EP3680078A1 - Device and method for separating a flat sheet and device for producing a strand - Google Patents
Device and method for separating a flat sheet and device for producing a strand Download PDFInfo
- Publication number
- EP3680078A1 EP3680078A1 EP20150666.4A EP20150666A EP3680078A1 EP 3680078 A1 EP3680078 A1 EP 3680078A1 EP 20150666 A EP20150666 A EP 20150666A EP 3680078 A1 EP3680078 A1 EP 3680078A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- grooves
- blades
- deflector
- strips
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 16
- 239000000463 material Substances 0.000 claims abstract description 32
- 238000005520 cutting process Methods 0.000 claims description 28
- 238000000926 separation method Methods 0.000 claims description 23
- 239000002245 particle Substances 0.000 claims description 12
- 241000208125 Nicotiana Species 0.000 claims description 8
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims description 8
- 238000011144 upstream manufacturing Methods 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 6
- 210000001520 comb Anatomy 0.000 description 4
- 239000000725 suspension Substances 0.000 description 4
- 239000000356 contaminant Substances 0.000 description 3
- 229920006381 polylactic acid film Polymers 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 230000010355 oscillation Effects 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- 239000000654 additive Substances 0.000 description 1
- 238000005352 clarification Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000000391 smoking effect Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/14—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter
- B26D1/24—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter coacting with another disc cutter
- B26D1/245—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a circular cutting member, e.g. disc cutter coacting with another disc cutter for thin material, e.g. for sheets, strips or the like
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/28—Cutting-off the tobacco rod
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
- B26D2007/1809—Means for removing cut-out material or waste by stripping fingers
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Preliminary Treatment Of Fibers (AREA)
- Registering, Tensioning, Guiding Webs, And Rollers Therefor (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Abstract
Vorrichtung (11) zum Auftrennen einer Flachbahn (6) aus einem Bahnmaterial in eine Vielzahl von Streifen (14), umfassend eine Trennvorrichtung (12) und eine Abweisvorrichtung (13), wobei die Trennvorrichtung (12) eine erste und eine mit dieser zusammenwirkende zweite Walze (26, 28) umfasst, und wobei die Mantelflächen (30, 32) der Walzen (26, 28) in Axialrichtung (A) abwechselnd in Umfangsrichtung der jeweiligen Walze (26, 28) geschlossen umlaufende Nuten (34) und Klingen (36) aufweisen und in einem Wirkbereich die Klingen (36) der ersten Walze (26) in die Nuten (34) der zweiten Walze (28) und die Klingen (36) der zweiten Walze (28) in die Nuten (34) der ersten Walze (26) eingreifen, und die Trennvorrichtung (12) dazu eingerichtet ist, die Flachbahn (6) in eine Vielzahl von benachbarten Streifen (14) aufzutrennen, und wobei die Abweisvorrichtung (13) zumindest ein Abweiselement umfasst, dessen Stege (50) in die Nuten (34) der ersten oder der zweiten Walze (26, 28) eingreifen, wobei das zumindest eine Abweiselement (54, 56) abschnittsweise als plattenförmiger Abweiser (62) ausgebildet ist, der stromabwärts des Wirkbereichs der Trennvorrichtung (12) eine geschlossene Fläche ausbildet, die sich in der Axialrichtung (A) über zumindest zwei Stege (50) hinweg erstreckt.Device (11) for separating a flat web (6) from a web material into a plurality of strips (14), comprising a separating device (12) and a rejection device (13), the separating device (12) having a first and a second interacting therewith Roll (26, 28), and wherein the lateral surfaces (30, 32) of the rolls (26, 28) in the axial direction (A) alternately in the circumferential direction of the respective roll (26, 28) closed circumferential grooves (34) and blades (36 ) and in an effective area the blades (36) of the first roller (26) into the grooves (34) of the second roller (28) and the blades (36) of the second roller (28) into the grooves (34) of the first roller (26) engage, and the separating device (12) is set up to separate the flat web (6) into a plurality of adjacent strips (14), and wherein the deflector (13) comprises at least one deflector element, the webs (50) of which Engage grooves (34) of the first or the second roller (26, 28), wherein the at least one deflector element (54, 56) is designed in sections as a plate-shaped deflector (62) which forms a closed surface downstream of the effective area of the separating device (12) and extends in the axial direction (A) over at least two webs (50).
Description
Die Erfindung betrifft eine Vorrichtung zum Auftrennen einer Flachbahn aus einem Bahnmaterial in eine Vielzahl von Streifen, umfassend eine Trennvorrichtung und eine Abweisvorrichtung, wobei die Trennvorrichtung eine erste und eine mit dieser zusammenwirkende zweite Walze umfasst, wobei die Mantelflächen der Walzen in Axialrichtung abwechselnd in Umfangsrichtung der jeweiligen Walze geschlossen umlaufende Nuten und Klingen aufweisen und in einem Wirkbereich die Klingen der ersten Walze in die Nuten der zweiten Walze und die Klingen der zweiten Walze in die Nuten der ersten Walze eingreifen, und die Trennvorrichtung dazu eingerichtet ist, die Flachbahn in eine Vielzahl von benachbarten Streifen aufzutrennen und wobei die Abweisvorrichtung zumindest ein Abweiselement umfasst, dessen Stege in die Nuten der ersten oder der zweiten Walze eingreifen. Die Erfindung betrifft ferner eine Vorrichtung zum Herstellen eines Strangs der Tabak verarbeitenden Industrie, umfassend eine solche Vorrichtung zum Auftrennen einer Flachbahn.The invention relates to a device for separating a flat web from a web material into a plurality of strips, comprising a separating device and a rejection device, the separating device comprising a first and a second roller interacting with the latter, the lateral surfaces of the rollers alternating in the axial direction in the circumferential direction each roller have closed circumferential grooves and blades and in an effective area the blades of the first roller engage in the grooves of the second roller and the blades of the second roller in the grooves of the first roller, and the separating device is set up to convert the flat web into a plurality of to separate adjacent strips and wherein the rejection device comprises at least one rejection element, the webs of which engage in the grooves of the first or the second roller. The invention further relates to a device for producing a strand of the tobacco processing industry, comprising such a device for cutting a flat web.
Die Erfindung betrifft ebenso ein Verfahren zum Auftrennen einer Flachbahn aus einem Bahnmaterial in eine Vielzahl von Streifen, bei dem mit einer Trennvorrichtung, die eine erste und eine mit dieser zusammenwirkende zweite Walze umfasst, die Flachbahn in die Vielzahl von benachbarten Streifen aufgetrennt wird, wobei die Mantelflächen der Walzen in Axialrichtung abwechselnd in Umfangsrichtung der jeweiligen Walze geschlossen umlaufende Nuten und Klingen aufweisen und in einem Wirkbereich die Klingen der ersten Walze in die Nuten der zweiten Walze und die Klingen der zweiten Walze in die Nuten der ersten Walze eingreifen, wobei mit einer Abweisvorrichtung, die zumindest ein Abweiselement umfasst, dessen Stege in die Nuten der ersten oder der zweiten Walze eingreifen, die Streifen aus den Nuten der ersten oder der zweiten Walze mit einer Abweisvorrichtung entfernt werden.The invention also relates to a method for separating a flat web from a web material into a multiplicity of strips, in which the flat web is separated into the multiplicity of adjacent strips with a separating device which comprises a first and a second roller which interacts with it The circumferential surfaces of the rollers alternately have circumferential grooves and blades in the circumferential direction of the respective roller, and the blades of the first roller engage in the grooves of the second roller and the blades of the second roller engage in the grooves of the first roller in an effective area, with a deflector , which comprises at least one deflector, the webs of which engage in the grooves of the first or the second roller, the strips are removed from the grooves of the first or the second roller with a deflector.
Eine Vorrichtung zum Herstellen eines Strangs, welche eine Trennvorrichtung zum Auftrennen einer Flachbahn umfasst, geht beispielsweise aus
Aus
Es ist eine Aufgabe der Erfindung, eine Vorrichtung und ein Verfahren zum Auftrennen einer Flachbahn sowie eine Vorrichtung zum Herstellen eines Strangs anzugeben, wobei eine zuverlässige Auftrennung der Flachbahn in einzelne Streifen möglich sein soll.It is an object of the invention, an apparatus and a method for cutting a flat web, and an apparatus for producing it of a strand, whereby a reliable separation of the flat web into individual strips should be possible.
Die Aufgabe wird gelöst durch eine Vorrichtung zum Auftrennen einer Flachbahn aus einem Bahnmaterial in eine Vielzahl von Streifen, umfassend eine Trennvorrichtung und eine Abweisvorrichtung, wobei die Trennvorrichtung eine erste und eine mit dieser zusammenwirkende zweite Walze umfasst, und wobei die Mantelflächen der Walzen in Axialrichtung abwechselnd in Umfangsrichtung der jeweiligen Walze geschlossen umlaufende Nuten und Klingen aufweisen und in einem Wirkbereich die Klingen der ersten Walze in die Nuten der zweiten Walze und die Klingen der zweiten Walze in die Nuten der ersten Walze eingreifen, und die Trennvorrichtung dazu eingerichtet ist, die Flachbahn in eine Vielzahl von benachbarten Streifen aufzutrennen, und wobei die Abweisvorrichtung zumindest ein Abweiselement umfasst, dessen Stege in die Nuten der ersten oder der zweiten Walze eingreifen, wobei die Vorrichtung dadurch fortgebildet ist, dass das zumindest eine Abweiselement abschnittsweise als plattenförmiger Abweiser ausgebildet ist, der stromabwärts des Wirkbereichs der Trennvorrichtung eine geschlossene Fläche ausbildet, die sich in der Axialrichtung über zumindest zwei Stege hinweg erstreckt.The object is achieved by a device for separating a flat web from a web material into a multiplicity of strips, comprising a separating device and a deflecting device, the separating device comprising a first and a second roller interacting with the latter, and the lateral surfaces of the rollers alternating in the axial direction have circumferential grooves and blades closed in the circumferential direction of the respective roller and in an effective area the blades of the first roller engage in the grooves of the second roller and the blades of the second roller in the grooves of the first roller, and the separating device is set up to move the flat web in to separate a plurality of adjacent strips, and wherein the deflecting device comprises at least one deflecting element, the webs of which engage in the grooves of the first or the second roller, the device being further developed in that the at least one deflecting element is in sections a plate-shaped deflector is formed, which forms a closed surface downstream of the effective area of the separating device, which extends in the axial direction over at least two webs.
Beim Auftrennen einer Flachbahn aus einem Bahnmaterial kommt es in der Praxis immer wieder vor, dass stromabwärts des Wirkbereichs die Streifen in den Nuten zwischen den Klingen der Walzen steckenbleiben und der Drehrichtung der Walze folgen. Um dies zu vermeiden, werden Abweiser oder Kämme, wie sie beispielsweise aus der
Es konnte im Kontext der Erfindung herausgefunden werden, dass durch einen als geschlossene Fläche ausgebildeten plattenförmigen Abweiser, der stromabwärts des Wirkbereichs der Trennvorrichtung angeordnet ist, solche Störungen des Produktionsablaufs wirksam vermieden werden können. Die von der Trennvorrichtung erzeugten einzelnen Streifen werden auf der Oberfläche des plattenförmigen Abweisers geführt und können durch stromabwärts vorhandene Vorrichtungen weiterverarbeitet werden. Die Zuverlässigkeit der Vorrichtung und die Qualität des mit dieser Vorrichtung erzeugten Produkts, also der Vielzahl von Streifen, kann verbessert werden.It could be found in the context of the invention that by means of a plate-shaped deflector designed as a closed surface, which is arranged downstream of the effective range of the separating device, such disruptions in the production process can be effectively avoided. The individual strips produced by the separating device are guided on the surface of the plate-shaped deflector and can be processed further by devices which are present downstream. The reliability of the device and the quality of the product produced with this device, that is to say the large number of strips, can be improved.
Der plattenförmige Abweiser der Abweisvorrichtung erstreckt sich außerhalb der Walzen. Die Lage des Abweisers ist im Hinblick auf die folgenden Erläuterungen zu verstehen. Die Abweisvorrichtung umfasst zumindest ein Abweiselement, in vielen Fällen zwei Abweiselemente, deren Stege bereichsweise in den Nuten zwischen benachbarten Klingen der Walze verlaufen. Diese Abschnitte oder Bereiche der Stege erstrecken sich innerhalb der Zylindermantelfläche der Walze. Die äußeren Umfänge der Klingen der Walze spannen eine Zylindermantelfläche auf. Die Klingen der ersten Walze spannen eine erste Zylindermantelfläche auf, die Klingen der zweiten Walze spannen eine zweite Zylindermantelfläche auf. In einem Querschnitt betrachtet, der senkrecht zu den Rotationsachsen der Walzen steht, überlappen die erste und die zweite Zylindermantelfläche einander. Die Rotationsachsen der Walzen sind parallel zueinander ausgerichtet. Sie erstrecken sich in Axialrichtung. Der Überlappungsbereich der Zylindermantelflächen soll als Wirkbereich bezeichnet werden. Der plattenförmige Abweiser liegt außerhalb und stromabwärts dieses Wirkbereichs. Er liegt außerhalb der Walzen, d.h. außerhalb eines Bereichs oder Volumens, der/das von der ersten Zylindermantelfläche und der zweiten Zylindermantelfläche umgeben ist.The plate-shaped deflector of the deflector extends outside the rollers. The position of the deflector should be understood in view of the following explanations. The rejection device comprises at least one rejection element, in many cases two rejection elements, the webs of which extend in regions in the grooves between adjacent blades of the roller. These sections or areas of the webs extend within the cylindrical surface of the roller. The outer circumferences of the blades of the roller span a cylindrical surface. The blades of the first roller span a first cylindrical surface, the blades of the second roller span a second cylinder surface. When viewed in a cross section that is perpendicular to the axes of rotation of the rollers, the first and the second cylinder surface overlap one another. The axes of rotation of the rollers are aligned parallel to one another. They extend in the axial direction. The area of overlap of the cylinder jacket surfaces should be referred to as the effective area. The plate-shaped deflector lies outside and downstream of this effective area. It lies outside the rollers, i.e. outside a range or volume that is surrounded by the first cylinder jacket surface and the second cylinder jacket surface.
Gemäß einer vorteilhaften Ausführungsform ist vorgesehen, dass eine Ausdehnung des plattenförmigen Abweisers in der Axialrichtung größer oder gleich einer Abmessung des Wirkbereichs in der Axialrichtung ist. Der plattenförmige Abweiser ist also in Axialrichtung größer dimensioniert als der Wirkbereich der Trennvorrichtung in dieser Richtung. So ist sichergestellt, dass an den Randbereichen des plattenförmigen Abweisers keine von der Trennvorrichtung erzeugten Streifen herabfallen und möglicherweise für die nachfolgenden Produktionsschritte verloren gehen. Die Zuverlässigkeit der Vorrichtung im Hinblick auf eine unterbrechungsfreie Produktion wird durch eine solche Ausgestaltung des plattenförmigen Abweisers weiter verbessert.According to an advantageous embodiment, it is provided that an extension of the plate-shaped deflector in the axial direction is greater than or equal to a dimension of the effective area in the axial direction. The plate-shaped deflector is therefore dimensioned larger in the axial direction than the effective range of the separator in this direction. This ensures that no stripes generated by the separating device fall off at the edge regions of the plate-shaped deflector and may be lost for the subsequent production steps. The reliability of the device with regard to uninterrupted production is further improved by such a configuration of the plate-shaped deflector.
Gemäß einer weiteren vorteilhaften Ausführungsform ist die Vorrichtung dadurch fortgebildet, dass die Stege des zumindest einen Abweiselements einseitig an dem plattenförmigen Abweiser gehalten sind und sich ausgehend von dem Abweiser in Richtung ihrer jeweiligen freien Enden in die Nuten der ersten Walze oder der zweiten Walze erstrecken.According to a further advantageous embodiment, the device is further developed in that the webs of the at least one deflector element are held on one side on the plate-shaped deflector and, starting from the deflector, extend in the direction of their respective free ends into the grooves of the first roller or the second roller.
Die Abweiselemente sind mit anderen Worten so ausgestaltet, dass deren Stege lediglich auf der Auslaufseite, nämlich über den stromabwärts des Wirkbereichs angeordneten Abweiser, nicht jedoch auf der Einlaufseite miteinander verbunden sind. Ein derart ausgestaltetes Abweiselement, welches lediglich stromabwärts des Wirkbereichs plattenförmig und geschlossen ausgeführt ist, lässt sich wesentlich leichter montieren. So ist es beispielsweise möglich, das Abweiselement zu montieren oder auch zu ersetzen, ohne dass die Walzen der Trennvorrichtung oder auch eine der beiden Walzen der Trennvorrichtung demontiert werden muss. Bei Vorrichtungen, welche sowohl einlaufseitig als auch auslaufseitig geschlossen sind, ist dies stets notwendig. Da dies gemäß der genannten Ausführungsform jedoch nicht vorgesehen ist, ergeben sich große Vorteile im Hinblick auf Montage und Service der Vorrichtung zum Auftrennen der Flachbahn.In other words, the deflector elements are designed such that their webs are connected to one another only on the outlet side, namely via the deflector arranged downstream of the effective area, but not on the inlet side. A deflector element configured in this way, which is designed to be plate-shaped and closed only downstream of the effective area, is much easier to install. For example, it is possible to mount or also replace the deflecting element without having to remove the rollers of the separating device or one of the two rollers of the separating device. This is always necessary for devices that are closed both on the inlet side and on the outlet side. However, since this is not provided in accordance with the above-mentioned embodiment, there are great advantages with regard to assembly and service of the device for separating the flat web.
Es ist ferner insbesondere vorgesehen, dass die Stege im Querschnitt betrachtet wesentlich höher als breit ausgeführt sind, um ihnen die erforderliche mechanische Stabilität zu verleihen. Dies gilt insbesondere für Abweiselemente, welche gemäß der vorstehenden Ausführungsform ausgestaltet sind, nämlich solche Abweiselemente, deren Stege lediglich einseitig an dem plattenförmigen Abweiser gehalten sind.It is furthermore particularly provided that the webs, viewed in cross section, are designed to be substantially higher than wide in order to give them the required mechanical stability. This applies in particular to deflector elements which are designed in accordance with the above embodiment are, namely, deflector elements, the webs of which are only held on one side on the plate-shaped deflector.
Gemäß einer weiteren vorteilhaften Ausführungsform ist vorgesehen, dass zumindest ein Steg zumindest eines Abweiselements, insbesondere alle Stege zumindest eines Abweiselements, ferner insbesondere alle Stege aller Abweiselemente, einen T-förmigen Querschnitt aufweisen.According to a further advantageous embodiment, it is provided that at least one web of at least one deflector element, in particular all webs of at least one deflector element, furthermore in particular all webs of all deflector elements, have a T-shaped cross section.
Wird eine Auftrennebene definiert, welche senkrecht auf einer kürzesten Verbindung zwischen den beiden Rotationsachsen der Walzen der Trennvorrichtung steht, so ist eine Flachseite der T-förmigen Querschnitte in Richtung dieser Auftrennebene orientiert. Bei der genannten Flachseite handelt es sich um eine Oberseite des Ts, wenn dieses aufrecht geschrieben betrachtet wird. Der Querschnitt der Stege wird in einer Ebene betrachtet, die quer, insbesondere senkrecht, zu einer Längserstreckungsrichtung der jeweiligen Stege orientiert ist. In eben dieser Ebene werden die Stege auch im Hinblick auf das zuvor genannte Merkmal betrachtet, wonach diese höher als breit ausgeführt sind. Die Höhe der Stege wird jeweils in einer Richtung auf die Trennebene zu gemessen. Mit anderen Worten weisen also die Stege eine größere Dimension in einer Richtung senkrecht zur Trennebene auf als in einer Richtung parallel zu der Trennebene.If a separation plane is defined which is perpendicular to a shortest connection between the two axes of rotation of the rollers of the separation device, a flat side of the T-shaped cross sections is oriented in the direction of this separation plane. The flat page mentioned is an upper side of the Ts when viewed upright. The cross section of the webs is viewed in a plane which is oriented transversely, in particular perpendicularly, to a longitudinal direction of extension of the respective webs. In this plane, the webs are also considered with regard to the feature mentioned above, according to which they are higher than wide. The height of the webs is measured in one direction towards the parting plane. In other words, the webs have a larger dimension in a direction perpendicular to the parting plane than in a direction parallel to the parting plane.
Wenn die Stege höher als breit ausgeführt sind, kann es jedoch leicht zu Ansammlungen von Schmutz oder beim Auftrennen von feuchteren Materialien zu Verklebungen zwischen den Stegen und den Nutflanken der Walzen kommen, was im schlimmsten Fall die Trennvorrichtung blockiert. Die Ausführung der Stege mit T-förmigem Querschnitt ist vorteilhaft, da lediglich derjenige Teil der Stege, der mit den aus der Flachbahn aufgetrennten Streifen in Kontakt tritt und diese aus den Nuten der Walzen herausdrückt, nahezu die gesamten Nutenbreite ausfüllt. Der sich weiter in Richtung des Nutengrunds anschließende Teil ist wesentlich schmaler ausgeführt (in Axialrichtung der Walzen betrachtet), wodurch Verunreinigungen die Trennvorrichtung nicht mehr so leicht blockieren können.If the webs are made higher than wide, however, dirt can accumulate or, when separating moist materials, sticking between the webs and the groove flanks of the rollers can occur, which in the worst case blocks the separating device. The design of the webs with a T-shaped cross section is advantageous since only that part of the webs that comes into contact with the strips cut from the flat web and pushes them out of the grooves of the rollers fills almost the entire width of the grooves. The part that continues in the direction of the groove base is made much narrower (viewed in the axial direction of the rollers), as a result of which contaminants can no longer block the separating device so easily.
Ebenso können Verunreinigungen in Richtung des Nutengrunds aus den Abweisern herausfallen und beispielsweise mit einer nachgeordneten Vorrichtung aus dem Nutengrund entfernt, beispielsweise herausgekratzt, werden.Likewise, contaminants can fall out of the deflectors in the direction of the base of the groove and can be removed, for example scraped out, from the base of the groove using a downstream device.
Ferner ist die Vorrichtung insbesondere derart ausgestaltet, dass die Abweisvorrichtung ein erstes und ein zweites Abweiselement umfasst, die auf gegenüberliegenden Seiten einer Auftrennebene angeordnet sind, wobei eine kürzeste Verbindung zwischen einer ersten Rotationsachse der ersten Walze und einer zweiten Rotationsachse der zweiten Walze senkrecht auf der Auftrennebene steht, wobei die beiden Abweiselemente zu beiden Seiten der Auftrennebene, insbesondere spiegelsymmetrisch zu der Auftrennebene, angeordnet sind.Furthermore, the device is designed in particular in such a way that the rejection device comprises a first and a second rejection element, which are arranged on opposite sides of a separation plane, with a shortest connection between a first axis of rotation of the first roller and a second axis of rotation of the second roller perpendicular to the separation plane stands, the two deflecting elements being arranged on both sides of the separating plane, in particular mirror-symmetrically to the separating plane.
Es sind insbesondere auch asymmetrische Konfigurationen vorgesehen, bei denen die beiden Abweiselemente nicht spiegelsymmetrisch zu der Auftrennebene angeordnet sind. Beispielsweise ist vorgesehen, dass einer der beiden Abweiser näher an der Trennebene angeordnet ist als der andere. Dies kann insbesondere der geodätisch tiefer liegende Abweisersein. Dieser kann beispielsweise in unmittelbarer Nähe, d.h. knapp unterhalb der Trennebene, angeordnet sein. So ist es möglich, die aus der Trennvorrichtung auslaufenden Streifen von unten zu stützen, so dass diese annähernd innerhalb der Trennebene den weiteren Prozessschritten zugeführt werden können.In particular, asymmetrical configurations are also provided, in which the two deflecting elements are not arranged mirror-symmetrically to the separation plane. For example, it is provided that one of the two deflectors is arranged closer to the parting plane than the other. In particular, this can be the geodetically lower deflector. This can, for example, in the immediate vicinity, i.e. be arranged just below the parting plane. It is thus possible to support the strips running out of the separating device from below, so that they can be fed to the further process steps approximately within the separating plane.
Es ist ferner insbesondere vorgesehen, dass die beiden Abweiser stromabwärts, d.h. in Prozessrichtung, trichterförmig auseinanderlaufen. Auch hierbei kann wieder eine asymmetrische Konfiguration vorgesehen sein, so kann beispielsweise lediglich der obere (geodätisch höhere) der beiden Abweiser gebogen ausgeführt sein, so dass sich eine trichterförmige Erweiterung ergibt.It is further particularly provided that the two deflectors are downstream, i.e. run apart in the direction of the process, funnel-shaped. Here, too, an asymmetrical configuration can again be provided, for example only the upper (geodetically higher) of the two deflectors can be curved, so that there is a funnel-shaped extension.
Sofern die erste Walze und die zweite Walze gleich große Radien aufweisen, ist die Auftrennebene gleich weit von der ersten und der zweiten Rotationsachse entfernt. Bei Walzen mit unterschiedlich großen Radien liegt die Auftrennebene näher an der Walze mit dem kleineren Radius. Die erste und die zweite Zylindermantelfläche schneiden sich entlang zweier Linien, die parallel zueinander verlaufen. Diese beiden Linien liegen in der Auftrennebene.If the first roller and the second roller have radii of the same size, the splitting plane is equidistant from the first and second axes of rotation. In the case of rolls with different radii, the cutting plane is closer to the roll with the smaller radius. The first and the second cylinder surface intersect along two lines that run parallel to one another. These two lines are in the separation plane.
Es ist also jeweils ein Abweiselement pro Walze vorgesehen. Die infolge des Auftrennvorgangs möglicherweise in den Nuten zwischen den Klingen vorhandenen Streifen können von dem jeweiligen Abweiselement aus der zugehörigen Walze herausgehoben werden. Anschließend werden die Streifen zuverlässig auf dem ersten oder dem zweiten Abweiselement geführt.One deflector element is therefore provided per roller. The strips which may be present in the grooves between the blades as a result of the cutting process can be lifted out of the associated roller by the respective deflecting element. The strips are then reliably guided on the first or the second deflecting element.
Ferner ist gemäß einer weiteren Ausführungsform vorgesehen, dass sich die Stege des zumindest einen Abweiselements abschnittsweise in einem Teilbereich der Nuten der ersten oder zweiten Walze erstrecken, wobei sich der plattenförmige Abweiser stromabwärts an die Stege anschließt und alle Stege miteinander verbindet, und wobei insbesondere der plattenförmige Abweiser und die Stege einstückig ausgebildet sind.Furthermore, according to a further embodiment it is provided that the webs of the at least one deflecting element extend in sections in a partial area of the grooves of the first or second roller, the plate-shaped deflector connecting downstream to the webs and connecting all the webs to one another, and in particular the plate-shaped one Deflectors and the webs are integrally formed.
Der plattenförmige Abweiser liegt stromabwärts der Stege. Die Stege liegen bereichsweise stromabwärts des Wirkbereichs. Anschließend an die durch die Klingen definierte Zylindermantelfläche gehen die Stege in den plattenförmigen Abweiser über. Dabei liegt der plattenförmige Abweiser möglichst nah an der Zylindermantelfläche. Ein Abstand zwischen der Zylindermantelfläche und dem plattenförmigen Abweiser wird jedoch nur so gering gewählt, dass eine freie Drehbarkeit der zugehörigen Walze um ihre Rotationsachse sichergestellt ist.The plate-shaped deflector is located downstream of the webs. In some areas, the webs are located downstream of the effective area. Following the cylinder surface defined by the blades, the webs merge into the plate-shaped deflector. The plate-shaped deflector is as close as possible to the surface of the cylinder. A distance between the cylinder jacket surface and the plate-shaped deflector is, however, chosen only so small that the associated roller can be freely rotated about its axis of rotation.
Dabei ist es insbesondere vorteilhaft, wenn der plattenförmige Abweiser und die Stege einstückig ausgebildet sind. Beispielsweise wird das Abweiselement oder werden die Abweiselemente aus einem Stück hergestellt. Die Stege werden beispielsweise hergestellt, indem in ein flaches Bauteil Nuten eingebracht werden. Das Abweiselement oder die Abweiselemente sind also bevorzugt stoffeinteilig ausgestaltet. Ferner ist insbesondere vorgesehen, dass das Abweiselement oder die Abweiselemente plan, d.h. vollständig eben ausgestaltet sind. Es ist jedoch ebenso vorgesehen, dass eines oder beide Abweiselemente gebogen ausgeführt sind. Beispielsweise können die Abweiselemente, betrachtet in einem Querschnitt, der senkrecht zu der Axialrichtung liegt, derart gebogen sein, dass sowohl an der Einlaufseite als auch an der Auslaufseite jeweils eine trichterförmige Öffnung entsteht. Stromaufwärts des Wirkbereichs, also entgegen der Materialflussrichtung, erweitert sich dieser Trichter im Zufuhrbereich. Stromabwärts des Wirkbereichs der Trennvorrichtung, also in Materialflussrichtung, erweitert sich ebenfalls der weitere Trichter.It is particularly advantageous if the plate-shaped deflector and the webs are formed in one piece. For example, the deflector element or the deflector elements are made from one piece. The webs are made, for example, by placing them in a flat Component grooves are introduced. The rejection element or the rejection elements are therefore preferably configured in one piece. Furthermore, it is particularly provided that the deflecting element or the deflecting elements are designed to be flat, ie completely flat. However, it is also provided that one or both deflecting elements are curved. For example, the deflecting elements, viewed in a cross section that is perpendicular to the axial direction, can be bent such that a funnel-shaped opening is formed both on the inlet side and on the outlet side. Upstream of the effective area, i.e. against the material flow direction, this funnel widens in the feed area. The further funnel also widens downstream of the effective range of the separating device, that is to say in the direction of material flow.
Gemäß einer weiteren Ausführungsform umfassen der erste und/oder der zweite plattenförmige Abweiser stromaufwärts des Wirkbereichs einen weiteren plattenförmigen Abweiser. Die Vielzahl der Stege des ersten und/oder zweiten Abweiselementes erstreckt sich also ebenfalls abschnittsweise in einem Teilbereich der Nuten stromaufwärts des Wirkbereichs der Trennvorrichtung und geht weiter stromaufwärts in den weiteren plattenförmigen Abweiser über. Der weitere plattenförmige Abweiser schließt sich stromaufwärts an die Stege des Abweiselements an.According to a further embodiment, the first and / or the second plate-shaped deflectors comprise a further plate-shaped deflector upstream of the effective area. The plurality of webs of the first and / or second deflector element thus also extends in sections in a partial area of the grooves upstream of the effective area of the separating device and continues upstream into the further plate-shaped deflector. The further plate-shaped deflector connects upstream to the webs of the deflector element.
Gemäß einer weiteren Ausführungsform ist vorgesehen, dass das zumindest eine Abweiselement dazu eingerichtet ist, eine in Richtung einer Auftrennebene wirkende Federkraft auf die Flachbahn oder die Streifen auszuüben, wobei eine kürzeste Verbindung zwischen einer ersten Rotationsachse der ersten Walze und einer zweiten Rotationsachse der zweiten Walze senkrecht auf der Auftrennebene steht, wobei insbesondere das zumindest eine Abweiselement als federelastisches Element ausgebildet ist und/oder federbelastet gelagert ist.According to a further embodiment it is provided that the at least one deflecting element is set up to exert a spring force acting in the direction of a separation plane on the flat web or the strips, with a shortest connection between a first axis of rotation of the first roller and a second axis of rotation of the second roller perpendicularly stands on the separation level, in particular the at least one deflecting element being designed as a spring-elastic element and / or being spring-loaded.
Mit anderen Worten übt das erste Abweiselement in Richtung der zweiten Walze eine Federkraft aus oder ist in diese Richtung federbelastet gelagert. Entsprechend übt das zweite Abweiselement in Richtung der ersten Walze eine Federkraft aus oder ist in diese Richtung federbelastet gelagert. Die Federkraft kann einstellbar sein.In other words, the first deflecting element exerts a spring force in the direction of the second roller or is spring-loaded in this direction. Accordingly, the second deflecting element exercises in the direction of the first Roll out a spring force or is spring-loaded in this direction. The spring force can be adjustable.
Ferner ist insbesondere vorgesehen, dass das erste und/oder das zweite Abweiselement einstellbar ausgestaltet oder gelagert sind, und zwar in Richtung der jeweils gegenüberliegenden Walze. Das erste und/oder zweite Abweiselement sind also einstellbar. Sie werden bis an die gegenüberliegende Walze zugestellt, so dass die aus dem Bahnmaterial hergestellten Streifen zwischen einer Oberfläche der Stege des Abweiselements und einer äußeren Stirnseite der Schneiden anliegen. Eine Materialstärke des Bahnmaterials wird durch die Federwirkung oder die federnde Lagerung des Abweiselements ausgeglichen.Furthermore, it is particularly provided that the first and / or the second deflecting element are configured or mounted so as to be adjustable, specifically in the direction of the respective opposite roller. The first and / or second deflecting element are therefore adjustable. They are fed up to the opposite roller so that the strips made of the web material lie between a surface of the webs of the deflecting element and an outer end face of the cutting edges. A material thickness of the web material is compensated for by the spring action or the resilient mounting of the deflector element.
Gemäß einer weiteren Ausführungsform ist vorgesehen, dass das zumindest eine Abweiselement, betrachtet in einer Ebene, die senkrecht zu der Axialrichtung liegt, zumindest einen S-Schlag aufweist. Insbesondere ist vorgesehen, dass das erste und/oder das zweite Abweiselement einen ersten S-Schlag in eine erste Richtung und einen weiteren S-Schlag in die entgegengesetzte Richtung aufweist. So ist es beispielsweise möglich, einen erweiterten Einlaufbereich (erster S-Schlag), einen Bereich, in dem das erste und das zweite Abweiselement eine minimale Entfernung voneinander aufweisen (zwischen dem ersten und dem zweiten S-Schlag) und einen erweiterten Auslaufbereich (zweiter S-Schlag) bereitzustellen.According to a further embodiment it is provided that the at least one deflecting element, viewed in a plane which is perpendicular to the axial direction, has at least one S-lay. In particular, it is provided that the first and / or the second deflecting element has a first S-lay in a first direction and a further S-lay in the opposite direction. For example, it is possible to have an extended inlet area (first S-lay), an area in which the first and second deflecting elements are at a minimum distance from one another (between the first and the second S-lay) and an extended outlet area (second S-lay) - blow).
Gemäß einer weiteren Ausführungsform ist die Vorrichtung dadurch fortgebildet, dass ferner eine Abstreifvorrichtung umfasst ist, welche einen ersten und/oder einen zweiten kammförmigen Abstreifer mit einer Vielzahl von Zinken umfasst, wobei Zinken des ersten Abstreifers zum Säubern der ersten Walze in die Nuten der ersten Walze eingreifen und Zinken des zweiten Abstreifers zum Säubern der zweiten Walze in die Nuten der zweiten Walze eingreifen, wobei die Abstreifvorrichtung eine Absaugvorrichtung zum Absaugen von von den Abstreifern aus der oder den Walzen entfernten Partikeln umfasst.According to a further embodiment, the device is further developed by further comprising a scraper device which comprises a first and / or a second comb-shaped scraper with a plurality of prongs, prongs of the first scraper for cleaning the first roller into the grooves of the first roller engage and engage prongs of the second scraper to clean the second roller in the grooves of the second roller, the scraper device comprising a suction device for suction of particles removed from the scraper from the roller or rollers.
Die vorgesehene Partikelabsaugung ist vorteilhaft, da die infolge des Trennvorgangs gegebenenfalls in den Walzen verbleibenden Partikel auf diese Weise aus dem laufenden Produktionsprozess entfernt werden können. Sie können an anderer Stelle in den Produktionsprozess zurückgeführt oder entsorgt werden.The particle extraction provided is advantageous because the particles that may remain in the rollers as a result of the separation process can be removed from the current production process in this way. They can be returned to the production process elsewhere or disposed of.
Gemäß einer weiteren Ausführungsform ist die Vorrichtung derart ausgestaltet, dass das zumindest eine Abweiselement mit zumindest einem Schwingungserreger mechanisch gekoppelt ist, der dazu eingerichtet ist das Abweiselement in periodische oder aperiodische Schwingung zu versetzen.According to a further embodiment, the device is designed such that the at least one deflector element is mechanically coupled to at least one vibration exciter, which is set up to set the deflector element into periodic or aperiodic oscillation.
Zu diesem Zweck ist beispielsweise zumindest eine Aufhängung des Abweiselements als Schwingungserreger ausgestaltet. Geeignete Schwingungserreger sind beispielsweise Piezo-Aktoren, Exzenter oder Ultraschall-Erzeuger. Es ist ebenso vorgesehen, dass als Schwingungserreger ein mit Unwucht rotierendes mechanisches Element zum Einsatz kommt. Indem das Abweiselement in Schwingung versetzt wird, kann der Verschleiß des Abweiselements verringert werden. Ferner werden mechanischen Blockaden (Verstopfungen) der Walzen durch die Streifen verhindert oder beseitigt.For this purpose, for example, at least one suspension of the deflecting element is designed as a vibration exciter. Suitable vibration exciters are, for example, piezo actuators, eccentrics or ultrasound generators. It is also provided that a mechanical element rotating with unbalance is used as the vibration exciter. By vibrating the deflector, the wear of the deflector can be reduced. Furthermore, mechanical blockages (blockages) of the rolls by the strips are prevented or eliminated.
Gemäß einer weiteren Ausführungsform ist vorgesehen, dass die Trennvorrichtung dazu eingerichtet ist, unmittelbar benachbarte Streifen entlang einer vorbestimmten Trennlinie im Wirkbereich voneinander zu trennen, indem die Flachbahn quer zu der Trennlinie so stark gedehnt wird, dass sie entlang der Trennlinie auseinanderreißt.According to a further embodiment, it is provided that the separating device is set up to separate immediately adjacent strips along a predetermined dividing line in the effective area, in that the flat web is stretched transversely to the dividing line to such an extent that it tears apart along the dividing line.
Bei einer solchen Vorrichtung stehen die erste und die zweite Walze im Wirkbereich nicht in direktem Kontakt miteinander. Die Flachbahn wird entlang der Trennlinie nicht durch Wechselwirkung zweier Klingen zerschnitten, sondern durch Überdehnung definiert zerrissen. Da die Flachbahn nicht geschnitten, sondern definiert zerrissen wird, entstehen an der Bruchkante, also an den Seitenkanten der Streifen, offene Strukturen.In such a device, the first and the second roller are not in direct contact with one another in the effective area. The flat web is not cut along the dividing line by the interaction of two blades, but is torn in a defined manner by overextension. Since the flat web is not cut, but torn in a defined manner, open structures are created at the breaking edge, i.e. on the side edges of the strips.
Aufgrund dieser offenen Struktur sind die Streifen aus Bahnmaterial beispielsweise besser geeignet, Zusatzstoffe aufzunehmen oder auch, beispielsweise bei Erwärmung, abzugeben.Because of this open structure, the strips of web material are, for example, better suited to absorb additives or also to release them, for example when heated.
Gemäß einer weiteren Ausführungsform ist vorgesehen, dass die erste und/oder die zweite Walze als intermittierende Walze ausgeführt sind/ist, wobei alle Klingen der intermittierenden Walze jeweils zumindest eine Ausnehmung umfassen, die eine Schneide der Klinge unterbricht, wobei die Ausnehmungen in den Klingen der intermittierenden Walze entlang einer Helix angeordnet sind und diese Helix in einem von den Schneiden der Klingen aufgespannten Zylindermantel liegt und die Achse der Helix mit einer Rotationsachse der intermittierenden Walze zusammenfällt.According to a further embodiment, it is provided that the first and / or the second roller are / is designed as an intermittent roller, all blades of the intermittent roller each comprising at least one recess which interrupts a cutting edge of the blade, the recesses in the blades of the intermittent roller are arranged along a helix and this helix lies in a cylinder jacket spanned by the cutting edges of the blades and the axis of the helix coincides with an axis of rotation of the intermittent roller.
Unter einer "Ausnehmung" soll im Kontext der vorliegenden Beschreibung eine Intermittierung oder Nut verstanden werden, welche in die entsprechende Klinge so eingebracht ist, dass sie die Schneide der Klinge unterbricht. Unter einer "Helix" soll eine Schraubenlinie verstanden werden, die eine konstante Steigung aufweist. Die entlang der Helix angeordneten Ausnehmungen sorgen dafür, dass mit der Trennvorrichtung die Flachbahn so aufgetrennt wird, dass die einzelnen Streifen paarweise benachbart jeweils durch Stege miteinander verbunden sind. So kann der Verlust einzelner Streifen aus dem Prozess auch im Falle eines Bruchs oder eines Streifenabrisses vermieden werden. Mit dem nächsten Quersteg wird der defekte Streifen zurück in den Prozess geführt.In the context of the present description, a “recess” is to be understood as an intermittent or groove which is introduced into the corresponding blade in such a way that it interrupts the cutting edge of the blade. A "helix" is to be understood as a helix that has a constant pitch. The recesses arranged along the helix ensure that the separating device separates the flat web in such a way that the individual strips are connected to one another in pairs, each by webs. In this way, the loss of individual strips from the process can also be avoided in the event of a break or a strip tear. With the next crossbar, the defective strip is fed back into the process.
Das Bahnmaterial, aus dem die einzelnen Streifen hergestellt werden und aus dem die Flachbahn hergestellt ist, ist beispielsweise rekonstituiertes Tabakmaterial, PLA-Folie, eine Papierbahn oder auch ein anderes Bahnmaterial.The web material from which the individual strips are made and from which the flat web is made is, for example, reconstituted tobacco material, PLA film, a paper web or another web material.
Die Aufgabe wird ferner gelöst durch eine Vorrichtung zum Herstellen eines Strangs der Tabak verarbeitenden Industrie, umfassend eine Vorrichtung gemäß einem oder mehreren der zuvor genannten Ausführungsformen, wobei die Vorrichtung ferner eine Strangformungseinheit umfasst, die dazu eingerichtet ist, aus der Vielzahl von Streifen einen Strang zu bilden.The object is further achieved by a device for producing a strand of the tobacco processing industry, comprising a device according to one or more of the aforementioned embodiments, the device further comprising a strand forming unit, which is set up to form a strand from the plurality of strips.
Mittels einer solchen Vorrichtung kann, wenn beispielsweise rekonstituiertes Tabakmaterial als Bahnmaterial verwendet wird, ein stabförmiger Artikel der Tabak verarbeitenden Industrie hergestellt werden. Bei diesem Artikel handelt es sich beispielsweise um ein HNB-Produkt (engl.: Heat-not-Burn). Sofern als Bahnmaterial eine PLA-Folie verwendet wird, kann mittels der Vorrichtung beispielsweise ein Kühlelement, insbesondere für einen HNB-Artikel hergestellt werden. Wird Papier als Bahnmaterial verwendet, kann ein Filter- oder ein Abstandselement hergestellt werden.With such a device, if, for example, reconstituted tobacco material is used as the web material, a rod-shaped article of the tobacco processing industry can be produced. This article is, for example, an HNB product (Heat-not-Burn). If a PLA film is used as the web material, the device can be used, for example, to produce a cooling element, in particular for an HNB article. If paper is used as the web material, a filter or spacer element can be produced.
Die Aufgabe wird ferner gelöst durch ein Verfahren zum Auftrennen einer Flachbahn aus einem Bahnmaterial in eine Vielzahl von Streifen, bei dem mit einer Trennvorrichtung, die eine erste und eine mit dieser zusammenwirkende zweite Walze umfasst, die Flachbahn in die Vielzahl von benachbarten Streifen aufgetrennt wird, wobei die Mantelflächen der Walzen in Axialrichtung abwechselnd in Umfangsrichtung der jeweiligen Walze geschlossen umlaufende Nuten und Klingen aufweisen und in einem Wirkbereich die Klingen der ersten Walze in die Nuten der zweiten Walze und die Klingen der zweiten Walze in die Nuten der ersten Walze eingreifen, wobei mit einer Abweisvorrichtung, die zumindest ein Abweiselement umfasst, dessen Stege in die Nuten der ersten oder der zweiten Walze eingreifen, die Streifen aus den Nuten der ersten oder der zweiten Walze mit einer Abweisvorrichtung entfernt werden, und wobei dieses Verfahren dadurch fortgebildet ist, dass die Streifen stromabwärts des Wirkbereichs der Trennvorrichtung entlang einer Oberfläche eines plattenförmigen Abweisers geführt werden, wobei das zumindest eine Abweiselement abschnittsweise als plattenförmiger Abweiser ausgebildet ist, der stromabwärts des Wirkbereichs der Trennvorrichtung eine geschlossene Fläche ausbildet, die sich in der Axialrichtung über zumindest zwei Stege hinweg erstreckt.The object is further achieved by a method for separating a flat web from a web material into a multiplicity of strips, in which the flat web is separated into the multiplicity of adjacent strips with a separating device, which comprises a first and a second roller interacting with it. wherein the circumferential surfaces of the rollers alternately have circumferential grooves and blades in the circumferential direction of the respective roller and in an effective area the blades of the first roller engage in the grooves of the second roller and the blades of the second roller engage in the grooves of the first roller, with a rejection device which comprises at least one rejection element, the webs of which engage in the grooves of the first or the second roller, the strips are removed from the grooves of the first or the second roller with a deflection device, and this method is further developed in that the strips downstream of the effective range of the separator device are guided along a surface of a plate-shaped deflector, the at least one deflecting element being designed in sections as a plate-shaped deflector which forms a closed surface downstream of the effective region of the separating device and extends in the axial direction over at least two webs.
Alle Streifen, die im Wirkbereich der Trennvorrichtung hergestellt werden, werden über die Oberfläche des plattenförmigen Abweisers geführt. So kann vorteilhaft ein sehr zuverlässiges Verfahren zum Auftrennen der Flachbahn bereitgestellt werden.All strips that are produced in the effective area of the separating device are guided over the surface of the plate-shaped deflector. In this way, a very reliable method for separating the flat web can advantageously be provided.
Im Übrigen treffen auf das Verfahren gleiche oder ähnliche Vorteile zu, wie sie bereits im Hinblick auf die Vorrichtung erwähnt wurden.Otherwise, the same or similar advantages apply to the method as have already been mentioned with regard to the device.
Gemäß einer vorteilhaften Ausführungsform ist vorgesehen, dass die Nuten der ersten Walze von vorhandenen Partikeln durch Zinken eines ersten Abstreifers gesäubert werden, die in die Nuten der ersten Walze eingreifen, und die Nuten der zweiten Walze von vorhandenen Partikeln durch Zinken eines zweiten Abstreifers gesäubert werden, die in die Nuten der zweiten Walze eingreifen, wobei die aus den Nuten entfernten Partikel abgesaugt werden.According to an advantageous embodiment, it is provided that the grooves of the first roller are cleaned of existing particles by prongs of a first scraper, which engage in the grooves of the first roller, and the grooves of the second roller are cleaned of existing particles by prongs of a second scraper, which engage in the grooves of the second roller, the particles removed from the grooves being sucked off.
Gemäß einer weiteren vorteilhaften Ausführungsform ist vorgesehen, dass unmittelbar benachbarte Streifen entlang einer vorbestimmten Trennlinie im Wirkbereich voneinander getrennt werden, indem die Flachbahn quer zu der Trennlinie so stark gedehnt wird, dass sie entlang der Trennlinie auseinanderreißt.According to a further advantageous embodiment, it is provided that immediately adjacent strips are separated from one another along a predetermined dividing line in the effective area by stretching the flat web so far transversely to the dividing line that it tears apart along the dividing line.
Ferner ist das Verfahren insbesondere dadurch fortgebildet, dass die erste und/oder die zweite Walze als intermittierende Walze ausgeführt sind/ist, wobei alle Klingen der intermittierenden Walze jeweils zumindest eine Ausnehmung umfassen, die eine Schneide der Klinge unterbricht, wobei die Ausnehmungen in den Klingen der intermittierenden Walze entlang einer Helix angeordnet sind und diese Helix in einem von den Schneiden der Klingen aufgespannten Zylindermantel liegt und die Achse der Helix mit einer Rotationsachse der intermittierenden Walze zusammenfällt und wobei die Flachbahn in miteinander durch Querstege verbundene Streifen aufgetrennt wird, welche beim Auftrennvorgang in den Ausnehmungen der Klingen liegen.Furthermore, the method is further developed in particular in that the first and / or the second roller are / is designed as an intermittent roller, all blades of the intermittent roller each comprising at least one recess which interrupts a cutting edge of the blade, the recesses in the blades the intermittent roller is arranged along a helix and this helix lies in a cylinder jacket spanned by the cutting edges of the blades and the axis of the helix coincides with an axis of rotation of the intermittent roller and the flat web is separated into strips connected to one another by transverse webs, which during the separation process into the recesses of the blades.
Weitere Merkmale der Erfindung werden aus der Beschreibung erfindungsgemäßer Ausführungsformen zusammen mit den Ansprüchen und den beigefügten Zeichnungen ersichtlich. Erfindungsgemäße Ausführungsformen können einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllen.Further features of the invention will become apparent from the description of embodiments according to the invention together with the claims and the accompanying drawings. Embodiments according to the invention can fulfill individual features or a combination of several features.
Die Erfindung wird nachstehend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen beschrieben, wobei bezüglich aller im Text nicht näher erläuterten erfindungsgemäßen Einzelheiten ausdrücklich auf die Zeichnungen verwiesen wird. Es zeigen:
- Fig. 1
- eine Vorrichtung zum Herstellen eines Strangs aus Bahnmaterial in schematisch vereinfachter Darstellung,
- Fig. 2
- eine schematisch vereinfachte Detailansicht der Walzen einer Trennvorrichtung einer Vorrichtung zum Auftrennen einer Flachbahn aus einem Bahnmaterial, dargestellt im Wirkbereich der beiden Walzen und in einer Schnittebene, in der die Rotationsachsen der Walzen liegen,
- Fig. 3
- eine schematisch vereinfachte perspektivische Darstellung einer Trennvorrichtung mit einer Abweisvorrichtung und einer Abstreifvorrichtung mit Absaugung,
- Fig. 4
- eine schematisch vereinfachte perspektivische Detailansicht der Walzen einer Trennvorrichtung mit einer Abweisvorrichtung, dargestellt im Wirkbereich der beiden Walzen,
- Fig. 5
- eine schematisch vereinfachte Draufsicht auf ein Abweiselement der Abweisvorrichtung,
- Fig. 6
- eine schematisch vereinfachte perspektivische Detailansicht eines einteilig ausgeführten Abweiselements in Betriebsstellung, wobei die mit der Walze zusammenwirkende gegenüberliegende Walze nicht dargestellt ist,
- Fig. 7
- eine schematisch vereinfachte Schnittdarstellung, in einer Ebene senkrecht zu einer Axialrichtung, der beiden Walzen der Trennvorrichtung einschließlich einer Abweisvorrichtung,
- Fig. 8
- eine schematisch vereinfachte perspektivische Detaildarstellung der Walzen einer Trennvorrichtung einschließlich einer weiteren Abweisvorrichtung,
- Fig. 9
- eine schematisch vereinfachte perspektivische Darstellung einer der beiden Walzen einer Trennvorrichtung mit einer weiteren Abweisvorrichtung,
- Fig. 10
- die aus
Fig. 9 bekannte Walze einschließlich der Abweisvorrichtung, dargestellt in einer Schnittansicht, in einer Ebene senkrecht zu einer Axialrichtung, - Fig. 11
- eine weitere schematische schematisch vereinfachte perspektivische Detaildarstellung die Walzen einer Trennvorrichtung mit einer weiteren Abweisvorrichtung,
- Fig. 12
- eine weitere schematisch vereinfachte Schnittdarstellung, in einer Ebene senkrecht zur Axialrichtung der beiden Walzen der Trennvorrichtung einschließlich einer weiteren Abweisvorrichtung und
- Fig. 13
- eine weitere schematisch vereinfachte Detailansicht der Walzen der Trennvorrichtung, dargestellt im Wirkbereich der beiden Walzen und in einer Schnittebene, in der die Rotationsachsen der Walzen liegen, wobei zusätzlich eine Abweisvorrichtung mit im Querschnitt T-förmigen Stegen dargestellt ist.
- Fig. 1
- a device for producing a strand from web material in a schematically simplified representation,
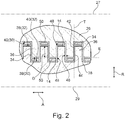
- Fig. 2
- 1 shows a schematically simplified detailed view of the rollers of a separating device of a device for cutting a flat web from a web material, shown in the effective area of the two rollers and in a sectional plane in which the axes of rotation of the rollers lie,
- Fig. 3
- 1 shows a schematically simplified perspective illustration of a separating device with a deflecting device and a stripping device with suction,
- Fig. 4
- 2 shows a schematically simplified perspective detailed view of the rollers of a separating device with a deflector, shown in the effective area of the two rollers,
- Fig. 5
- 2 shows a schematically simplified plan view of a deflector element of the deflector device,
- Fig. 6
- 2 shows a schematically simplified perspective detail view of a one-piece deflector element in the operating position, the opposite roller interacting with the roller is not shown,
- Fig. 7
- 2 shows a schematically simplified sectional illustration, in a plane perpendicular to an axial direction, of the two rollers of the separating device, including a deflecting device,
- Fig. 8
- 1 shows a schematically simplified perspective detailed illustration of the rollers of a separating device including a further reject device,
- Fig. 9
- 1 shows a schematically simplified perspective illustration of one of the two rollers of a separating device with a further deflecting device,
- Fig. 10
- from
Fig. 9 known roller including the deflector, shown in a sectional view, in a plane perpendicular to an axial direction, - Fig. 11
- another schematic, schematically simplified perspective detailed illustration of the rollers of a separating device with a further deflecting device,
- Fig. 12
- another schematically simplified sectional view, in a plane perpendicular to the axial direction of the two rollers of the separating device including a further deflector and
- Fig. 13
- a further schematically simplified detailed view of the rollers of the separating device, shown in the effective area of the two rollers and in a sectional plane in which the axes of rotation of the rollers lie, wherein additionally a deflecting device with webs T-shaped in cross section is shown.
In den Zeichnungen sind jeweils gleiche oder gleichartige Elemente und/oder Teile mit denselben Bezugsziffern versehen, so dass von einer erneuten Vorstellung jeweils abgesehen wird.In the drawings, the same or similar elements and / or parts are provided with the same reference numerals, so that a renewed presentation is not made in each case.
Im Rahmen der Erfindung sind Merkmale, die mit "insbesondere" oder "vorzugsweise" gekennzeichnet sind, als fakultative Merkmale zu verstehen.In the context of the invention, features which are labeled "in particular" or "preferably" are to be understood as optional features.
Die Flachbahn 6 wird einer von der Vorrichtung 2 umfassten Vorrichtung 11 zum Auftrennen der Flachbahn 6 zugeführt. Die Vorrichtung 11 zum Auftrennen der Flachbahn 6 umfasst eine Trennvorrichtung 12 und eine Abweisvorrichtung 13. Die Trennvorrichtung 12 ist dazu eingerichtet, die Flachbahn 6 in eine Vielzahl von Streifen 14 aufzutrennen. Die Streifen 14 erstrecken sich in einer Streifenebene, die in der Darstellung von
Die Trennvorrichtung 12 der Vorrichtung 11 zum Auftrennen der Flachbahn 6 umfasst eine erste Walze 26 und eine mit dieser zusammenwirkenden zweite Walze 28. Die beiden Walzen 26, 28 stehen nicht in mechanischem Kontakt miteinander. Die erste Walze 26 rotiert um eine erste Rotationsache 27, die zweite Walze 28 rotiert um eine zweite Rotationsachse 29.The separating
Die erste Walze 26 hat eine erste Mantelfläche 30 und die zweite Walze 28 hat eine zweite Mantelfläche 32. Die Mantelflächen 30, 32 der Walzen 26, 28 weisen in Axialrichtung A abwechselnd in Umfangsrichtung geschlossen umlaufende Nuten 34 und Klingen 36 auf. Aus Gründen der Übersichtlichkeit sind lediglich einige der Nuten 34 und der Klingen 36 mit Bezugszeichen versehen. Im dargestellten Wirkbereich der beiden Walzen 26, 28 greifen die Klingen 36 der ersten Walze 26 in die Nuten 34 der zweiten Walze 28 und die Klingen 36 der zweiten Walze 28 greifen in die Nuten 34 der ersten Walze 26. Die Flachbahn 6 wird, wenn sie in den Wirkbereich zwischen den beiden Walzen 26, 28 eingeführt wird, lokal und quer entlang einer Trennebene T, die in punktierter Linie dargestellt ist, so stark überdehnt, dass die Flachbahn 6 in dieser Trennebene T auseinanderreißt. Die Trennebene T liegt in der Darstellung von
Die Klingen 36 der Walzen 26, 28 umfassen jeweils eine Oberseite 38, die ein Teil der Mantelfläche 30, 32 der zugehörigen Walze 26, 28 ist. Die Nuten 34 umfassen jeweils einen Boden 40, der ebenfalls ein Teil der Mantelfläche 30, 32 der zugehörigen Walze 26, 28 ist. Die Klingen 36 und die Nuten 34, genauer die Oberseite 38 der Klinge 36 und der Boden 40 der benachbarten Nut 34, sind jeweils durch Flanken 42, 44 miteinander verbunden. Je nachdem, ob die Nuten 34 oder die Klingen 36 der ersten oder der zweiten Walze 26, 28 zugeordnet sind, sollen diese Flanken als erste Flanken 42, sofern es sich um die erste Walze 26 handelt, und als zweite Flanken 44, sofern es sich um die zweite Walze 28 handelt, bezeichnet werden. Die Flanken 42, 44 verlaufen radial, also in einer radialen Richtung R, welche senkrecht auf der Axialrichtung A steht. Die radiale Richtung R verläuft in Richtung eines Radius der jeweiligen Walze 26, 28. Die Trennlinien, entlang derer die Flachbahn 6 in Streifen 14 aufgetrennt wird, verlaufen jeweils zwischen den ersten Flanken 42 der ersten Walze 26 und den zweiten Flanken 44 der zweiten Walze 28.The
Die Trennvorrichtung 12 ist zum Trennen der Flachbahn 6, welche eine vorbestimmte Materialstärke aufweist, eingerichtet. Die Trennvorrichtung 12 kann so ausgestaltet sein, dass zwischen den Flanken 42, 44 entgegengesetzter Walzen 26, 28, also zwischen der ersten Flanke 42 und der zweiten Flanke 44, ein axiales Spaltmaß 46 vorgesehen ist, welches das 0,5-fache bis Zweifache, insbesondere das 0,6-fache bis Einfache des Werts der vorgegebenen Materialstärke der Flachbahn 6 beträgt. Ein in Radialrichtung R der Walzen 26, 28 gemessener Abstand D zwischen der Oberseite 38 der Klingen 36 und der ersten Walze 26 und der Oberseite 38 der Klingen 36 der zweiten Walze 28 beträgt beispielsweise das Einfache bis Fünffache des Werts der vorgegebenen Materialstärke der Flachbahn 6. Die lokale Überdehnung der Flachbahn 6 entlang der Trennlinien führt dazu, dass in den Nuten 34 der Walzen 26, 28 die einzelnen Streifen 14, von denen aus Gründen der Übersichtlichkeit wiederum lediglich einige mit Bezugszeichen versehen sind, getrennt voneinander vorliegen. Die Streifen 14 weisen an ihren Kanten 48 eine offene Struktur auf, da sie nicht durch einen Schnitt getrennt, sondern durch Überdehnung definiert auseinandergerissen werden.The separating
Infolge der Auftrennung der Flachbahn 6 in einzelne Streifen 14 kann es vorkommen, dass einzelne Streifen 14 im Nutengrund, also auf oder in der Nähe des Bodens 40 der Nuten 34 in der jeweiligen Walze 26, 28 anhaften und so am Ende des Wirkbereichs zwischen den beiden Walzen 26, 28 schwer aus den Nuten 34 zu entfernen sind. Aus diesem Grund umfasst die Trennvorrichtung 12 die Abweisvorrichtung 13, die zumindest ein Abweiselement umfasst, dessen Stege 50 in die Nuten 34 der ersten und zweiten Walze 26, 28 eingreifen. Die Stege 50 erstrecken sich zwischen dem Boden 40 der Nuten 34 und dem jeweiligen Streifen 14. Die Streifen 14 werden von den Stegen 50 am Ende des Wirkbereichs aus den Nuten 34 herausgeführt, d.h. vom Boden 40 der Nuten 34 in Richtung der Oberseite 38 der Klingen 36 geführt. Von dort aus werden die Streifen 14 aus einer von den äußeren Umfängen der Klingen 36 definierten Zylindermantelfläche der Walzen 26, 28 herausgeführt. Die Streifen 14 gelangen weiter auf einen plattenförmigen Abweiser des Abweiselements, der stromabwärts des Wirkbereichs angeordnet ist und als eine geschlossene Fläche ausgebildet ist.As a result of the separation of the
Bei dem in
In
Die Abweiselemente 54, 56 sind beispielsweise dazu eingerichtet, eine in Richtung einer Auftrennebene AT wirkende Federkraft auf die Flachbahn 6 bzw. die hergestellten Streifen 14 auszuüben. Hierzu sind die Abweiselemente 54, 56 beispielsweise als federelastische Elemente ausgebildet. Es ist ebenso vorgesehen, dass die Lager oder Aufhängung 63 der Abweiselemente 54, 56 als Federlager ausgeführt sind. Das erste Abweiselement 54 übt also eine Federkraft in Richtung der zweiten Walze 28 aus oder ist in diese Richtung federbelastet gelagert. Entsprechend übt das zweite Abweiselement 56 in Richtung der ersten Walze 26 eine Federkraft aus oder ist in diese Richtung federbelastet gelagert. Die Federkraft kann jeweils einstellbar sein.The deflecting
Gemäß einem weiteren Ausführungsbeispiel sind die Abweiselemente 54, 56 mit zumindest einem Schwingungserreger mechanisch gekoppelt. Dieser ist dazu eingerichtet, das Abweiselement 54, 56 in periodische oder aperiodische Schwingung zu versetzen. Beispielsweise ist zumindest eine Aufhängung 63 zumindest eines Abweiselements 54, 56 als Schwingungserreger ausgestaltet, beispielsweise als Piezo-Aktor, Exzenter, Ultraschall-Erzeuger oder als ein mit Unwucht rotierendes mechanisches Element. Indem das Abweiselement 54, 56 in Schwingung versetzt wird, werden mechanischen Blockaden (Verstopfungen) der Walzen 26, 28 durch die Streifen 14 verhindert oder beseitigt.According to a further exemplary embodiment, the deflecting
Die Trennvorrichtung 12 ist ferner mit einer Abstreifvorrichtung 64 versehen. Diese umfasst einen ersten kammförmigen Abstreifer 66, der mit einer Vielzahl von Zinken versehen ist, wobei die Zinken des ersten Abstreifers 66 in die Nuten 34 der ersten Walze 26 eingreifen und dazu dienen, die erste Walze 26 zu säubern. Die Abstreifvorrichtung 64 umfasst ferner einen zweiten Abstreifer 68, der ebenfalls mit Zinken versehen ist, wobei die Zinken des zweiten Abstreifers 68 zum Säubern der zweiten Walze 28 in die Nuten 34 dieser Walze 28 eingreifen. Die Abstreifvorrichtung 64 umfasst ferner eine Absaugvorrichtung 70 mit der die von den Abstreifern 66, 68 aus den Walzen 26, 28 entfernten Partikel abgesaugt werden. Bei der in
Die erste Schneidwalze 26 oder die zweite Schneidwalze 28 oder auch beide Schneidwalzen 26, 28, d.h. die erste Schneidwalze 26 und die zweite Schneidwalze 28, sind beispielsweise als intermittierende Walze(n) ausgeführt. Die Ausgestaltung der Trennvorrichtung 12 mit zumindest einer intermittierenden Walze sorgt dafür, dass die Streifen 14 paarweise untereinander mit Querstegen verbunden sind. Bei einer intermittierenden Walze sind alle Klingen 36 der intermittierenden Walze 26, 28 jeweils mit einer Ausnehmung versehen, die eine Schneide der Klinge 36 unterbricht. Die Ausnehmungen in den Klingen 36 einer solchen intermittierenden Walze 26, 28 sind entlang einer Helix angeordnet. Diese Helix liegt in einem von den Schneiden der Klingen 36 aufgespannten Zylindermantel. Die Achse dieser Helix fällt mit der jeweiligen Rotationsachse 27, 29 der intermittierenden Walze 26, 28 zusammen.The
Das Abweiselement 54 ist beispielsweise einteilig ausgeführt. Hierzu wird beispielsweise eine Platte mit Schlitzen versehen, so dass die Stege 50 entstehen. Das Abweiselement 54 ist also beispielsweise vollständig eben.The
Die Auslaufzone zwischen den Abweiselementen 54, 56 erweitert sich trichterförmig. Dabei ist der plattenförmige Abweiser 62 des zweiten Abweiselements 56 insbesondere planeben und beispielsweise parallel zu der in punktierter Linie angedeuteten Trennebene AT ausgestaltet. So können die einzelnen Streifen (nicht dargestellt) über die Stege 50 und den plattenförmige Abweiser 62 des zweiten Abweiselements 56 aus dem Wirkbereich zwischen den Walzen 26, 28 herausgeführt werden.The outlet zone between the
Ferner ist beispielhaft ein erster Abstreifer 66 einer bereits zuvor erläuterten Abstreifvorrichtung 64 in
Alle genannten Merkmale, auch die den Zeichnungen allein zu entnehmenden sowie auch einzelne Merkmale, die in Kombination mit anderen Merkmalen offenbart sind, werden allein und in Kombination als erfindungswesentlich angesehen. Erfindungsgemäße Ausführungsformen können durch einzelne Merkmale oder eine Kombination mehrerer Merkmale erfüllt sein.All of the features mentioned, including those that can be seen in the drawings alone and also individual features that are disclosed in combination with other features, are considered to be essential to the invention, alone and in combination. Embodiments according to the invention can be fulfilled by individual features or a combination of several features.
- 22nd
- Vorrichtung zum Herstellen eines StrangsDevice for producing a strand
- 44th
- Strangstrand
- 66
- FlachbahnFlat track
- 88th
- BobineBobine
- 1010th
- AbspuleinheitUnwinding unit
- 1111
- Vorrichtung zum Auftrennen einer FlachbahnDevice for cutting a flat web
- 1212th
- TrennvorrichtungSeparating device
- 1313
- AbweisvorrichtungDeflector
- 1414
- StreifenStripes
- 1616
- TransportwalzenTransport rollers
- 1818th
- EinlauftrichterInlet funnel
- 2020
- StrangformungseinheitStrand forming unit
- 2222
- FormatkanalFormat channel
- 2424th
- Artikelitems
- 2626
- erste Walzefirst roller
- 2727
- erste Rotationsachsefirst axis of rotation
- 2828
- zweite Walzesecond roller
- 2929
- zweite Rotationsachsesecond axis of rotation
- 3030th
- erste Mantelflächefirst lateral surface
- 3232
- zweite Mantelflächesecond lateral surface
- 3434
- NutenGrooves
- 3636
- KlingenSound
- 3838
- OberseiteTop
- 4040
- Bodenground
- 4242
- erste Flankefirst flank
- 4444
- zweite Flankesecond flank
- 4646
- axiales Spaltmaßaxial gap dimension
- 4848
- Kantenedge
- 5050
- StegeWalkways
- 5252
- WirkbereichEffective range
- 5454
- erstes Abweiselementfirst deflector
- 5656
- zweites Abweiselementsecond deflector
- 5858
- AuslaufbereichOutlet area
- 6060
- EinlaufbereichInfeed area
- 6262
- plattenförmiger Abweiserplate-shaped deflector
- 6363
- Aufhängungsuspension
- 6464
- AbstreifvorrichtungScraper
- 6666
- erster Abstreiferfirst wiper
- 6868
- zweiter Abstreifersecond wiper
- 7070
- AbsaugvorrichtungSuction device
- 7272
- HaubeHood
- 7474
- AbsaugkanalSuction channel
- 7676
- OberseiteTop
- 7878
- Ausdehnungexpansion
- 8080
- weiterer Abweiseranother deflector
- 8282
- Halterungbracket
- 8484
- erster Bereichfirst area
- 8686
- zweiter Bereichsecond area
- 8888
- dritter Bereichthird area
- 9090
- freies Endefree end
- 9292
- flache Oberseiteflat top
- 9494
- KopfbereichHead area
- 9696
- RumpfbereichTrunk area
- 9898
- NutenflankenGroove flanks
- AA
- AxialrichtungAxial direction
- ATAT
- AuftrennebeneSeparation level
- EE
- PapierebenePaper plane
- RR
- radiale Richtungradial direction
- TT
- TrennebeneDividing plane
Claims (15)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23184847.4A EP4241941A3 (en) | 2019-01-14 | 2020-01-08 | Device and method for producing a strand for the tobacco processing industry |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102019100755.0A DE102019100755A1 (en) | 2019-01-14 | 2019-01-14 | Device and method for cutting a flat web and device for producing a strand |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP23184847.4A Division EP4241941A3 (en) | 2019-01-14 | 2020-01-08 | Device and method for producing a strand for the tobacco processing industry |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3680078A1 true EP3680078A1 (en) | 2020-07-15 |
| EP3680078B1 EP3680078B1 (en) | 2023-07-12 |
Family
ID=69147521
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20150666.4A Active EP3680078B1 (en) | 2019-01-14 | 2020-01-08 | Device and method for producing a strand for the tobacco processing industry |
| EP23184847.4A Pending EP4241941A3 (en) | 2019-01-14 | 2020-01-08 | Device and method for producing a strand for the tobacco processing industry |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP23184847.4A Pending EP4241941A3 (en) | 2019-01-14 | 2020-01-08 | Device and method for producing a strand for the tobacco processing industry |
Country Status (4)
| Country | Link |
|---|---|
| EP (2) | EP3680078B1 (en) |
| CN (1) | CN111434249B (en) |
| DE (1) | DE102019100755A1 (en) |
| PL (1) | PL3680078T3 (en) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US789465A (en) | 1903-05-15 | 1905-05-09 | Varley Duplex Magnet Co | Paper-slitting machine. |
| US3472236A (en) | 1964-11-16 | 1969-10-14 | American Mach & Foundry | Cigarette or cigar making machine and method |
| DE1954036A1 (en) | 1968-10-28 | 1970-05-14 | American Mach & Foundry | Method and device for making cigarettes |
| DE3616554A1 (en) * | 1986-05-16 | 1987-11-19 | Schleicher Co Feinwerktech | Cutter roller stripper apparatus for paper shredders or the like |
| US5025814A (en) | 1987-05-12 | 1991-06-25 | R. J. Reynolds Tobacco Company | Cigarette filters containing strands of tobacco-containing materials |
| US5511732A (en) | 1994-12-28 | 1996-04-30 | Fellowes Manufacturing Company | Document shredding machine with continuous stripper |
| DE202011003744U1 (en) * | 2011-03-10 | 2011-05-12 | Su, Chao-Lung | Reinforced cutter for a strip cut paper shredder |
| CN108081344A (en) * | 2017-11-23 | 2018-05-29 | 广东恒联食品机械有限公司 | A kind of sliced meat Machine for cutting pattern |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007059625B4 (en) * | 2007-12-10 | 2013-07-25 | Hauni Maschinenbau Ag | Strand cutter |
| DE102016112724B4 (en) * | 2016-07-12 | 2018-02-08 | Hauni Maschinenbau Gmbh | Cutting a tipping paper strip of the tobacco processing industry |
-
2019
- 2019-01-14 DE DE102019100755.0A patent/DE102019100755A1/en active Pending
-
2020
- 2020-01-08 EP EP20150666.4A patent/EP3680078B1/en active Active
- 2020-01-08 PL PL20150666.4T patent/PL3680078T3/en unknown
- 2020-01-08 EP EP23184847.4A patent/EP4241941A3/en active Pending
- 2020-01-14 CN CN202010036841.3A patent/CN111434249B/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US789465A (en) | 1903-05-15 | 1905-05-09 | Varley Duplex Magnet Co | Paper-slitting machine. |
| US3472236A (en) | 1964-11-16 | 1969-10-14 | American Mach & Foundry | Cigarette or cigar making machine and method |
| DE1954036A1 (en) | 1968-10-28 | 1970-05-14 | American Mach & Foundry | Method and device for making cigarettes |
| DE3616554A1 (en) * | 1986-05-16 | 1987-11-19 | Schleicher Co Feinwerktech | Cutter roller stripper apparatus for paper shredders or the like |
| US5025814A (en) | 1987-05-12 | 1991-06-25 | R. J. Reynolds Tobacco Company | Cigarette filters containing strands of tobacco-containing materials |
| US5511732A (en) | 1994-12-28 | 1996-04-30 | Fellowes Manufacturing Company | Document shredding machine with continuous stripper |
| DE202011003744U1 (en) * | 2011-03-10 | 2011-05-12 | Su, Chao-Lung | Reinforced cutter for a strip cut paper shredder |
| CN108081344A (en) * | 2017-11-23 | 2018-05-29 | 广东恒联食品机械有限公司 | A kind of sliced meat Machine for cutting pattern |
Also Published As
| Publication number | Publication date |
|---|---|
| PL3680078T3 (en) | 2024-01-03 |
| CN111434249B (en) | 2023-06-30 |
| EP4241941A2 (en) | 2023-09-13 |
| DE102019100755A1 (en) | 2020-07-16 |
| EP4241941A3 (en) | 2023-12-20 |
| CN111434249A (en) | 2020-07-21 |
| EP3680078B1 (en) | 2023-07-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0340619A1 (en) | Apparatus for making expanded sheet metal | |
| EP3069834A1 (en) | Separating device for separating a strand made of a pasty foodstuff | |
| EP3880399A1 (en) | Method for cutting a continuous battery electrode material in order to produce battery electrodes, and a battery electrode | |
| EP1010503B1 (en) | Cutting device including a first and a second row of cutting blades which can be relatively moved along parallel directions | |
| EP3542648B1 (en) | Device and method for producing a rod made of web material | |
| DE102018103294B3 (en) | Device for longitudinal separation of a pipe | |
| EP3144133A1 (en) | Adevice for making a groove in sheets of material | |
| AT501246B1 (en) | DEVICE AND METHOD FOR DISCONNECTING A MOVING MATERIAL RAIL | |
| EP3680078B1 (en) | Device and method for producing a strand for the tobacco processing industry | |
| WO2020120579A1 (en) | Device having a guillotine device for cutting to length for manufacturing a packaging material product from a fibre starting material and method for manufacturing a packaging material product | |
| DE102019116263A1 (en) | Equipment with a multiple towing device and process of the tobacco processing industry | |
| EP3849318A1 (en) | Dough strip shaping member having a cutting device | |
| DE2812354A1 (en) | REINFORCING FIBERS AND THE PROCESS AND DEVICE FOR THEIR PRODUCTION | |
| EP1614353A1 (en) | Device for supplying and forming of plastically deformable sweatmeat | |
| EP1449958B1 (en) | Device for the treatment, in particular for low pressure treatment, of the wire or felt of a papermachine | |
| WO2020048907A1 (en) | Separation device and method for separating a flat web into a plurality of connected strips, and device and method for producing a strand | |
| WO2007006362A1 (en) | Device of a machine of the tobacco-processing industry | |
| DE102019108452A1 (en) | Cheese divider and method of separating a cheese product | |
| EP3598904B1 (en) | Machine for the tobacco processing industry for feeding an extruder and method for operating such a machine | |
| EP2014427B1 (en) | Method and device for separating continuously supplied paper piles | |
| EP0939592A1 (en) | Paste forming device | |
| DE19852562C1 (en) | Card assembly for cleaning fiber materials has structured separation blades at the card segments facing the roller clothing to detach dirt and short fibers into two channels | |
| DE102009021808B4 (en) | Deflection device for filter tow | |
| WO2024051944A1 (en) | Method and device for cleaning the surface of a metal wire or metal strip | |
| DE102021118030A1 (en) | Method of making a shirred material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20201217 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20210712 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KOERBER TECHNOLOGIES GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20230301 |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502020004081 Country of ref document: DE |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20231001 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230712 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230712 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231113 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231012 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230712 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230712 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231112 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230712 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231013 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230712 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230712 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20231215 Year of fee payment: 5 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |