EP3771668A2 - Installation et contenant pour le conditionnement de recipients - Google Patents
Installation et contenant pour le conditionnement de recipients Download PDFInfo
- Publication number
- EP3771668A2 EP3771668A2 EP20187980.6A EP20187980A EP3771668A2 EP 3771668 A2 EP3771668 A2 EP 3771668A2 EP 20187980 A EP20187980 A EP 20187980A EP 3771668 A2 EP3771668 A2 EP 3771668A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- containers
- installation
- plane
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000009434 installation Methods 0.000 title claims abstract description 65
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 17
- 238000013519 translation Methods 0.000 claims description 23
- 238000012546 transfer Methods 0.000 claims description 8
- 230000005484 gravity Effects 0.000 claims description 7
- 230000000694 effects Effects 0.000 claims description 6
- 238000003780 insertion Methods 0.000 claims description 6
- 230000037431 insertion Effects 0.000 claims description 6
- 239000000463 material Substances 0.000 claims description 6
- 230000008021 deposition Effects 0.000 claims 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical group C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 claims 1
- 238000000605 extraction Methods 0.000 description 6
- 238000013459 approach Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 1
- 235000019993 champagne Nutrition 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/16—Feeding individual bags or carton blanks from piles or magazines by grippers
- B65B43/165—Feeding individual bags or carton blanks from piles or magazines by grippers specially adapted for carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/02—Packaging or unpacking of bottles in or from preformed containers, e.g. crates
- B65B21/025—Packaging or unpacking of bottles in or from preformed containers, e.g. crates the bottles being arranged in a head-to-bottom formation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/02—Packaging or unpacking of bottles in or from preformed containers, e.g. crates
- B65B21/14—Introducing or removing groups of bottles, for filling or emptying containers in one operation
- B65B21/18—Introducing or removing groups of bottles, for filling or emptying containers in one operation using grippers engaging bottles, e.g. bottle necks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/24—Enclosing bottles in wrappers
- B65B21/242—Enclosing bottles in wrappers in collapsed carton sleeves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/40—Arranging and feeding articles in groups by reciprocating or oscillatory pushers
- B65B35/405—Arranging and feeding articles in groups by reciprocating or oscillatory pushers linked to endless conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/265—Opening, erecting or setting-up boxes, cartons or carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/02—Machines characterised by incorporation of means for making the containers or receptacles
- B65B5/024—Machines characterised by incorporation of means for making the containers or receptacles for making containers from preformed blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B65/00—Details peculiar to packaging machines and not otherwise provided for; Arrangements of such details
- B65B65/003—Packaging lines, e.g. general layout
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/44—Integral, inserted or attached portions forming internal or external fittings
- B65D5/48—Partitions
- B65D5/48024—Partitions inserted
- B65D5/48026—Squaring or like elements, e.g. honeycomb element, i.e. at least four not aligned compartments
- B65D5/48036—Longitudinal partition provided with cut flaps folded perpendicular to the partition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/22—Separating articles from piles by needles or the like engaging the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/12—Surface aspects
- B65H2701/121—Perforations
- B65H2701/1212—Perforations where perforations serve for handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
- B65H2701/1766—Cut-out, multi-layer, e.g. folded blanks or boxes
Definitions
- the present invention relates to an installation for packaging containers, such as for example bottles, in containers such as in particular packaging cartons, the installation comprising a frame supporting a deployment module for containers routed folded and maintained in the form stack inside a supply rack delimited by a frame, as well as at least one module for filling the deployed containers, the deployment module comprising means for gripping a folded container, and means for horizontal translational movement of said gripping means, along an X axis extending above a conveying plane of the deployed containers, parallel to the axis thereof, at a height h equal to or greater than the depth p of an deployed container, the displacement in horizontal translation taking place between a position in which said gripping means overhang said supply rack and a position in the lacquer They overlook a drop zone for a container deployed from the conveying plane.
- the invention further relates to a container intended to be used for conditioning containers during the implementation of such an installation.
- a machine for pushing bottles, lying in a horizontal position, inside individual cases is also described in the document FR 2 753 434 .
- the publication FR 1,537,976 is dedicated to an installation for packaging objects in cardboard boxes transported folded, then deployed by means of a system comprising suction cups and a counterweight.
- an additional object aimed at by the present invention is to provide a structure making it possible to limit the energy consumption of the installation, in particular by avoiding the use of suction cups, clamps, or other means for raising, orienting or lowering. from the receptacles towards the receptacles.
- the aim of the invention is to provide an installation for the mechanized packaging of containers, the size of which as well as the manufacturing and maintenance costs are reduced to a minimum.
- Another objective of the invention is to provide a compact installation, designed so as to allow its possible integration into conventional production lines, called “end of line”, between the labeling machines on the one hand, and packaging renting systems and possible packaging palletizing robots on the other hand.
- the developments undertaken within the framework of the invention have also aimed to provide an installation integrating in a single frame, all the technical means making it possible to carry out fully automated packaging of containers in a container, from the shaping thereof, through its filling, until it is closed.
- An additional object of the invention is to provide a container shaped to safely receive containers arranged horizontally on a single plane, this container being specifically designed to allow shaping. mechanized fast, through simple means and leading to an irreproachable result.
- the present invention relates to an installation of the type indicated in the preamble, characterized in that the filling module comprises at least one base having at least one surface for receiving a receptacle, said base being connected to the frame of on the one hand so as to extend between a conveyor belt intended for the transport of the containers and the conveying plane intended for the transport of the deployed containers, and on the other hand to be placed in front of the deposit zone a deployed container included in the conveying plan.
- the gripping means of the deployment module comprise at least one "L" shaped tab
- the means for moving in horizontal translation comprise a carriage mounted to slide by means of 'a linear actuator on the frame.
- the supply rack comprises means for moving in vertical translation of a support element of a stack of folded containers, which said supply rack comprises. .
- the gripping means comprise at least one "L" -shaped tab, having a vertical-looking branch extended by a horizontal-looking branch, intended to cooperate with at least one. slot that said containers comprise, and in that said tab is itself mounted movably in horizontal translation on said carriage, relative to the frame of the supply rack, between an inactive position and an active position corresponding respectively to a position in which , when the cart is placed above the feed rack, the horizontal leg of the leg is centered on the axis of a slot of a container intended to be placed on the stack and a position in which its horizontal leg is offset from the axis of the same slot.
- the tab can be mounted movable in translation on said carriage along an axis which may, depending on the case, be perpendicular or parallel to the X axis.
- the zone for depositing the conveying plane is defined by the upper face of a plate mounted to pivot on said frame, around an axis A perpendicular to the axis X, downstream of the rack d supply, between a position for receiving the deployed containers and an evacuation position for the filled containers.
- the plate is preferably designed capable of pivoting through an angle of 90 °, clockwise or counterclockwise to switch from one of its positions to the other.
- the plate comprises at least one stopper extending perpendicularly to the X axis, on its upper face, so as to be situated in the median axis of the conveying plane when the plate is placed in its position of reception of deployed containers.
- the filling module includes first means for transferring a container from the conveyor belt to the receiving surface of the base, means for tilting the filling module between a position in which the surface of receiving the base extends in a plane perpendicular to the conveyor belt and the conveying plane and a position in which the receiving surface of the base extends in the plane of the conveyor belt and the conveying plane, as well as the second means for transferring the container from the receiving surface of the base to a deployed container placed on the deposit zone of the conveying plane.
- the first transfer means comprise at least one arm mounted in rotation on said module along the base between an inactive position in which it extends in a plane of appearance perpendicular to the receiving surface and an active position in which it extends in a plane parallel to the receiving surface vis-à-vis the latter, said arm being shaped to be able to fit a portion of a container when it is placed in its active position.
- the first transfer means comprise an “L” -shaped arm, having a branch extending parallel to the conveyor belt, and mounted in horizontal translation with respect to the base along a axis perpendicular to the conveyor belt between an inactive position in which the branch is located along an outer edge of the conveyor belt and an active position in which the branch is located along an internal edge of the conveyor belt, at near the base.
- the base can advantageously have several receiving surfaces delimited by wedges.
- the second transfer means can be defined by two tori extending in parallel planes, each stretched over two pulleys mounted in rotation on the filling module. , said tori forming the receiving surface of the base.
- the filling module to include means designed capable of keeping open an deployed container, placed on the conveyor belt, these means possibly consisting for example of a rod with an axis parallel to the surface of the container.
- the rod receiving the base, extending in the extension of a face of the base oriented in the direction of the conveying plane of the containers when the receiving surface of the base extends in the plane of the conveyor belt and the conveying plane, the rod being designed capable, where appropriate, of adopting an inactive position in which it is retracted into the volume occupied by the filling module and an active position in which it emerges from this same volume.
- the filling module can also be equipped with means designed capable of completing the insertion of the container into a container.
- Another characteristic of the installation according to the invention is defined by the fact that it comprises a module for closing the containers, sheltered by said frame, and comprising means for automatically closing the containers, integral with the conveying plane.
- the automatic closing means preferably comprise means for automatically bringing the flaps that the containers include to a closed position of said containers and means for automatically applying to said containers means for maintaining the flaps in the closed position of the containers.
- the subject of the invention is also a container intended to be used to condition at least one container by means of the installation as described above, comprising two opposite side walls each connected by a fold line to an upper wall. and to a lower wall, upper, lower and side flaps respectively connected by fold lines to the front and rear ends of the side, upper and lower walls, characterized in that it comprises means allowing it to be gripped by the gripping means of the installation deployment device.
- the container according to the invention comprises at least one slot designed to allow the insertion of the "L" -shaped tab of the gripping means of the deployment device of the installation.
- the slit may advantageously be formed on a top flap near one of the fold lines connecting the top wall to the top flap.
- the container according to the invention is further characterized in that it comprises means for wedging at least two containers, obtained from a blank of material having means allowing it to be gripped by the gripping means of the deployment device. of the installation and comprising cutouts and fold lines defining portions designed to be placed with respect to each other under the effect of their gravity.
- a first portion of the material blank is connected to the internal face of the upper wall of the container and / or that a second portion of the material blank is connected to the face inside the bottom wall of the container.
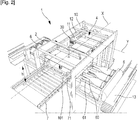
- the figure 1 is an overall view of an alternative embodiment of the installation according to the invention, applied to the packaging of bottles in cardboard boxes, in which the mobile carriage is moved in translation by a linear actuator centered on its path,
- the figure 2 represents the installation of the figure 1 viewed from another angle, during another step of the bottle packaging process, and in which the mobile carriage is moved in translation by a linear actuator extending offset from its path,
- the figure 3 shows in an enlarged manner the means of gripping the deployment module of the installation of the figure 1 ,
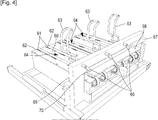
- the figure 4 illustrates an enlarged view of the filling module included in the installation of the figure 1 ,
- FIGS. 7A and 7B illustrate an alternative embodiment of a wedging element that the container of figure 6 , respectively before and after its formatting
- the figure 8 represents the container of figure 6 devoid of its flaps for reasons of clarity of the drawing and comprising the wedging element of the figure 7 visible in transparency
- FIG 9 illustrates an overall view of another variant embodiment of the installation according to the invention.
