ES2805796T3 - Material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones - Google Patents
Material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones Download PDFInfo
- Publication number
- ES2805796T3 ES2805796T3 ES13900413T ES13900413T ES2805796T3 ES 2805796 T3 ES2805796 T3 ES 2805796T3 ES 13900413 T ES13900413 T ES 13900413T ES 13900413 T ES13900413 T ES 13900413T ES 2805796 T3 ES2805796 T3 ES 2805796T3
- Authority
- ES
- Spain
- Prior art keywords
- weight
- welding
- weld
- nickel
- precipitation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003466 welding Methods 0.000 title claims abstract description 107
- 239000000463 material Substances 0.000 title claims abstract description 99
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 title claims abstract description 81
- 229910000601 superalloy Inorganic materials 0.000 title claims abstract description 54
- 229910052759 nickel Inorganic materials 0.000 title claims abstract description 39
- 238000005219 brazing Methods 0.000 title claims abstract description 28
- 230000004927 fusion Effects 0.000 title claims abstract description 18
- 238000001556 precipitation Methods 0.000 title description 8
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims abstract description 24
- 229910052796 boron Inorganic materials 0.000 claims abstract description 23
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 20
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims abstract description 19
- 239000010703 silicon Substances 0.000 claims abstract description 19
- 239000011651 chromium Substances 0.000 claims abstract description 12
- 239000010936 titanium Substances 0.000 claims abstract description 11
- 229910052721 tungsten Inorganic materials 0.000 claims abstract description 9
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims abstract description 7
- 239000012535 impurity Substances 0.000 claims abstract description 7
- 229910052719 titanium Inorganic materials 0.000 claims abstract description 7
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims abstract description 7
- 239000010937 tungsten Substances 0.000 claims abstract description 7
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 6
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 6
- 229910052702 rhenium Inorganic materials 0.000 claims abstract description 6
- WUAPFZMCVAUBPE-UHFFFAOYSA-N rhenium atom Chemical compound [Re] WUAPFZMCVAUBPE-UHFFFAOYSA-N 0.000 claims abstract description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 5
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 5
- 239000010941 cobalt Substances 0.000 claims abstract description 5
- 229910017052 cobalt Inorganic materials 0.000 claims abstract description 5
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims abstract description 5
- 229910052715 tantalum Inorganic materials 0.000 claims abstract description 5
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 claims abstract description 5
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims abstract description 4
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims abstract description 4
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 4
- 239000011733 molybdenum Substances 0.000 claims abstract description 4
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 claims abstract 6
- 229910052726 zirconium Inorganic materials 0.000 claims abstract 6
- 229910052735 hafnium Inorganic materials 0.000 claims abstract 3
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 claims abstract 3
- 239000000843 powder Substances 0.000 claims description 32
- 229910000679 solder Inorganic materials 0.000 claims description 24
- 230000008439 repair process Effects 0.000 claims description 10
- 229910052751 metal Inorganic materials 0.000 description 29
- 239000002184 metal Substances 0.000 description 28
- 229910045601 alloy Inorganic materials 0.000 description 23
- 239000000956 alloy Substances 0.000 description 23
- 238000007254 oxidation reaction Methods 0.000 description 22
- 230000003647 oxidation Effects 0.000 description 21
- 229910001026 inconel Inorganic materials 0.000 description 20
- 238000000034 method Methods 0.000 description 20
- 238000000576 coating method Methods 0.000 description 19
- 238000010438 heat treatment Methods 0.000 description 19
- 239000011248 coating agent Substances 0.000 description 18
- 238000005336 cracking Methods 0.000 description 18
- 230000008569 process Effects 0.000 description 16
- 238000001953 recrystallisation Methods 0.000 description 15
- 238000012360 testing method Methods 0.000 description 15
- 239000013078 crystal Substances 0.000 description 14
- 230000035882 stress Effects 0.000 description 11
- 238000002844 melting Methods 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 9
- 230000008018 melting Effects 0.000 description 9
- 150000002739 metals Chemical class 0.000 description 9
- 229910001011 CMSX-4 Inorganic materials 0.000 description 8
- 230000032683 aging Effects 0.000 description 8
- 239000007789 gas Substances 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 238000007711 solidification Methods 0.000 description 7
- 230000008023 solidification Effects 0.000 description 7
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 6
- 239000010953 base metal Substances 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000001816 cooling Methods 0.000 description 5
- 239000011324 bead Substances 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 239000011159 matrix material Substances 0.000 description 4
- 229910021332 silicide Inorganic materials 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000005275 alloying Methods 0.000 description 3
- 229910052786 argon Inorganic materials 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 238000010790 dilution Methods 0.000 description 3
- 239000012895 dilution Substances 0.000 description 3
- 238000009689 gas atomisation Methods 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 150000001247 metal acetylides Chemical class 0.000 description 3
- 239000010955 niobium Substances 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- 238000000137 annealing Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000002939 deleterious effect Effects 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 238000013021 overheating Methods 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 229910001111 Fine metal Inorganic materials 0.000 description 1
- 229910001005 Ni3Al Inorganic materials 0.000 description 1
- CFOAUMXQOCBWNJ-UHFFFAOYSA-N [B].[Si] Chemical compound [B].[Si] CFOAUMXQOCBWNJ-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000011825 aerospace material Substances 0.000 description 1
- 238000000889 atomisation Methods 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000003486 chemical etching Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 230000000254 damaging effect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 125000001153 fluoro group Chemical group F* 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000005431 greenhouse gas Substances 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000013206 minimal dilution Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 238000009659 non-destructive testing Methods 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 150000002843 nonmetals Chemical class 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000004881 precipitation hardening Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 239000011253 protective coating Substances 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- FVBUAEGBCNSCDD-UHFFFAOYSA-N silicide(4-) Chemical compound [Si-4] FVBUAEGBCNSCDD-UHFFFAOYSA-N 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3033—Ni as the principal constituent
- B23K35/304—Ni as the principal constituent with Cr as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0227—Rods, wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes, wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550 degrees C
- B23K35/3033—Ni as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/056—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 10% but less than 20%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/057—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being less 10%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C30/00—Alloys containing less than 50% by weight of each constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/10—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of nickel or cobalt or alloys based thereon
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Laser Beam Processing (AREA)
- Arc Welding In General (AREA)
- Welding Or Cutting Using Electron Beams (AREA)
- Powder Metallurgy (AREA)
- Nonmetallic Welding Materials (AREA)
Abstract
Un material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones compuesto por los siguientes elementos en porcentajes en peso: Cobalto de 8 a 10 % en peso Cromo de 14 a 18 % en peso Molibdeno de 3 a 5 % en peso Tungsteno de 3 a 5 % en peso Titanio de 3 a 6 % en peso Circonio de 0,04 a 0,06 % en peso Aluminio de 2 a 4 % en peso Carbono de 0,05 a 0,1 % en peso Boro de 0,1 a 0,35 % en peso Silicio de 1 a 3 % en peso, de modo que el contenido total de boro y silicio varía de 1,4 % en peso a 3,1 % en peso, seleccionado entre titanio, circonio, hafnio, tántalo y renio de 3,04 a 18 % en peso total combinado, y Níquel con impurezas para equilibrar.
Description
DESCRIPCIÓN
Material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones
El material de la invención en forma de alambre y polvo de soldadura se puede usar para soldadura por fusión, incluida la soldadura por rayo láser (LBW), plasma (PW), microplasma (MPW), haz de electrones (EBW) y por arco de tungsteno y gas (GTAW) de superaleaciones basadas en níquel y cobalto reforzadas por precipitación.
