EP3771668A2 - Anlage und behälter für die verpackung von behältern - Google Patents
Anlage und behälter für die verpackung von behältern Download PDFInfo
- Publication number
- EP3771668A2 EP3771668A2 EP20187980.6A EP20187980A EP3771668A2 EP 3771668 A2 EP3771668 A2 EP 3771668A2 EP 20187980 A EP20187980 A EP 20187980A EP 3771668 A2 EP3771668 A2 EP 3771668A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- containers
- installation
- plane
- axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000009434 installation Methods 0.000 title claims abstract description 65
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 17
- 238000013519 translation Methods 0.000 claims description 23
- 238000012546 transfer Methods 0.000 claims description 8
- 230000005484 gravity Effects 0.000 claims description 7
- 230000000694 effects Effects 0.000 claims description 6
- 238000003780 insertion Methods 0.000 claims description 6
- 230000037431 insertion Effects 0.000 claims description 6
- 239000000463 material Substances 0.000 claims description 6
- 230000008021 deposition Effects 0.000 claims 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical group C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 claims 1
- 238000000605 extraction Methods 0.000 description 6
- 238000013459 approach Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 1
- 235000019993 champagne Nutrition 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/16—Feeding individual bags or carton blanks from piles or magazines by grippers
- B65B43/165—Feeding individual bags or carton blanks from piles or magazines by grippers specially adapted for carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/02—Packaging or unpacking of bottles in or from preformed containers, e.g. crates
- B65B21/025—Packaging or unpacking of bottles in or from preformed containers, e.g. crates the bottles being arranged in a head-to-bottom formation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/02—Packaging or unpacking of bottles in or from preformed containers, e.g. crates
- B65B21/14—Introducing or removing groups of bottles, for filling or emptying containers in one operation
- B65B21/18—Introducing or removing groups of bottles, for filling or emptying containers in one operation using grippers engaging bottles, e.g. bottle necks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/24—Enclosing bottles in wrappers
- B65B21/242—Enclosing bottles in wrappers in collapsed carton sleeves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/40—Arranging and feeding articles in groups by reciprocating or oscillatory pushers
- B65B35/405—Arranging and feeding articles in groups by reciprocating or oscillatory pushers linked to endless conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/265—Opening, erecting or setting-up boxes, cartons or carton blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/02—Machines characterised by incorporation of means for making the containers or receptacles
- B65B5/024—Machines characterised by incorporation of means for making the containers or receptacles for making containers from preformed blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B65/00—Details peculiar to packaging machines and not otherwise provided for; Arrangements of such details
- B65B65/003—Packaging lines, e.g. general layout
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/44—Integral, inserted or attached portions forming internal or external fittings
- B65D5/48—Partitions
- B65D5/48024—Partitions inserted
- B65D5/48026—Squaring or like elements, e.g. honeycomb element, i.e. at least four not aligned compartments
- B65D5/48036—Longitudinal partition provided with cut flaps folded perpendicular to the partition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H3/00—Separating articles from piles
- B65H3/22—Separating articles from piles by needles or the like engaging the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/12—Surface aspects
- B65H2701/121—Perforations
- B65H2701/1212—Perforations where perforations serve for handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
- B65H2701/1766—Cut-out, multi-layer, e.g. folded blanks or boxes
Definitions
- the present invention relates to an installation for packaging containers, such as for example bottles, in containers such as in particular packaging cartons, the installation comprising a frame supporting a deployment module for containers routed folded and maintained in the form stack inside a supply rack delimited by a frame, as well as at least one module for filling the deployed containers, the deployment module comprising means for gripping a folded container, and means for horizontal translational movement of said gripping means, along an X axis extending above a conveying plane of the deployed containers, parallel to the axis thereof, at a height h equal to or greater than the depth p of an deployed container, the displacement in horizontal translation taking place between a position in which said gripping means overhang said supply rack and a position in the lacquer They overlook a drop zone for a container deployed from the conveying plane.
- the invention further relates to a container intended to be used for conditioning containers during the implementation of such an installation.
- a machine for pushing bottles, lying in a horizontal position, inside individual cases is also described in the document FR 2 753 434 .
- the publication FR 1,537,976 is dedicated to an installation for packaging objects in cardboard boxes transported folded, then deployed by means of a system comprising suction cups and a counterweight.
- an additional object aimed at by the present invention is to provide a structure making it possible to limit the energy consumption of the installation, in particular by avoiding the use of suction cups, clamps, or other means for raising, orienting or lowering. from the receptacles towards the receptacles.
- the aim of the invention is to provide an installation for the mechanized packaging of containers, the size of which as well as the manufacturing and maintenance costs are reduced to a minimum.
