EP4461484A1 - Aufschneide-maschine mit parkposition für greifer - Google Patents
Aufschneide-maschine mit parkposition für greifer Download PDFInfo
- Publication number
- EP4461484A1 EP4461484A1 EP24164706.4A EP24164706A EP4461484A1 EP 4461484 A1 EP4461484 A1 EP 4461484A1 EP 24164706 A EP24164706 A EP 24164706A EP 4461484 A1 EP4461484 A1 EP 4461484A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- gripper
- parking
- operating
- drive
- slicing machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003825 pressing Methods 0.000 claims description 40
- 238000005520 cutting process Methods 0.000 claims description 36
- 210000000078 claw Anatomy 0.000 claims description 9
- 238000000034 method Methods 0.000 claims description 9
- 239000012190 activator Substances 0.000 claims description 6
- 230000005484 gravity Effects 0.000 claims description 5
- 229920000291 Poly(9,9-dioctylfluorene) Polymers 0.000 abstract 1
- 230000032258 transport Effects 0.000 description 4
- 125000006850 spacer group Chemical group 0.000 description 2
- 235000013351 cheese Nutrition 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 235000013580 sausages Nutrition 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0625—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by endless conveyors, e.g. belts
- B26D7/0633—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by endless conveyors, e.g. belts by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0625—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by endless conveyors, e.g. belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0683—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form specially adapted for elongated articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/22—Safety devices specially adapted for cutting machines
- B26D7/225—Safety devices specially adapted for cutting machines for food slicers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D2210/00—Machines or methods used for cutting special materials
- B26D2210/02—Machines or methods used for cutting special materials for cutting food products, e.g. food slicers
Definitions
- the invention relates to multi-lane slicing machines, in particular so-called slicers, with which strands of a slightly compressible product such as sausage or cheese are cut into slices in the food industry.
- these strands can be manufactured with a cross-section that retains its shape and dimension over their length, i.e. is essentially constant, they are called product calibers.
- the product calibers are transported forward by a feed conveyor of a feed unit in the direction of the knife of the cutting unit, usually on a feed conveyor directed diagonally downwards, usually a driven endlessly rotating feed belt, and are each guided through the product openings of a plate-shaped, so-called cutting frame, at the front end of which the part of the product caliber that protrudes beyond this is separated as a disc by the knife immediately in front of the cutting frame.
- the slices usually fall onto a conveyor of a conveyor unit, by means of which they are transported away for further processing.
- the product calibers are usually held at their rear end facing away from the cutting frame by a gripper, which is equipped with corresponding gripper claws for this purpose.
- the feed conveyor can usually be folded down from the inclined slicing position into a horizontal loading position for easier loading.
- the grippers which move away from the cutting unit to their starting position at the maximum distance from it, so that when the newly loaded feed conveyor is subsequently swiveled up, the grippers are again behind the rear ends of the new product calibers and can grasp them.
- the slicing machine is to be used in a very variable manner, it is a slicing machine that can be controlled individually for each track.
- all parts of the feed unit i.e. grippers, upper and/or lower product guides, must be adjusted accordingly.
- the lower feed belt on which the calibers rest is usually a conveyor belt that is wide across all tracks. However, if there are also individual feed belts lying next to each other, this also applies to these feed belts, which can then usually be controlled individually for each track.
- the feed unit comprises a lower support, in particular in the form of a lower, endlessly rotating feed belt on which the calibers rest, as well as a gripper unit with a gripper carriage with one or more operating gripper receptacles, to which several grippers, each connected to at least one supply line, can be fastened in an operating position next to one another in the transverse direction.
- At least one upper, driven, so-called product guide which is present near the cutting unit as a hold-down device for holding the caliber down and its targeted forward transport into the cutting unit, which has at least one upper drivable, endless, circulating hold-down belt, the downward-facing contact strand of which is pressed against the upper side of the caliber.
- the gripper carriage has at least one parking gripper holder to which one or more grippers can be attached as a parking position and in which they do not hinder the slicing operation of the machine.
- the at least one supply line to each of the grippers is so long that the gripper can be removed from the operating gripper holder, on which it is located in the slicing operation, i.e. in use, and attached to the parking gripper holder in a parking position.
- the supply lines must therefore be long enough and, of course, flexible enough so that a gripper that is connected to its supply line can be moved from any operating gripper receptacle to any of the parking gripper receptacles, including disassembly and assembly at the respective receptacle, without at least one supply line having to be disconnected from the gripper.
- the parking gripper holder and thus the parking position in the transverse direction is preferably arranged laterally outside the track area of the slicing machine.
- the track area is understood to be the width area in the transverse direction on which tracks of the slicing machine can be found.
- the parking gripper holder is offset from the operating gripper holder against the feed direction and thus the corresponding gripper is also offset against the feed direction in the parking position compared to the operating position, which avoids collisions with other machine parts and also calibers to be cut during the slicing operation by grippers that are in the parking position.
- each gripper has a gripper base to which a gripper activator is attached, with the help of which the gripper is activated, i.e. its gripper claws are extended.
- the gripper head i.e. the actual gripper
- the gripper base usually the front end of the gripper base, which includes, for example, the gripper claws or other elements such as a sensor for feeling for a caliber, etc.
- the gripper base is primarily used for attachment to the surrounding components, for example to one of the gripper holders.
- the fastening device of the gripper base for fastening to the rear gripper holder in the feed direction is preferably designed in the shape of a hook, so that the gripper base can be hooked onto the gripper holder with this hook at any transverse position of the gripper holder.
- the rear gripper holder in particular if several grippers, in particular gripper bases, are mounted next to one another in the transverse direction, are designed as a transversely running support rod, in particular with a round cross-section, which facilitates the hanging of the hook-shaped, i.e. U-shaped, fastening device.
- the fastening device of the gripper base for the front gripper holder preferably comprises a, preferably releasable, locking device.
- the front gripper holder is positioned lower than the rear gripper holder, so that after releasing the locking device on the front gripper holder, the gripper, in particular the gripper base, hangs downwards from the rear gripper holder due to gravity.
- the gripper head and the gripper base are designed such that the gripper head can be dismantled from the gripper base and can also be reassembled, regardless of whether the gripper base is removed outside the machine or assembled in the machine, and regardless of whether it is the parking gripper holder or the operating gripper holder to which the gripper, in particular the gripper base, is currently attached.
- a line channel for receiving the supply lines to the individual grippers runs in the transverse direction and usually at a distance in the feed direction behind the support plate of the gripper carriage, which is in particular one of the operating gripper receptacles, preferably the front operating gripper receptacle, wherein the line channel, viewed in the side view, is open in at least one direction, preferably upwards, downwards or forwards, in order to be able to easily accommodate supply lines therein.
- the duct has passages in its walls for the supply lines at each of the operating positions and/or at each of the parking positions for grippers.
- the upper product guide comprises at least one pressing unit that can be attached to a hold-down base body in an operating position, with a pressing drive that is connected to at least one supply line.
- the hold-down base body has at least one parking press drive holder to which a pressing drive, in particular a pneumatic cylinder unit, can be attached in a parking position that does not interfere with the slicing operation when it is not currently needed.
- the supply lines for the pressing drives are so long and the parking pressing drive receptacle is arranged so, in particular so close to the operating pressing drive receptacles, that it is possible to move a pressing drive from each of the operating pressing drive receptacles to the parking pressing drive receptacle, including assembling and disassembling it, without disconnecting its pressing drive supply line.
- the parking press drive mount is arranged laterally outside the track area of the slicing machine in the transverse direction in order to prevent collisions with the calibers or other machine parts.
- the parking press drive receptacle is arranged offset from the operating press drive receptacles against the feed direction for the same reason.
- the drive receptacle of the pressing drive has at least one fastening device for fastening to the pressing drive receptacle, in particular a rear fastening device for a rear pressing drive receptacle is designed in the shape of a hook, so that when the fastening is released Compared to the front press drive mount, the drive mount hangs down from the rear press drive mount due to gravity.
- a line channel runs at a distance in the feed direction behind the front receiving part in the transverse direction for receiving the pressure supply lines, which, when viewed from the side, is open upwards, downwards or forwards in order to be able to easily insert supply lines therein.
- a gripper that is no longer required is removed from its operating position on an operating gripper holder and moved and fastened to a parking position on a parking gripper holder without having to disconnect at least one of its supply lines.
- the grippers required for the new order are then usually adjusted to the new track positions in the transverse direction, which previously did not require the supply lines to be loosened.
- the opposite procedure is used, whereby the machine has a number of operating positions that corresponds to the maximum number of grippers that can be used simultaneously in the machine.
- a press drive that is no longer required is removed from its operating position on an operating press drive holder and moved to a parking position on a parking press drive holder and secured without having to disconnect at least one of its supply lines.
- the pressure drives required for the new order are then usually adjusted to the new track positions in the transverse direction, which previously did not require the supply lines to be loosened.
- the opposite procedure is used, whereby the machine has a number of operating positions that corresponds to the maximum number of upper product guides that can be used simultaneously in the machine.
- FIGS. 1a , 1b show different perspective views of a multi-lane slicer 1 for the simultaneous slicing of several product calibers K on one lane SP1 to SP4 next to each other and depositing them in shingled portions P each consisting of several slices S with a general flow direction 10* through the slicer 1 from right to left.
- Figure 2a shows - with caliber K inserted - a side view of this slicer 1, omitting covers and other parts that are not relevant to the invention, which, like all other units, are attached to the base frame 2, so that the functional parts, especially the conveyor belts, can be seen better.
- the longitudinal direction 10 is the feed direction of the calibers K to the cutting unit 7 and thus also the longitudinal direction of the calibers K located in the slicer 1.
- a cutting unit 7 with a knife 3 rotating about a knife axis 3' for example a sickle knife 3
- a feed conveyor 4 transversely to the feed direction 10 with spacers 15 of the feed conveyor 4 in between by this feed unit 20, from the front ends of which the rotating knife 3 with its cutting edge 3a cuts off one slice S in each case in one operation, i.e. almost simultaneously.
- the feed conveyor 4 is located in the Figures 1a - 2a shown in the side view, oblique slicing position with a low-lying cutting-side front end and a high-lying rear end, from which it can be folded down about a pivot axis 20' running in its width direction, the first transverse direction 11, which is located near the cutting unit 7, into an approximately horizontal loading position, as shown in Figure 2b is shown.
- each caliber K in the feed unit 20 is in accordance with Figure 2a each held in a form-fitting manner by a gripper 14a - d with the aid of gripper claws 16.
- These grippers 14a - 14d which can be activated and deactivated with regard to the position of the gripper claws 16, are attached to a common gripper carriage 13, which can be guided along a gripper guide 18 in the feed direction 10.
- both the feed of the gripper carriage 13 and of the feed conveyor 4 can be driven in a controlled manner, whereby the actual feed speed of the calibers K is brought about by a so-called upper and lower product guide 8, 9, which is also driven in a controlled manner and which acts on the upper and lower sides of the calibers K to be sliced in their front end areas, i.e. immediately in front of the cutting frame 5 and thus close to the cutting unit 7.
- the upper product guide 8 serves as a hold-down device, which presses the caliber K downwards to rest on the lower product guide 9 opposite the caliber K, which serves as a counter-holder.
- Each of the product guides 8, 9 has an endless, circulating hold-down belt 8A or 9A, which is driven in a controlled manner in the direction of rotation and which rests with its contact strand 8.1 or 9.1 on the top or bottom of the caliber K and transports it forward in a controlled manner in the feed direction 10.
- the front ends of the calibers K are each guided through a product opening 6a - d of a plate-shaped cutting frame 5, with the cutting plane 3" running directly in front of the front, diagonally downward-facing face of the cutting frame 5, in which the knife 3 rotates with its cutting edge 3a and thus cuts off the excess of the calibers K from the cutting frame 5 as a disk S.
- the cutting plane 3" runs perpendicular to the upper run of the feed conveyor 4 and/or is spanned by the two transverse directions 11, 12 to the feed direction 10.
