EP3910127A1 - Sealing device for building, comprising a conduit and a connecting member - Google Patents
Sealing device for building, comprising a conduit and a connecting member Download PDFInfo
- Publication number
- EP3910127A1 EP3910127A1 EP21183892.5A EP21183892A EP3910127A1 EP 3910127 A1 EP3910127 A1 EP 3910127A1 EP 21183892 A EP21183892 A EP 21183892A EP 3910127 A1 EP3910127 A1 EP 3910127A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- annular
- axial
- duct
- mounting
- annular portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007789 sealing Methods 0.000 title claims abstract description 56
- 238000004519 manufacturing process Methods 0.000 claims abstract description 14
- 238000000034 method Methods 0.000 claims abstract description 12
- 239000011324 bead Substances 0.000 claims description 21
- 230000000295 complement effect Effects 0.000 claims description 20
- 230000006835 compression Effects 0.000 claims description 16
- 238000007906 compression Methods 0.000 claims description 16
- 238000010438 heat treatment Methods 0.000 claims description 6
- 238000002788 crimping Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 5
- 239000012528 membrane Substances 0.000 description 5
- 238000004078 waterproofing Methods 0.000 description 5
- 238000005452 bending Methods 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 239000010426 asphalt Substances 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images














Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04D—ROOF COVERINGS; SKY-LIGHTS; GUTTERS; ROOF-WORKING TOOLS
- E04D13/00—Special arrangements or devices in connection with roof coverings; Protection against birds; Roof drainage ; Sky-lights
- E04D13/04—Roof drainage; Drainage fittings in flat roofs, balconies or the like
- E04D13/0404—Drainage on the roof surface
- E04D13/0409—Drainage outlets, e.g. gullies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/16—Reverse flanging of tube ends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/04—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of tubes with tubes; of tubes with rods
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04D—ROOF COVERINGS; SKY-LIGHTS; GUTTERS; ROOF-WORKING TOOLS
- E04D13/00—Special arrangements or devices in connection with roof coverings; Protection against birds; Roof drainage ; Sky-lights
- E04D13/14—Junctions of roof sheathings to chimneys or other parts extending above the roof
- E04D13/1407—Junctions of roof sheathings to chimneys or other parts extending above the roof for flat roofs
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04D—ROOF COVERINGS; SKY-LIGHTS; GUTTERS; ROOF-WORKING TOOLS
- E04D13/00—Special arrangements or devices in connection with roof coverings; Protection against birds; Roof drainage ; Sky-lights
- E04D13/04—Roof drainage; Drainage fittings in flat roofs, balconies or the like
- E04D13/0404—Drainage on the roof surface
- E04D13/0409—Drainage outlets, e.g. gullies
- E04D2013/0436—Drainage outlets, e.g. gullies with sealing means
Definitions
- the present invention relates to a sealing device for the building, in particular for a roof, and to a method for its manufacture.
- the roofs of buildings in particular the flat slabs of roofs, have through passages which are provided for the drainage of rainwater or the passage of chimneys.
- the drainage or chimney ducts must be tightly connected to the seals provided on the slabs.
- the patent EP 1,710,365 describes a sealing device which comprises a duct provided at one end with a radial flexible membrane.
- the membrane has an axial annular portion taken between an end portion of the duct and an internal insert ring for mounting.
- the inner ring and an attached outer ring are provided with flanges between which is gripped a radial annular region of the diaphragm.
- the patent WO 2012/045372 describes a sealing device which comprises a main duct, a secondary duct, a lower end portion of which is telescopically engaged in an upper portion of the main duct and a roof mounting membrane, which comprises a tray and an axial mounting part placed between the end portions of the main duct and of the secondary duct.
- the end portions of the main duct and of the secondary duct and the axial mounting part are radially deformed so as to form axially spaced beads, engaged with one another.
- a sealing device for the building which comprises a duct and a connecting member integral with this duct.
- the duct comprises a main axial portion, an intermediate annular portion facing an annular end portion of the main axial portion, an end annular portion facing the intermediate annular portion, the portion intermediate annular and the terminal annular portion being located radially one inside the other and connected by an annular fold so as to form an axial annular mounting slot open axially opposite this annular fold and the the other end of the main axial portion, the intermediate annular portion extending between said end annular portion of the main axial portion and the end annular portion.
- the connecting member comprises a radial plate and, around a through opening, an axial annular mounting portion, the radial plate and the axial annular mounting portion being connected by an annular fold.
- the axial annular mounting portion of the connecting member is axially engaged and engaged or clamped radially, on at least one annular region, in said annular mounting slot between the intermediate annular portion and the end annular portion of the duct.
- Said main axial portion, said intermediate annular portion of the duct, said axial annular mounting portion of the connecting member and said end axial portion of the duct may have annular beads engaged in one another.
- Said intermediate annular portion may be located inside said end annular portion and said end annular portion may be located inside said intermediate annular portion.
- Said intermediate annular portion may be located outside said annular end portion and said portion terminal annular may be located outside said intermediate annular portion.
- Said end annular portion may be provided with an annular flange extending outwardly facing the connecting member.
- Said intermediate portion can be connected to said main axial portion by an annular fold.
- Said conduit may be in one piece.
- Said duct may comprise two assembled parts, one of which comprises said end annular portion, said intermediate annular portion and said end annular portion of said main axial portion and the other of which comprises the other annular end portion of said main axial portion; the edges of said annular end portions of said main axial portion being mated.
- annular end portions of said main axial portion may be connected by an annular weld bead.
- Said duct may comprise two assembled parts, a first part of which comprises said end annular portion and said intermediate annular portion connected by said annular fold and a second part of which comprises said main axial portion.
- Said first part of the duct may comprise a complementary annular portion connected to said intermediate annular portion by an annular fold, said intermediate annular portion and said complementary annular portion forming an annular mounting slot in which said end annular portion of said main axial portion is engaged and engaged between said intermediate annular portion and said complementary annular portion.
- Said duct may be metallic and said connecting member may be of a bitumen or metallic material.
- a sealing device which comprises a conduit and a connecting member. comprising a radial plate and an axial annular mounting portion.
- the method comprises: a step of folding an annular end portion of said duct, to obtain an axial annular mounting slot open axially outwardly, between an intermediate annular portion connected to a main axial portion by a first annular ply and an end annular portion connected to the intermediate annular portion by a second annular ply; a step of axially engaging an axial annular mounting portion of the connecting member in said annular mounting slot; and a step of radially compressing said axial annular mounting portion of the connecting member, on at least one annular region, between said intermediate annular portion and said end annular portion of the duct.
- the radial compression step may comprise a deformation of said main axial portion, of said intermediate annular portion, of said axial annular mounting portion and of the end annular portion, to obtain annular beads engaged in one another.
- the method may include a heating step during the compression step, to obtain a bonding of said axial annular mounting portion against said intermediate annular portion and of the terminal annular portion.
- the method may include a step of at least partial heating of the duct during the folding step.
- a sealing device comprising a duct and a connecting member comprising a radial plate and an axial annular mounting portion.
- This process includes: a step of producing a preform comprising at least an intermediate annular portion and an end annular portion, connected by an annular fold and forming between them an annular mounting slot; a step of mounting said preform on a part annular end of said duct, in a position such that said intermediate annular portion is located between said annular end portion of said duct and said end annular portion, and for mounting said axial annular portion for mounting said connecting member in said slot mounting ring; and a step of radially compressing, on at least one annular region, said axial annular portion for mounting the connecting member, said intermediate annular portion, said end annular portion of the duct and said annular end portion of said duct. led.
- the step of producing a preform may include the production of a complementary annular portion connected to said intermediate annular portion, delimiting between them an annular mounting slot, the mounting step may comprise mounting said annular portion of end of said duct in this annular mounting slot and the step of radial compression may comprise compressing said complementary annular portion.
- a sealing device 1, illustrated on figure 1 comprises a cylindrical duct 2 which successively has a main axial portion 3, an intermediate annular portion 4 and an end annular portion 5, the intermediate annular portion 4 extending between the main axial portion 3 and the end annular portion 5.
- the intermediate annular portion 4 faces an annular end portion 6 of the main axial portion 3 and is radially inside or surrounds the latter.
- the main axial portion 3 and the intermediate annular portion 4 are interconnected by a first annular fold 7.
- the terminal annular portion 5 faces the intermediate annular portion 4 and is radially inside the latter, the terminal annular portion 5 surrounding the intermediate annular portion 4.
- the intermediate annular portion 4 and the annular portion terminal 5 are interconnected by a second annular fold 8.
- the intermediate annular portion 4 and the terminal annular portion 5 provide between them an axial annular mounting slot 9 of axial section in the form of a U, open axially on one side opposite the annular fold 8 and on the other end of the main axial portion 3.
- the annular fold 8 axially forms the annular bottom of the annular mounting slot 9 which is therefore blind.
- the end of the terminal annular portion 5 is substantially adjacent to the first annular ply 7, preferably axially recessed inwardly with respect to this ply 7.
- the sealing device 1 further comprises a connecting member 10 which has a radial plate 11, for example with a square outline, and, in its middle and around a through opening, an axial annular mounting part 12 which is in projection on one side of the radial plate 11 and which is connected to the radial plate 11 by an annular fold 13.
- a connecting member 10 which has a radial plate 11, for example with a square outline, and, in its middle and around a through opening, an axial annular mounting part 12 which is in projection on one side of the radial plate 11 and which is connected to the radial plate 11 by an annular fold 13.
- the axial annular mounting portion 12 of the connecting member 10 is engaged axially in the annular mounting slot 9 formed between the intermediate annular portion 4 and the end annular portion 5 of the duct 2.
