EP3573813B1 - Method and apparatus using light engines for photo-curing of liquid polymers to form three-dimensional objects - Google Patents
Method and apparatus using light engines for photo-curing of liquid polymers to form three-dimensional objects Download PDFInfo
- Publication number
- EP3573813B1 EP3573813B1 EP18703385.7A EP18703385A EP3573813B1 EP 3573813 B1 EP3573813 B1 EP 3573813B1 EP 18703385 A EP18703385 A EP 18703385A EP 3573813 B1 EP3573813 B1 EP 3573813B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- radiation
- curing
- led
- photo
- liquid polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920000642 polymer Polymers 0.000 title claims description 51
- 239000007788 liquid Substances 0.000 title claims description 45
- 238000000016 photochemical curing Methods 0.000 title claims description 43
- 238000000034 method Methods 0.000 title description 10
- 230000005855 radiation Effects 0.000 claims description 49
- 230000005670 electromagnetic radiation Effects 0.000 claims description 23
- 238000001723 curing Methods 0.000 claims description 20
- 239000004973 liquid crystal related substance Substances 0.000 claims description 14
- 238000004519 manufacturing process Methods 0.000 claims description 3
- 230000001902 propagating effect Effects 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 36
- 239000012528 membrane Substances 0.000 description 23
- 230000000694 effects Effects 0.000 description 22
- 239000011159 matrix material Substances 0.000 description 14
- 238000010146 3D printing Methods 0.000 description 9
- 239000013078 crystal Substances 0.000 description 9
- 238000005192 partition Methods 0.000 description 9
- 238000007639 printing Methods 0.000 description 9
- 229920005989 resin Polymers 0.000 description 9
- 239000011347 resin Substances 0.000 description 9
- 239000004904 UV filter Substances 0.000 description 8
- 239000003795 chemical substances by application Substances 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 239000000463 material Substances 0.000 description 7
- 238000001228 spectrum Methods 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 239000005388 borosilicate glass Substances 0.000 description 5
- 230000001050 lubricating effect Effects 0.000 description 5
- 230000004075 alteration Effects 0.000 description 4
- 238000010276 construction Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 238000005286 illumination Methods 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 4
- 238000000605 extraction Methods 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 239000002952 polymeric resin Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 238000003491 array Methods 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 230000007812 deficiency Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 241000226585 Antennaria plantaginifolia Species 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 210000001747 pupil Anatomy 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000002179 total cell area Methods 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/277—Arrangements for irradiation using multiple radiation means, e.g. micromirrors or multiple light-emitting diodes [LED]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
Definitions
- the present invention relates to the field of three-dimensional printing, commonly referred to as 3D printing, and in particular to light engines for use in 3D printing apparatus that rely on photo-curing of liquid polymers for the formation of three-dimensional objects.
- the field of 3D printing by photo-curing can comprise two basic technologies: stereolithographic printing, in which a laser emitting light at around 400 nm is used, to solidify by means of the beam emitted, a photo-curing liquid polymer which is contained in a special tank; and DLP (Digital Light Processing) printing, according to which a photo-curing liquid polymer, again in a tank, is exposed to luminous radiation emitted by a device similar to a projector.
- the printing process proceeds by making one layer of an object after another; that is, solidifying a first layer adhering to a supporting plate (or extraction plate), and then a second layer adhering to the first layer, and so on, until formation of the complete object. Therefore, according to these technologies, the data representing the three-dimensional object to be formed are organised as a series two-dimensional layers which represent transversal sections of the object under construction.
- the plate for extracting the object moves from the bottom of the tank upwards, as the object is formed layer-by-layer.
- the basic bottom-up method comprises:
- the light source for example a DLP projector, has an image focus plane at the interface of membrane with the liquid polymer. Photo-curing of the liquid polymer takes place at this interface, according to a projected image. Growth of the object under construction is thereby facilitated. Dr.
- Embodiments of the present invention address deficiencies such as those noted above by replacing the DLP projector with a collimated light source and using an LCD display as an imaging platform.
- the light source provides a collimated luminous flow of radiation, which in one embodiment is within a wavelength region of 400 - 700 nm, and more particularly is at 410 nm, through an LCD panel to produce an image.
- the LCD panel includes a plurality of addressable pixels, which can be made individually transparent or opaque to the incident radiation. The effect of the incident radiation passing through the transparent ones of the crystals in the matrix forms an image on the display surface.
- the individual crystals of the matrix are made transparent or opaque by applying or not applying a voltage to a respective crystal, typically under the control of a processor or other controller that is provided a bit mapped (or other) version of the image for display.
- the collimated light source is produced by an array of light emitting diode (LED) sources configured to emit radiation at a wavelength between 400 - 700 nm, and in particular at 410 nm.
- the collimated light source includes an array of baffles and an array of lenses, said baffles arranged so as to limit a beam width of each individual LED source in the array of LED sources to approximately a diameter of a lens of the array of lenses, and the array of lenses is located one focal length from said array of LED sources.
- such methods and apparatus for photo-curing for the formation of three-dimensional objects involve interposing, between the base of the tank and the photocuring liquid polymer, a membrane, which membrane is transparent to the electromagnetic spectrum of interest and is able to gradually release a layer of lubricating material which allows the polymer, suitably doped, to solidify while remaining suspended on the layer of lubricating material.
- FIG. 1 An example of such an arrangement is shown in Figure 1 .
- a DLP projector 10 produces a luminous flow 12 through a layer of borosilicate glass 14 at the base of a tank (not shown). Above the borosilicate glass is a membrane 16. Membrane 16 is described in detail in International Application No. PCT/IT2016/000225, filed Oct. 3, 2016 , which claims priority to IT102015000057527, filed Oct. 2, 2015 , published after the priority date of this application as WO2017/056124 .
- membrane 16 is a self-lubricating substratum that is transparent to the electromagnetic spectrum radiation from DLP projector 10 and is able to gradually release a layer of lubricating material which allows the liquid polymer 18 suspended above the membrane to cure thereon, thus reducing suction effects and eliminating adherences between the object layer being formed and the tank base.
- DLP projector 10 has an image focus plane 20 at the interface of membrane 16 with the liquid polymer 18. Photo-curing of the liquid polymer takes place at this interface, according to the projected image, and growth of the object under construction is thereby facilitated.
- the liquid polymer may be suitably doped with ultraviolet catalysts (sensitive in the bandwidth of the luminous flow produced by the DLP projector) and lubricating substances.
- This arrangement allows for rapid object growth (with printing speeds on the order of 1.8 min/cm for layers of 200-micron thickness), but at limited x-y resolution (e.g., 75 microns).
- the DLP projector must be positioned close to the work space, limiting the area over which the liquid polymer curing can be effected (e.g., on the order of 120 x 90 mm). This proximity of the DLP projector to the work space also introduces optical aberrations and distortions in the focal plane.
- Embodiments of the present invention address these deficiencies by eliminating the use of a DLP projector and replacing it with a collimated light source that emits electromagnetic radiation at a wavelength of approximately 410 nm (or, more generally, within a wavelength region of 400 - 700 nm).
- the light source comprises, in one embodiment, an array of light emitting diodes (LEDs) whose outputs are constrained by individual beam directors (or baffles) and collimated by a lens array.
- the resulting collimated light beam is used to illuminate a liquid crystal display (LCD) located within the tank containing the liquid polymer, below the above-described membrane.
- LCD liquid crystal display
- the LCD is under computer control so as to render a representation of the image of the cross section of the object to be printed such that the collimated light beam passes through those portions of the LCD not rendered opaque to the wavelength of the incident radiation and effects photocuring of the liquid polymer in the work space of the apparatus immediately above the LCD.
