-
Die Erfindung betrifft eine Vorrichtung zum Polieren sphärischer Oberflächen von Linsen sowie ein Verfahren zum Polieren sphärischer Oberflächen von Linsen.
-
Die Bearbeitung von optischem Glas erfolgt in mehreren Arbeitsstufen. Zunächst wird die Oberfläche eines grob vorgeformten Glasrohlings in einem oder mehreren Schleifprozessen vorbehandelt und anschließend mittels Feinschleifstufen einem gewünschten Kugelradius angepasst. Dabei sollte die Radiustoleranz und die noch zulässige Asphärizität unter 1 bis 2 um liegen. Man erreicht dies beispielsweise im Kugelhohnverfahren oder in einem Tangential-Topfschleifverfahren. Nach dem Feinschleifen hat das Glas gewöhnlich noch eine Rautiefe von etwa 3 bis 8 pm, so dass hindurchtretendes Licht wahllos zerstreut wird.
-
Um eine präzise Abbildung mit einer geschliffenen Linse zu ermöglichen, ist eine weitere Behandlung der Glasoberfläche durch Polieren erforderlich. Dabei wird zum einen die Rautiefe weiter verringert, zum anderen werden letzte Abweichungen vom geforderten Kugelradius beziehungsweise von der gewünschten Sphäre beseitigt.
-
Das Polieren erfolgt durch eine gleitende Relativbewegung zwischen der Oberfläche des zu bearbeitenden Werkstückes und einem Polierwerkzeug, das als Aufnahme für einen Poliermittelträger ausgebildet ist. Dieser ermöglicht in Verbindung mit einem Poliermittel den Polierabtrag und damit eine Anpassung beziehungsweise eine Glättung der Werkstückoberfläche.
-
An den Poliermittelträger und das Poliermittel werden sehr hohe Anforderungen gestellt. So muss der Poliermittelträger beispielsweise formbar sein, um den erforderlichen Werkstückradius annehmen zu können. Er muss sich darüber hinaus gut mit dem Werkzeugträger verbinden lassen und er darf keine Verunreinigungen enthalten, die zur Beschädigung der Glasoberfläche führen könnten. Gut geeignet sind zum Beispiel elastomere Folien aus geschäumtem Polyurethan, die aufgrund ihrer guten mechanischen und chemischen Eigenschaften diesen Anforderungen weitgehend gerecht werden. Die Anforderungen an ein Poliermittel sind nicht unmittelbar auf messbare Größen zurückzuführen, so dass sich die Auswahl und Mischung des Poliermittels im Wesentlichen auf Erfahrungswerte stützt. Verwendet werden vorwiegend Suspensionen feingemahlener Oxide von drei- und vierwertigen Metallen, die allerdings stark von dem zu bearbeitenden Werkstoff abhängen. Vielfach bestimmt ein Werkzeug bei der Bearbeitung die Gestalt eines Werkstückes. Dies ist jedoch beim Polieren von Glaswerkstoffen nicht in dem Maße gegeben wie beispielsweise in der zerspanenden Metallverarbeitung. Insbesondere beim Polieren von Glaslinsen erfolgt eine verschleißbedingte Anpassung des Poliermittelträgers an die Oberfläche des Werkstückes, so dass sich bereits nach der Bearbeitung nur weniger Flächen der Werkzeugradius geändert hat. Die Sollkorrektur der Linsenoberfläche liegt rasch außerhalb der vorgegebenen Toleranzen. Dies macht es erforderlich, den Poliermittelträger während des Polierprozesses in regelmäßigen Abständen an den erforderlichen Kugelradius abzurichten, das heißt so anzupassen, dass die Formtreue und die Griffigkeit des Polierwerkzeuges erhalten bleiben.
-
Das Abrichten eines Polierwerkzeuges erfolgt häufig außerhalb der Poliermaschine auf speziellen Abrichtmaschinen. Dabei handelt es sich beispielsweise um Hebelmaschinen mit diamantpelletbelegten Flächenwerkzeugen, deren Einstellung allerdings nur empirisch erfolgen kann. Darüber hinaus muss das Polierkorrekturwerkzeug mittels eines gesondert anzufertigenden Sonderwerkzeuges eingeschliffen werden, bevor die eigentliche Korrektur des Polierwerkzeuges erfolgen kann. Oft sind mehrere Nachkorrekturen des Polierwerkzeuges und gegebenenfalls auch des Einschleifwerkzeuges erforderlich, so dass dieses Verfahren äußerst mühsam und sehr kostenintensiv, ist. Insbesondere hängt der Erfolg dieses Verfahrens von dem Geschick und der Erfahrung des Bedieners ab, so dass speziell geschultes Fachpersonal erforderlich ist. Beim Abrichten mit Flächenwerkzeugen muss für jeden Radius ein eigenes Polierkorrekturwerkzeug angefertigt werden.
-
Zum Stand der Technik (
EP 0 727 280 A1 ) gehören eine Vorrichtung und ein Verfahren zum Polieren sphärischer Linsenoberflächen. Diese zum Stand der Technik gehörende Vorrichtung ist als Drei-Spindel-Maschine ausgebildet. Es handelt sich hier um eine CNC-Werkzeugmaschine, die eine Schwenkeinheit einer Achse mit einer rotierend angetriebenen Werkzeugspindel zur Aufnahme eines Polierwerkzeuges aufweist. An einem zweiten Vorschubantrieb sind in einem festen Abstand eine drehbar gelagerte Werkstückspindel zur Aufnahme einer Linse und eine parallel zu dieser drehbar gelagerte Werkzeugspindel zur Aufnahme eines Abrichtwerkzeuges, beispielsweise eines Topfwerkzeuges, vorgesehen. Zwischen dem Polierwerkzeug und der Linse ist eine Relativschwenkung ausführbar. Bei diesem Stand der Technik handelt es sich um das sogenannte "Synchrospeed-Verfahren".
-
Hierbei werden die Linsen mittels eines Werkstückfutters gehalten. Dieses Werkstückfutter besteht aus einem Führungsring, einem Grundkörper sowie einer Membran, die zum kardanischen Andrücken der Linse mit Druckluft über die Werkstückspindel beaufschlagt, wird. Dieses Werkstückfutter wird über ein mechanisches Spannsystem mit der Werkstückspindel verbunden. Gegenüber dem Werkstückfutter mit eingelegter Linse befindet sich auf der Werkzeugspindel seite ein Werkzeug, das gemäß dem Stand der Technik circa doppelt so groß im Durchmesser ist wie die Linse. Dieses Werkzeug hat einen Belag aus Polierfolie beziehungsweise besteht aus einem Material, das geeignet ist, optische Polituren durchzuführen.
-
Das Polierwerkzeug wird ebenfalls über ein mechanisches Spannsystem fest mit der Werkzeugspindel der Maschine verbunden. Um das Polierwerkzeug mit dem genauen Radius der zu bearbeitenden Linse zu versehen, befindet sich auf der drei-achsigen CNC-Maschine parallel zur Werkstückspindel eine zweite Spindel, die mit einem Abrichtwerkzeug bestückt ist. Dieses Abrichtwerkzeug ist, wie aus der Praxis bekannt, ein ringförmiges Topfwerkzeug, das ebenfalls über ein mechanisches System fest mit der Abrichtspindel verbunden ist.
-
Der Bearbeitungsprozess nach dem Stand der Technik läuft wie folgt ab. Die Abrichtspindel und das Werkzeug für die Bearbeitung der Linse werden über die drei-achsige CNC-Steuerung in eine Position gebracht, die es ermöglicht, die Oberfläche des Werkzeuges so zu bearbeiten, dass der genaue Radius der zu bearbeitenden Linse an das Werkzeug angeschliffen wird. Nach dem Abrichtprozess wird die Linse in das Werkstückfutter des Linsenhalters eingelegt. Danach wird der eigentliche Bearbeitungsvorgang durchgeführt. Dazu fährt die CNC-gesteuerte Maschine in eine drei-achsige Position, bei der die Linsenoberfläche in eine sehr genaue orthogonale Stellung relativ zum Radiusmittelpunkt platziert wird.
-
Die Linsenoberfläche hat noch einen kleinen Abstand zur Oberfläche des Werkzeuges. Erst nachdem der Arbeitsdruck auf der Linse aufgebracht wird, berührt die Linsenoberfläche das Werkzeug. Jetzt beginnt der eigentliche Bearbeitungsprozess. Sowohl Werkstück und Werkzeugspindel beginnen sich in einem Synchronmodus zu drehen. Die Drehzahl der Werkstückspindel wird im Verhältnis zu der Werkzeugspindel über einen Berechnungsprozess ermittelt. Die Drehzahlen sind ungleich und radienabhängig.
-
Nach Beendigung des Bearbeitungszyklus wird die Linse entnommen und vermessen. Ist der gewünschte Radius der Linse erreicht, kann mit einer Serienfertigung begonnen werden. Ist der gewünschte Radius der Linse noch nicht erreicht, wird erneut eine Korrektur über die Abrichtspindel durchgeführt. Dieses iterierende Verfahren wird so oft wiederholt, bis die genauen Linsenparameter erreicht werden.
-
Diese zum Stand der Technik gehörende CNC-Maschine weist den Nachteil auf, dass sie sehr kostspielig ist. Darüber hinaus muss die Aufnahme für die Linse auf einer gesonderten CNC-gesteuerten Schleifmaschine bearbeitet werden.
-
Das der Erfindung zugrundeliegende technische Problem besteht darin, eine Vorrichtung zum Polieren sphärischer Oberflächen von Linsen anzugeben, welche preiswert aufgebaut ist. Darüber hinaus soll ein Verfahren zum Polieren sphärischer Oberflächen von Linsen angegeben werden, welches einfach und preiswert durchführbar ist.
-
Dieses technische Problem wird durch eine Vorrichtung mit den Merkmalen gemäß Anspruch 1 sowie durch ein Verfahren mit den Merkmalen gemäß Anspruch 16 gelöst.
-
Die erfindungsgemäße Vorrichtung zum Polieren sphärischer Oberflächen von Linsen aus Glas mit einer rotierend angetriebenen Werkzeugspindel zur Aufnahme eines Bearbeitungswerkzeuges zeichnet sich dadurch aus, dass die Vorrichtung als Zwei-Spindel-Maschine ausgebildet ist mit einer Werkzeugspindel und einer Werkstückspindel und dass auf der Werkstückspindel eine Aufnahme der Linse oder eine Aufnahme für ein Abrichtwerkzeug angeordnet ist.
-
Die erfindungsgemäße Vorrichtung weist den Vorteil auf, dass die Vorrichtung lediglich als Zwei-Spindel-Maschine ausgebildet ist und dass entweder auf der Werkstückspindel die Aufnahme der Linse angeordnet ist oder alternativ die Aufnahme für ein Abrichtwerkzeug. Hierdurch kann die zum Stand der Technik gehörende Drei-Spindel-Maschine auf eine Zwei-Spindel-Maschine reduziert werden, was erheblich an Kosten spart, da eine Zwei-Spindel-Maschine deutlich preiswerter ist als eine Drei-Spindel-Maschine.
-
Gemäß einer besonders bevorzugten Ausführungsform der Erfindung ist die Zwei-Spindel-Maschine als CNC-Maschine ausgebildet.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist vorgesehen,
- dass auf der Werkzeugspindel als Bearbeitungswerkzeug ein Polierwerkzeug zum Polieren der Linse, oder
- dass auf der Werkzeugspindel ein Schleifwerkzeug zum Schleifen einer Linsenhalterung
angeordnet ist.
-
Das bedeutet, dass in der erfindungsgemäßen Vorrichtung zum einen die Linse mit dem Polierwerkzeug poliert werden kann. Wird auf der Werkzeugspindel das Schleifwerkzeug angeordnet, kann die Aufnahme der Linse bearbeitet werden. Dies hat den Vorteil, dass die Aufnahme der Linse nicht mehr in einer gesonderten Maschine der Linse bearbeitet und angepasst werden muss. Hierdurch werden die Kosten für die Vorrichtung deutlich reduziert. Darüber hinaus wird der Arbeitsaufwand erheblich reduziert, da das Bearbeiten des Linsenhalters, das heißt der Aufnahme für die Linse in dem Linsenhalter, nicht mehr auf einer gesonderten Maschine durchgeführt werden muss.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist vorgesehen, dass an der Werkzeugspindel ein Spindeladapter angeordnet ist, und dass an dem Spindeladapter auswechselbar Werkzeugadapter anordbar sind, und dass an einem ersten Werkzeugadapter das Polierwerkzeug angeordnet ist und dass an einem zweiten Werkzeugadapter das Schleifwerkzeug angeordnet ist.
-
Die erfindungsgemäße Vorrichtung weist damit den Vorteil auf, dass Spindeladapter und Werkzeugadapter vorgesehen sind, so dass die Werkzeugadapter auswechselbar an dem Spindeladapter angeordnet werden können. Der Spindeladapter ist vorteilhaft lösbar fest an der Werkzeugspindel angeordnet, beispielsweise festgeschraubt. An einem ersten Werkzeugadapter ist das Polierwerkzeug vorteilhaft lösbar fest an dem Werkzeugadapter, beispielsweise mit dem Werkzeugadapter verschraubt, angeordnet. An einem zweiten Werkzeugadapter ist das Schleifwerkzeug vorteilhaft lösbar fest angeordnet, beispielsweise verschraubt.
-
Durch diesen Aufbau ist es möglich, die Werkzeuge, nämlich das Polierwerkzeug und das Schleifwerkzeug, in einfacher Art und Weise austauschbar an der Werkzeugspindel mittels des Spindeladapters anzuordnen. Hierdurch werden die Kosten der Werkzeuge reduziert und der Materialbedarf wird minimiert. Die erfindungsgemäße Vorrichtung ist modular aufgebaut, so dass nur noch die eigentlichen werkstückbezogenen Bauteile gefertigt werden müssen.
-
Ein weiterer Vorteil der erfindungsgemäßen Vorrichtung besteht darin, dass sämtliche linsenspezifischen Werkzeuge so aufgebaut sind, dass sie mit sehr einfachen Standardwerkzeugen innerhalb der Fertigungsgruppe für die Linsen hergestellt werden können. Dadurch entfällt die gesamte Arbeitsvorbereitung. Neue Linsen können in kürzester Zeit hergestellt werden. Die dafür notwendigen Werkzeuge und Halbfertigteile sind innerhalb der Optikfertigung vorhanden. Die Bearbeitung der linsenspezifischen Bauteile
- a) das Polierwerkzeuge und
- b) die Linsenaufnahme
wird auf der erfindungsgemäßen Vorrichtung durchgeführt. Es sind damit auch nur noch zwei linsenspezifische Bauteile erforderlich.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist vorgesehen, dass an der Werkstückspindel ein Spindeladapter angeordnet ist, und dass an dem Spindeladapter auswechselbar Basisadapter anordbar sind, und dass an einem ersten Basisadapter ein Linsenhalter angeordnet ist, und dass an einem zweiten Basisadapter das Abrichtwerkzeug angeordnet ist.
-
Diese Ausführungsform weist den Vorteil auf, dass an der Werkstückspindel ein Spindeladapter, vorteilhaft lösbar fest, beispielsweise angeschraubt, angeordnet ist. An dem Spindeladapter werden Basisadapter auswechselbar angeordnet. An einem ersten Basisadapter ist vorteilhaft ein Linsenhalter, vorzugsweise lösbar fest, vorteilhaft verschraubt, angeordnet. An einem zweiten Basisadapter ist vorteilhaft das Abrichtwerkzeug, vorzugsweise lösbar fest, beispielsweise verschraubt, angeordnet. Diese Ausführungsform weist den Vorteil auf, dass an der Werkstückspindel auf einfache Art und Weise verschiedene Teile angeordnet werden können, nämlich zum einen der Linsenhalter und zum anderen das Abrichtwerkzeug.
-
Dadurch, dass Adapter, nämlich Spindeladapter und Basisadapter wie auch Werkzeugadapter, vorgesehen sind, können die Werkzeuge, wie das Polierwerkzeug, das Schleifwerkzeug für den Linsenhalter oder das Abrichtwerkzeug oder der Linsenhalter in einfachster Art und Weise ausgewechselt und an den Spindeln angeordnet werden.
-
Das bedeutet, dass mit der erfindungsgemäßen Vorrichtung, die als.Zwei-Spindel-Maschine ausgebildet ist, an dem Spindeladapter der Werkzeugspindel der Werkzeugadapter mit dem Polierwerkzeug angeordnet werden kann und auf dem Spindeladapter der Werkstückspindel der Basisadapter mit dem Abrichtwerkzeug. In diesem Fall kann der Abrichtvorgang ausgeführt werden. Anschließend kann der Basisadapter mit dem Abrichtwerkzeug von dem Spindeladapter der Werkstückspindel gelöst werden und es kann der Basisadapter mit einem Linsenhalter, angepasst an die zu bearbeitende Linse, an der Werkstückspindel angeordnet werden.
-
Die erfindungsgemäße Vorrichtung weist lediglich zwei Spindeln auf, nämlich die Werkzeugspindel und die Werkstückspindel.
-
Eine weitere Spindel ist nicht vorgesehen.
-
Ist die Aufnahme des Linsenhalters der Linse anzupassen, kann der an der Werkstückspindel angeordnete Linsenhalter mit einem Schleifwerkzeug bearbeitet werden. Das Schleifwerkzeug wird hierzu mit dem Werkzeugadapter an dem Spindeladapter der Werkzeugspindel angeordnet. Damit ist die erfindungsgemäße Vorrichtung, die als Zwei-Spindel-Maschine ausgebildet ist, sehr variabel, da mit der erfindungsgemäßen Vorrichtung der Poliervorgang und der Abrichtvorgang und der Bearbeitungsvorgang des Linsenhalters ausführbar sind.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist der Werkzeugadapter an dem Spindeladapter mittels einer Magnetkraft lösbar angeordnet.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist vorgesehen, dass der Basisadapter an dem Spindeladapter mittels einer Magnetkraft lösbar angeordnet ist.
-
Da die Werkzeugadapter und Basisadapter lösbar an den Spindeladaptern der Werkstückspindel oder der Werkzeugspindel angeordnet werden, soll die Austauschbarkeit einfach durchführbar sein. Ist die Haltekraft als Magnetkraft ausgebildet, ist die Auswechslung der Werkzeugadapter oder Basisadapter besonders einfach.
-
Besonders vorteilhaft sind Permanentmagnete vorgesehen zur Erzeugung der Haltekraft. Die Permanentmagnete weisen den Vorteil auf, dass die Haltekraft über beispielsweise eine Hebelwirkung einfach überwunden werden kann zum Lösen der Adapter voneinander. Darüber, hinaus sind keine Leitungen, wie pneumatische, elektrische oder hydraulische Leitungen erforderlich.
-
Es können jedoch auch andere Haltekräfte vorgesehen sein. Zur Erzeugung der Haltekraft können beispielsweise auch elektromagnetische Haltekräfte, pneumatische Haltekräfte oder hydraulische Haltekräfte vorgesehen sein. Diese Haltekräfte sind vorteilhaft, wenn eine Automatisierung der Trennung der Adapter gewünscht ist.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist vorgesehen, dass bei der Bearbeitung des Linsenhalters oder des Polierwerkzeuges als Kühlmittel Frischwasser vorgesehen ist. Es ist vorteilhaft eine Zuführleitung für das Kühlmittel vorgesehen.
-
Für einen Rücklauf von Schmutzwasser ist vorteilhaft eine Entsorgungsleitung vorgesehen.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist vorgesehen, dass in dem Spindeladapter eine Ausnehmung und in demWerkzeugadapter oder dem Basisadapter ein Mitnehmerstift angeordnet sind, und dass bei Anordnung des Werkzeugadapters oder des Basisadapters an dem Spindeladapter der Mitnehmerstift in der Ausnehmung angeordnet ist.
-
Die Werkstückspindel und die Werkzeugspindel werden bei den verschiedenen Bearbeitungsprozessen des Polierens, des Abrichtens oder des Schleifens in Drehung versetzt. Da der Spindeladapter und der Basisadapter oder der Spindeladapter und der Werkzeugadapter in axialer-Richtung der Spindel mittels einer Haltekraft verbunden sind, muss sichergestellt werden, dass auch bei der Drehbewegung der Spindeln der Basisadapter oder der Werkzeugadapter sich drehen. Das heißt, die Rotation des Spindeladapters muss auf den Werkzeugadapter oder den Basisadapter übertragen werden. Hierzu ist vorteilhaft in dem Werkzeugadapter oder dem Basisadapter ein Mitnehmerstift angeordnet und in dem Spindeladapter eine Ausnehmung. Durch denMitnehmerstift erfolgt die Mitnahme des Werkzeugadapters oder des Basisadapters bei Drehung des Spindeladapters.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist vorgesehen, dass in dem Spindeladapter ein Mitnehmerstift und in dem Werkzeugadapter oder dem Basisadapter eine Ausnehmung angeordnet sind, und dass bei Anordnung des Werkzeugadapters oder des Basisadapters an dem Spindeladapter der Mitnehmerstift in der Ausnehmung angeordnet ist.
-
Diese Ausführungsform gewährleistet, dass die Rotation des Spindeladapters auf den Werkzeugadapter oder den Basisadapter übertragen wird.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist vorgesehen, dass zwischen dem Spindeladapter und dem Werkzeugadapter, oder dass zwischen dem Spindeladapter und dem Basisadapter eine Ausnehmung angeordnet ist.
-
Diese Ausführungsform weist den Vorteil auf, dass in der Ausnehmung ein Werkzeug, beispielsweise ein Schraubendreher, angesetzt werden kann, um den Werkzeugadapter oder den Basisadapter von dem jeweiligen Spindeladapter zu lösen. Diese Ausführungsform ist vorteilhaft, wenn als Haltekraft eine Magnetkraft eines Permanentmagneten vorgesehen ist. Wird eine pneumatische oder hydraulische oder elektromagnetische Haltekraft vorgesehen, ist diese Ausnehmung nicht zwingend erforderlich.
-
Eine weitere vorteilhafte Ausführungsform der Erfindung sieht vor, dass der an dem Basisadapter angeordnete Linsenhalter als Membranhalter oder als hydrostatischer Halter oder als Linsenhalter mit einem elastischen und porösen Belag ausgebildet ist.
-
Diese Halter weisen den Vorteil auf, dass sie die Linsen zuverlässig für den Poliervorgang der Linse positionieren.
-
Ein Membranhalter weist einen zylindrischen Grundkörper mit einem Umfassungsring auf, einen auf dem Grundkörper aufsitzenden Halter für eine Membran, eine daran festgelegte Membran aus elastischem Material sowie eine Kanalanordnung zur Zuführung beziehungsweise zur Abführung von Luft. Die Membran unterstützt die in den Linsenhalter eingesetzte Linse und bildet zusammen mit dem Halter für die Membran einen Hohlraum. In diesen kann über die Kanalanordnung Druckluft eingelassen werden, so dass die auf der Membran aufsitzende Linse kardanisch gleichmäßig gegen das oberhalb der Linsenhalterung geführte Bearbeitungswerkzeug, nämlich das Polierwerkzeug, gepresst wird. Diese Linsenhalterung sitzt auf der Werkstückspindel, die angetrieben wird und die Linsenhalterung wird zum Polieren mittels eines Linearvorschubes gegen das Polierwerkzeug gefahren.
-
Bei einem hydrostatisch gelagerten Linsenhalter ist eine plattenförmige Trägerplatte vorgesehen, an deren Rückseite sich ein zapfenförmiger Vorsprung befindet. Im Zentrum der Vorderseite der Trägerplatte ist die zu bearbeitende Linse festgelegt. Mit dem zapfenförmigen Vorsprung steckt der Linsenhalter in einer Lagerausnehmung, die von einer Stirnfläche umgeben ist. Es verbleibt ein Spalt zwischen dem Werkstückhalter, das heißt dem Linsenhalter, und der Lagerausnehmung, der am Ende des zapfenförmigen Vorsprunges am Umfang des zapfenförmigen Vorsprunges sowie zwischen der Rückseite der plattenförmigen Trägerplatte und der Stirnfläche ausgebildet ist. In dem Spalt wird im Bereich des Endes des zapfenförmigen Vorsprunges ein Fluid gepresst, das in der Folge durch den Spalt am Umfang der plattenförmigen Trägerplatte austritt. Hierdurch wird der Werkstückhalter hydrostatisch gelagert. Damit wird ermöglicht, die zu bearbeitende Linse mit dem auf den Linsenhalter wirkenden Fluiddruck gegen das Bearbeitungswerkzeug zu drücken, wobei durch den offenen Spalt auch Ausgleichsbewegungen der Linse in Axialrichtung freibleiben.
-
Der Linsenhalter mit einem elastischen und porösen Belag weist vorteilhaft einen Werkstückträger zur Festlegung wenigstens einer ersten Fläche der optischen Linse auf, wobei der Werkstückträger eine poröse und elastische Auflage zur Festlegung der wenigstens einen ersten Fläche der optischen Linse aufweist, und wobei die Auflage als eine für das Poliermittel durchlässige Auflage ausgebildet ist.
-
Diese Linsenhalterung weist den Vorteil auf, dass sie eine Kombination aus einer elastischen und porösen Auflage und einer hydrostatischen Lagerung aufweist, bei der das Poliermittel mit Druck durch die Auflage strömt.
-
Hierdurch ist die Kraft, die orthogonal auf die erste Fläche der optischen Linse wirkt, über die gesamte erste Fläche der optischen Linse gleichmäßig verteilt und konstant.
-
Durch die Ausbildung dieses Linsenhalters mit einem elastischen und porösen Belag und einer hydrostatischen Lagerung verändert sich der Abstand der optischen Linse zu dem Linsenhalter während des Poliervorganges nicht oder nur in sehr geringfügigem Maß. Dieses ist ein wesentlicher Vorteil gegenüber der rein hydrostatischen Lagerung.
-
Der elastische und poröse Belag ist vorteilhaft derart aufgebaut, dass der Belag als ein für ein Poliermittel durchlässiger Belag ausgebildet ist.
-
Gemäß einer weiteren vorteilhaftenAusführungsform der Erfindung ist vorgesehen, dass das Abrichtwerkzeug als ringförmiges Topfwerkzeug ausgebildet ist. Diese Ausführungsform weist den Vorteil auf, dass Topfwerkzeuge eine außerordentlich gute Standzeit aufweisen. Das Werkzeug ist vorteilhaft als ein galvanisch belegtes Diamantwerkzeug ausgebildet.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist vorgesehen, dass die Spindeladapter der Werkzeugspindel identisch ausgebildet sind, oder dass die Spindeladapter der Werkstückspindel identisch ausgebildet sind, oder dass die Basisadapter für den Linsenhalter identisch ausgebildet sind, oder dass die Werkzeugadapter für das Polierwerkzeug oder für das Schleifwerkzeug identisch ausgebildet sind.
-
Diese Ausführungsform weist den Vorteil auf, dass für die Vorrichtung Basisbauteile für ein modulares Standardkonzept vorhanden sind. Diese Basisbauteile sind sowohl für die Linsenhalterung, das heißt für das Werkstückfutter, als auch für das Werkzeug (Abrichtwerkzeug oder Polierwerkzeug oder Schleifwerkzeug) im Aufbau vorteilhaft immer gleich. Diese Basisbauteile sind vorteilhaft in einer Standardabmessungsreihe vorhanden.
-
Die jeweiligen Bauteile, die verwendet werden sollen, werden vom Bediener oder durch eine Vorgabe der Vorrichtung ausgewählt. Die Vorgabe der Vorrichtung entsteht unmittelbar aus den Angaben der Linsenform. Die Linsenformdaten werden vorteilhaft mit einer KI-basierten Software in der Vorrichtung, vorteilhaft in einer Steuereinrichtung, abgespeichert. Die Vorrichtung steuert sowohl die notwendigen Werkzeuge, die verwendet werden sollen, als auch die Prozessparameter für die spätere Bearbeitung der Linse. Gemäß einer vorteilhaften Ausführungsform der Erfindung können die Daten der Werkzeuge und/oder die Daten der Prozesse vorteilhaft über einen RFID-Chip innerhalb der Werkzeuge abgespeichert werden. Lediglich der Linsenhalter und das Polierwerkzeug sind linsenspezifische Teile.
-
Die Polierwerkzeuge und die Linsenhalter sind vorteilhaft als Halbfertigteile vorhanden. Diese können in einem kleinen Vorratslager vorhanden sein. Durch die Vorgabe der Vorrichtung werden die entsprechenden Teile entnommen und mit den Adaptern lösbar fest verbunden.
-
Die Zusammensetzung der verschiedenen Bauteile erfolgt vorteilhaft zu einer entsprechenden Baugruppe:
- a) Werkzeug-Baugruppe
- b) Werkstück-Baugruppe (Linsenhalter-Baugruppe).
-
Diese Zusammensetzung wird vorteilhaft über eine Vorgabe der Maschinensoftware festgelegt und kann auf einem Display der Vorrichtung dargestellt werden. Die Vorrichtung weist vorteilhaft ein Display auf.
-
Nach der Zusammensetzung der Baugruppen werden diese auf der erfindungsgemäßen Vorrichtung, die vorteilhaft als CNC-gesteuerte Vorrichtung ausgebildet ist, montiert und mittels eines Schleifwerkzeuges gefertigt. Das Schleifwerkzeug ist vorteilhaft ebenfalls als Standardschleifwerkzeug ausgebildet.
-
Mit dem Abrichtwerkzeug wird die finale Form des Polierwerkzeuges hergestellt. Mit dem Schleifwerkzeug wird die finale Form des Linsenhalters hergestellt.
-
Nachdem die linsenspezifischen Teile (Polierwerkzeug und Linsenhalter) hergestellt sind, werden diese Teile in die erfindungsgemäße Vorrichtung, vorzugsweise in die CNC-gesteuerte Vorrichtung, eingebaut.
-
Anschließend kann der Polierprozess durchgeführt werden.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist vorgesehen, dass die Werkzeugspindel in Bezug auf die Richtung ihrer Längsachse federnd gelagert ist oder dass die Werkzeugspindel in Bezug auf die Richtung ihrer Längsachse fixierbar ist, und dass die Lagerung der Werkzeugspindel in Bezug auf die Längsachse der Werkzeugspindel zwischen der federnden Lagerung und der fixierten Lagerung umschaltbar ist.
-
Vorteilhaft ist die Werkzeugspindel für diese Art der Lagerung geteilt ausgebildet. Die Werkzeugspindel besteht vorteilhaft aus einer äußeren Spindel und einer inneren Spindel. Die äußere Spindel kann über einen Motor angetrieben ausgebildet sein. Die innere Spindel ist gegenüber der äußeren Spindel in axialer Richtung verschiebbar. Vorteilhaft ist ein Mitnehmerstift vorgesehen, der die Drehbewegung der äußeren Spindel auf die innere Spindel überträgt.
-
Andere Lagerungen der Werkzeugspindel sind ebenfalls denkbar.
-
Das bedeutet, dass zum Beispiel der Poliervorgang derart durchgeführt werden kann, dass die Werkzeugspindel in Richtung ihrer Längsachse ausweichbar gelagert ist. Hierdurch wird ein Crashschutz erreicht.
-
Die Linse liegt üblicherweise mit einem bestimmten Arbeitsdruck auf der Linsenhalterung auf. Die federnde Lagerung der Werkzeugspindel weist den Vorteil auf, dass bei einem Überschreiten des Arbeitsdruckes die Vorrichtung keinen Schaden nimmt, sondern dass die Werkzeugspindel mit dem Polierwerkzeug in Richtung der Längsachse der Werkzeugspindel ausweichen kann. Hierdurch wird eine Beschädigung der Vorrichtung vermieden. Insbesondere beim Einstellprozess kommt häufiger ein Crash vor. Üblicherweise muss zwischen der Linse und dem Linsenhalter ein geringer Abstand vorhanden sein. Dieser Abstand ist für einen Bediener jedoch nicht genau verifizierbar. Ist der Abstand nicht vorhanden, kann es zu einem Crash kommen. Da die Vorrichtungen sehr sensibel sind, können durch einen Crash ein bis zwei Tage an Arbeitszeit verloren gehen.
-
Für einen Schleifvorgang, bei dem der Linsenhalter bearbeitet wird oder für einen Abrichtvorgang zum Abrichten des Polierwerkzeuges, kann die Werkzeugspindel in Richtung ihrer Längsachse fixiert werden. Das heißt, dass bei dem Schleifvorgang eine höhere Genauigkeit erzielt werden kann, als wenn die Werkzeugspindel ausweichbar gelagert ist.
-
Es besteht jedoch auch die Möglichkeit, den Poliervorgang mit einer in Richtung ihrer Längsachse fixierten Werkzeugspindel durchzuführen oder einen Schleifvorgang des Linsenhalters oder den Abrichtvorgang des Polierwerkzeuges mit einer federnd gelagerten Werkzeugspindel durchzuführen.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist vorgesehen, dass ein Anschlag für eine maximale Auslenkung der in Bezug auf die Längsachse der Werkzeugspindel federnden Lagerung der Werkzeugspindel vorgesehen ist.
-
Um eine hohe Genauigkeit, insbesondere beim Poliervorgang, zu erhalten, wird die Maximalauslenkung der Werkzeugspindel, wenn diese in Richtung ihrer Längsachse federnd gelagert ist, begrenzt.
-
Das erfindungsgemäße Verfahren zum Polieren sphärischer Oberflächen von Linsen aus Glas mit einer Vorrichtung mit einer rotierend angetriebenen Werkzeugspindel zur Aufnahme eines Bearbeitungswerkzeuges zeichnet sich dadurch aus, dass das Polieren der Linsen auf der Vorrichtung, die als Zwei-Spindel-Maschine mit einer Werkzeugspindel und einer Werkstückspindel ausgebildet ist, durchgeführt wird.
-
Das erfindungsgemäße Verfahren weist den Vorteil auf, dass das Polieren der Linse lediglich auf einer Zwei-Spindel-Maschine durchgeführt wird. Das heißt, das Verfahren wird auf einer Vorrichtung durchgeführt, die lediglich eine Werkzeugspindel und eine Werkstückspindel aufweist. Es sind ausschließlich zwei Spindeln, nämlich die Werkzeugspindel und die Werkstückspindel, vorgesehen.
-
Gemäß einer vorteilhaften Ausführungsform des erfindungsgemäßen Verfahrens ist vorgesehen,
- a) dass an dem an der Werkstückspindel angeordneten Spindeladapter ein Basisadapter mit einem Abrichtwerkzeug angeordnet wird, und
- b) dass an dem an der Werkzeugspindel angeordneten Spindeladapter ein Werkzeugadapter mit einem Polierwerkzeug angeordnet wird,
- c) dass anschließend ein Abrichtprozess des Polierwerkzeuges mit dem Abrichtwerkzeug durchgeführt wird,
- d) dass der Basisadapter mit dem Abrichtwerkzeug von dem Spindeladapter der Werkstückspindel gelöst wird, und dass ein Basisadapter mit einem Linsenhalter an dem Spindeladapter der Werkstückspindel angeordnet wird, und
- d) dass die Linse anschließend mit dem Polierwerkzeug po-liert wird.
-
Gemäß dem erfindungsgemäßen Verfahren wird an der Werkstückspindel, nämlich an dem an der Werkstückspindel angeordneten Spindeladapter, das Abrichtwerkzeug, welches an einem Basisadapter angeordnet ist, angeordnet. Darüber hinaus wird an der Werkzeugspindel das Polierwerkzeug angeordnet, und zwar wird der Werkzeugadapter des Polierwerkzeuges an dem Spindeladapter der Werkzeugspindel befestigt. Anschließend kann ein Abrichtprozess des Polierwerkzeuges mit dem Abrichtwerkzeug durchgeführt werden. Nach dem Abrichtprozess wird der Basisadapter mit dem Abrichtwerkzeug von dem Spindeladapter der werkzeugspindel gelöst und gegen einen Linsenhalter, der ebenfalls einen Basisadapter aufweist, eingetauscht. Anschließend kann die Linse mit dem Polierwerkzeug poliert werden.
-
Gemäß einer weiteren vorteilhaften Ausführungsform des erfindungsgemäßen Verfahrens ist vorgesehen,
- a) dass an dem an der Werkzeugspindel angeordneten Spindeladapter ein Werkzeugadapter mit einem Schleifwerkzeug angeordnet wird, und
- b) dass an dem an der Werkstückspindel angeordneten Spindeladapter ein Basisadapter mit einem Linsenhalter angeordnet wird, und
- c) dass anschließend mit dem Schleifwerkzeug eine Oberfläche des Linsenhalters bearbeitet wird, und
- d) dass anschließend die Linse in dem Linsenhalter angeordnet wird, und dass an dem an der Werkzeugspindel angeordneten Spindeladapter der Werkzeugadapter mit dem Polierwerkzeug angeordnet wird, und
- e) dass die Linse mit dem Polierwerkzeug poliert wird.
-
Gemäß diesem Verfahren wird an dem an der Werkzeugspindel angeordneten Spindeladapter ein Werkzeugadapter mit einem Schleifwerkzeug, vorzugsweise einem Topfwerkzeug, angeordnet, und an dem an der Werkstückspindel angeordneten Spindeladapter wird ein Basisadapter mit einem Linsenhalter angeordnet. Anschließend wird mit dem Schleifwerkzeug eine Oberfläche des Linsenhalters bearbeitet. Daran anschließend wird die Linse in dem Linsenhalter angeordnet und an dem an der Werkzeugspindel angeordneten Spindeladapter wird der Werkzeugadapter mit dem Polierwerkzeug angeordnet, nachdem der Werkzeugadapter mit dem Schleifwerkzeug entfernt wurde. Anschließend wird die Linse mit dem Polierwerkzeug bearbeitet.
-
Das erfindungsgemäße Verfahren weist den Vorteil auf, dass das Verfahren auf einer Zwei-Spindel-Maschine durchgeführt werden kann. Der besondere Vorteil liegt darin, dass die Werkzeuge sowie der Linsenhalter an den Werkstückspindeln je nach Bedarf und vorgesehenen Arbeitsschritten angeordnet werden können. Dieses wird durch die Adapter gewährleistet, die ein einfaches Auswechseln der Werkzeuge und des Linsenhalters ermöglichen.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung ist vorgesehen, dass nach dem Poliervorgang die Linse vermessen und Messwerte ermittelt werden.
-
Vorteilhaft werden die Messwerte in die erfindungsgemäße Vorrichtung, vorteilhaft in eine Steuereinheit, übertragen. Die Übertragung erfolgt vorteilhaft online. Mittels einer Software, vorzugsweise einer KI-basierenden Software, wird vorgeschlagen, welcher Arbeitsschritt als Nächstes durchgeführt wird. Dies kann ein weiterer Abrichtprozess sein oder eine Art der Prozesskorrektur.
-
Gemäß einer weiteren vorteilhaften Ausführungsform der Erfindung werden die Messwerte in einer Steuereinheit der Vorrichtung abgespeichert und eine in der Steuereinheit angeordnete Künstliche Intelligenz gibt eine Mitteilung aus, ob ein weiterer Abrichtprozess oder eine Prozesskorrektur durchgeführt werden soll.
-
Dieses erfindungsgemäße Verfahren weist den Vorteil auf, dass das Verfahren zum Polieren einer Linse optimiert werden kann. Der Bediener wird durch die Künstliche Intelligenz unterstützt und erhält Vorschläge, welche Bauteile in der Vorrichtung verwendet werden sollen, um einen optimalen Polierprozess der Linse durchzuführen.
-
Gemäß einer weiteren vorteilhaften Ausführungsform des erfindungsgemäßen Verfahrens ist vorgesehen, dass der Poliervorgang mit einer in Richtung der Längsachse der Werkzeugspindel federnden Lagerung der Werkzeugspindel und des an der Werkzeugspindel angeordneten Polierwerkzeuges durchgeführt wird.
-
Beim Einstellprozess können Crashs auftreten, wenn zwischen der Linse und dem Linsenhalter kein ausreichender Abstand, das heißt nicht ausreichend Luft, vorgesehen ist. Um diese Crashs zu vermeiden, ist es vorteilhaft, den Poliervorgang mit einer in Richtung der Längsachse der Werkzeugspindel federnd gelagerten Werkzeugspindel durchzuführen. Die Werkzeugspindel mit dem daran angeordneten Polierwerkzeug kann in Richtung der Längsachse der Werkzeugspindel ausweichen, wenn ein Arbeitsdruck überschritten wird. Hierdurch ist es möglich, eine Beschädigung der Vorrichtung zu vermeiden. Die Vorrichtung ist sehr empfindlich, so dass bei einem Crash die Vorrichtung durchaus ein bis zwei Arbeitstage ausfallen kann.
-
Gemäß einer weiteren vorteilhaften Ausführungsform des erfindungsgemäßen Verfahrens ist vorgesehen, dass der Abrichtvorgang des Polierwerkzeuges oder der Schleifvorgang des Linsenhalters mit einer in Richtung der Längsachse der Werkzeugspindel fixierten Werkstückspindel durchgeführt wird.
-
Zwischen der federnden Lagerung der Werkzeugspindel und der in Richtung der Längsachse der Werkzeugspindel fixierten Lagerung kann vorteilhaft umgeschaltet werden. Hierdurch ist es möglich, den Poliervorgang beispielsweise mit einer federnd gelagerten Werkzeugspindel durchzuführen und beispielsweise einen Abrichtvorgang des Polierwerkzeuges oder einen Schleifvorgang des Linsenhalters mit einer in Richtung der Längsachse der Werkzeugspindel fixierten Werkstückspindel durchzuführen.
-
Vorteilhaft kann eine pneumatische Umschaltvorrichtung vorgesehen sein zwischen der Umschaltung der in Richtung der Längsachse der Werkzeugspindel festen oder fixierten Lagerung.
-
Es besteht auch die Möglichkeit, andere Umschaltvorrichtungen, beispielsweise elektrisch, hydraulisch oder, magnetisch betätigbare Vorrichtungen vorzusehen.
-
Der Poliervorgang wird vorteilhaft mit einer in Richtung der Längsachse der Werkzeugspindel federnden Lagerung durchgeführt. Der Poliervorgang kann jedoch auch mit einer in Richtung der Längsachse der Werkzeugspindel festen Lagerung durchgeführt werden.
-
Der Abrichtvorgang oder der Schleifvorgang des Linsenhalters wird vorteilhaft mit einer in Richtung der Längsachse der Werkzeugspindel festen Lagerung durchgeführt. Es ist auch möglich, den Abrichtvorgang oder den Schleifvorgang des Linsenhalters mit einer in Richtung der Längsachse der Werkzeugspindel federnden Lagerung durchzuführen.
-
Eine weitere vorteilhafte Ausführungsform des erfindungsgemäßen Verfahrens sieht vor, dass beim Abrichtprozess des Polierwerkzeuges oder des Linsenhalters über eine Ventilsteuerung eine Flüssigkeitszufuhr von einer Poliermittelzufuhr auf eine Frischwasserzufuhr umgeschaltet wird.
-
Beim Abrichtprozess des Polierwerkzeuges oder des Linsenhalters wird vorteilhaft Frischwasser zugeführt und das Abwasser abgeführt. Durch die Spülung der Leitungen mit Frischwasser wird vermieden, dass die Poliersuspension für den Poliervorgang der Linse mit Spänen des Polierwerkzeuges oder mit Material des Linsenhalters verunreinigt wird.
-
Vorteilhaft erfolgt die Umschaltung von einer Poliermittelzufuhr auf eine Frischwasserzufuhr oder umgekehrt automatisch.
-
Gemäß einer weiteren Ausführungsform kann die Umschaltung von der Poliermittelzufuhr auf die Frischwasserzufuhr oder umgekehrt für eine automatische Maschinenreinigung eingesetzt werden.
-
Weitere Merkmale und Vorteile der Erfindung ergeben sich anhand der zugehörigen Zeichnungen, in denen verschiedene Ausführungsformen der erfindungsgemäßen Vorrichtung dargestellt sind, ohne die Erfindung auf diese Ausführungsbeispiele zu beschränken. In den Zeichnungen zeigen:
- Fig. 1
- eine erfindungsgemäße Vorrichtung in perspektivischer Ansicht;
- Fig. 2
- einen Spindeladapter, teilweise geschnitten;
- Fig. 3
- den Spindeladapter gemäß Fig. 2 in Draufsicht;
- Fig. 4
- einen Linsenhalter im Querschnitt;
- Fig. 5
- ein geändertes Ausführungsbeispiel eines Linsenhalters im Querschnitt;
- Fig. 6
- ein geändertes Ausführungsbeispiel eines Linsenhalters im Querschnitt;
- Fig. 7
- ein Abrichtwerkzeug im Querschnitt;
- Fig. 8
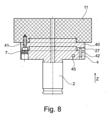
- ein Polierwerkzeug mit Werkstückadapter und Spindeladapter im Querschnitt;
- Fig. 9
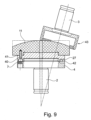
- ein Polierwerkzeug und ein Schleifwerkzeug im Querschnitt;
- Fig. 10
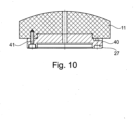
- ein bearbeitetes Polierwerkzeug im Querschnitt;
- Fig. 11
- ein Schleifwerkzeug für einen Linsenhalter bei der Bearbeitung des Linsenhalters im Querschnitt;
- Fig. 12
- ein Polierwerkzeug und eine Linse mit entsprechender Anordnung an den Spindeln im Querschnitt;
- Fig. 13
- ein Abrichtwerkzeug und ein Polierwerkzeug mit entsprechenden Halterungen an den Spindeln im Querschnitt;
- Fig. 14
- einen Längsschnitt durch eine Werkzeugspindel mit federnder Lagerung.
-
Fig. 1 zeigt eine Vorrichtung 1, die ein Gestell 12 aufweist mit einer Tischfläche 14, auf dem ein Gehäuse 19 angeordnet ist. Mit dem Gehäuse 19 ist ein Kopf 20 verbunden, der einen Antrieb 21 aufweist und eine von einem Motor 23 angetriebene Werkzeugspindel 2 haltert. An einem Vertikalrahmen 24 ist ein Schlitten 25 angeordnet, der einen Drehantrieb 28 für eine an dem Schlitten 25 gehalterte Werkstückspindel 3 aufweist. Die Werkzeugspindel 2 trägt einen Spindeladapter 4. Die Werkstückspindel 3 trägt einen Spindeladapter 5.
-
Für den Schlitten 25 ist ein Vorschubantrieb 26 vorgesehen, der eine Bewegung in Richtung einer Z-Achse ermöglicht. Der Kopf 20 ist um eine Querachse Y schwenkbar, wozu ein zweiter Vorschubantrieb (in Fig. 1 nicht dargestellt) vorgesehen ist. Durch die Schwenkbewegung des Kopfes 20 um die Querachse Y in Verbindung mit einer Drehbewegung der Werkzeugspindel 2 und der Werkstückspindel 3 lassen sich die für das Polieren einer Linse (in Fig. 1 nicht dargestellt) und die für das Abrichten des Polierwerkzeuges (nicht dargestellt) notwendigen Bewegungen erzeugen.
-
Fig. 2 zeigt den Spindeladapter 5, der an der Werkstückspindel 3 angeordnet ist. Der Spindeladapter 5 weist einen Grundkörper 6 auf, der Permanentmagneten 7 aufweist.
-
Wie der Fig. 3 zu entnehmen ist, sind mehrere Permanentmagnete 7 über den Umfang des Spindeladapters 5 verteilt angeordnet. Die Permanentmagnete 7 sind gleichmäßig verteilt über den Umfang angeordnet.
-
Bei der erfindungsgemäßen Vorrichtung 1 erfolgt ein automatisches Umschalten von der Zufuhr eines Poliermittels (nicht dargestellt), welches während des Poliervorganges zugeführt wird, auf eine Zufuhr von Spülwasser, wenn die Werkzeuge geschliffen werden.
-
Wie in Fig. 2 dargestellt, ist der Spindeladapter 5 fest oder lösbar fest mit der Werkstückspindel 3 verbunden. Der Spindeladapter 5 weist einen Mitnehmerstift 8 auf, der in eine Ausnehmung eines Werkzeugadapters (in Fig. 2 nicht dargestellt) greifen kann.
-
Der Spindeladapter 5 weist darüber hinaus einen O-Ring. 9 auf. Durch den Spindeladapter 5 wird Luft zu einem an dem Spindeladapter 5 anzuordnenden Linsenhalter geführt. Der O-Ring 9 dient zur Abdichtung;
-
An dem Spindeladapter 5 der Werkstückspindel 3 können die gemäß den Fig. 4, 5, 6 und 7 dargestellten Linsenhalter oder Werkzeuge angeordnet werden.
-
Gemäß Fig. 4 ist ein sogenannter Hydrospeed-Halter 15 dargestellt, der an dem Spindeladapter 5 angeordnet werden kann. In dem Halter 15 ist eine Linse 10 angeordnet. Lediglich schematisch ist das Polierwerkzeug 11 in Fig. 4 dargestellt. Der Linsenhalter 15 weist einen Grundkörper 16 auf. An dem Grundkörper 16 ist mittels Schrauben 17 ein Linsenring 18 befestigt. In dem Linsenring 18 ist die Linse 10 gegen ein radiales Ausweichen gehalten. Durch eine Bohrung 22 wird Luft oder ein Poliermittel, vorzugsweise eine Polierflüssigkeit, geführt, um die Linse 10 während des Poliervorganges an das Polierwerkzeug 11 zu drücken.
-
Der Linsenhalter 15 weist eine Ausnehmung 27 auf. In dieser Ausnehmung kann ein Werkzeug, beispielsweise ein Schraubendreher, eingeführt werden, um den Linsenhalter 15 von dem Spindeladapter 5 zu lösen, das heißt, um die Magnetkraft zu überwinden.
-
In dem Polierwerkzeug 11 ist ein RFID-Chip 30 angeordnet, der lediglich schematisch dargestellt ist. In dem RFID-Chip 30 können Daten des Werkzeuges und/oder Daten der Polierprozesse abgespeichert werden.
-
Fig. 5 zeigt einen Linsenhalter 29, der als Membranhalter ausgebildet ist. Der Linsenhalter 29 weist einen Grundkörper 30 auf, an dem mittels Schrauben 31 ein Linsenring 32 befestigt ist. Der Linsenhalter 29 weist eine Membran 33 auf, die an der Linse 10, die von dem Linsenring 32 gegen ein radiales Ausweichen gehalten wird, anliegt. Durch eine Bohrung 34 wird Luft geführt, so dass sich die Membran 33 an die Linse 10 anlegt und diese gegen das Polierwerkzeug 11 drückt.
-
In dem Polierwerkzeug 11 ist ein RFID-Chip 30 angeordnet, der lediglich schematisch dargestellt ist. In dem RFID-Chip 30 können Daten des Werkzeuges und/oder Daten der Polierprozesse abgespeichert werden.
-
Gemäß Fig. 6 ist ein Linsenhalter 35 gezeigt, der als hydrostatischer Linsenhalter ausgebildet ist. Der Linsenhalter 35 weist einen Grundkörper 36 auf. An dem Grundkörper 36 ist mittels Schrauben 37 ein Linsenring 38 angeordnet, der die Linse 10 gegen ein radiales Ausweichen hält. In dem Linsenhalter 35 ist ein elastischer und poröser Belag 13 angeordnet. Durch die Bohrung 22 wird ein Fluid geleitet, vorzugsweise ein Poliermittel. Dieses Poliermittel strömt durch den elastischen und porösen Belag 13, so dass die Linse 10 hydrostatisch gelagert ist und während des Poliervorganges gegen das Polierwerkzeug 11 gedrückt wird.
-
In dem Polierwerkzeug 11 ist ein RFID-Chip 30 angeordnet, der lediglich schematisch dargestellt ist. In dem RFID-Chip 30 können Daten des Werkzeuges und/oder Daten der Polierprozesse abgespeichert werden.
-
Die Linsenhalter gemäß den Fig. 4, 5 und 6 weisen jeweils die Ausnehmung 27 auf. In die Ausnehmung kann ein Werkzeug, beispielsweise ein Schraubendreher, eingeführt > werden, um den Basisadapter 16 von dem Spindeladapter 5 zu lösen.
-
Die Basisadapter 16, die in den Fig. 4, 5 und 6 dargestellt sind, sind derart aufgebaut, dass sie mittels der Magnete 7 an dem Spindeladapter 5 angeordnet werden können. Die Basisadapter 16 tragen jeweils lediglich einen anderen Linsenhalter 15, 29 oder 35.
-
Anstelle eines Linsenhalters 15, 29 oder 35 kann an dem Basisadapter 16 auch, wie in Fig. 7 dargestellt, das Abrichtwerkzeug 39 angeordnet sein. Das Abrichten des Polierwerkzeuges kann damit innerhalb der Vorrichtung, das heißt der Poliermaschine, durchgeführt werden. Durch die Austauschbarkeit der Linsenhalter 15, 29, 35 mittels des Werkstückadapters 40 gegen das Abrichtwerkzeug 39, welches an einem Basisadapter 16 angeordnet ist, werden Umrüstphasen sehr kurz gestaltet. Darüber hinaus wird die Qualität der polierten Linsen beträchtlich erhöht, weil auftretende Wechselungenauigkeiten vollständig entfallen.
-
Die Linsenhalter 15, 29, 35 sind lösbar fest an dem Basisadapter 16 angeordnet. Jeder Linsenhalter 15, 29, 35 weist einen eigenen Basisadapter 16 auf. Das Abrichtwerkzeug 39 weist einen eigenen Basisadapter 16 auf. Das Polierwerkzeug 11 und das Schleifwerkzeug 44 weisen jeweils einen eigenen Werkzeugadapter 40 auf.
-
In dem Polierwerkzeug 11 ist ein RFID-Chip 30 angeordnet, der lediglich schematisch dargestellt ist. In dem RFID-Chip 30 können Daten des Werkzeuges und/oder Daten der Polierprozesse abgespeichert werden. In dem Abrichtwerkzeug 39 ist ein RFID-Chip 36 angeordnet. In dem RFID-Chip 30 können Daten des Werkzeuges und/oder Daten der Abrichtprozesse abgespeichert werden.
-
Fig. 8 zeigt das Polierwerkzeug 11, welches an einem, Werkzeugadapter 40 angeordnet ist. Das Polierwerkzeug 11 und der Werkzeugadapter 40 sind mittels Schrauben 41 lösbar fest miteinander verbunden. Der Werkzeugadapter 40 ist an dem Spindeladapter 4 der Werkzeugspindel 2 lösbar angeordnet. Der Spindeladapter 4 weist hierzu die Permanentmagnete 7 auf. In dem Werkzeugadapter 40 ist die Ausnehmung 27 angeordnet, um den Werkzeugadapter 40 von dem Spindeladapter 4 einfacher lösen zu können. Darüber hinaus weist der Spindeladapter 4 einen Mitnehmerstift 42 auf, damit eine Drehbewegung, die der Spindeladapter 4 durchführt, auf den Werkzeugadapter 40 übertragen wird. Die Magnetkraft der Permanentmagneten 7 wirkt in erster Linie in Z-Richtung, das heißt in axialer Richtung der Werkzeugspindel 2. Um die Rotationskraft der Werkzeugspindel 2 auf den Werkzeugadapter 40 zu übertragen, ist der Mitnehmerstift 42 vorgesehen. Der Mitnehmerstift 42 hat eine Mitnahmefunktion. Der Mitnehmerstift 42 greift in die Ausnehmung 27. Für den Mitnehmerstift 42 kann auch eine gesonderte Ausnehmung (nicht dargestellt) in dem Werkzeugadapter 40 vorgesehen sein.
-
In dem Spindeladapter 4 ist ein RFID-Chip 45 angeordnet. In dem RFID-Chip 45 können Daten des Polierwerkzeuges 11 und/oder Daten der Polierprozesse abgespeichert werden.
-
Die RFID-Chips 30, 36, 45 können jeweils in den Werkzeugen 11, 39 oder dem Linsenhalter 15, 29, 35 angeordnet sein, oder sie können in den Adaptern 4, 5 der Werkzeuge 11, 39 oder des Linsenhalters 15, 29, 35 angeordnet sein.
-
In Fig. 9 sind gleiche Teile wie in Fig. 8 mit glei-chen Bezugszeichen versehen. Gemäß Fig. 9 wird das Polierwerkzeug 11 mit einem Schleifwerkzeug 43 bearbeitet. Durch die Bearbeitung mit dem Schleifwerkzeug 43 erhält das Polierwerkzeug 11 die finale Form. Das Schleifwerkzeug 43 ist als Topfwerkzeug ausgebildet.
-
Gemäß Fig. 10 ist das fertiggestellte Polierwerkzeug 11 dargestellt, welches auf dem Werkzeugadapter 40 angeordnet ist. Gleiche Teile sind mit gleichen Bezugszahlen wie in den Fig. 8 und 9 versehen.
-
Das gemäß Fig. 9 dargestellte Schleifwerkzeug 43 entspricht dem in Fig. 7 dargestellten Abrichtwerkzeug 39, welches in Fig. 9 lediglich schematisch dargestellt ist. Das in Fig. 9 dargestellte Schleifwerkzeug 43 ist ebenfalls auf einem Basisadapter 16 angeordnet und an der Werkstückspindel 3 lösbar fest angeordnet.
-
Fig. 11 zeigt den Linsenhalter 15, der an dem Basisadapter 16 mittels Schrauben 17 lösbar fest angeordnet ist. Der Werkzeugadapter 16 ist mittels der Permanentmagnete 7 lösbar an dem Spindeladapter 5 angeordnet. Der Spindeladapter 5 ist wiederum an der Spindel 3 angeordnet. Der Linsenhalter 15, das heißt der Linsenring 18, wird gemäß Fig. 11 mit einem Schleifwerkzeug 44 bearbeitet. Der Linsenring 18 erhält seine finale Form mit dem Schleifwerkzeug 44. Das Schleifwerkzeug 44 ist an dem Spindeladapter 4, der lediglich schematisch dargestellt ist, angeordnet. Der Spindeladapter 4 ist an der Werkzeugspindel 2 angeordnet. Das Schleifwerkzeug 44 ist als Topfwerkzeug ausgebildet.
-
Fig. 12 zeigt die Bearbeitung einer Linse 10 mit dem Polierwerkzeug 11. Die Linse 10 ist in dem Linsenhalter 15 angeordnet, der den Linsenring 18 aufweist. Der Linsenring 18 ist mittels Schrauben 17 an dem Basisadapter 16 angeordnet. Es handelt sich um eine lösbar feste Verbindung zwischen dem Linsenhalter 15 und dem Basisadapter 16. Der Basisadapter 16 ist mittels Magneten 7 an dem Spindeladapter 5 angeordnet. Der Spindeladapter 5 ist wiederum an der Werkstückspindel 3 angeordnet. Zur Abdichtung zwischen dem Basisadapter 16 und dem Spindeladapter 5 ist ein O-Ring 9 vorgesehen.
-
Der Spindeladapter 5 weist darüber hinaus einen Mitnehmerstift 8 auf, der zur Mitnahme des Basisadapters 16 dient, wenn der Spindeladapter 5 in eine Drehbewegung versetzt wird. Der Basisadapter 16 wird mittels des Mitnehmerstiftes 8 ebenfalls in eine Drehbewegung versetzt.
-
Das Polierwerkzeug 11 ist an dem Werkzeugadapter 40 mittels Schrauben 41 lösbar fest angeordnet. Der Werkzeugadapter 40 ist mittels Magneten 7 an dem Spindeladapter 4 angeordnet. Zur Abdichtung ist ebenfalls ein O-Ring 9 vorgesehen. Der Spindeladapter 4 ist an der Werkzeugspindel 2 angeordnet.
-
Mit dem dargestellten System ist es möglich, die Linse 10 mit dem Polierwerkzeug 11 zu polieren. Über die Adapterkombinationen Spindeladapter 4 und Werkzeugadapter 40 sowie Spindeladapter 5 und Basisadapter 16 lassen sich die Werkzeuge und Linsenhalterungen in einfacher Art und Weise austauschen. Ist es erforderlich, das Polierwerkzeug 11 nachzubearbeiten, wird die Linsenhalterung 15 mit dem Basisadapter 16 von dem Spindeladapter 5 gelöst und es wird das Abrichtwerkzeug 39 gemäß Fig. 7 mit dem Basisadapter 16 und dem Abrichtwerkzeug 39 an der Werkstückpindel 3 angeordnet.
-
Jedes Werkzeug oder jeder Linsenhalter weist einen eigenen Werkzeug- oder Basisadapter auf.
-
Ist es erforderlich, die Linsenhalterung 15 zu bearbeiten, wird von dem Aufbau der Fig. 12 ausgehend das Polierwerkzeug 11 mit dem Werkzeugadapter 40 von dem Spindeladapter 4 gelöst und es wird das Schleifwerkzeug 44 gemäß Fig. 11 mit dem Werkzeugadapter 40 an dem Spindeladapter 4 der Werkzeugspindel 2 angeordnet.
-
Auf diese Art und Weise ist es möglich, dass mit einer Zwei-Spindel-Vorrichtung der Polierprozess, der Abrichtprozess und der Bearbeitungsprozess der Linsenhalterung durchgeführt werden kann, ohne lange Umrüstzeiten zu benötigen. Dadurch, dass diese drei Prozesse auf ein und derselben Vorrichtung ablaufen, werden auch die Bearbeitungsgenauigkeiten deutlich erhöht.
-
Die Spindeladapter 4 und 5 sind universelle Teile. Auch die Werkzeugadapter 40 und die Basisadapter 16 sind universelle Teile. Lediglich das Polierwerkzeug 11 und die Linsenhalterungen 15, 29 und 35 sind linsenbezogene Teile. Diese linsenbezogenen Teile sind linsenspezifisch an die verschiedenen zu bearbeitenden und herzustellenden Linsen angepasst.
-
Der Spindeladapter 4 der Werkzeugspindel 2 kann größer ausgebildet sein als der Spindeladapter 5 der Werkstückspindel 3, da die Werkzeugadapter 4 die Werkzeuge, wie das Pölierwerkzeug 11 und das Schleifwerkzeug 43, aufnehmen. Der Basisadapter 16 kann kleiner ausgebildet sein als der Werkzeugadapter 40, da der Basisadapter 16 lediglich die relativ kleine Linsenhalterung 15, 29, 35 aufnimmt.
-
Es besteht auch die Möglichkeit, dass die Spindeladapter 4, 5 gleiche Größen aufweisen.
-
Vorteilhaft sind sämtliche Teile, die nicht linsenbezogen sind, nämlich der Spindeladapter 4, der Spindeladapter 5, der Basisadapter 16 und der Werkzeugadapter 40, normiert, so dass mit wenigen Teilen das System aufgebaut werden kann.
-
Die Werkzeuge, zum Beispiel das Polierwerkzeug 11, sind vorteilhaft aus Kunststoff hergestellt. Es handelt sich hierbei vorteilhaft um einen schleiffähigen Kunststoff.
-
Neu ist, dass die Bearbeitung (Abrichtprozess) des Polierwerkzeuges 11 in der erfindungsgemäßen Vorrichtung 1 erfolgt. Es ist nicht mehr erforderlich, den Abrichtvorgang des Polierwerkzeuges 11 oder des Linsenhalters 15 in einer gesonderten Maschine durchzuführen. Darüber hinaus kann auch die dritte Spindel, wie sie aus dem Stand der Technik bekannt ist, entfallen.
-
Vorteilhaft ist eine Steuereinrichtung (nicht dargestellt) in der erfindungsgemäßen Vorrichtung 1 vorgesehen. Die Linsendaten werden in die Steuereinrichtung eingegeben und dort abgespeichert. Eine Software, vorteilhaft eine KI-gesteuerte Software, schlägt vor, welche Werkzeuge zu kombinieren sind.
-
Die erfindungsgemäße Vorrichtung 1 und das erfindungsgemäße Verfahren weisen den Vorteil auf, dass normierte Bauteile, wie Spindeladapter 4, Spindeladapter 5, Basisadapter 16 oder Werkzeugadapter 40, verwendet werden können. Ein weiterer Vorteil besteht darin, dass eine softwaregesteuerte, vorzugsweise KI-gesteuerte, Nutzeroberfläche vorhanden ist. Ein weiterer besonderer Vorteil liegt darin, dass lediglich eine Zwei-Spindel-Maschine erforderlich ist.
-
Die Vorteile der Erfindung liegen darin, dass preiswerte Werkzeuge verwendet werden und dass die Werkzeugkosten reduziert sind.
-
Gemäß Fig. 12 ist ein O-Ring 59 zur Abdichtung zwischen dem Basisadapter 16 und dem Linsenring 18 vorgesehen.
-
Fig. 13 zeigt das Polierwerkzeug 11, welches an dem Werkzeugadapter 40 mittels Schrauben 41 lösbar fest angeordnet ist. Der Werkzeugadapter 40 ist an dem Spindeladapter 4 mittels Magneten 7 lösbar befestigt. Der Spindeladapter 4 ist an der Werkzeugspindel 2 angeordnet.
-
Zum Abrichten des Polierwerkzeuges 11 ist das Abrichtwerkzeug 39 vorgesehen. Das Abrichtwerkzeug 39 ist an dem Werkzeugadapter 16 angeordnet. Der Werkzeugadapter 16 ist lösbar an dem Spindeladapter 5 mittels Magneten 7 angeordnet. Der Spindeladapter 5 ist fest oder lösbar fest mit der Werkstückpindel 3 verbunden.
-
Fig. 14 zeigt die Werkzeugspindel 2, die in Richtung ihrer Längsachse L in Richtung des Doppelpfeiles A eine Ausweichbewegung durchführen kann.
-
Im unteren Teil der Fig. 14 ist das Polierwerkzeug 11 dargestellt, mit dem die Linse 10 poliert wird. Die Linse 10 ist in dem Linsenring 18 angeordnet. Der Linsenring 18 ist an dem Basisadapter 16 mittels einer Schraube 17 angeordnet. Das Polierwerkzeug 11 ist an einem in Fig. 14 nicht in Einzelheiten dargestellten Werkzeugadapter 40 angeordnet. Der Werkzeugadapter 40 ist, wie in Fig. 12 darge-stellt, ausgestaltet.
-
Der Werkzeugadapter 40 ist an der Werkzeugspindel 2 angeordnet. Die Werkzeugspindel 2 ist als geteilte Spindel ausgebildet mit einer äußeren Spindel 2a und einer inneren Spindel 2b. Die äußere Spindel 2a wird von einem Motor 56 über einen Riemen 54 angetrieben. Die äußere Spindel 2a überträgt ihre Drehbewegung über einen Mitnehmerstift 46 auf die innere Spindel 2b. Damit der Mitnehmerstift 46 sich in axialer Richtung in Richtung des Pfeiles A bewegen kann, ist ein Langloch 60 vorgesehen.
-
Für die federnde Lagerung ist eine Feder 47 vorgesehen. Die Feder 47 übt eine Kraft F2 in Richtung des Pfeiles B aus. Ein Druckluftzylinder 48 übt eine Kraft F1 in Richtung des Pfeiles C aus.
-
Es ist ein Anschlag 49 vorgesehen. Der Anschlag 49 kann als Mikrometeranschlag ausgebildet sein. Das bedeutet, dass der Anschlag eine maximale Hubbewegung in Richtung des Pfeiles B der inneren Spindel 2b begrenzt. Dieser Anschlag 49 kann sehr fein eingestellt werden.
-
Der Mitnehmerstift 46 ist vorteilhaft in einem Langloch (nicht dargestellt) angeordnet, so dass die innere Spindel 2b sich relativ zur äußeren Spindel 2a in Richtung des Pfeiles A bewegen kann, ohne dass der Mitnehmerstift 46 die Bewegung begrenzt.
-
Die äußere Spindel 2a ist mittels Kugellager (nicht dargestellt), die in Lagergehäusen 50, 55 angeordnet sind, gelagert, so dass sie eine Rotation um die Längsachse L mit einer vorgegebenen Drehgeschwindigkeit ω ausführen kann.
-
Die innere Spindel 2b weist eine durchgehende Längsbohrung 58 auf. Durch die Längsbohrung 58 kann Druckluft oder eine Poliersuspension geleitet werden. Die Druckluft oder Poliersuspension wird durch eine Rotationsdurchführung 45 in die Längsbohrung 58 der inneren Spindel 2b geleitet.
-
Mit der Ausführungsform des Adapters 40, mit dem das Polierwerkzeug 11 an der Werkzeugspindel 2 angeordnet ist, ist eine Druckluftzuführung nicht zwingend notwendig, so dass die Rotationsdurchführung 45 gegebenenfalls auch entfallen kann.
-
Die Werkzeugspindel 2 kann in zwei Arbeitsmodi betrieben werden. Beim ersten Arbeitsmodus ist die Werkzeugspindel 2 in Richtung der Längsachse L fest oder starr angeordnet. Das bedeutet, dass in Richtung des Pfeiles A kein Ausweichen der Werkzeugspindel 2 während der Bearbeitung der optischen Linse 10 erfolgt. Hierzu ist der Druckluftzylinder 48 in Richtung des Pfeiles C ausgefahren, so dass er gegen eine Halteplatte 51 drückt, und zwar mit der Kraft F1. Die Halteplatte 51 ist in Richtung des Doppelpfeiles A beweglich gelagert.
-
Der Druckluftzylinder 48 zur Betätigung eines Kolbens 52 ist an einem nicht näher dargestellten Gehäuseteil 53 angeordnet. Die Halteplatte 51 und das Gehäuseteil 53 sind in diesem Arbeitsmodus mit einem äquidistanten, nicht variablen Abstand zueinander angeordnet. Das bedeutet, dass die Werkzeugspindel 2 in diesem Arbeitsmodus in Richtung der Längsachse L der Werkzeugspindel 2 fest gelagert ist. Dennoch kann sich die Werkzeugspindel 2 um die Längsachse L drehen mit einer Drehgeschwindigkeit ω. Die feste Lagerung bezieht sich nur auf die Ausweichbarkeit in Richtung der Längsachse L der inneren Spindel 2b der Werkzeugspindel 2.
-
Im zweiten Arbeitsmodus wirkt zwischen der Halteplatte 51 und dem Gehäuseteil 53 die Feder 47. Die Feder 47 ist als Druckfeder ausgebildet. Die Feder 47 drückt die Halteplatte 51 von dem Gehäuseteil 53 in Richtung des Pfeiles B weg. Es wird von einer Kraft F+ auf eine Kraft F- umgeschaltet. Das heißt, die Federkraft F- steht in einem Schwebezustand mit der Federkraft FF der Feder 47. Die Feder 47 drückt die Halteplatte 51 von dem Gehäuseteil 53 mit der Federkraft FF weg. Die in entgegengesetzter Richtung wirkende Kraft F- zieht in der Gegenrichtung. Dadurch entsteht die Schwebekraft F- - (Federkraft FF der Feder 47) = Δ-Kraft.
-
Diese Δ-Kraft ist so austariert, dass die innere Werkzeugspindel 2b in der äußeren Werkzeugspindel 2a (gewichtsentlastet und reibungsentlastet) in Gegenrichtung zur Federkraft FF bewegt wird um einen vorbestimmten Hub. Das ist dann die Arbeitskraft zum Polieren oder für einen anderen Arbeitsvorgang.
-
In diesem Arbeitsmodus ist die innere Spindel 2b der Werkzeugspindel 2 federnd gelagert.
-
Die Vorrichtung 1 weist eine Mehrzahl von O-Ringen 57 zur Abdichtung auf.
Bezugszahlen
-
- 1
- Vorrichtung
- 2
- Werkzeugspindel
- 2a
- äußere Spindel
- 2b
- innere Spindel
- 3
- Werkstückspindel
- 4
- Spindeladapter an Werkzeugspindel 2
- 5
- Spindeladapter an Werkstückspindel 3
- 6
- Grundkörper
- 7
- Permanentmagnet
- 8
- Mitnehmerstift
- 9
- O-Ring
- 10
- Linse
- 11
- Polierwerkzeug
- 12
- Gestell
- 13
- elastischer und poröser Belag
- 14
- Tischfläche
- 15
- Linsenhalter
- 16
- Basisadapter
- 17
- Schraube
- 18
- Linsenring
- 19
- Gehäuse
- 20
- Kopf
- 21
- Antrieb
- 22
- Bohrung
- 23
- Motor
- 24
- Vertikalrahmen
- 25
- Schlitten
- 26
- Vorschubantrieb
- 27
- Ausnehmung
- 28
- Drehantrieb
- 29
- Linsenhalter (Membranhalter)
- 30
- RFID-Chip
- 31
- Schraube
- 32
- Linsenring
- 33
- Membran
- 34
- Bohrung
- 35
- Linsenhalter
- 36
- RFID-Chip
- 37
- Schraube
- 38
- Linsenring
- 39
- Abrichtwerkzeug
- 40
- Werkzeugadapter
- 41
- Schrauben
- 42
- Mitnehmerstift
- 43
- Schleifwerkzeug
- 44
- Schleifwerkzeug
- 45
- Rotationsdurchführung
- 46
- Mitnehmerstift
- 47
- Feder
- 48
- Druckluftzylinder
- 49
- Anschlag
- 50
- Lagergehäuse
- 51
- Halteplatte
- 52
- Kolben
- 53
- Gehäuseteil
- 54
- Riemen
- 55
- Lagergehäuse
- 56
- Motor
- 57
- O-Ringe
- 58
- Bohrung
- 59
- O-Ring
- 60
- Langloch
- A
- Pfeil
- B
- Pfeil
- C
- Pfeil J
- F1
- Kraft
- F2
- Kraft
- FF
- Kraft
- F+
- Kraft
- F-
- Kraft
- L
- Längsachse
- ω
- Drehgeschwindigkeit