- the inner circumference of the product openings 6a - d of the cutting edge 3a of the knife 3 serves as a counter cutting edge.
- both product guides 8, 9 can be driven in a controlled manner, in particular independently of each other and/or possibly separately for each track SP1 to SP4, they determine the - continuous or clocked - feed speed of the calibers K through the cutting frame 5.
- the upper product guide 8 can be displaced in the second transverse direction 12 - which runs perpendicular to the feed direction 10 and the first transverse direction 11 - to adapt to the height H of the caliber K in this direction. Furthermore, at least one of the product guides 8, 9 can be designed to be pivotable about one of its deflection rollers in order to be able to change the direction of the contact strand of its circulating traction belt 8A, 9A resting on the caliber K to a limited extent.
- the slices S which are positioned at an angle in space during separation, fall onto a discharge device 17 which begins below the cutting frame 5 and runs in the direction of flow 10* and which in this case consists of several discharge units 17a, b, c arranged one behind the other in the direction of flow 10* with the upper strands of their conveyor belts approximately flush, of which the first discharge unit 17a in the direction of flow 10 can be designed as a portioning belt unit 17a and/or can also be designed as a weighing unit.
- the slices S can impinge on the portioning belt unit 17a individually and at a distance from one another in the direction of travel 10* or, by appropriate control of the portioning belt 17a of the discharge device 17 - the movement of which, like almost all moving parts, is controlled by the control 1* - they can form shingled or stacked portions P by stepwise forward or backward movement of the portioning belt 17a.
- an approximately horizontally running residue conveyor 21 which begins with its front end below the cutting frame 5 and immediately below or behind the discharge unit 17 and with its upper run thereon - by means of the drive of one of the discharge conveyors 17 against the direction of flow 10 - transports falling residues to the rear.
- Figure 3a shows separately only the gripper unit 13 with the plate-shaped gripper carriage 13A, which can be moved in the feed direction 10 along the gripper guide 18 by means of the endless rotating, driven toothed belt 18A.
- the gripper carriage 13A has several operating gripper receptacles 30B next to one another in the transverse direction 11, on each of which a gripper 14 can be mounted, depending on how many tracks of caliber K are to be cut.
- the complete gripper 14 shown separately comprises a gripper base 14B - on or in which the gripper activator 14A is attached, which extends the gripper claws 16 - as well as the front free end of the Gripper head 14K attached to gripper base 14B, which also contains the extendable gripper claws 16.
- the fourth gripper 14, which is not currently required, is attached to one of the two parking gripper receptacles 30P, which is arranged as an extension of the gripper carriage 13A in the transverse direction 11 laterally outside the track area SB, offset relative to the operating gripper receptacles 30B against the feed direction 10 by approximately half the length of a gripper base 14B to the rear and arranged somewhat lower in the vertical 12.
- the operating gripper holder 30B is in two parts and consists on the one hand of the front edge of the plate-shaped part of the gripper carriage 13A as the front holder part 38B and on the other hand as the rear holder part 39B of a support rod 39B, which is also part of the gripper carriage 13A, but is arranged in the area of the rear edge of the plate-shaped part and at a distance from it.
- the fastening device 35 of the gripper base 14B comprises a front fastening device 35v with a locking device 40 for locking to the front receiving part 38B, in particular the front edge of the gripper carriage 13A, and a rear fastening device 35h in the form of a hook-shaped, i.e. U-shaped, region of the gripper base 14B in side view, with which the latter can be hooked to the support rod 39B and in particular to the circumferential grooves incorporated therein when the locking device 40 is released.
- a front fastening device 35v with a locking device 40 for locking to the front receiving part 38B, in particular the front edge of the gripper carriage 13A and a rear fastening device 35h in the form of a hook-shaped, i.e. U-shaped, region of the gripper base 14B in side view, with which the latter can be hooked to the support rod 39B and in particular to the circumferential grooves incorporated therein when the locking device 40 is released.
- the parking gripper receptacles 30P comprise analogous front and rear receptacle parts 38B, wherein the fourth, unnecessary gripper 14 - of which only its gripper base 14B, since the gripper head 14K has been removed - is attached to the underside of one of the two parking gripper receptacles 30P analogously to the attachment of the other three grippers 14 under the gripper carriage 13A.
- a gripper 14 that is not currently required can be moved from its operating position to a parking position without disconnecting it from its at least one supply line 25.14.
- the supply lines 25.14 run in the transverse direction 11 in a line channel 26.14 - which is also part of the gripper carriage 13A and runs behind its plate-shaped part - to the anti-operator side AB, where they are fed with a corresponding media source.
- FIG. 4 to 7 The transfer process of a gripper 14 from an operating position to a parking position and back is shown in the Figures 4 to 7 , of which the Figures 4a to 7a the gripper unit 13 of the Figure 3a in the top view exactly from above, and the Figures 4b , c, 5b, c, 6b, c, 7b, c Longitudinal sections along the transverse position indicated in the respective figure, eg 4a.
- the front fastening device 35v of the gripper base 14B is designed as a locking device 40 for fastening to the front gripper receptacle 38 of the gripper carriage 13A and the rear fastening device 35h is designed in the shape of a hook so that it can be hooked onto a rod-shaped rear gripper receptacle part 39 of the gripper carriage 13A at any transverse position and can be removed from there, provided the front fastening device 35v is released.
- Gripper holder 38 refers to the operating gripper holder 30B as well as the parking gripper holder 30P.
- the locking device 40 comprises - as best shown in the detail enlargements in Figure 4c and 7c show - a locking lever 40A, which is connected in a rotationally fixed manner to a locking hook 40B, which can be pivoted together about a pivot axis 40' running in the transverse direction 11, for example by pressure being exerted on the locking lever 40A by the operator.
- the locking hook 40B can lock behind a locking projection 40C of the gripper carriage 13A, which thus simultaneously represents the front gripper receiving part 38B, as shown in the Figures 4 , in particular Figure 4c shown, whereby the gripper base 14B, which is already connected to the gripper carriage 13A by the rear fastening device 35h, is fixed to the gripper carriage 13A, be it to an operating gripper receptacle 30B or a parking gripper receptacle 30P.
- the gripper base 14B whose rear hook-shaped fastening device 35h is hooked onto the rod-shaped rear gripper receiving part 39, then pivots downwards around this rod due to gravity and hangs down from it.
- the gripper base 14B can be detached from the rear gripper receiving part 39, e.g. an operating gripper receiving part 30B, and re-attached to another rear gripper receiving part 39, e.g. a parking gripper receiving part 30P, and all this without having to detach the gripper supply line 25.14 from the gripper base 14B.
- the rear gripper receiving part 39 e.g. an operating gripper receiving part 30B
- another rear gripper receiving part 39 e.g. a parking gripper receiving part 30P
- the gripper activator 14A is a working cylinder, in particular a pneumatic cylinder, which must be supplied with a corresponding pressure medium, usually compressed air, which is supplied via the supply line 25.14.
- the suspended gripper base 14B can be hung analogously on the new rear receiving part 39 of a gripper receiving part 30.
- the operator only has to pivot the gripper base 14B upwards around the rod-shaped receiving part 39, as shown in Figure 7c shown, until the locking hook 40B engages behind the locking projection 40C.
- the locking hook 40B is pre-tensioned into the locking position, for example by means of a spring - not shown.
- the pressure drive 33 of an upper product guide 8 must also be supplied with a form of energy, usually compressed air, via at least one supply line 26.33 for operation.
- Figure 8 recognize that the upper product guide 8 has a base body 22, which is located on the anti-operator side AB facing away from the operator, and from which a support unit 36 projects on one side towards the operator side B over all tracks SP1 to SP4 of the multi-track slicer 1, and on this support unit 36 in the 1st transverse direction 11, normally several hold-down units - of which only a single hold-down unit 50.1 is shown here - as well as pressure units 51.1 - 51.4 assigned to them and aligned with them in the feed direction 10 are mounted next to one another.
- the pressure units 51.1 - 51.4 can be activated and deactivated and require an energy supply, usually in the form of compressed air, because the pressure drives 33 contained therein are usually pneumatic cylinders, namely pneumatic cylinders acting in both directions, such as the Figures 9a , b. Accordingly, in the operating state, each of the pressing drives 33 of the pressing units 51.1 - 51.4 is connected to at least one supply line 25.33 connected, so that the same problem exists as with the gripper activators 14A.
- the supply lines 25.33 are guided in a line channel 26.33 running in the transverse direction 11, which runs behind or under the two support rods 32 which carry the pressure drives 33, to the hold-down base body 22 and is fastened to the latter.
- the entire support unit 36 is in the 2nd transverse direction 12 by means of rod guides 37 - see Figure 2b - adjustable in its distance from the base body 22, in particular adjustable in a controlled manner.
- the hold-down units 50.1 etc. are attached to the common drive shaft 23 and the pressure units 51.1 - 51.4 to two support rods 32 running parallel to it.
- the hold-down unit eg 50.1 has an endless, rotating hold-down belt 50.1A, which rotates over a knife-side deflection roller 8a and a knife-distant deflection roller 8b, which simultaneously serves as a drive roller for the belt 50.1A.
- the deflection roller 8a serving as a drive roller comprises a drive sleeve 24 which is non-rotatably mounted on a drive shaft 23 which runs in the transverse direction 11 and drives all hold-down belts of the machine together.
- the knife-side deflection roller 8a is mounted in a so-called clamping flap 50.1C, which is opposite a hold-down base 50.1B, in which the other deflection roller 8b and thus its drive sleeve 24 is mounted so that its distance can be varied in order to relax the hold-down belt 50.1A and to be able to easily remove it for cleaning purposes.
- the hold-down belt can be pressed with its front end in the feed direction 10, i.e. the knife-side deflection roller 8a, against the caliber in which the belt unit can be pivoted about a pivot axis 23 ⁇ running in the transverse direction 11, in this case the rotation axis of the drive shaft 23.
- This pressing is carried out by means of the pressing unit 51.1, the pneumatic cylinder of which presses eccentrically to the pivot axis 23' against an extension of the hold-down base 50.1B extending rearward beyond the pivot axis 23' and presses upwards in the pivot direction and thus presses the deflection roller 8a on the other side of the pivot axis 23' downwards.
- the coupling between the pressing unit 51.1 and the hold-down unit 50.1 is effected via a securing bolt 28a running in the transverse direction 11, which is operatively connected to the pneumatic cylinder 33 indirectly, namely via a further pivot lever arranged therebetween, and is accommodated in a recess 28b in the aforementioned extension of the hold-down base 50.1B.
- the hold-down unit 50.1 alone can be replaced with a differently designed hold-down unit without having to replace the entire upper product guide 8.
- the pneumatic cylinder 33 of each Andreas unit 51 is accommodated in a cylinder carrier 34 which comprises two carrier plates 34a, b spaced apart from one another in the transverse direction 11.
- each pressing unit 51 can be removed from the operating drive mount 32B at any time and transferred to the parking drive mount 32P, regardless of which operating drive mount 32B it is located on, the carrier plates 34a, b - see the Figures 9a , b - designed in such a way that they are designed in a hook-like manner in their rear end region, i.e. aligned in the transverse direction 11, with a recess open to the front in the feed direction 10, so that they can be hooked with this hook 27 to the rear of the two support rods 32 at any position in the transverse direction 11 and hang down from there, as in Figure 9b shown.
- the front end of the cylinder carrier 34 is pivoted up to the front support rod 32, whereby a locking lever 29, which is fastened to the cylinder carrier 34 and preferably pre-tensioned into the locked position, is locked on the top of this support rod 32 in such a way that the cylinder carrier 34 is locked in place on the two support rods 32, i.e. the operating drive mount 32B.