- Another objective of the invention is to provide a compact installation, designed so as to allow its possible integration into conventional production lines, called “end of line”, between the labeling machines on the one hand, and packaging renting systems and possible packaging palletizing robots on the other hand.
- the developments undertaken within the framework of the invention have also aimed to provide an installation integrating in a single frame, all the technical means making it possible to carry out fully automated packaging of containers in a container, from the shaping thereof, through its filling, until it is closed.
- An additional object of the invention is to provide a container shaped to safely receive containers arranged horizontally on a single plane, this container being specifically designed to allow shaping. mechanized fast, through simple means and leading to an irreproachable result.
- the present invention relates to an installation of the type indicated in the preamble, characterized in that the filling module comprises at least one base having at least one surface for receiving a receptacle, said base being connected to the frame of on the one hand so as to extend between a conveyor belt intended for the transport of the containers and the conveying plane intended for the transport of the deployed containers, and on the other hand to be placed in front of the deposit zone a deployed container included in the conveying plan.
- the gripping means of the deployment module comprise at least one "L" shaped tab
- the means for moving in horizontal translation comprise a carriage mounted to slide by means of 'a linear actuator on the frame.
- the supply rack comprises means for moving in vertical translation of a support element of a stack of folded containers, which said supply rack comprises. .
- the gripping means comprise at least one "L" -shaped tab, having a vertical-looking branch extended by a horizontal-looking branch, intended to cooperate with at least one. slot that said containers comprise, and in that said tab is itself mounted movably in horizontal translation on said carriage, relative to the frame of the supply rack, between an inactive position and an active position corresponding respectively to a position in which , when the cart is placed above the feed rack, the horizontal leg of the leg is centered on the axis of a slot of a container intended to be placed on the stack and a position in which its horizontal leg is offset from the axis of the same slot.
- the tab can be mounted movable in translation on said carriage along an axis which may, depending on the case, be perpendicular or parallel to the X axis.
- the zone for depositing the conveying plane is defined by the upper face of a plate mounted to pivot on said frame, around an axis A perpendicular to the axis X, downstream of the rack d supply, between a position for receiving the deployed containers and an evacuation position for the filled containers.
- the plate is preferably designed capable of pivoting through an angle of 90 °, clockwise or counterclockwise to switch from one of its positions to the other.
- the plate comprises at least one stopper extending perpendicularly to the X axis, on its upper face, so as to be situated in the median axis of the conveying plane when the plate is placed in its position of reception of deployed containers.
- the filling module includes first means for transferring a container from the conveyor belt to the receiving surface of the base, means for tilting the filling module between a position in which the surface of receiving the base extends in a plane perpendicular to the conveyor belt and the conveying plane and a position in which the receiving surface of the base extends in the plane of the conveyor belt and the conveying plane, as well as the second means for transferring the container from the receiving surface of the base to a deployed container placed on the deposit zone of the conveying plane.
- the first transfer means comprise at least one arm mounted in rotation on said module along the base between an inactive position in which it extends in a plane of appearance perpendicular to the receiving surface and an active position in which it extends in a plane parallel to the receiving surface vis-à-vis the latter, said arm being shaped to be able to fit a portion of a container when it is placed in its active position.
- the first transfer means comprise an “L” -shaped arm, having a branch extending parallel to the conveyor belt, and mounted in horizontal translation with respect to the base along a axis perpendicular to the conveyor belt between an inactive position in which the branch is located along an outer edge of the conveyor belt and an active position in which the branch is located along an internal edge of the conveyor belt, at near the base.
- the base can advantageously have several receiving surfaces delimited by wedges.
- the second transfer means can be defined by two tori extending in parallel planes, each stretched over two pulleys mounted in rotation on the filling module. , said tori forming the receiving surface of the base.
- the filling module to include means designed capable of keeping open an deployed container, placed on the conveyor belt, these means possibly consisting for example of a rod with an axis parallel to the surface of the container.
- the rod receiving the base, extending in the extension of a face of the base oriented in the direction of the conveying plane of the containers when the receiving surface of the base extends in the plane of the conveyor belt and the conveying plane, the rod being designed capable, where appropriate, of adopting an inactive position in which it is retracted into the volume occupied by the filling module and an active position in which it emerges from this same volume.
- the filling module can also be equipped with means designed capable of completing the insertion of the container into a container.
- Another characteristic of the installation according to the invention is defined by the fact that it comprises a module for closing the containers, sheltered by said frame, and comprising means for automatically closing the containers, integral with the conveying plane.
- the automatic closing means preferably comprise means for automatically bringing the flaps that the containers include to a closed position of said containers and means for automatically applying to said containers means for maintaining the flaps in the closed position of the containers.