- the figures 10A and 10B is a simplified view of the stages of deployment of a container by means of the deployment module included in the installation of the figure 9 ,
- FIGS. 11A-11E schematically illustrate the different stages of the implementation of the filling module involved in the installation of the figure 9 .
- the figures 12A-12C schematically illustrate the various stages of the implementation of the locking module involved in the installation of the figure 9 .
- the installation 1, 1A according to the invention is implemented to package bottles 2 in cardboard boxes 3, 3A.
- it could also be applied to the packaging of containers of different shape, such as flasks, jars, etc.
- the boxes 3 are maintained in the form of a stack 30, 30A inside a supply rack 5, delimited by a frame 50, and equipped with means for moving in vertical translation of a support element 51 of the stack 30, 30A, between a plane P on which the installation 1 rests and the deployment device 4, 4A.
- This makes it possible to feed the latter as and when the folded boxes 3, 3A are withdrawn, the stack 30, 30A being progressively moved so as to approach the gripping means and consequently to move away from the plane P.
- the cardboard boxes 3, 3A have a conventional parallelepipedal shape, in which they have two opposite side walls 31 each connected by a fold line 32 to an upper wall 33 and to a lower wall. 34, as well as two upper flaps 35, two lower flaps 36 and four side flaps 37 respectively connected by fold lines 38 at the front and rear ends of the side walls 31, upper 33 and lower 34.
- the installation 1, 1A and the box 3, 3A are furthermore designed such that the bottles 2 are introduced into each box 3, 3A such that their axis of symmetry also extends. parallel to the side walls 31 of the body 3, 3A.
- the frame 10 of the installation 1, 1A also houses two filling modules 6, 6A, intended to perform the operation of inserting the bottles 2 into the boxes 3, 3A when these are deployed.
- the two filling modules 6, 6A are arranged on either side (cf. figures 1 and 2 illustrating the first variant embodiment) of a central conveying plane 7, 7A having a deposit zone 71 on which the boxes 3, 3A are arranged after their deployment.
- Each filling module 6, 6A here allows three bottles 2 to be introduced simultaneously through one of the opposite front and rear faces of a case 3, 3A, so that six bottles 2 can be packaged in one and the same operation.
- the boxes 3, 3A are dimensioned so as to be able to accommodate these six bottles 2.
- the boxes 3, 3A are shaped to accommodate six bottles 2 arranged head-to-tail with respect to each other, and separated from each other by wedging means 8, which will be described in more detail in details below.
- the deployment module 4 and the boxes 3 are specifically designed to allow deployment of the latter under the effect of their gravity.
- the boxes 3 comprise two series of three slots 39 extending over each upper flap 35, in the vicinity of each fold line 38.
- the deployment module 4 comprises for its part gripping means of a folded body 3, designed to cooperate with the slots 39, and means for horizontally translating these gripping means, along an axis X extending above the conveyor plane 7 (which includes the area deposit 71 of the boxes 3 deployed), at a height h equal to or greater than the depth p of a box 3 deployed, it being specified that the depth p corresponds to the distance between its upper 33 and lower 34 walls (cf. fig. 6C ).
- the gripping means comprise six "L" -shaped legs 9, having a vertical-shaped branch extended by a horizontal-shaped branch 90, each intended to cooperate with a slot 39 of checkout 3.
- the legs 9 are integral with a carriage 11 slidably mounted along the X axis on a linear actuator 12 with which the frame 10 is provided, between a position in which it extends above the rack. feed 5 and a position in which it overhangs the deposit zone 71 of the conveying plane 7.
- the linear actuator 12 can be centered above the conveying plane 7, (cf. fig. 1 ) or extend along one of the sides of the frame 10 (cf. fig. 2 or fig. 3 ).
- the carriage 11 carries two series of three legs 9 extending on either side of the X axis, with their horizontal branches 90 pointing in the direction of the X axis.
- the horizontal branches 90 of a series of three legs 9 point in the direction of the horizontal branches 90 of the other series of three legs 9.
- the legs 9 are distributed over the mobile cart 11 such that when the mobile cart 11 is located above the supply rack 5, just before the start of the process of deploying a box 3, the branch horizontal 90 of each tab 9 is placed above a slot 39, in the axis of the latter, and can therefore be inserted therein.
- the legs 9 are mounted movable in horizontal translation on the carriage 11, along a Y axis, perpendicular to the X axis, between an inactive position, corresponding to that mentioned above, in which when the carriage 11 is placed above the supply rack 5, the horizontal branch 90 of each leg 9 is centered on the axis of a slot 39 of a folded box 3 placed on the stack 30, and an active position in which the horizontal branch 90 of each tab 9 is offset relative to the axis of the slots 39, and the upper wall 33 of the body 3 rests on the horizontal branch 90.
- the two series of tabs 9 can move on the carriage 11 so as to approach one another and allow the upper wall 33 of a box 3 to rest on their horizontal branches 90 or move away from one another and allow said branches 90 to insert or extract the slots 39.
- the mobile cart 11 is located above the supply rack 5.
- a stack 30 of folded boxes 3 is placed in the support element 51 of the rack. feed 5 and hoisted, if necessary, to a height such that the horizontal branches 90 of the legs 9 of the gripping means are able to be introduced into the slots 39 of the box 3 from the top of the stack 30.
- the deployment device 4 is actuated.
- the horizontal branches 90 of the legs 9 then enter the slots 39, then the legs 9 of a first series approach those of the other series, allowing the upper wall 33 of the body 3 in question to rest on the horizontal branches 90.
- the support element 51 supporting the stack 30 in the supply rack 5 then undergoes a slight displacement in the direction of the plane P, which allows the stack 30 to be moved away from the box 3 which has just been gripped by the tabs 9 .
- the mobile trolley 11 then moves away from the supply rack 5, causing the body 3 supported by the legs 9 in its movement, and then causing the deployment of the body 3 under the effect of gravity.
- the mobile carriage 11 continues its course until it reaches the top of the conveying plane 7. If necessary, it goes beyond the filling zone and moves back and forth in one direction and then in the other along the line.
- the latter is deposited, at the height of the filling modules 6, on the deposit zone 71 of the conveying plane 7, advantageously defined, in the illustrated variant embodiments of the installation 1, 1A, by the upper face of a plate 101 pivotally mounted on the frame 10 about an axis A perpendicular to the axis X, downstream of the supply rack 5, between a position for receiving the containers 3, 3A deployed and an evacuation position for the containers 3, 3A filled.
- the plate is designed to be able to pivot through an angle of 90 ° to switch from one of its positions to the other, as will be described in more detail below.
- the installation 1A differs from installation 1 in particular by the fact that the gripping means of the deployment module 4A only comprise a single “L” -shaped tab 9A connected to a carriage 11A slidably mounted on the frame 10.
- the plate 101 here comprises a cleat 72 integral with its upper face 73, and extending perpendicularly to the axis X, in the median axis of the conveying plane 7A, when the plate 101 is placed in its position for receiving the 3A containers deployed.
- the deployment of a container 3A positioned at the top of a stack 30 of folded containers positioned in the supply rack 5, is carried out not by gravity but by simple translation of the container 3A from the stack 30 to the deposit zone 71 of the conveying plane 7A.
- each container 3A is placed on the stack 30 such that its fold lines 31 are oriented perpendicular to the X axis.
- the tab 9A is located as illustrated in figure 10A , above the supply rack 5, so that the stack 30 of containers 3A is disposed between the tab 9A and the lug 72, and near a fold line 31.
- the latch 72 is itself separated from the supply rack 5 by the deposit zone 71 of the conveying plane 7A.
- the carriage 11A when the carriage 11A is moved in translation along the frame 10 from the supply rack 5 in the direction of the deposit zone 71, the tab 9A bears on the fold line 31 of the still folded container 3A and the drives with it in its movement until the opposite fold line 31 is placed in abutment against the stopper 72.
- the container 3A is upright by unfolding (cf. figure 10B ).
- the conveying plane 7 is aligned with the top of the stack 30 of containers 3A, while in the variant embodiment described above, the conveying plane 7 is necessarily located below the plane containing the top of the stack 30.
- the deployment module 4A included in the installation 1A allows the use of containers 3A without a slot.
- each container 3, 3A comprises means for wedging the bottles 2, advantageously obtained by deploying a blank 8 of cardboard, inserted into the box 3, 3A, either under the effect of gravity, or under the effect of the translational displacement of the container 3A.
- the cardboard blank 8 has zones 83 allowing it to be gripped by the tabs 9 of the deployment device 4 of the installation 1. More precisely, the blank 8 has edges 83, intended to be positioned along the fold lines 38 of a box 3, when the blank 8 is inserted into the latter, and under which the horizontal branches 90 of the tabs 9 of the gripping means can be placed when they are introduced into the slots 39 of a box 3.
- the tabs 9 are able to jointly support a box 3 and a wedging blank 8 previously inserted into the latter, making any possible attachment of the blank 8 to the box 3.
- the blanks 8 qu they comprise, on the contrary, are secured to their internal face by several points of adhesive, so that they are deployed jointly with the container 3A, at the end of travel of the tab 9A.
- Each blank 8 also comprises cutouts 80 and fold lines 81 delimiting portions 82, designed to be properly placed with respect to each other during the deployment of a box 3, 3A, and to delimit housings between them. 84 for bottles 2.
- the blanks 8 are inserted into the folded boxes 3, 3A before their storage in the form of a stack 30 in the supply rack 5. However, a blank 8 can also be inserted into a box 3, 3A already deployed. Each blank 8 is designed capable of extending between the upper 33 and lower 34 walls of a box 3, 3A and has a surface area equivalent to that of the latter.
- the blank 8 can be disposed freely between the walls 33, 34 or made integral with the internal face of the upper wall 33 and / or with the internal face of the lower wall 34.
- a portion 82A is integral with the internal face of the upper wall 33 and a portion 82B is integral with the internal face of the lower wall 34 of a body 3. It should be noted that the the presence of these portions 82A, 82B allows perfect positioning of the wedging means, represented by the portions 82, in a box 3, 3A after the deployment of the assembly formed by a box 3, 3A and a wedging blank 8.
- the filling modules 6, 6A carry out the introduction of bottles 2 into the housings 84 delimited by the portions 82 of the wedging means 8.
- the filling module 6, 6A comprises three bases 60 connected to the frame 10 of the installation 1, 1A so on the one hand to extend between a conveyor belt 13 intended for the routing of the containers 2 and the conveying plane 7, 7A intended for the routing of the deployed containers 3, 3A, and on the other hand to be placed in front of the deposit zone 71 of a container 3 , 3A deployed that includes the conveyor plane 7, 7A.
- the bases 60 each have two tori 61, extending in parallel planes, and each stretched over two pulleys 62 mounted in rotation on the filling module 6, 6A. Each pair of tori 61 thus forms a receiving surface 64 for a bottle 2 (cf. fig. 4 , 5A-5E , 11A-11E ).
- each module 6 is equipped with three arms 63, mounted to pivot along each base 60, between an inactive position in which they extend in a plane of speed. perpendicular to the receiving surface 64 formed by the tori 61 and an active position in which they extend in a plane parallel to the receiving surface 64, facing the latter. More precisely, the pivoting of the arms 63 is actuated by means of a jack 67 to which they are connected by rods 66.
- each arm 63 makes it possible to transfer each bottle 2 from the conveyor belt 13 to the receiving surface 64 of a base 60. Furthermore, each arm 63 is shaped so as to be able to match the base of a bottle 2 when it is placed in. its active position, and thus contributes to the perfect locking in position of a bottle 2 on a base 60 during its manipulation by the filling module 6.
- the bases 60 are provided with wedges 88 delimiting the receiving surfaces 64.
- the bottles 2 are transferred from the conveyor belt 13 to the bases 60. by means of an arm 63A in "L" having a branch 85 extending parallel to the conveyor belt 13 and mounted in horizontal translation on the bases 60 along a Z axis perpendicular to the conveyor belt 13 between an inactive position in which the branch 85 is located along an outer edge 86 of the conveyor belt 13 and an active position in which the branch 85 is located along an internal edge 87 of the conveyor belt 13, near the bases 60 (cf. figures 11B, 11C ).
- each filling module 6, 6A is equipped with means for tilting between a position in which the receiving surface 64 of the bases 60 extends in a plane perpendicular to the conveying plane 7 and to the conveying belt 13 and a position in which the receiving surface 64 of the bases 60 extends in the plane of the conveyor belt 13 and of the upper face 73 of the plate 101 of the conveying plane 7, 7A.
- the two modules 6, 6A are in the position in which the receiving surfaces 64 of the bases 60 extend in the plane of the belt 13 and of the deposit zone 71 .
- the three bottles 2 are conveyed up to each module 6, 6A by the conveyor belt 13, in such a way that they are each located in front of a receiving surface 64.
- the modules 6, 6A then switch to their position in which the receiving surfaces 64 of the bases 60 extend in a plane perpendicular to the conveyor belt 13 and to the deposit zone 71, that is to say parallel to the 'axis of symmetry of the bottles 2 placed vertically on the conveying plane 13.
- the arms 63 of the filling mold 6 are placed in their inactive position, near the base of the bottles 2, perpendicular to the receiving surfaces 64, along each base 60.
- a pivoting of the arms 63 towards their active position then drives each bottle 2 towards the receiving surface 64 which faces it, and keeps it locked against the latter.
- the "L" arm 63A is also placed in its inactive position, its branch 85 extending along the outer edge 86 of the conveyor belt 13.
- a translational movement horizontal arm 63A along the Z axis allows its branch 85 to be driven in the direction of the bases 60.
- the bottles 2 are driven in the same direction when the branch 85 comes into contact with them and continues to travel to the bases 60
- the bottles 2 are then held against their respective receiving surfaces 64 by means of the "L" arm 63A.
- a new tilting of the modules 6, 6A then makes it possible to reposition the receiving surfaces 64 in the plane of the conveyor belt 13, and of the deposit zone 71, directly in front of the latter, driving the bottles 2 towards a position in which their axis of symmetry extends horizontally.
- Such a rotation of the modules 6, 6A around their center of gravity makes it possible to avoid any manipulation of the bottles 2 by an operator, in particular for them. lift and replace them, and therefore considerably limits any untimely fatigue.
- a rod 14, of axis parallel to the receiving surface 64 of each base 60 (cf. fig. 5A and 5C ) and extending, in its active position ( fig. 5C , 11C ), in the extension of a face 65 of the base 60 oriented in the direction of the conveying plane 7, 7A when the receiving surface 64 is placed in the plane thereof, makes it possible to facilitate the insertion of the bottles 2 into a body 3, 3A by resting on a lower flap 36, preventing the latter from positioning itself on the path of the bottles 2.
- each module 6, 6A further comprises a bar 68, integral with the tori 61, extending transversely to the latter at the level of one end 69 of each base 60 extending in front of the conveyor belt 13.
- the receiving surface 64 is placed in the plane thereof (cf. fig. 4 ).
- the bottles 2 are held against each receiving surface 64, their base 20 is in abutment against an edge 70 of the bar 68.
- the toruses 61 the latter is moved in translation in the direction of the plane of conveying 7, 7A on which rests a box 3, 3A.
- the bar 68 moves freely in translation along each receiving surface 64 and makes it possible both to move the bottles 2 in translation along the latter in the direction of a box 3, 3A and to proceed to their complete insertion into it.
- the tori 61 rotate freely and simply act as a receiving surface 64 for the bottles 2.
- the installation 1A advantageously comprises a module 100 for closing the containers 3A, also housed by the frame 10, and comprising means for automatically closing the containers 3A, integral with the conveying plane 7A.
- the automatic closing means may comprise means for automatically bringing the flaps 36 that the containers 3A include to a closed position of said containers 3A and means for automatically applying to said containers 3A holding means, such as for example a piece of a roll of adhesive tape 102, flaps 35, 36, 37 in the closed position of the containers 3A.
- the automatic closing means comprise two pairs of pivoting hooks 103, defined here by sections of flat profiles in the shape of "C”, mounted symmetrically on either side of the median axis of the conveying plane 7A le along opposite edges of the pivoting plate 101, and intended for closing the side flaps 37. They also include two pivoting fingers 108 intended for closing the lower flaps 36, also integral with the rotating plate 101, and mounted symmetrically along opposite edges of the latter.
- the automatic closing means also comprise two extraction belts 104 extending parallel to the X axis, above the conveying plane 7A, and each provided on their lower face with two studs 105 spaced apart from each other by a distance f greater than the width i (which corresponds to the distance between the fold lines 38) of a container 3A.
- the straps 104 are intended for closing the upper flaps 37.
- the pivoting hooks 103 are mounted in rotation on the rotating plate 101, around a horizontal axis 109 perpendicular to the X axis, between an active position (cf. fig. 12B ) and an inactive position (cf. figures 12A and 12C ). More precisely, in their inactive position illustrated in figure 12A , they are arranged in a plane both perpendicular to the conveying plane 7A and parallel to the X axis, below the plate 10, their small branches 107 pointing in opposite directions. In their active position shown in figure 12B , they have rotated by half a turn, and are always arranged in a plane both perpendicular to the conveying plane 7A, and parallel to the X axis.
- the extraction belts 104 are movable in vertical translation between an inactive high position and an active low position.
- inactive position cf. figures 12A and 12B
- active position cf. fig. 12C
- they are located at a height of the conveying plane 7A such that the studs 105 are located away from the upper face 73 of the turntable 101 by a distance j1 less than the depth p of an deployed container 3A.
- the two pairs of hooks 103 and the two fingers 108 pivot from their inactive position illustrated in figure 12A to their active position shown in figure 12B .
- the hooks 103 and the fingers 108 bear respectively on the side flaps 37 the lower flaps 36 which are then gradually folded towards the closed position of the container 3A.
- a 45 ° cutout of the flaps 36, 37 allows them to fit into each other and remain in the closed position reached.
- the plate 101 pivots a quarter of a turn, for example, clockwise, which allows the upper flaps 35 of the container 3A to be placed perpendicular to the extraction belts 104. These then move towards their active lower position.
- the studs 105 are supported on the upper flaps 35 of the container 3A and lead them towards their position of complete closure of the container 3A (cf. fig. 12C ).
- the hooks 103 and the fingers 108 return to their inactive position below the rotating plate 101.
- the stopper 72 is now located parallel to the X axis. Thus, it does not hinder the movement of the closed container 3A between the plate 101 and a closing zone 76 of the plane.
- conveyor 7A by means of extraction belts 104, remained in the low position and driven in a rotational movement around tension rollers 105.
- One or more strips of adhesive are then applied to the container 3A in order to keep the flaps securely closed.
- the plate 101 again pivots a quarter of a turn, in the opposite direction, therefore anti-clockwise in the example described, in order to find itself in the position in which the cleat 72 extends perpendicularly to the X axis, allowing a new cycle of deploying, filling and closing a 3A container to start.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Abstract
Description
- La présente invention concerne une installation pour le conditionnement de récipients, tels que par exemple des bouteilles, dans des contenants tels que notamment des cartons d'emballage, l'installation comportant un bâti supportant un module de déploiement de contenants acheminés pliés et maintenus sous forme de pile à l'intérieur d'un rack d'alimentation délimité par un cadre, ainsi qu'au moins un module de remplissage des contenants déployés, le module de déploiement comportant des moyens de préhension d'un contenant plié, et des moyens de déplacement en translation horizontale desdits moyens de préhension, le long d'un axe X s'étendant au-dessus d'un plan de convoyage des contenants déployés, parallèlement à l'axe de celui-ci, à une hauteur h égale ou supérieure à la profondeur p d'un contenant déployé, le déplacement en translation horizontale s'effectuant entre une position dans laquelle lesdits moyens de préhension surplombent ledit rack d'alimentation et une position dans laquelle ils surplombent une zone de dépôt d'un contenant déployé du plan de convoyage.
- L'invention concerne par ailleurs un contenant destiné à être utilisé pour conditionner des récipients lors de la mise en œuvre d'une telle installation.
- A l'heure actuelle, différentes solutions sont d'ores et déjà employées pour emballer de manière automatisée des récipients de natures diverses dans des contenants adaptés.
- Ainsi, on connaît par exemple un dispositif et un procédé spécifiquement étudiés pour emballer un plus grand nombre de bouteilles de champagne dans un emballage palettisable de dimensions standards fixes, décrit dans la publication
WO 2011 01 0055 . - Une machine permettant de pousser des bouteilles, couchées en position horizontale, à l'intérieur d'étuis individuels est par ailleurs décrite dans le document
FR 2 753 434 - La publication
FR 1 537 976 - Le but de la présente invention est de proposer une solution alternative à celles connues, permettant par rapport à ces dernières de minimiser le nombre de moyens nécessités pour accomplir un conditionnement automatisé de récipients dans des contenants, et de simplifier la structure de ces moyens. Dans le même esprit, un but additionnel visé par la présente invention est de prévoir une structure permettant de limiter la consommation en énergie de l'installation, notamment en évitant le recours aux ventouses, pinces, ou autres moyens pour élever, orienter ou faire descendre des récipients en direction des contenants.
- En somme, l'objectif de l'invention est de fournir une installation pour l'emballage mécanisé de récipients, dont l'encombrement ainsi que les coûts de fabrication et de maintenance sont réduits au minimum.
- Développer une solution dont le niveau sonore est réduit au minimum, grâce à une structure simplifiée dans laquelle le nombre d'éléments structurels susceptibles d'être bruyants est limitée est également un objectif du présent demandeur, en vue d'améliorer les conditions de travail des opérateurs.
- Par ailleurs, un autre objectif de l'invention est de proposer une installation compacte, conçue de manière à permettre son éventuelle intégration dans des chaînes de production classiques, dites « fin de ligne », entre les machines d'étiquetage d'une part, et les systèmes de fermage d'emballage et éventuels robots de palettisation des emballages d'autre part. En somme, les développements entrepris dans le cadre de l'invention ont également visé à fournir une installation intégrant dans un seul et même bâti, l'ensemble des moyens techniques permettant de procéder à un conditionnement entièrement automatisé de récipients dans un contenant, depuis la mise en forme de celui-ci, en passant par son remplissage, jusqu'à sa fermeture.
- L'invention a pour but additionnel de procurer un contenant conformé pour recevoir en toute sécurité des récipients disposés horizontalement sur un seul plan, ce contenant étant spécifiquement étudié pour permettre une mise en forme mécanisée rapide, au travers de moyens simples et conduisant à un résultat d'allure irréprochable.
- A cet effet, la présente invention a pour objet une installation du genre indiqué en préambule, caractérisée en ce que le module de remplissage comporte au moins un socle présentant au moins une surface de réception d'un récipient, ledit socle étant relié au bâti de manière d'une part à s'étendre entre un tapis de convoyage destiné à l'acheminement des récipients et le plan de convoyage destiné à l'acheminement des contenants déployés, et d'autre part à être disposé en face de la zone de dépôt d'un contenant déployé que comporte le plan de convoyage.
- Conformément à une caractéristique de l'installation selon l'invention, les moyens de préhension du module de déploiement comportent au moins une patte en forme de « L », tandis que les moyens de déplacement en translation horizontale comportent un chariot monté coulissant au moyen d'un actionneur linéaire sur le bâti.
- Une caractéristique supplémentaire de l'installation selon l'invention est définie par le fait que le rack d'alimentation comporte des moyens de déplacement en translation verticale d'un élément support d'une pile de contenants pliés, que comporte ledit rack d'alimentation.
- Dans le cadre d'une variante de réalisation préférentielle, les moyens de préhension comportent au moins une patte en forme de « L », présentant une branche d'allure verticale prolongée par une branche d'allure horizontale, destinée à coopérer avec au moins une fente que comportent lesdits contenants, et en ce que ladite patte est elle-même montée mobile en translation horizontale sur ledit chariot, par rapport au cadre du rack d'alimentation, entre une position inactive et une position active correspondant respectivement à une position dans laquelle, lorsque le chariot est placé au-dessus du rack d'alimentation, la branche horizontale de la patte est centrée sur l'axe d'une fente d'un contenant destiné à être placé sur la pile et une position dans laquelle sa branche horizontale est décalée par rapport à l'axe de cette même fente.
- Il convient de noter que la patte peut être montée mobile en translation sur ledit chariot le long d'un axe pouvant, selon le cas, être perpendiculaire ou parallèle à l'axe X.
- Conformément à une variante de réalisation envisageable, la zone de dépôt du plan de convoyage est définie par la face supérieure d'un plateau monté pivotant sur ledit bâti, autour d'un axe A perpendiculaire à l'axe X, en aval du rack d'alimentation, entre une position de réception des contenants déployés et une position d'évacuation des contenants remplis.
- Dans ce cas, le plateau est préférentiellement conçu apte à pivoter d'un angle de 90°, dans un sens horaire ou antihoraire pour passer d'une de ses positions à l'autre.
- Selon une autre caractéristique, le plateau comporte au moins un taquet s'étendant perpendiculairement à l'axe X, sur sa face supérieure, de manière à se situer dans l'axe médian du plan de convoyage lorsque le plateau est placé dans sa position de réception des contenants déployés.
- Il a par ailleurs été prévu que le module de remplissage comporte des premiers moyens de transfert d'un récipient depuis le tapis de convoyage vers la surface de réception du socle, des moyens de basculement du module de remplissage entre une position dans laquelle la surface de réception du socle s'étend dans un plan perpendiculaire au tapis de convoyage et au plan de convoyage et une position dans laquelle la surface de réception du socle s'étend dans le plan du tapis de convoyage et du plan de convoyage, ainsi que des seconds moyens de transfert du récipient depuis la surface de réception du socle vers un contenant déployé disposé sur la zone de dépôt du plan de convoyage.
- Conformément à une variante de réalisation, les premiers moyens de transfert comportent au moins un bras monté en rotation sur ledit module le long du socle entre une position inactive dans laquelle il s'étend dans un plan d'allure perpendiculaire à la surface de réception et une position active dans laquelle il s'étend dans un plan d'allure parallèle à la surface de réception vis-à-vis de cette dernière, ledit bras étant conformé pour pouvoir épouser une portion d'un récipient lorsqu'il est placé dans sa position active.
- Une solution alternative a en outre été proposée, dans laquelle les premiers moyens de transfert comportent un bras en « L », présentant une branche s'étendant parallèlement au tapis de convoyage, et monté en translation horizontale par rapport au socle le long d'un axe perpendiculaire au tapis de convoyage entre une position inactive dans laquelle la branche est située le long d'un bord externe du tapis de convoyage et une position active dans laquelle la branche est située le long d'un bord interne du tapis de convoyage, à proximité du socle.
- Dans ce cas, le socle peut avantageusement présenter plusieurs surfaces de réception délimitées par des cales.
- Une autre caractéristique de l'installation selon l'invention est encore définie par le fait que les seconds moyens de transfert peuvent être définis par deux tores s'étendant dans des plans parallèles, tendus chacun sur deux poulies montées en rotation sur le module de remplissage, lesdits tores formant la surface de réception du socle.
- D'autre part, il est également prévu que le module de remplissage comporte des moyens conçus aptes à maintenir ouvert un contenant déployé, disposé sur le tapis de convoyage, ces moyens pouvant par exemple consister en une tige d'axe parallèle à la surface de réception du socle, s'étendant dans le prolongement d'une face du socle orientée en direction du plan de convoyage des contenants lorsque la surface de réception du socle s'étend dans le plan du tapis de convoyage et du plan de convoyage, la tige étant conçue apte, le cas échéant, à adopter une position inactive dans laquelle elle est escamotée dans le volume occupé par le module de remplissage et une position active dans laquelle elle émerge de ce même volume.
- Avantageusement, le module de remplissage peut en outre être équipé de moyens conçus aptes à parachever l'insertion du récipient dans un contenant.
- Une autre caractéristique de l'installation selon l'invention est définie par le fait qu'elle comporte un module de fermeture des contenants, abrités par ledit bâti, et comportant des moyens de fermeture automatique des contenants, solidaires du plan de convoyage.
- De manière avantageuse, les moyens de fermeture automatique comportent préférentiellement des moyens pour amener automatiquement des rabats que comportent les contenants vers une position fermée desdits contenants et des moyens pour appliquer automatiquement sur lesdits contenants des moyens de maintien des rabats dans la position fermée des contenants.
- L'invention a également pour objet un contenant destiné à être mis en œuvre pour conditionner au moins un récipient au moyen de l'installation telle que décrite ci-dessus, comportant deux parois opposées latérales reliées chacune par une ligne de pliure à une paroi supérieure et à une paroi inférieure, des rabats supérieur, inférieur et latéraux respectivement reliés par des lignes de pliure aux extrémités avant et arrière des parois latérales, supérieure et inférieure, caractérisé en ce qu'il comporte des moyens permettant sa saisie par les moyens de préhension du dispositif de déploiement de l'installation.
- Conformément à une variante de réalisation envisageable, le contenant selon l'invention comporte au moins une fente conçue apte à permettre l'insertion de la patte en « L » du moyen de préhension du dispositif de déploiement de l'installation.
- La fente peut être avantageusement formée sur un rabat supérieur à proximité d'une des lignes de pliure reliant la paroi supérieure au rabat supérieur.
- Le contenant selon l'invention est encore caractérisé en ce qu'il comporte des moyens de calage d'au moins deux récipients, obtenus à partir d'un flan de matière présentant des moyens permettant sa saisie par les moyens de préhension du dispositif de déploiement de l'installation et comportant des découpes et des lignes de pliure délimitant des portions conçues aptes à se placer les unes par rapport aux autres sous l'effet de leur gravité.
- Dans le cadre de l'invention, il peut être prévu qu'une première portion du flan de matière est reliée à la face interne de la paroi supérieure du contenant et/ou qu'une seconde portion du flan de matière est reliée à la face interne de la paroi inférieure du contenant.
- L'invention sera mieux comprise, et d'autres caractéristiques et avantages de l'invention apparaîtront à la lumière de la description qui suit en relation avec les figures annexées dans lesquelles :
- La
figure 1 est une vue d'ensemble d'une variante de réalisation de l'installation selon l'invention, appliquée au conditionnement de bouteilles dans des caisses en carton, dans laquelle le chariot mobile est déplacé en translation par un actionneur linéaire centré sur sa trajectoire, - La
figure 2 représente l'installation de lafigure 1 vue sous un autre angle, au cours d'une autre étape du processus de conditionnement des bouteilles, et dans laquelle le chariot mobile est déplacé en translation par un actionneur linéaire s'étendant de manière décalée par rapport à sa trajectoire, - La
figure 3 montre de manière agrandie les moyens de préhension du module de déploiement de l'installation de lafigure 1 , - La
figure 4 illustre une vue agrandie du module de remplissage que comporte l'installation de lafigure 1 , - Les
figures 5A-5E illustrent les différentes étapes de la mise en œuvre de ce même module de remplissage, - Les
figures 6A-6C illustrent les différentes étapes de mise en forme d'une variante de réalisation du contenant selon l'invention, - Les
figures 7A et 7B illustrent une variante de réalisation un élément de calage que comporte le contenant de lafigure 6 , respectivement avant et après sa mise en forme, - La
figure 8 représente le contenant de lafigure 6 dépourvu de ses rabats pour des raisons de clarté du dessin et comportant l'élément de calage de lafigure 7 visible en transparence, - La
figure 9 illustre une vue d'ensemble d'une autre variante de réalisation de l'installation selon l'invention, - Les
figures 10A et 10B est une vue simplifiée des étapes de déploiement d'un contenant au moyen du module de déploiement que comporte l'installation de lafigure 9 , - Les
figures 11A-11E illustrent de manière schématique les différentes étapes de la mise en œuvre du module de remplissage que comporte l'installation de lafigure 9 , et - Les
figures 12A-12C illustrent de manière schématique différentes étapes de la mise en œuvre du module de fermeture que comporte l'installation de lafigure 9 . - Dans les variantes de réalisation illustrées aux figures, l'installation 1, 1A selon l'invention est mise en œuvre pour conditionner des bouteilles 2 dans des caisses 3, 3A en carton. Bien entendu, elle pourrait également être appliquée au conditionnement de récipients de forme différente, tels que des flacons, des pots, etc.
- Elle comporte de manière classique un bâti 10 supportant un module de déploiement 4, 4A des caisses 3, 3A acheminées pliées respectivement de la manière illustrée aux
figures 6A et10A . Tel qu'illustré auxfigures 1 et2 , les caisses 3 sont maintenues sous forme de pile 30, 30A à l'intérieur d'un rack d'alimentation 5, délimité par un cadre 50, et équipé de moyens de déplacement en translation verticale d'un élément support 51 de la pile 30, 30A, entre un plan P sur lequel repose l'installation 1 et le dispositif de déploiement 4, 4A. Ceci permet d'alimenter ce dernier au fur et à mesure du prélèvement de caisses 3, 3A pliées, la pile 30, 30A étant progressivement déplacée de manière à se rapprocher des moyens de préhension et par conséquent à s'éloigner du plan P. - Il convient de noter que dans les exemples illustrés, les caisses en carton 3, 3A présentent une forme parallélépipédique classique, dans laquelle elles comportent deux parois opposées latérales 31 reliées chacune par une ligne de pliure 32 à une paroi supérieure 33 et à une paroi inférieure 34, ainsi que deux rabats supérieurs 35, deux rabats inférieurs 36 et quatre rabats latéraux 37 respectivement reliés par des lignes de pliure 38 aux extrémités avant et arrière des parois latérales 31, supérieure 33 et inférieure 34.
- En somme, une telle conformation permet de disposer des bouteilles 2 dans les caisses 3, 3A de manière telle que l'axe de symétrie des bouteilles 2 est parallèle aux parois inférieure 34, et supérieure 33.
- Dans les variantes de réalisation illustrées, l'installation 1, 1A et la caisse 3, 3A sont par ailleurs étudiées de manière telle que les bouteilles 2 sont introduites dans chaque caisse 3, 3A de manière telle que leur axe de symétrie s'étend également parallèlement aux parois latérales 31 de la caisse 3, 3A.
- A ce propos, dans les variantes de réalisation illustrées, le bâti 10 de l'installation 1, 1A abrite également deux modules de remplissage 6, 6A, destinés à réaliser l'opération d'insertion des bouteilles 2 dans les caisses 3, 3A lorsque ces dernières sont déployées.
- Plus précisément, les deux modules de remplissage 6, 6A sont disposés de part et d'autre (cf.
figures 1 et2 illustrant la première variante de réalisation) d'un plan de convoyage central 7, 7A présentant une zone de dépôt 71 sur laquelle les caisses 3, 3A sont disposées après leur déploiement. Chaque module de remplissage 6, 6A permet ici d'introduire simultanément trois bouteilles 2 par une des faces opposées avant et arrière d'une caisse 3, 3A, de sorte que six bouteilles 2 peuvent être conditionnées en une seule et même opération. Bien entendu, les caisses 3, 3A sont dimensionnées de manière à pouvoir accueillir ces six bouteilles 2. - En particulier, dans l'exemple illustré, les caisses 3, 3A sont conformées pour accueillir six bouteilles 2 disposées tête-bêche les unes par rapport aux autres, et séparées les unes des autres par des moyens de calage 8, qui seront décrits plus en détails ci-dessous.
- Dans l'installation 1, le module de déploiement 4 et les caisses 3 sont spécifiquement étudiés pour permettre un déploiement de ces dernières sous l'effet de leur gravité.
- A cet effet, en référence aux
figures 6A-6C , les caisses 3 comportent deux séries de trois fentes 39 s'étendant sur chaque rabat supérieur 35, au voisinage de chaque ligne de pliure 38. - Le module de déploiement 4 comporte quant à lui des moyens de préhension d'une caisse 3 pliée, conçus aptes à coopérer avec les fentes 39, et des moyens de déplacement en translation horizontale de ces moyens de préhension, le long d'un axe X s'étendant au-dessus du plan de convoyage 7 (qui comporte la zone de dépôt 71 des caisses 3 déployées), à une hauteur h égale ou supérieure à la profondeur p d'une caisse 3 déployée, étant précisé que la profondeur p correspond à la distance comprise entre ses parois supérieure 33 et inférieure 34 (cf.
fig. 6C ). - Plus précisément, dans cette variante de réalisation, les moyens de préhension comportent six pattes 9 en forme de « L », présentant une branche d'allure verticale prolongée par une branche d'allure horizontale 90, destinées chacune à coopérer avec une fente 39 de la caisse 3.
- En fait, les pattes 9 sont solidaires d'un chariot 11 monté coulissant le long de l'axe X sur un actionneur linéaire 12 dont est pourvu le bâti 10, entre une position dans laquelle il s'étend au-dessus du rack d'alimentation 5 et une position dans laquelle il surplombe la zone de dépôt 71 du plan de convoyage 7. Il convient de noter que selon le cas, l'actionneur linéaire 12 peut être centré au-dessus du plan de convoyage 7, (cf.
fig. 1 ) ou s'étendre le long d'un des côtés du bâti 10 (cf.fig. 2 oufig. 3 ). - Dans cette variante de réalisation, le chariot 11 porte deux séries de trois pattes 9 s'étendant de part et d'autre de l'axe X, avec leurs branches horizontales 90 pointant en direction de l'axe X. En d'autres termes, les branches horizontales 90 d'une série de trois pattes 9 pointent en direction des branches horizontales 90 de l'autre série de trois pattes 9.
- Par ailleurs, les pattes 9 sont réparties sur le chariot mobile 11 de manière telle que lorsque le chariot mobile 11 est situé au-dessus du rack d'alimentation 5, juste avant le démarrage du processus de déploiement d'une caisse 3, la branche horizontale 90 de chaque patte 9 est placée au-dessus d'une fente 39, dans l'axe de cette dernière, et peut donc y être introduite.
- De plus, les pattes 9 sont montées mobile en translation horizontale sur le chariot 11, le long d'un axe Y, perpendiculaire à l'axe X, entre une position inactive, correspondant à celle évoquée ci-dessus, dans laquelle lorsque le chariot 11 est placé au-dessus du rack d'alimentation 5, la branche horizontale 90 de chaque patte 9 est centrée sur l'axe d'une fente 39 d'une caisse 3 pliée placée sur la pile 30, et une position active dans laquelle la branche horizontale 90 de chaque patte 9 est décalée par rapport à l'axe des fentes 39, et la paroi supérieure 33 de la caisse 3 repose sur la branche horizontale 90. En d'autres termes, les deux séries de pattes 9 peuvent se déplacer sur le chariot 11 de manière à se rapprocher l'une de l'autre et permettre à la paroi supérieure 33 d'une caisse 3 de reposer sur leurs branches horizontales 90 ou s'éloigner l'une de l'autre et permettre auxdites branches 90 de s'insérer ou de s'extraire des fentes 39.
- En pratique, lors de la mise en route de l'installation 1, le chariot mobile 11 est situé au-dessus du rack d'alimentation 5. Une pile 30 de caisses 3 pliées est disposée dans l'élément support 51 du rack d'alimentation 5 et hissée, si nécessaire, à une hauteur telle que les branches horizontales 90 des pattes 9 des moyens de préhension sont à même de s'introduire dans les fentes 39 de la caisse 3 du haut de la pile 30.
- Lorsque tel est le cas, le dispositif de déploiement 4 est actionné.
- Les branches horizontales 90 des pattes 9 pénètrent alors dans les fentes 39, puis les pattes 9 d'une première série se rapprochent de celles de l'autre série, permettant à la paroi supérieure 33 de la caisse 3 considérée de reposer sur les branches horizontales 90.
- L'élément support 51 supportant la pile 30 dans le rack d'alimentation 5 subit alors un léger déplacement en direction du plan P, ce qui permet d'éloigner la pile 30 de la caisse 3 qui vient d'être saisie par les pattes 9.
- Le chariot mobile 11 s'écarte ensuite du rack d'alimentation 5, entraînant la caisse 3 soutenue par les pattes 9 dans son déplacement, et provoquant alors le déploiement de la caisse 3 sous l'effet de la gravité.
- Le chariot mobile 11 poursuit sa course jusqu'à parvenir au-dessus du plan de convoyage 7. Si nécessaire, il dépasse la zone de remplissage et effectue un va-et-vient dans une direction puis dans l'autre le long de l'axe X au-dessus de la zone de dépôt 71 du plan de convoyage 7, afin de permettre un aboutissement complet du déploiement de la caisse 3.
- Puis, cette dernière est déposée, à hauteur des modules de remplissage 6, sur la zone de dépôt 71 du plan de convoyage 7, avantageusement définie, dans les variantes de réalisation illustrées de l'installation 1, 1A, par la face supérieure d'un plateau 101 monté pivotant sur le bâti 10 autour d'un axe A perpendiculaire à l'axe X, en aval du rack d'alimentation 5, entre une position de réception des contenants 3, 3A déployés et une position d'évacuation des contenants 3, 3A remplis. En fait, dans les variantes de réalisation illustrées, le plateau est conçu apte à pivoter d'un angle de 90° pour passer d'une de ses positions à l'autre, comme il sera décrit plus en détails ci-après.
- Il est précisé que l'installation 1A (cf.
figures 9 ,10A, 10B ) se différencie de l'installation 1 notamment par le fait que les moyens de préhension du module de déploiement 4A ne comportent qu'une unique patte 9A en forme de « L » reliée à un chariot 11A monté coulissant sur le bâti 10. Par ailleurs, en référence auxfigures 10A et 10B , le plateau 101 comporte ici un taquet 72 solidaire de sa face supérieure 73, et s'étendant perpendiculairement à l'axe X, dans l'axe médian du plan de convoyage 7A, lorsque le plateau 101 est placé dans sa position de réception des contenants 3A déployés. - Ainsi, dans cette variante de réalisation, le déploiement d'un contenant 3A positionné au sommet d'une pile 30 de contenants pliés positionnée dans le rack d'alimentation 5, s'effectue non pas par gravité mais par simple translation du contenant 3A depuis la pile 30 vers la zone de dépôt 71 du plan de convoyage 7A. En fait, chaque contenant 3A est disposé sur la pile 30 de manière telle que ses lignes de pliure 31 sont orientées perpendiculairement à l'axe X. Lors du lancement du module de déploiement 4A, la patte 9A se situe comme illustré à la
figure 10A , au-dessus du rack d'alimentation 5, de manière telle que la pile 30 de contenants 3A est disposée entre la patte 9A et le taquet 72, et à proximité d'une ligne de pliure 31. Par ailleurs, le taquet 72 est lui-même séparé du rack d'alimentation 5 par la zone de dépôt 71 du plan de convoyage 7A. Ainsi, lorsque le chariot 11A est déplacé en translation le long du bâti 10 depuis le rack d'alimentation 5 en direction de la zone de dépôt 71, la patte 9A prend appui sur la ligne de pliure 31 du contenant 3A encore plié et l'entraîne avec elle dans son déplacement jusqu'à ce que la ligne de pliure 31 opposée soit placée en butée contre le taquet 72. A ce stade, le contenant 3A se redresse en se déployant (cf.figure 10B ). Il est à noter que dans cette variante de réalisation de l'installation 1A, le plan de convoyage 7 est aligné avec le dessus de la pile 30 de contenants 3A, tandis que dans la variante de réalisation décrite précédemment, le plan de convoyage 7 est nécessairement situé en contrebas du plan contenant le dessus de la pile 30. Par ailleurs, le module de déploiement 4A que comporte l'installation 1Apermet la mise en œuvre de contenants 3A dépourvus de fente. - Il est par ailleurs précisé que chaque contenant 3, 3A comporte des moyens de calage des bouteilles 2, avantageusement obtenus par déploiement d'un flan 8 de carton, inséré dans la caisse 3, 3A, soit sous l'effet de la gravité, soit sous l'effet du déplacement par translation du contenant 3A.
- Tel qu'illustré aux
figures 7A, 7B et8 , le flan de carton 8 présente des zones 83 permettant sa saisie par les pattes 9 du dispositif de déploiement 4 de l'installation 1. Plus précisément, le flan 8 comporte des bords 83, destinés à être positionnés le long des lignes de pliure 38 d'une caisse 3, lorsque le flan 8 est inséré dans cette dernière, et sous lesquels les branches horizontales 90 des pattes 9 des moyens de préhension peuvent venir se placer lorsqu'elles sont introduites dans les fentes 39 d'une caisse 3. Ainsi, les pattes 9 sont à même de supporter conjointement une caisse 3 et un flan de calage 8 préalablement insérée dans cette dernière, rendant facultative toute éventuelle solidarisation du flan 8 à la caisse 3. En ce qui concerne les contenants 3A, les flans 8 qu'ils comportent sont au contraire solidarisés à leur face interne par plusieurs points de colle, de sorte qu'ils se déploient conjointement au contenant 3A, en fin de course de la patte 9A. - Chaque flan 8 comporte par ailleurs des découpes 80 et des lignes de pliure 81 délimitant des portions 82, conçues aptes à se placer convenablement les unes par rapport aux autres lors du déploiement d'une caisse 3, 3A, et à délimiter entre elles des logements 84 pour les bouteilles 2.
- Les flans 8 sont insérés dans les caisses 3, 3A pliées avant leur stockage sous forme de pile 30 dans le rack d'alimentation 5. Toutefois, un flan 8 peut également être inséré dans une caisse 3, 3A déjà déployée. Chaque flan 8 est conçu apte à s'étendre entre les parois supérieure 33 et inférieure 34 d'une caisse 3, 3A et présente une surface équivalente à celle de ces dernières.
- Comme indiqué ci-dessus, selon le cas, le flan 8 peut être disposé librement entre les parois 33, 34 ou rendu solidaire de la face interne de la paroi supérieure 33 et/ou de la face interne de la paroi inférieure 34.
- A cet effet, en référence à la
figure 7B , il peut par exemple être prévu qu'une portion 82A est solidaire de la face interne de la paroi supérieure 33 et une portion 82B est solidaire de la face interne de la paroi inférieure 34 d'une caisse 3. Il est à noter que la présence de ces portions 82A, 82B permet un parfait positionnement des moyens de calage, représentés par les portions 82, dans une caisse 3, 3A après le déploiement de l'ensemble formé par une caisse 3, 3A et un flan de calage 8. - Au fur et à mesure du dépôt de l'ensemble formé par une caisse 3, 3A et un flan de calage 8, déployé, sur la zone de dépôt 71, c'est-à-dire la face supérieure 73 du plateau 101 du plan de convoyage 7, 7A, les modules de remplissage 6, 6A procèdent à l'introduction de bouteilles 2 dans les logements 84 délimités par les portions 82 des moyens de calage 8.
- Conformément à l'invention, dans les variantes de réalisation illustrées, le module de remplissage 6, 6A comporte trois socles 60 reliés au bâti 10 de l'installation 1, 1A de manière d'une part à s'étendre entre un tapis de convoyage 13 destiné à l'acheminement des récipients 2 et le plan de convoyage 7, 7A destiné à l'acheminement des contenants 3, 3A déployés, et d'autre part à être disposé en face de la zone de dépôt 71 d'un contenant 3, 3A déployé que comporte le plan de convoyage 7, 7A. Les socles 60 présentent chacun deux tores 61, s'étendant dans des plans parallèles, et tendus chacun sur deux poulies 62 montées en rotation sur le module de remplissage 6, 6A. Chaque paire de tores 61 forme ainsi une surface de réception 64 pour une bouteille 2 (cf.
fig. 4 ,5A-5E ,11A-11E ). - Par ailleurs, dans le module de remplissage 6 de l'installation 1, chaque module 6 est équipé de trois bras 63, montés pivotant le long de chaque socle 60, entre une position inactive dans laquelle ils s'étendent dans un plan d'allure perpendiculaire à la surface de réception 64 formée par les tores 61 et une position active dans laquelle ils s'étendent dans un plan d'allure parallèle à la surface de réception 64, en face de cette dernière. Plus précisément, le pivotement des bras 63 est actionné au moyen d'un vérin 67 auquel elles sont reliées par des biellettes 66.
- Les bras 63 permettent de transférer chaque bouteille 2 du tapis de convoyage 13 vers la surface de réception 64 d'un socle 60. Par ailleurs, chaque bras 63 est conformé pour pouvoir épouser la base d'une bouteille 2 lorsqu'il est placé dans sa position active, et contribue ainsi au parfait blocage en position d'une bouteille 2 sur un socle 60 pendant sa manipulation par le module de remplissage 6.
- D'autre part, dans le module de remplissage 6A de l'installation 1A, les socles 60 sont pourvus de cales 88 délimitant les surfaces de réception 64. En outre, les bouteilles 2 sont transférées depuis le tapis de convoyage 13 vers les socles 60 au moyen d'un bras 63A en « L » présentant une branche 85 s'étendant parallèlement au tapis de convoyage 13 et monté en translation horizontale sur les socles 60 le long d'un axe Z perpendiculaire au tapis de convoyage 13 entre une position inactive dans laquelle la branche 85 est située le long d'un bord externe 86 du tapis de convoyage 13 et une position active dans laquelle la branche 85 est située le long d'un bord interne 87 du tapis de convoyage 13, à proximité des socles 60 (cf.
figures 11B, 11C ). - Par ailleurs, chaque module de remplissage 6, 6A est équipé de moyens de basculement entre une position dans laquelle la surface de réception 64 des socles 60 s'étend dans un plan perpendiculaire au plan de convoyage 7 et au tapis de convoyage 13 et une position dans laquelle la surface de réception 64 des socles 60 s'étend dans le plan du tapis de convoyage 13 et de la face supérieure 73 du plateau 101 du plan de convoyage 7, 7A.
- En pratique, lorsqu'une caisse 3, 3A déployée, pourvue de ses moyens de calage 8 également déployés, arrive au niveau du module de remplissage 6, 6A, trois bouteilles 2 sont insérées par un côté de la caisse 3, 3A par un premier module de remplissage 6, 6A et simultanément trois autres bouteilles 2 sont insérées par l'autre côté de la caisse 3, 3A par le second module de remplissage 6, 6A.
- Au début du processus de remplissage d'une caisse 3, 3A, les deux modules 6, 6A sont dans la position dans laquelle les surfaces de réception 64 des socles 60 s'étendent dans le plan du tapis 13 et de la zone de dépôt 71.
- Les trois bouteilles 2 sont acheminées à hauteur de chaque module 6, 6A par le tapis de convoyage 13, de manière telle qu'elles se situent chacune en face d'une surface de réception 64.
- Les modules 6, 6A basculent alors vers leur position dans laquelle les surfaces de réception 64 des socles 60 s'étendent dans un plan perpendiculaire au tapis de convoyage 13 et à la zone de dépôt 71, c'est-à-dire parallèle à l'axe de symétrie des bouteilles 2 posées verticalement sur le plan de convoyage 13.
- A ce stade, les bras 63 du moule de remplissage 6 sont placés dans leur position inactive, à proximité de la base des bouteilles 2, perpendiculairement aux surfaces de réception 64, le long de chaque socle 60.
- Un pivotement des bras 63 vers leur position active entraîne ensuite chaque bouteille 2 vers la surface de réception 64 qui lui fait face, et la maintient bloquée contre celle-ci.
- En ce qui concerne le module de remplissage 6A, à ce stade le bras en « L » 63A est également placé dans sa position inactive, sa branche 85 s'étendant le long du bord externe 86 du tapis de convoyage 13. Un déplacement en translation horizontale du bras 63A le long de l'axe Z permet d'entraîner sa branche 85 en direction des socles 60. Les bouteilles 2 sont entraînées dans la même direction lorsque la branche 85 arrive à leur contact et poursuit sa course jusqu'aux socles 60. Les bouteilles 2 sont alors maintenues contre leurs surfaces de réception 64 respectives au moyen du bras en « L » 63A.
- Un nouveau basculement des modules 6, 6A permet ensuite de repositionner les surfaces de réception 64 dans le plan du tapis de convoyage 13, et de la zone de dépôt 71, directement en face de cette dernière, entraînant les bouteilles 2 vers une position dans laquelle leur axe de symétrie s'étend horizontalement. Une telle rotation des modules 6, 6A autour de leur centre de gravité permet d'éviter toute manipulation des bouteilles 2 par un opérateur, notamment pour les soulever et les reposer, et permet par conséquent de limiter considérablement toute fatigue intempestive.
- Une rotation des tores 61, entraînés par les poulies 62, provoque ensuite le transfert des bouteilles 2 depuis les surfaces de réception 64 vers une caisse 3, 3A déployée, disposée sur la zone de dépôt 71 du plan de convoyage 7, 7A.
- A ce stade, une tige 14, d'axe parallèle à la surface de réception 64 de chaque socle 60 (cf.
fig. 5A et 5C ) et s'étendant, dans sa position active (fig. 5C ,11C ), dans le prolongement d'une face 65 du socle 60 orientée en direction du plan de convoyage 7, 7A lorsque la surface de réception 64 est placée dans le plan de celui-ci, permet de faciliter l'insertion des bouteilles 2 dans une caisse 3, 3A en prenant appui sur un rabat inférieur 36, évitant que ce dernier ne se positionne sur la trajectoire des bouteilles 2. - Il convient de noter que chaque module 6, 6A comporte en outre une barre 68, solidaire des tores 61, s'étendant transversalement à ces derniers au niveau d'une extrémité 69 de chaque socle 60 s'étendant en face du tapis de convoyage 13 lorsque la surface de réception 64 est placée dans le plan de celui-ci (cf.
fig. 4 ). Ainsi, lorsque les bouteilles 2 sont maintenues contre chaque surface de réception 64, leur base 20 est en butée contre un bord 70 de la barre 68. Lors du mouvement de rotation des tores 61, cette dernière est déplacée en translation en direction du plan de convoyage 7, 7A sur lequel repose une caisse 3, 3A. Elle est conformée de manière telle qu'à la fin du mouvement de rotation des tores 61 son bord 70 s'étend légèrement hors des surfaces de réception 64, à proximité du plan de convoyage 7, 7A. Une telle structure permet avantageusement de parfaire le conditionnement des bouteilles 2 dans la caisse 3, 3A toujours en butée contre le bord 70 en les poussant dans le volume interne de ladite caisse 3, 3A. - Selon une autre alternative, la barre 68 se déplace librement en translation le long de chaque surface de réception 64 et permet à la fois de déplacer les bouteilles 2 en translation le long de cette dernière en direction d'une caisse 3, 3A et de procéder à leur insertion complète dans celle-ci. Dans ce cas, les tores 61 tournent librement et font simplement office de surface de réception 64 pour les bouteilles 2.
- Il convient encore de noter que l'installation 1Acomporte avantageusement un module 100 de fermeture des contenants 3A, également abrité par le bâti 10, et comportant des moyens de fermeture automatique des contenants 3A, solidaires du plan de convoyage 7A.
- Conformément à une variante de réalisation envisageable, les moyens de fermeture automatique peuvent comporter des moyens pour amener automatiquement les rabats 36 que comportent les contenants 3A vers une position fermée desdits contenants 3A et des moyens pour appliquer automatiquement sur lesdits contenants 3A des moyens de maintien, tel que par exemple un morceau d'un rouleau de bande adhésive 102, des rabats 35, 36, 37 dans la position fermée des contenants 3A.
- En référence aux
figures 12A-12C , les moyens de fermeture automatique comportent deux paires de crochets pivotants 103, définis ici par des tronçons de profilés plats en forme de « C », montés de manière symétrique de part et d'autre de l'axe médian du plan de convoyage 7A le long de bords opposés du plateau pivotant 101, et destinés à la fermeture des rabats latéraux 37. Ils comportent également deux doigts pivotants 108 destinés à la fermeture des rabats inférieurs 36, solidaires eux aussi du plateau rotatif 101, et montés de manière symétrique le long de bords opposés de ce dernier. - Les moyens de fermeture automatique comportent également deux courroies d'extraction 104 s'étendant parallèlement à l'axe X, au-dessus du plan de convoyage 7A, et pourvues chacune sur leur face inférieure de deux plots 105 espacés entre eux d'une distance f supérieure à la largeur i (qui correspond à la distance comprise entre les lignes de pliure 38) d'un contenant 3A. Les courroies 104 sont destinées à la fermeture des rabats supérieurs 37.
- En fait, les crochets pivotants 103 sont montés en rotation sur le plateau rotatif 101, autour d'un axe horizontal 109 perpendiculaire à l'axe X, entre une position active (cf.
fig. 12B ) et une position inactive (cf.figures 12A et 12C ). Plus précisément, dans leur position inactive illustrée à lafigure 12A , ils sont disposés dans un plan à la fois perpendiculaire au plan de convoyage 7A et parallèle à l'axe X, en contrebas du plateau 10, leurs petites branches 107 pointant dans des directions opposées. Dans leur position active illustrée à lafigure 12B , ils ont pivoté d'un demi-tour, et sont toujours disposés dans un plan à la fois perpendiculaire au plan de convoyage 7A, et parallèle à l'axe X. Mais, cette fois-ci, ils se situent en face de la face supérieure 73 du plateau rotatif 101, les petites branches 107 des crochets 103 d'une même paire pointant les unes vers les autres. Il en va de même pour les doigts 108, mobiles en rotation d'un demi-tour autour d'un axe horizontal 110, perpendiculaire à l'axe X, entre une position inactive dans laquelle ils s'étendant en dessous du plan défini par le plateau rotatif 101 (figures 12A, 12C ) et une position active (figure 12B ) dans laquelle ils s'étendent au-dessus du plan défini par le plateau rotatif 101. - D'autre part, les courroies d'extraction 104 sont mobiles en translation verticale entre une position haute inactive et une position basse active. Dans leur position inactive (cf.
figures 12A et 12B ) elles sont situées à une hauteur du plan de convoyage 7A telle que les plots 105 se trouvent éloignés de la face supérieure 73 du plateau rotatif 101 d'une distance j0 supérieure à la profondeur p d'un contenant 3A déployé. Par ailleurs, dans leur position active (cf.fig. 12C ), elles sont situées à une hauteur du plan de convoyage 7A telle que les plots 105 se trouvent éloignés de la face supérieure 73 du plateau rotatif 101 d'une distance j1 inférieure à la profondeur p d'un contenant 3A déployé. - Ainsi, lorsque le contenant 3A est rempli de six bouteilles 2, les deux paires de crochets 103 et les deux doigts 108 pivotent depuis leur position inactive illustrée en
figure 12A vers leur position active illustrée enfigure 12B . Lors de leur déplacement, les crochets 103 et les doigts 108 prennent appui respectivement sur les rabats latéraux 37 les rabats inférieurs 36 qui sont alors progressivement rabattus vers la position de fermeture du contenant 3A. Un découpage à 45° des rabats 36, 37 permet à ces derniers de s'imbriquer les uns dans les autres et de demeurer dans la position fermée atteinte. - A ce stade, le plateau 101 pivote d'un quart de tour, par exemple, dans le sens horaire, ce qui permet de placer les rabats supérieurs 35 du contenant 3A perpendiculairement aux courroies d'extraction 104. Celles-ci se déplacent ensuite vers leur position basse active. Au cours de leur déplacement, les plots 105 prennent appui sur les rabats supérieurs 35 du contenant 3A et les entraînent vers leur position de fermeture complète du contenant 3A (cf.
fig. 12C ). Au début de la fermeture des rabats supérieurs 35 par les plots de la courroie d'extraction 104, les crochets 103 et les doigts 108 retournent dans leur position inactive en contrebas du plateau rotatif 101. - Le plateau 101 ayant pivoté d'un quart de tour, le taquet 72 est maintenant situé parallèlement à l'axe X. Ainsi, il n'entrave pas le déplacement du contenant 3A fermé entre le plateau 101 et une zone de fermeture 76 du plan de convoyage 7A, au moyen des courroies d'extraction 104, restées en position basse et entraînées dans un mouvement de rotation autour de galets tendeurs 105.
- Une ou plusieurs bandes d'adhésif sont alors appliquées sur le contenant 3A afin de maintenir les rabats solidement fermés.
- Puis, les courroies d'extraction 104 remontent dans leur position inactive.
- En parallèle, le plateau 101 pivote à nouveau d'un quart de tour, en sens inverse, par conséquent anti-horaire dans l'exemple décrit, afin de se retrouver dans la position dans laquelle le taquet 72 s'étend perpendiculairement à l'axe X, permettant à un nouveau cycle de déploiement, remplissage et fermeture d'un contenant 3A de démarrer.
Claims (23)
- Installation (1, 1A) pour le conditionnement de récipients (2) dans des contenants tels que des cartons (3) d'emballage, comportant un bâti (10) supportant un module de déploiement (4, 4A) de contenants (3, 3A) acheminés pliés et maintenus sous forme de pile (30) à l'intérieur d'un rack d'alimentation (5) délimité par un cadre (50), ainsi qu'au moins un module de remplissage (6, 6A) des contenants (3, 3A) déployés, le module de déploiement (4, 4A) comportant des moyens de préhension d'un contenant (3, 3A) plié, et des moyens de déplacement en translation horizontale desdits moyens de préhension, le long d'un axe X s'étendant au-dessus d'un plan (7, 7A) de convoyage des contenants (3, 3A) déployés, parallèlement à l'axe de celui-ci, à une hauteur h égale ou supérieure à la profondeur p d'un contenant (3, 3A) déployé, le déplacement en translation horizontale s'effectuant entre une position dans laquelle lesdits moyens de préhension surplombent ledit rack d'alimentation (5) et une position dans laquelle ils surplombent une zone de dépôt (71) d'un contenant déployé que comporte le plan de convoyage (7, 7A), caractérisée en ce que le module de remplissage comporte au moins un socle (60) présentant au moins une surface de réception (64) d'un récipient (2), ledit socle (60) étant relié au bâti (10) de manière d'une part à s'étendre entre un tapis de convoyage (13) destiné à l'acheminement des récipients (2) et le plan de convoyage (7, 7A) destiné à l'acheminement des contenants (3, 3A) déployés, et d'autre part à être disposé en face de la zone de dépôt d'un contenant déployé que comporte le plan de convoyage (7, 7A).
- Installation (1, 1A) selon la revendication 1, caractérisée en ce que les moyens de préhension du module de déploiement (4, 4A) comportent au moins une patte (9, 9A) en forme de « L », tandis que les moyens de déplacement en translation horizontale comportent un chariot (11, 11A) monté coulissant au moyen d'un actionneur linéaire (12) sur le bâti (10).
- Installation (1, 1A) selon l'une quelconque des revendications 1 ou 2, caractérisée en ce que le rack d'alimentation (5) comporte des moyens de déplacement en translation verticale d'un élément support (51) d'une pile (30) de contenants (3, 3A) pliés que comporte ledit rack (5).
- Installation (1) selon l'une quelconque des revendications 2 ou 3, caractérisée en ce que la patte (9) présente une branche d'allure verticale prolongée par une branche (90) d'allure horizontale, destinée à coopérer avec au moins une fente (39) que comportent lesdits contenants (3) et en ce que ladite patte (9) est elle-même montée mobile en translation horizontale sur ledit chariot (11), par rapport au cadre (50) du rack d'alimentation (5), entre une position inactive et une position active correspondant respectivement à une position dans laquelle, lorsque le chariot (11) est placé au-dessus du rack d'alimentation (5), la branche horizontale (90) de la patte (9) est centrée sur l'axe de ladite fente (39) d'un contenant (3) placé sur la pile (30) et une position dans laquelle sa branche horizontale (90) est décalée par rapport à l'axe de cette même fente (39).
- Installation (1) selon la revendication 4, caractérisée en ce que la patte (9) est montée mobile en translation sur ledit chariot (11) le long d'un axe perpendiculaire à l'axe X ou le long d'un axe parallèle à l'axe X.
- Installation (1, 1A) selon l'une quelconque des revendications précédentes, caractérisée en ce que la zone de dépôt (71) est définie par la face supérieure d'un plateau (101) monté pivotant sur ledit bâti (10), autour d'un axe A perpendiculaire à l'axe X, en aval du rack d'alimentation (5), entre une position de réception des contenants (3, 3A) déployés et une position d'évacuation des contenants remplis (3, 3A).
- Installation (1, 1A) selon la revendication 6, caractérisée en en ce que le plateau (101) est conçu apte à pivoter d'un angle de 90°, dans un sens horaire ou antihoraire, pour passer d'une de ses positions à l'autre.
- Installation (1A) selon l'une quelconque des revendications 6 ou 7, caractérisée en ce que le plateau (101) comporte au moins un taquet (72) s'étendant sur sa face supérieure (73) de manière à se situer perpendiculairement à l'axe X, dans l'axe médian du plan de convoyage (7A) lorsque le plateau (101) est placé dans sa position de réception des contenants (3A) déployés.
- Installation (1, 1A) selon l'une quelconque des revendications précédentes, caractérisée en ce que le module de remplissage (6, 6A) comporte des premiers moyens de transfert d'un récipient (2) depuis le tapis de convoyage (13) vers la surface de réception (64) du socle (60), des moyens de basculement du module (6, 6A) entre une position dans laquelle la surface de réception (64) du socle (60) s'étend dans un plan perpendiculaire au tapis de convoyage (13) et au plan de convoyage (7, 7A) et une position dans laquelle la surface de réception (64) du socle (60) s'étend dans le plan du tapis de convoyage (13) et du plan de convoyage (7, 7A), ainsi que des seconds moyens de transfert du récipient (2) depuis la surface de réception (64) du socle (60) vers un contenant (3, 3A) déployé disposé sur la zone de dépôt (71) du plan de convoyage (7, 7A).
- Installation (1, 1A) selon la revendication 9, caractérisée en ce que les premiers moyens de transfert comportent au moins un bras (63) monté en rotation sur ledit module (6) le long du socle (60) entre une position inactive dans laquelle il s'étend dans un plan d'allure perpendiculaire à la surface de réception (64) et une position active dans laquelle il s'étend dans un plan d'allure parallèle à la surface de réception (64) vis-à-vis de cette dernière, ledit bras (63) étant conformé pour pouvoir épouser une portion d'un récipient (2) lorsqu'il est placé dans sa position active.
- Installation (1, 1A) selon la revendication 9, caractérisée en ce que les premiers moyens de transfert comportent un bras (63A) en « L » présentant une branche (85) s'étendant parallèlement au tapis de convoyage (13) et monté en translation horizontale par rapport au socle (60) le long d'un axe perpendiculaire au tapis de convoyage (13) entre une position inactive dans laquelle la branche (85) est située le long d'un bord externe (86) du tapis de convoyage (13) et une position active dans laquelle la branche (85) est située le long d'un bord interne (87) du tapis de convoyage (13), à proximité du socle (60).
- Installation (1, 1A) selon la revendication 11, caractérisée en ce que le socle (60) présente plusieurs surfaces de réception (64) délimitées par des cales (88).
- Installation (1, 1 A) selon l'une quelconque des revendications 9 à 12, caractérisée en ce que les seconds moyens de transfert sont définis par deux tores (61) s'étendant dans des plans parallèles, tendus chacun sur deux poulies (62) montées en rotation sur le module de remplissage (6, 6A), lesdits tores (61) formant la surface de réception (64) du socle (60).
- Installation (1, 1A) selon l'une quelconque des revendications 9 à 13, caractérisée en ce que le module de remplissage (6, 6A) comporte des moyens conçus aptes à maintenir ouvert un contenant (3, 3A) déployé, disposé sur le tapis de convoyage (7, 7A).
- Installation (1, 1A) selon la revendication 14, caractérisée en ce que les moyens conçus aptes à maintenir ouvert un contenant (3, 3A) déployé sont définis par une tige (14) d'axe parallèle à la surface de réception (64) du socle (60), s'étendant dans le prolongement d'une face (65) du socle (60) destiné à être orientée en direction du plan de convoyage (7, 7A) des contenants (3, 3A) lorsque la surface de réception (64) s'étend dans le plan du tapis de convoyage (13) et du plan de convoyage (7, 7A).
- Installation (1, 1A) selon l'une quelconque des revendications 9 à 15, caractérisée en ce que le module de remplissage (6, 6A) comporte des moyens (68) conçus aptes à parachever l'insertion du récipient (2) dans un contenant (3, 3A).
- Installation selon l'une quelconque des revendications précédentes, caractérisée en ce qu'elle comporte un module de fermeture des contenants (3, 3A), abrité par ledit bâti (10), et comportant des moyens de fermeture automatique des contenants (3, 3A), solidaires du plan de convoyage (7, 7A).
- Installation selon la revendication 17, caractérisée en ce que les moyens de fermeture automatique comportent des moyens pour amener automatiquement des rabats que comportent les contenants (3, 3A) vers une position fermée desdits contenants (3, 3A) et des moyens pour appliquer automatiquement sur lesdits contenants (3, 3A) des moyens de maintien des rabats (3, 3A) dans la position fermée des contenants (3, 3A).
- Contenant (3) destiné à être mis en œuvre pour conditionner au moins un récipient (2) au moyen de l'installation (1) selon l'une quelconque des revendications 1 à 18, comportant deux parois opposées latérales (31) reliées chacune par une ligne de pliure (32) à une paroi supérieure (33) et à une paroi inférieure (34), des rabats supérieur (35), inférieur (36), latéraux (37), respectivement reliés par des lignes de pliure (38) aux extrémités avant et arrière des parois latérales (31), supérieure (33) et inférieure (34), caractérisé en ce qu'il comporte des moyens permettant sa saisie par les moyens de préhension du dispositif de déploiement (4) de l'installation (1).
- Contenant (3) selon la revendication 19, caractérisé en ce qu'il comporte au moins une fente (39) conçue apte à permettre l'insertion de la patte (9) en « L » du moyen de préhension du dispositif de déploiement (4) de l'installation (1).
- Contenant (3) selon la revendication 20, caractérisé en ce que la fente (39) est formée sur un rabat supérieur (35) à proximité d'une des lignes de pliure (38) reliant la paroi supérieure (33) au rabat supérieur (35).
- Contenant (3) selon l'une quelconque des revendications 19 à 21, caractérisé en ce qu'il comporte des moyens de calage d'au moins un récipient (2), obtenus à partir d'un flan de matière (8) présentant des moyens permettant sa saisie par les moyens de préhension du dispositif de déploiement (4) de l'installation (1) et comportant des découpes (80) et des lignes de pliure (81) délimitant des portions (82) conçues aptes à se placer les unes par rapport aux autres sous l'effet de leur gravité.
- Contenant (2) selon la revendication 22, caractérisé en ce qu'une première portion (82A) du flan de matière (8) est reliée à la face interne de la paroi supérieure (33) du contenant (3) et/ou qu'une seconde portion (82B) du flan de matière (8) est reliée à la face interne de la paroi inférieure (34) du contenant (3).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1908673A FR3099466A1 (fr) | 2019-07-30 | 2019-07-30 | Installation et contenant pour le conditionnement de récipients |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3771668A2 true EP3771668A2 (fr) | 2021-02-03 |
| EP3771668A3 EP3771668A3 (fr) | 2021-04-14 |
Family
ID=69190855
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20187980.6A Pending EP3771668A3 (fr) | 2019-07-30 | 2020-07-27 | Installation et contenant pour le conditionnement de recipients |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3771668A3 (fr) |
| FR (1) | FR3099466A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114180138A (zh) * | 2021-12-14 | 2022-03-15 | 泉州市科盛包装机械有限公司 | 一种不规整物体包装方法 |
| CN114560135A (zh) * | 2022-04-20 | 2022-05-31 | 广州昂特机械设备有限公司 | 裹包装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1537976A (fr) | 1967-07-21 | 1968-08-30 | Lait Gloria | Machine automatique de mise en forme et de chargement d'un carton d'emballage |
| FR2753434A1 (fr) | 1996-09-18 | 1998-03-20 | Semco | Dispositif pour le chargement de bouteilles a l'interieur d'etuis |
| WO2011010055A1 (fr) | 2009-07-20 | 2011-01-27 | Soufflet Vigne | Methode de rangement de bouteille |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS607282Y2 (ja) * | 1980-05-23 | 1985-03-11 | 井関農機株式会社 | 搬送装置 |
| DE3439908A1 (de) * | 1984-10-31 | 1986-04-30 | Max Kettner Verpackungsmaschinenfabrik GmbH & Co KG, 8000 München | Maschinen zum auffalten von kartons aus ebenen zuschnitten |
| ITBO20060329A1 (it) * | 2006-05-03 | 2006-08-02 | Gd Spa | Metodo ed apparecchiatura per la formatura di cartoni |
| FR3062117B1 (fr) * | 2017-01-26 | 2019-03-15 | Viallon Emballage | Caisse integrant un croisillon de separation verticale de douze bouteilles, et procede de fabrication d'une telle caisse |
-
2019
- 2019-07-30 FR FR1908673A patent/FR3099466A1/fr active Pending
-
2020
- 2020-07-27 EP EP20187980.6A patent/EP3771668A3/fr active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1537976A (fr) | 1967-07-21 | 1968-08-30 | Lait Gloria | Machine automatique de mise en forme et de chargement d'un carton d'emballage |
| FR2753434A1 (fr) | 1996-09-18 | 1998-03-20 | Semco | Dispositif pour le chargement de bouteilles a l'interieur d'etuis |
| WO2011010055A1 (fr) | 2009-07-20 | 2011-01-27 | Soufflet Vigne | Methode de rangement de bouteille |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114180138A (zh) * | 2021-12-14 | 2022-03-15 | 泉州市科盛包装机械有限公司 | 一种不规整物体包装方法 |
| CN114180138B (zh) * | 2021-12-14 | 2023-08-08 | 泉州市科盛包装机械有限公司 | 一种不规整物体包装方法 |
| CN114560135A (zh) * | 2022-04-20 | 2022-05-31 | 广州昂特机械设备有限公司 | 裹包装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR3099466A1 (fr) | 2021-02-05 |
| EP3771668A3 (fr) | 2021-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2094479B1 (fr) | Machine de façonnage d'ebauches de caisses en carton | |
| CA2004409C (fr) | Machine, notamment encartonneuse, pour mettre automatiquement un article, en particulier un flacon, dans un etui | |
| FR2502112A1 (fr) | Dispositif d'introduction d'objets ou de groupes d'objets dans un emballage ouvert | |
| EP3263469B1 (fr) | Machine d'extraction, de mise en volume, de remplissage et de fermeture de caisse americaine | |
| CH619904A5 (fr) | ||
| EP3771668A2 (fr) | Installation et contenant pour le conditionnement de recipients | |
| FR3009713A1 (fr) | Procede et dispositif de mise en place de renforts sur une decoupe d'emballage en carton, et emballages correspondants. | |
| FR2950615A1 (fr) | Chaine de dechargement de palettes | |
| CH373688A (fr) | Procédé pour insérer une ébauche de séparation pliable entre des rangées de récipients à emballer et machine pour la mise en oeuvre de ce procédé | |
| FR2742123A1 (fr) | Machine destinee a liberer une balle, notamment une balle de tabac, a partir d'un emballage | |
| FR2485438A1 (fr) | Procede et appareil pour manipuler et monter des boites decoupees de grandes dimensions | |
| EP3526025B1 (fr) | Dispositif et procédé d'extraction d'une boite formée d'un mandrin | |
| EP1427655B1 (fr) | Dispositif de transfert pour convoyeur lineaire | |
| EP2794440B1 (fr) | Installation de traitement d'objets plats empilés sur chant, procédé de déchargement d'objets plats empilés sur chant | |
| FR2665150A1 (fr) | Dispositif pour le chargement ou le dechargement de caissettes. | |
| FR2926287A1 (fr) | Dispositif d'emballage | |
| FR2552743A1 (fr) | Machine d'empilage | |
| FR3108098A1 (fr) | Installation de découpe et d’emballage de portions d’un produit alimentaire | |
| FR2623472A1 (fr) | Chaine de palettisation automatique d'emballages en piles | |
| EP3939898A2 (fr) | Machine d'encaissage de produits dans une caisse à rabats de type caisse américaine | |
| EP0045673B1 (fr) | Machine d'emballage automatique | |
| EP0277844A1 (fr) | Procédé de mise en conteneur de produits de détail des conteneurs et un système pour la mise en oeuvre de ce procédé | |
| EP0093645A1 (fr) | Dispositif pour le remplissage automatique d'une caisse d'emballage par des objets en position couchée | |
| FR2765554A1 (fr) | Machine permettant d'ouvrir des boites en carton de maniere automatisee | |
| FR2462343A1 (fr) | Dispositif pour transferer a des receptacles disposes sur un transporteur continu des emballages ou piles de tels emballages contenus dans une goulotte d'alimentation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 3/22 20060101AFI20210309BHEP Ipc: B65B 43/16 20060101ALI20210309BHEP Ipc: B65B 43/26 20060101ALI20210309BHEP Ipc: B65B 21/18 20060101ALI20210309BHEP Ipc: B65B 21/02 20060101ALI20210309BHEP Ipc: B65B 35/40 20060101ALI20210309BHEP Ipc: B65D 5/36 20060101ALI20210309BHEP Ipc: B65D 5/48 20060101ALI20210309BHEP Ipc: B65D 5/49 20060101ALI20210309BHEP Ipc: B65D 5/497 20060101ALI20210309BHEP Ipc: B65B 21/24 20060101ALI20210309BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210927 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20240517 |