EP4385697A1 - Tête de coupe pour la coupe de dalles - Google Patents
Tête de coupe pour la coupe de dalles Download PDFInfo
- Publication number
- EP4385697A1 EP4385697A1 EP23215742.0A EP23215742A EP4385697A1 EP 4385697 A1 EP4385697 A1 EP 4385697A1 EP 23215742 A EP23215742 A EP 23215742A EP 4385697 A1 EP4385697 A1 EP 4385697A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- nozzle
- disc
- main body
- cutting head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 168
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 39
- 230000005484 gravity Effects 0.000 claims description 7
- 239000003082 abrasive agent Substances 0.000 claims description 5
- 238000013519 translation Methods 0.000 claims description 4
- 238000012937 correction Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000004575 stone Substances 0.000 description 3
- 239000004568 cement Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000000805 composite resin Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 239000010438 granite Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000004579 marble Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/003—Multipurpose machines; Equipment therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C1/00—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods
- B24C1/04—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods for treating only selected parts of a surface, e.g. for carving stone or glass
- B24C1/045—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods for treating only selected parts of a surface, e.g. for carving stone or glass for cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/04—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs
- B28D1/043—Gantry type sawing machines
Definitions
- the present invention relates to a cutting head for the cutting of slabs, particularly ceramic slabs, resin-based composite stone slabs, cement-based composite stone slabs, and slabs of stone material, such as marble and granite.
- Cutting machines comprising a cutting head with a rotating diamond cutting disc and a water jet cutting system are known.
- the water jet cutting system comprises a high-pressure hydraulic duct in communication with a nozzle from which a mix of water and abrasive material is ejected at a very high pressure (3000-4000 bar) and directed onto the slab in such a way to cut the slab.
- EP2983879 describes a tool machine comprising a secondary beam connected to a rotating support.
- Supports are mounted on the secondary beam to support the tools, which can be disc cutting means and water jet cutting means.
- the support of the tools is mounted in such a way as to slide vertically so that the tool can move vertically along a vertical axis.
- the carriage is mounted in such a way as to slide horizontally on a horizontal guide of the secondary beam so that the tool can move horizontally along a horizontal axis.
- the tool support has a fork in which the tool body is pivoted, so that the tool can rotate around a horizontal axis of the fork.
- each tool mounted in the secondary beam has three levels of freedom: horizontal translation along the horizontal axis of the beam, vertical translation along the vertical axis of the support, and rotation around the horizontal axis of the fork.
- the tool machine of EP2983879 is impaired by several drawbacks due to the arrangement of the tools and to the fact that the tools project from the beam and can slide horizontally on the beam.
- the water jet nozzle shown in Fig. 10 of EP2983879 is fixed in rotation, i.e., not tiltable, evidently the water jet nozzle can be mounted on the fork that supports the motor of the cutting disc; in such a case, the nozzle would be tiltable, but the axis of rotation of the nozzle would not intersect the axis of rotation of the cutting disc, with the impossibility of making curved cuts during the same cutting operation.
- the fact that the tools project from the beam and slide horizontally on the beam causes positioning errors, due to variation of the centers of gravity and of the weight of the tools along the beam.
- the motor of a cutting disc has a considerable weight of about 80 kg. It is possible to correct such errors via software, but it is difficult to make such corrections on a plane. If the errors on the plane vary according to the variation of the position of the tools on the beam or according to the variation of the inclination of the cutting disc, the error correction calculation is impossible to manage, considering that such a correction should be continuous in order to avoid defects on the workpiece. Therefore, the horizontal translation of the tools along the beam is impractical in terms of accuracy.
- the purpose of the present invention is to eliminate the drawbacks of the prior art by providing a cutting head provided with a cutting disc and water jet means for the cutting of slabs, wherein the disc cutting system is not constrained to the water jet cutting system.
- Another purpose is to provide such a cutting head that allows for making a precise cutting and for alternately working with the cutting disc and the water jet means during the same cutting operation of the slab.
- Still another purpose is to provide such a cutting head that is versatile and suitable for making different types of cuts on different types of slabs.
- a further purpose is to provide such a cutting head that is easy to make and operate.
- the cutting head (100) is used for the cutting of slabs that are normally positioned on a work surface under the cutting head (100).
- the cutting head (100) comprises a shaft (1) suitable for being connected to a driving system of the cutting head.
- a driving system is of known type and therefore not illustrated.
- the driving system of the cutting head may provide for an overhead crane system with movement along three orthogonal axes, an anthropomorphic robot, or a six-axis robot.
- the shaft (1) has a vertical axis (A) and can rotate about its vertical axis (A).
- the shaft (1) supports a main body (2) of the cutting head.
- Disc cutting means (3) and water jet cutting means (4) are movably mounted relative to the main body (2) in order to move and tilt according to the type of cutting to be done, independently of each other.
- the disc cutting means (3) comprise a cutting disc (30) mounted on a hub (31) driven into rotation by an electric motor (32), causing a rotation of the disc (30) about an axis of rotation (A1) and cutting the slab.
- the cutting disc (30) has a thickness of 4-6 mm.
- the assembly comprising the electric motor (32), the hub (31) and the cutting disc (30) has a considerable weight of about 60-90 kg.
- the assembly comprising the electric motor (32), the hub (31) and the cutting disc (30) has a center of gravity (B).
- the electric motor (32) is mounted in the main body (2) of the cutting head, so that the center of gravity (B) of the assembly comprising the electric motor (32), the hub (31) and the cutting disc (30) is positioned on the axis (A) of the shaft (1) that supports the main body (2) of the cutting head.
- Such an arrangement ensures the balance of the cutting head, avoiding the alignment errors of the cutting disc (30).
- the disc cutting means (3) cannot translate horizontally relative to the main body (2) of the cutting head; therefore, the center of gravity (B) of the assembly comprising the electric motor (32), the hub (31) and the cutting disc (30) is always centered on the axis (A) of the shaft (1) that supports the main body (2) of the cutting head.
- the axis of rotation (A1) of the cutting disc (30) can be tilted with respect to a vertical plane.
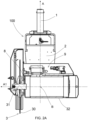
- the hub (31) of the cutting disc is rotatably mounted on a support (8) (shown in Fig. 2A ) mounted with possibility of being tilted with respect to the main body (2).
- the support (8) of the cutting disc can be tilted with respect to the main body (2), in such a way to tilt the cutting disc (30) with respect to a vertical position in order to make cuts on inclined planes with respect to the plane of the slab to be cut.
- First adjustment means (9) (shown in Fig. 2A ) are provided to adjust the inclination of the support (8) of the cutting disc with respect to the main body (2), thus adjusting an inclination of the cutting disc (30) with respect to a vertical plane in order to make oblique cuts.
- the first adjustment means (9) can be of manual type or of automatic type with an actuator for moving the support (8) of the cutting disc.
- the water jet cutting means (4) comprise a nozzle (40) connected to a duct for supplying a mix of high-pressure water and abrasive material used to cut the slabs.
- the nozzle (40) has an axis (Z) that identifies an ejection direction of the mix of water and abrasive material.
- the water jet ejected from the nozzle (40) makes a cut with thickness comprised between 0.6 and 0.7 mm.
- the nozzle (40) is arranged in the cutting head in an initial position in which the axis (Z) of the nozzle lies on the same plane as the cutting disc (30), when the cutting disc is arranged according to a vertical plane.
- the cutting disc (30) and the water jet delivered from the nozzle (40) can alternately work during the same cutting operation, depending on the desired width of the cut.
- the nozzle (40) is mounted on a lever (5) that is rotatably mounted on a support (6) of the nozzle in such a way to rotate around an axis of rotation (A2) orthogonal to the axis of rotation (A1) of the cutting disc, when the cutting disc lies on a vertical plane.
- the lever (5) is a lever of the second kind, pivoted in the support (6) of the nozzle.
- the axis of rotation (A2) of the lever (5) intersects the vertical axis (A) of the shaft (1) that supports the main body (2) of the cutting head. Such an arrangement ensures the balance of the cutting head during the rotation of the lever (5) that supports the water jet nozzle.
- Second adjustment means (109) are provided to adjust a rotation of the lever (5) around its axis of rotation (A2) in order to adjust the tilt of the nozzle (40) with respect to a vertical direction.
- the second adjustment means (109) can be of manual type or of automatic type with an actuator for moving the lever (5).
- an actuator can be an electric motor connected to the lever (5) in order to drive said lever (5) into rotation.
- the support (6) of the nozzle is mounted in such a way to translate vertically with respect to the main body (2). In such a way, the support (6) of the nozzle can be raised or lowered relative to the main body (2) in the direction of the arrows F ( Fig. 1 ) in such a way to raise or lower the nozzle (40).
- the water jet cutting means (4) cannot translate horizontally relative to the main body (2) of the cutting head; therefore, the axis of rotation (A2) of the lever (5) that support the nozzle always intersects the vertical axis (A) of the shaft (1) that the body of the cutting head.
- Third adjustment means are provided to adjust the raising and the lowering of the support (6) of the nozzle and consequently the raising and the lowering of the nozzle (40) relative to the main body (2).
- the third adjustment means can be of manual type or of automatic type with an actuator to move the support of the nozzle.
- an actuator can be a rack-and-pinion system or a linear actuator connected to the main body (2) and to the support (6) of the nozzle.
- the water jet cutting means (4) are movably mounted relative to the main body (2) in order to raise, lower and tilt the nozzle (40) relative to the main body (2), regardless of the movement of the disc cutting means (3).
- the support (6) of the nozzle may comprise a carriage (60) that is slidingly mounted in a vertical guide (20) of the main body (2).
- a bellows cover (7) is connected to the support (6) of the nozzle and to the main body (2) so that, when the support (6) of the nozzle is moved, the bellows cover (7) is either extended or retracted, covering the vertical guide (20) of the main body.
- the disc cutting means (3) and the water jet cutting means (4) cannot translate horizontally relative to the main body (2) of the cutting head.
- the center of gravity (B) of the assembly comprising the electric motor (32), the hub (31) and the cutting disc (30) is always balanced
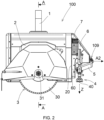
- Figs. 1-3 illustrate a situation in which the cutting disc (30) is in a vertical position and also the nozzle (40) is in a raised vertical position in which a lower end of the nozzle (40) is at a higher height than a lower end of the cutting disc. In such a situation, only the cutting disc (30) can be operated, and the nozzle (40) does not interfere with the working operation of the cutting disc (30).
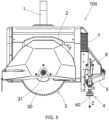
- Figs. 4-6 illustrate a situation in which the support (6) of the nozzle is lowered, so the nozzle (40) is in a lowered vertical position in which a lower end of the nozzle (40) is at the same height as a lower end of the cutting disc (30).
- the nozzle (40) is in an initial position in which the axis (Z) of the nozzle lies on the same plane as the cutting disc (30), so that the cutting disc (30) and the water jet delivered by the nozzle (40) can be alternately operated during the same cutting operation of a slab.
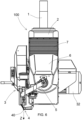
- Figs. 7-9 illustrate a situation in which the support (6) of the nozzle is lowered and the lever (5) is rotated in the direction of the arrow (F1) ( Fig. 9 ), so that the axis (Z) of the nozzle (40) is in a position that is inclined by an angle ( ⁇ ) relative to a vertical direction.
- Such a tilt of the axis (Z) of the nozzle (40) with respect to the plane of the cutting disc (30) can be obtained gradually during the cutting operation, enabling the making of cuts with particular curvatures, such as the workpiece illustrated in Fig. 10 , which is obtained with the cutting head according to the invention.
- Equivalent variations and modifications may be made to the present embodiment of the invention, within the reach of a person skilled in the art, and still falling within the scope of the invention as expressed by the appended claims.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT202200025878 | 2022-12-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4385697A1 true EP4385697A1 (fr) | 2024-06-19 |
Family
ID=85726607
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP23215742.0A Pending EP4385697A1 (fr) | 2022-12-16 | 2023-12-12 | Tête de coupe pour la coupe de dalles |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP4385697A1 (fr) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2983879A1 (fr) | 2013-06-28 | 2016-02-17 | Donatoni Macchine S.R.L. | Machine-outil multiaxiale pour usiner des dalles et/ou des blocs de pierre |
| EP3909732A1 (fr) * | 2020-05-13 | 2021-11-17 | C.M.S. S.p.A. | Centre d'usinage de découpe d'objets |
-
2023
- 2023-12-12 EP EP23215742.0A patent/EP4385697A1/fr active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2983879A1 (fr) | 2013-06-28 | 2016-02-17 | Donatoni Macchine S.R.L. | Machine-outil multiaxiale pour usiner des dalles et/ou des blocs de pierre |
| EP2983879B1 (fr) * | 2013-06-28 | 2017-04-26 | Donatoni Macchine S.R.L. | Machine-outil multi-axiale pour le travail de dalles et/ou blocks de pierres |
| EP3909732A1 (fr) * | 2020-05-13 | 2021-11-17 | C.M.S. S.p.A. | Centre d'usinage de découpe d'objets |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10328607B2 (en) | Machine for cutting stone material | |
| EP2998088B1 (fr) | Centre d'usinage pour dalles en pierre, marbre, matériau synthétique ou similaire avec plan de travail sacrificiel | |
| EP2983879B1 (fr) | Machine-outil multi-axiale pour le travail de dalles et/ou blocks de pierres | |
| US9409242B2 (en) | Machine for machining materials in blocks or slabs and machining method to be actuated through such a machine | |
| US20080110311A1 (en) | Multiple-tool machine for combined cutting of slabs of hard material | |
| EP2308645B1 (fr) | Distributeur pour l'alimentation ininterrompue d'un matériau abrasif dans une machine de découpe par jet d'eau | |
| EP1520659B1 (fr) | Machine de polissage pour plaques en pierre ou marbre avec un gabarit | |
| US7124666B2 (en) | Multiple spindle machine tool | |
| KR102171939B1 (ko) | 플라즈마 커팅기 | |
| IT202000010936A1 (it) | Centro di lavoro per tagliare oggetti | |
| EP4385697A1 (fr) | Tête de coupe pour la coupe de dalles | |
| KR100926342B1 (ko) | 경사 가공이 가능한 복합 가공기 | |
| US10300628B2 (en) | Tool and machine for working natural stone, agglomerate or ceramic material | |
| US20200206976A1 (en) | Combined cutting and bevelling machine for slabs of stone or stone-like material | |
| JP6941866B2 (ja) | シート材の裁断装置及び裁断方法 | |
| EP1348517A2 (fr) | Réctifieuse pour surfaces cylindriques et mécanisme de déplacement relatif de la meule par rapport à la pièce | |
| JPH03149146A (ja) | 自動彫刻盤 | |
| US20230330840A1 (en) | Machining robot for chip removal machining | |
| EP3215329B1 (fr) | Machine pour couper du matériau en pierre | |
| EP1937452B1 (fr) | Machine-outil destinee au traitement de surface de produits d'un materiau en pierre ou analogues | |
| EP3431240A1 (fr) | Dispositif de découpe d'un matériau en dalles | |
| JPH0679511A (ja) | 開先加工装置 | |
| EP4363145B1 (fr) | Machine et installation pour l'usinage de dalles | |
| EP4434708A1 (fr) | Centre de travail pour le traitement de dalles de matériau en pierre | |
| EP4124433A1 (fr) | Dispositif de gravure pour dalles de matériaux relativement fragiles et procédé de gravure associé |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20241204 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC ME MK MT NL NO PL PT RO RS SE SI SK SM TR |