- the subject of the invention is also a container intended to be used to condition at least one container by means of the installation as described above, comprising two opposite side walls each connected by a fold line to an upper wall. and to a lower wall, upper, lower and side flaps respectively connected by fold lines to the front and rear ends of the side, upper and lower walls, characterized in that it comprises means allowing it to be gripped by the gripping means of the installation deployment device.
- the container according to the invention comprises at least one slot designed to allow the insertion of the "L" -shaped tab of the gripping means of the deployment device of the installation.
- the slit may advantageously be formed on a top flap near one of the fold lines connecting the top wall to the top flap.
- the container according to the invention is further characterized in that it comprises means for wedging at least two containers, obtained from a blank of material having means allowing it to be gripped by the gripping means of the deployment device. of the installation and comprising cutouts and fold lines defining portions designed to be placed with respect to each other under the effect of their gravity.
- a first portion of the material blank is connected to the internal face of the upper wall of the container and / or that a second portion of the material blank is connected to the face inside the bottom wall of the container.
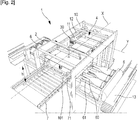
- the figure 1 is an overall view of an alternative embodiment of the installation according to the invention, applied to the packaging of bottles in cardboard boxes, in which the mobile carriage is moved in translation by a linear actuator centered on its path,
- the figure 2 represents the installation of the figure 1 viewed from another angle, during another step of the bottle packaging process, and in which the mobile carriage is moved in translation by a linear actuator extending offset from its path,
- the figure 3 shows in an enlarged manner the means of gripping the deployment module of the installation of the figure 1 ,
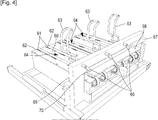
- the figure 4 illustrates an enlarged view of the filling module included in the installation of the figure 1 ,
- FIGS. 7A and 7B illustrate an alternative embodiment of a wedging element that the container of figure 6 , respectively before and after its formatting
- the figure 8 represents the container of figure 6 devoid of its flaps for reasons of clarity of the drawing and comprising the wedging element of the figure 7 visible in transparency
- FIG 9 illustrates an overall view of another variant embodiment of the installation according to the invention.
- the figures 10A and 10B is a simplified view of the stages of deployment of a container by means of the deployment module included in the installation of the figure 9 ,
- FIGS. 11A-11E schematically illustrate the different stages of the implementation of the filling module involved in the installation of the figure 9 .
- the figures 12A-12C schematically illustrate the various stages of the implementation of the locking module involved in the installation of the figure 9 .
- the installation 1, 1A according to the invention is implemented to package bottles 2 in cardboard boxes 3, 3A.
- it could also be applied to the packaging of containers of different shape, such as flasks, jars, etc.
- the boxes 3 are maintained in the form of a stack 30, 30A inside a supply rack 5, delimited by a frame 50, and equipped with means for moving in vertical translation of a support element 51 of the stack 30, 30A, between a plane P on which the installation 1 rests and the deployment device 4, 4A.
- This makes it possible to feed the latter as and when the folded boxes 3, 3A are withdrawn, the stack 30, 30A being progressively moved so as to approach the gripping means and consequently to move away from the plane P.
- the cardboard boxes 3, 3A have a conventional parallelepipedal shape, in which they have two opposite side walls 31 each connected by a fold line 32 to an upper wall 33 and to a lower wall. 34, as well as two upper flaps 35, two lower flaps 36 and four side flaps 37 respectively connected by fold lines 38 at the front and rear ends of the side walls 31, upper 33 and lower 34.
- the installation 1, 1A and the box 3, 3A are furthermore designed such that the bottles 2 are introduced into each box 3, 3A such that their axis of symmetry also extends. parallel to the side walls 31 of the body 3, 3A.
- the frame 10 of the installation 1, 1A also houses two filling modules 6, 6A, intended to perform the operation of inserting the bottles 2 into the boxes 3, 3A when these are deployed.
- the two filling modules 6, 6A are arranged on either side (cf. figures 1 and 2 illustrating the first variant embodiment) of a central conveying plane 7, 7A having a deposit zone 71 on which the boxes 3, 3A are arranged after their deployment.
- Each filling module 6, 6A here allows three bottles 2 to be introduced simultaneously through one of the opposite front and rear faces of a case 3, 3A, so that six bottles 2 can be packaged in one and the same operation.
- the boxes 3, 3A are dimensioned so as to be able to accommodate these six bottles 2.
- the boxes 3, 3A are shaped to accommodate six bottles 2 arranged head-to-tail with respect to each other, and separated from each other by wedging means 8, which will be described in more detail in details below.
- the deployment module 4 and the boxes 3 are specifically designed to allow deployment of the latter under the effect of their gravity.
- the boxes 3 comprise two series of three slots 39 extending over each upper flap 35, in the vicinity of each fold line 38.