- the radially opposite faces of the axial annular portion mounting 12 of the connecting member 10 are respectively facing the intermediate annular portion 4 and the end annular portion 5.
- the annular fold 13 of the connecting member 10 is adjacent to the annular fold 7 of the duct 2 and passes above.
- the annular end edge of the axial annular mounting portion 12 is adjacent to the annular fold 8.
- the axial annular mounting part 12 of the connecting member 10 is taken or clamped radially by radial compression of at least one annular zone, in the annular mounting slot 9 between the intermediate annular portion 4 and the end annular portion 5 of the conduit 2, so as to ensure the assembly.
- the radial compression of the axial annular mounting part 12 between the intermediate annular portion 4 and the end annular portion 5 makes it possible to obtain a sealed connection.
- annular end part 6 of the main axial portion 3, the intermediate annular portion 4, the axial annular mounting part 12 and the end annular portion 5 are for example locally deformed outwardly respectively in the form of annular beads of reinforcement 6a, 4a, 12a and 5a successively engaged in each other.
- the annular ply 7 joining the main portion 3 and the intermediate portion 4 of the duct 2 is specifically rounded and can constitute a rounded support for the annular ply 13 of the connecting member 10.
- the duct 2 may be metallic, for example made of galvanized sheet or aluminum, or of a plastic or any other suitable material.
- the connecting member 10 may be of a bituminous material, in the form of a flexible membrane, or of metal, for example of a stamped sheet.
- the sealing device 1 can be installed on a slab 14 of a flat or sloping roof to form a sealed connection, for example as follows.
- the main portion 3 of the duct 2 is engaged from top to bottom in the hole 15, until the radial plate 11 of the connecting member 10 rests on the sealing sub-layer 16 and adheres to the latter. .
- an outer sealing layer 17 is placed on the sub-layer 16 and on the radial plate 11 of the connecting member 10, leaving free access to the vertical passage delimited by the duct 2, the layer sealing 17 adhering to the sub-layer 16 and to the radial plate 11 of the connecting member 10.
- the waterproofing sub-layer 16 and the outer waterproofing layer 17 may be of a bitumen material, laid hot.
- the sealing sub-layer 16 adheres to the slab 14
- the outer sealing layer 17 adheres to the sealing sub-layer 16
- the radial plate 11 of the connecting member adheres on the one hand to the waterproofing sub-layer 16 and on the other hand to the outer waterproofing layer 17.
- the plate 11 of the connecting member 10 metallic, can be welded to these plates.
- the sealing device 1 can be installed upside down, that is to say in a position such that the radial plate 11 of the connecting member 10 is placed on the slab 14. , between the sealing layers 16 and 17, and that the main axial portion 3 of the duct 2 extends upwards, facing the hole 15 and protruding upwards with respect to the slab 14.
- the machine 100 comprises a horizontal plate 101 sectorized in the form of a jaw 102 delimiting a vertical passage 103.
- the duct 2 is arranged in a vertical position such that an upper end part 2a of the duct 2 protrudes above the upper radial face 104 of the plate 102.
- the lower end of the duct 2 can rest on a support (not shown).
- the machine 100 comprises a cylindrical forming jig 105 which is engaged with a small clearance inside the duct 2.
- the upper end of the template 105 has a cylindrical axial annular rib 106 adjacent to the inner face of the duct 2 and, from the lower foot of this rib and inside, a frustoconical front surface 107, the inner side of the rib 106 and the front surface 107 forming an annular groove 108 of inclined V-section.
- the upper annular edge 106a of the annular rib 106 is rounded.
- the annular bottom of the annular V-shaped groove 108 is rounded.
- the jig 105 is placed vertically in a position such that the upper annular edge 106a of the annular rib 106 is located in the vicinity of the upper face 104 of the plate 102.
- the part of the duct 2 extending downwards from the annular zone adjacent to the upper annular edge 106a of the rib 106 constitutes a main axial portion 3 of the duct 2.
- the machine 100 comprises a forming tool 109 which comprises jaws 110, in the form of cylinder sectors, which are arranged above the plate 102 and around the projecting part 2a of the duct 2.
- the jaws 110 have sectoral parts. specific end 111 which will be described later.
- the jaws 110 are moved radially inwards so as to fold the projecting part 2a of the duct 2 inwards, forming an annular fold on the upper annular edge of the annular rib 106 of the jig 105.
- the end part 2a of the duct 2 extends substantially radially inwards with respect to the cylindrical axial portion 3 of this duct 2 and an annular fold 7 is partially formed on the annular edge upper of the annular rib 106 of the template 105.
- the lower end parts 111 of the jaws 110 form an annular rib complementary to the groove 108 of the jig 105.
- the jaws 110 are moved axially downward in the direction of the template 105 so as to continue the folding of part 2a of duct 2, inside the main axial portion 3, bypassing the upper annular edge 106a of this rib annular 106 of the template 105.
- the movement of the jaws 110 is continued until the part 2a of the duct 2 is deformed to induce the partial formation of an intermediate annular portion 4 of the duct 2 against the inner face of the annular rib 106 of the jig 105 and of an end annular portion 5 of the duct 2 against the frustoconical front surface 107 of the template 105.
- the annular fold 7 is accentuated and the intermediate annular portion 4 is folded towards the main axial portion 3.
- An annular fold 8 is partially formed.
- the jig 105 is moved downwards and the jaws 110 of the tool 109 are removed.
- a preform of duct 2 is then obtained.
- the machine 100 comprises a spreader tool 112 which is placed axially inside the partially formed end annular portion 5 of the duct 2.
- this rotary spreader tool 112 is actuated radially outward to fold the end annular portion 5 of the duct 2 towards the intermediate annular portion 4 by accentuating the annular fold 8 and forming an annular slot 9 of cylindrical shape and of increased thickness, between the intermediate annular portion 4 and the terminal annular portion 5 of the duct 2.
- the spacer tool 113 is actuated radially outwards in order to compress, radially against the inner face of the passage 103 of the plate 101, the radial stack formed by the annular end part 6 of the main axial portion 3, the intermediate annular portion 4, the axial annular mounting portion 12 and the annular end portion 5.
- the spacing between the intermediate annular portion 4 and the end annular portion 5 is reduced and the axial annular mounting portion 12 of the 'connecting member 10 is taken radially, in a sealed manner, between these portions 4 and 5.
- the machine 100 may include a device 115 for supplying hot air so that the cylindrical part 12 of the connecting member 120, when heated, adheres to the intermediate annular portion 4 and to the terminal annular portion 5 during the heating. the aforementioned compression operation.
- this supply of hot air can also be useful for at least partial heating of the duct 2 in order to facilitate the described folding operations of the upper part 2a of the duct 2.
- a sealing device 201 comprises a duct 202 having an intermediate annular portion 204 facing each other and surrounding an annular end portion 206 with a main axial portion 203 and an annular end portion 205 facing each other. screw and surrounding this intermediate annular portion 204.
- the intermediate annular portion 204 and the annular end portion 206 are connected by a first annular fold 207.
- the intermediate annular portion 204 and the terminal annular portion 205 are connected by a second annular fold 208 Therefore, the end portion 206, the intermediate annular portion 204 and the end annular portion 205 are radially inverted with respect to the end portion 6, the intermediate annular portion 4 and the end annular portion 5 of the device. sealing 1.
- the intermediate portion 204 is located radially inside the end portion 205 and the end portion 206 is located radially inside the intermediate portion 204.
- the intermediate annular portion 204 and the end annular portion 205 provide between them an axial annular mounting slot 209 of axial section in the form of a U, open axially opposite the annular fold 208.
- the axial annular mounting slot 209 is open axially outwardly, on one side, opposite the other end of the main axial portion 203.
- the annular fold 208 axially forms the annular bottom of the annular slot of the mounting. assembly 209 which therefore is blind.
- the sealing device 201 also comprises a connecting member 210 which has a radial plate 211 and, in its middle and around a through opening, an axial annular mounting part 212 which is protruding from one side of the radial plate 211 and which is axially engaged in the axial annular mounting slot 209 between the intermediate annular portion 204 and the end annular portion 205.
- the radially opposite faces of the axial annular portion of mounting 212 of the connecting member 210 are respectively facing the intermediate annular portion 204 and the end annular portion 205.
- the annular fold of the connecting member 10, connecting the radial plate 211 and the axial annular mounting part 212, is adjacent to the annular fold 207 of the duct 202 and moves away from it.
- the annular end edge of the axial annular mounting portion 212 is adjacent to the annular fold 208.
- the axial annular mounting portion 212 of the connecting member 10 is taken or clamped radially by radial compression of at least one annular zone, in the annular mounting slot 209 between the intermediate annular portion 204 and the terminal annular portion 205 of the duct 202, so as to ensure the assembly.
- the radial compression of the axial annular mounting part 212 between the intermediate annular portion 204 and the end annular portion 205 makes it possible to obtain a sealed connection.
- the intermediate annular portion 204 and the terminal annular portion 205 can be produced by bending using tools radially reversed with respect to those used to obtain the intermediate annular portion 4 and the terminal annular portion 5 of the device. sealing 1. Then, as described above, the connecting member 210 is put in place and the annular end portion 206, the intermediate annular portion 204 and the annular end portion 205 and the axial annular mounting portion 212 are radially compressed, for example forming beads which are engaged in one another.
- end annular portion 205 is advantageous for the end annular portion 205 to be extended by a radial peripheral flange 205a extending outwardly facing the central part of the connecting member 210 and comprising a rounded annular fold. 205b and possibly a peripheral radial part 205c, thus avoiding damage to the connecting member 210.
- a sealing device 1A which constitutes an alternative embodiment of the sealing device 1 of the figure 1 , in which the duct 2 comprises two parts 20A and 20B assembled together by welding.