- the in Figure 8b visible parking drive holder 32P also has two support rods 32 P, so that a pressure drive 51 with its cylinder carrier 34 can be hung in an analogous manner and then locked into place as a parking position, in which it is then located backwards against the feed direction and in the transverse direction 11 outside the pressing units in the operating position.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Food Science & Technology (AREA)
- Specific Conveyance Elements (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Load-Engaging Elements For Cranes (AREA)
- Jigs For Machine Tools (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Um bei einer Änderung der Spuranzahl nicht benötigte Greifer (14) nicht aus der Maschine (1) ausbauen zu müssen unter Lösen der Versorgungsleitungen (25.14), insbesondere Pneumatik-Leitungen - was wegen der Hygiene-Vorschriften beim späteren wieder Anschließen einen hohen Aufwand erfordert - wird der nicht benötigte Greifer (14), zumindest dessen Basisteil (14B), im Idealfall zusammen mit dem am Basisteil (14B) befestigten Greiferkopf (14K), aus der Betriebsposition entfernt und in eine Parkposition umgehängt, ohne dabei die Versorgungsleitungen (25.14) lösen zu müssen. Dasselbe ist optional auch möglich mit den Anpress-Einheiten (51) der PFOs (8), deren Anpress-Antriebe (33) ja ebenfalls an Versorgungsleitungen (25.33), in der Regel Pneumatik-Leitungen, hängen.
Description
- Die Erfindung betrifft mehrspurige Aufschneide-Maschinen, insbesondere sogenannte Slicer, mit denen in der Lebensmittelindustrie Stränge eines nur geringfügig kompressiblen Produktes wie Wurst oder Käse in Scheiben aufgeschnitten werden.
- Da diese Stränge mit einem über ihre Länge gut formhaltigen und maßhaltigen, also im Wesentlichen konstanten, Querschnitt hergestellt werden können, werden sie Produkt-Kaliber genannt.
- Dabei werden mehrere parallel auf verschiedenen Spuren nebeneinander angeordnete Produkt-Kaliber gleichzeitig aufgeschnitten, indem vom gleichen Messer, welches sich in Querrichtung zur Längsrichtung der Produkt-Kaliber bewegt, in einem Durchgang jeweils eine Scheibe abgeschnitten wird.
- Die Produkt-Kaliber werden von einem Zuförderer einer Zufuhreinheit vorwärts transportiert in Richtung des Messers der Schneideinheit, meist auf einem schräg nach unten gerichteten Zuförderer, meist einem angetriebenen endlos umlaufenden Zufuhr-Band, und jeweils durch die Produkt-Öffnungen eines plattenförmigen, sogenannten Schneidrahmens geführt, an dessen vorderen Ende das darüber hinaus vorstehende Teil des Produkt-Kalibers von dem Messer unmittelbar vor dem Schneidrahmen als Scheibe abgetrennt wird.
- Die Scheiben fallen in aller Regel auf einen Abförderer einer Abfördereinheit, mittels dessen sie zur Weiterverarbeitung abtransportiert werden.
- Während des Aufschneidens werden die Produkt-Kaliber meist an ihrem von dem Schneidrahmen abgewandten, hinteren Ende von einem Greifer gehalten, welcher hierzu mit entsprechenden Greifer-Klauen versehen ist.
- Wegen möglicher Stauchung oder Längungen der oft mehrere Meter langen Kaliber ist zusätzlich nahe der Schneideinheit eine angetriebene obere und/oder untere Produkt-Führung mit je einem gesteuert antreibbaren Führung-Band pro Spur vorhanden, die an der Oberseite bzw. Unterseite des Kalibers anliegend und dieses mit der richtigen Geschwindigkeit und Schrittweite der Schneideinheit zuführt, während der Zuförderer nur den groben Vorschub bietet.
- Zum neuen Beladen des Slicers mit neuen Produkt-Kalibern kann der Zuförderer von der schräg stehenden Aufschneide-Stellung meist in eine horizontale Belade-Stellung herab geklappt werden zum einfacheren Beladen.
- Dies kann bereits erfolgen, während der Rest der alten Produkt-Kaliber noch - von den Greifern sowie der oberen und/oder unteren Produkt-Führung transportiert und gehalten - zu Ende aufgeschnitten wird.
- Nachdem dies erfolgt ist, wird das nicht mehr aufschneidbare Reststück von den Greifern entfernt, diese fahren von der Schneideinheit weg in ihre maximal davon beabstandete Ausgangslage, so dass beim anschließenden Hochschwenken des neu beladenen Zuförderers sich die Greifer wieder hinter den hinteren Enden der neuen Produkt-Kaliber befinden und diese ergreifen können.
- Wenn die Aufschneide-Maschine sehr variabel einsetzbar sein soll, handelt es sich um eine spur-individuell steuerbare Aufschneide-Maschine.
- Bei einer Veränderung der Spur-Anzahl und/oder des Spur-Abstandes müssen dann alle Teile der Zufuhr-Einheit, also Greifer, obere und/oder untere Produktführung, dementsprechend verstellt werden.
- Das untere Zufuhr-Band, auf dem die Kaliber aufliegen, ist meist ein über alle Spuren durchgehend breites Förderband, wenn es sich dabei jedoch ebenfalls um einzelne nebeneinanderliegende Zufuhr-Bänder handelt, gilt dies auch für diese dann meist Spur-individuell steuerbaren Zufuhr-Bänder.
- Bei Veränderung der Spur-Anzahl und/oder des Spur-Abstandes gibt es das Problem, dass dann einige Teile der Zufuhr-Einheit aus der Maschine entfernt werden sollen, aber an Versorgungsleitungen hängen, beispielsweise der Aktivator für den jeweiligen Greifer und die andere-Einheit für die obere Produktführung.
- Das Abkoppeln von diesen Versorgungsleitungen und vor allem das spätere wieder Ankoppeln stellt jedoch wegen der bestehenden Hygiene-Vorschriften einen großen Arbeits- und Zeitaufwand dar, was zu einer langen Stillstandszeit der Maschine beim Umrüsten führt und zusätzlich ein Hygiene-Risiko darstellt.
- Zusätzlich müssen die bei Bedarf aus der Maschine ausgebauten Teile, die sogenannten Vario-Teile, dann außerhalb der Maschine, aber möglichst in der Nähe der Maschine, unter entsprechend hygienischen Bedingungen zwischengelagert werden, was den Platzbedarf für die Aufschneide-Maschine erhöht.
- Es ist daher die Aufgabe gemäß der Erfindung, eine Aufschneide-Maschine, insbesondere mit einer Zufuhr-Einheit und insbesondere deren Greifer-Einheit, bereitzustellen, welche die genannten Probleme vermeidet und dabei trotz einfachem Aufbau eine geringe Anzahl von unterschiedlichen Baugruppen erfordert und ein schnelles Ein- und Ausbauen, ermöglicht, sowie ein Verfahren zum Betrieb einer solchen Aufschneide- Maschine.
- Diese Aufgabe wird durch die Merkmale der Ansprüche 1 und 14 gelöst. Vorteilhafte Ausführungsformen ergeben sich aus den Unteransprüchen.
- Eine gattungsgemäße mehrspurige Aufschneide-Maschine, insbesondere ein Slicer, weist mehrere Baugruppen auf, nämlich
- eine Schneideinheit mit einem rotierenden Messer,
- eine Zufuhreinheit zum Zuführen von mehreren, in einer ersten Querrichtung nebeneinander angeordneten Kalibern in einer Zufuhr-Richtung zu der Schneideinheit,
- eine Steuerung zur Steuerung beweglicher Teile dieser -Aufschneide-Maschine.
- Dabei umfasst die Zufuhreinheit eine untere Auflage, insbesondere in Form eines unteren, endlos umlaufenden Zufuhr-Bandes, auf dem die Kaliber aufliegen, sowie eine Greifer-Einheit mit einem Greifer-Schlitten mit einer oder mehreren Betriebs-Greifer-Aufnahmen, an der oder denen in Querrichtung nebeneinander mehrere Greifer, die an mindestens je eine Versorgungsleitung angeschlossen sind, in einer Betriebs-Position befestigbar sind.
- Ferner ist meist wenigstens eine obere, angetriebene, sogenannte Produktführung, die nahe der Schneideinheit als Niederhalter für das unten Halten des Kalibers und dessen gezielten Vorwärtstransport in die Schneideinheit vorhanden, die wenigstens ein oberes antreibbares, endloses, umlaufendes Niederhalter-Band aufweist, dessen nach unten weisendes Kontakt-Trum gegen die Oberseite des Kalibers gedrückt wird.
- Erfindungsgemäß weist dabei der Greifer-Schlitten mindestens eine Park-Greifer-Aufnahme auf, an der ein oder auch mehrere Greifer als Parkposition befestigt werden können und in der sie den Aufschneide-Betrieb der Maschine nicht behindern.
- Die wenigstens eine Versorgungsleitung zu jedem der Greifer ist dabei so lang, dass der Greifer von der Betriebs-Greifer-Aufnahme, an der er sich im Aufschneide-Betrieb, also im Einsatz, befindet, abgenommen und an der Park-Greifer-Aufnahme in einer Parkposition befestigt werden kann.
- Die Versorgungsleitungen müssen also so lang und natürlich auch so flexibel sein, dass ein Greifer, der angeschlossen an seine Versorgungsleitung ist, von jeder Betriebs-Greifer-Aufnahme zu jeder der Park-Greifer-Aufnahmen verbracht werden kann einschließlich Demontage und Montage an der jeweiligen Aufnahme, ohne dass die mindestens eine Versorgungsleitung hierfür von dem Greifer gelöst werden muss.
- Damit ist ein Umsetzen der einzelnen Greifer von der Betriebsposition in die Parkposition ohne Lösen der Versorgungsleitung möglich, was viel Ausfallzeit der Maschine, vor allem beim Wiederanschließen der Versorgungsleitung und den dabei notwendigen Hygienemaßnahmen, spart.
- Dabei ist die Park-Greifer-Aufnahme und damit die Parkposition in Querrichtung vorzugsweise seitlich außerhalb des Spurbereichs der Aufschneide-Maschine angeordnet.
- Dabei wird unter Spurbereich derjenige Breitenbereich in Querrichtung verstanden, auf dem sich Spuren der Aufschneide-Maschine befinden können.
- Vorzugsweise ist die Park-Greifer-Aufnahme entgegen der Zufuhrrichtung zurückversetzt von der Betriebs-Greifer-Aufnahme und somit auch der entsprechende Greifer entgegen der Zufuhrrichtung in der Parkposition versetzt gegenüber der Betriebsposition, was Kollisionen mit anderen Maschinenteilen und auch aufzuschneidenden Kalibern während des Aufschneide-Betriebes durch Greifer, die sich in Parkposition befinden, vermeidet.
- In der Regel weist jeder Greifer eine Greifer-Basis auf, an der ein Greifer-Aktivator befestigt ist, mit dessen Hilfe der Greifer aktiviert wird, also z.B. dessen Greifer-Klauen ausgefahren werden.
- An der Greifer-Basis, in der Regel dem vorderen Ende der Geifer-Basis, ist der Greifer-Kopf, also der eigentliche Greifer, befestigt, der beispielsweise die Greifer-Klauen umfasst oder weitere Elemente wie einen Taster zum Ertasten eines Kalibers u.Ä.
- Dabei dient die Greifer-Basis primär der Befestigung an den Bauteilen der Umgebung, beispielsweise an einer der Greifer-Aufnahmen.
- Eine solche Greifer-Aufnahme - insbesondere sowohl die Park-Greifer-Aufnahme als auch die Betriebs-Greifer-Aufnahme - umfasst vorzugsweise zwei in Zufuhrrichtung beabstandete Aufnahme-Teile.
- Dabei ist die Befestigungs-Vorrichtung der Greifer-Basis zum Befestigen an der in Zufuhrrichtung hinteren Greifer-Aufnahme vorzugsweise haken-förmig ausgebildet, sodass die Greifer-Basis mit diesem Haken an jeder beliebigen Querposition der Greifer-Aufnahme an dieser eingehängt werden kann.