La superaleación basada en níquel reforzada por precipitación compuesta de: 5 -15 % en peso de Co, 13 -15,6 % en peso de Cr, 2,5 - 5 % en peso de Mo, 3 - 6 % en peso de W, 4 - 6 % en peso de Ti, 2 - 4 % en peso de Al, 0,15 - 0,3 % en peso de C, 0,005 - 0,02 % en peso de B, hasta 0,1 % en peso de Zr y níquel con impurezas para equilibrar según la patente de Estados Unidos 3,615,376 se ha utilizado ampliamente para aplicaciones de motores de turbina durante décadas. Esta superaleación tiene una buena combinación de propiedades mecánicas, resistencia a la oxidación de hasta 1742 °F y soldabilidad. La modalidad de esta aleación, también conocida como superaleación René 80, está compuesta por: 9,5 % en peso de Co, 14 % en peso de Cr, 4 % en peso de Mo, 4 % en peso de W, 5 % en peso de Ti, 3 % en peso de Al, 0,17 % en peso de C, 0,015 % en peso de B, 0,03 % en peso de Zr y níquel para equilibrar en forma de alambre y polvo de soldadura, se ha utilizado para soldadura de Inconel 738, GTD 111, GTD 222, René 77 policristalino y CMSX-4, René N5 y otros materiales de cristal único. La soldadura de las superaleaciones basadas en níquel reforzadas por precipitación con alto contenido de fase gamma prima da como resultado un agrietamiento grave por licuación de la zona afectada por calor (HAZ). La susceptibilidad de la superaleación Inconel 738 al agrietamiento por licuación se ve agravada por la solidificación y los esfuerzos térmicos, lo que hace que sea casi imposible producir soldaduras sin grietas a temperatura ambiente utilizando materiales de soldadura conocidos, consulte M. Montazeri, F. Malek Ghaini y O.A. Ojo en el artículo "Heat Input and the Liquation Cracking of Laser Welded IN738LC Superalloy", Welding Journal, 2013, Vo. 92, 2013, pp.: 258-264.
Para producir soldaduras sin grietas, los componentes de motores fabricados con Inconel 738, GTD 111 y otras superaleaciones con alto grado de gamma prima deben precalentarse antes de soldar a altas temperaturas según los documentos US 5,897,801 y US 6,659,332. Sin embargo, el precalentamiento reduce la productividad, aumenta el coste y afecta las condiciones de salud y seguridad.
Además de lo anterior, después de la reparación con soldadura, los álabes de la turbina son propensos a la oxidación acelerada que aumenta el intersticio entre los álabes de la turbina y la unidad del estator, lo que reduce la eficiencia y aumenta el consumo de combustible y la emisión de gases de efecto invernadero.
Para aumentar la resistencia a la oxidación de las soldaduras, en la industria se introdujo el alambre de soldadura René 142 que contiene renio y se compone de: 10 -13 % en peso de Co, 3-10 % en peso de Cr, 0,5 - 2 % en peso de Mo, 3-7 % en peso de W, 0,5 -10 % en peso de Re, 5 - 6 % en peso de Al, 5 - 7 % en peso de Ta, 0,5 - 2 % en peso de Hf, 0,01 - 0,15 % en peso de C, 0,005 - 0,05 % en peso de B, 0 - 0,1 % en peso de Zr con níquel para equilibrar según la patente US 4,169,742. Sin embargo, debido al alto coste del renio, el alambre de soldadura René 142 es extremadamente costoso. Además, la calidad de las soldaduras producidas con el alambre de soldadura René 142 es aún más sensible a la temperatura de precalentamiento que René 80 debido a una mayor susceptibilidad de la aleación René 142 a las grietas.
Para evitar el agrietamiento de HAZ, el esfuerzo restante se debe minimizar por el precalentamiento de los componentes del motor a alta temperatura, como se analiza en los documentos US 5,897,801 y US 6,659,332, o la temperatura de fusión de los materiales de soldadura se debe reducir para evitar el sobrecalentamiento de HAZ mediante la aleación adicional de materiales de soldadura utilizando depresores de punto de fusión, como el boro, según US RE 29920 y RE 2868. Estas aleaciones basadas en níquel comprenden: 0,05 - 0,3 % en peso de B, hasta 0,35 % en peso de C de 5 a 22 % en peso de Cr, hasta 8 % en peso y hasta 3 % en peso de Nb respectivamente con níquel para equilibrar. Los documentos US 2012/251840 A1 y US 5,783,318 también describen superaleaciones basadas en níquel que contienen boro.
Sin embargo, como se encontró por experimentos, el boro en cantidades de hasta 0,3 % en peso no evita la microfisuración de HAZ de las superaleaciones Inconel 738, GTD 111 y Mar M247 durante la soldadura a temperatura ambiente. Además de lo anterior, el boro reduce significativamente la resistencia a la oxidación de las soldaduras.
El silicio es otro depresor conocido del punto de fusión. El Si se ha utilizado para la fabricación de alambres de soldadura tales como Haynes HR-160 (Número UNS N12160) que comprende: Ni - 29 % en peso de Co - 28 % en peso de Cr - 2 % en peso de Fe - 2,75 % en peso de Si - 0,5 % en peso de Mn - 0,5 % en peso de Ti - 0,05 % en peso de C - 1 % en peso de W - 1 % en peso de Mo - 1 % en peso de Nb. Las soldaduras producidas con el alambre de soldadura Haynes HR-160 tienen una resistencia a la oxidación superior. Sin embargo, las propiedades mecánicas de estas soldaduras a temperaturas superiores a 1800 °F son extremadamente bajas. Como resultado, el silicio no se ha considerado para la fabricación de superaleaciones basadas en níquel debido a los efectos nocivos sobre las propiedades mecánicas de las superaleaciones basadas en níquel.
Por ejemplo, según Robert V. Miner, Jr., la adición de 0,5 y 1 % en peso de Si a las superaleaciones Inconel 713C y Mar M200 basadas en níquel afectaron drásticamente las propiedades mecánicas de estas aleaciones a altas temperaturas, consulte Robert V. Miner, Jr. "Effect of Silicon on the Oxidation, Hot-Corrosion, and Mechanical Behaviour of Two Cast Nickel-Base Superalloys", Metallurgical Transactions, Volumen 8A, diciembre de 1977 y págs.
1949 - 1954. Además, esta degradación no podría explicarse por cambios obvios de ya sea la composición de fase o las morfologías de las precipitaciones y su reacción con otros elementos de la aleación y Ni a altas temperaturas.
Como resultado, el Si se ha utilizado principalmente para la fabricación de materiales de soldadura fuerte a base de cobalto y níquel a alta temperatura, como AMS4775, que incluye 3,1 % en peso de B y 4 % en peso de Si, AMS4777 que está compuesto de: 3,1 % en peso de B y 4,5 % de Si, AMS 4779 con 1,85 % en peso de B y 3,5 % en peso de Si, Amdry 788 con 2 % en peso de B y 2 % en peso de Si, así como una aleación especial basada en níquel descrita en el documento US 2,868,667 que está compuesta de: 2,5 - 4,5 % en peso de B y 3,5 - 5,5 % en peso de Si.
Las uniones producidas mediante el uso de aleaciones de soldadura fuerte descritas en la técnica anterior están libres de grietas debido a la naturaleza del proceso de soldadura fuerte a alta temperatura, que se lleva a cabo con calentamiento isotérmico de las piezas en hornos a vacío, lo que minimiza los esfuerzos restantes. Sin embargo, las propiedades mecánicas de las uniones de soldadura fuerte son significativamente inferiores que las de los materiales base. Limita significativamente el uso de la soldadura fuerte para la fabricación y reparación de componentes rotativos y estructurales sometidos a un gran esfuerzo de los motores de turbina.
Por lo tanto, existen importantes necesidades industriales en el desarrollo de nuevos materiales de soldadura de alta resistencia a la oxidación, alta resistencia y ductilidad basados en superaleaciones de níquel gamma prima que pueden producir soldaduras sin grietas en las superaleaciones reforzadas por precipitación a temperatura ambiente.
Breve descripción de la invención
La invención se define por las reivindicaciones adjuntas.
Hemos encontrado que un material de soldadura basado en níquel reforzado por precipitación de acuerdo con las reivindicaciones 1 y 2 en forma de alambre y polvo de soldadura produce soldaduras sólidas, de alta resistencia y alta resistencia a la oxidación, sin grietas, en superaleaciones con endurecimiento por precipitación y materiales de cristal único.
