EP4450436A1 - Spannvorrichtung und bearbeitungsvorrichtung - Google Patents
Spannvorrichtung und bearbeitungsvorrichtung Download PDFInfo
- Publication number
- EP4450436A1 EP4450436A1 EP24170824.7A EP24170824A EP4450436A1 EP 4450436 A1 EP4450436 A1 EP 4450436A1 EP 24170824 A EP24170824 A EP 24170824A EP 4450436 A1 EP4450436 A1 EP 4450436A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- clamping
- jaw
- section
- axis
- flat material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B1/00—Vices
- B25B1/04—Vices with pivoted jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/16—Details, e.g. jaws, jaw attachments
- B25B5/163—Jaws or jaw attachments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B1/00—Vices
- B25B1/24—Details, e.g. jaws of special shape, slideways
- B25B1/2405—Construction of the jaws
- B25B1/241—Construction of the jaws characterised by surface features or material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/02—Clamps with sliding jaws
Definitions
- the invention relates to a clamping device for gripping, clamping and repeatable positioning of a flat material extending along a material plane.
- flat materials are understood to mean single or multi-layered layers or films, whereby the layers or films have a significantly greater longitudinal and transverse extent than one thickness.
- the flat material is designed to be flexible, so that the flat material deviates significantly from a flat shape without support over the longitudinal and transverse extent.
- the flat material is at least essentially impermeable to gas, so that the flat material can be sucked in.
- the flat material or its layers are designed to be monolithic.
- the flat materials can in particular comprise plastic or metal, with metal-coated plastics or plastic-coated metals also being conceivable.
- the flat material can be designed as a flat material strip section.
- the flat material can be, for example, a current collecting foil with the dimensions 200 mm x 280 mm, with the foil comprising graphite and being coated with aluminum or copper.
- the invention is therefore based on the object of providing a clamping device for simple, safe and reproducible gripping and clamping of flat material.
- the object underlying the invention is achieved by a clamping device with the features of claim 1.
- the clamping device has at least two pairs of clamping jaws lying opposite one another, the pairs of clamping jaws each having a first clamping jaw extending parallel to a clamping axis and a second clamping jaw extending parallel to the clamping axis.
- the first clamping jaw is preferably designed in one piece.
- the second clamping jaw is preferably designed in one piece.
- the first clamping jaw is preferably arranged above the flat material to be clamped and the second clamping jaw is preferably arranged below the flat material to be clamped or vice versa.
- the first clamping jaw and/or the second clamping jaw can be pivoted between an open position and a closed position about a clamping rotation axis.
- a flat material can be made available in the clamping device and removed from the clamping device.
- the flat material is gripped and secured by the clamping device.
- the clamping axis and the clamping rotation axis run parallel to the material plane.
- the clamping rotation axis runs parallel to the clamping axis.
- the first jaw has a first clamping surface and the second jaw has a second clamping surface.
- the first clamping surface and the second clamping surface each have at least a first section for gripping the flat material in the material plane in the closed position, at least a second section for deforming the flat material out of the material plane and clamping the flat material in the closed position, and at least a third section for providing a cavity to accommodate distortions of the flat material when clamping in the closed position.
- the flat material has to travel a longer distance, so that a tensile force occurs between the pairs of clamping jaws. This is further reinforced by the fact that the flat material is clamped in the material plane at the first section and deformed out of the material plane at the second section.
- the first clamping jaw has, as a second section, a clamping element that protrudes relative to the first section and/or the third section of the first clamping jaw.
- the clamping element extends along the clamping axis and preferably has a constant cross-section.
- the second clamping jaw has, as a second section, a clamping element that protrudes relative to the first section of the second
- the clamping jaw has a clamping recess set back.
- the clamping recess extends along the clamping axis and preferably has a constant cross-section.
- the clamping element and/or the clamping recess is preferably formed in one piece with the respective clamping jaw.
- the clamping recess receives the clamping element or the clamping element engages in the clamping recess so that a flat material provided in the clamping device is gripped and clamped at the same time. Due to the longer path that the flat material has to travel in the area of the clamping element and the clamping recess, gripping the flat material also clamps the flat material at the same time. This ensures that when the flat material is secured in the clamping device, the conditions for safely processing the flat material are already in place, in particular by preventing unwanted distortions or overlaps in the flat material.
- the pair of clamping jaws has an opening angle of at least 90°, in particular of at least 130°, preferably of at least 150°, and preferably of at least 180°.
- the clamping device is preferably designed in the shape of a mouth. The movement of the lower jaw, in particular of the second jaw, over at least 45°, preferably over at least 90°, ensures that a flat material provided can be securely gripped.
- the flat material provided is lifted and one end of the flat material is moved into the engagement area of the clamping device. The larger the opening angle is by pivoting the upper jaw, the easier it is to provide a flat material to the clamping device.
- the first clamping jaw has a first web section and a second web section as first sections.
- the first web section and/or the second web section preferably extend parallel to the clamping axis and, in particular, when the flat material is gripped in the clamping device, parallel to the material plane.
- the clamping element is arranged between the first web section and the second web section.
- the clamping element preferably also protrudes relative to the first web section and/or the second web section.
- the first web section preferably has a first web width and/or a first web height.
- the second web section preferably has a second web width and/or a second web depth.
- the first clamping jaw has a first groove section and a second groove section as third sections.
- the first groove section and/or the second groove section preferably extend parallel to the clamping axis and, in particular, when the flat material is gripped in the clamping device, parallel to the Material level. It is also advantageous if the clamping element is arranged between the first groove section and the second groove section.
- the first groove section and/or the second groove section is set back from the clamping element and/or the first web section and/or the second web section. In the closed position, the first groove section and the second groove section each form a cavity that is delimited in particular by the clamping surface, the clamping element and the associated web section.
- the clamping element and the clamping recess can cause distortions and deformations of the flat material in the area of the clamping element and the clamping recess. If a gripping force is then exerted on this area in addition to the clamping element, the flat material can be damaged and possibly tear.
- the flat material can extend into the cavity provided by the first groove section and the second groove section without being subjected to stress. The flat material can thus be gripped and clamped particularly gently.
- the flat material is preferably not contacted by the second clamping jaw.
- the first groove section and the second groove section are preferably set back from the gripped flat material. If no flat material is clamped, the first clamping jaw and the second clamping jaw do not come into contact in the closed position in the area of the first groove section and/or the second groove section.
- the first groove section preferably has a first groove width and/or a first groove depth.
- the second groove section preferably has a second groove width and/or a second groove depth.
- the first web width and the first groove width preferably have a ratio between 1:0.5 and 1:2, in particular between 1:0.8 and 1:1.5, preferably between 1:0.9 and 1:1.1.
- the second web width and the second groove width preferably have a ratio between 1:0.5 and 1:2, in particular between 1:0.8 and 1:1.5, preferably between 1:0.9 and 1:1.1.
- the first web height and the first groove depth preferably have a ratio between 1:0.5 and 1:2, in particular between 1:0.8 and 1:1.5, preferably between 1:0.9 and 1:1.1.
- the second web height and the second groove depth have a ratio between 1:0.5 and 1:2, in particular between 1:0.8 and 1:1.5, preferably between 1:0.9 and 1:1.1.
- first groove section is arranged between the first web section and the clamping element. It is advantageous if the second groove section is arranged between the second web section and the clamping element.
- the first groove section preferably borders on the one hand on the first web section and on the other hand on the clamping element.
- the second groove section preferably borders on the one hand on the second web section and on the other hand on the clamping element.
- the second clamping jaw has as first sections a first surface section and a second surface section.
- the first surface section and/or the second surface section preferably extend parallel to the clamping axis and, in particular, when the flat material is gripped in the clamping device, parallel to the material plane.
- the clamping recess is arranged between the first surface section and the second surface section. The clamping recess is preferably set back from the first surface section and/or the second surface section.
- the groove section in particular a groove base of the groove section, and the second clamping jaw, in particular the surface sections, are arranged at a distance from one another to form a cavity.
- the spaced arrangement is to be understood as meaning that, in the closed position, the groove section and the second clamping jaw are further apart from one another than, for example, the web section and the surface section and/or the thickness of the flat material.
- the clamping element and/or the clamping recess is designed in a part-circular or elliptical shape parallel to the clamping axis.
- the clamping element forms a convex section and the clamping recess a concave section.
- the first clamping surface and the second clamping surface are preferably designed to be complementary to one another, in particular with Exception in the area of the first groove section and the second groove section.
- first clamping jaw and/or the second clamping jaw are each arranged on a jaw lever, so that the first clamping jaw and/or the second clamping jaw are arranged at a distance from the clamping rotation axis. This results in a longer movement path of the clamping jaws, so that it can be ensured that the lower clamping jaw scoops under the flat material to be gripped and then carries it along or lifts it up during the further movement into the closed position.
- the jaw lever is preferably arranged between the respective clamping jaw and at least one clamping rotation drive that drives the clamping jaws.
- the at least one jaw lever can be formed in one piece with the clamping jaws.
- the respective jaw lever is arranged at its free end on a drive element of the clamping rotation drive.
- the first clamping jaw and/or the second clamping jaw each have a first jaw end and a second jaw end opposite the first jaw end along the clamping axis.
- a first jaw lever can preferably be arranged in the area of the first jaw end on the clamping jaw.
- a second jaw lever can preferably be arranged in the area of the second jaw end on the clamping jaw. It is advantageous if one clamping rotation drive or two clamping rotation drives are provided for each jaw end.
- the first jaw ends of the first clamping jaw and the second clamping jaw must be coupled to a common clamping rotation drive. The same applies to the second jaw ends.
- a preferred embodiment provides that the pair of clamping jaws can be displaced along a linear axis running perpendicular to the clamping axis.
- the clamping axis and the linear axis run parallel to the material plane. Accordingly, a gripped flat material can be additionally clamped in addition to being clamped by means of the clamping element. It is also conceivable that flat materials with different dimensions, in particular with regard to the longitudinal extension of the flat material running parallel to the linear axis, can be gripped and clamped.
- a clamping linear guide extending along the linear axis and a linear slide that can be moved in or on the clamping linear guide are provided.
- the linear slide can be moved on the clamping linear guide by means of a clamping linear drive.
- the pair of clamping jaws and in particular the jaw levers and in particular the clamping rotation drives are arranged on the linear slide.
- a further preferred embodiment provides that a clamping frame with a first frame side and one of the first frame sides along the linear axis opposite second frame side, wherein a first pair of clamping jaws is provided on the first frame side and a second pair of clamping jaws opposite the first pair is provided on the second frame side.
- the flat material can be gripped and clamped on a first material side and a second material side.
- the clamping frame preferably has a frame arch with a first frame arm and a second frame arm, wherein the first pair of clamping jaws can be arranged on the first frame arm and the second pair of clamping jaws can be arranged on the second frame arm.
- An additional holding device for the flat material, a media supply, in particular a vacuum supply, and/or a sensor device for checking whether and how a flat material is clamped can preferably be provided on the frame arch.
- the clamping frame can also be arranged on a magazine with several clamping frames.
- the description further includes a clamping device according to claim 11, wherein a clamping linear guide extending along the linear axis and a linear slide displaceable on the clamping linear guide are provided, wherein the pair of clamping jaws is arranged on the linear slide.
- the object underlying the invention is further achieved by a processing device for processing flat material extending along a material plane.
- the processing device has at least one clamping device according to the invention for gripping and clamping the flat material.
- the processing device preferably has a cutting device, in particular a laser device, for cutting the flat material into a cut piece.
- the processing device can have a holding device for holding the flat material before it is gripped by the clamping device and for holding a cut piece after cutting next to the clamping device. It is also advantageous if a magazine is provided with two clamping devices and in particular one holding device, so that the flat material can be processed at at least one magazine location, while the cut piece and the offcuts can be removed at at least one other magazine location and a new flat material can be provided.
- the in Fig. 5 The processing device 10 shown is used for processing flat materials 12 extending along a material plane 11, which are in particular flexible and essentially impermeable to gas.
- Such flat materials 12 are, for example, paper or foils.
- the flat materials 12 can be formed in one or more layers, whereby the base material and/or the coating material can be made of plastic or metal.
- foils with a base material based on graphite and with a coating material based on copper or aluminum are to be produced. Due to the low thickness and flexible properties of the flat material 12, special requirements must be placed on the processing device 10.
- the processing device 10 has according to Fig. 5 a device housing 14 and a control cabinet 16. In the device housing 14, the processing device 10 a processing area 18 and a loading area 20. Furthermore, the processing device 10 has an x-axis X, a y-axis Y running perpendicular to the x-axis X and a z-axis Z running perpendicular to the x and y axes. In the loaded state, the material plane 11 of the flat material 12 runs parallel to the x-axis and the y-axis and perpendicular to the z-axis.
- the processing device 10 has according to the Fig. 3 and 4 a magazine 22 with a first magazine location 24 and a second magazine location 26.
- the magazine 22 can be rotated by means of a rotary drive 28 about a magazine axis 30 running parallel to the z-axis, so that one magazine location 24, 26 can be pivoted into a processing position in the processing area 18 and the other magazine location 24, 26 can be pivoted into a loading position in the loading area 20.
- the processing position and the loading position are arranged opposite one another along the y-axis.
- the magazine 22 can be rotated in such a way that both the first magazine location 24 and the second magazine location 26 can be pivoted outside the processing area 18 and outside the loading area 20 into an intermediate position.
- Each magazine location 24, 26 has a holding device 200 and a mouth-shaped clamping device 400. Accordingly, the holding device 200 and the clamping device 400 are pivoted with the associated magazine location 24, 26 into the processing position, the loading position or the intermediate position.
- the holding device 200 has according to Fig. 3 and 4 a base plate 202 and a work plate 204 arranged in the base plate 202.
- the work plate 204 comprises a ferromagnetic material, preferably iron.
- the base plate 202 and/or the work plate 204 preferably have the external dimensions of the flat material 12 to be processed along the x-axis and the y-axis.
- a plurality of magnetic vacuum devices 206, in particular in the form of a vacuum nozzle, and magnetic support modules 208, in particular in the form of a brush, are provided on the work plate 204, whereby these can be arranged individually depending on the movement path of the laser beam or the outer contour of the cut piece 1.
- the clamping device 400 comprises according to Fig. 1 and 2 two pairs of jaws 402 opposite each other along the x-axis, each pair of jaws 402 having an upper first jaw 404 and a lower second jaw 406.
- the first clamping jaw 402 and the second clamping jaw 404 extend parallel to a clamping axis 408, wherein the clamping axis 408 extends parallel to the y-axis.
- the first clamping jaw 404 and the second clamping jaw 406 can each be displaced in a rotational manner about a common clamping rotation axis 410 by means of at least one clamping rotation drive 412 between an open position and a closed position. In the open position, a flat material 12 can be inserted into the clamping device 400 and In the closed position, the flat material 12 is fixed and clamped in the clamping device 400.
- a flat material 12 In the open position, a flat material 12 can be inserted into the clamping device 400 and In the closed position, the flat material 12 is fixed and clamped in the clamping device 400.
- the open position (parallel to the z-axis), the closed position (parallel to the x-axis) and an intermediate position (45° to the x-axis and to the z-axis) of the clamping jaws 404, 406 are shown, with the first clamping jaw 404 pivoting upwards into the open position and the second clamping jaw 406 pivoting downwards into the open position.
- the clamping axis 408 and the clamping rotation axis 410 run parallel to the material plane 11.
- the first clamping jaw 404 has a first clamping surface 414 and the second clamping jaw 406 has a second clamping surface 416.
- the first clamping jaw 404 has a clamping element 418 that protrudes or is convex relative to the first clamping surface 414.
- the clamping element 418 is designed in the shape of a part circle.
- the clamping element 418 extends with a constant cross section along the clamping axis 408.
- the second clamping jaw 406 has a clamping recess 420 that is set back or concave relative to the second clamping surface 416.
- the clamping recess 420 is designed in the shape of a part circle, in particular complementary to the clamping element 418.
- the clamping recess 420 extends with a constant cross section along the clamping axis 408.
- the clamping element 418 and the clamping recess 420 are formed in one piece with the respective clamping jaw 404, 406.
- the clamping recess 420 accommodates the clamping element 418.
- the clamping element 418 engages in the clamping recess 420, so that a flat material 12 provided in the clamping device 400 is gripped and clamped at the same time. Due to the longer path that the flat material 12 has to travel in the area of the clamping element 418 and the clamping recess 420, gripping the flat material 12 also simultaneously clamps the flat material 12. This ensures that when the flat material 12 is secured in the clamping device 400, the conditions for safely processing the flat material 12 are already in place, in particular by preventing unwanted distortions or overlaps in the flat material 12 at least in the engagement area of a laser device 600.
- the first clamping surface 414 has a first web section 422 and an adjoining first groove section 424, wherein the first groove section 424 is arranged between the first web section 422 and the clamping element 418.
- the first clamping surface 414 also has a second web section 426 and an adjoining second groove section 428, wherein the second groove section 428 is arranged between the second web section 426 and the clamping element 418.
- a groove section 424, 428 thus borders the clamping element 418 on both sides.
- the web sections 422, 426 and the groove sections 424, 428 extend parallel to the material plane 11 when the flat material 12 is gripped in the clamping device 400.
- the second clamping surface 416 has, in addition to the clamping recess 420, a first surface section 430 and a second surface section 432, wherein the clamping recess 420 is arranged between the surface sections 430, 432.
- the surface sections 430, 432 extend parallel to the material plane 11 when the flat material 12 is gripped in the clamping device 400.
- the first groove section 424 and the second groove section 428 each form a cavity 434 that is delimited in particular by the first clamping surface 414, the clamping element 418 and the associated web section 422, 426.
- the clamping element 418 and the clamping recess 420 can cause distortions and deformations on the flat material 12 in the area of the clamping element 418 and the clamping recess 420. If a gripping force is then exerted on this area in addition to the clamping element 418, the flat material 12 can be damaged and possibly tear.
- the flat material 12 can extend into the cavity 434 provided by the first groove section 424 and the second groove section 428 without being subjected to stress.
- the flat material 12 can therefore be gripped and clamped particularly gently.
- the flat material 12 is not contacted by the second clamping jaw 406.
- the first groove section 424 and the second groove section 428 are set back from the gripped flat material 12. If no flat material 12 is gripped, the first clamping jaw 404 and the second clamping jaw 406 in the closed position does not engage in the region of the first groove section 424 and the second groove section 428.
- Each clamping jaw 404, 406 comprises a first jaw lever 440 at a first jaw end 438 for coupling the clamping jaws 404, 406 to the at least one clamping rotation drive 412 and a second jaw lever 444 at a second jaw end 442 opposite the first jaw end 438 along the clamping axis 408.
- the jaw lever 440, 444 is arranged at its free end on a drive element of the clamping rotation drive 412 (not shown).
- the clamping jaws 404, 406 are not connected between the jaw levers 440, 444.
- One or two clamping rotation drives 412 can be provided per jaw end 438, 442 for pivoting the clamping jaws 404, 406 between the open position and the closed position.
- the clamping device 400 can be Fig. 1 and 3-4 be designed to be displaceable between a close position and a far position along a linear axis 446 running perpendicular to the clamping axis 408 by means of a clamping linear drive 448.
- the close position the pair of clamping jaws 402 are displaced towards the flat material 12 in order to reduce the tension of the fixed flat material 12.
- the far position the pair of clamping jaws 402 are displaced away from the flat material 12 in order to increase the tension of the fixed flat material 12.
- the clamping linear drive 448 has a clamping linear guide 450 and a linear slide 452 that can be moved on the clamping linear guide 450.
- the pair of clamping jaws 402 and the at least one clamping rotation drive 412 are arranged in or on the linear slide 452.
- the clamping axis 408 and the linear axis 446 run parallel to the material plane 11.
- the clamping device 400 For gripping and clamping a flat material 12 on both sides, the clamping device 400 comprises according to Fig. 3-5 two pairs of clamping jaws 402 opposite each other along the linear axis 446, wherein a first material side 466 of the flat material 12 is clamped in the first pair of clamping jaws and a second material side 468 opposite the first material side 466 along the x-axis is clamped in the second pair of clamping jaws 402.
- the respective clamping linear guide 450 is arranged with the linear slide 452 and the pair of clamping jaws 402 on a clamping frame 454.
- the clamping frame 454 has a first frame side 456 and a second frame side 458 opposite the first frame side 456, wherein a pair of clamping jaws 402 is provided for each frame side 456, 458.
- the clamping frame 454 has a first frame arm 460 and a second frame arm 462 as well as a frame arch 464 connecting the first frame arm 460 and the second frame arm 462.
- the first frame arm 460 is assigned to the first frame side 456 and the second frame arm 462 is assigned to the second frame side 458, with the clamping linear guide 450 on the frame arm 460, 462 is arranged.
- the holding device 200 for the flat material 12, a media supply (not shown), in particular a vacuum supply, and/or a sensor device (not shown) for checking whether and how a flat material 12 is tensioned can preferably be provided on the frame arch 464.
- the clamping frame 454 can also be Fig. 3 and 4 shown on the magazine 22 with several clamping devices 400. On the one hand, a first clamping frame 454 with two pairs of clamping jaws 402 is arranged on the magazine 22 and on the other hand, a further clamping frame 454 with two pairs of clamping jaws 402 is arranged on the magazine 22.
- the processing device 10 has the laser device 600.
- the laser device 600 is set up in such a way that a laser beam emitted by the laser device 600 and running essentially parallel to the z-axis is directed at the flat material 12 and an energy input into the flat material 12 occurs at an impact point, so that the flat material can be cut into a cut piece 1 and a scrap 2 at the impact point.
- the cut piece 1 is the product to be ultimately produced.
- the laser beam can preferably be moved over a working area, wherein the working area essentially corresponds to the longitudinal and transverse extension of the flat material 12.
- the laser device 600 preferably has an axis system 602 for displacing the laser beam along the x-axis by means of a first Linear axis 604 and along the y-axis by means of a second linear axis 606. It is also conceivable that the axis system 602 has a third linear axis (not shown) for displacement along the z-axis.
- the flat material 12, the cut piece 1 and the offcuts 2 can be transported by means of a transport device 800 according to Fig. 5 be handled.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Advancing Webs (AREA)
- Manipulator (AREA)
- Clamps And Clips (AREA)
Abstract
Die Erfindung betrifft eine Spannvorrichtung (400) zum Greifen und Spannen eines entlang einer Materialebene (11) erstreckenden Flachmaterials (12) mit wenigstens einem Paar von Spannbacken (402), wobei das Paar von Spannbacken (402) eine sich parallel zu einer Spannachse (408) erstreckende erste Spannbacke (404) und eine sich parallel zur Spannachse (408) erstreckende zweite Spannbacke (406) aufweist, wobei die erste Spannbacke (404) und/oder die zweite Spannbacke (406) um eine parallel zur Spannachse (408) verlaufende Spannrotationsachse (410) zwischen einer Öffnungsstellung und einer Schließstellung verschwenkbar sind, wobei die erste Spannbacke (404) eine erste Spannfläche (414) und die zweite Spannbacke (406) eine zweite Spannfläche (416) aufweist, wobei die erste Spannbacke (404) ein gegenüber der ersten Spannfläche (414) hervorstehendes Spannelement (418) und die zweite Spannbacke (406) eine gegenüber der zweiten Spannfläche (416) zurückversetzte Spannausnehmung (420) aufweist, wobei in der Schließstellung die Spannausnehmung (420) das Spannelement (418) aufnimmt, sodass ein in der Spannvorrichtung (400) bereitgestelltes Flachmaterial (12) gleichzeitig gegriffen und gespannt wird.
Description
- Die Erfindung betrifft eine Spannvorrichtung zum Greifen, zum Spannen und zum wiederholbaren Positionieren von einem entlang einer Materialebene erstreckenden Flachmaterial.
- In der Elektronikindustrie und insbesondere bei der Herstellung von Akkus für die E-Mobilität werden Flachmaterialien, insbesondere Anoden- und Kathodenfolien, benötigt.
- Im Sinne dieser Anmeldung sind unter Flachmaterialien ein- oder mehrlagige Schichten oder Folien zu verstehen, wobei die Schichten oder Folien eine wesentlich größere Längs- und Quererstreckung als eine Dicke aufweisen. Ferner ist das Flachmaterial biegeschlaf ausgebildet, sodass das Flachmaterial ohne Stützung über die Längs- und Quererstreckung wesentlich von einer ebenen Form abweicht. Ferner ist das Flachmaterial zumindest im Wesentlichen gasundurchlässig, sodass das Flachmaterial ansaugbar ist. Ferner ist das Flachmaterial oder dessen Schichten monolithisch ausgebildet. Die Flachmaterialien können insbesondere Kunststoff oder Metall umfassen, wobei metallbeschichtete Kunststoffe oder kunststoffbeschichtete Metalle ebenfalls denkbar sind. Das Flachmaterial kann als ein Flachmaterialbandabschnitt ausgebildet sein. Bei der Flachmaterial kann es sich z.B. um eine Stromsammelfolie mit den Maßen 200mm x 280mm handeln, wobei die Folie Graphit umfasst und mit Aluminium oder Kupfer beschichtet ist.
- Die Fixierung und das Spannen solcher Flachmaterialien sind aufgrund der dünnen und biegeschlafen Ausbildung des Flachmaterials komplex. Insbesondere das Laserschneiden des Flachmaterials stellt aufgrund der Erfordernisse der wiederholbaren Positionierung des Flachmaterials und des anschließenden Entnehmens des Schnittstücks und des Verschnitts hohe Anforderungen an den Greif- und Spannvorgang.
- Der Erfindung liegt demnach die Aufgabe zugrunde, eine Spannvorrichtung zum einfachen, sicheren und reproduzierbaren Greifen und Spannen von Flachmaterial bereitzustellen.
- Die der Erfindung zugrundeliegende Aufgabe wird gelöst durch eine Spannvorrichtung mit den Merkmalen des Anspruchs 1. Die Spannvorrichtung weist wenigstens zwei sich einander gegenüberliegender Paare von Spannbacken auf, wobei die Paare von Spannbacken jeweils eine sich parallel zu einer Spannachse erstreckende erste Spannbacke und eine sich parallel zur Spannachse erstreckende zweite Spannbacke aufweisen. Die erste Spannbacke ist vorzugsweise einstückig ausgebildet. Die zweite Spannbacke ist vorzugsweise einstückig ausgebildet. Die erste Spannbacke ist vorzugsweise oberhalb des einzuspannenden Flachmaterials und die zweite Spannbacke ist vorzugsweise unterhalb des einzuspannenden Flachmaterials angeordnet oder vice versa. Die erste Spannbacke und/oder die zweite Spannbacke ist zwischen einer Öffnungsstellung und einer Schließstellung um eine Spannrotationsachse verschwenkbar. In der Öffnungsstellung ist ein Flachmaterial in der Spannvorrichtung bereitstellbar und aus der Spannvorrichtung entnehmbar. In der Schließstellung ist das Flachmaterial von der Spannvorrichtung gegriffen und festgesetzt. Wenn das Flachmaterial in der Spannvorrichtung gegriffen ist, verläuft die Spannachse und die Spannrotationsachse parallel zur Materialebene. Die Spannrotationsachse verläuft parallel zur Spannachse.
- Die erste Spannbacke weist eine erste Spannfläche auf und die zweite Spannbacke weist eine zweite Spannfläche auf.
- Die erste Spannfläche und die zweite Spannfläche weisen jeweils wenigstens einen ersten Abschnitt zum Greifen des Flachmaterials in der Materialebene in der Schließstellung, jeweils wenigstens einen zweiten Abschnitt zum Verformen des Flachmaterials aus der Materialebene heraus und Spannen des Flachmaterials in der Schließstellung, und wenigstens einen dritten Abschnitt zum Bereitstellen eines Hohlraums zur Aufnahme von Verwerfungen des Flachmaterials beim Spannen in der Schließstellung auf. Beim Verformen des Flachmaterials aus der Materialebene wird das Flachmaterial so verformt, dass weiterhin ein wesentlicher Teil des Flachmaterials in der Materialebene liegt, insbesondere an den ersten Abschnitten und zwischen den Spannbacken, und ein weiterer Teil des Flachmaterials nicht mehr in der Materialebene liegt, insbesondere an den zweiten Abschnitten. Mittels des zweiten Abschnitts muss das Flachmaterial einen längeren Weg zurücklegen, sodass es zu einer Zugkraft zwischen den Paaren von Spannbacken kommt. Dies wird weiterhin dadurch verstärkt, dass das Flachmaterial am ersten Abschnitt in der Materialebene geklemmt und am zweiten Abschnitt aus der Materialebene heraus verformt wird.
- Die erste Spannbacke weist als zweiten Abschnitt ein gegenüber dem ersten Abschnitt und/oder dem dritten Abschnitt der ersten Spannbacke hervorstehendes Spannelement auf. Das Spannelement erstreckt sich entlang der Spannachse und weist vorzugsweise einen konstanten Querschnitt auf. Die zweite Spannbacke weist als zweiten Abschnitt eine gegenüber dem ersten Abschnitt der zweiten Spannbacke zurückversetzte Spannausnehmung auf. Die Spannausnehmung erstreckt sich entlang der Spannachse und weist vorzugsweise einen konstanten Querschnitt auf. Vorzugsweise ist das Spannelement und/oder die Spannausnehmung einstückig mit der jeweiligen Spannbacke ausgebildet. In der Schließstellung nimmt die Spannausnehmung das Spannelement auf bzw. das Spannelement greift in die Spannausnehmung ein, sodass ein in der Spannvorrichtung bereitgestelltes Flachmaterial gleichzeitig gegriffen und gespannt wird. Aufgrund des längeren Wegs, den das Flachmaterial im Bereich des Spannelements und der Spannausnehmung zurücklegen muss, kommt es beim Greifen des Flachmaterials gleichzeitig auch zum Spannen des Flachmaterials. So ist sichergestellt, dass das beim Festsetzen des Flachmaterials in der Spannvorrichtung bereits die Voraussetzungen zum sicheren Bearbeiten des Flachmaterials vorliegen, indem insbesondere ungewollte Verwerfungen oder Überlappungen im Flachmaterial verhindert werden.
- Es ist vorteilhaft, wenn in der Öffnungsstellung das Paar von Spannbacken einen Öffnungswinkel von mindestens 90°, insbesondere von mindestens 130°, bevorzugt von mindestens 150°, und vorzugsweise von mindestens 180° aufweist. Vorzugsweise ist die Spannvorrichtung maulförmig ausgebildet. Durch die Bewegung der unteren Backe, insbesondere der zweiten Backe, über mindestens 45°, vorzugsweise über mindestens 90°, wird sichergestellt, dass ein bereitgestelltes Flachmaterial sicher gegriffen werden kann. Beim Verschwenken der unteren Backe von der Öffnungsstellung in die Schließstellung wird das bereitgestellte Flachmaterial angehoben und ein Flachmaterialende in den Eingriffsbereich der Spannvorrichtung verlagert. Je größer der Öffnungswinkel durch das Verschwenken der oberen Backe ist, desto einfacher kann ein Flachmaterial an der Spannvorrichtung bereitgestellt werden.
- Es ist vorteilhaft, wenn die erste Spannbacke als erste Abschnitte einen ersten Stegabschnitt und einen zweiten Stegabschnitt aufweist. Der erste Stegabschnitt und/oder der zweite Stegabschnitt erstrecken sich vorzugsweise parallel zur Spannachse und insbesondere, wenn das Flachmaterial in der Spannvorrichtung gegriffen ist, parallel zur Materialebene. Es ist ferner vorteilhaft, wenn das Spannelement zwischen dem ersten Stegabschnitt und dem zweiten Stegabschnitt angeordnet ist. Vorzugsweise steht das Spannelement auch gegenüber dem ersten Stegabschnitt und/oder dem zweiten Stegabschnitt hervor. Der erste Stegabschnitt weist vorzugsweise eine erste Stegbreite und/oder eine erste Steghöhe auf. Der zweite Stegabschnitt weist vorzugsweise eine zweite Stegbreite und/oder eine zweite Stegtiefe auf.
- Vorzugsweise weist die erste Spannbacke als dritte Abschnitte einen ersten Nutabschnitt und einen zweiten Nutabschnitt auf. Der erste Nutabschnitt und/oder der zweite Nutabschnitt erstrecken sich vorzugsweise parallel zur Spannachse und insbesondere, wenn das Flachmaterial in der Spannvorrichtung gegriffen ist, parallel zur Materialebene. Es ist ferner vorteilhaft, wenn das Spannelement zwischen dem ersten Nutabschnitt und dem zweiten Nutabschnitt angeordnet ist. Vorzugsweise ist der erste Nutabschnitt und/oder der zweite Nutabschnitt gegenüber dem Spannelement und/oder dem ersten Stegabschnitt und/oder dem zweiten Stegabschnitt zurückversetzt. Der erste Nutabschnitt und der zweite Nutabschnitt bilden jeweils in der Schließstellung einen insbesondere durch die Spannfläche, das Spannelement und den zugehörigen Stegabschnitt begrenzten Hohlraum. Beim Greifen und Spannen kann es durch das Spannelement und die Spannausnehmung zu Verwerfungen und Verformungen am Flachmaterial im Bereich des Spannelements und der Spannausnehmung kommen. Sollte neben dem Spannelement dann eine Greifkraft auf diesen Bereich ausgeübt werden, kann das Flachmaterial beschädigt werden und möglicherweise reißen. In den durch den ersten Nutabschnitt und den zweiten Nutabschnitt vorgesehenen Hohlraum kann das Flachmaterial sich belastungsfrei hinein erstrecken. Somit kann das Flachmaterial besonders schonend gegriffen und gespannt werden. Im Bereich des ersten Nutabschnitts und des zweiten Nutabschnitts wird das Flachmaterial vorzugsweise nicht durch die zweite Spannbacke kontaktiert. Der erste Nutabschnitt und der zweite Nutabschnitt sind vorzugweise gegenüber dem gegriffenen Flachmaterial zurückversetzt. Wenn kein Flachmaterial gespannt ist, kommen die erste Spannbacke und die zweite Spannbacke in der Schließstellung im Bereich des ersten Nutabschnitts und/oder des zweiten Nutabschnitts nicht zur Anlage.
- Der erste Nutabschnitt weist vorzugsweise eine erste Nutbreite und/oder eine erste Nuttiefe auf. Der zweite Nutabschnitt weist vorzugsweise eine zweite Nutbreite und/oder eine zweite Nuttiefe auf. Vorzugsweise weist die erste Stegbreite und die erste Nutbreite ein Verhältnis zwischen 1:0,5 und 1:2, insbesondere zwischen 1:0,8 und 1:1,5, bevorzugt zwischen 1:0,9 und 1:1,1 auf. Vorzugsweise weist die zweite Stegbreite und die zweite Nutbreite ein Verhältnis zwischen 1:0,5 und 1:2, insbesondere zwischen 1:0,8 und 1:1,5, bevorzugt zwischen 1:0,9 und 1:1,1 auf. Vorzugsweise weist die erste Steghöhe und die erste Nuttiefe ein Verhältnis zwischen 1:0,5 und 1:2, insbesondere zwischen 1:0,8 und 1:1,5, bevorzugt zwischen 1:0,9 und 1:1,1 auf. Vorzugsweise weist die zweite Steghöhe und die zweite Nuttiefe ein Verhältnis zwischen 1:0,5 und 1:2, insbesondere zwischen 1:0,8 und 1:1,5, bevorzugt zwischen 1:0,9 und 1:1,1 auf.
- Es ist vorteilhaft, wenn der erste Nutabschnitt zwischen dem ersten Stegabschnitt und dem Spannelement angeordnet ist. Es ist vorteilhaft, wenn der zweite Nutabschnitt zwischen dem zweiten Stegabschnitt und dem Spannelement angeordnet ist. Der erste Nutabschnitt grenzt vorzugsweise einerseits an den ersten Stegabschnitt und andererseits an das Spannelement an. Der zweite Nutabschnitt grenzt vorzugsweise einerseits an den zweiten Stegabschnitt und andererseits an das Spannelement an.
- Es ist vorteilhaft, wenn die zweite Spannbacke als erste Abschnitte einen ersten Flächenabschnitt und einen zweiten Flächenabschnitt aufweist. Der erste Flächenabschnitt und/oder der zweite Flächenabschnitt erstrecken sich vorzugsweise parallel zur Spannachse und insbesondere, wenn das Flachmaterial in der Spannvorrichtung gegriffen ist, parallel zur Materialebene. Es ist ferner vorteilhaft, wenn die Spannausnehmung zwischen dem ersten Flächenabschnitt und dem zweiten Flächenabschnitt angeordnet ist. Vorzugsweise ist die Spannausnehmung gegenüber dem ersten Flächenabschnitt und/oder dem zweiten Flächenabschnitt zurückversetzt.
- Es ist vorteilhaft, wenn in der Schließstellung zur Ausbildung eines Hohlraums jeweils der Nutabschnitt, insbesondere ein Nutboden des Nutabschnitts, und die zweite Spannbacke, insbesondere die Flächenabschnitte, beabstandet zueinander angeordnet sind. Im Sinne der Erfindung ist unter der beabstandeten Anordnung zu verstehen, dass in der Schließstellung der Nutabschnitt und die zweite Spannbacke weiter voneinander entfernt sind als z.B. der Stegabschnitt und der Flächenabschnitt und/oder die Dicke des Flachmaterials.
- Eine vorteilhafte Weiterbildung sieht vor, dass das Spannelement und/oder die Spannausnehmung parallel zur Spannachse teilkreisförmig oder ellipsenförmig ausgebildet ist. Das Spannelement bildet dabei einen konvexen Abschnitt und die Spannausnehmung einen konkaven Abschnitt. Die erste Spannfläche und die zweite Spannfläche sind vorzugsweise komplementär zueinander ausgebildet, insbesondere mit Ausnahme im Bereich des ersten Nutabschnitts und des zweiten Nutabschnitts.
- Eine weitere vorteilhafte Weiterbildung sieht vor, dass die erste Spannbacke und/oder die zweite Spannbacke jeweils an einem Backenhebel angeordnet ist, sodass die erste Spannbacke und/oder die zweite Spannbacke beabstandet zur Spannrotationsachse angeordnet ist. Dies bewirkt eine längere Bewegungsbahn der Spannbacken, sodass sichergestellt werden kann, dass die untere Spannbacke das zu greifende Flachmaterial unterschaufelt und dann bei der weiteren Bewegung in die Schließstellung mitführt bzw. hochhebt. Der Backenhebel ist vorzugweise zwischen der jeweiligen Spannbacke und wenigstens einem die Spannbacken antreibenden Spannrotationsantrieb angeordnet. Der wenigstens eine Backenhebel kann einstückig mit den Spannbacken ausgebildet sein. Der jeweilige Backenhebel ist an seinem freien Ende an einem Antriebselement des Spannrotationsantriebs angeordnet.
- Vorzugsweise weist die erste Spannbacke und/oder die zweite Spannbacke jeweils ein erstes Backenende und ein entlang der Spannachse dem ersten Backenende gegenüberliegendes zweites Backenende auf. Ein erster Backenhebel kann vorzugsweise im Bereich des ersten Backenendes an der Spannbacke angeordnet sein. Ein zweiter Backenhebel kann vorzugsweise im Bereich des zweiten Backenendes an der Spannbacke angeordnet sein. Es ist vorteilhaft, wenn pro Backenende ein Spannrotationsantrieb oder zwei Spannrotationsantriebe vorgesehen sind. Dabei können die ersten Backenenden der ersten Spannbacke und der zweiten Spannbacke mit einem gemeinsamen Spannrotationsantrieb gekoppelt sein. Das Gleiche gilt für die zweiten Backenenden.
- Eine bevorzugte Ausführungsform sieht vor, dass das Paar von Spannbacken entlang einer senkrecht zur Spannachse verlaufenden Linearachse verlagerbar ist. Wenn ein Flachmaterial in den Spannvorrichtung gegriffen ist, verlaufen die Spannachse und die Linearachse parallel zur Materialebene. Demnach kann ein gegriffenes Flachmaterial neben dem Spannen mittels des Spannelements zusätzlich gespannt werden. Ferner ist es denkbar, dass Flachmaterialien mit unterschiedlichen Abmaßen, insbesondere hinsichtlich der parallel zur Linearachse verlaufenden Längserstreckung des Flachmaterials, gegriffen und gespannt werden können.
- Es ist ferner vorteilhaft, wenn eine sich entlang der Linearachse erstreckende Spannlinearführung und ein in oder auf der Spannlinearführung verlagerbarer Linearschlitten vorgesehen sind. Der Linearschlitten kann dabei mittels eines Spannlinearantriebs auf der Spannlinearführung verlagert werden. Vorzugsweise ist das Paar von Spannbacken und insbesondere die Backenhebel und insbesondere die Spannrotationsantriebe an dem Linearschlitten angeordnet.
- Eine weitere bevorzugte Ausführungsform sieht vor, dass ein Spanngestell mit einer ersten Gestellseite und einer der ersten Gestellseite entlang der Linearachse gegenüberliegenden zweiten Gestellseite vorgesehen ist, wobei an der ersten Gestellseite ein erstes Paar von Spannbacken und an der zweiten Gestellseite, ein dem ersten Paar gegenüberliegendes zweites Paar von Spannbacken vorgesehen ist. Demnach kann das Flachmaterial an einer ersten Materialseite und einer zweiten Materialseite gegriffen und eingespannt werden. Das Spanngestell weist vorzugweise einen Gestellbogen mit einem ersten Gestellarm und einem zweiten Gestellarm auf, wobei am ersten Gestellarm das erste Paar und am zweiten Gestellarm das zweite Paar von Spannbacken anordenbar ist. Am Gestellbogen kann vorzugsweise eine zusätzliche Haltevorrichtung für das Flachmaterial, eine Medienversorgung, insbesondere eine Unterdruckversorgung, und/oder eine Sensorvorrichtung zum Prüfen, ob und wie ein Flachmaterial gespannt ist, vorgesehen sein. Das Spanngestell kann ferner an ein Magazin mit mehreren Spanngestellen angeordnet sein.
- Die Beschreibung umfasst ferner eine Spannvorrichtung nach Anspruch 11, wobei eine sich entlang der Linearachse erstreckende Spannlinearführung und ein auf der Spannlinearführung verlagerbarer Linearschlitten vorgesehen sind, wobei das Paar von Spannbacken an dem Linearschlitten angeordnet ist.
- Die der Erfindung zugrundeliegende Aufgabe wird ferner durch eine Bearbeitungsvorrichtung zur Bearbeitung von entlang einer Materialebene erstreckenden Flachmaterial gelöst. Die Bearbeitungsvorrichtung weist dabei wenigstens eine erfindungsgemäße Spannvorrichtung zum Greifen und Spannen des Flachmaterials auf. Ferner weist die Bearbeitungsvorrichtung vorzugsweise eine Schneidevorrichtung, insbesondere eine Laservorrichtung, zum Schneiden des Flachmaterials in ein Schnittstück auf.
- Zusätzlich kann die Bearbeitungsvorrichtung eine Haltevorrichtung zum Halten des Flachmaterials vor dem Greifen durch die Spannvorrichtung und zum Halten eines Schnittstücks nach dem Schneiden neben der Spannvorrichtung aufweisen. Ferner ist es vorteilhaft, wenn ein Magazin mit jeweils zwei Spannvorrichtungen und insbesondere einer Haltevorrichtung vorgesehen sind, sodass an wenigstens einem Magazinplatz das Flachmaterial bearbeitet werden kann während an wenigstens einem weiteren Magazinplatz das Schnittstück und der Verschnitt entnommen und ein neues Flachmaterial bereitgestellt werden kann.
- Weitere Einzelheiten und vorteilhafte Ausgestaltungen der Erfindung sind der nachfolgenden Beschreibung zu entnehmen, anhand derer Ausführungsbeispiele der Erfindung weiter beschrieben und erläutert sind.
- Es zeigen:
- Fig. 1
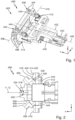
- eine perspektivische Ansicht einer erfindungsgemäßen Spannvorrichtung mit einem Paar von Spannbacken;
- Fig. 2
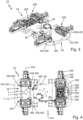
- eine schematische Seitenansicht des Paar von Spannbacken gemäß
Fig. 1 ; - Fig. 3
- eine perspektivische Ansicht eines Magazins mit zwei Spannvorrichtung umfassend jeweils zwei Spannvorrichtungen gemäß
Fig. 1 ; - Fig. 4
- eine schematische Draufsicht des Magazins gemäß
Fig. 3 ; und - Fig. 5
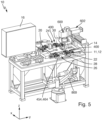
- eine perspektivische Ansicht einer erfindungsgemäßen Bearbeitungsvorrichtung mit einem Magazin gemäß
Fig. 3 . - Die in
Fig. 5 gezeigte Bearbeitungsvorrichtung 10 dient zur Bearbeitung von entlang einer Materialebene 11 erstreckenden Flachmaterialien 12, welche insbesondere biegeschlaf und im Wesentlichen gasundurchlässig sind. Derartige Flachmaterialien 12 sind z.B. Papier oder Folien. Die Flachmaterialien 12 können ein- und mehrlagig ausgebildet sein, wobei das Grundmaterial und/oder das Beschichtungsmaterial aus Kunststoff oder Metall sein kann. Insbesondere für die Akkufertigung sind Folien mit einem Grundmaterial auf Basis von Graphit und mit einem Beschichtungsmaterial auf Basis von Kupfer oder Aluminium zu fertigen. Aufgrund der geringen Dicke und biegeschlafen Eigenschaften des Flachmaterials 12 sind besondere Anforderungen an die Bearbeitungsvorrichtung 10 zu stellen. - Die Bearbeitungsvorrichtung 10 weist gemäß
Fig. 5 ein Vorrichtungsgehäuse 14 und einen Schaltschrank 16 auf. Im Vorrichtungsgehäuse 14 weist die Bearbeitungsvorrichtung 10 einen Bearbeitungsbereich 18 und einen Ladebereich 20 auf. Ferner weist die Bearbeitungsvorrichtung 10 eine x-Achse X, eine senkrecht zur x-Achse X verlaufende y-Achse Y und eine senkrecht zur x- und y-Achse verlaufende z-Achse Z auf. Im beladenen Zustand verläuft die Materialebene 11 des Flachmaterials 12 parallel zur x-Achse und zur y-Achse sowie senkrecht zur z-Achse. - Die Bearbeitungsvorrichtung 10 weist gemäß der
Fig. 3 und 4 ein Magazin 22 mit einem ersten Magazinplatz 24 und einem zweiten Magazinplatz 26 auf. Das Magazin 22 ist mittels eines Drehantriebs 28 um eine parallel zur z-Achse verlaufende Magazinachse 30 rotierbar, sodass jeweils ein Magazinplatz 24, 26 in einer Bearbeitungsposition in den Bearbeitungsbereich 18 und der andere Magazinplatz 24, 26 in eine Ladeposition in den Ladebereich 20 verschwenkbar ist. Die Bearbeitungsposition und die Ladeposition sind entlang der y-Achse einander gegenüberliegend angeordnet. Ferner ist das Magazin 22 derart rotierbar, dass sowohl der erste Magazinplatz 24 als auch der zweite Magazinplatz 26 außerhalb des Bearbeitungsbereich 18 und außerhalb des Ladebereichs 20 in einer Zwischenposition verschwenkbar sind. - Jeder Magazinplatz 24, 26 weist eine Haltevorrichtung 200 und eine maulförmige Spannvorrichtung 400 auf. Demnach wird die Haltevorrichtung 200 und die Spannvorrichtung 400 mit dem zugehörigen Magazinplatz 24, 26 in die Bearbeitungsposition, die Ladeposition oder die Zwischenposition mit verschwenkt.
- Die Haltevorrichtung 200 weist gemäß
Fig. 3 und 4 eine Grundplatte 202 und eine in der Grundplatte 202 angeordnete Arbeitsplatte 204 auf. Die Arbeitsplatte 204 umfasst ein ferromagnetisches Material, vorzugsweise Eisen. Die Grundplatte 202 und/oder die Arbeitsplatte 204 weisen vorzugsweise entlang der x-Achse und der y-Achse die äußeren Maße des zu bearbeitenden Flachmaterials 12 auf. Auf der Arbeitsplatte 204 sind eine Vielzahl von magnetischen Unterdruckvorrichtungen 206, insbesondere in Form einer Unterdruckdüse, und magnetischen Unterstützungsmodulen 208, insbesondere in Form einer Bürste, vorgesehen, wobei diese individuell anordenbar sind in Abhängigkeit der Bewegungsbahn des Laserstrahls bzw. der Außenkontur des Schnittstücks 1. - Die Spannvorrichtung 400 umfasst gemäß
Fig. 1 und 2 zwei entlang der x-Achse gegenüberliegende Paare von Spannbacken 402, wobei jedes Paar von Spannbacken 402 eine obere erste Spannbacke 404 und eine untere zweite Spannbacke 406 aufweist. - Die erste Spannbacke 402 und die zweite Spannbacke 404 erstrecken sich parallel zu einer Spannachse 408, wobei sich die Spannachse 408 parallel zur y-Achse erstreckt. Die erste Spannbacke 404 und die zweite Spannbacke 406 sind jeweils um eine gemeinsame Spannrotationsachse 410 mittels jeweils wenigstens eines Spannrotationsantriebs 412 zwischen einer Öffnungsstellung und einer Schließstellung rotierbar verlagerbar. In der Öffnungsstellung ist ein Flachmaterial 12 in die Spannvorrichtung 400 einlegbar und in der Schließstellung ist das Flachmaterial 12 in der Spannvorrichtung 400 festgesetzt und gespannt. In den
Fig. 1 und 2 ist die Öffnungsstellung (parallel zur z-Achse), die Schließstellung (parallel zur x-Achse) und eine Zwischenstellung (45° zur x-Achse und zu z-Achse) der Spannbacken 404, 406 dargestellt, wobei die erste Spannbacke 404 nach oben in die Öffnungsstellung verschwenkt und die zweite Spannbacke 406 nach unten in die Öffnungsstellung verschwenkt. Wenn das Flachmaterial 12 in der Spannvorrichtung 400 gegriffen ist, verlaufen die Spannachse 408 und die Spannrotationsachse 410 parallel zur Materialebene 11. - Die erste Spannbacke 404 weist eine erste Spannfläche 414 auf und die zweite Spannbacke 406 weist eine zweite Spannfläche 416 auf. Die erste Spannbacke 404 weist ein gegenüber der ersten Spannfläche 414 hervorstehendes bzw. konvexes Spannelement 418 auf. Das Spannelement 418 ist teilkreisförmig ausgebildet. Das Spannelement 418 erstreckt sich mit einem konstanten Querschnitt entlang der Spannachse 408. Die zweite Spannbacke 406 weist eine gegenüber der zweiten Spannfläche 416 zurückversetzte bzw. konkave Spannausnehmung 420 auf. Die Spannausnehmung 420 ist teilkreisförmig, insbesondere komplementär zum Spannelement 418, ausgebildet. Die Spannausnehmung 420 erstreckt sich mit einem konstanten Querschnitt entlang der Spannachse 408. Das Spannelement 418 und die Spannausnehmung 420 sind einstückig mit der jeweiligen Spannbacke 404, 406 ausgebildet. In der Schließstellung nimmt die Spannausnehmung 420 das Spannelement 418 auf bzw. das Spannelement 418 greift in die Spannausnehmung 420 ein, sodass ein in der Spannvorrichtung 400 bereitgestelltes Flachmaterial 12 gleichzeitig gegriffen und gespannt wird. Aufgrund des längeren Wegs, den das Flachmaterial 12 im Bereich des Spannelements 418 und der Spannausnehmung 420 zurücklegen muss, kommt es beim Greifen des Flachmaterials 12 gleichzeitig auch zum Spannen des Flachmaterials 12. So ist sichergestellt, dass das beim Festsetzen des Flachmaterials 12 in der Spannvorrichtung 400 bereits die Voraussetzungen zum sicheren Bearbeiten des Flachmaterials 12 vorliegen, indem insbesondere ungewollte Verwerfungen oder Überlappungen im Flachmaterial 12 zumindest im Eingriffsbereichs einer Laservorrichtung 600 verhindert werden.
- Die erste Spannfläche 414 weist neben dem Spannelement 418 einen ersten Stegabschnitt 422 und einen daran anschließenden ersten Nutabschnitt 424 auf, wobei der erste Nutabschnitt 424 zwischen dem ersten Stegabschnitt 422 und dem Spannelement 418 angeordnet ist. Die erste Spannfläche 414 weist ferner einen zweiten Stegabschnitt 426 und einen daran anschließenden zweiten Nutabschnitt 428 auf, wobei der zweite Nutabschnitt 428 zwischen dem zweiten Stegabschnitt 426 und dem Spannelement 418 angeordnet ist. Somit grenzt an das Spannelement 418 beiderseits ein Nutabschnitt 424, 428 an. Die Stegabschnitte 422, 426 und die Nutabschnitte 424, 428 erstrecken sich parallel zur Materialebene 11, wenn das Flachmaterial 12 in der Spannvorrichtung 400 gegriffen ist.
- Die zweite Spannfläche 416 weist neben der Spannausnehmung 420 einen ersten Flächenabschnitt 430 und einen zweiten Flächenabschnitt 432 auf, wobei die Spannausnehmung 420 zwischen den Flächenabschnitten 430, 432 angeordnet ist. Die Flächenabschnitte 430, 432 erstrecken sich parallel zur Materialebene 11, wenn das Flachmaterial 12 in der Spannvorrichtung 400 gegriffen ist.
- Der erste Nutabschnitt 424 und der zweite Nutabschnitt 428 bilden jeweils in der Schließstellung einen insbesondere durch die erste Spannfläche 414, das Spannelement 418 und den zugehörigen Stegabschnitt 422, 426 begrenzten Hohlraum 434. Beim Greifen und Spannen kann es durch das Spannelement 418 und die Spannausnehmung 420 zu Verwerfungen und Verformungen am Flachmaterial 12 im Bereich des Spannelements 418 und der Spannausnehmung 420 kommen. Sollte neben dem Spannelement 418 dann eine Greifkraft auf diesen Bereich ausgeübt werden, kann das Flachmaterial 12 beschädigt werden und möglicherweise reißen. In den durch den ersten Nutabschnitt 424 und den zweiten Nutabschnitt 428 vorgesehenen Hohlraum 434 kann das Flachmaterial 12 sich belastungsfrei hinein erstrecken. Somit kann das Flachmaterial 12 besonders schonend gegriffen und gespannt werden. Im Bereich des ersten Nutabschnitts 424 und des zweiten Nutabschnitts 428 wird das Flachmaterial 12 nicht durch die zweite Spannbacke 406 kontaktiert. Der erste Nutabschnitt 424 und der zweite Nutabschnitt 428 sind gegenüber dem gegriffenen Flachmaterial 12 zurückversetzt. Wenn kein Flachmaterial 12 gegriffen ist, kommen die erste Spannbacke 404 und die zweite Spannbacke 406 in der Schließstellung im Bereich des ersten Nutabschnitts 424 und des zweiten Nutabschnitts 428 nicht zur Anlage.
- Jede Spannbacke 404, 406 umfasst zur Kopplung der Spannbacken 404, 406 mit dem wenigstens einen Spannrotationsantrieb 412 an einem ersten Backenende 438 einen ersten Backenhebel 440 und an einem dem ersten Backenende 438 entlang der Spannachse 408 gegenüberliegenden zweiten Backenende 442 einen zweiten Backenhebel 444. Der Backenhebel 440, 444 ist an seinem freien Ende an einem nicht dargestellten Antriebselement des Spannrotationsantriebs 412 angeordnet. Zwischen den Backenhebeln 440, 444 sind die Spannbacken 404, 406 nicht angebunden. Pro Backenende 438, 442 kann zum Verschwenken der Spannbacken 404, 406 zwischen der Öffnungsstellung und der Schließstellung ein oder zwei Spannrotationsantriebe 412 vorgesehen sein.
- Zusätzlich kann die Spannvorrichtung 400 gemäß den
Fig. 1 und3-4 entlang einer senkrecht zur Spannachse 408 verlaufenden Linearachse 446 mittels eines Spannlinearantriebs 448 zwischen einer Nahestellung und einer Fernstellung verlagerbar ausgebildet sein. In der Nahestellung werden das Paar von Spannbacken 402 zum Flachmaterial 12 verlagert, um die Spannung des festgesetzten Flachmaterials 12 zu verringern. In der Fernstellung werden das Paar von Spannbacken 402 von dem Flachmaterial 12 weg verlagert, um die Spannung des festgesetzten Flachmaterials 12 zu vergrößern. Dazu weist der Spannlinearantrieb 448 eine Spannlinearführung 450 und ein auf der Spannlinearführung 450 verlagerbaren Linearschlitten 452 auf. Das Paar von Spannbacken 402 und der wenigstens eine Spannrotationsantrieb 412 im oder am Linearschlitten 452 angeordnet. Wenn ein Flachmaterial 12 in der Spannvorrichtung 400 gegriffen ist, verlaufen die Spannachse 408 und die Linearachse 446 parallel zur Materialebene 11. - Zum beidseitigen Greifen und Spannen eines Flachmaterials 12 umfasst die Spannvorrichtung 400 gemäß
Fig. 3-5 zwei entlang der Linearachse 446 gegenüberliegende Paare von Spannbacken 402, wobei im ersten Paar von Spannbacken eine erste Materialseite 466 des Flachmaterials 12 und im zweiten Paar von Spannbacken 402 eine der ersten Materialseite 466 entlang der x-Achse gegenüberliegende zweite Materialseite 468 eingespannt ist. Die jeweilige Spannlinearführung 450 ist mit dem Linearschlitten 452 und dem Paar von Spannbacken 402 auf einem Spanngestell 454 angeordnet. Das Spanngestell 454 weist dazu eine erste Gestellseite 456 und eine der ersten Gestellseite 456 gegenüberliegende zweite Gestellseite 458 auf, wobei je Gestellseite 456, 458 ein Paar von Spannbacken 402 vorgesehen ist. Das Spanngestell 454 weist einen ersten Gestellarm 460 und einen zweiten Gestellarm 462 sowie einen den ersten Gestellarm 460 und den zweiten Gestellarm 462 verbindenden Gestellbogen 464 auf. Der erste Gestellarm 460 ist der ersten Gestellseite 456 und der zweite Gestellarm 462 ist der zweiten Gestellseite 458 zugeordnet, wobei am Gestellarm 460, 462 jeweils die Spannlinearführung 450 angeordnet ist. Am Gestellbogen 464 kann vorzugsweise die Haltevorrichtung 200 für das Flachmaterial 12, eine nicht dargestellte Medienversorgung, insbesondere eine Unterdruckversorgung, und/oder eine nicht dargestellte Sensorvorrichtung zum Prüfen, ob und wie ein Flachmaterial 12 gespannt ist, vorgesehen sein. - Das Spanngestell 454 kann ferner wie in
Fig. 3 und 4 gezeigt an das Magazin 22 mit mehreren Spannvorrichtungen 400 angeordnet sein. Dabei ist einerseits am Magazin 22 ein erstes Spanngestell 454 mit zwei Paaren von Spannbacken 402 und andererseits am Magazin 22 ein weiteres Spanngestell 454 mit zwei Paaren von Spannbacken 402 angeordnet. - Im Bearbeitungsbereich 18 weist gemäß
Fig. 5 die Bearbeitungsvorrichtung 10 die Laservorrichtung 600 auf. Die Laservorrichtung 600 ist derart eingerichtet, dass ein durch die Laservorrichtung 600 emittierter, im Wesentlichen parallel zur z-Achse verlaufender Laserstrahl auf das Flachmaterial 12 gerichtet ist und es an einem Auftreffpunkt zu einem Energieeintrag in das Flachmaterial 12 kommt, sodass das Flachmaterial an dem Auftreffpunkt in ein Schnittstück 1 und ein Verschnitt 2 zugeschnitten werden kann. Das Schnittstück 1 ist das letztlich zu erzeugende Produkt. Der Laserstrahl kann vorzugsweise über einen Arbeitsbereich bewegt werden, wobei der Arbeitsbereich im Wesentlichen der Längs- und Querstreckung des Flachmaterials 12 entspricht. Die Laservorrichtung 600 weist vorzugsweise ein Achssystem 602 zum Verlagern des Laserstrahls entlang der x-Achse mittels einer ersten Linearachse 604 und entlang der y-Achse mittels einer zweiten Linearachse 606 auf. Ferner ist denkbar, dass das Achssystem 602 eine nicht dargestellte dritte Linearachse zum Verlagern entlang der z-Achse aufweist. - Das Flachmaterial 12, das Schnittstück 1 und der Verschnitt 2 können mittels einer Transportvorrichtung 800 gemäß
Fig. 5 gehandhabt werden. -
- X
- x-Achse
- Y
- y-Achse
- Z
- z-Achse
- 1
- Schnittstück
- 2
- Verschnitt
- 10
- Bearbeitungsvorrichtung
- 11
- Materialebene
- 12
- Flachmaterial
- 14
- Vorrichtungsgehäuse
- 16
- Schaltschrank
- 18
- Bearbeitungsbereich
- 20
- Ladebereich
- 22
- Magazin
- 24
- erster Magazinplatz
- 26
- zweiter Magazinplatz
- 28
- Drehantrieb
- 30
- Magazinachse
- 200
- Haltevorrichtung
- 202
- Grundplatte
- 204
- Arbeitsplatte
- 206
- Unterdruckvorrichtungen
- 208
- Unterstützungsmodulen
- 400
- Spannvorrichtung
- 402
- Paar von Spannbacken
- 404
- erste Spannbacke
- 406
- zweite Spannbacke
- 408
- Spannachse
- 410
- Spannrotationsachse
- 412
- Spannrotationsantrieb
- 414
- erste Spannfläche
- 416
- zweite Spannfläche
- 418
- Spannelement
- 420
- Spannausnehmung
- 422
- erster Stegabschnitt
- 424
- erster Nutabschnitt
- 426
- zweiter Stegabschnitt
- 428
- zweiter Nutabschnitt
- 430
- erster Flächenabschnitt
- 432
- zweiter Flächenabschnitt
- 434
- Hohlraum
- 438
- erstes Backenende
- 440
- erster Backenhebel
- 442
- zweites Backenende
- 444
- zweiter Backenhebel
- 446
- Linearachse
- 448
- Spannlinearantrieb
- 450
- Spannlinearführung
- 452
- Linearschlitten
- 454
- Spanngestell
- 456
- erste Gestellseite
- 458
- zweite Gestellseite
- 460
- erster Gestellarm
- 462
- zweiter Gestellarm
- 464
- Gestellbogen
- 466
- erste Materialseite
- 468
- zweite Materialseite
- 600
- Laservorrichtung
- 602
- Achssystem
- 800
- Transportvorrichtung
Claims (15)
- Spannvorrichtung (400) zum Greifen, Spannen und wiederholbaren Positionieren eines entlang einer Materialebene (11) erstreckenden Flachmaterials (12) mit zwei sich einander gegenüberliegenden Paaren von Spannbacken (402),wobei die Paaren von Spannbacken (402) jeweils eine sich parallel zu einer Spannachse (408) erstreckende erste Spannbacke (404) und eine sich parallel zur Spannachse (408) erstreckende zweite Spannbacke (406) aufweisen,wobei die erste Spannbacke (404) und/oder die zweite Spannbacke (406) um eine parallel zur Spannachse (408) verlaufende Spannrotationsachse (410) zwischen einer Öffnungsstellung und einer Schließstellung verschwenkbar sind,wobei die erste Spannbacke (404) eine erste Spannfläche (414) und die zweite Spannbacke (406) eine zweite Spannfläche (416) aufweist, wobei die erste Spannfläche (414) und die zweite Spannfläche (416) sich entlang der Spannachse (408) erstrecken,wobei die erste Spannfläche (414) und die zweite Spannfläche (416) jeweils wenigstens einen ersten Abschnitt zum Greifen des Flachmaterials (12) in der Materialebene (11) in der Schließstellung aufweisen, wobei die erste Spannfläche (414) und die zweite Spannfläche (416) jeweils wenigstens einen zweiten Abschnitt zum Verformen des Flachmaterials (12) aus der Materialebene (11) heraus und Spannen des Flachmaterials (12) in der Schließstellung aufweisen, wobei die erste Spannfläche (414) und/oder die zweite Spannfläche (416) wenigstens einen dritten Abschnitt zum Bereitstellen eines Hohlraums zur Aufnahme von Verwerfungen des Flachmaterials (12) beim Spannen in der Schließstellung aufweist.
- Spannvorrichtung (400) nach Anspruch 1, wobei die erste Spannbacke (404) als zweiten Abschnitt ein gegenüber dem ersten Abschnitt und/oder dem dritten Abschnitt der ersten Spannbacke (404) hervorstehendes Spannelement (418) und die zweite Spannbacke (406) als zweiten Abschnitt eine gegenüber dem ersten Abschnitt der zweiten Spannbacke (406) zurückversetzte Spannausnehmung (420) aufweist,
wobei in der Schließstellung die Spannausnehmung (420) das Spannelement (418) derart aufnimmt, dass ein in der Spannvorrichtung (400) bereitgestelltes Flachmaterial (12) gleichzeitig gegriffen und gespannt wird. - Spannvorrichtung (400) nach Anspruch 1 oder 2, wobei in der Öffnungsstellung das Paar von Spannbacken (402) einen Öffnungswinkel von mindestens 90°, insbesondere von mindestens 130°, bevorzugt von mindestens 150°, und vorzugsweise von mindestens 180° aufweist.
- Spannvorrichtung (400) nach Anspruch 1 oder 2, wobei die erste Spannbacke (404) als erste Abschnitte einen ersten Stegabschnitt (422) und einen zweiten Stegabschnitt (426) aufweist, wobei das Spannelement (418) zwischen dem ersten Stegabschnitt (422) und dem zweiten Stegabschnitt (426) angeordnet ist.
- Spannvorrichtung (400) nach Anspruch 1, 2, 3 oder 4, wobei die erste Spannbacke (404) als dritte Abschnitte einen ersten Nutabschnitt (424) und einen zweiten Nutabschnitt (428) aufweist, und wobei insbesondere in der Schließstellung zur Ausbildung eines Hohlraums, jeweils der Nutabschnitt (424, 428), insbesondere ein Nutboden des Nutabschnitts (424, 428), und die zweite Spannfläche (416) beabstandet zueinander angeordnet sind und/oder wobei das Spannelement (418) zwischen dem ersten Nutabschnitt (424) und dem zweiten Nutabschnitt (428) angeordnet ist.
- Spannvorrichtung (400) nach dem vorherigen Anspruch, wobei der erste Nutabschnitt (424) zwischen dem ersten Stegabschnitt (422) und dem Spannelement (418) angeordnet ist und/oder wobei der zweite Nutabschnitt (428) zwischen dem zweiten Stegabschnitt (426) und dem Spannelement (418) angeordnet ist.
- Spannvorrichtung (400) nach einem der vorherigen Ansprüche,
wobei die zweite Spannbacke (406) als erste Abschnitte einen ersten Flächenabschnitt (430) und einen zweiten Flächenabschnitt (432) aufweist, und wobei die Spannausnehmung (420) zwischen dem ersten Flächenabschnitt (430) und dem zweiten Flächenabschnitt (432) angeordnet ist. - Spannvorrichtung (400) nach einem der vorherigen Ansprüche,
wobei die Spannausnehmung (420) und/oder das Spannelement (418) parallel zur Spannachse (408) teilkreisförmig oder ellipsenförmig ausgebildet ist. - Spannvorrichtung (400) nach einem der vorherigen Ansprüche,
wobei die erste Spannbacke (404) und/oder die zweite Spannbacke (406) jeweils an wenigstens einem Backenhebel (440, 442) angeordnet ist, sodass die erste Spannbacke (404) und/oder die zweite Spannbacke (406) beabstandet zur Spannrotationsachse (410) angeordnet ist. - Spannvorrichtung (400) nach dem vorherigen Anspruch, wobei die erste Spannbacke (404) und/oder die zweite Spannbacke (406) jeweils ein erstes Backenende (438) und ein entlang der Spannachse (408) dem ersten Backenende (438) gegenüberliegendes zweites Backenende (442) aufweist, wobei ein erster Backenhebel (440) im Bereich des ersten Backenendes (438) und/oder ein zweiter Backenhebel (444) im Bereich des zweiten Backenendes (442) angeordnet ist.
- Spannvorrichtung (400) nach einem der vorherigen Ansprüche,
wobei das Paar von Spannbacken (402) entlang einer senkrecht zur Spannachse (408) verlaufenden Linearachse (446) verlagerbar ist. - Spannvorrichtung (400) nach einem der vorherigen Ansprüche,
wobei ein Spanngestell (454) mit einer ersten Gestellseite (456) und einer der ersten Gestellseite (456) gegenüberliegenden zweiten Gestellseite (458) vorgesehen ist, wobei an der ersten Gestellseite (456) ein erstes Paar von Spannbacken (402) und an der zweiten Gestellseite (458), ein dem ersten Paar (402) gegenüberliegendes zweites Paar von Spannbacken (402) vorgesehen ist. - Spannvorrichtung (400) nach einem der Ansprüche 5 bis 12, wobei die erste Spannfläche (414) und die zweite Spannfläche (416), mit Ausnahme der Nutenabschnitte (424, 428), komplementär zueinander ausgebildet sind.
- Spannvorrichtung (400) nach einem der vorherigen Ansprüche, ferner umfassend wenigstens einen Spannrotationsantrieb (412) zum Antreiben der Spannbacken (404, 406).
- Bearbeitungsvorrichtung (10) zur Bearbeitung von entlang einer Materialebene (11) erstreckendem Flachmaterial (12) mit einer Spannvorrichtung (400) nach einem der vorherigen Ansprüchen.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102023110267.2A DE102023110267A1 (de) | 2023-04-21 | 2023-04-21 | Spannvorrichtung und Bearbeitungsvorrichtung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4450436A1 true EP4450436A1 (de) | 2024-10-23 |
Family
ID=90789351
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP24170824.7A Pending EP4450436A1 (de) | 2023-04-21 | 2024-04-17 | Spannvorrichtung und bearbeitungsvorrichtung |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20240351170A1 (de) |
| EP (1) | EP4450436A1 (de) |
| DE (1) | DE102023110267A1 (de) |
| MX (1) | MX2024004818A (de) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102032416B1 (ko) * | 2019-02-25 | 2019-10-15 | 김용구 | 내열형 에어 클램프 장치 |
| CN111252319A (zh) * | 2020-03-18 | 2020-06-09 | 博众精工科技股份有限公司 | 用于液晶面板的撕膜机构 |
| CN112265255A (zh) * | 2020-09-29 | 2021-01-26 | 业成科技(成都)有限公司 | 膜夹具 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3315301A (en) * | 1964-03-18 | 1967-04-25 | Arrem Plastics Inc | Apparatus for stretching sheet material |
| US4234174A (en) * | 1979-05-07 | 1980-11-18 | Angelo Cardono | Apparatus for aiding the cutting of a rubber mold |
| US4691905A (en) * | 1985-04-18 | 1987-09-08 | Nissan Motor Co., Ltd. | Machine for holding workpiece |
| DE202004001771U1 (de) * | 2004-02-05 | 2004-04-08 | Comau Germann-Intec Gmbh & Co. Kg | Spannvorrichtung, insbesondere Unterbau-Spannvorrichtung zum lösbaren Fixieren von Bauteilen |
| JP5503975B2 (ja) * | 2007-12-27 | 2014-05-28 | 株式会社カネカ | 延伸フィルムの製造方法 |
| DE102014007055A1 (de) * | 2014-05-15 | 2014-07-17 | MBH Metallbearbeitung e.k. | Vorrichtung zum Festspannen eines Gegenstandes |
| CN113573848B (zh) * | 2019-03-26 | 2023-11-10 | 菲斯科尔思品牌有限公司 | 具有层叠钳口的多功能工具 |
-
2023
- 2023-04-21 DE DE102023110267.2A patent/DE102023110267A1/de active Pending
-
2024
- 2024-04-17 EP EP24170824.7A patent/EP4450436A1/de active Pending
- 2024-04-18 MX MX2024004818A patent/MX2024004818A/es unknown
- 2024-04-18 US US18/638,801 patent/US20240351170A1/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102032416B1 (ko) * | 2019-02-25 | 2019-10-15 | 김용구 | 내열형 에어 클램프 장치 |
| CN111252319A (zh) * | 2020-03-18 | 2020-06-09 | 博众精工科技股份有限公司 | 用于液晶面板的撕膜机构 |
| CN112265255A (zh) * | 2020-09-29 | 2021-01-26 | 业成科技(成都)有限公司 | 膜夹具 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240351170A1 (en) | 2024-10-24 |
| DE102023110267A1 (de) | 2024-10-24 |
| MX2024004818A (es) | 2024-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE112017003202B4 (de) | Werkstückhalter und Werkstückhalterbaugruppe für ein Nassbearbeitungssystem | |
| EP3191254B1 (de) | Laser-ablations- und schweissverfahren für werkstücke | |
| CH697146A5 (de) | Greifvorrichtung zur Handhabung von Wafern. | |
| EP4486526A1 (de) | Verfahren und vorrichtung zum vereinzeln von werkstücken | |
| DE102020115827A1 (de) | Verfahren zum Ver- und/oder Bearbeiten eines Stapels blattförmigen Guts sowie Schneidanlage | |
| EP2314393B1 (de) | Presse mit Werkzeug-Wechseleinrichtung | |
| DE68918823T2 (de) | Vorrichtung zum Ausschneiden von Tab-Anordnungen und zum Formen von deren Anschlüssen. | |
| DE102010042777B4 (de) | Laserschneidanordnung und Verfahren zum Schneiden | |
| EP4450436A1 (de) | Spannvorrichtung und bearbeitungsvorrichtung | |
| WO2000003830A1 (de) | Vorrichtung zum laserbearbeiten von flachen werkstücken | |
| DE69622224T2 (de) | Verfahren und Vorrichtung für Mechanismus zum genauen Abtrennen eines Angusses | |
| EP3398742B1 (de) | Sägevorrichtung zum aufteilen plattenförmiger werkstücke | |
| EP0233137A1 (de) | Vorrichtung zum Pressschweissen paketierter Metallfolien | |
| DE102017129142B4 (de) | Transporteinheit, Transportvorrichtung und Verfahren zum Transportieren eines Objektes sowie Vorrichtung und Verfahren zum Ausbilden mindestens eines Merkmals auf einem Objekt | |
| DE202010014971U1 (de) | Vorrichtung zum Biegen eines Anschlusskontakts eines Photovoltaikmoduls | |
| DE102023110266B4 (de) | Bearbeitungsvorrichtung und Verfahren zum Bearbeiten von Flachmaterial | |
| DE69732340T2 (de) | IC-Leiterrahmenverarbeitungssystem | |
| DE4022607A1 (de) | Einrichtung zum halten von frei positionierbaren bearbeitungs-hilfsmitteln | |
| DE2627058A1 (de) | Anschlagvorrichtung zum positionieren eines bleches auf einer werkzeugmaschine | |
| DE3114633C2 (de) | ||
| DE10004676A1 (de) | Einspannvorrichtung zum Schweißen von Blechen | |
| EP4406890A1 (de) | Vorrichtung, anordnung und verfahren zum automatisierten ablösen eines wärmeleitpads von einer trägerfolie | |
| DE102005002595A1 (de) | Vorschubvorrichtung für plattenförmige Werkstücke, sowie Spannzange zur Verwendung bei einer solchen Vorschubvorrichtung | |
| DE102022104824A1 (de) | Verfahren zum Handhaben eines Stapels sowie Schneidanlage | |
| DE102023131417A1 (de) | Handhabungseinrichtung und Handhabungsverfahren zum Handhaben von einem plattenförmigen Material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20250422 |