- This arrangement affords high resolution in the x-y plane (e.g., on the order of approximately 50 microns or less, and in one embodiment approximately 30 microns), free from optical aberrations or distortions, while preserving rapid printing speeds (e.g., printing thicknesses on the order of 200 microns in approximately 2 - 2.5 sec).
- FIG. 2 shows one example of this arrangement.
- a light source 32 provides a collimated luminous flow of radiation 38, which in one embodiment is within a wavelength region of 400 - 700 nm, and more particularly is at 410 nm, through LCD panel 33 to produce an image 39.
- the LCD panel includes two polarizing layers 34, 35, sandwiching a liquid crystal matrix 36.
- the liquid crystal matrix includes a plurality of addressable pixels, which can be made individually transparent or opaque to the incident radiation. The effect of the incident radiation passing through the transparent ones of the crystals in the matrix forms the image 39 on the display surface 37.
- the individual crystals of the matrix 36 are made transparent or opaque by applying or not applying a voltage to a respective crystal, typically under the control of a processor or other controller that is provided a bit mapped (or other) version of the image for display.
- the LCD display 33 may have a resolution of 840 dpi.
- the preferred light source is a collimated light source and it is preferably produced by an array of individual light emitters. This is because point sources tend not to produce sufficient energy to effect curing of the resin (at least not over a sufficiently large area), and further, cause distortions due to zoom effects, as illustrated in Figure 3A .
- a point source such as a single UV LED 40
- an original image 41 becomes enlarged 42 at the image plane on the top surface of membrane 16. This is unsatisfactory because the enlarged image will tend to be irregular at its edges and of the wrong size. Further, the light energy at the image plane is non-uniform over its area, therefore curing times would vary between the center of the image and its edges.
- an array of light sources is not, however, without its own challenges.
- the array of sources is needed to achieve sufficient energy to effect the photo-curing of the resin and to make more uniform the distribution of light energy over the image area, but, as shown in Figure 3B , causes shadowing as each individual source in the array will produce its own image (enlarged) in the image plane.
- An array 43 of individual LED sources 43-1, 43-2, 43-3 illuminates the LED display 33, which is disposed between the borosilicate glass 14 and the membrane 16.
- Each of these sources thus produces its own respective representation 44-1, 44-2, 44-3, of the image on the LCD display 33 at the image plane at the interface between the membrane 16 and the photo-curing resin (not shown).
- These images are each enlarged and overlap one another, resulting in shadowing and other undesirable image effects.
- An example of a shadow effect for two light sources incident on a single object is illustrated in Figure 4 .
- the LCD is under computer control so as to render a representation of the image of the cross section of the object to be printed such that the collimated light beam passes through those portions of the LCD not rendered opaque in the wavelength of the incident radiation and effects photo-curing of the liquid polymer in the work space of the apparatus immediately above the LCD.
- This arrangement affords high resolution in the x-y plane (e.g., on the order of approximately 50 microns or less, and in one embodiment approximately 30 microns), free from optical aberrations or distortions, while preserving rapid printing speeds.
- the beam widths of the LED sources are constrained to approximately 90% or more of their full angular displacement from center. In some embodiments, this corresponds to a distance between baffled LEDs of one focal length of the lenses used in the array of lenses.
- the collimated light source produces a luminous flux of 250 mW/cm 2 at approximately 410 nm, allows for printing of a 200-micron thick layer within approximately 2 - 2.5 seconds, with an x-y resolution of approximately 30 microns, without distortions, using an LCD display of 840 dpi.
- the individual LED sources of the array are spaced away from the lenses at the focal length of the lenses of the lens array; hence the baffles are each one focal length square.
- the collimated light source is configured to constrain light emitted from each source LED in a spatial radiation pattern no wider than approximately 20 degrees, i.e., within about 10 degrees radially from its central axis, or more specifically within approximately 15 degrees, i.e., within about 7.5 degrees radially from its central axis, so as to ensure a sufficient and reasonably consistent luminous flux over the entire working area where the polymer is undergoing curing.
- FIG 8 shows an example of a light source 32', which provides a collimated luminous flow of radiation through an LCD panel 33' to produce an image at a display surface 37.
- the LCD panel 33' includes two polarizing layers 34, 35, sandwiching a liquid crystal matrix 36.
- the liquid crystal matrix includes a plurality of addressable pixels, which can be made individually transparent or opaque to the incident radiation. The effect of the incident radiation passing through the transparent ones of the crystals in the matrix forms the image on the display surface 37.
- the individual crystals of the LCD matrix 36 are made transparent or opaque by applying or not applying a voltage to a respective crystal, typically under the control of a processor or other controller that is provided a bit mapped (or other) version of the image for display.
- the polarizing layers 34, 35 are transparent to ultra-violet (UV) radiation from the LEDs 62a - 62n, which make up a multisource LED array 46'.
- UV ultra-violet
- UV filters 66 are designed to have narrow bandwidths so that each filters out a narrow frequency range of incident radiation from the LEDs of the multisource LED array 46'.
- the UV filters 66 may be positioned between the liquid crystal matrix 36 and the upper polarizing film 35, as shown in this example, or elsewhere within the LCD panel.
- the LEDs 62a - 62n which make up the multisource LED array 46' each emit light in two or more narrow bandwidths and the UV filters 66 are matched to those bandwidths such that for each wavelength of emitted light of the LEDs there is a corresponding UV filter present.
- the liquid crystal matrix 36 includes a plurality of addressable pixels, which can be made individually transparent or opaque to the incident radiation.
- an active (e.g., TFT) LCD panel is used, but in other instances a passive (e.g., STN) LCD panel may be used.
- Each segment of the liquid crystal matrix acts as a gate to incident light from the LEDs 62a - 62n. Together with the UV filters 66, the LCD panel passes or blocks, on a per-pixel basis, specific wavelengths of incident UV radiation.
- each "pixel" of the image at the display surface can be controlled to be one of wavelength UV a , UV b , or UV c , or a combination of two or more thereof. This is similar to the manner in which a red-green-blue LCD display provides color images.
- LEDs that emit light at multiple, discrete UV wavelengths are the LZ4 series of LEDs, available from LED Engin, Inc., of San Jose, CA.
- Baffles 47 constrain the beam widths of the individual LED sources 62a - 62n to a fraction of their full angular displacement from center.
- the baffles are centered one focal length of the lenses used in the array of lenses 48 from one another.
- the individual LED sources 62a - 62n of the array are spaced away from the lenses at the focal length of the lenses of the lens array 48; hence the baffles 47 are each one focal length square.
- the light engine 32' provides a collimated luminous flow of radiation, at one or more wavelengths, through LCD panel 33' to produce an image at the display surface.
- the various wavelengths of light for the LED sources may be selected so as to permit the use of different additives in a polymer resin from which the three-dimensional article under fabrication will be formed.
- Many photo-curable polymers of the type used for 3D printing cure in the UV band. By introducing curing agents that are sensitive at different wavelengths, different structural characteristics of the object under fabrication can be achieved by filtering the incident radiation appropriately.
- some curing agents may be sensitive at a wavelength UV a , while others are sensitive at a wavelength UV b .
- the different curing agents can be activated on a near per-pixel basis (inasmuch as the curing will occur almost immediately adjacent the top surface of the LCD panel and therefore beam divergence can be expected to be a minimum) at the interface of the membrane (not shown in FIG. 8 ) with the polymer resin. Consequently, some areas of the object may be more rigid than others, if for example, the different curing agents have different curing times for a given polymer resin.