Las ventajas del material de soldadura desarrollado son las siguientes: en primer lugar, permite la soldadura por fusión de Inconel 738, GTD 111, Mar M002, Mar M277 y otras superaleaciones policristalinas basadas en níquel de alta gamma prima sin agrietamiento de HAZ a temperatura ambiente. En segundo lugar, produce soldaduras sin grietas con una combinación única de alta resistencia y alta resistencia a la oxidación en Inconel 738, GTD 111, Mar M002, Mar M277 y otras superaleaciones policristalinas basadas en níquel de alta gamma prima. En tercer lugar, minimiza o elimina la recristalización de materiales de cristal único en la HAZ a lo largo de la línea de fusión.
En otra modalidad preferida, el material de soldadura comprende de 8 a 10 % en peso de Co, 14-18 % en peso de Cr, 3 - 5 % en peso de Mo, 3 - 5 % en peso de W, 3 - 6 % en peso de Ti, 0,04 - 0,06 % en peso de Zr, 2-4 % en peso de Al, 0,05 - 0,1 % en peso de C, 0,1 - 0,35 % en peso de B, 1 - 3 % en peso de Si y níquel con impurezas para equilibrar.
La modalidad preferida y más avanzada del material de soldadura para la soldadura de componentes de motores expuestos a temperaturas extremadamente altas, esfuerzos y corrosión por calor está compuesta de 11 - 13 % en peso de Co, 6 - 8 % en peso de Cr, 1 -3 % en peso de Mo, 4 - 6 % en peso de W, 0,01- 0,03 % en peso de Zr, 5 - 7 % en peso de Al, 0,1 - 0,15 % en peso de C, 1 - 3 % en peso de Re, 5 - 7 % en peso de Ta, 0,015 -0,3 % en peso de B, 1,2 -1,8 % en peso de Si y níquel con impurezas para equilibrar.
En otra modalidad preferida, el contenido de boro se reduce proporcionalmente de aproximadamente 0,4 % en peso a aproximadamente 0,1 % en peso con aumento proporcional del contenido de silicio de aproximadamente 1 % en peso a aproximadamente 3 % en peso de manera que el contenido total de boro y silicio varía de aproximadamente 1,4 % en peso a aproximadamente 3,1 % en peso, lo que permite mejorar las propiedades mecánicas o la resistencia a la oxidación de las soldaduras según sea necesario para una aplicación particular, evitando al mismo tiempo el agrietamiento de HAZ de las superaleaciones policristalinas y la recristalización de materiales de cristal único.
Las modalidades preferidas son alambre de soldadura o polvo de soldadura o reparado de partes de los componentes del motor de turbina mediante el uso de alambre o polvo.
Descripción de las figuras
La Figura 1 es la microfotografía de la soldadura de recubrimiento producida utilizando René 80 estándar en superaleación GTD 111 en estado recocido que representa la HAZ y grietas de soldadura.
La Figura 2 es la microfotografía de una sección longitudinal de una soldadura de recubrimiento con láser en superaleación GTD 111 en estado recocido producida mediante el uso de material de soldadura FM4 en forma de polvo que representa una soldadura libre de grietas y HAZ.
La Figura 3 es la microfotografía de una zona de fusión de una soldadura de recubrimiento con láser producida mediante el uso del Material de soldadura FM3 en forma de polvo sobre superaleación IN738 en condición de envejecimiento por tratamiento térmico que muestra una soldadura sin grietas y HAZ.
La Figura 4 es la microfotografía de la soldadura de recubrimiento con GTAW-MA producida utilizando el material de soldadura FM3 en forma de un alambre de soldadura en la boquilla del álabe director fabricada con superaleación Mar M247 en condiciones de envejecimiento por tratamiento térmico posterior a la soldadura que representa una soldadura libre de grietas y HAZ.
La Figura 5 es la microfotografía de una soldadura de recubrimiento con láser producida mediante el uso del material de soldadura FM8 en forma de polvo en superaleación GTD 111 que representa la precipitación intergranular de boruros y siliciuros.
La Figura 6 es la microfotografía de una unión soldada a tope con GTAW-MA de René 77 producida mediante el uso de material de soldadura FM8 en forma de un alambre de soldadura.
La Figura 7 es la microfotografía de la soldadura de recubrimiento con GTAW-MA sobre material de cristal único René N5 producido utilizando el material de soldadura FM 7 en forma de alambre de soldadura que representa soldadura libre de grietas y HAZ sin ninguna evidencia de recristalización.
La Figura 8 es la microfotografía de la soldadura de recubrimiento con GTAW-MA sobre material CMSX-4 de cristal único producido mediante el uso del material de soldadura FM9 que representa la soldadura libre de grietas y HAZ sin ninguna evidencia de recristalización.
La Figura 9 representa muestras de soldadura producidas mediante el uso de GTAW-MA y el material de soldadura René 80 estándar (100 y 101) y el material de soldadura FM3 (200 y 201), en donde 100 y 200 -vista superior y 101 y 201 - vista lateral de las muestras después de la prueba a una temperatura de 2012 °F durante 300 horas que representa una resistencia a la oxidación superior de la soldadura producida mediante el uso del material de soldadura FM4 en forma de alambre de soldadura.
La Figura 10 es la microfotografía del metal de soldadura producido mediante el uso de la aleación de soldadura FM8 en forma de polvo de soldadura y soldadura de rayo láser sobre superaleación Inconel 738 en condiciones de envejecimiento por tratamiento térmico.
La Figura 11 muestra la reparación de grietas radial y de la punta del álabe de una turbina de alta presión (HPT) fabricada con superaleación de cristal único René N5 de un aeromotor que se produjo mediante el uso de GTAW-MA y material de soldadura FM7 en forma de alambre de soldadura (Ejemplo de soldadura 15), en donde 250: álabe de HPT, 251 y 252 soldaduras de grietas radiales; 253: soldadura de la punta, 254: el calibrador que demuestra el grado de la reparación exitosa de la grieta radial.
La Figura 12 demuestra la reparación de la punta de la paleta de una Turbina de alta presión (HPT) fabricada con superaleación policristalina GTD111 del Motor de turbina de gas industrial utilizando recubrimiento láser automático y Material de soldadura FM11 en forma de polvo de soldadura (Ejemplo de soldadura 16), en donde 300: paleta de HPT, 301: soldadura láser.
Acrónimos estándar
AMS - Especificación de material aeroespacial (estándares)
ASTM - Sociedad Estadounidense para Pruebas y Materiales (estándares)
AWS - Sociedad Estadounidense de Soldadura (estándares)
HAZ - Zona afectada por calor
HPT- Turbina de alta presión
IGT - Motores de turbina de gas industrial
LPT - Boquilla de álabe director
NDT - Pruebas no destructivas
NGV - Boquilla de álabe director
OEM - Fabricación de equipo original
PWHT - Tratamiento térmico posterior a la soldadura
UNS - Sistema de Numeración Unificado es un sistema de designación de aleaciones ampliamente aceptado en América del Norte
UTS: máxima resistencia a la tracción
Glosario
Aleaciones: compuestos metálicos que consisten en una mezcla de dos o más materiales.
Austenita: una solución sólida de uno o más elementos en la fase de tipo cúbica, de caras centradas.
Metal o material base: uno de los dos o más metales a soldar para formar una unión.
Boruros: compuestos que consisten en dos elementos, de los cuales el boro es el más electronegativo. El boro forma boruros con elementos metálicos y no metálicos.
Carburos: compuestos constituidos de carbono y un elemento menos electronegativo. El carbono puede producir carburos con metales (como cromo, niobio, molibdeno, tántalo, titanio, tungsteno y otros metales de los grupos IVB, VB y VIB) y no metálicos (como boro, calcio o silicio). Los carburos metálicos se caracterizan por su extrema dureza y resistencia a altas temperaturas.
Revestimiento: el procedimiento de aplicación de una capa relativamente gruesa (>0,5 mm (0,02 pulg.) de material de soldadura y/o polvo de soldadura de material compuesto con el fin de mejorar el desgaste y/o la resistencia a la corrosión u otras propiedades y/o restaurar la pieza a las dimensiones requeridas con mínima penetración en el material de base.
Laminación en frío: un proceso que se lleva a cabo a una temperatura inferior a la temperatura de recristalización de la aleación.