- the deployment module 4 comprises for its part gripping means of a folded body 3, designed to cooperate with the slots 39, and means for horizontally translating these gripping means, along an axis X extending above the conveyor plane 7 (which includes the area deposit 71 of the boxes 3 deployed), at a height h equal to or greater than the depth p of a box 3 deployed, it being specified that the depth p corresponds to the distance between its upper 33 and lower 34 walls (cf. fig. 6C ).
- the gripping means comprise six "L" -shaped legs 9, having a vertical-shaped branch extended by a horizontal-shaped branch 90, each intended to cooperate with a slot 39 of checkout 3.
- the legs 9 are integral with a carriage 11 slidably mounted along the X axis on a linear actuator 12 with which the frame 10 is provided, between a position in which it extends above the rack. feed 5 and a position in which it overhangs the deposit zone 71 of the conveying plane 7.
- the linear actuator 12 can be centered above the conveying plane 7, (cf. fig. 1 ) or extend along one of the sides of the frame 10 (cf. fig. 2 or fig. 3 ).
- the carriage 11 carries two series of three legs 9 extending on either side of the X axis, with their horizontal branches 90 pointing in the direction of the X axis.
- the horizontal branches 90 of a series of three legs 9 point in the direction of the horizontal branches 90 of the other series of three legs 9.
- the legs 9 are distributed over the mobile cart 11 such that when the mobile cart 11 is located above the supply rack 5, just before the start of the process of deploying a box 3, the branch horizontal 90 of each tab 9 is placed above a slot 39, in the axis of the latter, and can therefore be inserted therein.
- the legs 9 are mounted movable in horizontal translation on the carriage 11, along a Y axis, perpendicular to the X axis, between an inactive position, corresponding to that mentioned above, in which when the carriage 11 is placed above the supply rack 5, the horizontal branch 90 of each leg 9 is centered on the axis of a slot 39 of a folded box 3 placed on the stack 30, and an active position in which the horizontal branch 90 of each tab 9 is offset relative to the axis of the slots 39, and the upper wall 33 of the body 3 rests on the horizontal branch 90.
- the two series of tabs 9 can move on the carriage 11 so as to approach one another and allow the upper wall 33 of a box 3 to rest on their horizontal branches 90 or move away from one another and allow said branches 90 to insert or extract the slots 39.
- the mobile cart 11 is located above the supply rack 5.
- a stack 30 of folded boxes 3 is placed in the support element 51 of the rack. feed 5 and hoisted, if necessary, to a height such that the horizontal branches 90 of the legs 9 of the gripping means are able to be introduced into the slots 39 of the box 3 from the top of the stack 30.
- the deployment device 4 is actuated.
- the horizontal branches 90 of the legs 9 then enter the slots 39, then the legs 9 of a first series approach those of the other series, allowing the upper wall 33 of the body 3 in question to rest on the horizontal branches 90.
- the support element 51 supporting the stack 30 in the supply rack 5 then undergoes a slight displacement in the direction of the plane P, which allows the stack 30 to be moved away from the box 3 which has just been gripped by the tabs 9 .
- the mobile trolley 11 then moves away from the supply rack 5, causing the body 3 supported by the legs 9 in its movement, and then causing the deployment of the body 3 under the effect of gravity.
- the mobile carriage 11 continues its course until it reaches the top of the conveying plane 7. If necessary, it goes beyond the filling zone and moves back and forth in one direction and then in the other along the line.
- the latter is deposited, at the height of the filling modules 6, on the deposit zone 71 of the conveying plane 7, advantageously defined, in the illustrated variant embodiments of the installation 1, 1A, by the upper face of a plate 101 pivotally mounted on the frame 10 about an axis A perpendicular to the axis X, downstream of the supply rack 5, between a position for receiving the containers 3, 3A deployed and an evacuation position for the containers 3, 3A filled.
- the plate is designed to be able to pivot through an angle of 90 ° to switch from one of its positions to the other, as will be described in more detail below.
- the installation 1A differs from installation 1 in particular by the fact that the gripping means of the deployment module 4A only comprise a single “L” -shaped tab 9A connected to a carriage 11A slidably mounted on the frame 10.
- the plate 101 here comprises a cleat 72 integral with its upper face 73, and extending perpendicularly to the axis X, in the median axis of the conveying plane 7A, when the plate 101 is placed in its position for receiving the 3A containers deployed.
- the deployment of a container 3A positioned at the top of a stack 30 of folded containers positioned in the supply rack 5, is carried out not by gravity but by simple translation of the container 3A from the stack 30 to the deposit zone 71 of the conveying plane 7A.
- each container 3A is placed on the stack 30 such that its fold lines 31 are oriented perpendicular to the X axis.
- the tab 9A is located as illustrated in figure 10A , above the supply rack 5, so that the stack 30 of containers 3A is disposed between the tab 9A and the lug 72, and near a fold line 31.
- the latch 72 is itself separated from the supply rack 5 by the deposit zone 71 of the conveying plane 7A.
- the carriage 11A when the carriage 11A is moved in translation along the frame 10 from the supply rack 5 in the direction of the deposit zone 71, the tab 9A bears on the fold line 31 of the still folded container 3A and the drives with it in its movement until the opposite fold line 31 is placed in abutment against the stopper 72.
- the container 3A is upright by unfolding (cf. figure 10B ).
- the conveying plane 7 is aligned with the top of the stack 30 of containers 3A, while in the variant embodiment described above, the conveying plane 7 is necessarily located below the plane containing the top of the stack 30.
- the deployment module 4A included in the installation 1A allows the use of containers 3A without a slot.
- each container 3, 3A comprises means for wedging the bottles 2, advantageously obtained by deploying a blank 8 of cardboard, inserted into the box 3, 3A, either under the effect of gravity, or under the effect of the translational displacement of the container 3A.
- the cardboard blank 8 has zones 83 allowing it to be gripped by the tabs 9 of the deployment device 4 of the installation 1. More precisely, the blank 8 has edges 83, intended to be positioned along the fold lines 38 of a box 3, when the blank 8 is inserted into the latter, and under which the horizontal branches 90 of the tabs 9 of the gripping means can be placed when they are introduced into the slots 39 of a box 3.
- the tabs 9 are able to jointly support a box 3 and a wedging blank 8 previously inserted into the latter, making any possible attachment of the blank 8 to the box 3.
- the blanks 8 qu they comprise, on the contrary, are secured to their internal face by several points of adhesive, so that they are deployed jointly with the container 3A, at the end of travel of the tab 9A.
- Each blank 8 also comprises cutouts 80 and fold lines 81 delimiting portions 82, designed to be properly placed with respect to each other during the deployment of a box 3, 3A, and to delimit housings between them. 84 for bottles 2.
- the blanks 8 are inserted into the folded boxes 3, 3A before their storage in the form of a stack 30 in the supply rack 5. However, a blank 8 can also be inserted into a box 3, 3A already deployed. Each blank 8 is designed capable of extending between the upper 33 and lower 34 walls of a box 3, 3A and has a surface area equivalent to that of the latter.
- the blank 8 can be disposed freely between the walls 33, 34 or made integral with the internal face of the upper wall 33 and / or with the internal face of the lower wall 34.
- a portion 82A is integral with the internal face of the upper wall 33 and a portion 82B is integral with the internal face of the lower wall 34 of a body 3. It should be noted that the the presence of these portions 82A, 82B allows perfect positioning of the wedging means, represented by the portions 82, in a box 3, 3A after the deployment of the assembly formed by a box 3, 3A and a wedging blank 8.
- the filling modules 6, 6A carry out the introduction of bottles 2 into the housings 84 delimited by the portions 82 of the wedging means 8.
- the filling module 6, 6A comprises three bases 60 connected to the frame 10 of the installation 1, 1A so on the one hand to extend between a conveyor belt 13 intended for the routing of the containers 2 and the conveying plane 7, 7A intended for the routing of the deployed containers 3, 3A, and on the other hand to be placed in front of the deposit zone 71 of a container 3 , 3A deployed that includes the conveyor plane 7, 7A.
- the bases 60 each have two tori 61, extending in parallel planes, and each stretched over two pulleys 62 mounted in rotation on the filling module 6, 6A. Each pair of tori 61 thus forms a receiving surface 64 for a bottle 2 (cf. fig. 4 , 5A-5E , 11A-11E ).
- each module 6 is equipped with three arms 63, mounted to pivot along each base 60, between an inactive position in which they extend in a plane of speed. perpendicular to the receiving surface 64 formed by the tori 61 and an active position in which they extend in a plane parallel to the receiving surface 64, facing the latter. More precisely, the pivoting of the arms 63 is actuated by means of a jack 67 to which they are connected by rods 66.
- each arm 63 makes it possible to transfer each bottle 2 from the conveyor belt 13 to the receiving surface 64 of a base 60. Furthermore, each arm 63 is shaped so as to be able to match the base of a bottle 2 when it is placed in. its active position, and thus contributes to the perfect locking in position of a bottle 2 on a base 60 during its manipulation by the filling module 6.
- the bases 60 are provided with wedges 88 delimiting the receiving surfaces 64.
- the bottles 2 are transferred from the conveyor belt 13 to the bases 60. by means of an arm 63A in "L" having a branch 85 extending parallel to the conveyor belt 13 and mounted in horizontal translation on the bases 60 along a Z axis perpendicular to the conveyor belt 13 between an inactive position in which the branch 85 is located along an outer edge 86 of the conveyor belt 13 and an active position in which the branch 85 is located along an internal edge 87 of the conveyor belt 13, near the bases 60 (cf. figures 11B, 11C ).
- each filling module 6, 6A is equipped with means for tilting between a position in which the receiving surface 64 of the bases 60 extends in a plane perpendicular to the conveying plane 7 and to the conveying belt 13 and a position in which the receiving surface 64 of the bases 60 extends in the plane of the conveyor belt 13 and of the upper face 73 of the plate 101 of the conveying plane 7, 7A.
- the two modules 6, 6A are in the position in which the receiving surfaces 64 of the bases 60 extend in the plane of the belt 13 and of the deposit zone 71 .
- the three bottles 2 are conveyed up to each module 6, 6A by the conveyor belt 13, in such a way that they are each located in front of a receiving surface 64.
- the modules 6, 6A then switch to their position in which the receiving surfaces 64 of the bases 60 extend in a plane perpendicular to the conveyor belt 13 and to the deposit zone 71, that is to say parallel to the 'axis of symmetry of the bottles 2 placed vertically on the conveying plane 13.
- the arms 63 of the filling mold 6 are placed in their inactive position, near the base of the bottles 2, perpendicular to the receiving surfaces 64, along each base 60.
- a pivoting of the arms 63 towards their active position then drives each bottle 2 towards the receiving surface 64 which faces it, and keeps it locked against the latter.
- the "L" arm 63A is also placed in its inactive position, its branch 85 extending along the outer edge 86 of the conveyor belt 13.
- a translational movement horizontal arm 63A along the Z axis allows its branch 85 to be driven in the direction of the bases 60.
- the bottles 2 are driven in the same direction when the branch 85 comes into contact with them and continues to travel to the bases 60
- the bottles 2 are then held against their respective receiving surfaces 64 by means of the "L" arm 63A.
- a new tilting of the modules 6, 6A then makes it possible to reposition the receiving surfaces 64 in the plane of the conveyor belt 13, and of the deposit zone 71, directly in front of the latter, driving the bottles 2 towards a position in which their axis of symmetry extends horizontally.
- Such a rotation of the modules 6, 6A around their center of gravity makes it possible to avoid any manipulation of the bottles 2 by an operator, in particular for them. lift and replace them, and therefore considerably limits any untimely fatigue.
- a rod 14, of axis parallel to the receiving surface 64 of each base 60 (cf. fig. 5A and 5C ) and extending, in its active position ( fig. 5C , 11C ), in the extension of a face 65 of the base 60 oriented in the direction of the conveying plane 7, 7A when the receiving surface 64 is placed in the plane thereof, makes it possible to facilitate the insertion of the bottles 2 into a body 3, 3A by resting on a lower flap 36, preventing the latter from positioning itself on the path of the bottles 2.
- each module 6, 6A further comprises a bar 68, integral with the tori 61, extending transversely to the latter at the level of one end 69 of each base 60 extending in front of the conveyor belt 13.
- the receiving surface 64 is placed in the plane thereof (cf. fig. 4 ).
- the bottles 2 are held against each receiving surface 64, their base 20 is in abutment against an edge 70 of the bar 68.
- the toruses 61 the latter is moved in translation in the direction of the plane of conveying 7, 7A on which rests a box 3, 3A.
- the bar 68 moves freely in translation along each receiving surface 64 and makes it possible both to move the bottles 2 in translation along the latter in the direction of a box 3, 3A and to proceed to their complete insertion into it.
- the tori 61 rotate freely and simply act as a receiving surface 64 for the bottles 2.
- the installation 1A advantageously comprises a module 100 for closing the containers 3A, also housed by the frame 10, and comprising means for automatically closing the containers 3A, integral with the conveying plane 7A.
- the automatic closing means may comprise means for automatically bringing the flaps 36 that the containers 3A include to a closed position of said containers 3A and means for automatically applying to said containers 3A holding means, such as for example a piece of a roll of adhesive tape 102, flaps 35, 36, 37 in the closed position of the containers 3A.
- the automatic closing means comprise two pairs of pivoting hooks 103, defined here by sections of flat profiles in the shape of "C”, mounted symmetrically on either side of the median axis of the conveying plane 7A le along opposite edges of the pivoting plate 101, and intended for closing the side flaps 37. They also include two pivoting fingers 108 intended for closing the lower flaps 36, also integral with the rotating plate 101, and mounted symmetrically along opposite edges of the latter.
- the automatic closing means also comprise two extraction belts 104 extending parallel to the X axis, above the conveying plane 7A, and each provided on their lower face with two studs 105 spaced apart from each other by a distance f greater than the width i (which corresponds to the distance between the fold lines 38) of a container 3A.
- the straps 104 are intended for closing the upper flaps 37.
- the pivoting hooks 103 are mounted in rotation on the rotating plate 101, around a horizontal axis 109 perpendicular to the X axis, between an active position (cf. fig. 12B ) and an inactive position (cf. figures 12A and 12C ). More precisely, in their inactive position illustrated in figure 12A , they are arranged in a plane both perpendicular to the conveying plane 7A and parallel to the X axis, below the plate 10, their small branches 107 pointing in opposite directions. In their active position shown in figure 12B , they have rotated by half a turn, and are always arranged in a plane both perpendicular to the conveying plane 7A, and parallel to the X axis.
- the extraction belts 104 are movable in vertical translation between an inactive high position and an active low position.
- inactive position cf. figures 12A and 12B
- active position cf. fig. 12C
- they are located at a height of the conveying plane 7A such that the studs 105 are located away from the upper face 73 of the turntable 101 by a distance j1 less than the depth p of an deployed container 3A.
- the two pairs of hooks 103 and the two fingers 108 pivot from their inactive position illustrated in figure 12A to their active position shown in figure 12B .
- the hooks 103 and the fingers 108 bear respectively on the side flaps 37 the lower flaps 36 which are then gradually folded towards the closed position of the container 3A.
- a 45 ° cutout of the flaps 36, 37 allows them to fit into each other and remain in the closed position reached.
- the plate 101 pivots a quarter of a turn, for example, clockwise, which allows the upper flaps 35 of the container 3A to be placed perpendicular to the extraction belts 104. These then move towards their active lower position.
- the studs 105 are supported on the upper flaps 35 of the container 3A and lead them towards their position of complete closure of the container 3A (cf. fig. 12C ).
- the hooks 103 and the fingers 108 return to their inactive position below the rotating plate 101.
- the stopper 72 is now located parallel to the X axis. Thus, it does not hinder the movement of the closed container 3A between the plate 101 and a closing zone 76 of the plane.
- conveyor 7A by means of extraction belts 104, remained in the low position and driven in a rotational movement around tension rollers 105.
- One or more strips of adhesive are then applied to the container 3A in order to keep the flaps securely closed.
- the plate 101 again pivots a quarter of a turn, in the opposite direction, therefore anti-clockwise in the example described, in order to find itself in the position in which the cleat 72 extends perpendicularly to the X axis, allowing a new cycle of deploying, filling and closing a 3A container to start.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1908673A FR3099466A1 (fr) | 2019-07-30 | 2019-07-30 | Installation et contenant pour le conditionnement de récipients |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3771668A2 true EP3771668A2 (de) | 2021-02-03 |
| EP3771668A3 EP3771668A3 (de) | 2021-04-14 |
Family
ID=69190855
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20187980.6A Pending EP3771668A3 (de) | 2019-07-30 | 2020-07-27 | Anlage und behälter für die verpackung von behältern |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3771668A3 (de) |
| FR (1) | FR3099466A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114180138A (zh) * | 2021-12-14 | 2022-03-15 | 泉州市科盛包装机械有限公司 | 一种不规整物体包装方法 |
| CN114560135A (zh) * | 2022-04-20 | 2022-05-31 | 广州昂特机械设备有限公司 | 裹包装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1537976A (fr) | 1967-07-21 | 1968-08-30 | Lait Gloria | Machine automatique de mise en forme et de chargement d'un carton d'emballage |
| FR2753434A1 (fr) | 1996-09-18 | 1998-03-20 | Semco | Dispositif pour le chargement de bouteilles a l'interieur d'etuis |
| WO2011010055A1 (fr) | 2009-07-20 | 2011-01-27 | Soufflet Vigne | Methode de rangement de bouteille |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS607282Y2 (ja) * | 1980-05-23 | 1985-03-11 | 井関農機株式会社 | 搬送装置 |
| DE3439908A1 (de) * | 1984-10-31 | 1986-04-30 | Max Kettner Verpackungsmaschinenfabrik GmbH & Co KG, 8000 München | Maschinen zum auffalten von kartons aus ebenen zuschnitten |
| ITBO20060329A1 (it) * | 2006-05-03 | 2006-08-02 | Gd Spa | Metodo ed apparecchiatura per la formatura di cartoni |
| FR3062117B1 (fr) * | 2017-01-26 | 2019-03-15 | Viallon Emballage | Caisse integrant un croisillon de separation verticale de douze bouteilles, et procede de fabrication d'une telle caisse |
-
2019
- 2019-07-30 FR FR1908673A patent/FR3099466A1/fr active Pending
-
2020
- 2020-07-27 EP EP20187980.6A patent/EP3771668A3/de active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1537976A (fr) | 1967-07-21 | 1968-08-30 | Lait Gloria | Machine automatique de mise en forme et de chargement d'un carton d'emballage |
| FR2753434A1 (fr) | 1996-09-18 | 1998-03-20 | Semco | Dispositif pour le chargement de bouteilles a l'interieur d'etuis |
| WO2011010055A1 (fr) | 2009-07-20 | 2011-01-27 | Soufflet Vigne | Methode de rangement de bouteille |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114180138A (zh) * | 2021-12-14 | 2022-03-15 | 泉州市科盛包装机械有限公司 | 一种不规整物体包装方法 |
| CN114180138B (zh) * | 2021-12-14 | 2023-08-08 | 泉州市科盛包装机械有限公司 | 一种不规整物体包装方法 |
| CN114560135A (zh) * | 2022-04-20 | 2022-05-31 | 广州昂特机械设备有限公司 | 裹包装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR3099466A1 (fr) | 2021-02-05 |
| EP3771668A3 (de) | 2021-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2094479B1 (de) | Maschine zum formen von zuschnitten von pappkartons | |
| CA2004409C (fr) | Machine, notamment encartonneuse, pour mettre automatiquement un article, en particulier un flacon, dans un etui | |
| FR2502112A1 (fr) | Dispositif d'introduction d'objets ou de groupes d'objets dans un emballage ouvert | |
| EP3263469B1 (de) | Maschine zum extrahieren, auffalten, füllen und schliessen einer faltschachtel | |
| CH619904A5 (de) | ||
| EP3771668A2 (de) | Anlage und behälter für die verpackung von behältern | |
| FR3009713A1 (fr) | Procede et dispositif de mise en place de renforts sur une decoupe d'emballage en carton, et emballages correspondants. | |
| FR2950615A1 (fr) | Chaine de dechargement de palettes | |
| CH373688A (fr) | Procédé pour insérer une ébauche de séparation pliable entre des rangées de récipients à emballer et machine pour la mise en oeuvre de ce procédé | |
| FR2742123A1 (fr) | Machine destinee a liberer une balle, notamment une balle de tabac, a partir d'un emballage | |
| FR2485438A1 (fr) | Procede et appareil pour manipuler et monter des boites decoupees de grandes dimensions | |
| EP3526025B1 (de) | Vorrichtung und verfahren zur entfernung einer schachtel von einem dorn | |
| EP1427655B1 (de) | Übergabevorrichtung für einen linearförderer | |
| EP2794440B1 (de) | Anlage zur verarbeitung von gestapelten flachen hochkantigen gegenständen, verfahren zum entladen von gestapelten flachen hochkantigen gegenständen | |
| FR2665150A1 (fr) | Dispositif pour le chargement ou le dechargement de caissettes. | |
| FR2926287A1 (fr) | Dispositif d'emballage | |
| FR2552743A1 (fr) | Machine d'empilage | |
| FR3108098A1 (fr) | Installation de découpe et d’emballage de portions d’un produit alimentaire | |
| FR2623472A1 (fr) | Chaine de palettisation automatique d'emballages en piles | |
| EP3939898A2 (de) | Maschine zum einfüllen von produkten in eine schachtel mit klappen vom typ faltkarton | |
| EP0045673B1 (de) | Automatische Verpackungsmaschine | |
| EP0277844A1 (de) | Verfahren zum Einsetzen von Verpackungskleinprodukten in Behältern und System zur Anwendung des Verfahrens | |
| EP0093645A1 (de) | Vorrichtung zum automatischen Verpacken von Artikeln in liegender Stellung in Kartons | |
| FR2765554A1 (fr) | Machine permettant d'ouvrir des boites en carton de maniere automatisee | |
| FR2462343A1 (fr) | Dispositif pour transferer a des receptacles disposes sur un transporteur continu des emballages ou piles de tels emballages contenus dans une goulotte d'alimentation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 3/22 20060101AFI20210309BHEP Ipc: B65B 43/16 20060101ALI20210309BHEP Ipc: B65B 43/26 20060101ALI20210309BHEP Ipc: B65B 21/18 20060101ALI20210309BHEP Ipc: B65B 21/02 20060101ALI20210309BHEP Ipc: B65B 35/40 20060101ALI20210309BHEP Ipc: B65D 5/36 20060101ALI20210309BHEP Ipc: B65D 5/48 20060101ALI20210309BHEP Ipc: B65D 5/49 20060101ALI20210309BHEP Ipc: B65D 5/497 20060101ALI20210309BHEP Ipc: B65B 21/24 20060101ALI20210309BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210927 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20240517 |