- Vorzugsweise ist die hintere Greifer-Aufnahme, insbesondere sofern daran in Querrichtung nebeneinander mehrere Greifer, insbesondere Greifer-Basen, befestigbar sein sollen, als in Querrichtung verlaufender Tragstab, insbesondere mit rundem Querschnitt, ausgebildet, was das Einhängen der haken-förmigen, also U-förmigen, Befestigungs-Vorrichtung erleichtert.
- Die Befestigungs-Vorrichtung der Greifer-Basis für die vordere Greifer-Aufnahme umfasst vorzugsweise eine, vorzugsweise lösbare, Rastvorrichtung.
- Vorzugsweise ist die vordere Greifer-Aufnahme tiefer positioniert als die hintere Greifer-Aufnahme, sodass nach Lösen der Rastvorrichtung an der vorderen Greifer-Aufnahme der Greifer, insbesondere die Greifer-Basis, schwerkraftbedingt von der hinteren Greifer-Aufnahme nach unten herabhängt.
- Vorzugsweise sind der Greifer-Kopf und die Greifer-Basis so ausgebildet, dass der Greifer-Kopf von der Greifer-Basis demontiert und auch wieder montiert werden kann, egal ob sich die Greifer-Basis ausgebaut außerhalb der Maschine befindet oder montiert in der Maschine, und unabhängig davon, ob es sich um die Park-Greifer-Aufnahme oder die Betriebs-Greifer-Aufnahme handelt, an der der Greifer, insbesondere die Greifer-Basis, momentan befestigt ist.
- Vorzugsweise verläuft in Querrichtung und meist beabstandet in Zufuhrrichtung hinter der Tragplatte des Greifer-Schlittens, die insbesondere eine der Betriebs-Greifer-Aufnahmen ist, vorzugsweise die vordere Betriebs-Greifer-Aufnahme, ein Leitungskanal zur Aufnahme der Versorgungsleitungen zu den einzelnen Greifern, wobei der Leitungs-Kanal in der Seitenansicht betrachtet zumindest in eine Richtung, vorzugsweise nach oben, nach unten oder nach vorne, offen ist, um Versorgungsleitungen leicht darin unterbringen zu können.
- Vorzugsweise weist der Leitungskanal in seinen Wänden Durchlässe auf für die Versorgungsleitungen an jeder der Betriebs-Positionen und/oder an jeder der Parkpositionen für Greifer.
- Dabei umfasst die obere Produktführung wenigstens eine Anpress-Einheit, die in einer Betriebs-Position an einem Niederhalter-Grundkörper befestigbar ist, mit einem Anpress-Antrieb, der an mindestens einer Versorgungsleitung angeschlossen ist. Der Niederhalter-Grundkörper weist mindestens eine Park-Pressantrieb-Aufnahme auf, an der ein Anpress-Antrieb, insbesondere eine Pneumatikzylinder-Einheit, in einer den Aufschneide-Betrieb nicht störenden Park-Position befestigbar ist, wenn er momentan nicht benötigt wird.
- Die Versorgungsleitungen für die Anpress-Antriebe sind so lang und die Park-Pressantrieb-Aufnahme so angeordnet, insbesondere so nahe zu den Betriebs-Pressantrieb-Aufnahmen angeordnet ist, dass ein Verbringen einschließlich Montage und Demontage eines Anpress-Antriebs von jeder der Betriebs-Pressantrieb-Aufnahmen zu der Park-Pressantrieb-Aufnahme möglich ist ohne seine Pressantrieb-Versorgungsleitung zu lösen.
- Dadurch wird hoher Montage-Aufwand vermieden und insbesondere ein Verschmutzungsrisiko vermieden.
- Vorzugsweise ist die Park-Pressantrieb-Aufnahme in Querrichtung seitlich außerhalb des Spur-Bereiches der Aufschneide-Maschine angeordnet, um Kollisionen mit den Kalibern oder anderen Maschinen-Teilen zu verhindern.
- Vorzugsweise ist die Park-Pressantrieb-Aufnahme entgegen der Zufuhrrichtung zurückversetzt von den Betriebs-Pressantrieb-Aufnahmen angeordnet aus dem gleichen Grund.
- Vorzugsweise weist die Antriebs-Aufnahme des Anpress-Antriebes mindestens eine Befestigungsvorrichtung zum Befestigen an der Pressantrieb-Aufnahme auf, insbesondere eine hintere Befestigungsvorrichtung für eine hintere Pressantrieb-Aufnahme hakenförmig ausgebildet ist, sodass bei gelöster Befestigung gegenüber dem vorderen Pressantrieb-Aufnahme die Antriebs-Aufnahme von der hinteren Pressantrieb-Aufnahme Schwerkraft-bedingt herabhängt.
- Dadurch ist ein einfaches Abhängen und Anhängen jederzeit an jeder Querposition möglich.
- Vorzugsweise verläuft beabstandet in Zufuhrrichtung hinter dem vorderen Aufnahme-Teil ein Leitungskanal in Querrichtung zur Aufnahme der Anpress-Versorgungsleitungen, der in der Seitenansicht betrachtet nach oben, nach unten oder nach vorne offen ist, um darin Versorgungsleitungen einfach einlegen zu können.
- Hinsichtlich der Vorgehensweise zum Betreiben einer solchen Aufschneide-Maschine bei Umstellung der Maschine auf eine geringere Spur-Anzahl wird ein dafür nicht mehr benötigter Greifer von seiner Betriebsposition an einer Betriebs-Greifer-Aufnahme abgenommen und in eine Parkposition an einer Park-Greifer-Aufnahme verbracht und befestigt, ohne seine wenigstens eine Versorgungsleitung lösen zu müssen.
- Die für den neuen Auftrag benötigten Greifer werden dann in der Regel in Querrichtung auf die neuen Spurpositionen eingestellt, wofür auch bisher bereits kein Lösen der Versorgungsleitungen notwendig war.
- Bei notwendiger Erhöhung der in Betriebspositionen benötigten Greifer wird umgekehrt vorgegangen, wobei die Maschine eine Anzahl von Betriebspositionen aufweist, die der maximal gleichzeitig einsetzbaren Anzahl von Greifern in der Maschine entspricht.
- Im Wesentlich analog kann auch mit den Anpress-Antrieben für die oberen Produktführungen vorgegangen werden.
- Hierfür wird ein momentan nicht mehr benötigter Anpress-Antrieb von seiner Betriebsposition an einer Betriebs-Pressantrieb-Aufnahme abgenommen und in eine Parkposition an einer Park- Pressantrieb -Aufnahme verbracht und befestigt, ohne seine wenigstens eine Versorgungsleitung lösen zu müssen.
- Die für den neuen Auftrag benötigten Anpress-Antriebe werden dann in der Regel in Querrichtung auf die neuen Spurpositionen eingestellt, wofür auch bisher bereits kein Lösen der Versorgungsleitungen notwendig war.
- Bei notwendiger Erhöhung der in Betriebspositionen benötigten Anpress-Antriebe wird umgekehrt vorgegangen, wobei die Maschine eine Anzahl von Betriebspositionen aufweist, die der maximal gleichzeitig einsetzbaren Anzahl von oberen Produktführungen in der Maschine entspricht.
- Ausführungsformen gemäß der Erfindung sind im Folgenden beispielhaft näher beschrieben. Es zeigen:
- Figuren 1a, b:
- eine Aufschneide-Maschine in Form eines Slicers gemäß dem Stand der Technik in unterschiedlichen perspektivischen Ansichten, mit einer oberen Produktführung als Niederhalter und in die Aufschneidestellung hochgeklapptem Zufuhrband,
- Figur 2a:
- eine vereinfachte und von Verkleidungsteilen befreite Seitenansicht der Aufschneide-Maschine der
Figuren 1a, b , sodass die einzelnen Förderbänder, insbesondere der oberen Produktführung als Niederhalter für das Kaliber, besser zu erkennen sind, beladen mit einem Produkt-Kaliber, - Figur 2b:
- eine Seitenansicht gemäß
Figur 2a , aber mit in die Beladestellung herabgeklapptem Zufuhrband und bis auf einen Kaliber-Rest aufgeschnittenem Produkt-Kaliber, - Figur 3a:
- die Greifer-Einheit mit Greifer-Führung separat in perspektivischer Darstellung,
- Figur 3b:
- eine Ausschnitt-Vergrößerung aus
Figur 3a , - Figur 4a:
- eine Aufsicht auf die Greifer-Einheit in einer 1. Funktionsstellung mit am Greifer-Schlitten verrastetem Greifer,
- Figur 4b, c:
- Schnitte entlang der Linien 4B - 4B und 4C - 4C in
Figur 4a , - Figur 5a:
- eine Aufsicht auf die Greifer-Einheit in einer 2. Funktionsstellung mit vom Greifer-Schlitten entrastetem Greifer,
- Figur 5b, c:
- Schnitte entlang der Linien 5B - 5B und 5C - 5C in
Figur 5a , - Figur 5c1:
- eine Ausschnitt-Vergrößerung aus
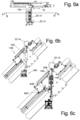
Figur 5c , - Figur 6a:
- eine Aufsicht auf die Greifer-Einheit in einer 3. Funktionsstellung mit vom Greifer-Schlitten herabhängendem Greifer,
- Figur 6b, c:
- Schnitte entlang der Linien 6B - 6B und 6C - 6C in
Figur 6a , - Figur 7a:
- eine Aufsicht auf die Greifer-Einheit in einer 4. Funktionsstellung vor dem wieder Einrasten des Greifers,
- Figur 7b, c:
- Schnitte entlang der Linien 7B - 7B und 7C - 7C in
Figur 7a , - Figur 8:
- eine Aufsicht auf eine erfindungsgemäße obere Produktführung als Niederhalter mit nur einer montierten Niederhalter-Einheit,
- Figur 9a:
- einen Schnitt durch einen Niederhalter entsprechend der Linie 9A - 9A in
Figur 8 in Betriebsstellung, betrachtet in der ersten Querrichtung, - Figur 9b:
- einen Schnitt analog der
Figur 9a mit dem Press-Antrieb in Löse-Stellung. - Die
Figuren 1a ,1b zeigen unterschiedliche perspektivische Ansichten eines mehrspurigen Slicers 1 zum gleichzeitigen Aufschneiden von mehreren Produkt-Kalibern K auf jeweils einer Spur SP1 bis SP4 nebeneinander und Ablegen in geschindelten Portionen P aus je mehreren Scheiben S mit einer generellen Durchlaufrichtung 10* durch den Slicer 1 von rechts nach links. -
Figur 2a zeigt -mit eingelegtem Kaliber K - eine Seitenansicht dieses Slicers 1 unter Weglassen für die Erfindung nicht relevanter Abdeckungen und anderer Teile, die ebenso wie alle anderen Einheiten am Grundgestell 2 befestigt sind, sodass die funktionalen Teile, vor allem die Förderbänder, besser zu erkennen sind. Die Längsrichtung 10 ist die Zufuhrrichtung der Kaliber K zur Schneideinheit 7 und damit auch die Längsrichtung der im Slicer 1 liegenden Kaliber K. - Dabei ist zu erkennen, dass der Grundaufbau eines Slicers 1 nach dem Stand der Technik darin besteht, dass einer Schneideinheit 7 mit um eine Messerachse 3' rotierenden Messer 3, etwa einem Sichelmesser 3, mehrere, in diesem Fall vier, quer zur Zufuhrrichtung 10 nebeneinander auf einem Zuförderer 4 liegende Produkt-Kaliber K mit Abstandshaltern 15 des Zuförderers 4 dazwischen von dieser Zufuhreinheit 20 zugeführt werden, von deren vorderen Enden das rotierende Messer 3 mit seiner Schneidkante 3a jeweils in einem Arbeitsgang, also fast gleichzeitig, je eine Scheibe S abtrennt.