Trabajo en frío: conformado de metal a temperaturas sustancialmente inferiores al punto de recristalización. El trabajo en frío agrega resistencia y dureza.
Grieta: una discontinuidad de tipo fractura que se caracteriza por una punta afilada y una alta proporción de largo a ancho, que generalmente es superior a tres (3).
Agrietamiento: fractura que se desarrolla en la soldadura durante o después que se completa la solidificación de un baño de soldadura.
Fluencia (propiedades): es la tendencia de un material sólido a moverse lentamente o deformarse permanentemente bajo la influencia de esfuerzos. La fluencia ocurre cuando un metal se somete a una carga de tracción constante a una temperatura elevada.
Las pruebas de fluencia y ruptura: son pruebas que se llevan a cabo aplicando una carga constante a una muestra de tracción mantenida a una temperatura constante de acuerdo con ASTM E139. La prueba de ruptura se lleva a cabo de manera similar a la prueba de fluencia, pero a un nivel de esfuerzo más alto hasta que la muestra falla y se mide el tiempo de falla. El tiempo previo a la ruptura con una carga dada se usa para caracterizar las propiedades de ruptura de los materiales.
Dilución: el cambio en la composición química de un material de soldadura causado por la mezcla del material base o el metal de soldadura anterior en el cordón de soldadura que se mide por el porcentaje del metal base o el metal de soldadura anterior en el cordón de soldadura.
Discontinuidad: una interrupción de la estructura típica de un metal de soldadura, como la falta de homogeneidad en las características mecánicas, metalúrgicas o físicas del metal base o de soldadura.
Ductilidad: capacidad de los metales y aleaciones para ser estirados, extendidos o formados sin romperse. Extrusión: un proceso de conformación al forzar un material de barra a través de un solo dado o una serie de dados.
Fisura: pequeñas discontinuidades similares a grietas con solo una ligera separación (desplazamiento de la abertura) de las superficies de fractura. Los prefijos macro- o micro- indican el tamaño relativo.
Soldadura por fusión: el proceso de soldadura que utiliza la fusión del metal base para realizar la soldadura. Fase Gamma (y): la matriz continua (llamada gamma) es una fase austenítica basada en níquel, de tipo cúbica, de caras centradas (fcc) que generalmente contiene un alto porcentaje de elementos en solución sólida como Co, Cr, Mo y W.
Fase Gamma Prima (y'): la fase de fortalecimiento principal en las superaleaciones basadas en níquel es un compuesto que consiste en níquel y ya sea aluminio o titanio Ni3Al o Ni3Ti que precipita coherentemente en la matriz austenítica y.
Atomización de gas: el proceso para fabricar polvos metálicos de alta calidad al forzar una corriente de metal fundido a través de un orificio y atomizarlo mediante chorros de gas inerte en gotitas de metal fino seguido de un enfriamiento rápido.
Soldadura por arco de tungsteno y gas (GTAW): de acuerdo con la definición de AWS, es el proceso de soldadura por arco que produce la fusión de metales mediante calentamiento con un arco entre un electrodo de tungsteno (no consumible) y el de trabajo también conocido como material base. El blindaje se obtiene de un gas o una mezcla de gases. La presión puede usarse o no y el metal de relleno puede usarse o no.
Dureza: capacidad de los metales y aleaciones para resistir hendiduras, penetraciones y arañazos.
Zona afectada por calor (HAZ): la parte del metal base que no se ha fundido, pero cuyas propiedades mecánicas o microestructura se vieron alteradas por el calor de la soldadura.
Tratamiento térmico: los procesos controlados de calentamiento y enfriamiento utilizados para cambiar la estructura de un material y alterar sus propiedades físicas y mecánicas.
Laminado en caliente: un proceso que se lleva a cabo a una temperatura superior a la temperatura de recristalización de la aleación.
Fusión por inducción: un proceso en el que una corriente eléctrica inducida conocida también como corriente de Eddy calienta y funde metales y aleaciones.
Proporción inversa: es una relación en la que un número aumenta a medida que otro disminuye o disminuye a medida que otro aumenta. Inversamente proporcional es lo contrario de directamente proporcional.
Soldadura y recubrimiento por haz láser (LBW): de acuerdo con la definición de AWS, es un proceso de soldadura que produce la fusión de materiales con el calor obtenido de la aplicación de un haz de luz coherente concentrado que incide sobre la unión o el material base, respectivamente.
Discontinuidades lineales: defectos de soldadura con una relación de la longitud al ancho de 3:1 o mayor. Grieta de licuación: una grieta en la soldadura que se produce durante la solidificación y es causada por la fusión de los componentes del límite de grano de bajo punto de fusión.
Revestimiento y soldadura de pasos múltiples: una soldadura formada por dos o más pasos Superaleaciones basadas en níquel: materiales en los cuales el contenido de níquel excede el contenido de otros elementos de la aleación.
Soldadura por arco de plasma (PAW): de acuerdo con la definición de AWS, es un proceso de soldadura por arco que produce coalescencia de metales mediante calentamiento con un arco estrecho entre un electrodo y la pieza de trabajo (metal base) conocido también como arco transferido o el electrodo y la boquilla de constricción conocido también como arco no transferido.
Tratamiento térmico o endurecimiento por precipitación: el proceso de calentamiento de las aleaciones a una temperatura a la que ciertos elementos precipitan, para formar una estructura más dura y luego enfriar a una velocidad para evitar el retorno a la estructura original.
Recristalización: es una formación de una nueva estructura de grano libre de tensión a partir de una existente que generalmente se acompaña de crecimiento de los granos durante el tratamiento térmico.
Temperatura de recristalización: es una temperatura aproximada a la que se produce la recristalización de una estructura de grano existente en un tiempo específico.
Laminado: un proceso en el que el material metálico se pasa a través de un conjunto de rodillos accionados mecánicamente.
Resistencia a la ruptura: es un esfuerzo nominal desarrollado en un material en el momento de la ruptura, que no necesariamente es igual a la resistencia máxima.
Contracción por solidificación: la contracción del volumen de un metal durante la solidificación.
Tratamiento térmico de solución: el método de tratamiento térmico que se utiliza para calentar las aleaciones a una temperatura específica durante un cierto período de tiempo, lo que permite que uno o más elementos de la aleación se disuelvan en una solución sólida y después se enfríen rápidamente.
Superaleaciones: materiales metálicos con resistencia a la oxidación y propiedades mecánicas para servicio a temperaturas elevadas.
Resistencia a la tracción máxima (UTS): la resistencia de un material a un esfuerzo longitudinal, que se mide por la cantidad mínima de esfuerzo longitudinal requerido para romper el material.
Cordón de recubrimiento y soldadura: una fusión localizada de metales o no metales producidos calentando los materiales a la temperatura de soldadura, con o sin la aplicación de presión, o mediante la aplicación de presión sola, con o sin el uso de material de soldadura.
Defectos de soldadura: discontinuidades que por naturaleza o efecto acumulado hacen que una pieza o producto no pueda cumplir con los estándares o especificaciones de aceptación mínimos aplicables.
Pase de soldadura: una sola progresión de una operación de soldadura o recubrimiento a lo largo de una unión, depósito de soldadura o sustrato. El resultado de un pase es un cordón de soldadura, capa o depósito de pulverización.
Baño de soldadura: el volumen localizado de metal fundido en una soldadura antes de su solidificación como metal de soldadura.
Soldadura: los procesos de unión de materiales utilizados en la fabricación de soldaduras.
Material de soldadura: el material que se agregará para hacer una unión soldada o soldada fuerte
Polvo de soldadura: el material de soldadura en forma de polvo que se agrega al hacer uniones soldadas o soldaduras de recubrimiento.
Alambre de soldadura: el material de soldadura en forma de alambre que se agrega al hacer uniones soldadas o soldaduras de recubrimiento.
Resistencia a punto cedente: la capacidad de un metal para tolerar una fuerza progresiva gradual sin deformación permanente
Descripción detallada de la invención
La aleación de la invención se puede utilizar en forma de fundición, materiales forjados, placas, tiras, láminas, polvos y otros materiales de soldadura. Sin embargo, los materiales de soldadura en forma de alambre y polvo de soldadura son aplicaciones importantes.
Los alambres y polvos de soldadura se fabrican de lingotes, también conocidos como palanquillas, producidos a vacío o argón utilizando tecnologías y equipos estándar de fusión por inducción u otros procesos de fusión.
Para la fabricación de alambres de soldadura, las palanquillas generalmente se producen en forma de varillas con un diámetro que excede las 0,75 pulgadas y se reducen a un diámetro de 0,50 pulgadas por laminación o extrusión a alta temperatura, seguido de un acabado de superficie estándar.
Las aleaciones basadas en níquel, de acuerdo con el concepto actual, son dúctiles a temperaturas superiores a 1600 °F. Durante la laminación en caliente, las barras con un diámetro inicial de 0,50 pulgadas se reducen a 0,020 - 0,062
pulgadas. La laminación aumenta la resistencia a punto fundente y la dureza de los alambres de soldadura. Por lo tanto, para aumentar la ductilidad, el alambre de soldadura se somete a un tratamiento térmico de recocido cada cierto tiempo para permitir la restauración de la manejabilidad.
Durante el procesamiento final, el alambre de soldadura se pasa a través de un procedimiento de limpieza rigurosa estándar que garantiza que las soldaduras estén libres de contaminación.
Los polvos de soldadura de aproximadamente 45 - 75 pm de diámetro se fabrican mediante procesos estándar de atomización de gas. Durante este proceso, la superaleación fundida con composición química según la modalidad preferida se atomiza mediante chorros de gas inerte en pequeñas gotas de metal que se enfrían durante su caída en la torre de atomización.
Los polvos metálicos obtenidos por atomización de gas tienen una forma perfectamente esférica y un alto nivel de limpieza. El polvo de soldadura se utiliza para soldadura y recubrimiento por plasma, microplasma y láser, también conocidos como procesos de soldadura y recubrimiento por fusión.
Durante la fusión, el polvo de soldadura se introduce en el baño de soldadura con un chorro de argón utilizando alimentadores de polvo estándar. Después de la solidificación, el polvo de soldadura se fusiona con el material base que produce el metal de soldadura. Para reducir el sobrecalentamiento y evitar el agrietamiento de HAZ, la soldadura y el recubrimiento se realizan con una dilución mínima. Los mejores resultados en el recubrimiento se lograron con una dilución del 5 al 15 %.
El boro y el silicio se combinan con otros elementos de aleación, que se describen en la modalidad preferida, así como con el material base en el baño de soldadura para producir los siguientes efectos beneficiosos:
En primer lugar, el boro y el silicio como depresores del punto de fusión reducen la temperatura del baño de soldadura y el sobrecalentamiento de HAZ, lo que mejora la formación de soldaduras sólidas, libres de grietas, en las superaleaciones Inconel 738, GTD111, Mar M002, Mar M247 como se muestra en las Figuras 2 a 6 y eliminan la recristalización de materiales monocristalinos CMSX-4 y René N5 como se muestra en las Figuras 7 y 8. La temperatura de sólidos de estas soldaduras es mucho mayor que la de los materiales de soldadura fuerte debido a una baja cantidad de boro y silicio, pero por debajo de la temperatura de fusión de los materiales base. Como resultado, las soldaduras pueden mantener la geometría requerida durante el PWHT a temperaturas de aproximadamente 2200 °F, mientras que las uniones soldadas fuerte a esta temperatura se funden por completo.
En segundo lugar, el boro evita la segregación y precipitación de películas de siliciuro continuas a lo largo de los límites de grano, mejorando la precipitación de los boruros cuboidales y siliciuros de alta resistencia que se muestran en la Figura 5 dentro de la matriz de grano, que en combinación con una formación de fase gamma prima cuboidal fina mostrada en la Figura 10, mejoró significativamente las propiedades mecánicas a alta temperatura de las soldaduras en comparación con las soldaduras producidas utilizando materiales de soldadura conocidos.
Y finalmente, el silicio compensa el efecto dañino del boro en la resistencia a la oxidación y mejora significativamente la resistencia a la oxidación de las soldaduras, incluso en comparación con las soldaduras producidas con materiales de soldadura estándar René 80 y René 142, como se muestra en las Tablas 4 y 5.
Ejemplos de soldadura de superaleaciones inconel 738, gtd 111, mar m002, mar m247, cmsx-4 y renén5 y materiales de cristal único
Los alambres y polvos de soldadura con las composiciones químicas según las modalidades preferidas mostradas en la Tabla 1 se fabricaron utilizando métodos conocidos para llevar a cabo los experimentos de soldadura 1 al 16 y la demostración de la aplicabilidad industrial de los materiales de soldadura desarrollados para la reparación de álabes de HPT de motores de IGT y aeromotores.
El recubrimiento con láser de múltiples pasos se realizó en muestras fabricadas con superaleaciones policristalinas Inconel 738, GTD 111, Mar M247, René 77 y Mar M002 y materiales de cristal único René N5 y c MsX-4. Estos materiales se han utilizado ampliamente para la fabricación de álabes de turbina HPT y LPT y NGV para motores industriales y aeroturbinas y, por lo tanto, tienen un interés práctico importante. Además, Inconel 738, g Td 111 y Mar M247 son extremadamente susceptibles al agrietamiento de HAZ durante la soldadura. Los materiales de cristal único René N5 y CMSX-4 son propensos a una recristalización en la HAZ que puede provocar el agrietamiento de los álabes de la turbina en condiciones de servicio.
Las soldaduras de recubrimiento con láser en las superaleaciones Inconel 738 y GTD 111 se realizaron utilizando materiales de soldadura de la invención (FM) en forma de polvos que se muestran en la Tabla 3 y polvo de soldadura estándar René 80 para comparar la susceptibilidad de las soldaduras a las grietas.
Las uniones a tope de Inconel 738, GTD 111 y Mar M002 de 0,5" de espesor y soldaduras de recubrimiento en superaleación Mar M247 se produjeron utilizando soldadura GTAW-MA de múltiples pasos con alambres de soldadura
de 0,030 y 0,045 pulgadas de diámetro fabricados con material de soldadura FM2 y FM5 y alambre estándar René 80 para una comparación siguiendo el procedimiento de soldadura estándar para aplicaciones aeroespaciales AMW 2685. Para controlar la dilución, la corriente de soldadura se restringió a 100 A para soldadura a tope y 60 A para recubrimiento a un voltaje de arco de aproximadamente 12-14 V.
Para producir soldaduras de recubrimiento con láser de múltiples pasos de 0,10 - 0,24 pulgadas de ancho, 0,12 - 5 pulgadas de altura y 2 - 6 pulgadas de longitud, el cabezal láser se hizo oscilar durante la soldadura con una amplitud de ± (0,03 - 0,07) pulgadas y una velocidad de aproximadamente 30 pulgadas/min a una velocidad de soldadura de 3 a 5 pulgadas/min. La potencia del rayo láser varió de 400 a 420 W y la velocidad de alimentación del polvo de 3 a 7 g/min.
Antes de soldar las muestras fabricadas con Inconel 738, GTD 111, Mar M247 y René 77, las superaleaciones reforzadas por precipitación se sometieron a un tratamiento térmico estándar de recocido previo a la soldadura a una temperatura de 2190 ± 15 °F durante dos (2) horas seguido de un enfriamiento con argón para mejorar la soldabilidad.
Después de soldar todas las muestras fabricadas con las superaleaciones Inconel 738 y GTD 111, se sometieron a PWHT que comprendió recocido a una temperatura de 2190 °F durante dos (2) horas seguido de un envejecimiento primario a temperaturas de 2050 °F durante dos (2) horas y seguido de envejecimiento secundario a una temperatura de 1555 °F durante veinticuatro (24) horas.
Las muestras de soldadura fabricadas con superaleaciones Mar M247 y Mar M002 se sometieron a PWHT estándar que comprendió envejecimiento secundario a una temperatura de 1975 °F durante dos horas cuatro (4) horas seguido de un envejecimiento secundario a una temperatura de 1560 °F durante veinte (20) horas.
Las muestras fabricadas con materiales monocristalinos CMSX-4 y René N5 se liberaron del esfuerzo a una temperatura de 2050 °F durante dos (2) horas.