- the first part 20A comprises a first portion 21a of the main axial portion 3, starting from the fold 7 between the annular end part 6 and the intermediate annular portion 4, comprises the intermediate annular portion 4 connected to the annular end part 6 by the annular fold 7 and comprises the terminal annular portion 5 connected to the intermediate portion 4 by the annular fold 8.
- the second part 20B comprises the remainder of the main axial portion 3, namely a second end portion 21b of the main axial portion 3, this second end portion 21b being constituted by a cylindrical tube.
- the parts 2A and 2B are assembled by an annular weld bead 22, sealed, which connects the adjacent edges of the first portion 21a and of the second portion 21b of the main axial portion 3.
- the first portion 21a of the main axial portion 3 includes the annular end portion 6 located opposite the intermediate annular portion 4, the weld bead 22 being located for example at a distance beyond the fold. annular 8 between the intermediate annular portion 4 and the terminal annular portion 5, for example at a short distance.
- the adjacent edges of the first portion 21a and of the second portion 21b of the main axial portion 3 could be engaged one in the other, then welded.
- part 20A is in one piece and can be preformed, separately from part 20B, then assembled to part 20B by weld bead 22.
- part 20A can be obtained from a plate in the form of an annular disc, to which one or more operations of stamping (bending) or of embossing of the material, of so as to obtain a preform 23 illustrated on figure 13 , wherein the portions 4, 5 and 21a are substantially cylindrical.
- the portions 4 and 5 form an enlarged annular mounting slot 9 between them.
- a radial compression operation is carried out so as to form the local annular beads 6a, 4a, 12a and 5a. and in sealingly compressing the axial annular mounting portion 12 of the connecting member 10 in the annular mounting slot 9 between the intermediate annular portion 4 and the end annular portion 5, in order to obtain the sealing device 1A .
- the connecting member 10 could be assembled by crimping to the preform 23 of the part 20A, then the parts 20A and 20B could be assembled using the annular weld bead 22.
- sealing device 1B which constitutes an alternative embodiment of the sealing device 1 of the figure 1 , wherein the conduit 2 comprises two parts 30A and 30B assembled to one another.
- the second part 30B comprises the main axial portion 3, including the annular end part 6.
- the first part 30A comprises the intermediate portion 4 and the end portion 5, connected by the fold 8 and forming between them the annular mounting slot 9 in which the axial annular mounting portion 12 of the connecting member 10 is engaged and taken. or enclosed.
- the part 30A further comprises a complementary annular portion 31 which is connected to the intermediate portion 4 by an annular fold 32.
- the intermediate portion 4 and the complementary portion 31 form between them an annular mounting slot 33, open axially on the opposite side. the mounting ring slot 9.
- the annular end part 6 of the main axial portion 3 is engaged in the annular mounting slot 33, so that the complementary portion 31 surrounds the end part 6 of the main axial portion 3 and the annular fold 32 goes around the end edge of the end portion 6 of the main axial portion 3.
- the annular end part 6 of the main axial portion 3 is taken or clamped, by radial compression, in the annular mounting slot 33 formed between the intermediate annular portion 4 and the complementary portion 31.
- the position of the annular end of the complementary portion 31 corresponds, axially, substantially to the position of the annular fold 8.
- the complementary portion 31 has a bead 31a.
- Part 30A can be preformed, separately from part 30B, then assembled by crimping to part 30B at the same time as connecting member 10.
- the part 30A is in one piece and can be obtained from a plate in the form of an annular disc, to which one or more operations of stamping (bending) or of embossing of the material, of so as to obtain a preform 34 illustrated on figure 16 , in which the portions 4, 5 and 31 are substantially cylindrical. Portions 4 and 5 form between them an enlarged annular mounting slot 9 and the portions 4 and 31 between them form an enlarged annular mounting slot 33.
- a radial compression operation is carried out so as to form the local annular beads 4a, 5a, 6a, 12a and 31a and compressing the axial annular mounting portion 12 of the connecting member 10 in the annular mounting slot 9 between the intermediate annular portion 4 and the end annular portion 5 and the annular end portion 6 between the annular portion intermediate 4 and the complementary annular portion 31, in order to obtain the sealing device 1B by crimping.
- annular portions 4 and 5 forming the axial mounting slot 209 are outside the annular end portion 6 of the main axial portion 3 and the complementary annular portion 31 is inside the annular end portion 6 of the main axial portion 3.
- the annular end portion 205 may be provided with a radial flange projecting outwardly, equivalent to the flange 205a.
- the complementary annular part 31 of the part 30A could be located between the intermediate annular portion 4 and the end part 6 of the main axial portion 3 constituting the part 30B.
- the complementary annular portion 31 of the part 30A could be welded to the main axial portion 3 constituting the part 30B by an annular weld bead provided at one end of the complementary annular portion 31 or annular weld beads provided at the ends of the complementary annular portion 31.
- the part 30A could be attached to the part 30B without welding.
- a sealing device 1C which constitutes an alternative embodiment of the sealing device 201 of the figure 11 , wherein the conduit 2 comprises two parts 40A and 40B assembled to one another.
- the second part 40B comprises the main axial portion 203, including the annular end portion 206.
- the first part 30A comprises the intermediate portion 204 and the end portion 205, connected by the fold 208 and forming between them the annular mounting slot 209 in which the axial annular mounting portion 212 of the connecting member 210 is engaged and taken. by crimping during the radial compression of the portions 4, 5 and 6 and 212.
- the first part 30A can be preformed and then assembled by crimping to the annular end part 206 of the main axial portion 203, at the same time as the axial annular mounting portion 212 of the connecting member 210.
- the intermediate annular portion 204 of the part 40A could be welded to the main axial portion 203 constituting the part 40B by an annular weld bead 213 provided at one end of the annular portion 204 or by annular weld beads provided at the ends of the intermediate annular portion 204.
- the part 40A could be attached to the part 40B without welding.
- the first part 30A would be inside the annular end part 206 of the main axial portion 203.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Mechanical Engineering (AREA)
- Gasket Seals (AREA)
- Joints With Sleeves (AREA)
- Laying Of Electric Cables Or Lines Outside (AREA)
- Pipe Accessories (AREA)
- Flanged Joints, Insulating Joints, And Other Joints (AREA)
Abstract
Dispositif d'étanchéité pour le bâtiment et procédé de fabrication, dans lesquels un conduit (2) comprend une portion axiale principale (3), une portion annulaire intermédiaire (4) en vis-à-vis de la portion axiale principale, une portion annulaire terminale (5) en vis-à-vis de la portion annulaire intermédiaire, la portion annulaire intermédiaire et la portion annulaire terminale étant reliées par un pli annulaire (8) de sorte à former une fente annulaire axiale de montage (9) ouverte axialement à l'opposé de ce pli annulaire ; dans lesquels un organe de liaison (10) comprend un plateau radial (11) et, autour d'une ouverture traversante, une portion annulaire axiale de montage (12) ; et dans lesquels la portion annulaire axiale de montage de l'organe de liaison est engagée et prise dans ladite fente axiale de montage (9) entre la portion annulaire intermédiaire (4) et la portion annulaire terminale (5) du conduit (2).Sealing device for buildings and method of manufacture, in which a duct (2) comprises a main axial portion (3), an intermediate annular portion (4) facing the main axial portion, an annular portion end (5) facing the intermediate annular portion, the intermediate annular portion and the end annular portion being connected by an annular fold (8) so as to form an axial annular mounting slot (9) open axially to the opposite of this annular fold; in which a connecting member (10) comprises a radial plate (11) and, around a through opening, an axial annular mounting portion (12); and wherein the axial annular mounting portion of the connecting member is engaged and engaged in said axial mounting slot (9) between the intermediate annular portion (4) and the end annular portion (5) of the conduit (2).
Description
La présente invention concerne un dispositif d'étanchéité pour le bâtiment, en particulier pour un toit, et un procédé pour sa fabrication.The present invention relates to a sealing device for the building, in particular for a roof, and to a method for its manufacture.
Les toits des bâtiments, notamment les dalles plates de toits, présentent des passages traversants qui sont prévus pour l'écoulement des eaux de pluie ou le passage de cheminées. Les conduits d'écoulement ou de cheminée doivent être reliés de façon étanche aux étanchéités aménagées sur les dalles.The roofs of buildings, in particular the flat slabs of roofs, have through passages which are provided for the drainage of rainwater or the passage of chimneys. The drainage or chimney ducts must be tightly connected to the seals provided on the slabs.
Le brevet
Le brevet
Selon un mode de réalisation, il est proposé un dispositif d'étanchéité pour le bâtiment qui comprend un conduit et un organe de liaison solidaire de ce conduit.According to one embodiment, there is proposed a sealing device for the building which comprises a duct and a connecting member integral with this duct.
Le conduit comprend une portion axiale principale, une portion annulaire intermédiaire en vis-à-vis d'une partie annulaire d'extrémité de la portion axiale principale, une portion annulaire terminale en vis-à-vis de la portion annulaire intermédiaire, la portion annulaire intermédiaire et la portion annulaire terminale étant situées radialement l'une à l'intérieur de l'autre et reliées par un pli annulaire de sorte à former une fente annulaire axiale de montage ouverte axialement à l'opposé de ce pli annulaire et de l'autre extrémité de la portion axiale principale, la portion annulaire intermédiaire s'étendant entre ladite partie annulaire d'extrémité de la portion axiale principale et la portion annulaire terminale.The duct comprises a main axial portion, an intermediate annular portion facing an annular end portion of the main axial portion, an end annular portion facing the intermediate annular portion, the portion intermediate annular and the terminal annular portion being located radially one inside the other and connected by an annular fold so as to form an axial annular mounting slot open axially opposite this annular fold and the the other end of the main axial portion, the intermediate annular portion extending between said end annular portion of the main axial portion and the end annular portion.
L'organe de liaison comprend un plateau radial et, autour d'une ouverture traversante, une portion annulaire axiale de montage, le plateau radial et la portion annulaire axiale de montage étant reliés par un pli annulaire.The connecting member comprises a radial plate and, around a through opening, an axial annular mounting portion, the radial plate and the axial annular mounting portion being connected by an annular fold.
La portion annulaire axiale de montage de l'organe de liaison est engagée axialement et prise ou enserrée radialement, sur au moins une zone annulaire, dans ladite fente annulaire de montage entre la portion annulaire intermédiaire et la portion annulaire terminale du conduit.The axial annular mounting portion of the connecting member is axially engaged and engaged or clamped radially, on at least one annular region, in said annular mounting slot between the intermediate annular portion and the end annular portion of the duct.
Ladite portion axiale principale, ladite portion annulaire intermédiaire du conduit, ladite portion annulaire axiale de montage de l'organe de liaison et ladite portion axiale terminale du conduit peuvent présenter des bourrelets annulaires engagés les uns dans les autres.Said main axial portion, said intermediate annular portion of the duct, said axial annular mounting portion of the connecting member and said end axial portion of the duct may have annular beads engaged in one another.
Ladite portion annulaire intermédiaire peut être située à l'intérieur de ladite partie annulaire d'extrémité et ladite portion annulaire terminale peut être située à l'intérieur de ladite portion annulaire intermédiaire.Said intermediate annular portion may be located inside said end annular portion and said end annular portion may be located inside said intermediate annular portion.
Ladite portion annulaire intermédiaire peut être située à l'extérieur de ladite partie annulaire d'extrémité et ladite portion annulaire terminale peut être située à l'extérieur de ladite portion annulaire intermédiaire.Said intermediate annular portion may be located outside said annular end portion and said portion terminal annular may be located outside said intermediate annular portion.
Ladite portion annulaire terminale peut être pourvue d'une collerette annulaire s'étendant vers l'extérieur en vis-à-vis de l'organe de liaison.Said end annular portion may be provided with an annular flange extending outwardly facing the connecting member.
Ladite portion intermédiaire peut être reliée à ladite portion axiale principale par un pli annulaire.Said intermediate portion can be connected to said main axial portion by an annular fold.
Ledit conduit peut être d'une pièce.Said conduit may be in one piece.
Ledit conduit peut comprendre deux parties assemblées, dont l'une comprend ladite portion annulaire terminale, ladite portion annulaire intermédiaire et ladite partie annulaire d'extrémité de ladite portion axiale principale et dont l'autre comprend l'autre partie annulaire d'extrémité de ladite portion axiale principale ; les bords desdites parties annulaires d'extrémité de ladite portion axiale principale étant accouplés.Said duct may comprise two assembled parts, one of which comprises said end annular portion, said intermediate annular portion and said end annular portion of said main axial portion and the other of which comprises the other annular end portion of said main axial portion; the edges of said annular end portions of said main axial portion being mated.
Les bords desdites parties annulaires d'extrémité de ladite portion axiale principale peuvent être reliés par un cordon annulaire de soudure.The edges of said annular end portions of said main axial portion may be connected by an annular weld bead.
Ledit conduit peut comprendre deux parties assemblées, dont une première partie comprend ladite portion annulaire terminale et ladite portion annulaire intermédiaire reliées par ledit pli annulaire et dont une deuxième partie comprend ladite portion axiale principale.Said duct may comprise two assembled parts, a first part of which comprises said end annular portion and said intermediate annular portion connected by said annular fold and a second part of which comprises said main axial portion.
Ladite première partie du conduit peut comprendre une portion annulaire complémentaire reliée à ladite portion annulaire intermédiaire par un pli annulaire, ladite portion annulaire intermédiaire et ladite portion annulaire complémentaire formant une fente annulaire de montage dans laquelle ladite partie annulaire d'extrémité de ladite portion axiale principale est engagée et prise entre ladite portion annulaire intermédiaire et ladite portion annulaire complémentaire.Said first part of the duct may comprise a complementary annular portion connected to said intermediate annular portion by an annular fold, said intermediate annular portion and said complementary annular portion forming an annular mounting slot in which said end annular portion of said main axial portion is engaged and engaged between said intermediate annular portion and said complementary annular portion.
Ledit conduit peut être métallique et ledit organe de liaison peut être en une matière bitumée ou métallique.Said duct may be metallic and said connecting member may be of a bitumen or metallic material.
Il est également proposé un procédé de fabrication d'un dispositif d'étanchéité qui comprend un conduit et un organe de liaison comprenant un plateau radial et une portion annulaire axiale de montage.There is also provided a method of manufacturing a sealing device which comprises a conduit and a connecting member. comprising a radial plate and an axial annular mounting portion.
Le procédé comprend : une étape de pliage d'une partie annulaire d'extrémité dudit conduit, pour l'obtention d'une fente annulaire axiale de montage ouverte axialement vers l'extérieur, entre une portion annulaire intermédiaire reliée à une portion axiale principale par un premier pli annulaire et une portion annulaire terminale reliée à la portion annulaire intermédiaire par un second pli annulaire ; une étape d'engagement axial d'une portion annulaire axiale de montage de l'organe de liaison dans ladite fente annulaire de montage ; et une étape de compression radiale de ladite portion annulaire axiale de montage de l'organe de liaison, sur au moins une zone annulaire, entre ladite portion annulaire intermédiaire et ladite portion annulaire terminale du conduit.The method comprises: a step of folding an annular end portion of said duct, to obtain an axial annular mounting slot open axially outwardly, between an intermediate annular portion connected to a main axial portion by a first annular ply and an end annular portion connected to the intermediate annular portion by a second annular ply; a step of axially engaging an axial annular mounting portion of the connecting member in said annular mounting slot; and a step of radially compressing said axial annular mounting portion of the connecting member, on at least one annular region, between said intermediate annular portion and said end annular portion of the duct.
L'étape de compression radiale peut comprendre une déformation de ladite portion axiale principale, de ladite portion annulaire intermédiaire, de ladite portion annulaire axiale de montage et de la portion annulaire terminale, pour l'obtention de bourrelets annulaires engagés les uns dans les autres.The radial compression step may comprise a deformation of said main axial portion, of said intermediate annular portion, of said axial annular mounting portion and of the end annular portion, to obtain annular beads engaged in one another.
Le procédé peut comprendre une étape de chauffage lors de l'étape de compression, pour l'obtention d'un collage de ladite portion annulaire axiale de montage contre ladite portion annulaire intermédiaire et de la portion annulaire terminale.The method may include a heating step during the compression step, to obtain a bonding of said axial annular mounting portion against said intermediate annular portion and of the terminal annular portion.
Le procédé peut comprendre une étape de chauffage au moins partiel du conduit lors de l'étape de pliage.The method may include a step of at least partial heating of the duct during the folding step.
Il est également proposé un procédé de fabrication d'un dispositif d'étanchéité comprenant un conduit et un organe de liaison comprenant un plateau radial et une portion annulaire axiale de montage.There is also proposed a method of manufacturing a sealing device comprising a duct and a connecting member comprising a radial plate and an axial annular mounting portion.
Ce procédé comprend :
une étape de réalisation d'une préforme comprenant au moins une portion annulaire intermédiaire et une portion annulaire terminale, reliées par un pli annulaire et formant entre elles une fente annulaire de montage ; une étape de montage de ladite préforme sur une partie annulaire d'extrémité dudit conduit, dans une position telle que ladite portion annulaire intermédiaire est située entre ladite partie annulaire d'extrémité dudit conduit et ladite portion annulaire terminale, et de montage de ladite portion annulaire axiale de montage dudit organe de liaison dans ladite fente annulaire de montage ; et une étape de compression radiale, sur au moins une zone annulaire, de ladite portion annulaire axiale de montage de l'organe de liaison, de ladite portion annulaire intermédiaire, de ladite portion annulaire terminale du conduit et de ladite partie annulaire d'extrémité dudit conduit.This process includes:
a step of producing a preform comprising at least an intermediate annular portion and an end annular portion, connected by an annular fold and forming between them an annular mounting slot; a step of mounting said preform on a part annular end of said duct, in a position such that said intermediate annular portion is located between said annular end portion of said duct and said end annular portion, and for mounting said axial annular portion for mounting said connecting member in said slot mounting ring; and a step of radially compressing, on at least one annular region, said axial annular portion for mounting the connecting member, said intermediate annular portion, said end annular portion of the duct and said annular end portion of said duct. led.
L'étape de réalisation d'une préforme peut comprendre la réalisation d'une portion annulaire complémentaire reliée à ladite portion annulaire intermédiaire, délimitant entre elles une fente annulaire de montage, l'étape de montage peut comprendre le montage de ladite partie annulaire d'extrémité dudit conduit dans cette fente annulaire de montage et l'étape de compression radiale peut comprendre la compression de ladite portion annulaire complémentaire.The step of producing a preform may include the production of a complementary annular portion connected to said intermediate annular portion, delimiting between them an annular mounting slot, the mounting step may comprise mounting said annular portion of end of said duct in this annular mounting slot and the step of radial compression may comprise compressing said complementary annular portion.
Des dispositifs d'étanchéité pour le bâtiment vont maintenant être décrits à titre d'exemples de réalisation, illustrés par le dessin annexé dans lequel :
- la
figure 1 représente une coupe axiale d'un dispositif d'étanchéité ; - la
figure 2 représente une coupe axiale d'un montage du dispositif d'étanchéité de lafigure 1 sur une dalle d'un bâtiment ; et - les
figures 3 à 10 représentent des étapes de fabrication du dispositif d'étanchéité de lafigure 1 à l'aide d'une machine ; - la
figure 11 représente une coupe axiale d'un autre dispositif d'étanchéité constituant une variante de réalisation du dispositif d'étanchéité de lafigure 1 ; - la
figure 12 représente une coupe axiale d'un autre dispositif d'étanchéité constituant une variante de réalisation du dispositif d'étanchéité de lafigure 1 ; - la
figure 13 représente une coupe axiale d'une partie du dispositif d'étanchéité de lafigure 12 ; - la
figure 14 représente une coupe axiale d'une partie du dispositif d'étanchéité de lafigure 12 , en cours de fabrication ; - la
figure 15 représente une coupe axiale d'un autre dispositif d'étanchéité constituant une variante de réalisation du dispositif d'étanchéité de lafigure 1 ; - la
figure 16 représente une coupe axiale d'une partie du dispositif d'étanchéité de lafigure 15 ; - la
figure 17 représente une coupe axiale d'une partie du dispositif d'étanchéité de lafigure 15 , en cours de fabrication ; et - la
figure 18 représente une coupe axiale d'un autre dispositif d'étanchéité constituant une variante de réalisation du dispositif d'étanchéité de lafigure 11 .
- the
figure 1 shows an axial section of a sealing device; - the
figure 2 shows an axial section of an assembly of the sealing device of thefigure 1 on a slab of a building; and - the
figures 3 to 10 represent steps in the manufacture of the sealing device of thefigure 1 using a machine; - the
figure 11 shows an axial section of another sealing device constituting an alternative embodiment of the sealing device of thefigure 1 ; - the
figure 12 shows an axial section of another sealing device constituting an alternative embodiment of the sealing device of thefigure 1 ; - the
figure 13 shows an axial section of part of the sealing device of thefigure 12 ; - the
figure 14 shows an axial section of part of the sealing device of thefigure 12 , during manufacture ; - the
figure 15 shows an axial section of another sealing device constituting an alternative embodiment of the sealing device of thefigure 1 ; - the
figure 16 shows an axial section of part of the sealing device of thefigure 15 ; - the
figure 17 shows an axial section of part of the sealing device of thefigure 15 , during manufacture ; and - the
figure 18 shows an axial section of another sealing device constituting an alternative embodiment of the sealing device of thefigure 11 .
Un dispositif d'étanchéité 1, illustré sur la
La portion annulaire intermédiaire 4 est en vis-à-vis d'une partie annulaire d'extrémité 6 de la portion axiale principale 3 et est radialement à l'intérieur de ou entoure cette dernière. La portion axiale principale 3 et la portion annulaire intermédiaire 4 sont reliées entre elles par un premier pli annulaire 7.The intermediate
La portion annulaire terminale 5 est en vis-à-vis de la portion annulaire intermédiaire 4 et est radialement à l'intérieur de cette dernière, la portion annulaire terminale 5 entourant la portion annulaire intermédiaire 4. La portion annulaire intermédiaire 4 et la portion annulaire terminale 5 sont reliées entre elles par un second pli annulaire 8.The terminal
La portion annulaire intermédiaire 4 et la portion annulaire terminale 5 aménagent entre elles une fente annulaire axiale de montage 9 de section axiale en forme de U, ouverte axialement d'un côté à l'opposé du pli annulaire 8 et de l'autre extrémité de la portion axiale principale 3. Le pli annulaire 8 forme axialement le fond annulaire de la fente annulaire de montage 9 qui par conséquent est borgne.The intermediate
L'extrémité de la portion annulaire terminale 5 est sensiblement adjacente au premier pli annulaire 7, de préférence axialement en retrait vers l'intérieur par rapport à ce pli 7.The end of the terminal
Le dispositif d'étanchéité 1 comprend en outre un organe de liaison 10 qui présente un plateau radial 11, par exemple à contour carré, et, en son milieu et autour d'une ouverture traversante, une partie annulaire axiale de montage 12 qui est en saillie d'un côté du plateau radial 11 et qui est reliée au plateau radial 11 par un pli annulaire 13.The
La partie annulaire axiale de montage 12 de l'organe de liaison 10 est engagée axialement dans la fente annulaire de montage 9 aménagée entre la portion annulaire intermédiaire 4 et la portion annulaire terminale 5 du conduit 2. Les faces radialement opposées de la partie annulaire axiale de montage 12 de l'organe de liaison 10 sont en regard respectivement de la portion annulaire intermédiaire 4 et de la portion annulaire terminale 5.The axial
Le pli annulaire 13 de l'organe de liaison 10 est adjacent au pli annulaire 7 du conduit 2 et passe au-dessus. Le bord annulaire d'extrémité de la partie annulaire axiale de montage 12 est adjacent au pli annulaire 8.The
La partie annulaire axiale de montage 12 de l'organe de liaison 10 est prise ou enserrée radialement par compression radiale d'au moins une zone annulaire, dans la fente annulaire de montage 9 entre la portion annulaire intermédiaire 4 et la portion annulaire terminale 5 du conduit 2, de sorte à assurer le montage.The axial
Avantageusement, la compression radiale de la partie annulaire axiale de montage 12 entre la portion annulaire intermédiaire 4 et la portion annulaire terminale 5 permet d'obtenir une liaison étanche.Advantageously, the radial compression of the axial
La partie annulaire d'extrémité 6 de la portion axiale principale 3, la portion annulaire intermédiaire 4, la partie annulaire axiale de montage 12 et la portion annulaire terminale 5 sont par exemple déformées localement vers l'extérieur respectivement sous la forme de bourrelets annulaires de renforcement 6a, 4a, 12a et 5a engagés successivement les uns dans les autres.The
Avantageusement, le pli annulaire 7 joignant la portion principale 3 et la portion intermédiaire 4 du conduit 2 est spécifiquement arrondi et peut constituer un appui arrondi pour le pli annulaire 13 de l'organe de liaison 10.Advantageously, the
Selon un exemple de réalisation, le conduit 2 peut être métallique, par exemple en tôle galvanisée ou en aluminium, ou en une matière plastique ou en toute autre matière adaptée. L"organe de liaison 10 peut être en une matière bitumée, sous la forme d'une membrane souple, ou métallique, par exemple en une tôle emboutie.According to an exemplary embodiment, the
Selon une utilisation illustrée sur la
Un trou 15 étant ménagé au travers de la dalle 13, on pose une sous-couche 16 d'étanchéité sur la face supérieure 14a de la dalle 14, jusqu'à proximité de ce trou 15.A
On engage du haut vers le bas la portion principale 3 du conduit 2 dans le trou 15, jusqu'à ce que le plateau radial 11 de l'organe de liaison 10 repose sur la sous-couche d'étanchéité 16 et adhère à cette dernière.The
Puis, optionnellement, on pose une couche extérieure d'étanchéité 17 sur la sous-couche 16 et sur le plateau radial 11 de l'organe de liaison 10, en laissant libre d'accès le passage vertical délimité par le conduit 2, la couche d'étanchéité 17 adhérant à la sous-couche 16 et au plateau radial 11 de l'organe de liaison 10.Then, optionally, an
Lors de la pose ou postérieurement, l'extrémité inférieure de la portion principale 3 du conduit 2 est engagée dans l'extrémité supérieure d'un conduit d'évacuation 18.During installation or subsequently, the lower end of the
La sous-couche d'étanchéité 16 et la couche extérieure d'étanchéité 17 peuvent être en une matière bitumée, posées à chaud. Ainsi, la sous-couche d'étanchéité 16 adhère à la dalle 14, la couche extérieure d'étanchéité 17 adhère à la sous-couche d'étanchéité 16 et le plateau radial 11 de l'organe de liaison adhère d'une part à la sous-couche d'étanchéité 16 et d'autre part à la couche extérieure d'étanchéité 17.The
Ainsi, une liaison étanche est créée entre l'étanchéité formée sur la surface supérieure de la dalle 14 et le conduit 2 via la membrane souple 10.Thus, a sealed connection is created between the seal formed on the upper surface of the
Dans le cas où l'étanchéité au-dessus de la dalle 14 comprend des plaques métalliques, le plateau 11 de l'organe de liaison 10, métallique, peut être soudé à ces plaques.In the case where the seal above the
Selon une variante d'utilisation, le dispositif d'étanchéité 1 peut être installé à l'envers, c'est-à-dire dans une position telle que le plateau radial 11 de l'organe de liaison 10 est posé sur la dalle 14, entre les couches d'étanchéité 16 et 17, et que la portion axiale principale 3 du conduit 2 s'étend vers le haut, en regard du trou 15 et en saillie vers le haut par rapport à la dalle 14.According to a variant of use, the
En se reportant aux
La machine 100 comprend une plaque horizontale 101 sectorisée en forme de mors 102 délimitant un passage vertical 103.The
Comme illustré sur la
Le conduit 2 est disposé dans une position verticale telle qu'une partie supérieure d'extrémité 2a du conduit 2 dépasse au-dessus de la face supérieure radiale 104 de la plaque 102. L'extrémité inférieure du conduit 2 peut reposer sur un appui (non représenté).The
La machine 100 comprend un gabarit cylindrique de formage 105 qui est engagé avec un faible jeu à l'intérieur du conduit 2.The
L'extrémité supérieure du gabarit 105 présente une nervure annulaire axiale cylindrique 106 adjacente à la face intérieure du conduit 2 et, depuis le pied inférieur de cette nervure et à l'intérieur, une surface frontale tronconique 107, le flanc intérieur de la nervure 106 et la surface frontale 107 formant une rainure annulaire 108 de section en V incliné. Le bord annulaire supérieur 106a de la nervure annulaire 106 est arrondi. Le fond annulaire de la rainure annulaire 108 en V est arrondi.The upper end of the
Le gabarit 105 est placé verticalement dans une position telle que le bord annulaire supérieur 106a de la nervure annulaire 106 est situé au voisinage de la face supérieure 104 de la plaque 102.The
La partie du conduit 2 s'étendant vers le bas depuis la zone annulaire adjacente au bord annulaire supérieur 106a de la nervure 106 constitue une portion axiale principale 3 du conduit 2.The part of the
La machine 100 comprend un outil de formage 109 qui comprend des mors 110, en forme de secteurs de cylindre, qui sont disposés au-dessus de la plaque 102 et autour de la partie dépassante 2a du conduit 2. Les mors 110 présentent des parties sectorielles d'extrémité 111 spécifiques que l'on décrira plus loin.The
Comme illustré sur la
Lorsque cette position radiale intérieure déterminée est atteinte, les parties inférieures d'extrémité 111 des mors 110 forment une nervure annulaire complémentaire de la rainure 108 du gabarit 105.When this determined internal radial position is reached, the
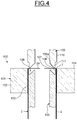
Puis, comme illustré sur la
Le mouvement des mors 110 est poursuivi jusqu'à ce que la partie 2a du conduit 2 se déforme pour induire la formation partielle d'une portion annulaire intermédiaire 4 du conduit 2 contre la face intérieure de la nervure annulaire 106 du gabarit 105 et d'une portion annulaire terminale 5 du conduit 2 contre la surface frontale tronconique 107 du gabarit 105. Le pli annulaire 7 est accentué et la portion annulaire intermédiaire 4 est rabattue vers la portion axiale principale 3. Un pli annulaire 8 est partiellement formé.The movement of the
Comme illustré sur la
On obtient alors une préforme du conduit 2.A preform of
La machine 100 comprend un outil écarteur 112 qu'on place axialement à l'intérieur de la portion annulaire terminale 5 partiellement formée du conduit 2.The
Comme illustré sur la
Puis, on extrait l'outil écarteur 112.Then, the
Comme illustré sur la
Puis, comme illustré sur la
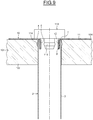
Puis, comme illustré sur la
La face intérieure du passage 103 de la plaque 101 présentant une gorge annulaire 114 en saillie et l'outil écarteur 113 présentant un bossage annulaire 115 radialement en vis-à-vis de la gorge annulaire 114, on forme en même temps les bourrelets annulaires locaux 6a, 4a, 12a et 5a (
Il en résulte que le montage est effectué par sertissage.It follows that the assembly is carried out by crimping.
Enfin, on extrait l'outil écarteur 113 et on écarte les mors 102 de la plaque 101.Finally, the
On obtient le dispositif d'étanchéité 1 décrit et illustré sur la
Avantageusement, la machine 100 peut comprendre un dispositif 115 d'amenée d'air chaud afin que la partie cylindrique 12 de l'organe de liaison 120, chauffée, adhère à la portion annulaire intermédiaire 4 et à la portion annulaire terminale 5 lors de l'opération de compression précitée. En outre, cet apport d'air chaud peut aussi être utile pour un chauffage au moins partiel du conduit 2 dans le but de faciliter les opérations de pliage décrites de la partie supérieure 2a du conduit 2.Advantageously, the
Selon une variante de réalisation illustrée sur la
De façon équivalente au dispositif d'étanchéité 1, la portion annulaire intermédiaire 204 et la portion annulaire terminale 205 aménagent entre elles une fente annulaire axiale de montage 209 de section axiale en forme de U, ouverte axialement à l'opposé du pli annulaire 208. La fente annulaire axiale de montage 209 est ouverte axialement vers l'extérieur, d'un côté, à l'opposé de l'autre extrémité de la portion axiale principale 203. Le pli annulaire 208 forme axialement le fond annulaire de la fente annulaire de montage 209 qui par conséquent est borgne.In an equivalent manner to the
De façon équivalente au dispositif d'étanchéité 1, le dispositif d'étanchéité 201 comprend également un organe de liaison 210 qui présente un plateau radial 211 et, en son milieu et autour d'une ouverture traversante, une partie annulaire axiale de montage 212 qui est en saillie d'un côté du plateau radial 211 et qui est engagée axialement dans la fente annulaire axiale de montage 209 entre la portion annulaire intermédiaire 204 et la portion annulaire terminale 205. Les faces radialement opposées de la partie annulaire axiale de montage 212 de l'organe de liaison 210 sont en regard respectivement de la portion annulaire intermédiaire 204 et de la portion annulaire terminale 205.Equivalent to the
Le pli annulaire de l'organe de liaison 10, reliant le plateau radial 211 et la partie annulaire axiale de montage 212, est adjacent au pli annulaire 207 du conduit 202 et s'en éloigne. Le bord annulaire d'extrémité de la partie annulaire axiale de montage 212 est adjacent au pli annulaire 208.The annular fold of the connecting
La partie annulaire axiale de montage 212 de l'organe de liaison 10 est prise ou enserrée radialement par compression radiale d'au moins une zone annulaire, dans la fente annulaire de montage 209 entre la portion annulaire intermédiaire 204 et la portion annulaire terminale 205 du conduit 202, de sorte à assurer le montage.The axial
Avantageusement, la compression radiale de la partie annulaire axiale de montage 212 entre la portion annulaire intermédiaire 204 et la portion annulaire terminale 205 permet d'obtenir une liaison étanche.Advantageously, the radial compression of the axial
La portion annulaire intermédiaire 204 et la portion annulaire terminale 205 peuvent être réalisées par pliage en mettant en œuvre des outils radialement inversés par rapport à ceux mis en œuvre pour l'obtention de la portion annulaire intermédiaire 4 et de la portion annulaire terminale 5 du dispositif d'étanchéité 1. Puis, comme décrit précédemment, l'organe de liaison 210 est mis en place et la partie annulaire d'extrémité 206, la portion annulaire intermédiaire 204 et de la portion annulaire terminale 205 et la partie annulaire axiale de montage 212 sont radialement comprimées en formant par exemple des bourrelets engagés les uns dans les autres.The intermediate
Par ailleurs, il est avantageux que la portion annulaire terminale 205 soit prolongée par une collerette périphérique radiale 205a s'étendant vers l'extérieur en vis-à-vis de la partie centrale de l'organe de liaison 210 et comprenant un pli annulaire arrondi 205b et éventuellement une partie radiale périphérique 205c, évitant ainsi un endommagement de l'organe de liaison 210.Furthermore, it is advantageous for the end
Sur la
La première partie 20A comprend une première portion 21a de la portion axiale principale 3, partant du pli 7 entre la partie annulaire d'extrémité 6 et la portion annulaire intermédiaire 4, comprend la portion annulaire intermédiaire 4 reliée à la partie annulaire d'extrémité 6 par le pli annulaire 7 et comprend la portion annulaire terminale 5 reliée à la portion intermédiaire 4 par le pli annulaire 8.The
La deuxième partie 20B comprend le reste de la portion axiale principale 3, à savoir une deuxième portion d'extrémité 21b de la portion axiale principale 3, cette deuxième portion d'extrémité 21b étant constituée par un tube cylindrique.The
Les parties 2A et 2B sont assemblées par un cordon annulaire de soudure 22, étanche, qui relie les bords adjacents de la première portion 21a et de la deuxième portion 21b de la portion axiale principale 3.The parts 2A and 2B are assembled by an
Avantageusement, la première portion 21a de la portion axiale principale 3 inclut la partie annulaire d'extrémité 6 située en vis-à-vis de la portion annulaire intermédiaire 4, le cordon de soudure 22 étant situé par exemple à distance au-delà du pli annulaire 8 entre la portion annulaire intermédiaire 4 et la portion annulaire terminale 5, par exemple à faible distance.Advantageously, the
Selon une variante de réalisation, les bords adjacents de la première portion 21a et de la deuxième portion 21b de la portion axiale principale 3 pourraient être engagés l'un dans l'autre, puis soudés.According to an alternative embodiment, the adjacent edges of the
Ainsi, la partie 20A est d'une pièce et peut être préformée, séparément de la partie 20B, puis assemblée à la partie 20B par le cordon de soudure 22.Thus,
Par exemple, la partie 20A peut être obtenue à partir d'une plaque en forme de disque annulaire, à laquelle on applique une ou des opérations d'emboutissage (pliage) ou de repoussage de la matière, de sorte à obtenir une préforme 23 illustrée sur la
Puis, comme illustré sur la
Puis, on engage la partie annulaire axiale de montage 12 de l'organe de liaison 10 dans la fente annulaire de montage 9 de la préforme 23 entre la portion annulaire intermédiaire 4 et la portion annulaire terminale 5.Then, the axial
Puis, comme décrit précédemment, à l'aide d'un outil rotatif interne de compression et d'un mors externe, ou inversement, on réalise une opération de compression radiale de sorte à former les bourrelets annulaires locaux 6a, 4a, 12a et 5a et à comprimer de façon étanche la partie annulaire axiale de montage 12 de l'organe de liaison 10 dans la fente annulaire de montage 9 entre la portion annulaire intermédiaire 4 et la portion annulaire terminale 5, afin d'obtenir le dispositif d'étanchéité 1A.Then, as described above, using an internal rotary compression tool and an external jaw, or vice versa, a radial compression operation is carried out so as to form the local
Selon une variante de réalisation, l'organe de liaison 10 pourrait être assemblé par sertissage à la préforme 23 de la partie 20A, puis les parties 20A et 20B pourraient être assemblées grâce au cordon annulaire de soudure 22.According to an alternative embodiment, the connecting
Les dispositions décrites ci-dessus en référence aux
Sur la
La deuxième partie 30B comprend la portion axiale principale 3, incluant la partie annulaire d'extrémité 6.The
La première partie 30A comprend la portion intermédiaire 4 et la portion terminale 5, reliées par le pli 8 et formant entre elles la fente annulaire de montage 9 dans laquelle la portion annulaire axiale de montage 12 de l'organe de liaison 10 est engagée et prise ou enserrée.The
La partie 30A comprend en outre une portion annulaire complémentaire 31 qui est reliée à la portion intermédiaire 4 par un pli annulaire 32. La portion intermédiaire 4 et la portion complémentaire 31 forment entre elles une fente annulaire de montage 33, ouverte axialement à l'opposé de la fente annulaire de montage 9.The
La partie annulaire d'extrémité 6 de la portion axiale principale 3 est engagée dans la fente annulaire de montage 33, de sorte que la portion complémentaire 31 entoure la partie d'extrémité 6 de la portion axiale principale 3 et que le pli annulaire 32 contourne le bord d'extrémité de la partie d'extrémité 6 de la portion axiale principale 3.The
La partie annulaire d'extrémité 6 de la portion axiale principale 3 est prise ou enserrée, par compression radiale, dans la fente annulaire de montage 33 aménagée entre la portion annulaire intermédiaire 4 et la portion complémentaire 31.The
La position de l'extrémité annulaire de la portion complémentaire 31 correspond, axialement, sensiblement à la position du pli annulaire 8.The position of the annular end of the
En correspondance avec ceux des portions annulaires 4, 5, 6 et 12, la portion complémentaire 31 présente un bourrelet 31a.In correspondence with those of the
La partie 30A peut être préformée, séparément de la partie 30B, puis assemblée par sertissage à la partie 30B en même temps que l'organe de liaison 10.
Par exemple, la partie 30A est d'une seule pièce et peut être obtenue à partir d'une plaque en forme de disque annulaire, à laquelle on applique une ou des opérations d'emboutissage (pliage) ou de repoussage de la matière, de sorte à obtenir une préforme 34 illustrée sur la
Puis, comme illustré sur la
Puis, comme décrit précédemment, à l'aide d'un outil rotatif interne de compression et d'un mors externe, ou inversement, on réalise une opération de compression radiale de sorte à former les bourrelets annulaires locaux 4a, 5a, 6a, 12a et 31a et à comprimer la partie annulaire axiale de montage 12 de l'organe de liaison 10 dans la fente annulaire de montage 9 entre la portion annulaire intermédiaire 4 et la portion annulaire terminale 5 et la partie annulaire d'extrémité 6 entre la portion annulaire intermédiaire 4 et la portion annulaire complémentaire 31, afin d'obtenir par sertissage le dispositif d'étanchéité 1B.Then, as described above, using an internal rotary compression tool and an external jaw, or vice versa, a radial compression operation is carried out so as to form the local
Les dispositions décrites ci-dessus en référence aux
Selon une variante de réalisation, la partie annulaire complémentaire 31 de la partie 30A pourrait être située entre la portion annulaire intermédiaire 4 et la partie d'extrémité 6 de la portion axiale principale 3 constituant la partie 30B.According to an alternative embodiment, the complementary
La portion annulaire complémentaire 31 de la partie 30A pourrait être soudée à la portion axiale principale 3 constituant la partie 30B par un cordon annulaire de soudure prévu à une extrémité de la portion annulaire complémentaire 31 ou des cordons annulaires de soudure prévus aux extrémités de la portion annulaire complémentaire 31. Dans un autre cas, la partie 30A pourrait être rapportée sur la partie 30B sans soudure.The complementary
Sur la
La deuxième partie 40B comprend la portion axiale principale 203, incluant la partie annulaire d'extrémité 206.The
La première partie 30A comprend la portion intermédiaire 204 et la portion terminale 205, reliées par le pli 208 et formant entre elles la fente annulaire de montage 209 dans laquelle la portion annulaire axiale de montage 212 de l'organe de liaison 210 est engagée et prise par sertissage lors de la compression radiale des portions 4, 5 et 6 et 212.The
La première partie 30A peut être préformée puis assemblée par sertissage à la partie annulaire d'extrémité 206 de la portion axiale principale 203, en même temps que la portion annulaire axiale de montage 212 de l'organe de liaison 210.The
Optionnellement, la portion annulaire intermédiaire 204 de la partie 40A pourrait être soudée à la portion axiale principale 203 constituant la partie 40B par un cordon annulaire de soudure 213 prévu à une extrémité de la portion annulaire 204 ou des cordons annulaires de soudure prévus aux extrémités de la portion annulaire intermédiaire 204. Dans un autre cas, la partie 40A pourrait être rapportée sur la partie 40B sans soudure.Optionally, the intermediate
Les dispositions décrites ci-dessus en référence à la
Claims (6)
une étape de pliage d'une partie annulaire d'extrémité (2a) dudit conduit (2 ; 202), pour l'obtention d'une fente annulaire axiale de montage (9) ouverte axialement vers l'extérieur, entre une portion annulaire intermédiaire (4 ; 204) reliée à une portion axiale principale (3 ; 203) par un premier pli annulaire (7 ; 207) et une portion annulaire terminale (5 ; 205) reliée à la portion annulaire intermédiaire (4 ; 204) par un second pli annulaire (8 ; 208) ;
une étape d'engagement axial de la portion annulaire axiale de montage (12 ; 212) de l'organe de liaison dans ladite fente annulaire de montage (9) ; et
une étape de compression radiale de ladite portion annulaire axiale de montage (12 ; 212) de l'organe de liaison (10 ; 210), sur au moins une zone annulaire, entre ladite portion annulaire intermédiaire (4 ; 204) et ladite portion annulaire terminale (5 ; 205) du conduit (2 ; 202).A method of manufacturing a sealing device comprising a duct (2; 202) and a connecting member (10; 210) comprising a radial plate (11; 211) and an axial annular mounting portion (12; 212), process comprising:
a step of folding an annular end part (2a) of said duct (2; 202), to obtain an axial annular mounting slot (9) open axially outwards, between an intermediate annular portion (4; 204) connected to a main axial portion (3; 203) by a first annular fold (7; 207) and an end annular portion (5; 205) connected to the intermediate annular portion (4; 204) by a second annular fold (8; 208);
a step of axially engaging the axial annular mounting portion (12; 212) of the connecting member in said annular mounting slot (9); and
a step of radially compressing said axial annular mounting portion (12; 212) of the connecting member (10; 210), on at least one annular region, between said intermediate annular portion (4; 204) and said annular portion terminal (5; 205) of the duct (2; 202).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1759462A FR3072107B1 (en) | 2017-10-10 | 2017-10-10 | WATERPROOFING DEVICE FOR THE BUILDING, INCLUDING A DUCT AND A CONNECTING BODY |
| EP18808415.6A EP3695071B1 (en) | 2017-10-10 | 2018-10-09 | Sealing device for construction, comprising a duct and connection member |
| PCT/FR2018/052485 WO2019073161A1 (en) | 2017-10-10 | 2018-10-09 | Sealing device for construction, comprising a duct and connection member |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18808415.6A Division EP3695071B1 (en) | 2017-10-10 | 2018-10-09 | Sealing device for construction, comprising a duct and connection member |
| EP18808415.6A Division-Into EP3695071B1 (en) | 2017-10-10 | 2018-10-09 | Sealing device for construction, comprising a duct and connection member |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3910127A1 true EP3910127A1 (en) | 2021-11-17 |
| EP3910127B1 EP3910127B1 (en) | 2022-11-23 |
Family
ID=60888491
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18808415.6A Active EP3695071B1 (en) | 2017-10-10 | 2018-10-09 | Sealing device for construction, comprising a duct and connection member |
| EP21183892.5A Active EP3910127B1 (en) | 2017-10-10 | 2018-10-09 | Production process of a sealing device for building, comprising a conduit and a connecting member |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18808415.6A Active EP3695071B1 (en) | 2017-10-10 | 2018-10-09 | Sealing device for construction, comprising a duct and connection member |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11248378B2 (en) |
| EP (2) | EP3695071B1 (en) |
| CA (1) | CA3078557A1 (en) |
| ES (1) | ES2936228T3 (en) |
| FR (1) | FR3072107B1 (en) |
| WO (1) | WO2019073161A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3107071B1 (en) | 2020-02-12 | 2022-03-25 | Rikksen | Sealing device for the building, and associated method of manufacture |
| FR3107847B1 (en) * | 2020-03-03 | 2023-12-22 | Dm2F | METHOD AND DEVICE FOR ASSEMBLY BETWEEN A TUBE AND A PLATE, WATER BOX AND WATER DESCENT USING SUCH ASSEMBLY. |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5165732A (en) * | 1991-04-05 | 1992-11-24 | Simpson Dura Vent Company, Inc. | Gas appliance connection |
| US5970667A (en) * | 1996-08-02 | 1999-10-26 | Thaler; Ken | Split flashing |
| EP1710365A1 (en) | 2005-03-23 | 2006-10-11 | Odco | Sealing device for building constructions and method of its manufacture |
| EP2184461A1 (en) * | 2007-08-01 | 2010-05-12 | Futaba Industrial Company Ltd. | Exhaust pipe connection structure and exhaust pipe connection method |
| EP2395173A1 (en) * | 2010-06-11 | 2011-12-14 | Odco | Water runoff device, in particular for draining rainwater from the roof of a building |
| WO2012045372A1 (en) | 2010-10-08 | 2012-04-12 | Kimmels Holding B.V. | Device arranged to be mounted in a waterproofing system, such as a drain or vent, a waterproofing system comprising such a device and methods for forming a device arranged to be mounted in a waterproofing system and forming a waterproofing system |
| US20160038988A1 (en) * | 2013-03-15 | 2016-02-11 | Chuck Klinect | Crimper |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1000506A (en) * | 1909-07-21 | 1911-08-15 | Dennis J Galbraith | Flashing. |
| US1380793A (en) * | 1919-12-31 | 1921-06-07 | Goldman Barney | Roof leader connection |
| US1875640A (en) * | 1931-05-11 | 1932-09-06 | Francis J Moore | Roof flashing and jacket |
| FR1486657A (en) | 1966-07-13 | 1967-06-30 | Method and device for assembling tubular elements | |
| US3467414A (en) * | 1966-09-30 | 1969-09-16 | Ronald T Downing | Tube joint having buckled locking means |
| US4010578A (en) * | 1974-11-11 | 1977-03-08 | Logsdon Duane D | Roof flashing structure |
| US4269438A (en) * | 1974-11-27 | 1981-05-26 | Ridenour Ralph Gaylord | Tube-to-tube joint |
| US3977137A (en) * | 1975-06-30 | 1976-08-31 | Johns-Manville Corporation | Roof vent support arrangement |
| NZ186208A (en) * | 1977-01-17 | 1981-07-13 | G M Cupit | Pipe seal |
| US4226449A (en) * | 1979-05-29 | 1980-10-07 | American Machine & Hydraulics | Pipe clamp |
| US4512119A (en) * | 1982-08-13 | 1985-04-23 | Foam-Lag Industries Pty. Ltd. | Apparatus for roof flashing |
| US4652321A (en) * | 1985-07-10 | 1987-03-24 | Duro-Last Roofing Inc. | Methods of forming polymer coated fabric roof vent pipe enclosures in flexible roof covering membranes |
| US5390451A (en) * | 1992-09-02 | 1995-02-21 | Oatey Co. | Flexible high collar roof flashing |
| US5829214A (en) * | 1996-06-17 | 1998-11-03 | Duro-Last, Inc. | Methods of sealing roof drain pipes in single ply synthetic plastic roof cover systems and roof cover systems employing such drain pipe sealing assemblies |
| US6129394A (en) * | 1998-11-24 | 2000-10-10 | Chrysler Corporation | Heat exchanger and fluid conducting tube connection |
| US6185885B1 (en) * | 1999-01-08 | 2001-02-13 | Ken Thaler | Roof flashing assembly |
| US6654995B1 (en) * | 2000-10-16 | 2003-12-02 | General Motors Corporation | Method for joining tubular members |
| US6279272B1 (en) * | 2000-11-10 | 2001-08-28 | Andrew J. Nill, Jr. | Full coverage vent pipe flashing |
| US20050028456A1 (en) * | 2003-08-06 | 2005-02-10 | Mclane John L. | Monolithic vent pipe flashing and method of manufacture thereof |
| CA2452668A1 (en) * | 2003-09-03 | 2005-03-03 | Ken Thaler | Roof flashing assembly |
| CA2461116A1 (en) * | 2004-03-15 | 2005-09-15 | I.C.C. Compagnie De Cheminees Industrielles Inc. | Flashing adaptable to different shapes of roof |
| US8397438B2 (en) * | 2005-10-12 | 2013-03-19 | Heartland Metals, Inc. | Flashing boots for roof penetrations |
| US7775005B2 (en) * | 2006-10-26 | 2010-08-17 | Johnston Lorne G | Vent pipe covering system |
| US8291658B1 (en) * | 2007-11-26 | 2012-10-23 | Johnston Lorne G | Electrical conduit flashing system |
| US20100109318A1 (en) * | 2008-10-30 | 2010-05-06 | The Garland Company, Inc. | Zinc flashing for roof penetrations |
| US20130020796A1 (en) * | 2011-07-21 | 2013-01-24 | Ips Corporation | One-Piece Roof Flashing |
| US8984822B1 (en) * | 2012-09-24 | 2015-03-24 | Lifetime Tool & Building Products, LLC | Roof-penetrating pipe sealing |
| US9874022B2 (en) * | 2014-03-24 | 2018-01-23 | Oatey Co. | Moldable roof flashing |
-
2017
- 2017-10-10 FR FR1759462A patent/FR3072107B1/en active Active
-
2018
- 2018-10-09 EP EP18808415.6A patent/EP3695071B1/en active Active
- 2018-10-09 EP EP21183892.5A patent/EP3910127B1/en active Active
- 2018-10-09 WO PCT/FR2018/052485 patent/WO2019073161A1/en unknown
- 2018-10-09 US US16/754,889 patent/US11248378B2/en active Active
- 2018-10-09 CA CA3078557A patent/CA3078557A1/en active Pending
- 2018-10-09 ES ES21183892T patent/ES2936228T3/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5165732A (en) * | 1991-04-05 | 1992-11-24 | Simpson Dura Vent Company, Inc. | Gas appliance connection |
| US5970667A (en) * | 1996-08-02 | 1999-10-26 | Thaler; Ken | Split flashing |
| EP1710365A1 (en) | 2005-03-23 | 2006-10-11 | Odco | Sealing device for building constructions and method of its manufacture |
| EP2184461A1 (en) * | 2007-08-01 | 2010-05-12 | Futaba Industrial Company Ltd. | Exhaust pipe connection structure and exhaust pipe connection method |
| EP2395173A1 (en) * | 2010-06-11 | 2011-12-14 | Odco | Water runoff device, in particular for draining rainwater from the roof of a building |
| WO2012045372A1 (en) | 2010-10-08 | 2012-04-12 | Kimmels Holding B.V. | Device arranged to be mounted in a waterproofing system, such as a drain or vent, a waterproofing system comprising such a device and methods for forming a device arranged to be mounted in a waterproofing system and forming a waterproofing system |
| US20160038988A1 (en) * | 2013-03-15 | 2016-02-11 | Chuck Klinect | Crimper |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2936228T3 (en) | 2023-03-15 |
| EP3695071A1 (en) | 2020-08-19 |
| US20210198895A1 (en) | 2021-07-01 |
| CA3078557A1 (en) | 2019-04-18 |
| EP3910127B1 (en) | 2022-11-23 |
| FR3072107B1 (en) | 2021-02-12 |
| US11248378B2 (en) | 2022-02-15 |
| FR3072107A1 (en) | 2019-04-12 |
| EP3695071B1 (en) | 2022-02-16 |
| WO2019073161A1 (en) | 2019-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1710365B1 (en) | Sealing device for building constructions and method of its manufacture | |
| EP3695071B1 (en) | Sealing device for construction, comprising a duct and connection member | |
| FR2516478A1 (en) | CONTAINER BODY | |
| EP0668151A1 (en) | Method for manufacturing a tubular container and container obtained by the method | |
| US6110311A (en) | Adjustable roof membrane component and method | |
| JPH0558999B2 (en) | ||
| US20080235932A1 (en) | Method for positioning and joining panels | |
| EP1309499A1 (en) | Fixing member for securing a pump or a valve on a container neck | |
| EP0000456B1 (en) | Mould for the metallothermic welding of metal workpieces | |
| EP3865638B1 (en) | Sealing device for building, and associated manufacturing method | |
| FR2712385A1 (en) | Heat exchanger, in particular radiator, for motor vehicles and its manufacturing process. | |
| CA2361443A1 (en) | A can lid | |
| KR200414821Y1 (en) | Joint cap for jointing concrete piles | |
| JP2009166078A (en) | Method of providing double structure flange on cup-shaped container, and forming die | |
| EP3601861B1 (en) | Device for sealing between two coaxial ducts and assembly | |
| EP0286488B1 (en) | Air-tight flue element with double walls and heat insulation | |
| EP1219873B1 (en) | Crimped valve seal and manufacturing process for such a valve | |
| FR3107847A1 (en) | ASSEMBLY PROCESS AND DEVICE BETWEEN A TUBE AND A PLATE, WATER BOX AND WATER DROP USING SUCH AN ASSEMBLY. | |
| EP3158257B1 (en) | Annular housing for lighting mast, closure element of said housing and mast incorporating said housing | |
| CA3076231A1 (en) | Lid for a metal can, comprising a metal ring and a peelable, heat-sealed membrane | |
| FR3062663A1 (en) | SOCKET TUBE FOR A BUILDING COVER COMPRISING BULB BONDING PROTECTION | |
| FR2537636A1 (en) | Leaktight flue, especially for chimneys | |
| FR2818228A3 (en) | Sheet metal roof for bodywork of motor vehicle with side edge which is equipped with frame having L shaped cross section and its width corresp. basically to width of support which is matched for its reception on bodywork | |
| FR3095825A1 (en) | Roof gas evacuation device | |
| EP0713760A1 (en) | Method of manufacturing a socket for a vehicle signal light and signal light made by this method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210706 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3695071 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| B565 | Issuance of search results under rule 164(2) epc |
Effective date: 20210924 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: RIKKSEN |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: IFTISSEN, GERARD |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: IFTISSEN, GERARD |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 17/02 20060101ALI20220510BHEP Ipc: E04D 13/14 20060101ALI20220510BHEP Ipc: B21D 39/04 20060101ALI20220510BHEP Ipc: E04D 13/04 20060101AFI20220510BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20220627 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3695071 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602018043524 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1533223 Country of ref document: AT Kind code of ref document: T Effective date: 20221215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2936228 Country of ref document: ES Kind code of ref document: T3 Effective date: 20230315 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1533223 Country of ref document: AT Kind code of ref document: T Effective date: 20221123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230323 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230223 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230323 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230224 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230523 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602018043524 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20230824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20230907 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231019 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231114 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231011 Year of fee payment: 6 Ref country code: CH Payment date: 20231102 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20231016 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20221123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20231009 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240925 Year of fee payment: 7 |