- Für das Aufschneiden der Produkt-Kaliber K befindet sich der Zuförderer 4 in der in den
Figuren 1a - 2a dargestellten, in der Seitenansicht schrägen Aufschneide-Stellung mit tiefliegendem schneidseitigem, vorderen Ende und hochliegendem, hinteren Ende, aus der er um eine in seiner Breitenrichtung, der ersten Querrichtung 11, verlaufende Schwenkachse 20', die sich in der Nähe der Schneideinheit 7 befindet, herabgeklappt werden kann in eine etwa horizontale Belade-Stellung, wie sie inFigur 2b dargestellt ist. - Das hintere Ende jedes in der Zufuhreinheit 20 liegenden Kalibers K ist gemäß
Figur 2a jeweils von einem Greifer 14a - d formschlüssig mit Hilfe von Greiferklauen 16 gehalten. Diese hinsichtlich der Stellung der Greiferklauen 16 aktivierbaren und deaktivierbaren Greifer 14a - 14d sind an einem gemeinsamen Greifer-Schlitten 13 befestigt, welche entlang einer Greifer-Führung 18 in Zufuhrrichtung 10 nachgeführt werden kann. - Dabei ist sowohl der Vorschub des Greifer-Schlitten 13 als auch des Zuförderers 4 gesteuert antreibbar, wobei jedoch die konkrete Zufuhrgeschwindigkeit der Kaliber K durch eine ebenfalls gesteuert angetriebene, sogenannte obere und untere Produkt-Führung 8, 9 bewirkt wird, die an der Oberseite und Unterseite der aufzuschneidenden Kaliber K in deren vorderen Endbereichen, also unmittelbar vor dem Schneidrahmen 5 und damit nahe der Schneideinheit 7 angreifen.
- Dabei dient die obere Produkt-Führung 8 als Niederhalter, die das Kaliber K nach unten drückt zur Auflage auf der bezüglich des Kalibers K gegenüberliegenden, unteren Produkt-Führung 9, die als Gegenhalter dient.
- Jede der Produkt-Führungen 8, 9 weist ein endloses, umlaufendes, gesteuert in Umlaufrichtung angetriebenes Niederhalter-Band 8A bzw. neuen 9A auf, welches mit seinem Kontakt-Trum 8.1 bzw. 9.1 an der Oberseite bzw. Unterseite des Kalibers K anliegt und dieses gesteuert in Zufuhr-Richtung 10 vorwärts transportiert.
- Die vorderen Enden der Kaliber K werden jeweils durch eine Produkt-Öffnung 6a - d eines plattenförmigen Schneidrahmens 5 geführt, wobei unmittelbar vor der vorderen, schräg nach unten weisenden Stirnfläche des Schneidrahmens 5 die Schneidebene 3" verläuft, in der das Messer 3 mit seiner Schneidkante 3a rotiert und damit den Überstand der Kaliber K aus dem Schneidrahmen 5 als Scheibe S abtrennt. Die Schneidebene 3" verläuft lotrecht zum Obertrum des Zuförderers 4 und/oder wird von den beiden Querrichtungen 11, 12 zur Zufuhrrichtung 10 aufgespannt.
- Dabei dient der Innenumfang der Produkt-Öffnungen 6a - d der Schneidkante 3a des Messers 3 als Gegenschneide.
- Da beide Produktführungen 8, 9 gesteuert antreibbar sind, insbesondere unabhängig voneinander und/oder eventuell für jede Spur SP1 bis SP4 separat, bestimmen diese die - kontinuierliche oder getaktete - Vorschubgeschwindigkeit der Kaliber K durch den Schneidrahmen 5.
- Die obere Produktführung 8 ist in der zweiten Querrichtung 12 - die lotrecht zur Zufuhr-Richtung 10 sowie zur 1. Querrichtung 11 verläuft - verlagerbar zur Anpassung an die Höhe H des Kalibers K in dieser Richtung. Ferner kann mindestens eine der Produktführungen 8, 9 um eine ihrer Umlenkwalzen verschwenkbar ausgebildet sein, um die Richtung des am Kaliber K anliegenden Kontakt-Trumes ihres umlaufenden Traktions-Bandes 8A, 9A begrenzt verändern zu können.
- Die bei Abtrennung schräg im Raum stehenden Scheiben S fallen auf eine unterhalb der Schneidrahmen 5 beginnende und in Durchlaufrichtung 10* verlaufende Abförder-Vorrichtung 17, die in diesem Fall aus in Durchlaufrichtung 10* mehreren mit den Obertrumen ihrer Förderbänder etwa fluchtend hintereinander angeordneten Abförder-Einheiten 17a, b, c besteht, von denen die in Durchlaufrichtung 10 erste Abförder-Einheit 17a als Portionierband-Einheit 17a ausgebildet sein kann und/oder auch als Wiegeeinheit ausgebildet sein kann.
- Die Scheiben S können einzeln und in Durchlaufrichtung 10* beabstandet zueinander auf der Portionierband-Einheit 17a auftreffen oder durch entsprechende Steuerung des Portionierbandes 17a der Abförder-Vorrichtung 17 - dessen Bewegung wie fast alle beweglichen Teile von der Steuerung 1* gesteuert wird - geschindelte oder gestapelte Portionen P bilden, durch schrittweise Vorwärtsbewegung oder Rückwärtsbewegung des Portionierbandes 17a.
- Unterhalb der Zuförder-Einheit 20 befindet sich meist ein etwa horizontal verlaufender Resteförderer 21, welcher mit seinem vorderen Ende unterhalb der Schneidrahmen 5 und unmittelbar unter oder hinter der Abförder-Einheit 17 beginnt und mit seinem Obertrum dort darauf - mittels des Antriebes eines der Abförderer 17 entgegen der Durchlaufrichtung 10 - fallende Reste nach hinten abtransportiert.
-
Figur 3a zeigt separat nur die Greifereinheit 13 mit dem plattenförmigen Greifer-Schlitten 13A der mittels des endlosen umlaufenden, angetriebenen Zahnriemens 18A gesteuert in Zufuhrrichtung 10 verfahrbar ist entlang der Greifer-Führung 18. - Die Greifer-Schlitten 13A weist in Querrichtung 11 nebeneinander mehrere Betriebs-Greifer-Aufnahmen 30B auf, an denen jeweils ein Greifer 14 montiert werden kann, abhängig davon, auf wie vielen Spuren Kaliber K aufgeschnitten werden sollen.
- Momentan sind für einen 3-Spur-Betrieb drei vollständige Greifer 14 an der Betriebs-Greifer-Aufnahmen 30B montiert, jedoch sind wie ersichtlich vier Betriebs-Greifer-Aufnahmen 30B vorhanden.
- Ein solcher in
Figur 3b separat dargestellter, vollständiger Greifer 14 umfasst eine Greifer-Basis 14B - an oder in der auch der Greifer-Aktivator 14A befestigt ist, der die Greifer-Klauen 16 ausfährt - sowie den am vorderen freien Ende der Greifer-Basis 14B befestigten Greifer-Kopf 14K, der auch die ausfahrbare Greifer-Klauen 16 enthält. - Der momentan nicht benötigte vierte Greifer 14 ist an einer der beiden Park-Greifer-Aufnahmen 30P befestigt, die als Fortsatz des Greifer-Schlittens 13A in Querrichtung 11 seitlich außerhalb des Spurbereiches SB angeordnet ist, gegenüber den Betriebs-Greifer-Aufnahmen 30B entgegen der Zufuhrrichtung 10 um etwa eine halbe Länge einer Greifer-Basis 14B nach hinten versetzt und in der Vertikalen 12 etwas tiefer angeordnet.
- Die Betriebs-Greifer-Aufnahme 30B ist 2-teilig und besteht einerseits aus der Vorderkante des plattenförmigen Teils des Greifer-Schlittens 13A als vorderen Aufnahme-Teil 38 B und andererseits als hinteren Aufnahme-Teil 39 B aus einem Tragstab 39B, der ebenfalls Bestandteil des Greifer-Schlittens 13A ist, aber im Bereich der Hinterkante des plattenförmigen Teils und im Abstand zu diesem angeordnet ist.
- Dementsprechend umfasst die Befestigungsvorrichtung 35 der Greifer-Basis 14B eine vordere Befestigungsvorrichtung 35v mit einer Rastvorrichtung 40 zum Verrasten an dem vorderen Aufnahme-Teil 38B, insbesondere der Vorderkante des Greiferschlittens 13A, und eine hintere Befestigungsvorrichtung 35h in Form eines in der Seitenansicht Haken-förmigen, also U-förmigen Bereichs der Greifer-Basis 14B, mit dem diese bei gelöster Rastvorrichtung 40 an dem Tragstab 39B und insbesondere in diesem eingearbeiteten Umfangs-Nuten eingehängt werden kann.
- Die Park-Greifer-Aufnahmen 30P umfassen analoge vordere und hintere Aufnahme-Teile 38B, wobei der vierte, nicht benötigte Greifer 14 - davon nur dessen Greifer-Basis 14B, da der Greifer-Kopf 14K entfernt wurde - an der Unterseite einer der beiden Park-Greifer-Aufnahmen 30P befestigt ist analog zur Befestigung der anderen drei Greifer 14 unter dem Greifer-Schlitten 13A.
- Aufgrund ausreichender Länge der Versorgungsleitungen 25.14 kann ein momentan nicht benötigter Greifer 14 von seiner Betriebs-Position in eine Park-Position umgehängt werden, ohne ihn von seiner mindestens einen Versorgungsleitung 25.14 zu trennen.
- Von den Greifer-Basen 14B aus, insbesondere von deren hinteren Enden aus, verlaufen die Versorgungsleitungen 25.14 in Querrichtung 11 in einem Leitungskanal 26.14 - der ebenfalls Bestandteil des Greifer-Schlittens 13A ist und hinter dessen plattenförmigen Teil verläuft - zur Anti-Bediener Seite AB, wo sie aus mit einer entsprechenden Medien-Quelle gespeist werden.
- Den Umhänge-Vorgang eines Greifers 14 von einer Betriebs-Position in eine Park-Position und zurück zeigen die
Figuren 4 bis 7 , wovon dieFiguren 4a bis 7a jeweils die Greifer-Einheit 13 derFigur 3a in der Aufsicht genau von oben zeigen, und dieFiguren 4b , c, 5b, c, 6b, c, 7b, c Längsschnitte entlang der in der jeweiligen Figur z.B. 4a angegebenen Querposition. - In den
Figuren 4 - 7 ist die vordere Befestigungsvorrichtung 35v der Greifer-Basis 14B zum Befestigen an der vorderen Greifer-Aufnahme 38 des Greifer-Schlittens 13A als Rastvorrichtung 40 ausgebildet und die hintere Befestigungsvorrichtung 35h hakenförmig ausgebildet, sodass sie an einem Stangen-förmigen hinteren Greifer-Aufnahme-Teil 39 des Greifer-Schlittens 13A an jeder beliebigen Querposition eingehängt und von dort abgenommen werden kann, sofern die vordere Befestigungsvorrichtung 35 v gelöst ist. - Greifer-Aufnahme 38 meint dabei die Betriebs-Greifer-Aufnahme 30B ebenso wie für die Park-Greifer-Aufnahme 30P.
- Die Rastvorrichtung 40 umfasst - wie am besten die Detailvergrößerungen in
Figur 4c und7c zeigen - einen Rast-Hebel 40A, der drehfest mit einem Rast-Haken 40B verbunden ist, die gemeinsam um eine in Querrichtung 11 verlaufende Schwenkachse 40' verschwenkbar sind, etwa indem auf den Rast-Hebel 40A Druck vom Bediener ausgeübt wird. - Der Rast-Haken 40B kann hinter einem Rast-Vorsprung 40C des Greifer-Schlittens 13A, der somit gleichzeitig das vordere Greifer-Aufnahme-Teil 38B darstellt, verrasten, wie in den
Figuren 4 , insbesondereFigur 4c dargestellt, womit die mit der hinteren Befestigung-Vorrichtung 35h bereits mit dem Greifer-Schlitten 13A verbundene Greifer-Basis 14B am Greifer-Schlitten 13A fixiert wird, sei es an einer Betriebs-Greifer-Aufnahme 30B oder einer Park-Greifer-Aufnahme 30P. - Zum Demontieren einer Greifer-Basis 14B und damit eines ganzen Greifers 14 - wenn daran ein Greifer-Kopf 14 K montiert ist - drückt ausgehend von der verrasteten Stellung der
Figuren 4 der Bediener auf den Rast-Hebel 40A gemäßFigur 5c und verschwenkt dadurch den Rast-Haken 40B so weit, dass er außer Eingriff mit dem Rast-Vorsprung 40C, also dem vorderen Aufnahme-Teil 38B gerät. - Daraufhin schwenkt die Greifer-Basis 14B, deren hintere, hakenförmige Befestigungsvorrichtung 35h an dem Stangen-förmigen hinteren Greifer-Aufnahme-Teil 39 eingehängt ist, um diese Stange Schwerkraft-bedingt nach unten und hängt von diesem herab.
- Nun kann die Greifer-Basis 14B von dem hinteren Greifer-Aufnahme-Teil 39, z.B. einer Betriebs-Greifer-Aufnahme 30B, abgehängt und an einem anderen hinteren Greifer-Aufnahme-Teil 39, z.B. einer Park-Greifer-Aufnahme 30P, wieder eingehängt werden, und das ganze ohne die Greifer-Versorgungsleitung 25.14 von der Greifer-Basis 14B lösen zu müssen.
- Wie die Vergrößerungen in den
Figuren 4c ,5c ,6c ,7c zeigen, handelt es sich bei dem Greifer-Aktivator 14A um einen Arbeitszylinder, insbesondere einem Pneumatik-Zylinder, der mit einem entsprechenden Druckmedium, meist Druckluft, versorgt werden muss, welches über die Versorgungs-Leitung 25.14 zugeführt wird. - Anschließend kann gemäß der
Figuren 7 die umgehängte Greifer-Basis 14B an dem neuen hinteren Aufnahme-Teil 39 einer Greifer-Aufnahme 30 analog eingehängt werden. - Zum Fixieren an Greifer-Schlitten 13A muss darauf hin lediglich vom Bediener die Greifer-Basis 14B um das Stangen förmige Aufnahme-Teil 39 nach oben verschwenkt werden, wie in
Figur 7c dargestellt, bis zum Einrasten des Rast-Hakens 40B hinter dem Rast-Vorsprung 40C. Der Rast-Hakens 40B ist in die verrastende Stellung vorgespannt, beispielsweise mittels einer - nicht dargestellten - Feder. - Auch der Anpress-Antrieb 33 einer oberen Produktführung 8 muss für den Betrieb über jeweils mindestens eine Versorgungsleitung 26.33 mit einer Energieform, meist Druckluft, versorgt werden.
- Im Zusammenhang mit einem momentan nicht benötigten, an einer Versorgungsleitung 26.33 hängenden OPF- und Modul lässt
Figur 8 erkennen, dass die obere Produktführung 8 einen Grundkörper 22 aufweist, der sich auf der vom Bediener abgewandten Anti-Bediener Seite AB befindet, und von dem aus eine Trageinheit 36 einseitig zur Bediener-Seite B hin auskragt über alle Spuren SP1 bis SP4 des mehrspurigen Slicers 1, und an dieser Trageinheit 36 in der 1. Querrichtung 11 nebeneinander normalerweise sowohl mehrere Niederhalter-Einheiten - wovon hier nur eine einzige Niederhalter-Einheit 50.1 dargestellt ist - als auch diesen jeweils zugeordnete und mit diesen in Zufuhr-Richtung 10 fluchtende Anpress-Einheiten 51.1 - 51.4 montiert sind. - Die Anpress-Einheiten 51.1 - 51.4 sind aktivierbar und deaktivierbar und benötigen hierfür eine Energiezufuhr, meist in Form von Druckluft, denn die darin enthaltenen Anpress-Antriebe 33 sind in der Regel Pneumatik-Zylinder, und zwar in beide Richtungen wirkende Pneumatik-Zylinder, wie die
Figuren 9a , b zeigen. Dementsprechend ist im Betriebszustand jeder der Anpress-Antriebe 33 der Anpress-Einheiten 51.1 - 51.4 mit mindestens einer Versorgungsleitung 25.33 verbunden, sodass die gleiche Problematik vorliegt wie bei den Greifer-Aktivatoren 14A. - Von den einzelnen Anpress-Antrieben 33 werden die Versorgungsleitungen 25.33 in einem in Querrichtung 11 verlaufenden Leitungskanal 26.33 geführt, der hinter oder unter den beiden Tragstäben 32, welche die Anpress-Antriebe 33 tragen, zum Niederhalter-Grundkörper 22 verläuft und an diesem befestigt ist.
- Die gesamte Trageinheit 36 ist in der 2. Querrichtung 12 mithilfe von Stangenführungen 37 - siehe
Figur 2b - in ihrem Abstand zum Grundkörper 22 einstellbar, insbesondere gesteuert einstellbar. - Die Niederhalter-Einheiten 50.1 usw. sind an der gemeinsamen Antriebswelle 23 befestigt und die Anpress-Einheiten 51.1 - 51.4 an zwei parallel dazu verlaufenden Tragstäben 32.
- Wie die in Querrichtung 11 betrachtete Schnittdarstellung der
Figur 9a erkennen lässt, ist auch stromaufwärts des Niederhalter-Bandes 50.1A wenig Platz zwischen Oberseite des Kalibers K und der darüber befindlichen Anpress-Einheit 51.1. - Wie
Figur 9a zeigt, weist die Niederhalter-Einheit z.B. 50.1 ein endloses, umlaufendes Niederhalter-Band 50.1A auf, welches über eine Messer-seitige Umlenkwalze 8a sowie eine Messer-ferne Umlenkwalze 8b, die gleichzeitig als Antriebs-Walze für das Band 50.1A dient, umläuft. - Zu diesem Zweck umfasst die als Antriebs-Walze dienende Umlenkwalze 8a eine Antriebs-Hülse 24, die drehfest auf eine Antriebswelle 23 aufgesteckt ist, die in Querrichtung 11 verläuft und alle Niederhalter-Bänder der Maschine gemeinsam antreibt.
- Die Messer -seitige Umlenkwalze 8a ist dabei in einer sogenannten Spannklappe 50.1C gelagert, welche gegenüber einer Niederhalter-Basis 50.1B, in der die andere Umlenkwalze 8b und damit deren Antriebs-Hülse 24 gelagert ist in ihrem Abstand variiert werden kann, um das Niederhalter-Band 50.1A zu entspannen und leicht zu Reinigungszwecken entnehmen zu können.
- Das Niederhalter-Band kann mit seinem in Zufuhrrichtung 10 vorderen Ende, also der messerseitigen Umlenkwalze 8a, gegen das Kaliber gedrückt werden, in dem die Bandeinheit um eine in Querrichtung 11 verlaufende Schwenkachse 23`, in diesem Fall die Rotationsachse der Antriebswelle 23, schwenkbar ist.
- Dieses Anpressen erfolgt mittels der Anpress-Einheit 51.1, deren Pneumatik-Zylinder exzentrisch zur Schwenkachse 23' gegen einen nach hinten über die Schwenkachse 23' hinausgehenden Fortsatz der Niederhalter-Basis 50.1B in Schwenkrichtung nach oben drückt und damit die Umlenkwalze 8a auf der anderen Seite der Schwenkachse 23' nach unten drückt.
- Die Kopplung zwischen der Anpress-Einheit 51.1 und der Niederhalter-Einheit 50.1 erfolgt über einen in Querrichtung 11 verlaufenden Sicherungsbolzen 28a, der mit dem Pneumatik-Zylinder 33 indirekt, nämlich über einen dazwischen angeordneten weiteren Schwenkhebel, wirkverbunden ist und in einer Ausnehmung 28b in dem erwähnten Fortsatz der Niederhalter-Basis 50.1B aufgenommen ist.
- Somit kann auch - je nach Höhe H in der zweiten Querrichtung 12 des Kalibers K - die Niederhalter-Einheit 50.1 allein gewechselt werden gegen eine anders gestaltete Niederhalter-Einheit, ohne dass die gesamte obere Produktführung 8 gewechselt werden muss.
- Wenn für einen neuen Arbeitsauftrag weniger Niederhalter-Einheiten 50 und damit auch weniger Anpress-Einheiten 51 benötigt werden als vorher, kann es sein, dass entlang der Tragstäbe 32 - welche ja die Betriebs-Antriebs-Aufnahmen 32B für die Anpress-Einheiten 51 darstellen - keine geeignete Parkposition für die eine oder zwei nicht benötigte Anpress-Einheit 51 zur Verfügung steht aufgrund der Abmessungen der Kaliber K und des Spurabstandes, sondern eine Parkposition abseits, insbesondere seitlich abseits, des Spurbereiches in Form einer oder mehrerer Park-Antriebs-Aufnahmen 32P benötigt wird.
- Hierfür zeigt
Figur 8 in der Aufsicht von oben eine solche Park-Antriebs-Aufnahme 32P seitlich neben dem Spurbereich zur Bediener-Seite B hin und in der Aufsicht betrachtet entgegen der Zufuhrrichtung 10 nach hinten versetzt, an der eine Anpress-Einheit 51 zum Parken untergebracht werden kann, ohne ihre Versorgungsleitung 25.33 zu lösen. - Der Pneumatik-Zylinder 33 jeder Andreas-Einheit 51 ist in einem Zylinder-Träger 34 aufgenommen, der zwei in Querrichtung 11 zueinander beabstandeten Träger-Platten 34a, b umfasst.
- Damit jede Anpress-Einheit 51 unabhängig davon, an welcher Betriebs-Antriebs-Aufnahme 32B sie sich befindet, von dort jederzeit entfernt und in die Park-Antriebs-Aufnahme 32P umgesetzt werden kann, sind die Träger-Platten 34a, b - siehe die
Figuren 9a , b - so gestaltet, dass sie in ihrem hinteren Endbereich übereinstimmend, also in Querrichtung 11 fluchtend, hakenförmig gestaltet sind mit einer in der Zufuhrrichtung 10 nach vorne offenen Ausnehmung, sodass sie mit diesem Haken 27 an der hinteren der beiden Tragstäbe 32 an jeder beliebigen Position in Querrichtung 11 eingehängt werden können und von dort herabhängen, wie inFigur 9b dargestellt. - Zum Verbringen in die Betriebsstellung wird das vordere Ende des Zylinder-Trägers 34 hochgeschwenkt bis an den vorderen Tragstab 32 heran, wobei ein, an dem Zylinder-Träger 34 befestigter und in die verriegelte Stellung vorzugsweise vorgespannter, Rasthebel 29 auf der Oberseite dieses Tragstabes 32 so verrastet, dass die Zylinder-Träger 34 ortsfest an den beiden Tragstäben 32, also der Betriebs-Antriebs-Aufnahme 32B, verrastet ist.
- Die in
Figur 8b sichtbare Park-Antriebs-Aufnahme 32P verfügt ebenfalls über zwei Tragstäbe 32 P, sodass dort ein Anpress-Antrieb 51 mit seinem Zylinder-Träger 34 analog eingehängt und dann verrastet werden kann als Park-Position, in der er sich dann entgegen der Zufuhrrichtung nach hinten und in Querrichtung 11 außerhalb der in der Betriebsstellung befindlichen Anpress-Einheiten befindet. - Dabei ist für das Umhängen von den Park-Position in die Betriebs-Position kein Lösen der Versorgungsleitung 25.33 vom entsprechenden Anpress-Antrieb 33 einer Anpress-Einheit 51 notwendig.
-
- 1
- Aufschneide-Maschine, Slicer
- 1*
- Steuerung
- 2
- Grundgestell
- 3
- Messer
- 3
- Rotationsachse
- 3"
- Messerebene, Schneidebene
- 3a
- Schneidkante
- 4
- Zuförderer, Zufuhr-Band
- 5
- Schneidrahmen
- 6a - d
- Produkt-Öffnung
- 7
- Schneideinheit
- 8
- obere Produktführung,
- 8.1
- Kontakt-Trum, Unter-Trum
- 8a
- Messer-seitige Umlenkrolle
- 8b
- Messer-abgewandte Umlenkrolle
- 9
- untere Produktführung
- 8.1
- Kontakt-Trum, Ober-Trum
- 9a
- Messer-seitige Umlenkrolle
- 9b
- Messer-abgewandte Umlenkrolle
- 10
- Transportrichtung, Zufuhrrichtung,
- 10*
- Durchlaufrichtung durch Maschine, Längsrichtung Maschine
- 11
- 1. Querrichtung (Breite Slicer)
- 12
- 2. Querrichtung (Höhen-Richtung Kaliber)
- 13
- Greifer-Einheit,
- 13A
- Greifer-Schlitten
- 14,14.1, 14.2
- Greifer
- 14A
- Greifer-Aktuator
- 14B
- Greifer-Basis
- 14K
- Greifer-Kopf
- 15
- Abstandshalter
- 15'
- Auflagefläche
- 16
- Greifer-Klaue
- 17
- Abförder-Einheit
- 17a, b, c
- Portionierband, Abförderer
- 18
- Greifer-Führung
- 19
- Höhen-Sensor
- 20
- Zufuhreinheit
- 21
- Reststück-Förderer
- 22
- Niederhalter-Grundkörper
- 23
- Antriebswelle
- 23'
- Schwenkachse
- 24
- Antriebs-Hülse
- 25.14,25.33
- Versorgungsleitung
- 26.14,26.33
- Leitungskanal
- 27
- Haken
- 28a
- Sicherungsbolzen
- 28b
- Ausnehmung
- 29
- Rasthebel
- 30B
- Betriebs-Greifer-Aufnahme
- 30P
- Park-Greifer-Aufnahme
- 31B
- Betriebs-Antriebs-Aufnahme
- 31P
- Park- Antriebs -Aufnahme
- 32, 32B, 32P
- Tragstab
- 33
- Anpress-Antrieb, Pneumatikzylinder-Einheit
- 34
- Antriebs-Aufnahme
- 35v, h
- Befestigungsvorrichtung
- 36
- Trageinheit
- 37
- Stangenführung
- 38B, 38P
- Aufnahme-Teil
- 39B, 39P
- Aufnahme-Teil
- 40
- Rastvorrichtung
- 40A
- Rast-Hebel, Taster
- 40B
- Rast-Haken
- 40C
- Rast-Vorsprung
- 50.1-50.4
- Niederhalter-Einheit
- 50.1A-50.4A
- Niederhalter-Band
- 50.1B-50.4B
- Niederhalter-Basis
- 50.1C-50.4C
- Spannklappe
- 51.1-51.4
- Anpress-Einheit
- H
- Kaliber-Höhe
- K
- Produkt, Produkt-Kaliber
- KR
- Kaliber-Rest, Reststück
- S
- Scheibe
- SB
- Spurbereich
- P
- Portion
- SP1, SP2
- Spur
- V
- Verpackungselement
Claims (15)
- Mehrspurige Aufschneide-Maschine (1), insbesondere Slicer (1), zum Aufschneiden von Kalibern (K) in Scheiben (S) und Erstellen von geschindelten oder gestapelten Portionen (P) aus Scheiben (S), mit- einer Schneideinheit (7) mit einem rotierenden Messer (3),- einer Zufuhreinheit (20) zum Zuführen von mehreren, in Querrichtung (11) zur Zufuhr-Richtung (10) nebeneinander angeordneten Kalibern (K) in Zufuhr-Richtung (10) zur Schneideinheit (30),- wobei die Zufuhreinheit (20) aufweist,- wenigstens ein, insbesondere bezüglich des Kalibers (K) unteres, Zufuhr-Band (4)- wenigstens eine obere Produkt-Führung (8) als Niederhalter (8) mit wenigstens einem oberen, antreibbaren Niederhalter-Band (8A) für das Kaliber (K) mit wenigstens einer Anpress-Einheit (51), welche einen Anpress-Antrieb (33) umfasst,- eine Greifer-Einheit (13) mit einem Greifer-Schlitten (13A) mit einer oder mehreren Betriebs-Greifer-Aufnahmen (30B), an der oder denen in Querrichtung (11) nebeneinander mehrere Greifer (14), die an mindestens je eine Greifer-Versorgungsleitung (25.14) angeschlossen sind, in einer Betriebs-Position befestigbar sind,- einer Steuerung (1*) zur Steuerung beweglicher Teile der Aufschneide-Maschine (1),
dadurch gekennzeichnet, dass- der Greifer-Schlitten (13A) mindestens eine Park-Greifer-Aufnahme (30P) aufweist, an der ein Greifer (14) in einer den Aufschneide-Betrieb nicht störenden (definieren) Park-Position befestigbar ist,- die Versorgungsleitungen (25.14) so lang sind und die Park-Greifer-Aufnahme (30P) so, insbesondere so nahe, zu den Betriebs-Greifer-Aufnahmen (30B) angeordnet ist, dass ein Verbringen einschließlich Montage und Demontage eines Greifers (14) von jeder der Betriebs-Greifer-Aufnahmen (30B) zu der Park-Greifer-Aufnahme (30P) möglich ist ohne seine Greifer-Versorgungsleitung (25.14) zu lösen. - Aufschneide-Maschine (1) nach Anspruch 1,
dadurch gekennzeichnet, dass- die Park-Greifer-Aufnahme (30P) in Querrichtung (11) seitlich außerhalb des Spur-Bereiches (SP) der Aufschneide-Maschine (1) angeordnet ist
und/oder- die Park-Greifer-Aufnahme (30P) entgegen der Zufuhrrichtung (10) zurückversetzt von den Betriebs-Greifer-Aufnahmen (30B) angeordnet ist. - Aufschneide-Maschine (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass- jeder Greifer (14) eine Greifer-Basis (14B) mit einem Greifer-Aktivator (14A) sowie einen an dem vorderen Ende der Greifer-Basis (14B) befestigten Greifer-Kopf (14 K) insbesondere mit den Greifer-Klauen (16) aufweist und- die Greifer-Basis (14B) mindestens eine Befestigungsvorrichtung (35) zum Befestigen an der Greifer-Aufnahme (30B, 30P) aufweist. - Aufschneide-Maschine (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass- die Betriebs-Greifer-Aufnahme (30B) und/oder die Park-Greifer-Aufnahme (30P) je zwei in Zufuhrrichtung (10) beabstandete Aufnahme-Teile (38B, 39B, 38P, 39P) aufweist. - Aufschneide-Maschine (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass- die hintere Befestigungsvorrichtung (35h) für die hintere Greifer-Aufnahme (39) hakenförmig ausgebildet ist, sodass bei gelöster Befestigung gegenüber dem vorderen Aufnahme-Teil (38) die Greifer-Basis (14B) von dem hinteren Aufnahme-Teil (39) Schwerkraft-bedingt herabhängt. - Aufschneide-Maschine (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass- die vordere Befestigungsvorrichtung (35v) für das vordere Aufnahme-Teil (38) eine Rastvorrichtung (40) zum Verrasten an dem vorderen Aufnahme-Teil (38) aufweist,- die insbesondere beim Kontaktieren der vorderen Befestigungsvorrichtung (35v) mit dem vorderen Aufnahme-Teil (38) selbsttätig an diesem verrastet. - Aufschneide-Maschine (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass- das hintere Aufnahme-Teil (39B, 39P) ein Tragstab (39B, 39P) ist, an dem die Greifer-Basis (14B) mit der Haken-förmigen, also U-förmigen hinteren Befestigungsvorrichtung (35h) eingehängt werden kann
und/oder- das vordere Aufnahme-Teil (38B, 38P) eine Tragplatte (38B, 38P) ist, an der, insbesondere deren Vorderkante, die Greifer-Basis (14B) mit der Haken-förmigen, also U-förmigen vorderen Befestigungsvorrichtung (35v) befestigt werden kann,- insbesondere mit deren Rastvorrichtung (40) verrastet werden kann. - Aufschneide-Maschine (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass- der Greifer-Kopf (14K) und die Greifer-Basis (14B) so ausgebildet sind, dass der Greifer-Kopf (14K) an der Greifer-Basis (14B) montiert und/oder demontiert werden kann sowohl bei an der Park-Greifer-Aufnahme (30P) als auch an der Betrieb-Greifer-Aufnahme (30B) montierter Greifer-Basis (14B). - Aufschneide-Maschine (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass- beabstandet in Zufuhrrichtung (10) hinter dem vorderen Aufnahme-Teil (38B, 38P), insbesondere der Tragplatte (38B, 38P) ein Leitungskanal (26.14) in Querrichtung (11) verläuft zur Aufnahme der Greifer-Versorgungsleitungen (25.14), der in der Seitenansicht betrachtet nach oben, nach unten oder nach vorne offen ist.(Niederhalter-Anpress-Antrieb:) - Aufschneide-Maschine (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass- der Niederhalter-Grundkörper (22) mindestens eine Park-Pressantrieb-Aufnahme (22P) aufweist, an der ein Anpress-Antrieb (33), insbesondere eine Pneumatikzylinder-Einheit (33), in einer den Aufschneide-Betrieb nicht störenden Park-Position befestigbar ist,- die Versorgungsleitungen (25.33) für die Anpress-Antriebe (33) so lang sind und die Park-Pressantrieb-Aufnahme (22P) so, insbesondere so nahe, zu den Betriebs-Pressantrieb-Aufnahmen (22B) angeordnet ist, dass ein Verbringen einschließlich Montage und Demontage eines Anpress-Antriebs (33) von jeder der Betriebs-Pressantrieb-Aufnahmen (22B) zu der Park-Pressantrieb-Aufnahme (22P) möglich ist ohne seine Pressantrieb-Versorgungsleitung (25.33) zu lösen. - Aufschneide-Maschine (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass- die Park-Pressantrieb-Aufnahme (22P) in Querrichtung (11) seitlich außerhalb des Spur-Bereiches (SB) der Aufschneide-Maschine (1) angeordnet ist
und/oder- die Park-Pressantrieb-Aufnahme (22P) entgegen der Zufuhrrichtung (10) zurückversetzt von den Betriebs-Pressantrieb-Aufnahmen (22B) angeordnet ist. - Aufschneide-Maschine (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass- die Antriebs-Aufnahme (34) des Anpress-Antriebes (33) mindestens eine Befestigungsvorrichtung (35) zum Befestigen an der Pressantrieb-Aufnahme (22B, 22P) aufweist,- insbesondere eine hintere Befestigungsvorrichtung (35h) für eine hintere Pressantrieb-Aufnahme (22B, 22P) hakenförmig ausgebildet ist, sodass bei gelöster Befestigung gegenüber dem vorderen Pressantrieb-Aufnahme (22B, 22P) die Antriebs-Aufnahme (34) von der hinteren Pressantrieb-Aufnahme (22B, 22P) Schwerkraft-bedingt herabhängt. - Aufschneide-Maschine (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass- beabstandet in Zufuhrrichtung (10) hinter dem vorderen Aufnahme-Teil (22B, 22P), ein Leitungskanal (26.33) in Querrichtung (11) verläuft zur Aufnahme der Greifer-Versorgungsleitungen (25.33), der in der Seitenansicht betrachtet nach oben, nach unten oder nach vorne offen ist. - Verfahren zum Betreiben einer Aufschneide-Maschine (1), insbesondere einem Slicer (1), mit einer Greifer-Einheit (13) mit einem Greifer-Schlitten (13A) mit einer oder mehreren Betriebs-Greifer-Aufnahmen (30B), an der oder denen in Querrichtung (11) nebeneinander mehrere Greifer (14), die an mindestens je eine Greifer-Versorgungsleitung (25.14) angeschlossen sind, in einer Betriebs-Position befestigbar sind,insbesondere einer Aufschneide-Maschine (1) nach einem der vorhergehenden Ansprüche,dadurch gekennzeichnet, dass- ein für den Aufschneide-Betrieb momentan nicht benötigter Greifer (14) von einer Betriebs-Position in eine den Aufschneide-Betrieb nicht störenden Park-Position ummontiert wird,- dabei seine Greifer-Versorgungsleitung (25.14) an ihm angeschlossen bleibt, da die Versorgungsleitungen (25.14) so lang sind und die Park-Position so, insbesondere so nahe, zu den Betriebs-Positionen gewählt wird, dass ein Verbringen einschließlich Montage und Demontage eines Greifers (14) von jeder der Betriebs-Positionen zu der Park-Position möglich ist.
- Verfahren nach Anspruch 14, wobei die Maschine (1) eine obere Produktführung (8) als Niederhalter mit einem Anpress-Antrieb (33) aufweist,
dadurch gekennzeichnet, dass- ein für den Aufschneide-Betrieb momentan nicht benötigter Anpress-Antrieb (33) einer oberen Produktführung (8) von einer Betriebs-Position in eine den Aufschneide-Betrieb nicht störende Park-Position ummontiert wird,- dabei seine Anpress-Versorgungsleitung (25.33) an ihm angeschlossen bleibt, da die Versorgungsleitungen (25.33) so lang sind und die Park-Position so, insbesondere so nahe, zu den Betriebs-Positionen gewählt wird, dass ein Verbringen einschließlich Montage und Demontage eines Anpress-Antriebes (33) von jeder der Betriebs-Positionen zu der Park-Position möglich ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102023108709.6A DE102023108709A1 (de) | 2023-04-05 | 2023-04-05 | Aufschneide-Maschine mit Parkposition für Greifer |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4461484A1 true EP4461484A1 (de) | 2024-11-13 |
Family
ID=92801859
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP24164706.4A Pending EP4461484A1 (de) | 2023-04-05 | 2024-03-20 | Aufschneide-maschine mit parkposition für greifer |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20240335967A1 (de) |
| EP (1) | EP4461484A1 (de) |
| DE (1) | DE102023108709A1 (de) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202011111071U1 (de) * | 2010-05-01 | 2019-03-20 | Formax, Inc. | Hochgeschwindigkeitsschneidmaschine |
| WO2020007642A1 (de) * | 2018-07-02 | 2020-01-09 | Gea Food Solutions Germany Gmbh | Verfahren zum ergreifen und entsorgen des endstücks eines lebensmittelprodukts |
| DE102020106054A1 (de) * | 2020-03-05 | 2021-09-09 | Multivac Sepp Haggenmüller Se & Co. Kg | Verfahren zum Herstellen geschindelter Portionen sowie hierfür geeigneter Slicer |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1645551A (en) * | 1923-01-08 | 1927-10-18 | Us Slicing Machine Co | Bread slicer |
| US4548108A (en) * | 1983-08-08 | 1985-10-22 | Cashin Systems Corporation | Slicing machine |
| WO1993022114A1 (en) * | 1992-04-23 | 1993-11-11 | Townsend Engineering Company | Meat slicing machine and method of use thereof |
| CA2154337C (en) * | 1994-10-11 | 2005-07-05 | Scott A. Lindee | Food loaf slicing machines |
| US5566600A (en) * | 1994-10-11 | 1996-10-22 | Formax, Inc. | Conveyor/classifier system for versatile hi-speed food loaf slicing machine |
| CA2377198A1 (en) * | 2001-03-23 | 2002-09-23 | Kraft Foods Holdings, Inc. | Automated system and method for placing sliced food stacks in packages |
| DE10353114A1 (de) * | 2003-10-15 | 2005-05-12 | Cfs Kempten Gmbh | Verfahren und Vorrichtung zum Aufschneiden von Lebensmittelriegeln |
| US7603936B2 (en) * | 2005-03-05 | 2009-10-20 | Formax, Inc. | Loaf seam synchronization device for continuous loaf feed slicing machine |
| US8549966B2 (en) * | 2007-10-22 | 2013-10-08 | Formax, Inc. | Output conveyor for a food article slicing machine |
| US20110126679A1 (en) * | 2009-12-02 | 2011-06-02 | Weber Maschinenbau Gmbh Breidenbach | Apparatus for slicing food products |
| DE102010013893A1 (de) * | 2010-04-07 | 2011-10-13 | Weber Maschinenbau Gmbh Breidenbach | Vorrichtung zum Aufschneiden von Lebensmittelprodukten |
| DE102010013892A1 (de) * | 2010-04-07 | 2011-10-13 | Weber Maschinenbau Gmbh Breidenbach | Vorrichtung zum Aufschneiden von Lebensmittelprodukten |
| DE102010050636A1 (de) * | 2010-11-05 | 2012-05-10 | Bizerba Gmbh & Co Kg | Scheibenschneidemaschine mit außen liegender Schlittenführung und Messerverriegelung |
| DE102010055394A1 (de) * | 2010-12-21 | 2012-06-21 | Weber Maschinenbau Gmbh Breidenbach | Vorrichtung und Verfahren zum Aufschneiden mehrerer Lebensmittelprodukte |
| DE102012100588A1 (de) * | 2012-01-24 | 2013-07-25 | R. Weiss Verpackungstechnik Gmbh & Co. Kg | Schneidemaschine für Brot mit Vorschubeinrichtung |
| DE102012214741A1 (de) * | 2012-08-20 | 2014-02-20 | Textor Maschinenbau GmbH | Vorrichtung und Verfahren zum Aufschneiden von Lebensmittelprodukten |
| DE102013200403A1 (de) * | 2012-12-24 | 2014-06-26 | Textor Maschinenbau GmbH | Vorrichtung zum Aufschneiden von Lebensmittelprodukten |
| CA2944668A1 (en) * | 2014-04-09 | 2015-10-15 | Gea Food Solutions Germany Gmbh | Slicing device comprising rapid-manufacturing components |
| DE102014106353B4 (de) * | 2014-05-07 | 2025-05-22 | Multivac Sepp Haggenmüller Se & Co. Kg | Schneidmaschine zum Schneiden von Lebensmitteln |
| DE102015107716A1 (de) * | 2015-05-18 | 2016-11-24 | Weber Maschinenbau Gmbh Breidenbach | Zuführvorrichtung |
| DE102016107849A1 (de) * | 2016-04-28 | 2017-11-02 | Tvi Entwicklung Und Produktion Gmbh | Schneidemaschine sowie Verfahren zum Aufschneiden von elastischen Strängen, insbesondere Fleischsträngen |
| US10836065B2 (en) * | 2017-01-04 | 2020-11-17 | Provisur Technologies, Inc. | Exposed load cell in a food processing machine |
| DE102017102385A1 (de) * | 2017-02-07 | 2018-08-09 | Weber Maschinenbau Gmbh Breidenbach | Greifer, Schneidvorrichtung und Verfahren zum Schneiden eines Produkts |
| DE102018106300B4 (de) * | 2018-03-19 | 2024-03-14 | Tvi Entwicklung Und Produktion Gmbh | Verfahren zum Verpressen und Aufschneiden von elastischen Laiben sowie Schneidemaschine hierfür |
| DE102019110026A1 (de) * | 2019-04-16 | 2020-10-22 | Tvi Entwicklung Und Produktion Gmbh | Schneidemaschine sowie Verfahren zum Aufschneiden eines Laibes in Scheiben |
| DE102020119226A1 (de) * | 2020-07-21 | 2022-01-27 | Multivac Sepp Haggenmüller Se & Co. Kg | Verfahren zum automatischen Einstellen des Schneidspaltes einer Aufschneide-Maschine sowie hierfür geeignete Aufschneide-Maschine |
| DE102020134505B3 (de) * | 2020-12-21 | 2022-03-10 | Tvi Entwicklung Und Produktion Gmbh | Verfahren zum Verpressen und Aufschneiden eines Produkt-Stückes sowie Aufschneidemaschine hierfür |
| DE102021101315A1 (de) * | 2021-01-22 | 2022-07-28 | Multivac Sepp Haggenmüller Se & Co. Kg | Mehrspurige Aufschneide-Maschine mit unabhängig ansteuerbaren Greifern |
| US20230126530A1 (en) * | 2021-10-25 | 2023-04-27 | Provisur Technologies, Inc. | Food product gripping assembly for a food product slicing apparatus |
-
2023
- 2023-04-05 DE DE102023108709.6A patent/DE102023108709A1/de active Pending
-
2024
- 2024-03-20 EP EP24164706.4A patent/EP4461484A1/de active Pending
- 2024-04-04 US US18/627,288 patent/US20240335967A1/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202011111071U1 (de) * | 2010-05-01 | 2019-03-20 | Formax, Inc. | Hochgeschwindigkeitsschneidmaschine |
| WO2020007642A1 (de) * | 2018-07-02 | 2020-01-09 | Gea Food Solutions Germany Gmbh | Verfahren zum ergreifen und entsorgen des endstücks eines lebensmittelprodukts |
| DE102020106054A1 (de) * | 2020-03-05 | 2021-09-09 | Multivac Sepp Haggenmüller Se & Co. Kg | Verfahren zum Herstellen geschindelter Portionen sowie hierfür geeigneter Slicer |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102023108709A1 (de) | 2024-10-10 |
| US20240335967A1 (en) | 2024-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0623542B1 (de) | Einrichtung zur Bildung eines sich senkrecht zu den stehend aneinandergereihten Druckbogen erstreckenden Stapels | |
| EP3170632B1 (de) | Vorrichtung und verfahren zum aufschneiden von lebensmittelprodukten | |
| EP2420460A1 (de) | Verfahren und Vorrichtung zum Fördern von Gegenständen | |
| DE19518583A1 (de) | Schneidmaschine | |
| DE102022106471A1 (de) | Einlege-Zufuhreinheit sowie Verfahren für ihren Betrieb | |
| AT412250B (de) | Waffelblockschneider | |
| EP4032669A1 (de) | Mehrspurige aufschneide-maschine mit unabhängig ansteuerbaren greifern | |
| EP4001187A1 (de) | Verfahren zum quer-positionieren eines zu transportierenden artikels | |
| WO2017186498A1 (de) | Aufschneidevorrichtung mit einem verstellbaren anschlagmittel | |
| DE4127854A1 (de) | Vorrichtung zum zufuehren von plattenfoermigen zuschnitten zu einer tiefziehmaschine | |
| EP4461484A1 (de) | Aufschneide-maschine mit parkposition für greifer | |
| DE102020110424A1 (de) | Aufschneide-Maschine | |
| DE19624973A1 (de) | Verfahren und Anordnung zum Ablegen und Transportieren von abgelängten Kabelabschnitten | |
| EP0560042B1 (de) | Vorschubeinrichtung einer Rollenmesserwinkelschere | |
| DE102023103039A1 (de) | Aufschneide-Maschine | |
| EP4442417A2 (de) | Aufschneide-maschine sowie verfahren zum aufschneiden von produkt-kalibern | |
| DE102022102512A1 (de) | Portionierband-Einheit, damit ausgestattete Aufschneide-Maschine, Verfahren zum Umrüsten einer solchen Aufschneide-Maschine | |
| DE102023106017A1 (de) | Aufschneide-Maschine mit Spannklappen | |
| DE10046417C1 (de) | Einlegevorrichtung für an Fadenschlaufen an Spießen hängende Waren | |
| DE102020133162A1 (de) | Aufschneide-Maschine | |
| DE102021100897A1 (de) | Aufschneide-Maschine | |
| DE102023117324B4 (de) | Portionierband-Einheit mit automatisch einstellbarer Höhenlage und damit ausgestattete Aufschneide-Maschine | |
| DE102020110425A1 (de) | Aufschneide-Maschine | |
| DE102020133580A1 (de) | Aufschneide-Maschine | |
| EP1270261B1 (de) | Verfahren zum Einlegen von zumindest einem Leseband in Buchblocks sowie Vorrichtung zur Durchführung des Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20250204 |