Antes de la prueba mecánica, las muestras de soldadura se sometieron a fluoro penetrante (FPI) según ASTM E1209-05 y a inspección radiográfica según ASTM E1742-08. No se permitieron grietas ni otras discontinuidades de soldadura que excedieran el tamaño de 0,002 pulgadas.
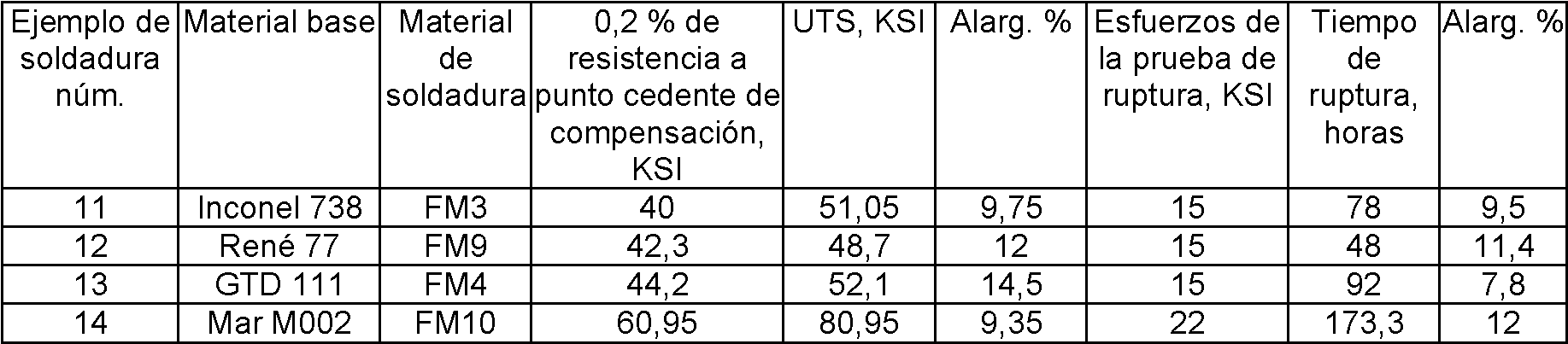
Las uniones soldadas a tope y metal por soldadura de recubrimiento se sometieron a pruebas de tracción según ASRM E21 y pruebas de ruptura según ASTM E139. Los resultados de las pruebas y los parámetros para las pruebas de ruptura se muestran en las Tablas 2 y 3, respectivamente.
La prueba de oxidación cíclica de muestras de 0,25" de diámetro y 1,0 pulgada de longitud se realizó a una temperatura de 1825 ± 15 °F, que corresponde a la temperatura máxima permitida de los gases de escape (EGT) de los motores de turbina, durante 20 horas seguido de enfriamiento durante cuatro (4) horas hasta un tiempo de prueba total a una temperatura máxima de 820 horas.
La prueba de oxidación cíclica acelerada se realizó calentando muestras planas de 0,060 pulgadas de espesor maquinadas a una rugosidad superficial de 32 micras en aire a una temperatura de 2012 ± 15 °F, seguido de una (1) hora de remojo a esta temperatura y enfriamiento rápido a Una temperatura ambiente en el aire.
Estamos tratando de lograr las siguientes cuatro características para la fabricación y reparación de materiales de soldadura basados en níquel reforzados por precipitación fabricados a partir de las modalidades preferidas:
1. Soldaduras sin grietas en Inconel 738, GTD 111, Mar M247, René 77, Mar M002 y superaleaciones reforzadas por precipitación similares a temperatura ambiente.
2. Excluir la recristalización y el agrietamiento de HAZ de CMSX-4, René N5 y otros materiales de cristal único.
3. Alcanzar un mínimo de 0,2 % de resistencia a punto cedente de compensación de 25 KSI a una temperatura de 1800 °F y soportar un mínimo de 10 horas con esfuerzos de 15 KSI a una temperatura de 1800 °F.
4. Producir una resistencia a la oxidación superior a René 80 a una temperatura de 1825 ± 15 °F y analizar durante un mínimo de 500 horas.
Los materiales de soldadura con un nivel más bajo de propiedades mecánicas y de oxidación y la capacidad de producir soldaduras sin grietas, fabricados según el concepto actual se pueden usar para la restauración dimensional de los componentes del motor y la reparación de grietas en áreas de bajo esfuerzo en combinación con un recubrimiento protector de los componentes del motor.
Las propiedades mecánicas y la resistencia a la oxidación de las soldaduras se proporcionan en las Tablas 2 - 5.
Como se deduce de los resultados de la prueba que se muestran en la Tabla 2, las soldaduras producidas mediante el uso del Material de soldadura FM1 comprendieron 1,6 - 1,8 % en peso de Si sin aditivos de boro exhibieron el agrietamiento de HAZ. Sin embargo, a pesar del agrietamiento de HAZ, el metal de soldadura que incluye silicio fue
sometido a pruebas de ruptura que confirmaron un efecto nocivo del silicio sobre las propiedades de fluencia de las soldaduras, como se muestra en la Tabla 3.
Las soldaduras producidas utilizando material de soldadura FM2 que comprendía 2,7 - 3,0 % en peso de Si y bajas cantidades de boro estaban libres de grietas y tenían bajas propiedades mecánicas. Por lo tanto, el material de soldadura FM2 puede usarse principalmente para una restauración dimensional de los componentes del motor.
Las soldaduras que se produjeron utilizando Aleación de soldadura FM5 con un alto contenido de boro y silicio eran propensas a agrietarse y no tenían interés práctico.
Las soldaduras que se produjeron con material de soldadura FM11 libre de silicio no presentaban grietas, pero debido a un contenido insuficiente de boro de 0,3 % en peso, las HAZ de las superaleaciones Inconel 738 y GTD 111 exhibieron microgrietas. Además, el boro sin silicio redujo la resistencia a la oxidación de las soldaduras como se muestra en la Tabla 4.
La combinación de boro, silicio y otros elementos de aleación en los materiales de soldadura FM3, FM4, FM6, FM7, FM8, FM9 y FM10 dio como resultado una formación de soldaduras sólidas libres de grietas con una combinación única de propiedades mecánicas y resistencia a la oxidación superiores y excluyó la recristalización de CMSX -4 de cristal único y materiales de cristal único de René N5 en la HAZ que se muestra en las Figuras 8 - 9.
Las propiedades mecánicas de las soldaduras se mejoraron mediante la formación de una fase gamma prima como se muestra en la Figura 10 y precipitación preferencial de boruros cuboidales y siliciuros dentro de la matriz de grano como se muestra en la Figura 5.
La soldadura con aleaciones de soldadura René 80 estándar en materiales de cristal único dio como resultado la recristalización de la HAZ y el agrietamiento de las soldaduras producidas en superaleaciones GTD 111 de alta gamma prima como se muestra en la Figura 1. Se observaron grietas similares en las superaleaciones Inconel 738, Mar M247 y René 77.
La demostración de una aplicabilidad práctica de los materiales de soldadura desarrollados en forma de alambre de soldadura para GTAW-MA y polvo para una soldadura láser automática se presenta en los ejemplos de soldadura 16 que se muestran en la Figura 11 que demuestran la reparación radial de grietas de 0,5 pulgadas de largo con las soldaduras 251 y 252 de aproximadamente 066 pulgadas de largo y la soldadura de punta 253. La soldadura se realizó a temperatura ambiente utilizando equipos estándar para soldadura manual GTAW-MA y material de soldadura FM7 en forma de alambre de soldadura.
Después de soldar, el álabe de HPT se liberó del esfuerzo de PWHT a una temperatura de 2050 °F, pulido para restaurar la geometría original del álabe, grabado químico, FPI e inspección radiográfica. No se encontraron discontinuidades de soldadura inaceptables.
El ejemplo de soldadura 17 mostrado en la Figura 12 se realizó para demostrar la restauración de la punta de la paleta de IGT mediante un recubrimiento láser automático de múltiples pasos a temperatura ambiente en el sistema de soldadura láser LAWS1000 equipado con láser de 1 kW utilizando material de soldadura FM11 en forma de polvo.
Después de soldar, la paleta fabricada con superaleación GTD 111 se sometió a un tratamiento térmico de envejecimiento, estándar, posterior a la soldadura, mecanizado, pulido, FPI e inspección radiográfica. La soldadura fue aceptable ya que logró las cuatro características descritas anteriormente.
Tabla 1 Composición química de materiales de relleno (FM) en % en peso con Ni e impurezas para equilibrar.

Tabla 2 Ejemplos de soldaduras de susceptibilidad al agrietamiento y propiedades de tracción de las soldaduras de recubrimiento con láser a una temperatura de 1800 °F producidas en substrato Inconel 738 utilizando materiales de soldadura en forma de polvos

Tabla 3 Propiedades de ruptura de soldaduras de recubrimiento con láser producidas mediante el uso de materiales de soldadura en polvo

Tabla 4 Resistencia a la oxidación de soldaduras de recubrimiento con láser a una temperatura de 1825 °F

Tabla 5 Resistencia a la oxidación de soldaduras de recubrimiento con láser a una temperatura de 2050 °F

Tabla 5 Propiedades mecánicas de las uniones a tope a una temperatura de 1800 °F producida mediante el uso de GTAW-MA con materiales de soldadura preferibles en forma de alambre
Claims (9)
- REIVINDICACIONESi. Un material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones compuesto por los siguientes elementos en porcentajes en peso:Cobalto de 8 a 10 % en pesoCromo de 14 a 18 % en pesoMolibdeno de 3 a 5 % en pesoTungsteno de 3 a 5 % en pesoTitanio de 3 a 6 % en pesoCirconio de 0,04 a 0,06 % en pesoAluminio de 2 a 4 % en pesoCarbono de 0,05 a 0,1 % en pesoBoro de 0,1 a 0,35 % en pesoSilicio de 1 a 3 % en peso, de modo que el contenido total de boro y silicio varía de 1,4 % en peso a 3,1 % en peso, seleccionado entre titanio, circonio, hafnio, tántalo y renio de 3,04 a 18 % en peso total combinado, y Níquel con impurezas para equilibrar.
- 2. Un material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones compuesto por los siguientes elementos en porcentajes en peso:Cobalto de 11 a 13 % en pesoCromo de 6 a 8 % en pesoMolibdeno de 1 a 3 % en pesoTungsteno de 4 a 6 % en pesoCirconio de 0,01 a 0,03 % en pesoAluminio de 5 a 6 % en pesoCarbono de 0,1 a 0,15 % en pesoRenio de 1 a 3 % en pesoTántalo de 5 a 7 % en pesoBoro de 0,1 a 0,3 % en pesoSilicio de 1,2 a 1,8 % en peso, de modo que el contenido total de boro y silicio varía de 1,4 % en peso a 3,1 % en peso, seleccionado entre titanio, circonio, hafnio, tántalo y renio de 6,01 a 18 % en peso total combinado, yNíquel con impurezas para equilibrar.
- 3. Un material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones de acuerdo con la reivindicación 1 o 2, en donde el material de soldadura es un polvo de soldadura.
- 4. Un material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones de acuerdo con la reivindicación 1 o 2, en donde el material de soldadura es un alambre de soldadura.
- 5. Un material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones de acuerdo con la reivindicación 1 o 2, en donde el material de soldadura es para reparar una sección de un componente de motor de turbina.
- 6. Uso de un material de soldadura basado en níquel reforzado por precipitación de acuerdo con las reivindicaciones 1 o 2 para soldadura por fusión de superaleaciones.
- 7. Uso de acuerdo con la reivindicación 6, en donde el material de soldadura es un polvo de soldadura.
- 8. Uso de acuerdo con la reivindicación 6, en donde el material de soldadura es un alambre de soldadura.
- 9. Uso de acuerdo con la reivindicación 6, en donde el material de soldadura es para reparar una sección de un componente de motor de turbina.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/CA2013/001075 WO2015095949A1 (en) | 2013-12-24 | 2013-12-24 | Precipitation strengthened nickel based welding material for fusion welding of superalloys |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| ES2805796T3 true ES2805796T3 (es) | 2021-02-15 |
Family
ID=53477239
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| ES13900413T Active ES2805796T3 (es) | 2013-12-24 | 2013-12-24 | Material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US9902021B2 (es) |
| EP (1) | EP3086899B2 (es) |
| JP (1) | JP6463373B2 (es) |
| KR (1) | KR102237760B1 (es) |
| CN (1) | CN105163898A (es) |
| CA (1) | CA2898313C (es) |
| ES (1) | ES2805796T3 (es) |
| PL (1) | PL3086899T3 (es) |
| RU (1) | RU2679503C2 (es) |
| SG (1) | SG11201505425YA (es) |
| WO (1) | WO2015095949A1 (es) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106271213A (zh) * | 2015-05-22 | 2017-01-04 | 成都飞机工业(集团)有限责任公司 | 一种用于钛合金钎焊的钛-锆-铜-镍基钎料 |
| CN106563929B (zh) | 2015-10-08 | 2019-09-17 | 利宝地工程有限公司 | 修复和制造涡轮发动机部件的方法及涡轮发动机部件 |
| US10378087B2 (en) | 2015-12-09 | 2019-08-13 | General Electric Company | Nickel base super alloys and methods of making the same |
| EP3445880A4 (en) * | 2016-04-20 | 2019-09-04 | Arconic Inc. | FCC MATERIALS OF ALUMINUM, COBALT, CHROME AND NICKEL, AND PRODUCTS MANUFACTURED THEREOF |
| US10632572B2 (en) * | 2017-03-03 | 2020-04-28 | General Electric Company | Weld filler additive and method of welding |
| WO2018157228A1 (en) * | 2017-03-03 | 2018-09-07 | Liburdi Engineering Limited | High gamma prime nickel based weldable superalloy and method of repairing and manufacturing of turbine engine components using the same |
| CN109420862B (zh) * | 2017-08-28 | 2021-07-27 | 中国科学院金属研究所 | 一种镍基单晶高温合金连接用粉末钎料及其制备方法和应用 |
| CN107716933B (zh) * | 2017-10-23 | 2019-05-03 | 江西瑞曼增材科技有限公司 | 一种单晶高温合金耐磨抗氧化涂层的界面净化方法 |
| US20210308809A1 (en) * | 2018-05-01 | 2021-10-07 | Siemens Energy, Inc. | Nickel based superalloy braze filler |
| US10577679B1 (en) | 2018-12-04 | 2020-03-03 | General Electric Company | Gamma prime strengthened nickel superalloy for additive manufacturing |
| RU2700442C1 (ru) * | 2019-06-04 | 2019-09-17 | Публичное Акционерное Общество "Одк-Сатурн" | Никелевый жаропрочный сплав для монокристаллического литья |
| CN112760525B (zh) * | 2019-11-01 | 2022-06-03 | 利宝地工程有限公司 | 高γ′镍基超级合金、其用途及制造涡轮发动机构件的方法 |
| RU2740929C1 (ru) * | 2020-04-20 | 2021-01-21 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него |
| CN113941798A (zh) * | 2020-07-16 | 2022-01-18 | 中国科学院金属研究所 | 高温结构材料用镍基合金钎焊材料及其应用 |
| CN112872652B (zh) * | 2020-12-25 | 2023-05-23 | 南昌航空大学 | 一种高Al、Ti、Ta含量的Ni基高温合金焊丝及其制备方法和应用 |
| CN112858360B (zh) * | 2021-02-19 | 2022-11-29 | 东方电气集团东方锅炉股份有限公司 | 测试金属材料液化裂纹敏感性的方法 |
| CN113234961B (zh) * | 2021-03-05 | 2022-04-26 | 北京钢研高纳科技股份有限公司 | 一种耐1100℃高温抗氧化燃烧室合金及其制备方法 |
| FR3130293A1 (fr) * | 2021-12-15 | 2023-06-16 | Safran | Alliage à base de nickel comprenant du tantale |
| CN114700383B (zh) * | 2022-03-10 | 2024-10-01 | 江阴泰坦高压电气有限公司 | 一种镍钴合金不锈钢丝及其生产工艺 |
| CN115287502B (zh) * | 2022-08-11 | 2023-10-20 | 沈阳大陆激光技术有限公司 | 一种钢厂轧机牌坊激光制造与再制造用合金材料及其制备方法 |
| CN115446494B (zh) * | 2022-09-20 | 2024-03-22 | 中国航发北京航空材料研究院 | 一种高温合金钎焊连接用NiCoCrNbTiAl高熵合金钎焊料 |
| CN116100193A (zh) * | 2023-02-08 | 2023-05-12 | 深圳市万泽中南研究院有限公司 | 镍基单晶高温合金焊接用焊料及其应用、焊料产品和焊接方法 |
| CN117817185A (zh) * | 2023-03-15 | 2024-04-05 | 中国科学院金属研究所 | 一种镍基粉末钎料及其制备方法和在同质合金或异质合金连接中的应用 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2868A (en) | 1842-12-05 | By machinery | ||
| US2868667A (en) | 1956-10-12 | 1959-01-13 | Wall Colmonoy Corp | Method and composition for forming a porous metallic coating |
| US3615376A (en) | 1968-11-01 | 1971-10-26 | Gen Electric | Cast nickel base alloy |
| US3869284A (en) | 1973-04-02 | 1975-03-04 | French Baldwin J | High temperature alloys |
| USRE29920E (en) | 1975-07-29 | 1979-02-27 | High temperature alloys | |
| US4169742A (en) | 1976-12-16 | 1979-10-02 | General Electric Company | Cast nickel-base alloy article |
| JPS63174798A (ja) * | 1987-01-14 | 1988-07-19 | Toyota Motor Corp | 肉盛溶接用耐食合金 |
| US5156321A (en) * | 1990-08-28 | 1992-10-20 | Liburdi Engineering Limited | Powder metallurgy repair technique |
| US5240491A (en) * | 1991-07-08 | 1993-08-31 | General Electric Company | Alloy powder mixture for brazing of superalloy articles |
| US5783318A (en) | 1994-06-22 | 1998-07-21 | United Technologies Corporation | Repaired nickel based superalloy |
| US5523170A (en) * | 1994-12-28 | 1996-06-04 | General Electric Company | Repaired article and material and method for making |
| US5897801A (en) * | 1997-01-22 | 1999-04-27 | General Electric Company | Welding of nickel-base superalloys having a nil-ductility range |
| US6491207B1 (en) * | 1999-12-10 | 2002-12-10 | General Electric Company | Weld repair of directionally solidified articles |
| US6539620B1 (en) | 2000-01-19 | 2003-04-01 | General Electric Company | Method of manufacturing superalloy weld wire |
| US6530971B1 (en) * | 2001-01-29 | 2003-03-11 | General Electric Company | Nickel-base braze material and braze repair method |
| IES20010834A2 (en) | 2001-09-17 | 2003-03-19 | Sifco Res & Dev Ltd | Component repair materials |
| US6905559B2 (en) * | 2002-12-06 | 2005-06-14 | General Electric Company | Nickel-base superalloy composition and its use in single-crystal articles |
| US7279229B2 (en) * | 2005-03-24 | 2007-10-09 | General Electric Company | Nickel-base braze material and method of filling holes therewith |
| FR2886182B1 (fr) * | 2005-05-26 | 2009-01-30 | Snecma Services Sa | Poudre de superalliage |
| JP5344453B2 (ja) | 2005-09-27 | 2013-11-20 | 独立行政法人物質・材料研究機構 | 耐酸化性に優れたNi基超合金 |
| RU2304499C1 (ru) * | 2005-11-10 | 2007-08-20 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" (ФГУП "ВИАМ") | Присадочный материал на основе никеля |
| US20070215586A1 (en) | 2006-03-16 | 2007-09-20 | Clifford Graillat | Nickel alloy welding wire |
| US8999231B2 (en) * | 2006-05-24 | 2015-04-07 | United Technologies Corporation | Nickel alloy for repairs |
| CA2709659A1 (en) * | 2007-12-17 | 2009-06-25 | Exxonmobil Research And Engineering Company | High strength nickel alloy welds through precipitation hardening |
| JP5254693B2 (ja) * | 2008-07-30 | 2013-08-07 | 三菱重工業株式会社 | Ni基合金用溶接材料 |
| EP2182084A1 (de) * | 2008-11-04 | 2010-05-05 | Siemens Aktiengesellschaft | Schweisszusatzwerkstoff, Verwendung des Schweisszusatzwserkstoffes und Bauteil |
| US20120251840A1 (en) | 2011-03-30 | 2012-10-04 | General Electric Company | Nickel-base weld materials, processes of using, and components formed therewith |
| JP6086992B2 (ja) * | 2012-12-05 | 2017-03-01 | リバルディ エンジニアリング リミテッド | 超合金のクラッディング及び溶融溶接方法 |
-
2013
- 2013-12-24 CA CA2898313A patent/CA2898313C/en active Active
- 2013-12-24 WO PCT/CA2013/001075 patent/WO2015095949A1/en active Application Filing
- 2013-12-24 PL PL13900413T patent/PL3086899T3/pl unknown
- 2013-12-24 ES ES13900413T patent/ES2805796T3/es active Active
- 2013-12-24 SG SG11201505425YA patent/SG11201505425YA/en unknown
- 2013-12-24 KR KR1020157020834A patent/KR102237760B1/ko active IP Right Grant
- 2013-12-24 RU RU2015136378A patent/RU2679503C2/ru not_active Application Discontinuation
- 2013-12-24 CN CN201380074825.1A patent/CN105163898A/zh active Pending
- 2013-12-24 JP JP2016561040A patent/JP6463373B2/ja active Active
- 2013-12-24 EP EP13900413.9A patent/EP3086899B2/en active Active
-
2015
- 2015-07-15 US US14/800,045 patent/US9902021B2/en active Active
-
2018
- 2018-01-11 US US15/867,823 patent/US20180133846A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| RU2679503C2 (ru) | 2019-02-11 |
| EP3086899B1 (en) | 2020-04-15 |
| US9902021B2 (en) | 2018-02-27 |
| KR102237760B1 (ko) | 2021-04-08 |
| CA2898313A1 (en) | 2015-07-02 |
| CA2898313C (en) | 2019-06-11 |
| PL3086899T3 (pl) | 2020-11-16 |
| US20180133846A1 (en) | 2018-05-17 |
| WO2015095949A1 (en) | 2015-07-02 |
| KR20160099467A (ko) | 2016-08-22 |
| EP3086899A1 (en) | 2016-11-02 |
| US20150314399A1 (en) | 2015-11-05 |
| JP6463373B2 (ja) | 2019-01-30 |
| SG11201505425YA (en) | 2015-08-28 |
| CN105163898A (zh) | 2015-12-16 |
| EP3086899A4 (en) | 2017-11-08 |
| JP2017507033A (ja) | 2017-03-16 |
| EP3086899B2 (en) | 2023-05-31 |
| RU2015136378A (ru) | 2017-03-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2805796T3 (es) | Material de soldadura basado en níquel reforzado por precipitación para soldadura por fusión de superaleaciones | |
| ES2703381T3 (es) | Método de reparación y fabricación de componentes de motores de turbina | |
| ES2742376T3 (es) | Método de revestimiento y soldadura de fundición de superaleaciones usando polvo de relleno de material compuesto | |
| US20160167172A1 (en) | Method of cladding, additive manufacturing and fusion welding of superalloys and materialf or the same | |
| US11180840B2 (en) | High gamma prime nickel based superalloy, its use, and method of manufacturing of turbine engine components | |
| US20180257181A1 (en) | Method of cladding and fusion welding of superalloys | |
| US10414003B2 (en) | Welding material for welding of superalloys | |
| JP6506389B2 (ja) | 展性ホウ素担持ニッケル系溶接材料 | |
| Khakzadshahandashti et al. | Weldability and liquation cracking behavior of ZhS6U superalloy during electron-beam welding | |
| KR102232809B1 (ko) | 초합금의 용접을 위한 용접 재료 | |
| LIU et al. | Microstructure and high-temperature deformation behavior of dissimilar superalloy welded joint of DD407/IN718 |