EP4008871A1 - Dichtbandrolle - Google Patents
Dichtbandrolle Download PDFInfo
- Publication number
- EP4008871A1 EP4008871A1 EP22152522.3A EP22152522A EP4008871A1 EP 4008871 A1 EP4008871 A1 EP 4008871A1 EP 22152522 A EP22152522 A EP 22152522A EP 4008871 A1 EP4008871 A1 EP 4008871A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sealing tape
- barrier layer
- foam
- roll
- sealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B1/00—Border constructions of openings in walls, floors, or ceilings; Frames to be rigidly mounted in such openings
- E06B1/62—Tightening or covering joints between the border of openings and the frame or between contiguous frames
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B1/00—Border constructions of openings in walls, floors, or ceilings; Frames to be rigidly mounted in such openings
- E06B1/62—Tightening or covering joints between the border of openings and the frame or between contiguous frames
- E06B2001/626—Tightening or covering joints between the border of openings and the frame or between contiguous frames comprising expanding foam strips
Definitions
- the present invention relates to a roll of sealing tape.
- Sealing tapes unwound from sealing tape rolls are usually used to seal joints, for example between a frame profile of a window or a door and a building wall, in order to seal the joints against drafts and driving rain.
- Films additionally provided on a side flank of the sealing tape also reduce the vapor permeability of the same, see eg EP 0 072 955 A1 or EP 1 936 246 A1 .
- a roll of sealing tape which has at least one barrier layer running in the radial direction, which is arranged between two layers of the foam and thus inside the roll of sealing tape.
- the barrier layer consists of adhesive or a laminating material.
- the sealing tape roll with a sealing tape which is wound up in radially successive turns in a compressed state and which can be separated from one another again by unwinding, comprises at least one base body made of a flexible foam material that is resilient after compression.
- the sealing tape has a bottom, a top, and first and second side flanks connecting the top and bottom to one another, with end faces of the roll of sealing tape being formed by the side flanks and extending substantially perpendicularly to a functional direction of the sealing tape.
- An adhesive layer for adhesion to a component, in particular a frame profile of a window or a door, is arranged in the area of the underside.
- the sealing tape has at least one barrier layer to reduce water vapor diffusion and/or air permeability in the functional direction, wherein the at least one barrier layer runs essentially in a straight line from the upper side towards the lower side in a fully expanded state of the sealing tape, but not along the upper side.
- the at least one barrier layer In the compressed state of the sealing tape in the sealing tape roll, the at least one barrier layer has a curved or angled shape at least in an upper region.
- a sealing tape is created that is easy to produce and in its partially compressed installed state ensures a particularly secure contact of the at least one barrier layer on the masonry.
- the at least one barrier layer preferably extends over the entire height of the base body when the sealing strip is in the fully expanded state. In this way, the sealing function of the sealing tape is optimized.
- the at least one barrier layer In the compressed state of the sealing tape in the sealing tape roll, the at least one barrier layer preferably runs in sections essentially transversely to the functional direction, more preferably radially, and in the compressed state of the sealing tape in the sealing tape roll, the at least one barrier layer preferably additionally runs in sections between the base bodies of adjacent windings. In this way, an angular arrangement of the barrier layer is achieved, which is retained for a certain period of time even while the sealing tape rises after being unwound from the sealing tape roll and ensures a particularly secure system of the barrier layer when installed on the masonry.
- the at least one barrier layer preferably completely covers the first side flank of the sealing strip both in the compressed state of the sealing strip in the sealing strip roll and in the fully expanded state of the sealing strip. This reduces the passage of water vapor and/or air on one side of the sealing tape.
- an upper end section of the at least one barrier layer is permanently attached to an upper end area of the first side flank when the sealing strip is in the fully expanded state.
- the at least one barrier layer runs in an interior of the roll of sealing tape and is surrounded axially by two sections of the base body that are connected to one another or by two separate base bodies.
- the at least one barrier layer inside the roll of sealing tape is permanently attached to at least one, preferably precisely one, of the two sections of the base body connected to one another or to at least one, preferably precisely one of the two base bodies.
- the at least one barrier layer preferably extends over the entire height of the foam barrier layer web.
- a functional direction of the sealing tape wound up to form the sealing tape roll runs from one end face to the other end face of the sealing tape roll, and the at least one barrier layer runs in the compressed state of the sealing tape in the sealing tape roll, preferably in sections essentially transversely to the functional direction, more preferably radially, and the at least in the compressed state of the sealing tape in the roll of sealing tape, a barrier layer additionally runs in sections between base bodies of adjacent windings.
- the at least one barrier layer is arranged inside the foam barrier layer web between two foam bodies and the targeted compression comprises deforming the foam barrier layer web such that an upper end portion of the at least one barrier layer previously between the top and bottom the foam barrier layer web was arranged, is bent over laterally and thus also has an extension in the transverse direction of the foam barrier layer web.
- the extent in the transverse direction is more than 5 mm. In this way, the lateral bending of an upper section of the barrier layer arranged inside the sealing strip is achieved with simple means.
- the lateral bending of the at least one barrier layer succeeds particularly well if an area of a foam body which is arranged laterally from the at least one barrier layer is compressed in a targeted manner, the area preferably being arranged within 3 mm to 3 cm next to the barrier layer.
- the targeted compression includes the step of using at least one compression element to selectively press in at least the upper side of the foam barrier layer web.
- the at least one compression element is designed as a compression stamp or as a compression wheel. It is also possible for two opposing compression elements, for example two compression wheels, to selectively press in the top and bottom of the foam barrier layer web. This preferably results in a C-shape of the barrier layer in the specifically compressed state.
- the compression plunger or wheel preferably has a width in the transverse direction of the foam barrier web of between 0.5 mm and 20 mm, more preferably between 1 mm and 10 mm, most preferably between 1 mm and 7 mm.
- the targeted compression preferably includes the step of deforming an outer edge section of the foam barrier layer web by means of a shaping device, preferably a shaping shoulder, which exerts a direct force on the side flank.
- the forming shoulder preferably has a forming surface that is C-shaped in cross section or is designed as a partial section of a C-shape.
- the foam barrier layer web is preferably moved longitudinally during the targeted compression. This ensures a continuous mechanical process.
- an adhesive layer in an additional step in the area of the underside of the foam barrier layer web or the foam barrier layer strips. In the installation situation, this is used for attachment to a component, in particular a frame profile of a window or a door, and is or will generally also be covered with a removable cover film or cover paper.
- the base bodies or foam strips are preferably at least partially and preferably completely impregnated with an impregnating agent for delayed recovery.
- the impregnating agent preferably has an acrylate dispersion.
- the acrylate dispersion has acrylate polymer particles dispersed in a homogeneous phase.
- the foam is particularly preferably impregnated with a proportion by weight of acrylate dispersion for delayed recovery in such a way that the sealing tape at 20° C. and 50% relative humidity recovers in less than 24 hours from a degree of compression of the sealing tape of about 9% to 13% of the maximum expansion up to the joint closure.
- Each foam barrier layer web provided has preferably previously gone through the steps of impregnating the foam with an aqueous polyacrylate dispersion and subsequent drying.
- a foam of the base body or of the foam strip impregnated for delayed recovery preferably has an air permeability in a range from 50 to 1,000 l/(m 2 s), more preferably between 60 and 600 l/(m 2 s) and particularly preferably between 80 and 400 l/(m 2 s).
- the information on air permeability given in this application relates to a determination under the standard conditions of a 10 mm thick piece of foam (completely relaxed) at a measuring vacuum of 1.0 bar, test area 100 cm 2 ; Frank device 21443; DIN EN ISO 9237:1995.
- the at least one barrier layer or one of a plurality of barrier layers is moisture-variable, i.e. its water vapor diffusion resistance changes depending on the humidity of the environment surrounding the barrier layer.
- Characteristic of the water vapor diffusion resistance is the water vapor diffusion value in relation to an air layer thickness in meters, the so-called sD value.
- a barrier layer preferably has an sD value of from 0.05 m to 100 m, more preferably from 0.1 m to 25 m or from 0.2 m to 15 m (at 25% relative humidity (RH)).
- the sD value is tested according to DIN EN ISO 12572:2001. Regardless of this or in combination with this, the barrier layer can have an sD value of 0.02 m to 10 m or 0.03 m to 6 m or 0.05 m to 2 m at 72.5% rel.
- the sD values refer to a temperature of 20°C.
- the sD value of a barrier layer at 25% on the one hand and at 72.5% relative humidity on the other hand preferably differs by a factor of ⁇ 1.1-1.2, preferably ⁇ 1.5-2, optionally up to a factor of 3 to 5 or up to 10 to 20 or also up to 50 or up to 100 or 150 or more, which defines the dependence of the water vapor diffusion of the barrier layer on the atmospheric humidity.
- the difference between the two sD values of the barrier layer at the two specified relative humidities can be ⁇ 0.25 m or ⁇ 0.5 m or preferably ⁇ 0.75-1 m, for example up to 5-10 m or up to 20-25 m or beyond.
- the sD value at 25% rel. Air humidity is preferably the higher value compared to 72.5% air humidity.
- the barrier layer preferably consists at least in part of a synthetic, water-swellable polymer.
- the at least one barrier layer can also be multi-layered, in particular as a multi-layer composite layer. At least one layer of at least one further material can be arranged on one or both sides of the functional layer. The one or two further layers, which in each case partially or completely cover the functional layer, can protect and carry or support it and increase the stability of the barrier layer.
- the individual layers can each consist of the same or different material.
- the layers arranged on one or both sides can in particular be nonwovens, woven fabrics or grids made of inert materials such as polyethylene, polypropylene, polyester, glass fibers or viscose, optionally also perforated films, in particular those made of polyethylene, polypropylene or polyester.
- the layers can generally consist of any suitable material which is in the form of layers and preferably has no higher sD values than the functional layer.
- the layers arranged on one or both sides can consist of a dispersion adhesive, in particular an acrylate adhesive.
- the overall reduction of an air flow in one direction over the entire cross section of the sealing strip section is generally decisive for the air permeability of a sealing strip section. If, for example, a plurality of barrier layers and base bodies are arranged alternately one behind the other in the functional direction of the sealing tape, the reduction in the air flow through all these barrier layers and base bodies must be taken into account.
- the air permeability of the entire sealing tape in the functional direction is preferably less than 50 l/(m 2 s), more preferably less than 30 l/(m 2 s), under the measurement conditions specified above.
- the sealing tape or the sealing tape roll also includes an additional material that is applied to a surface of the sealing tape or to the at least one barrier layer or is contained in the impregnate.
- the additional material can give the sealing tape special properties. Additional materials include, in particular, materials for fire protection (e.g. expandable graphite, non-flammable solids, CO 2 emitters, etc.), materials for insulation (e.g. PU foam, resins, sealants, etc.), materials for sealing against moisture (e.g. hydrophobic or hydrophilic Substances that swell on contact with water, etc.), materials for soundproofing, materials for controlled ventilation (e.g. catalytic converters, etc.), materials for hygiene (e.g.
- base bodies or foam strips are formed next to one another, these are preferably made of the same material.
- the base body or foam strips can be made of different materials.
- barrier layers may preferably be formed from the same material.
- the barrier layers can be formed from different materials.
- a barrier layer can be arranged on exactly one side flank, or two barrier layers can be arranged on both side flanks without there being a barrier layer on the inside.
- Exactly one barrier layer on a side flank can also be combined with precisely one or more inner barrier layers.
- two barrier layers on two side flanks can be combined with precisely one or with a plurality of inner barrier layers.
- the step of selectively compressing can be done in different ways for different barrier layers and/or it can be done at different times for different barrier layers.
- the targeted compression step can also take place in the same way for different barrier layers and/or it can take place for different barrier layers at the same time.
- the preferred application of the adhesive layer in the area of the underside of the foam barrier layer web can take place at different times: before the targeted compression, during the targeted compression, after the targeted compression and before the compression of the entire foam barrier layer web, during compression the entire foam barrier web, after compressing the entire foam barrier web, and optionally after compressing the entire foam barrier strips and longitudinally severing the compressed foam barrier web to form compressed foam barrier -Stripes.
- the sealing tape 3 is shown in two different compression states, a fully compressed state within the windings 5 of the sealing tape roll 2, and a fully expanded state, which the sealing tape, due to its delayed recovery properties, which are achieved by suitable impregnation, only after a few minutes up to takes up to several hours after unwinding from the sealing tape roll 2.
- the sealing tape 3 is in a partially compressed intermediate state, in which the sealing tape 3 is less compressed than in the compressed state in the sealing tape roll 2, but is compressed more than in the fully expanded state.
- End faces of the sealing tape roll 2 are formed by sections of the two side flanks 10, 12 or by the entire side flanks 10, 12 and extend essentially perpendicularly to a functional direction F of the sealing tape 3, which corresponds to a transverse direction Q of the sealing tape 3.
- the sealing tape 3 is wound around an axis of rotation A in the sealing tape roll 2 in such a way that the sealing tape 3 is pulled off in a longitudinal direction L during unwinding, which is perpendicular to the transverse direction Q or functional direction F and perpendicular to the axis of rotation A.
- sealing tape roll 2 including the above features applies to all embodiments of sealing tape rolls 2 with sealing tapes 3, as will be described below.
- sealing strips 3 each represent sections through a plane of the sealing strip 3 which is parallel to the transverse direction Q and perpendicular to the longitudinal direction L.
- the illustrated embodiment of the sealing tape 3 includes a barrier layer 18 to reduce water vapor diffusion and/or air permeability in the functional direction F, which is attached to the first side flank 10 of the sealing tape 3 .
- the barrier layer 18 runs in the in Figure 2a fully expanded state of the sealing strip 3 shown essentially in a straight line from the upper side 6 in the direction of the lower side 8, but not along the upper side 6. In the fully expanded state of the sealing strip 3, the barrier layer 18 extends over the entire height of the base body 4 and covers the side flank 10 complete.
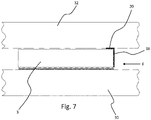
- an adhesive layer 14 for adhesion to a component 30 (see 7 ), In particular a frame profile of a window or door arranged.
- the barrier layer 18 covers the first side edge 10 of the sealing tape 3 completely.
- the barrier layer 18 in the compressed state of the sealing strip 3 has an angled shape in an upper area, here specifically the upper end section 20 .
- This upper area 20 runs in the compressed state of the sealing tape 3 in the sealing tape roll 2 between the base bodies 4 of adjacent windings 4.
- the other area of the barrier layer 18, on the other hand, runs in the compressed state of the sealing tape 3 in the sealing tape roll 2 essentially transversely to the functional direction F.
- the barrier layer 18 is adhered to the entire surface of the base body 4, the side flank 10 of the base body 4 will deform together with the barrier layer 18 in small bulges.
- the bulges shown in the side flank 10 are only to be seen as schematic consider and are somewhat less developed in reality. There are comparable bulges in the second side flank 12, but they are not shown in any of the figures.
- FIGs 3a to 3c illustrated embodiment of the sealing strip 3 differs from the embodiment according to Figures 2a to 2c in that a lower end section 22 of the barrier layer 18 is folded inward in the area of the underside 8 so that in the compressed state of the sealing strip 3 ( Figure 3b ) is arranged within the sealing tape roll 2.
- the folded lower end portion 22 is also in the fully expanded state of the sealing tape ( Figure 2a ) and in the partially compressed state ( 3c ) turned inwards and permanently attached to the base body 4.
- the barrier layer 18 it is also conceivable for the barrier layer 18 not to be adhered to the base body 4 continuously, but only at certain points or in sections. In any case, it is important to make a bond between the barrier layer 18 and the base body 4 in the area of the upper end section 20 and, if present, in the area of the lower end section 22.
- two barrier layers 18 are arranged inside the sealing strip 3 and are each surrounded by two base bodies 4 on both sides.
- the two barrier layers 18 are preferably attached to the central base body 4 .
- Figure 4b shows Figure 4b a configuration in which the two barrier layers 18 run in an interior of the sealing tape roll 2 and are surrounded axially by two separate base bodies 4 .
- the embodiment according to Figures 5a to 5c corresponds to the embodiment according to Figures 4a to 4c except for the fact that the two barrier layers 18 are only attached to the two outer base bodies 4 in each case.
- the compressed state according to Figure 5b This results in an alignment of the upper end sections 20 of the barrier layers 18 which face away from one another and are each aligned in the direction of the closer side flank 10 , 12 of the sealing strip 3 .
- FIG. 6a to 6c illustrated embodiment of the sealing tape 3 differs from the embodiments according to Figures 4a to 5c in that four barrier layers 18 are provided, which are each adhered to mutually facing surfaces of the three base bodies 4.
- the barrier layers 18 adjoining one another are preferably not bonded to one another. in the in Figure 6b shown compressed state thus results on the top 6 of the sealing strip 3, an arrangement of four upper end portions 20 of the Barrier layers 18, each pair of adjacent upper end portions 20 extending in opposite directions.
- the barrier layers 18 are attached to all adjacent structural elements.
- the two barrier layers 18 in Figures 4a to 4c or. Figures 5a to 5c be arrested not only with an adjacent base body 4, but also with both adjacent base bodies 4.
- two adjacent barrier layers 18 in the embodiment according to Figures 6a to 6c are attached to each other. In these cases, however, the courses of the barrier layers 18 are different in the compressed and partially compressed state.
- the barrier layers 18 in all the exemplary embodiments mentioned can also not extend continuously but only partially from the upper side 6 of the sealing strip in the direction of the underside 8 . If this is the case in accordance with the exemplary embodiments Figures 4a to 6c is used, a connecting web remains in a lower region of the sealing tape between sections of the same base body 4 that are connected to one another.
- only one barrier layer 18 can be provided, or more than two barrier layers 18 can be provided.
- only two barrier layers 18 may be provided or more than four barrier layers 18 may be provided.
- the barrier layer 18 must be attached to the base body 4 at least in the upper end section 20 . Consistent arrest is beneficial.
- a foam barrier web 24 is provided comprising at least one soft, compression-recoverable foam body 26 and at least one barrier layer 18 .
- a foam body 26 there is exactly one foam body 26 with exactly one barrier layer 18 .
- the foam barrier sheet 24 includes a top 46, a bottom 48, and two side flanges 50, 52 connecting the top 46 and bottom 48 together.
- a transverse direction Q of the foam barrier layer web 24 extends parallel to the underside 48 of the foam barrier layer web 24 from the first side flank 50 to the second side flank 52.
- a longitudinal direction L of the foam barrier layer web 24 is parallel to the underside 48 of the foam barrier web 24 and oriented perpendicular to the cross direction Q .
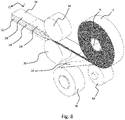
- An adhesive layer 14 is then applied to the underside 48 of the foam barrier layer web 24, which adhesive layer 14 is provided on a roll 38, preferably in a state covered on one side, and is applied to the underside 48 of the foam barrier layer web, for example by means of one or two pressure rollers 40 24 is applied. Due to the fact that the foam barrier sheet 24 is impregnated with a saturant that provides delayed recovery after compression of the foam body 26, the foam barrier sheet 24 remains in a compressed state after the compression process. The adhesive layer 14 can thus be applied to the foam barrier layer web 24 in the compressed state and the compressed foam barrier layer web 24 provided with the adhesive layer 14 can be wound up around the axis of rotation A to form the sealing tape roll 2 .
- the application of the adhesive layer 14 can, as in 8 shown, take place during the winding process to form the sealing tape roll 2 by using the same pressure roller 40 for pressing the adhesive layer 14 onto the foam barrier layer web 24, which also provides the necessary contact pressure when winding up the sealing tape roll 2. It is also conceivable that the adhesive layer 14 is applied to the foam barrier layer web 24 in the area between the compression rollers 34, 36 and the sealing tape roll 2 by means of two additional pressure rollers 40, or that the adhesive layer 14 is fed between the two compression rollers 34, 36 and is applied to the foam barrier layer web 24 by its contact pressure.
- the compression device 28 for the targeted compression of a predetermined section of the foam barrier layer web 24 and the two compression rollers 34, 36, it is also conceivable to carry out both processes simultaneously in different sections lying next to one another in the transverse direction Q of the foam barrier layer web 24 of the foam barrier layer web 24 to perform.
- the first side flank 50 could be selectively deformed by means of the compression device 28 while the remaining width of the foam barrier layer web 24 is continuously compressed with compression rollers 34, 36 arranged next to the compression device 28.
- the side flank 50 of the foam barrier layer web 24 is specifically deformed in such a way that an upper end section 42 of the barrier layer 18, which was previously arranged in the area of the side flank 50, is bent inwards and the barrier layer 18 thus has a curved or angled shape.
- the barrier layer 18, which previously ran linearly vertically along the side flank 50, is thus bent laterally with the side flank 50 and thus also includes an extension in the transverse direction Q of the foam barrier layer web 24.
- the greater the targeted compression the stronger it is Bending of the barrier layer 18.
- the bending can also be so strong that the upper end section 42 of the barrier layer 18 in a partial area runs completely in the transverse direction Q of the foam barrier layer web 24 or even in the direction of the underside 48 of the foam barrier layer web 24 indicates.
- the compression device 28 is in the example 9 equipped with two compression members 54 acting on the top 46 and bottom 48 of the foam barrier sheet 24, respectively.
- the compression elements 54 are compression wheels which face one another and compress the foam body 26 between them. Because of the delayed resilience properties of the foam body 26, it remains in the specifically compressed state after the compression process until further processing.
- compression elements 54 which extend in the longitudinal direction L of the foam barrier layer web 24 and preferably converge in the direction of movement of the foam barrier layer web 24.
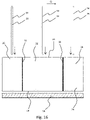
- the compression device 28 has only one compression element 54, which acts on the upper side 46 of the foam barrier layer web 24, while the lower side 48 of the foam barrier layer web 24 is guided on a hard surface 56, as is the case in Figures 14 to 16 is shown schematically.
- the hard base 56 is then preferably a rigid plate that has a smooth surface facing the foam barrier sheet 24 .
- the area of the foam strip 26 that is specifically compressed by the compression device 28 is arranged to the side of the barrier layer 18, preferably within 3 mm to 3 cm next to the barrier layer 18. Because the compression element or elements 54 preferably compress the foam body 26 only at certain points, For example, the compression element or elements 54 have a width in the transverse direction Q of the foam barrier layer web 24 of between 0.5 mm and 20 mm.
- the compression device 28 for selectively compressing a portion of the foam barrier web 24 is shown.
- the compression device 28 includes a forming shoulder 58 having a forming surface that is C-shaped in cross-section or formed as a partial portion of a C-shape. As it passes through the forming shoulder 58, the edge portion of the foam barrier layer web 24 received in the forming shoulder 58 is compressed and at the same time converted into a curved shape.
- 11 shows a corresponding cross section in the starting area of the forming shoulder 58.
- 10 For purposes of illustration, only the edge portion of the foam barrier web 24 being deformed by the forming shoulder 58 is shown, with the remainder of the foam barrier web 24 being cut away.
- 11 Figure 12 shows this other portion of the foam barrier web 24 in cross-section. as well are the compression rollers 34, 36 in 10 only partially shown. In actuality, they extend across the entire width of the foam barrier sheet 24 in the transverse direction Q and thus in 10 further out of the drawing plane.
- the side flank 50 is folded inwards to form a C-shape both in the upper end area and in the lower end area. It is also conceivable to only bend the upper end section of the side flank 50 inwards.
- a compression element 54 in the area of the upper side 46 of the foam barrier layer web 24 or a forming shoulder 58 is used, which causes a narrowing of the foam barrier layer web 24 in the area of the side flank 50 only in the upper area, while the lower part of the side flank 50 is not subject to any force.
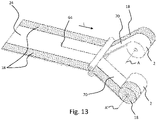
- FIG 12 shows an alternative of the final process step in the production of a sealing tape roll 2.
- the foam barrier layer web 24 in the compressed state directly to the sealing tape roll 2
- the intermediate roll 60 is severed exactly once in the middle, so that two rolls of sealing tape 2 are produced.
- both end faces of the intermediate roller 60 are provided with a barrier layer 18, which is also folded inwards.
- the section of the barrier layer 18 folded over in each case lies inside the roll of sealing tape 2 between the individual windings 5 and cannot be seen from the outside. It is nevertheless included for illustrative purposes 12 marked with dashed lines.
- the severing creates two symmetrical rolls of sealing tape 2 with the additional advantage that the separating surface created by the cut is absolutely flat. More than two rolls of sealing tape 2 can also be produced simultaneously in this way.
- front sealing tape roll 2 is the inwardly folded portion of the barrier layer 18 in turn inside the sealing tape roll 2 between the individual windings 5 and is not visible from the outside. However, it is marked with dashed lines for illustrative purposes.
- the sealing tape rolls 2 in 13 are rolled up in different configurations, one with the adhesive layer 14 facing in and one with the adhesive layer 14 facing out. Unlike in 13 shown, all rolls of sealing tape 2 can also be wound up in the same configuration, either with the adhesive layer 14 facing outwards or with the adhesive layer 14 facing inwards.
- the deformation on the upper side 46 of the foam barrier layer web 24 takes place centrally by means of the compression device 28 or the compression element 54.
- the underside 48 of the foam barrier layer web 24, on the other hand, is supported on a hard base 56 and is not deformed.
- the two barrier layers 18 are preferably attached to the two outer foam bodies 26, but not to the middle foam body 26. It is also conceivable here to attach the barrier layers 18 to all three foam bodies 26.
- the four barrier layers 18 are preferably each adhered to the adjacent foam body 26 but not adhered to one another. It is also conceivable, however, for the barrier layers 18 adjoining one another to be adhered to one another.
- the foam bodies 26 correspond to Figures 8 to 16 the base bodies 4 of the sealing tape 3.
- the barrier layers 18 can also run over only part of the height of the foam body 26.
- a foam web then remains between the individual sections of the flexible foam on the underside in the region of the barrier layer 18 and there is a continuous foam body 26 whose several sections are connected to one another by means of the flexible foam webs.
- the provision of the respective foam barrier layer web 24 at the beginning of the process can be carried out in a variety of ways. A whole series of possibilities for this is known from the prior art, all of which can be used.
- An example is the lamination of at least one barrier layer 18 to at least one foam strip to form a foam barrier sheet 24. Any manner of providing a suitable foam barrier sheet 24 may be used, whether by making it yourself or by purchasing appropriate foam Barrier layer webs 24.
- the method is based on further processing a foam barrier layer web 24 provided in any manner known from the prior art and thus arriving at a sealing tape roll 2 according to the invention.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Adhesive Tapes (AREA)
- Laminated Bodies (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22152522.3A EP4008871A1 (de) | 2020-01-20 | 2020-01-20 | Dichtbandrolle |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20152637.3A EP3851625B1 (de) | 2020-01-20 | 2020-01-20 | Dichtbandrolle und verfahren zu deren herstellung |
| EP22152522.3A EP4008871A1 (de) | 2020-01-20 | 2020-01-20 | Dichtbandrolle |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20152637.3A Division-Into EP3851625B1 (de) | 2020-01-20 | 2020-01-20 | Dichtbandrolle und verfahren zu deren herstellung |
| EP20152637.3A Division EP3851625B1 (de) | 2020-01-20 | 2020-01-20 | Dichtbandrolle und verfahren zu deren herstellung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP4008871A1 true EP4008871A1 (de) | 2022-06-08 |
Family
ID=69185381
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP22152522.3A Pending EP4008871A1 (de) | 2020-01-20 | 2020-01-20 | Dichtbandrolle |
| EP20152637.3A Active EP3851625B1 (de) | 2020-01-20 | 2020-01-20 | Dichtbandrolle und verfahren zu deren herstellung |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20152637.3A Active EP3851625B1 (de) | 2020-01-20 | 2020-01-20 | Dichtbandrolle und verfahren zu deren herstellung |
Country Status (2)
| Country | Link |
|---|---|
| EP (2) | EP4008871A1 (pl) |
| PL (1) | PL3851625T3 (pl) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0072955A1 (de) | 1981-08-22 | 1983-03-02 | Irbit Holding AG | Zu einer Rolle aufgewickelter Schaumstoff-Streifen, vorzugsweise zu Abdichtungszwecken |
| DE19641415A1 (de) | 1996-10-08 | 1998-04-16 | Hanno Werk Gmbh & Co Kg | Dichtungsband und Verfahren zur Herstellung des Dichtungsbandes |
| EP1936246A1 (de) | 2006-12-18 | 2008-06-25 | ISO-Chemie GmbH | Dichtband aus Weichschaum und Verfahren zu seiner Herstellung |
| EP2107176A1 (de) * | 2008-03-31 | 2009-10-07 | ISO-Chemie GmbH | Dichtband aus weichem Schaumstoff |
| DE202012005049U1 (de) * | 2012-05-23 | 2013-08-26 | Tremco Illbruck Produktion Gmbh | Dichtband |
| DE202012101990U1 (de) * | 2012-05-23 | 2013-08-27 | Tremco Illbruck Produktion Gmbh | Dichtband |
| EP2990551A1 (de) | 2014-08-26 | 2016-03-02 | ISO-Chemie GmbH | Verfahren zur Herstellung einer Dichtbandrolle |
-
2020
- 2020-01-20 PL PL20152637.3T patent/PL3851625T3/pl unknown
- 2020-01-20 EP EP22152522.3A patent/EP4008871A1/de active Pending
- 2020-01-20 EP EP20152637.3A patent/EP3851625B1/de active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0072955A1 (de) | 1981-08-22 | 1983-03-02 | Irbit Holding AG | Zu einer Rolle aufgewickelter Schaumstoff-Streifen, vorzugsweise zu Abdichtungszwecken |
| DE19641415A1 (de) | 1996-10-08 | 1998-04-16 | Hanno Werk Gmbh & Co Kg | Dichtungsband und Verfahren zur Herstellung des Dichtungsbandes |
| EP1936246A1 (de) | 2006-12-18 | 2008-06-25 | ISO-Chemie GmbH | Dichtband aus Weichschaum und Verfahren zu seiner Herstellung |
| EP2107176A1 (de) * | 2008-03-31 | 2009-10-07 | ISO-Chemie GmbH | Dichtband aus weichem Schaumstoff |
| DE202012005049U1 (de) * | 2012-05-23 | 2013-08-26 | Tremco Illbruck Produktion Gmbh | Dichtband |
| DE202012101990U1 (de) * | 2012-05-23 | 2013-08-27 | Tremco Illbruck Produktion Gmbh | Dichtband |
| EP2990551A1 (de) | 2014-08-26 | 2016-03-02 | ISO-Chemie GmbH | Verfahren zur Herstellung einer Dichtbandrolle |
Also Published As
| Publication number | Publication date |
|---|---|
| PL3851625T3 (pl) | 2023-10-30 |
| EP3851625B1 (de) | 2023-06-07 |
| EP3851625A1 (de) | 2021-07-21 |
| EP3851625C0 (de) | 2023-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2666947B1 (de) | Dichtband | |
| EP2584134B1 (de) | Verfahren zur Abdichtung bei der Fenstersanierung | |
| EP2333177B1 (de) | Vorkomprimiertes Dichtband | |
| EP2784232B1 (de) | Dichtband | |
| EP3450643B2 (de) | Dichtbandrolle | |
| EP2423396A2 (de) | Schaumstoff-Dichtstreifen | |
| EP3567175B1 (de) | Verfahren zur herstellung von dichtbandrollen | |
| EP3628807A1 (de) | Verfahren zur herstellung eines schaumstoffdichtbandes und schaumstoffdichtband | |
| EP2759649B1 (de) | Schaumstoff-Dichtband | |
| EP3825501B1 (de) | Dichtband | |
| EP3851625B1 (de) | Dichtbandrolle und verfahren zu deren herstellung | |
| EP3608480B1 (de) | Dichtbandrolle aus einem dichtband mit innenliegender sperrschicht in funktionsrichtung | |
| EP3124712B1 (de) | Komprimierbares fugendichtungsband sowie verfahren zur herstellung desselben | |
| EP3608496B1 (de) | Dichtbandrolle aus einem dichtband mit innenliegenden sperrschichten | |
| EP3608481A1 (de) | Dichtbandrolle aus einem dichtband mit innenliegenden sperrschichten | |
| DE102018127312A1 (de) | Verfahren zur Herstellung eines Schaumstoffdichtbandes und Schaumstoffdichtband | |
| DE102018123809A1 (de) | Verfahren zur Herstellung eines Schaumstoffdichtbandes und Schaumstoffdichtband | |
| DE102018123811A1 (de) | Verfahren zur Herstellung eines Schaumstoffdichtbandes und Schaumstoffdichtband | |
| EP3825483B1 (de) | Dichtband | |
| DE102020132214A1 (de) | Dichtband mit zwei Schaumstoffstreifen | |
| EP3839187A1 (de) | Dichtband | |
| EP3825484A1 (de) | Dichtband | |
| EP3825482A1 (de) | Dichtband | |
| DE3235470A1 (de) | Schalldaemmrandstreifen und verfahren zur herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3851625 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20221129 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |