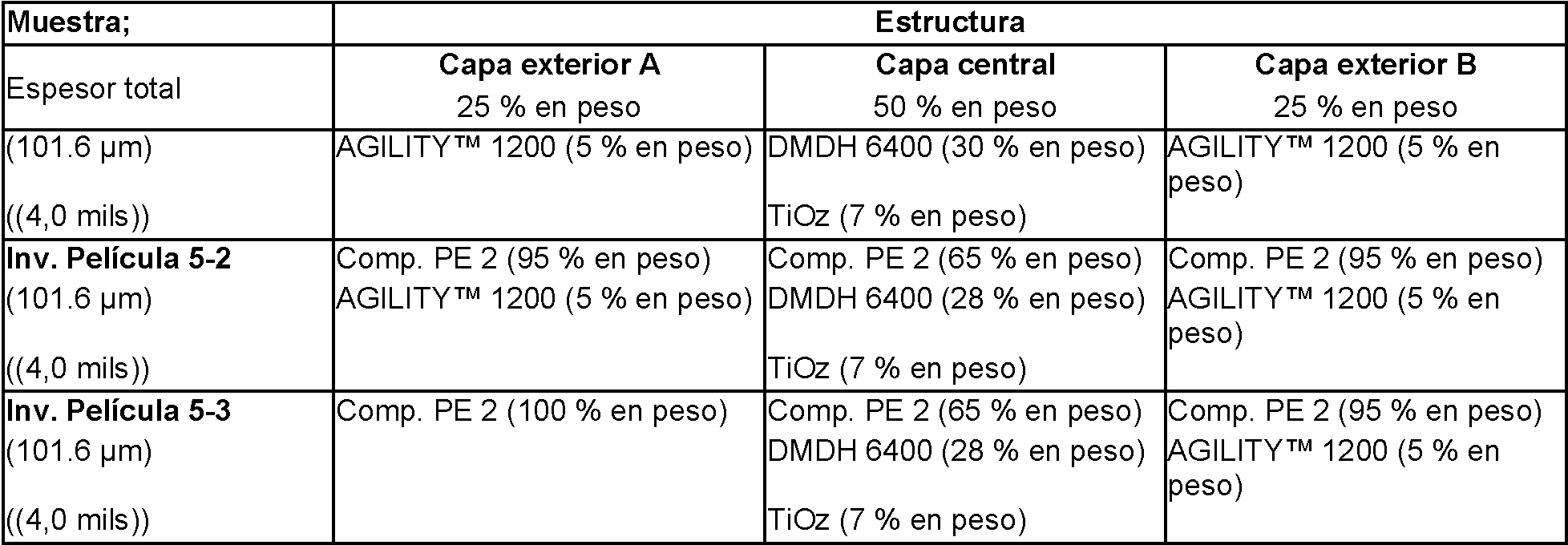
Las propiedades de las películas multicapa del Ejemplo 5 se midieron según los métodos de prueba descritos en la presente memoria, y las propiedades se proporcionan en la Tabla 9.
Tabla 9. Propiedades de las películas multicapa del Ejemplo 5.
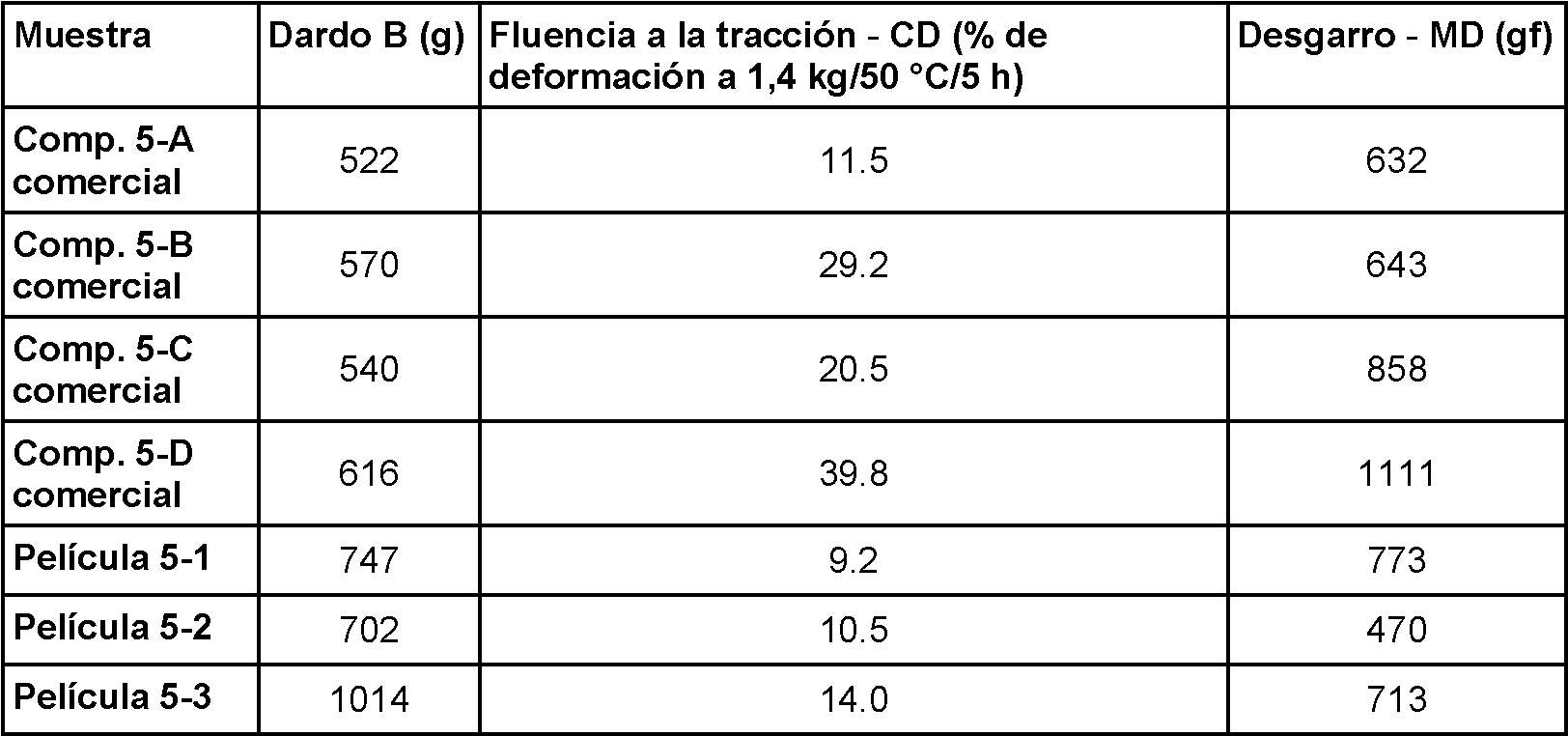
Como se muestra en la Tabla 9, la película 5-3 presentó el dardo más alto, seguido de la película 5-1 y la película 5-2. De forma adicional, la película 5-1, seguida de la película 5-2, la comparativa 5-A y la película 5-3 presentaron las propiedades de fluencia a la tracción más bajas. Por lo tanto, los resultados de la Tabla 9 muestran que dichas realizaciones descritas actualmente, que incluyen una capa central que incorpora la composición de polietileno descrita en la presente descripción, pueden proporcionar propiedades inesperadas de resistencia al impacto del dardo y de fluencia a la tracción superiores, en comparación con las películas multicapa que incluyen capas centrales que comprenden otras poliolefinas.
Ejemplo 6: Evaluación de la utilización de la composición descrita de polietileno en la capa central para reducir o eliminar la demanda de poliamida
El Ejemplo 6 compara dos muestras de película multicapa preparadas según algunas realizaciones descritas en la presente memoria (película 6-1 y película 6-2) con muestras de películas multicapa comparativas (comparativa 6-A, comparativa 6-B, comparativa 6-C, y comparativa 6-D). Para todas las muestras producidas y probadas en el Ejemplo 6, las películas multicapa tenían tres capas, que incluían dos capas exteriores y una capa central. En las capas exteriores de todas las muestras probadas en el Ejemplo 6, el material de LDPE usado, el porcentaje en peso del material de LDPE en las capas exteriores, el material de HDPE usado, y el porcentaje en peso del material de HDPE en las capas exteriores, permanecieron constantes. Para observar el efecto de utilizar las composiciones de polietileno descritas en la capa central y las capas exteriores, la relación de polietileno a HDPE en la capa central se varió en un intento de mantener una densidad de película similar a través de las muestras.
Para producir las películas del Ejemplo 6, los materiales en las cantidades indicadas en las Tablas 10 y 11 se formaron en películas sopladas en una línea de soplado Alpine co-ex de 7 capas. Los parámetros de la línea de película soplada incluyeron un troquel de 250 μm (9,84 mil), un hueco de troquel de 2 mm (78,7 mil), un BUR de 2,5:1, una tasa de 159 kg/h (350 lb/h), una temperatura del troquel de aproximadamente 232 °C (450 °F), una temperatura de fusión de 226 °C a 258 °C (439 °F a 497 °F) (dependiendo del material que se extrude), y una tasa real de 2,03 kg/h/cm (11,3 libras/horas/pulgadas).
Como se muestra en la Tabla 10, se produjo una estructura de referencia que incluye poliamida (nailon). Los materiales utilizados para producir la comparativa 6-A incluyeron el polietileno PE1, Bimodal PE1, ELITE™ 5960 (índice de fusión: 0,85 g/10 min a 2,16 kg y 190 °C, densidad: 0,962 g/cm3, comercializado por The Dow Chemical Company), y DOW LDPE 1321 (índice de fusión: 0,25 g/10 min a 2,16 kg y 190 °C, densidad: 0,921 g/cm3, comercializado por The Dow Chemical Company), resina LLDPE modificada con anhídrido Bynel 41E710 (índice de fusión: 1,2 g/10 min a 2,16 kg y 190 °C, densidad: 0,862 g/cm3, comercializado por The Dow Chemical Company), y poliamida Ultramid C40L (comercializada por BASF).
La estructura y distribución de capas de la comparativa 6-A se proporciona en la Tabla 10.
Tabla 10. Estructura y distribución de capas de la comparativa 6-A que incluye poliamida.

La película 6-1 y la película 6-2 son ejemplos de películas multicapa según algunas realizaciones descritas en la presente memoria. Como se muestra posteriormente en la Tabla 11, la composición de polietileno 2 (Comp. PE 2), preparado según el Ejemplo 1A, se utilizó en la película 6-1; composición de polietileno 3 (Comp. PE 3), preparada según el Ejemplo 1A, se utilizó en la película 6-2. La película 6-1 y 6-2 también incluyeron PE1 bimodal, polietileno ELITE™ 5960 (índice de fusión: 0,85 g/10 min a 2,16 kg y 190 °C, densidad: 0,962 g/cm3, comercializado por The DOW Chemical Company), DOW LDPE 1321 (índice de fusión: 0,25 g/10 min a 2,16 kg y 190 °C, densidad: 0,921 g/cm3, comercializado por The Dow Chemical Company), y dos, una composición de polietileno (índice de fusión: 0,85 g/10 min a 2,16 kg y 190 °C, densidad: 0,925 g/cm3, “ PE3 bimodal” ). PE3 bimodal y p E2 bimodal son composiciones de polietileno que generalmente se preparan utilizando el sistema catalítico y los procesos proporcionados para preparar las primeras composiciones de la invención en la publicación PCT n.° WO 2015/200743. También, como se muestra posteriormente en la Tabla 11, se utilizaron los siguientes materiales en la comparativa 6-B, la comparativa 6-C y la comparativa 6-D: PE1 bimodal (índice de fusión: 0,85 g/10 min a 2,16 kg y 190 °C, densidad: 0,918 g/cm3, comercializado por The Dow Chemical Company), polietileno ELITE™ 5960 (índice de fusión: 0,85 g/10 min a 2,16 kg y 190 °C, densidad: 0,962 g/cm3, comercializado por The DOW Chemical Company), DOW LDPE 1321 (índice de fusión: 0,25 g/10 min a 2,16 kg y 190 °C, densidad: 0,921 g/cm3, comercializado por The Dow Chemical Company), y la composición comparativa C (“ Comp. comparativa del ejemplo 2” ) del Ejemplo 2.
Las estructuras de las películas producidas en el Ejemplo 6 se proporcionan a continuación:
Tabla 11. Estructura y distribución de capas de las comparativas y películas del Ejemplo 6 que no incluyen poliamida.


Las propiedades de las películas multicapa del Ejemplo 6 se midieron según los métodos de prueba descritos en la presente memoria, y las propiedades se proporcionan en la Tabla 12.
Tabla 12. Propiedades de las películas multicapa del Ejemplo 6.
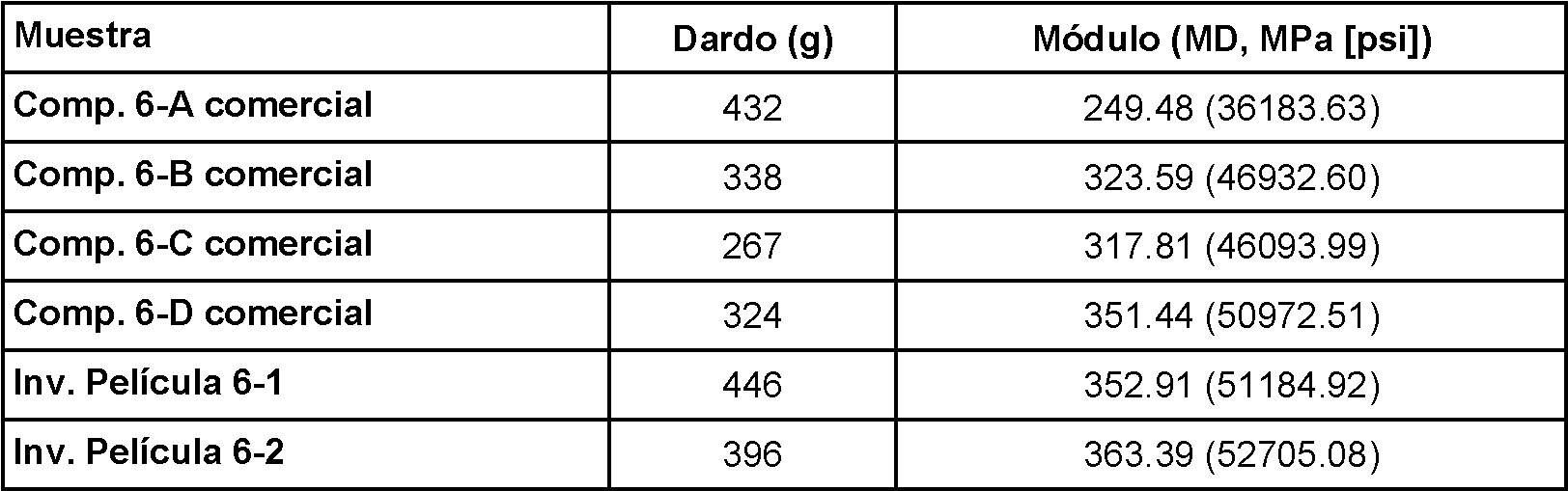
Como se muestra en la Tabla 12, las películas 6-1 presentaron el dardo más alto, seguido de la comparativa 6-A y la película 6-2. De forma adicional, la película 6-2, seguida de la película 6-1, presentó el módulo más alto, mientras que la comparativa 6-A presentó el módulo más bajo. Por lo tanto, los resultados de la Tabla 12 muestran que dichas realizaciones descritas en la presente memoria, que incluyen una capa central que incorpora la composición de polietileno descrita en la presente memoria y sin capa central de poliamida, pueden proporcionar un equilibrio inesperado de propiedades de resistencia al impacto de dardo y de fluencia a la tracción superiores, cuando se comparan con películas multicapa que incluyen capas centrales que comprenden otras poliolefinas o poliamidas.
Será evidente que son posibles modificaciones y variaciones sin apartarse del ámbito de la descripción definida en las reivindicaciones adjuntas. Más específicamente, aunque algunos aspectos de la presente descripción se identifican en la presente memoria como preferidos o especialmente ventajosos, se contempla que la presente descripción no se limita necesariamente a estos aspectos.
Claims (15)
1. Una película multicapa que comprende:
una primera capa que comprende:
una composición de polietileno que comprende:
(a) una primera fracción de polietileno que tiene un único pico en un intervalo de temperatura de 45 °C a 87 °C en un perfil de elución mediante un método de análisis de distribución de composición de comonómero (iCCD) mejorado, como se describe en la descripción,
en donde un área de la primera fracción de polietileno es un área en el perfil de elución por debajo del único pico de la primera fracción de polietileno entre 45 °C y 87 °C; y
(b) una segunda fracción de polietileno que tiene un único pico en un intervalo de temperatura de 95 °C a 120 °C en el perfil de elución mediante el método de análisis iCCD y donde un área de la segunda fracción de polietileno es un área en el perfil de elución por debajo del único pico de la segunda fracción de polietileno entre 95 °C y 120 °C;
en donde la composición de polietileno tiene una densidad de 0,924 g/cm3 a 0,936 g/cm3, y un índice de fusión (I2) de 0,25 g/10 minutos a 2,0 g/10 minutos, en donde el área de la primera fracción de polietileno comprende al menos el 40 % del área total del perfil de elución, en donde una relación del área de la primera fracción de polietileno al área de la segunda fracción de polietileno es 0,75 a 2,5, y en donde la anchura del único pico de la segunda fracción de polietileno al 50 por ciento de altura de pico, es menor de 5,0 °C;
una segunda capa que comprende una primera poliolefina; y
una tercera capa que comprende una segunda poliolefina;
en donde la tercera capa se coloca entre la segunda capa y la tercera capa; y en donde la primera poliolefina y la segunda poliolefina son iguales o diferentes.
2. La película multicapa de la reivindicación 1, en donde la primera composición de poliolefina, la segunda composición de poliolefina, o ambas, comprenden un polietileno que tiene una densidad de 0,870 g/cm3 a 0,970 g/cm3.
3. La película multicapa de las reivindicaciones 1-2, en donde:
la primera capa está en contacto directo con la segunda capa y la tercera capa; y la segunda capa y la tercera capa son las capas más exteriores de la película multicapa.
4. La película multicapa de las reivindicaciones 1-3, en donde la composición de polietileno, que tiene una densidad de 0,924 g/cm3 a 0,936 g/cm3 tiene una relación de viscosidad de cizallamiento cero inferior a 3,0, con el método definido en la descripción, y una distribución de peso molecular, expresada como la relación del peso molecular promedio en peso al peso molecular promedio en número (Mw/Mn), en el intervalo de 2,5 a 8,0.
5. La película multicapa de las reivindicaciones 1-4, en donde la película multicapa tiene un espesor de menos de 500 micrómetros (μm).
6. La película multicapa de las reivindicaciones 1-5, en donde la primera capa comprende además un polietileno que tiene una densidad mayor que 0,940 g/cm3, cuando se mide según ASTM 742.
7. La película multicapa de la reivindicación 1, en donde la primera capa comprende del 10 % en peso al 80 % del peso total de la película multicapa;
en donde la segunda capa comprende un primer polietileno lineal de baja densidad que tiene una densidad de 0,910 g/cm3 a 0,936 g/cm3; y la tercera capa comprende un segundo polietileno lineal de baja densidad que tiene una densidad de 0,910 a 0,936 g/cm3; y en donde el primer polietileno lineal de baja densidad y el segundo polietileno lineal de baja densidad son iguales o diferentes.
8. La película multicapa de la reivindicación 7, en donde la película multicapa tiene un impacto de caída de dardo de al menos 400 gramos, cuando se mide según ASTM D1709 Método B.
9. La película multicapa de las reivindicaciones 7-8, en donde la película multicapa tiene un módulo secante promedio en una dirección de la máquina, de 200 MPa (29.000 psi) a 255 MPa (37.000 psi),
en donde el módulo secante promedio se mide según ASTM D882.
10. La película multicapa de la reivindicación 1, en donde la primera capa comprende una composición de polietileno de alta densidad que tiene una densidad de 0,940 g/cm3 de 0,970 g/cm3, cuando se mide según ASTM 742; en donde la segunda capa comprende al menos el 50 % en peso de un primer polietileno lineal de baja densidad, con respecto al peso total de la segunda capa, teniendo el primer polietileno lineal de baja densidad una densidad de 0,910 g/cm3 a 0,936 g/cm3;
en donde la tercera capa comprende al menos el 50 % en peso de un segundo polietileno lineal de baja densidad, con respecto al peso total de la segunda capa, teniendo el segundo polietileno lineal de baja densidad una densidad de 0,910 g/cm3 a 0,936 g/cm3; y
en donde el primer polietileno lineal de baja densidad y el segundo polietileno lineal de baja densidad son iguales o diferentes.
11. La película multicapa de la reivindicación 10, en donde la deformación por tracción de la película multicapa en una dirección transversal inferior a 50 % a 1,4 kg/50 °C/5 h, cuando se mide según ASTm 2990.
12. La película multicapa de las reivindicaciones 10-11, en donde la película multicapa tiene un impacto de caída de dardo de al menos 600 gramos, cuando se mide según ASTM D1709 Método B.
13. La película multicapa de la reivindicación 1, en donde la primera capa comprende un primer polietileno que tiene una densidad de 0,940 g/cm3 a 0,970 g/cm3, en donde la composición de polietileno es una primera composición de polietileno que tiene una densidad de 0,924 g/cm3 a 0,936 g/cm3; y
en donde la segunda capa comprende:
un segundo polietileno que tiene una densidad de 0,940 g/cm3 a 0.970 g/cm3;
un primer polietileno de baja densidad que tiene una densidad de 0,916 g/cm3 a 0,935 g/cm3; y
una segunda composición de polietileno que tiene una densidad de 0,924 g/cm3 a 0,936 g/cm3; y
en donde la tercera capa comprende:
un segundo polietileno de baja densidad que tiene una densidad de 0,916 g/cm3 a 0,935 g/cm3; y
una tercera composición de polietileno que tiene una densidad de 0,924 g/cm3 a 0,936 g/cm3; y en donde:
el primer polietileno y el segundo polietileno son iguales o diferentes;
el primer polietileno de baja densidad y el segundo polietileno de baja densidad son iguales o diferentes;
la primera composición de polietileno, la segunda composición de polietileno, y la tercera composición de polietileno, son composiciones iguales o diferentes, y cada una comprende:
(a) una primera fracción de polietileno que tiene un único pico en un intervalo de temperatura de 45 °C a 87 °C en un perfil de elución mediante un método de análisis de distribución de composición de comonómero (iCCD) mejorado, en donde un área de la primera fracción de polietileno es un área en el perfil de elución por debajo del único pico de la primera fracción de polietileno entre 45 °C y 87 °C; y (b) una segunda fracción de polietileno que tiene un único pico en un intervalo de temperatura de 95 °C a 120 °C en el perfil de elución mediante el método de análisis iCCD, y en donde un área de la segunda fracción de polietileno es un área en el perfil de elución por debajo del único pico de la segunda fracción de polietileno entre 95 °C y 120 °C;
en donde la composición de polietileno tiene una densidad de 0,924 g/cm3 a 0,936 g/cm3, y un índice de fusión (I2) de 0,25 g/10 minutos a 2,0 g/10 minutos, en donde el área de la primera fracción de polietileno comprende al menos el 40 % del área total del perfil de elución, en donde una relación del área de la primera fracción de polietileno al área de la segunda fracción de polietileno es 0,75 a 2,5, y en donde la anchura del único pico de la segunda fracción de polietileno al 50 por ciento de altura de pico, es menor de 5,0 °C.
14. La película multicapa de la reivindicación 13, en donde la película multicapa tiene un impacto de caída de dardo de al menos 350 gramos, cuando se mide según ASTM D1709 Método B.
15. La película multicapa de las reivindicaciones 13-14, en donde la película multicapa tiene un módulo secante promedio en una dirección de la máquina mayor de 345 MPa (50.000 psi), en donde el módulo secante promedio se mide según ASTM D882.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201962883467P | 2019-08-06 | 2019-08-06 | |
| US201962883469P | 2019-08-06 | 2019-08-06 | |
| PCT/US2020/044856 WO2021026134A1 (en) | 2019-08-06 | 2020-08-04 | Multilayer films having at least three layers and methods of producing the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2956463T3 true ES2956463T3 (es) | 2023-12-21 |
Family
ID=72179217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES20760667T Active ES2956463T3 (es) | 2019-08-06 | 2020-08-04 | Películas multicapa que tienen al menos tres capas, y métodos para producir las mismas |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20220288906A1 (es) |
| EP (1) | EP4010191B1 (es) |
| JP (1) | JP2022542660A (es) |
| CN (1) | CN114761240B (es) |
| BR (1) | BR112022002023A2 (es) |
| CA (1) | CA3146300A1 (es) |
| ES (1) | ES2956463T3 (es) |
| MX (1) | MX2022001401A (es) |
| WO (1) | WO2021026134A1 (es) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4010190B1 (en) | 2019-08-06 | 2023-07-26 | Dow Global Technologies LLC | Multilayer films that include at least five layers and methods of producing the same |
| KR102456624B1 (ko) * | 2021-06-10 | 2022-10-20 | 에스케이이노베이션 주식회사 | 다층 구조의 폴리에틸렌 필름 및 이로부터 제조된 포장재. |
| WO2024000090A1 (en) | 2022-06-27 | 2024-01-04 | Univation Technologies, Llc | Post-reactor blends of linear low-density polyethylenes |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USB632416I5 (es) | 1956-03-01 | 1976-03-09 | ||
| CA849081A (en) | 1967-03-02 | 1970-08-11 | Du Pont Of Canada Limited | PRODUCTION OF ETHYLENE/.alpha.-OLEFIN COPOLYMERS OF IMPROVED PHYSICAL PROPERTIES |
| US3914342A (en) | 1971-07-13 | 1975-10-21 | Dow Chemical Co | Ethylene polymer blend and polymerization process for preparation thereof |
| US4599392A (en) | 1983-06-13 | 1986-07-08 | The Dow Chemical Company | Interpolymers of ethylene and unsaturated carboxylic acids |
| US5272236A (en) | 1991-10-15 | 1993-12-21 | The Dow Chemical Company | Elastic substantially linear olefin polymers |
| US5582923A (en) | 1991-10-15 | 1996-12-10 | The Dow Chemical Company | Extrusion compositions having high drawdown and substantially reduced neck-in |
| US5278272A (en) | 1991-10-15 | 1994-01-11 | The Dow Chemical Company | Elastic substantialy linear olefin polymers |
| US5693488A (en) | 1994-05-12 | 1997-12-02 | The Rockefeller University | Transmembrane tyrosine phosphatase, nucleic acids encoding the same, and methods of use thereof |
| JP3258534B2 (ja) | 1995-07-28 | 2002-02-18 | タイコエレクトロニクスアンプ株式会社 | 雌型コンタクト |
| WO1997032922A2 (en) | 1996-03-05 | 1997-09-12 | The Dow Chemical Company | Rheology-modified polyolefins |
| JP2003266601A (ja) * | 2002-03-14 | 2003-09-24 | Toppan Printing Co Ltd | 多層フィルムとこれを用いた包装材料および包装体 |
| JP4813239B2 (ja) * | 2005-04-18 | 2011-11-09 | 日本ポリエチレン株式会社 | ポリエチレン樹脂組成物及びそれを用いた包装用フィルム |
| JP4813197B2 (ja) * | 2006-02-02 | 2011-11-09 | 日本ポリエチレン株式会社 | ポリエチレン樹脂組成物及びそれを用いた積層体 |
| EP1950241A1 (en) * | 2007-01-25 | 2008-07-30 | Borealis Technology Oy | Multimodal medium density polyethylene polymer composition |
| US9206303B2 (en) * | 2009-03-31 | 2015-12-08 | Dow Global Technologies Llc | Film made from heterogenous ethylene/alpha-olefin interpolymer |
| EP2864103B1 (en) * | 2012-06-26 | 2016-04-27 | Dow Global Technologies LLC | A polyethylene blend-composition suitable for blown films, and films made therefrom |
| CN104837627B (zh) * | 2012-10-09 | 2017-05-03 | 陶氏环球技术有限责任公司 | 密封剂组合物 |
| BR112015014093A2 (pt) * | 2012-12-18 | 2017-07-11 | Exxonmobil Chemical Patents Inc | películas de polietileno e método para fazê-las |
| US9751998B2 (en) * | 2012-12-27 | 2017-09-05 | Dow Global Technologies Llc | Catalyst systems for olefin polymerization |
| KR20200096700A (ko) | 2013-07-09 | 2020-08-12 | 다우 글로벌 테크놀로지스 엘엘씨 | 개선된 펠렛 유동능을 갖는 에틸렌/알파-올레핀 인터폴리머 |
| BR112016029163B8 (pt) | 2014-06-26 | 2022-07-26 | Dow Global Technologies Llc | Película soprada, artigo e película espumada |
| EP3341721A1 (en) | 2015-08-28 | 2018-07-04 | Dow Global Technologies LLC | Chromatography of polymers with reduced co-crystallization |
| ES2961690T3 (es) * | 2017-03-24 | 2024-03-13 | Borealis Ag | Película barrera multicapa orientada |
-
2020
- 2020-08-04 BR BR112022002023A patent/BR112022002023A2/pt unknown
- 2020-08-04 ES ES20760667T patent/ES2956463T3/es active Active
- 2020-08-04 MX MX2022001401A patent/MX2022001401A/es unknown
- 2020-08-04 WO PCT/US2020/044856 patent/WO2021026134A1/en unknown
- 2020-08-04 EP EP20760667.4A patent/EP4010191B1/en active Active
- 2020-08-04 US US17/632,604 patent/US20220288906A1/en active Pending
- 2020-08-04 CA CA3146300A patent/CA3146300A1/en active Pending
- 2020-08-04 CN CN202080059269.0A patent/CN114761240B/zh active Active
- 2020-08-04 JP JP2022503809A patent/JP2022542660A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022542660A (ja) | 2022-10-06 |
| EP4010191B1 (en) | 2023-07-26 |
| MX2022001401A (es) | 2022-05-19 |
| CN114761240B (zh) | 2024-03-15 |
| CN114761240A (zh) | 2022-07-15 |
| BR112022002023A2 (pt) | 2022-03-29 |
| EP4010191A1 (en) | 2022-06-15 |
| WO2021026134A1 (en) | 2021-02-11 |
| US20220288906A1 (en) | 2022-09-15 |
| CA3146300A1 (en) | 2021-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2956397T3 (es) | Películas multicapa que incluyen al menos cinco capas y métodos de producción de las mismas | |
| ES2956463T3 (es) | Películas multicapa que tienen al menos tres capas, y métodos para producir las mismas | |
| ES2938408T3 (es) | Películas multicapa que comprenden polietileno y capas de barrera y métodos para producir las mismas | |
| ES2970349T3 (es) | Composiciones y estructuras de fundas extensibles multicapa | |
| ES2953841T3 (es) | Composiciones y películas a base de polietileno y artículos que comprenden las mismas | |
| ES2979248T3 (es) | Composiciones de película termoconformadas con tenacidad mejorada después de los procesos de termoconformado | |
| BR102020015949A2 (pt) | Composições de polietileno | |
| JP7419269B2 (ja) | 高分子量高密度画分を有する二峰性エチレン系ポリマーを含むインフレーションフィルム | |
| ES2955219T3 (es) | Composiciones de polietileno, películas multicapa que comprenden dichas composiciones de polietileno y una capa barrera, y sus procesos de fabricación | |
| ES2977175T3 (es) | Composiciones de polietileno | |
| JPWO2021026141A5 (es) | ||
| US20230312787A1 (en) | Polyethylene compositions and films including polyethylene compositions | |
| JP2023547336A (ja) | キャスト延伸フィルムでの使用に適したポリエチレン組成物 | |
| JP2023552958A (ja) | ポリエチレン組成物及びそれを含むフィルム |