ES2874086T3 - Parche dérmico - Google Patents
Parche dérmico Download PDFInfo
- Publication number
- ES2874086T3 ES2874086T3 ES17728832T ES17728832T ES2874086T3 ES 2874086 T3 ES2874086 T3 ES 2874086T3 ES 17728832 T ES17728832 T ES 17728832T ES 17728832 T ES17728832 T ES 17728832T ES 2874086 T3 ES2874086 T3 ES 2874086T3
- Authority
- ES
- Spain
- Prior art keywords
- layer
- foam
- adhesive
- barrier layer
- dermal patch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000007933 dermal patch Substances 0.000 title claims abstract description 44
- 239000010410 layer Substances 0.000 claims abstract description 237
- 239000006260 foam Substances 0.000 claims abstract description 158
- 230000004888 barrier function Effects 0.000 claims abstract description 92
- 239000012790 adhesive layer Substances 0.000 claims abstract description 74
- 229920001296 polysiloxane Polymers 0.000 claims description 50
- 206010052428 Wound Diseases 0.000 claims description 49
- 208000027418 Wounds and injury Diseases 0.000 claims description 49
- 230000001070 adhesive effect Effects 0.000 claims description 45
- 239000000853 adhesive Substances 0.000 claims description 42
- 239000000463 material Substances 0.000 claims description 31
- 239000002243 precursor Substances 0.000 claims description 27
- 239000000499 gel Substances 0.000 claims description 23
- 238000000034 method Methods 0.000 claims description 18
- 238000010521 absorption reaction Methods 0.000 claims description 17
- 229920005830 Polyurethane Foam Polymers 0.000 claims description 16
- 239000011496 polyurethane foam Substances 0.000 claims description 16
- 150000001875 compounds Chemical class 0.000 claims description 14
- 239000000758 substrate Substances 0.000 claims description 10
- 230000008569 process Effects 0.000 claims description 6
- 239000002202 Polyethylene glycol Substances 0.000 claims description 4
- 229920001223 polyethylene glycol Polymers 0.000 claims description 4
- 229920002635 polyurethane Polymers 0.000 claims description 4
- 239000004814 polyurethane Substances 0.000 claims description 4
- 208000004210 Pressure Ulcer Diseases 0.000 claims description 3
- 229910000831 Steel Inorganic materials 0.000 claims description 3
- 239000010959 steel Substances 0.000 claims description 3
- 230000001684 chronic effect Effects 0.000 claims description 2
- 229920001477 hydrophilic polymer Polymers 0.000 claims description 2
- 230000002265 prevention Effects 0.000 claims description 2
- 229920002379 silicone rubber Polymers 0.000 claims description 2
- 238000005507 spraying Methods 0.000 claims description 2
- 238000007761 roller coating Methods 0.000 claims 1
- 239000000203 mixture Substances 0.000 description 25
- 210000000416 exudates and transudate Anatomy 0.000 description 20
- 239000013464 silicone adhesive Substances 0.000 description 20
- 230000008901 benefit Effects 0.000 description 16
- 238000005259 measurement Methods 0.000 description 12
- 239000011148 porous material Substances 0.000 description 12
- 210000004027 cell Anatomy 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 11
- 238000001878 scanning electron micrograph Methods 0.000 description 11
- 239000002250 absorbent Substances 0.000 description 9
- 230000002745 absorbent Effects 0.000 description 9
- 238000000576 coating method Methods 0.000 description 9
- 239000007788 liquid Substances 0.000 description 9
- 230000035515 penetration Effects 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 230000003287 optical effect Effects 0.000 description 7
- -1 methylene, ethylene, propylene Chemical group 0.000 description 6
- 230000035699 permeability Effects 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 5
- 239000003054 catalyst Substances 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 238000004132 cross linking Methods 0.000 description 5
- 230000002209 hydrophobic effect Effects 0.000 description 5
- 239000007921 spray Substances 0.000 description 5
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 5
- 125000004435 hydrogen atom Chemical class [H]* 0.000 description 4
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 238000004626 scanning electron microscopy Methods 0.000 description 4
- 238000012546 transfer Methods 0.000 description 4
- 229920002554 vinyl polymer Polymers 0.000 description 4
- 125000004209 (C1-C8) alkyl group Chemical group 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- 239000004721 Polyphenylene oxide Substances 0.000 description 3
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 239000013543 active substance Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000003599 detergent Substances 0.000 description 3
- 125000005442 diisocyanate group Chemical group 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 239000001257 hydrogen Substances 0.000 description 3
- 229910052739 hydrogen Inorganic materials 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 229920000570 polyether Polymers 0.000 description 3
- 229910052709 silver Inorganic materials 0.000 description 3
- 239000004332 silver Substances 0.000 description 3
- 210000004243 sweat Anatomy 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 125000004648 C2-C8 alkenyl group Chemical group 0.000 description 2
- 125000005915 C6-C14 aryl group Chemical group 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 239000008346 aqueous phase Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000004069 differentiation Effects 0.000 description 2
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 2
- 238000005187 foaming Methods 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 230000036074 healthy skin Effects 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 2
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 229920001521 polyalkylene glycol ether Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920006264 polyurethane film Polymers 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000004544 sputter deposition Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 239000012085 test solution Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000005303 weighing Methods 0.000 description 2
- CMCBDXRRFKYBDG-UHFFFAOYSA-N 1-dodecoxydodecane Chemical class CCCCCCCCCCCCOCCCCCCCCCCCC CMCBDXRRFKYBDG-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-O Ammonium Chemical compound [NH4+] QGZKDVFQNNGYKY-UHFFFAOYSA-O 0.000 description 1
- 229920001661 Chitosan Polymers 0.000 description 1
- GHXZTYHSJHQHIJ-UHFFFAOYSA-N Chlorhexidine Chemical compound C=1C=C(Cl)C=CC=1NC(N)=NC(N)=NCCCCCCN=C(N)N=C(N)NC1=CC=C(Cl)C=C1 GHXZTYHSJHQHIJ-UHFFFAOYSA-N 0.000 description 1
- 102000008186 Collagen Human genes 0.000 description 1
- 108010035532 Collagen Proteins 0.000 description 1
- LCGLNKUTAGEVQW-UHFFFAOYSA-N Dimethyl ether Chemical class COC LCGLNKUTAGEVQW-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 229920002023 Pluronic® F 87 Polymers 0.000 description 1
- RVGRUAULSDPKGF-UHFFFAOYSA-N Poloxamer Chemical compound C1CO1.CC1CO1 RVGRUAULSDPKGF-UHFFFAOYSA-N 0.000 description 1
- 229910018557 Si O Inorganic materials 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical group [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 229920004482 WACKER® Polymers 0.000 description 1
- 238000007259 addition reaction Methods 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 125000002877 alkyl aryl group Chemical group 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 125000005529 alkyleneoxy group Chemical group 0.000 description 1
- 125000001118 alkylidene group Chemical group 0.000 description 1
- 230000000844 anti-bacterial effect Effects 0.000 description 1
- 239000004599 antimicrobial Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 125000003710 aryl alkyl group Chemical group 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- 125000004369 butenyl group Chemical group C(=CCC)* 0.000 description 1
- 210000002421 cell wall Anatomy 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 229960003260 chlorhexidine Drugs 0.000 description 1
- 229920001436 collagen Polymers 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- KIQKWYUGPPFMBV-UHFFFAOYSA-N diisocyanatomethane Chemical compound O=C=NCN=C=O KIQKWYUGPPFMBV-UHFFFAOYSA-N 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 150000002314 glycerols Chemical class 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910001385 heavy metal Inorganic materials 0.000 description 1
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 235000012907 honey Nutrition 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 239000000416 hydrocolloid Substances 0.000 description 1
- 239000000017 hydrogel Substances 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 229920000592 inorganic polymer Polymers 0.000 description 1
- PNDPGZBMCMUPRI-UHFFFAOYSA-N iodine Chemical compound II PNDPGZBMCMUPRI-UHFFFAOYSA-N 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 238000002803 maceration Methods 0.000 description 1
- 125000000325 methylidene group Chemical group [H]C([H])=* 0.000 description 1
- 150000002772 monosaccharides Chemical class 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000000740 n-pentyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 239000002674 ointment Substances 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 235000019271 petrolatum Nutrition 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- DGTNSSLYPYDJGL-UHFFFAOYSA-N phenyl isocyanate Chemical compound O=C=NC1=CC=CC=C1 DGTNSSLYPYDJGL-UHFFFAOYSA-N 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920001515 polyalkylene glycol Polymers 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920003009 polyurethane dispersion Polymers 0.000 description 1
- 229920003225 polyurethane elastomer Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000012286 potassium permanganate Substances 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- LIVNPJMFVYWSIS-UHFFFAOYSA-N silicon monoxide Inorganic materials [Si-]#[O+] LIVNPJMFVYWSIS-UHFFFAOYSA-N 0.000 description 1
- GGCZERPQGJTIQP-UHFFFAOYSA-N sodium;9,10-dioxoanthracene-2-sulfonic acid Chemical compound [Na+].C1=CC=C2C(=O)C3=CC(S(=O)(=O)O)=CC=C3C(=O)C2=C1 GGCZERPQGJTIQP-UHFFFAOYSA-N 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 125000000383 tetramethylene group Chemical group [H]C([H])([*:1])C([H])([H])C([H])([H])C([H])([H])[*:2] 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- 230000000472 traumatic effect Effects 0.000 description 1
- 230000029663 wound healing Effects 0.000 description 1
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/02—Adhesive bandages or dressings
- A61F13/0203—Adhesive bandages or dressings with fluid retention members
- A61F13/0206—Adhesive bandages or dressings with fluid retention members with absorbent fibrous layers, e.g. woven or non-woven absorbent pads or island dressings
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/02—Adhesive bandages or dressings
- A61F13/0276—Apparatus or processes for manufacturing adhesive dressings or bandages
- A61F13/0289—Apparatus or processes for manufacturing adhesive dressings or bandages manufacturing of adhesive dressings
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/02—Adhesive bandages or dressings
- A61F13/0203—Adhesive bandages or dressings with fluid retention members
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/02—Adhesive bandages or dressings
- A61F13/0246—Adhesive bandages or dressings characterised by the skin-adhering layer
- A61F13/0253—Adhesive bandages or dressings characterised by the skin-adhering layer characterized by the adhesive material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
- A61L15/26—Macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives thereof
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/425—Porous materials, e.g. foams or sponges
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/58—Adhesives
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00727—Plasters means for wound humidity control
- A61F2013/00731—Plasters means for wound humidity control with absorbing pads
- A61F2013/0074—Plasters means for wound humidity control with absorbing pads containing foams
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F2013/00361—Plasters
- A61F2013/00727—Plasters means for wound humidity control
- A61F2013/00761—Plasters means for wound humidity control with permeable adhesive layers
- A61F2013/00782—Plasters means for wound humidity control with permeable adhesive layers with macroscopic openings
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Chemical & Material Sciences (AREA)
- Vascular Medicine (AREA)
- Heart & Thoracic Surgery (AREA)
- Biomedical Technology (AREA)
- Hematology (AREA)
- Materials Engineering (AREA)
- Epidemiology (AREA)
- Manufacturing & Machinery (AREA)
- Dispersion Chemistry (AREA)
- Dermatology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials For Medical Uses (AREA)
Abstract
Parche dérmico que comprende una capa de espuma de celda abierta y una capa adhesiva dispuesta sobre la misma prevista para el contacto con la piel, caracterizado por que al menos el lado orientado hacia la capa adhesiva de la capa de espuma presenta macroporos, cuyas cavidades están cubiertas al menos parcialmente de forma proporcional por una capa de barrera formada a partir de la capa de espuma, caracterizado por que la proporción de superficie de la capa de barrera en la superficie de la capa de espuma es de al menos el 20% y/o por que al menos el 20% de los macroporos contiguos a la superficie de la capa de espuma están cubiertos por la capa de barrera.
Description
DESCRIPCIÓN
Parche dérmico
La invención se refiere a un parche dérmico, en particular un apósito, que comprende una capa de sustrato y una capa adhesiva dispuesta sobre la misma, así como a un procedimiento para su fabricación.
Sector técnico
Los parches dérmicos cosméticos y médicos para su uso en seres humanos se conocen desde hace mucho tiempo.
Un grupo particularmente importante de parches dérmicos se utiliza en el cuidado de heridas.
En el cuidado de heridas moderno, a menudo se utilizan apósitos que presentan una capa de sustrato y una capa adhesiva dispuesta sobre el mismo. Como capa de sustrato se ha demostrado que son útiles, en particular, las espumas de poliuretano, ya que presentan buenas propiedades reguladoras del clima y absorbentes y, además, pueden colocarse en contacto directo con la herida exudativa. Además, las espumas de poliuretano utilizadas en el cuidado de heridas presentan generalmente una estructura de celda abierta, lo que les confiere una gran capacidad de absorción y permite que el exudado de la herida se absorba rápidamente.
Durante las últimas dos décadas, las capas de sustrato a menudo se han provisto de una capa adhesiva en el lado de la herida, que se adhiere a la piel sana, pero que no está en contacto con la herida. En contacto con la herida, esta capa adhesiva, que en la mayor parte de los casos está basada en silicona, tiene incluso la ventaja de que evita la adherencia o el crecimiento hacia el interior del tejido de nueva creación en el caso de heridas húmedas, no causa dolor cuando se retira el apósito y previene la la herida de un nuevo desgarro.
Una desventaja del uso de capas adhesivas convencionales basadas en silicona es que, debido a sus propiedades hidrófobas y su reducida permeabilidad al vapor de agua, dificultan la absorción del exudado de la herida. Para compensar esto, la capa adhesiva de silicona generalmente presenta perforaciones. Así puede permitirse que el exudado que se produce pase a través de la capa adhesiva y alcance la espuma absorbente y, por lo tanto, se pueda establecer un clima idealmente húmedo para la herida. A pesar de las perforaciones, la capa adhesiva de silicona es cohesiva. Esto tiene la desventaja de que cuando se absorbe el exudado de la herida, la capa adhesiva de silicona evita el hinchamiento libre de la capa de espuma. Como resultado, el parche dérmico se arquea separándose de la herida, lo que posteriormente hace que sea más difícil absorber más exudado de la herida.
Se ha establecido el procedimiento de recubrimiento por transferencia para la aplicación de la capa adhesiva. En primer lugar, a este respecto, se recubre una lámina, por ejemplo, una película de poliuretano, por un lado con un adhesivo de acrilato y por el otro lado con un adhesivo de silicona blanda mediante aplicación con rasqueta y con rodillo. Las composiciones precursoras de adhesivo de silicona utilizadas a este respecto constan de dos componentes que, después de mezclarse, se reticulan térmicamente para formar un sólido blando similar a un gel. El emparedado de adhesivo de acrilato/película/adhesivo de silicona que se crea durante el procedimiento de recubrimiento por transferencia se perfora y subsiguientemente se adhiere al sustrato por el lado del adhesivo de acrilato.
Un procedimiento de recubrimiento por transferencia de este tipo se describe, por ejemplo, en el documento EP 2001424 B1. A este respecto, se fabrica un apósito que comprende una capa de contacto con la piel en forma de laminado adhesivo retirable que comprende una capa estructural que porta un gel hidrófobo en al menos parte de un lado del mismo y un adhesivo sensible a la presión en al menos parte del otro lado del mismo. Preferentemente, la capa estructural consiste en una película de plástico. La desventaja de utilizar esta película de plástico es que presenta una rigidez elevada y poca adaptabilidad. Como consecuencia, debe utilizarse para compensar una cantidad comparativamente grande de silicona, lo que conduce a costes más altos. Además, un espesor de capa elevado requiere una cantidad de energía comparativamente alta para curar los compuestos precursores. Además, el uso de una película y una gran cantidad de silicona perjudica la permeabilidad al vapor de agua del apósito.
El documento EP 0855921 B1 describe un apósito de espuma y su fabricación. A este respecto, se recubre una película con un adhesivo de silicona y a continuación se coloca una espuma de poliuretano directamente sobre la silicona aún sin curar. Este laminado se une a continuación curando la silicona en un horno. Como material de espuma se utiliza una espuma absorbente de celda abierta con tamaños de poro de entre 30 y 1000 pm. La desventaja de la estructura de espuma de poliuretano descrita es que, debido a la absorción del gel por la espuma, la parte absorbida del gel ya no está disponible para la adhesión a la piel.
El documento US 2004/0138605 A1 describe apósitos con un núcleo absorbente, preferentemente de espuma de celda abierta, sobre el que se puede colocar un adhesivo sensible a la presión. Este adhesivo sensible a la presión es preferentemente un adhesivo de silicona o acrilato adecuado para el cuidado de heridas. La capa adhesiva puede ser una silicona que se rocía sobre la capa superior (del lado de la herida) del apósito.
A este respecto, también, se requiere una cantidad comparativamente grande de silicona debido a la superficie de celda abierta.
El documento EP 2696824 B1 describe una aplicación discontinua de un adhesivo de silicona en un proceso de serigrafía o rodillo de copa modificado. Como sustratos, se mencionan espumas de poliuretano y materiales no tejidos, entre otros. En este proceso, se produce un patrón regular de pequeñas superficies adhesivas discretas, por ejemplo, un patrón de puntos, a partir del adhesivo de silicona. El espesor de la capa del adhesivo de silicona en la serigrafía viene implícitamente dado por el espesor del tamiz. Este es de 100-2000 gm, por lo que el espesor de capa también es comparativamente alto en este caso.
El documento EP 1964580 B1 describe un procedimiento para fabricar una estructura de espuma de poliuretano hidrófila que contiene una sal de plata. En este caso, se proporciona una dispersión de poliuretano formadora de espuma y se aplica a un papel estucado. A continuación, se cura la espuma de poliuretano, se retira el papel estucado y se seca la espuma. Se aplica un gel de silicona a la superficie de la estructura de espuma de celda abierta así formada y se cura. A este respecto, la espuma absorbe una mayor parte del gel.
La desventaja de la estructura de espuma de poliuretano descrita es que, debido a la absorción del gel por la espuma, la parte absorbida del gel ya no está disponible para la adhesión a la piel.
Como se ha explicado anteriormente, la aplicación de una gran cantidad de silicona encarece considerablemente los productos. Por lo tanto, el objeto de la invención es proporcionar un parche dérmico del tipo mencionado al principio que permita mantener reducido el espesor de la capa adhesiva y lograr un alto rendimiento, en particular una buena capacidad de absorción del exudado de la herida. Además, el parche dérmico debe ser antideslizante, fácil de retirar y reposicionable.
Presentación de la invención
Este objeto se logra mediante un parche dérmico, en particular un apósito, que comprende una capa de espuma de celda abierta y una capa adhesiva dispuesta sobre la misma prevista para el contacto con la piel, en el que al menos un lado de la capa de espuma orientado hacia la capa adhesiva presenta macroporos, cuyas cavidades están cubiertas al menos parcialmente de forma proporcional por una capa de barrera formada a partir de la capa de espuma, caracterizado por que la proporción de superficie de la capa de barrera en la superficie de la capa de espuma es de al menos el 20% y/o por que al menos el 20% de los macroporos contiguos a la superficie de la capa de espuma están cubiertos por la capa de barrera.
Según la invención, se ha descubierto que al utilizar una capa de espuma que presenta una capa de barrera formada a partir de la capa de espuma al menos en el lado orientado hacia la capa adhesiva, es posible utilizar solo una pequeña cantidad de adhesivo y aún así lograr una buena adherencia. Se supone que la presencia de la capa de barrera evita al menos parcialmente la penetración del adhesivo en la capa de espuma. Esto significa que se requiere menos adhesivo para lograr un recubrimiento cerrado localmente. Esta es una gran ventaja en comparación con las espumas utilizadas en la técnica anterior, que tienen superficies de celda abierta y en las que se debe utilizar una gran cantidad de adhesivo. Además, la provisión de una capa de barrera formada a partir de la capa de espuma ofrece la ventaja de que no es necesario fabricar, aplicar y adherir laboriosamente más capas, por ejemplo láminas separadas, que eviten la penetración del adhesivo.
Además, cuando se utiliza como apósito, el parche dérmico tiene la ventaja sobre las espumas de celda abierta, incluso en la superficie, que la capa de barrera puede evitar que el tejido de nueva creación crezca hacia el interior. Esto puede evitar que el tejido de nueva creación se dañe al cambiar el apósito.
Además, se ha descubierto sorprendentemente que la capa de espuma puede mostrar una muy buena capacidad de absorción del exudado de la herida, del sudor y del vapor de agua a pesar de la capa de barrera presente. El parche dérmico presenta ventajosamente una capacidad de absorción de al menos 5 g/g, por ejemplo de 5 g/g a 50 g/g, preferentemente de 10 g/g a 30 g/g y de forma aún más preferida de 15 g/g a 25 g/g. Además, la capa de barrera está diseñada preferentemente de tal manera que el parche dérmico también presente un tiempo de absorción muy bueno, dependiendo este, naturalmente, del tipo, la cantidad y el grado de cubrición de la capa adhesiva.
Según la invención, al menos el lado de la capa de espuma orientado hacia la capa adhesiva presenta macroporos, preferentemente contiguos a la superficie, cuyas cavidades están al menos parcialmente de forma proporcional cubiertas por una capa de barrera formada a partir de la capa de espuma. Esta forma de realización permite diseñar la capa de barrera de forma plana, por lo que la cantidad de adhesivo se puede mantener a un nivel incluso inferior. Según la invención, el término "plano" se entiende en el sentido convencional. La capa de barrera presenta preferentemente una planitud, medida tal como se describe en la sección sobre procedimientos de medición, de menos de 50 gm, por ejemplo, de 0,1 gm a 50 gm, preferentemente de 1 gm a 30 gm, de forma aún más preferida de 1 gm a 20 gm. y en particular de 1 gm a 10 gm. Según la invención, el término "planitud" puede incluir pequeñas irregularidades en la capa de barrera, por ejemplo ondas y/o pliegues pequeños.
Según la invención, se entiende por macroporos los poros que tienen un diámetro de poro superior a 25 gm, por ejemplo entre 25 gm y 2000 gm y preferentemente de entre 100 gm y 500 gm.
Según la invención, la capa de espuma presenta una capa de barrera, al menos en el lado orientado hacia la capa adhesiva, de modo que los macroporos contiguos a la superficie pueden considerarse al menos parcialmente de forma proporcional como de celda cerrada, al menos en la dirección de la capa adhesiva. No obstante, el volumen de la capa de espuma es de celda abierta, lo que significa que las paredes de las celdas dentro de la espuma están destruidas al menos parcialmente. La mayor capacidad de absorción del exudado de la herida representa una ventaja en comparación con una espuma que también presenta un volumen de celda cerrada, por ejemplo con respecto a su uso en un apósito. Para este propósito, la capa de espuma es ventajosamente de celda tan abierta que la capa de espuma presenta una capacidad de absorción de al menos 5 g/g, por ejemplo, de 5 g/g a 50 g/g, preferentemente de 10 g/g a 30 g/g y de forma aún más preferida de 15 g/g a 25 g/g.
Según la invención, la capa de barrera se forma a partir de la capa de espuma, de modo que la capa de barrera se considera parte de la capa de espuma y puede representar la superficie de la capa de espuma al menos en algunas zonas.
Generalmente, la capa de barrera y la capa de espuma presentan uniformidad de material, y los enriquecimientos de componentes individuales relacionados con la producción deben considerarse abarcados por el término "uniformidad de material". Según la invención, ambos lados, o solo un lado, de la capa de espuma pueden presentar una capa de barrera formada a partir de la capa de espuma. Si un lado de la capa de espuma presenta la capa de barrera en una proporción de superficie mayor, entonces este lado forma preferentemente el lado orientado hacia la capa adhesiva.
La capa de barrera se forma convenientemente durante la producción de la capa de espuma. Esto se puede realizar de una manera sencilla, ya que se espuma libremente disponiendo contra aire una mezcla de espuma adecuada. A este respecto, puede producirse una piel en la superficie de la espuma, que representa la capa de barrera. Alternativamente, la formación de la capa de barrera también se puede realizar aplicando la mezcla de espuma a un material de soporte, por ejemplo, un papel estucado. Sin vincularse a un mecanismo particular, se supone que al entrar en contacto con el papel estucado, los macroporos dispuestos en la superficie orientada hacia el papel estucado quedan cubiertos por la capa de barrera. Se ha descubierto en pruebas prácticas que se puede lograr una alta proporción de macroporos cubiertos mediante el uso de papeles estucados hidrófobos.
La capa de barrera puede presentar microporos, es decir, poros con un diámetro de poro de 25 gm o inferior, por ejemplo de 0,01 gm a 25 gm. La ventaja de los microporos es que pueden conferir al parche dérmico una permeabilidad mejorada para el exudado de la herida, el sudor y el vapor de agua. Para este fin, los microporos se diseñan preferentemente de celda abierta.
Según la invención, al menos el 20%, por ejemplo del 20% al 100%, preferentemente del 70% al 100%, de forma aún más preferida del 90% al 100%, de forma aún más preferida del 95% al 100% y en particular del 98% al 100% de los macroporos contiguos a la superficie de la capa de espuma están cubiertos por la capa de barrera.
En otra forma de realización preferida, la proporción de superficie de la capa de barrera sobre la superficie de la capa de espuma es de al menos el 20%, por ejemplo del 20% al 100%, preferentemente del 70% al 100% y en particular del 95% al 100%.
Según la invención, la capa de barrera es preferentemente fina. Su espesor es preferentemente inferior a 100 gm, por ejemplo de 0,01 gm a 100 gm, de forma más preferida de 0,1 gm a 50 gm, de forma aún más preferida de 0,3 gm a 20 gm, de forma aún más preferida de 0,4 gm a 10 gm y en particular de 0,5 gm a 3 gm. En una forma de realización preferida, la capa de barrera es tan fina que los macroporos todavía pueden verse bajo la capa de barrera en una evaluación óptica por imágenes de microscopía electrónica de barrido en una vista superior, por ejemplo con un aumento de 30 veces, tal como por ejemplo en la figura 1. En la figura 1 se muestra una capa de espuma sin recubrir. Si la capa adhesiva es suficientemente fina, también se puede examinar una capa de espuma recubierta de la misma manera. La ventaja de una capa de barrera fina es que presenta una mayor permeabilidad al exudado de la herida, el sudor y el vapor de agua y, no obstante, es impermeable para los adhesivos habituales en el cuidado de heridas, en particular para los adhesivos de silicona y sus composiciones precursoras.
Según la invención, las cavidades de los macroporos contiguos a la superficie de la capa de espuma están al menos parcialmente de forma proporcional cubiertos por la capa de barrera. A este respecto, debe entenderse por el término cubrir una cubrición de las cavidades con la formación de una cavidad cerrada. Funcionalmente, la penetración del adhesivo líquido o sus composiciones precursoras deberá evitarse al menos parcialmente mediante el recubrimiento con la capa de barrera. Si la capa de barrera está perforada, la penetración del adhesivo o de sus composiciones precursoras ya no puede evitarse de forma fiable, al menos en ese punto.
La función de barrera de la capa de barrera permite aplicar la capa adhesiva directamente sobre la superficie de la capa de espuma, de modo que se puede evitar o al menos reducir la penetración del adhesivo en la capa de espuma. En una forma de realización preferida de la invención, la capa adhesiva está dispuesta por lo tanto directamente sobre
la superficie de la capa de espuma, lo que debe entenderse directamente en el sentido de que no hay más capas dispuestas entre la capa adhesiva y la capa de espuma.
En una forma de realización preferida de la invención, la capa adhesiva presenta un espesor inferior a 300 pm, por ejemplo de entre 1 pm y 300 pm, preferentemente de entre 1 pm y 100 pm, de forma más preferida de entre 1 pm y 90 pm, de forma aún más preferida de entre 1 pm y 50 pm, de forma más preferida de entre 2 pm y 30 pm, de forma aún más preferida de entre 3 pm y 20 pm y en particular de entre 5 pm y 15 pm.
La ventaja de una capa adhesiva fina es que la permeabilidad al vapor de agua es mayor y, si es necesario, las sustancias activas contenidas en la capa de espuma pueden estar presentes en la herida a una distancia más corta de su sitio de acción.
En otra forma de realización preferida de la invención, la cantidad de capa adhesiva aplicada es inferior a 200 g/m2, por ejemplo de 1 g/m2 a 200 g/m2, preferentemente de 1 g/m2 a 100 g/m2, de forma más preferida de 1 g/m2 a 90 g/m2, de forma más preferida de 1 g/m2 a 50 g/m2, de forma más preferida de 2 g/m2 a 30 g/m2, de forma más preferida de 3 g/m2 a 20 g/m2 y en particular de 5 g/m2 a 15 g/m2.
La ventaja de aplicar una pequeña cantidad de la capa adhesiva es la reducción de los costes incurridos, en particular los costes de material y energía.
En ensayos prácticos se ha descubierto que el parche dérmico según la invención puede mostrar una buena adherencia incluso con una pequeña cantidad de aplicación de la capa adhesiva. La adherencia del parche dérmico a un sustrato de acero es así uniforme con las pequeñas cantidades de aplicación mencionadas anteriormente, es decir, por ejemplo, menos de 200 g/m2, preferentemente más de 0,05 N/2,5 cm, por ejemplo de 0,05 N/2,5 cm a 5 N/2,5 cm, preferentemente de 0,05 N/2,5 cm a 1 N/2,5 cm y de forma particularmente preferida de 0,05 N/2,5 cm a 0,2 N/2,5 cm.
La capa adhesiva puede cubrir parcialmente o totalmente la capa de espuma. Según la invención, la capa adhesiva cubre preferentemente solo parcialmente la capa de espuma, ya que esto facilita la permeación del exudado de la herida. En este caso, el grado de cubrición es preferentemente inferior al 99%, por ejemplo del 10% al 99%, preferentemente del 30% al 95% y en particular del 50% al 90%.
La capa de espuma se puede cubrir parcialmente de varias formas, por ejemplo aplicando una plantilla o eliminando posteriormente la capa adhesiva de determinadas zonas. Esta eliminación puede realizarse de forma que se eliminen también adicionalmente partes de la capa de espuma inferior, incluida la capa de barrera. En consecuencia, la superficie de la capa de espuma no está formada por la capa de barrera en estos puntos.
En está forma de realización de la invención, preferentemente del 10% al 99%, de forma más preferida del 30% al 95% y en particular del 70% al 90% de la superficie de la capa de espuma está formada por la capa de barrera.
Aquellas zonas de la capa de espuma que ya no tienen una capa de barrera tampoco están cubiertas con la capa adhesiva y están diseñadas, por ejemplo, como depresiones y/o agujeros. Las depresiones y/o agujeros pueden tener las diferentes formas de un patrón regular o irregular, por ejemplo un patrón de rejilla, de agujero, de punto, de raya, de línea, de polígono, por ejemplo de rombo o de nido de abeja, de círculo, de cruz, de mancha y/o de isla. Las depresiones y/o agujeros se pueden distinguir de los microporos o macroporos presentes en la capa de espuma, por ejemplo, porque se introdujeron posteriormente.
La ventaja de la presencia de depresiones y/o agujeros es que el exudado de la herida puede penetrar especialmente bien en estos puntos, por lo que el tiempo de absorción se puede reducir selectivamente.
En una forma de realización particularmente preferida de la invención, la capa de espuma está cubierta solo parcialmente con la capa adhesiva. En el caso de una cubrición parcial, la capa adhesiva puede tener la forma de un patrón regular o irregular, por ejemplo, un patrón de rejilla, de agujero, de punto, de línea, de línea, de polígono, por ejemplo de rombo o de nido de abeja, de círculo, de cruz, de mancha y/o de isla.
En una forma de realización preferida, la capa adhesiva presenta la forma de un patrón incoherente, por ejemplo, en forma de un patrón en forma de isla. La ventaja de está forma de realización es que se posibilita el libre hinchamiento de la capa de espuma cuando se absorbe el exudado de la herida en la dirección del lecho de la herida y, por lo tanto, se puede asegurar una mayor absorción del exudado.
Los patrones de entrelazado también han demostrado ser patrones particularmente adecuados. La ventaja de los patrones de entrelazado es que evitan la propagación lateral no deseada del exudado de la herida y, por lo tanto, evitan la maceración del borde de la herida.
La capa adhesiva puede contener diferentes materiales. Se prefieren materiales o combinaciones de materiales que se adhieran a la piel sana, pero que no entren en contacto con la herida. Así, los materiales para la capa adhesiva se seleccionan ventajosamente de tal manera que se evite que el tejido de nueva creación se adhiera o crezca hacia el
interior cuando las heridas están húmedas, no se produzca dolor cuando se retire el apósito y/o se evite que la herida se desgarre de nuevo.
Los materiales o combinaciones de materiales adecuados para su uso en la capa adhesiva son materiales adhesivos que, con respecto al uso como parche dérmico, muestran un efecto suficientemente adhesivo y suficientemente antideslizante. Son particularmente preferidos los materiales que presentan un efecto suficientemente adhesivo y suficientemente antideslizante al menos durante un periodo de tiempo suficiente como para aplicar una sujeción secundaria, por ejemplo, un vendaje. Son especialmente adecuadas las siliconas, en particular geles de silicona, elastómeros de silicona y/o poliorganosiloxanos reticulados modificados con sustituyentes tales como polietilenglicol y/o poliuretano. También son adecuados los poliuretanos, tales como geles de poliuretano o elastómeros de poliuretano. También son adecuados geles hidrófilos o hidrófobos parcialmente o totalmente endurecidos, por ejemplo hidrogeles, en particular a base de acrilato y/o monosacárido, así como mezclas y/o copolímeros de los mismos, masas de hidrocoloides y/o mezclas en forma de pomada de hidrocarburos sólidos y líquidos, en particular vaselina.
En una forma de realización particularmente preferida según la invención, la capa adhesiva contiene siliconas. Según la invención, se pueden utilizar una amplia diversidad de siliconas, en particular geles de silicona, siempre que tengan las propiedades adhesivas deseadas.
Las siliconas son polímeros inorgánicos/orgánicos basados en unidades -Si-O repetidas con cadenas laterales orgánicas. Las siliconas pueden formar redes a través de puentes de siloxano y/o las cadenas laterales orgánicas pueden, a su vez, formar redes a través de enlaces covalentes. Tal como se ha explicado anteriormente, las siliconas utilizadas según la invención deberán presentar propiedades adhesivas. El experto en la técnica sabe cómo seleccionar las siliconas para que presenten las propiedades adhesivas deseadas, por ejemplo mediante el ajuste específico del grado de reticulación y/o entrelazamiento y la estructura y/o la densidad de red.
Las siliconas preferidas según la invención son los poliorganosiloxanos, en particular los poliorganosiloxanos de la fórmula general I
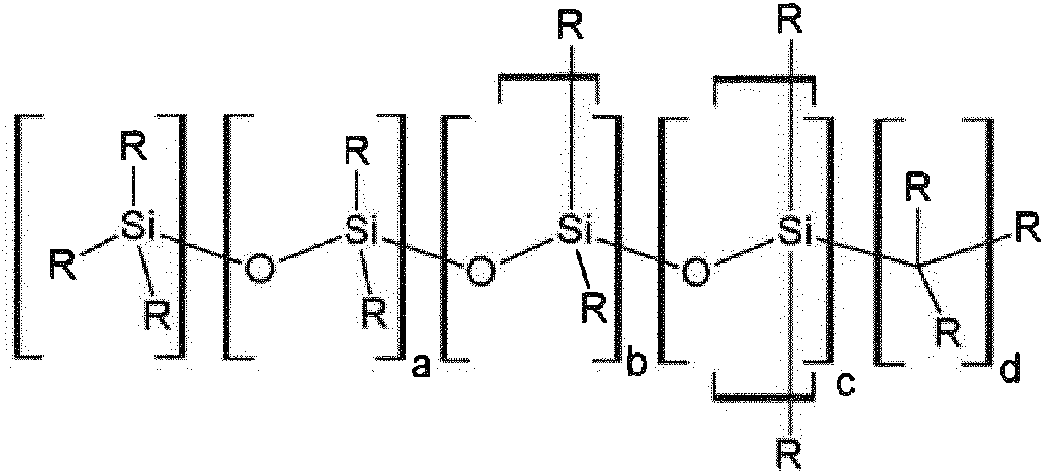
en la que los restos R se seleccionan, independientemente uno de otro, del grupo que consiste en hidrógeno, grupos alquilo C1-C8, arilo C6-C14, arilalquilo C4-C18, alquilarilo C4-C18, alquenilo C2-C8, alquilideno C1-C8, alcoxi C1-C8-(alquilo C1-C8) o poli(alquilenoxi)alquilo. Los grupos mencionados anteriormente pueden ser lineales o ramificados y estar sustituidos o no sustituidos, siendo a, b, c y d, independientemente entre sí, un número entre 0 y 10.000, preferentemente entre 1 y 5000.
Los restos R se seleccionan preferentemente, independientemente uno de otro, del grupo que consiste en hidrógeno, restos alquilo C1-C8, tales como restos metilo, etilo, n-propilo, isopropilo, n-butilo, sec-butilo, amilo, hexilo; restos alquenilo C2-C8, tales como restos vinilo, alilo y butenilo; restos arilo C6-C14, tales como el resto fenilo; restos alquilideno C1-C8 tales como restos metileno, etileno, propileno y butileno.
Los restos R se seleccionan de forma particularmente preferida, independientemente uno de otro, del grupo formado por hidrógeno, metilo, etilo, propilo, fenilo, vinilo y etileno.
En la fórmula I se encuentran las unidades de repetición siguientes

Como es sabido por el experto en la técnica, estas pueden estar presentes en el polímero en diferentes secuencias, es decir, por ejemplo, en bloques, distribuidas estadísticamente y/o de forma recurrente.
La unidad

y los restos -R de la fórmula I son grupos terminales.
Las siliconas adecuadas según la invención son preferentemente composiciones de silicona reticulables por adición. Estas pueden ser composiciones de silicona de un componente así como composiciones de silicona de dos o más componentes, preferentemente composiciones de silicona de dos componentes (componentes A y B). A este respecto, son muy particularmente preferidas las composiciones de silicona de dos componentes que se reticulan a temperatura ambiente. Se entiende por reticulación a temperatura ambiente la reticulación a temperaturas a partir de 15 °C.
Para producir las siliconas a partir de las composiciones de silicona de dos componentes, se utiliza preferentemente un catalizador adecuado, preferentemente un metal pesado y en particular un catalizador de platino. Los sistemas líquidos de dos componentes compuestos por compuestos precursores de silicona en los que un componente contiene el catalizador han demostrado ser especialmente adecuados. Los precursores de silicona se pueden mezclar y disponer sobre un sustrato donde se curan para formar el gel de silicona.
De forma particularmente preferida el componente (A) contiene polidiorganosiloxanos esencialmente lineales o ligeramente ramificados con funcionalidad vinilo con una viscosidad de 10 a 100.000 mPas, preferentemente de 100 a 10.000 mPas, de forma particularmente preferida de 200 a 2000 mPas, en cada caso a 25 °C.
De forma particularmente preferida el componente (B) contiene polidiorganosiloxanos esencialmente lineales o ligeramente ramificados con funcionalidad Si-H con una viscosidad de 10 a 100.000 mPas, preferentemente de 100 a 10.000 mPas, de forma particularmente preferida de 200 a 2.000 mPas, en cada caso a 25 °C.
Además, el componente A y/o B, preferentemente el componente A, contiene el catalizador.
En una forma de realización particularmente preferida, la silicona se encuentra en forma de gel de silicona. Según la invención, se entiende por gel de silicona una silicona que presenta una red polimérica suspendida en una fase de sol líquida. El gel de silicona es preferentemente viscoelástico y/o tiene una penetración de 20 a 500 1/10 mm, de forma más preferida de 50 a 300 1/10 mm (medida según la norma DIN ISO 2137). La ventaja de utilizar geles de silicona es que también permiten su retirada de forma no traumática con, simultáneamente, una buena adherencia a la piel.
Las composiciones de silicona de dos componentes adecuadas para los fines de la invención son conocidas por el estado de la técnica y se describen, por ejemplo, en los documentos EP 0251810 A1, EP 0300620 A1 y US 4921704 A1. Estos sistemas comprenden esencialmente un componente A que contiene un polidiorganosiloxano, en particular polidimetilsiloxano, sustituido con vinilo y un catalizador de platino El componente B contiene el polidiorganosiloxano que tiene átomos de hidrógeno unidos directamente al átomo de silicio. Los sistemas pueden contener opcionalmente otros aditivos tales como materiales de carga, sustancias terapéuticamente activas tales como iones plata, pigmentos, estabilizantes y/o inhibidores.
Combinando los dos componentes puede iniciarse la reacción de adición catalizada por metales de los grupos vinilo y Si-H, que conduce a la reticulación y el curado de los polidiorganosiloxanos. A este respecto, la silicona se puede crear en capas y curarse para formar un gel reticulado. Se pueden influir en las propiedades del gel de silicona curado de diferentes maneras, por ejemplo, variando la proporción de los componentes A y B, variando los pesos moleculares y/o el grado de ramificación de los polisiloxanos utilizados, variando el contenido de los grupos responsables de la reticulación cruzada en los componentes A y B y su distribución en las moléculas precursoras de polidiorganosiloxano (funcionalidad) o mediante la concentración del o de los aditivos que, dado el caso, se han añadido. De esta forma, se pueden producir geles de silicona que son agradablemente suaves al tacto, tienen una alta cohesión y al mismo tiempo presentan una adherencia significativa a la piel.
Las composiciones precursoras de gel de silicona están, por ejemplo, disponibles comercialmente de Wacker con la denominación de producto Silpuran® y los números de tipo 2110, 2112, 2120 o 2130, o de NuSil Technologies con las denominaciones de producto MED-6342, MED-6345 o MED-6350 o de la empresa Dow Corning GmbH con las denominaciones de producto MG 7-9800, MG 7-9850 o MG 7-9900.
La capa adhesiva contiene preferentemente los materiales adhesivos, por ejemplo los materiales mencionados anteriormente, y en particular las siliconas, en una cantidad de al menos el 20% en peso, por ejemplo del 20% en peso al 100% en peso y de forma más preferida del 50% en peso al 100% en peso y en particular del 80% al 100% en peso.
Según la invención, el parche dérmico presenta una capa de espuma. La ventaja de utilizar la capa de espuma como apósito es que puede absorber el exceso de exudado de la herida y, como resultado, puede establecer un clima óptimo para mejorar la cicatrización de la herida. Además, puede posibilitar que el lecho de la herida se llene al hincharse cuando se absorbe el exudado de la herida. Esto es ventajoso porque puede permitir que el exudado de la herida se absorba durante todo el periodo de uso.
Según la invención, la capa de espuma se caracteriza por que al menos el lado orientado hacia la capa adhesiva presenta macroporos que, preferentemente, son contiguos con la superficie de la capa de espuma y cuyas cavidades están al menos parcialmente de forma proporcional cubiertas por una capa barrera formada a partir de la capa de espuma. Como ya se ha explicado anteriormente, esta estructura especial de la superficie de la capa de espuma se puede realizar de una manera sencilla mediante la espumación de una mezcla de espuma contra aire. Alternativamente, la mezcla de espuma se puede verter sobre un material de soporte, por ejemplo, un papel estucado. Sin vincularse a ningún mecanismo particular, se supone que al entrar en contacto con el papel estucado, los macroporos dispuestos en la superficie orientada hacia el papel estucado se forman de celda cerrada.
La capa de espuma presenta preferentemente una espuma de polímero, y de forma más preferida consiste en dicha espuma. Se puede utilizar cualquier espuma de polímero comúnmente utilizada en el tratamiento moderno de heridas. En particular, se puede utilizar una espuma de poliuretano, una espuma de poliéter, una espuma de copolímero de poliuretano-poliéter, una espuma de poli(acetato de vinilo), una espuma de poli(alcohol vinílico), una espuma de colágeno, una espuma de quitosano o mezclas de estas espumas como espuma de polímero. Se prefiere particularmente una espuma de poliuretano. En una forma de realización preferida, se puede utilizar una espuma polimérica hidrófila como espuma polimérica, siendo preferentemente hidrófilos los polímeros mencionados anteriormente. La espuma polimérica es de forma muy especialmente preferente una espuma de poliuretano hidrófila. Con respecto a la presente invención, una espuma de polímero hidrófilo debe entenderse como una espuma de polímero que puede absorber y/o almacenar líquidos.
La espuma de poliuretano hidrófila puede contener una amplia diversidad de prepolímeros y auxiliares.
La espuma de poliuretano hidrófila se puede preparar mezclando un poliéter terminado en isocianato como prepolímero que tiene una funcionalidad de más de dos con un tensioactivo y agua y vertiendo la mezcla sobre una superficie.
El siguiente diagrama describe esquemáticamente una secuencia preferida del proceso de fabricación de una capa de espuma de poliuretano en el procedimiento de colada ("colada hasta un espesor"):

Los prepolímeros se pueden producir como productos de reacción a partir de polialquilenglicoléteres, gliceroles etoxilados y/o polialquilenglicolmonoalcariléteres con diisocianatos alifáticos y/o aromáticos, tales como 2,4-diisocianato de tolueno, di(fenilisocianato) de metileno, diisocianato de hexametileno y/o poliisocianatos alifáticos y/o aromáticos.
Como coadyuvantes pueden utilizarse: detergentes, de forma particularmente preferida detergentes no iónicos y de forma muy particularmente preferida detergentes a base de polietilenglicolmonolauriléteres con un peso molecular
promedio de aproximadamente 350 a 1100, polietilenglicolmonometiléteres con un peso molecular promedio de 500 a 5000 y/o polialquilenglicoléteres.
Además, se pueden añadir otros agentes auxiliares, tales como antioxidantes, agentes antimicrobianos tales como la plata, sustancias que contienen plata, polihexametilbiguanida, yodo, clorhexidina, miel, ácido acético y/o permanganato de potasio y/o sustancias antibacterianas a base de sales de amonio cuaternizado.
En otra forma de realización preferida de la invención, la capa de espuma tiene un espesor medio de al menos 0,5 mm, preferentemente de 1 mm a 10 mm y en particular de 1 mm a 7 mm.
En otra forma de realización preferida de la invención, la densidad media de la capa de espuma es de al menos 50 kg/m3, preferentemente de 70 kg/m3 a 150 kg/m3 y en particular de 90 kg/m3 a 150 kg/m3.
Según la invención, el parche dérmico presenta una capa de espuma y una capa adhesiva dispuesta sobre la misma. Además, el parche dérmico puede contener otras capas. Por ejemplo, se prefiere para algunas aplicaciones disponer una capa de barrera para líquidos en el lado de la capa de espuma orientado en dirección opuesta a la capa adhesiva, con el fin de evitar una fuga no deseada de líquido del parche dérmico. Se puede utilizar una amplia diversidad de capas, por ejemplo películas de poliuretano, como capa de barrera para líquidos.
También es concebible utilizar capas adicionales, preferentemente absorbentes, por ejemplo una capa (super)absorbente, tal como una tela no tejida (super)absorbente y/o partículas (super)absorbentes. Estas capas absorbentes adicionales están dispuestas preferentemente en el lado de la capa de espuma orientada en dirección opuesta a la capa adhesiva y, opcionalmente, entre la capa de espuma y una capa de barrera para líquidos.
Otro objeto de la invención comprende un procedimiento para producir un parche dérmico. Este procedimiento comprende las etapas siguientes:
(A) producir y/o proporcionar una capa de espuma que presente macroporos en al menos un lado, cuyas cavidades estén cubiertas al menos parcialmente de forma proporcional por una capa de barrera formada a partir de la capa de espuma de modo que la proporción de superficie de la capa de barrera en la superficie de la capa de espuma sea de al menos el 20% y/o que al menos el 20% de los macroporos contiguos a la superficie de la capa de espuma esté cubierto por la capa de barrera;
(B) aplicar un material adhesivo y/o compuestos precursores del mismo al, al menos un, lado de la capa de espuma que presenta la capa de barrera;
(C) curar, dado el caso, el material adhesivo y/o los compuestos precursores del mismo con formación de una capa adhesiva.
En la etapa (A), se produce y/o se proporciona una capa de espuma que presenta macroporos en al menos un lado, cuyas cavidades están al menos parcialmente de forma proporcional cubiertas por una capa de barrera formada a partir de la capa de espuma. La capa de espuma se puede producir de varias formas, por ejemplo las explicadas anteriormente. Tal como se ha explicado anteriormente, la estructura ventajosa de la capa de espuma se puede lograr, por ejemplo, mediante espumación contra aire y/o utilizando un papel estucado hidrófobo.
En la etapa (B), se aplica un material adhesivo y/o un compuesto precursor del mismo a al menos un lado de la capa de espuma. Los materiales adhesivos y/o compuestos precursores de los mismos que son particularmente adecuados según la invención ya se han mencionado anteriormente.
El material adhesivo y/o los compuestos precursores del mismo se pueden aplicar de las formas más variadas. La pulverización, la aplicación con rodillo, en particular el revestimiento por rodillo rozante (kiss-roll), y la aplicación con boquilla ranurada han demostrado ser particularmente adecuados, ya que estos procedimientos son particularmente idóneos para aplicar recubrimientos con un peso reducido por unidad de superficie sin dañar la capa de barrera. La aplicación se lleva a cabo preferentemente mediante procesos de aplicación sin contacto o con poco contacto. La aplicación mediante pulverización ha demostrado ser especialmente adecuada.
En el procedimiento mencionado anteriormente, se ha demostrado que es conveniente aplicar el material adhesivo y/o compuestos precursores del mismo con una viscosidad inferior a 5500 mPas, preferentemente de 1 mPas a 3000 mPas y de forma aún más preferida de 100 mPas a 1.500 mPa ■ s.
Si la aplicación va a dar como resultado una cubrición parcial con la capa adhesiva, la aplicación mediante una plantilla (aplicación con plantilla) ha demostrado ser especialmente adecuada. En este caso, la capa de espuma se cubre convenientemente con una plantilla antes de la aplicación del material adhesivo y/o los compuestos precursores del mismo, conteniendo la plantilla aberturas del patrón deseado. Después de que se hayan aplicado el material adhesivo y/o los precursores del mismo, se puede retirar la plantilla.
Si se utilizan compuestos precursores del material adhesivo, estos se mezclan preferentemente antes de la aplicación a la capa de espuma. En otra forma preferida, los compuestos precursores solo se juntan sobre la capa de espuma. Dependiendo de los materiales utilizados, mediante las etapas (A) y (B) se puede formar directamente una capa adhesiva. En una forma de realización preferida de la invención, las etapas del proceso (A) y (B) vienen seguidas del curado del material adhesivo y/o compuestos precursores del mismo con la formación de la capa adhesiva (C). En una forma de realización preferida de la invención, las etapas (A), (B) y opcionalmente (C) vienen seguidas de una etapa adicional del proceso (D) en la que se realizan depresiones y/o perforaciones en la capa adhesiva y/o la capa de espuma. Esto se puede realizar, por ejemplo, eliminando localmente partes de la capa adhesiva y/o la capa de espuma. Para ello se utiliza, por ejemplo, un láser, en particular un láser de CO2.
El parche dérmico se puede utilizar para una amplia diversidad de aplicaciones médicas y no médicas. En el ámbito no médico, por ejemplo, son concebibles aplicaciones en las que la humedad debe regularse cerca de la piel, es decir, una aplicación como un parche dérmico regulador de la humedad. En el campo médico, el uso para el tratamiento de heridas es particularmente preferido según la invención.
Tal como se ha explicado anteriormente, debido a la capa de barrera presente, es posible lograr un espesor de capa pequeño de la capa adhesiva sin dejar de tener buenas propiedades de adhesión. La ventaja de una capa adhesiva fina es que cualquier sustancia activa contenida en la capa de espuma puede estar presente en la herida a una distancia más corta de su lugar de acción y se puede mejorar la permeabilidad al vapor de agua.
Además, el reducido espesor de la capa permite lograr bajas fuerzas de despegado, de modo que la retirada del parche dérmico puede estar configurada de forma más suave para la piel.
Además, cuando se utiliza como apósito, el parche dérmico tiene la ventaja sobre las espumas de celda abierta, incluso en la superficie, que la capa de barrera puede evitar que el tejido de nueva creación crezca hacia el interior. Esto puede evitar que el tejido de nueva creación se dañe al cambiar el apósito.
El parche dérmico según la invención presenta una capa de espuma de celda abierta y, como resultado, puede presentar una buena capacidad de absorción y un buen tiempo de absorción. Por lo tanto, es excelente para generar un clima húmedo de heridas y, por lo tanto, para el tratamiento de heridas húmedas, en particular de heridas crónicas. Además, también son concebibles otros usos médicos, por ejemplo para prevenir las úlceras por presión (prevención de las úlceras de decúbito).
Procedimientos de medición
Para los propósitos de la presente invención, se utilizaron los procedimientos de medición siguientes:
Básicamente, para todos los procedimientos de medición en los que se forman valores medios, el experto en la técnica selecciona el número de valores determinados para promediar en función de su dispersión. Cuanto mayores sean las desviaciones encontradas, más valores se incluirán en la determinación.
Evaluación óptica de imágenes por microscopía electrónica de barrido SEM: Los exámenes por microscopía electrónica de barrido se llevan a cabo con un voltaje de aceleración de 20 kV. Para evitar los efectos de carga y los errores de medición resultantes de los mismos, las muestras se pulverizan con oro antes del análisis por SEM. Esto tiene lugar a una presión de gas argón de 0,1 mbar con una corriente de pulverización catódica de 30 mA a una distancia de 10 cm. El tiempo de pulverización catódica es de 300 segundos.
Medición de la planitud de la capa de barrera: La planitud se determina mediante la evaluación óptica de mediciones SEM. Se genera una superficie de referencia ficticia disponiendo un papel recubierto de polietileno con un peso por unidad de superficie de 120 g/m2 sobre la capa adhesiva. Para determinar la planitud, la distancia entre la parte inferior del papel y el punto más alto que contiene espuma se determina en al menos 10 puntos de medición distribuidos uniformemente en una zona de al menos 2 mm. Se determinan la media truncada y la desviación estándar. La media truncada se forma eliminando los valores 10% más altos y 10% más bajos. La desviación estándar determinada de la muestra aleatoria truncada corresponde a la planitud.
Espesor de la capa de barrera: El espesor se determina mediante evaluación óptica de mediciones SEM de una sección transversal de la capa de barrera. A este respecto, se utilizarán las zonas en las que están presentes los macroporos. Se promedian al menos 5 valores.
El espesor de la capa adhesiva: Se genera una superficie de referencia ficticia disponiéndose un papel recubierto de polietileno con un peso por unidad de superficie de 120 g/m2 sobre la capa adhesiva. El espesor se determina como la distancia entre la parte inferior del papel y el punto más profundo que contiene adhesivo en el punto de medición respectivo. La evaluación se realiza mediante SEM en sección transversal. Si aumenta el contraste entre el adhesivo
y la capa de espuma, se utiliza un detector de retrodispersión. El espesor se mide al menos en 10 puntos, distribuidos uniformemente en una zona de al menos 2 mm, y se determina la media. Con el fin de evitar una falsificación por la posterior penetración del adhesivo en la capa de espuma cuando se forma la superficie de sección transversal, el corte se realiza perpendicularmente desde el lado de la capa de espuma orientado en dirección opuesta al adhesivo.
Cantidad de aplicación de la capa adhesiva: La cantidad de aplicación de la capa adhesiva se determina pesando antes y después del recubrimiento y calculando la diferencia. El tamaño de la muestra es preferentemente de al menos 100 cm2.
Grado de cubrición de la capa adhesiva: El grado de cubrición se determina en la capa adhesiva mediante evaluación óptica de mediciones SEM, preferentemente tomadas en vista superior. Si aumenta el contraste entre el adhesivo y la capa de espuma, se utiliza un detector de retrodispersión. El tamaño de la muestra es preferentemente de al menos 4 cm2.
Determinación de la adherencia: La adherencia se determina mediante ensayos de tracción en las muestras recubiertas de 25 mm de anchura. Para ello, según la norma DIN EN 1939: 2003, se determina la mediana de la resistencia máxima al despegado con una definición máxima de 0,5 mN frente a un sustrato de acero limpio. El ángulo de despegado es de 180° y la velocidad de despegado es de 300 mm/min. La adherencia se proporciona en la unidad N/2,5 cm.
Diámetro de los poros de la capa de espuma: El diámetro de los poros se determina mediante la evaluación óptica de imágenes SEM creando un círculo exterior. El diámetro de los poros corresponde al diámetro del círculo exterior. Se promedia la evaluación de al menos 10 poros.
Espesor de la capa de espuma: El espesor de la capa de espuma se mide en al menos 5 puntos distribuidos uniformemente sobre la muestra utilizando un dispositivo de medición de espesor. Debe asegurarse de que el dispositivo de medición no comprima la espuma.
Densidad de la capa de espuma: La densidad se determina cortando una muestra, pesándola y determinando el espesor. Después, el volumen se calcula multiplicando el espesor por el área de la muestra y finalmente dividiendo el peso por el volumen.
Capacidad de absorción: Se utiliza una solución de ensayo tal como se describe en la norma BS EN 13726-1: 2002 para las mediciones de absorción. Una muestra grande de 25 cm2 en primer lugar se pesa (W1), después se sumerge en la solución de ensayo y se deja en la misma durante al menos un minuto. Después, la muestra se toma con cuidado desde una esquina sin apretar la capa de espuma y se deja escurrir durante 10 segundos. A continuación, se vuelve a determinar el peso (W2). La capacidad de absorción se calcula ahora dividiendo la diferencia de cantidad entre W2 y W1 por el peso inicial W1.
Diferenciación óptica entre macroporos cubiertos y no cubiertos: La superficie de la capa de espuma orientada hacia la capa adhesiva se examina mediante SEM. Los macroporos que presentan una perforación (véase Perforación de la capa de barrera) deben considerarse como no cubiertos por la capa de barrera.
Perforación de la capa barrera: Una perforación solo se considera como tal si su diámetro es superior a 25 pm. El diámetro se determina creando un círculo exterior. El círculo exterior obtenido corresponde al diámetro de la perforación.
Determinación de la proporción de macroporos cubiertos por la capa barrera: Para determinar el número de macroporos cubiertos por la capa de barrera, la superficie se analiza en vista superior utilizando SEM. Ventajosamente, se examina una superficie de al menos 25 mm2. Solo no se tienen en cuenta los poros parcialmente visibles, por ejemplo en las zonas de los bordes. Si se pueden observar varias capas de poros en la vista superior, solo se tiene en cuenta la capa superior. La diferenciación entre macroporos cubiertos y no cubiertos se lleva a cabo tal como se ha descrito anteriormente. El número de macroporos cubiertos se divide por el número total de macroporos considerados.
Determinación de la proporción de superficie de la capa de barrera en la superficie 2D de la capa de espuma: Para determinar la proporción de superficie de la capa de barrera en la superficie 2D de la capa de espuma, la superficie se analiza con un microscopio electrónico de barrido en vista superior. Ventajosamente, se examina un área de al menos 25 mm2 (corresponde en este caso a la superficie 2D total). Solo se tienen en cuenta los poros parcialmente visibles, por ejemplo en las zonas de los bordes. El área de las perforaciones (> 25 pm) se determina gráficamente y se suma. La diferencia en la cantidad de la suma de la superficie 2D total se divide por la superficie 2D total.
Determinación de la penetración del gel de silicona: La penetración del gel de silicona se mide según la norma DIN ISO 2137 por la profundidad de hundimiento de un cono (peso 62,5 g) después de 60 segundos.
Ejemplos
La invención se explica a continuación con más detalle con ayuda de varios ejemplos.
Ejemplo 1: Producción de una capa de espuma con una capa de barrera
Se produce una fase acuosa para la producción de espuma disolviendo/dispersando el tensioactivo Pluronic F87 a una concentración del 0,5% en peso. Al mismo tiempo, se forra un molde de teflón con una profundidad suficiente alrededor de una espuma de 7 mm de espesor con papel estucado. Se añade el prepolímero Hypol 2001 a la fase acuosa a una concentración del 40% en peso y se mezcla a temperatura ambiente con un disco de dispersión (1600 rpm). La mezcla resultante se vierte inmediatamente en el molde. Se espuma contra aire y se cura durante 10 minutos. A continuación, se retira el papel estucado y se seca a una temperatura de 150 °C durante 3 horas.
Ejemplo 2: Producción de un adhesivo de silicona y aplicación del adhesivo a capas de espuma con diferentes proporciones de macroporos cubiertos por la capa de barrera
Se proporcionan 3 muestras diferentes de capas de espuma de 5 mm de espesor con diferentes proporciones de macroporos cubiertos por la capa de barrera (datos en %).
Muestra 1: Freudenberg 3112 parte superior (79%)
Muestra 2: Freudenberg 3112 parte inferior (98%)
Muestra 3: Essentra Medisponge® SuperSoft™ 60P (3%)
Se supone que la diferente proporción de macroporos cubiertos por la capa de barrera en el tipo Freudenberg 3112 viene provocada por la acción de la gravedad en el proceso de fabricación.
Se prepara justo antes de su uso una composición precursora de adhesivo de silicona mezclando los componentes Silpuran 2130 A y B en la relación estequiométrica en un mezclador de tambor a 2300 rpm durante 1 minuto. La composición precursora de adhesivo de silicona líquida se pulveriza sobre las muestras mencionadas anteriormente con una boquilla de pulverización manual Perfekt 4 en diseño de depósito de gravedad de la empresa Krautzberger con un cabezal de pulverización de 0,8 mm a una presión de aire de 2,5 bar. Después de que la composición precursora del adhesivo de silicona se haya curado durante 5 minutos a 100 °C, se determina la adherencia según la norma DIN EN 1939: 2003.
Para la muestra 1 con una proporción del 98% de macroporos cubiertos por la capa de barrera se obtiene una adherencia de F = 0,13 N/2,5 cm con una capa adhesiva de silicona de superficie completa de 30 g/m2 y de F = 0,08 N/2,5 cm con una capa adhesiva de silicona de 10 g/m2.
Para la muestra 2 con una proporción del 79% de macroporos cubiertos por la capa de barrera se obtiene una adherencia de solo F = 0,06 N/2,5 cm con una capa adhesiva de silicona de superficie completa de 25 g/m2.
Para la muestra 3 con una proporción del 3% de macroporos cubiertos con la capa de barrera no se puede medir la adherencia con una capa adhesiva de silicona de superficie completa de 30 g/m2.
Se ha demostrado que con una mayor proporción de macroporos cubiertos por la capa de barrera, se puede lograr un mayor nivel de adherencia incluso con una menor cantidad de adhesivo aplicado.
Ejemplo 3: Aplicación del adhesivo no en toda la superficie
Una composición precursora de adhesivo de silicona producida tal como se ha descrito en el ejemplo 2 se pulveriza sobre la muestra 1 del ejemplo 2 a una presión de aire de 2,5 bar utilizando una boquilla de pulverización manual Perfekt 4 en un diseño de depósito de gravedad de la empresa Krautzberger con un cabezal de pulverización de 0,8 mm. Con el fin de crear un patrón regular de puntos adhesivos sobre la espuma, se utilizan plantillas con agujeros redondos (hexagonales) desplazados de forma regular, que presentan 1) un diámetro de orificio de 4,7 mm y una división de 6,5 mm y 2) un diámetro del orificio de 2,6 mm y una separación de 3,8 mm.
Con ambas plantillas, se determina una resistencia media al despegado de F = 0,08 N/2,5 cm con una capa adhesiva de silicona de 10 g/m2 sobre la espuma de poliuretano.
Breve descripción de las figuras
Figura 1: Imagen SEM de una capa de espuma en vista superior (según la invención)
Figura 2: Imagen SEM de la capa de barrera en vista superior (según la invención)
Figura 3: Imagen SEM de la capa de espuma en sección transversal (según la invención)
Figura 4: Imagen SEM de una capa de espuma con lámina como capa de barrera con capa adhesiva en sección transversal (no según la invención)
Figura 5: Imagen SEM de una capa de espuma sin capa de barrera con una capa adhesiva en sección transversal (no según la invención)
Figura 6: Patrón de entrelazado A.
Figura 7: Patrón de entrelazado B
Descripción de las figuras
La figura 1 muestra una vista superior de una imagen SEM de una capa de espuma de un parche dérmico según la invención. Los macroporos cubiertos por la capa de barrera y una perforación de la capa de barrera pueden observarse claramente.
La figura 2 muestra una vista superior de una imagen SEM de la capa de barrera de un parche dérmico según la invención. En la imagen se puede observar un macroporo cubierto por la capa de barrera y muchos microporos. La figura 3 muestra una imagen SEM de la capa de espuma de un parche dérmico según la invención en sección transversal. Los diferentes puntos para determinar el espesor de la capa de barrera están marcados con flechas blancas.
La figura 4 muestra una imagen SEM de una capa de espuma con una película como capa de barrera con una capa adhesiva en sección transversal (no según la invención). La capa adhesiva se aplicó en este caso mediante un proceso de recubrimiento por transferencia.
La figura 5 muestra una imagen SEM de una capa de espuma sin capa de barrera con una capa adhesiva en sección transversal (no según la invención). Puede observarse que la capa adhesiva ha penetrado en la capa de espuma en una medida considerable.
La figura 6 muestra un patrón de entrelazado que puede evitar la propagación lateral del exudado de la herida. La figura 7 muestra otro patrón de entrelazado que puede evitar la propagación lateral del exudado de la herida.
Claims (15)
1. Parche dérmico que comprende una capa de espuma de celda abierta y una capa adhesiva dispuesta sobre la misma prevista para el contacto con la piel, caracterizado por que al menos el lado orientado hacia la capa adhesiva de la capa de espuma presenta macroporos, cuyas cavidades están cubiertas al menos parcialmente de forma proporcional por una capa de barrera formada a partir de la capa de espuma, caracterizado por que la proporción de superficie de la capa de barrera en la superficie de la capa de espuma es de al menos el 20% y/o por que al menos el 20% de los macroporos contiguos a la superficie de la capa de espuma están cubiertos por la capa de barrera.
2. Parche dérmico según la reivindicación 1, caracterizado por una capacidad de absorción de al menos 5 g/g.
3. Parche dérmico según una o más de las reivindicaciones anteriores, caracterizado por que la capa de barrera presenta microporos.
4. Parche dérmico según una o más de las reivindicaciones anteriores, caracterizado por que la capa de barrera es plana.
5. Parche dérmico según una o más de las reivindicaciones anteriores, caracterizado por que el espesor de la capa de barrera es inferior a 100 pm.
6. Parche dérmico según una o más de las reivindicaciones anteriores, caracterizado por que la capa adhesiva presenta un espesor de menos de 200 pm y/o está presente en una cantidad de aplicación de menos de 200 g/m2.
7. Parche dérmico según una o más de las reivindicaciones anteriores, caracterizado por que la capa adhesiva se dispone directamente sobre la superficie de la capa de espuma.
8. Parche dérmico según una o más de las reivindicaciones anteriores, caracterizado por que el material en contacto con la piel, incluso en el caso de cantidades de aplicación inferiores a 200 g/m2, presenta resistencias al despegado máximas frente a un sustrato de acero de más de 0,05 N/2,5 cm.
9. Parche dérmico según una o más de las reivindicaciones anteriores, caracterizado por que la capa adhesiva cubre la capa de espuma solo parcialmente y/o la superficie de la capa de espuma está formada solo parcialmente por la capa de barrera.
10. Parche dérmico según una o más de las reivindicaciones anteriores, caracterizado por que la capa adhesiva y/o la capa de barrera adoptan la forma de un patrón incoherente y/o entrelazado.
11. Parche dérmico según una o más de las reivindicaciones anteriores, caracterizado por que la capa adhesiva comprende siliconas, más particularmente geles de silicona, elastómeros de silicona y/o poliorganosiloxanos reticulados modificados con sustituyentes tales como polietilenglicol y/o poliuretano.
12. Parche dérmico según una o más de las reivindicaciones anteriores, caracterizado por que la capa de espuma comprende una espuma de polímero hidrófilo, más particularmente una espuma de poliuretano.
13. Parche dérmico según una o más de las reivindicaciones anteriores para la regulación no médica de la humedad en la cercanía de la piel, para la generación de un clima húmedo en la herida y, por lo tanto, para el tratamiento húmedo de heridas, más particularmente de heridas crónicas, y/o para la prevención de úlceras por presión.
14. Procedimiento para producir el parche dérmico según una o más de las reivindicaciones anteriores, que comprende las etapas siguientes:
(A) producir y/o proporcionar una capa de espuma que al menos en un lado presenta macroporos, cuyas cavidades están cubiertas al menos parcialmente de forma proporcional por una capa de barrera formada a partir de la capa de espuma;
(B) aplicar un material adhesivo y/o compuestos precursores del mismo a al menos un lado de la capa de espuma que presenta la capa de barrera;
(C) curar, dado el caso, el material adhesivo y/o los compuestos precursores del mismo para formar una capa adhesiva.
15. Procedimiento según la reivindicación 14, caracterizado por que el material adhesivo y/o los compuestos precursores del mismo se aplican mediante pulverización, aplicación con rodillo, en particular revestimiento por rodillo rozante (kiss-rolí) y/o aplicación con boquilla de ranura.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016008257.7A DE102016008257A1 (de) | 2016-07-08 | 2016-07-08 | Hautauflage |
| PCT/EP2017/064009 WO2018007093A1 (de) | 2016-07-08 | 2017-06-08 | Hautauflage |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2874086T3 true ES2874086T3 (es) | 2021-11-04 |
Family
ID=59030943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES17728832T Active ES2874086T3 (es) | 2016-07-08 | 2017-06-08 | Parche dérmico |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11786412B2 (es) |
| EP (1) | EP3481350B1 (es) |
| CN (1) | CN109414350B (es) |
| BR (1) | BR112018073758B1 (es) |
| DE (1) | DE102016008257A1 (es) |
| ES (1) | ES2874086T3 (es) |
| WO (1) | WO2018007093A1 (es) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190351094A1 (en) * | 2018-05-21 | 2019-11-21 | Milliken & Company | Wound care device having fluid transfer and adhesive properties |
| WO2020158697A1 (ja) * | 2019-01-28 | 2020-08-06 | 日東電工株式会社 | 皮膚貼付材 |
| DE102019115005A1 (de) * | 2019-06-04 | 2020-12-10 | Carl Freudenberg Kg | Hautauflage |
| DE102019120712A1 (de) | 2019-07-31 | 2021-02-04 | Carl Freudenberg Kg | Wundreinigungsartikel |
| DE102022119882A1 (de) | 2022-08-08 | 2024-02-22 | Carl Freudenberg Kg | Wundkontaktschicht und Wundauflage umfassend einen sterilen Vliesstoff |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE789739A (fr) | 1971-10-05 | 1973-04-05 | Lock Peter M | Pansement chirurgical |
| US3978855A (en) * | 1975-01-17 | 1976-09-07 | Ionics Lyo Products Company | Polyurethane foam surgical dressing |
| US3972328A (en) | 1975-07-28 | 1976-08-03 | E. R. Squibb & Sons, Inc. | Surgical bandage |
| US4538603A (en) * | 1982-04-22 | 1985-09-03 | E. R. Squibb & Sons, Inc. | Dressings, granules, and their use in treating wounds |
| US4728642A (en) * | 1982-04-22 | 1988-03-01 | E. R. Squibb & Sons, Inc. | Method of treating wounds with granules and dressing |
| SE455466C (sv) | 1986-03-10 | 1993-07-05 | Moelnlycke Ab | Foerband foer vaetskande saar |
| GB2192142B (en) * | 1986-07-04 | 1990-11-28 | Johnson & Johnson | Wound dressing |
| FR2618337B1 (fr) * | 1987-07-22 | 1989-12-15 | Dow Corning Sa | Pansement chirurgical et procede pour le fabriquer |
| US5643234A (en) * | 1995-02-01 | 1997-07-01 | E. R. Squibb & Sons, Inc. | Ostomy bag with multi-stage filter |
| SE505000C2 (sv) * | 1996-05-14 | 1997-06-09 | Moelnlycke Ab | Sårförband samt tillverkningsförfarande därför |
| US6306424B1 (en) * | 1999-06-30 | 2001-10-23 | Ethicon, Inc. | Foam composite for the repair or regeneration of tissue |
| US20020094742A1 (en) * | 2000-09-01 | 2002-07-18 | Jones David C. | Method for protecting surfaces of packed articles |
| EP1374812A1 (en) * | 2002-06-28 | 2004-01-02 | Biopol Co., Ltd. | Multilayered microporous foam dressing and method for manufacturing the same |
| US7154017B2 (en) | 2002-12-31 | 2006-12-26 | Ossur Hf | Method for producing a wound dressing |
| US20050169975A1 (en) * | 2004-02-03 | 2005-08-04 | Nitto Denko Corporation | Film base material for adhesive skin patch and adhesive skin patch |
| EP1820520A1 (de) * | 2006-02-06 | 2007-08-22 | Collano AG | Wundabdeckung und dessen Extrusionsbeschichtungsherstellungsverfahren |
| GB0606661D0 (en) | 2006-04-03 | 2006-05-10 | Brightwake Ltd | Improvements relating to dressings |
| PL1964580T3 (pl) | 2007-03-01 | 2011-05-31 | Moelnlycke Health Care Ab | Struktura piankowa zawierająca srebro |
| DE102008031182A1 (de) * | 2008-07-03 | 2010-01-07 | Paul Hartmann Ag | Wundauflage mit Hydrogelmatrix |
| WO2011057175A1 (en) * | 2009-11-09 | 2011-05-12 | 3M Innovative Properties Company | Medical articles and methods of making using miscible composition |
| ES2438748T3 (es) * | 2009-12-09 | 2014-01-20 | Basf Se | Adhesivo de contacto para películas de PVC |
| GB201106491D0 (en) | 2011-04-15 | 2011-06-01 | Systagenix Wound Man Ip Co Bv | Patterened silicone coating |
-
2016
- 2016-07-08 DE DE102016008257.7A patent/DE102016008257A1/de not_active Ceased
-
2017
- 2017-06-08 US US16/307,152 patent/US11786412B2/en active Active
- 2017-06-08 EP EP17728832.1A patent/EP3481350B1/de active Active
- 2017-06-08 ES ES17728832T patent/ES2874086T3/es active Active
- 2017-06-08 BR BR112018073758-5A patent/BR112018073758B1/pt active IP Right Grant
- 2017-06-08 WO PCT/EP2017/064009 patent/WO2018007093A1/de unknown
- 2017-06-08 CN CN201780036001.3A patent/CN109414350B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN109414350B (zh) | 2022-04-01 |
| EP3481350A1 (de) | 2019-05-15 |
| BR112018073758B1 (pt) | 2023-03-07 |
| US11786412B2 (en) | 2023-10-17 |
| US20190133829A1 (en) | 2019-05-09 |
| WO2018007093A1 (de) | 2018-01-11 |
| EP3481350B1 (de) | 2021-04-14 |
| DE102016008257A1 (de) | 2018-01-11 |
| CN109414350A (zh) | 2019-03-01 |
| BR112018073758A2 (pt) | 2019-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2874086T3 (es) | Parche dérmico | |
| JP5514816B2 (ja) | 創傷被覆材 | |
| ES2896175T3 (es) | Espuma compuesta en el tratamiento de heridas | |
| RU2526175C2 (ru) | Гидрогелевая матрица с улучшенными клеящими характеристиками | |
| US20110117178A1 (en) | Wound dressing comprising a hydrogel matrix | |
| JP5283636B2 (ja) | 銀含有発泡体 | |
| US20120029455A1 (en) | Wound dressing, method for the production thereof, and use thereof for dressing wounds | |
| ES2543082T3 (es) | Apósito para heridas | |
| BR112019022103A2 (pt) | espuma em tratamento de ferida | |
| ES2416505T3 (es) | Materiales para vendaje de heridas de espuma absorbente | |
| JPH06192383A (ja) | ポリウレタンフォームの製法 | |
| RU2526170C2 (ru) | Гидрогелевая матрица с повышенной поглощающей способностью в отношении жидкостей | |
| JP7264333B2 (ja) | 流体流動管理用の複合材料 | |
| ES2395877T3 (es) | Materiales que comprenden partículas poliméricas solubles en agua y métodos para prepararlos y usarlos | |
| US20230009183A1 (en) | Double coating for wound dressings | |
| WO2008148786A1 (en) | A method for manufacturing a patterned adhesive layer | |
| BR112019023465B1 (pt) | Material compósito, curativo médico e método para produzir um material compósito |