- the preferred light source is a collimated light source and it is preferably produced by an array of individual light emitters. This is because, as explained above, and in Applicant's U.S. Patent Application 15/415,688 with publication number US20170129175 and published after the priority date of this application, point sources tend not to produce sufficient energy to effect curing of the resin (at least not over a sufficiently large area), and may cause distortions due to zoom effects. Further, the use of baffles 47 helps to eliminate shadowing in the image plane. The baffles are arranged so as to limit the beam width of each individual LED source to approximately the diameter of the lenses used in array 48.
- light sources and filters in the UV region of the spectrum instead of light sources and filters in the UV region of the spectrum, light sources that emit light in the visible band, and corresponding filter films, may be used.
- LED sources that emit distinct red, green, and blue light may be used as LEDs 62a - 62n, and corresponding red, green, and blue filters 66 would be used therewith.
- Red-green-blue LCD panels are readily available, hence, such embodiments may be less expensive to produce, provided appropriate curing agents can be used with the liquid polymer.
- LEDs that emit light across broad spectrums of visible and UV wavelengths, or that emit light at multiple, discrete wavelengths in each band, may be used.
- the color of a fabricated object at various pixels may be controlled by passing light of an appropriate wavelength through the LCD panel so as to activate a color agent (pigment) within the resin at points of which it is being cured.
- the LED sources may include multiple LEDs. That is, one or more of LED source 62a - 62n may include multiple light sources (e.g., multiple LED emitters), each of a different wavelength of UV, and/or red, green, and blue light. That is, one or more cells of the array of LEDs may include multiple LEDs, each active at a different wavelength or wavelengths, the cell thereby being capable of producing light across a wide spectrum.
- the color and/or composition of a fabricated object at various pixels may be controlled by passing light of an appropriate wavelength through the LCD panel so as to activate a color or material agent (pigment) within the resin at points of which it is being cured.
- the apparatus for forming three-dimensional objects by photo-curing a photo-curing liquid polymer by exposure to a radiation may include a collimated light source to emit said radiation by which said photo-curing liquid polymer undergoes curing, wherein said collimated light source comprises a plurality of LED sources, each of said LED sources configured to emit radiation at a plurality of wavelengths.
- said collimated light source comprises a plurality of LED sources, each of said LED sources configured to emit radiation at a plurality of wavelengths.
- One or more of these LED sources may include a plurality of LED emitters, each of said emitters configured to emit radiation at one or more wavelengths.
- FIG. 9 depicts a 3D printing system, in which electromagnetic radiation is used to cure a photo-curing liquid polymer, in accordance with some embodiments of the invention.
- Tank 100 contains photo-curing liquid polymer 18, which cures (i.e., hardens) upon being exposed to electromagnetic radiation at certain frequencies (e.g., UV light).
- the bottom of tank 100 includes a tank window 110.
- tank window 110 is formed by a flexible membrane 16 backed by a rigid backing member 14 (e.g., borosilicate glass), both of which are transparent to the certain frequencies of electromagnetic radiation at which curing of the photo-curing liquid polymer occurs.
- Light source 32 projects electromagnetic radiation 45 (or rays thereof) through LCD 33 onto focal plane 120 situated within photo-curing liquid polymer 18.
- LCD 33 selectively filters electromagnetic radiation 45, allowing an image of the cross-section of the object to be formed on focal plane 120.
- Light source 32 projects a column of electromagnetic radiation with rays that are collimated and have a uniform intensity.
- a cured layer forms between the bottom of a partially formed 3D object 22 and the bottom of tank 100.
- the cured layer adheres to the bottom of object 22, forming a cross section of the object, but substantially does not adhere to the bottom of tank 100 due to the non-stick properties of membrane 16 and a lubricant layer 12 disposed on the surface of membrane 16.
- object 22 may be raised relative to tank 100.
- a height adjusting means (not depicted) may be used to raise extraction plate 24, which in turn raises object 22 (now with the newly formed layer included).
- Photo-curing liquid polymer 18 then flows into the gap (i.e., created by the raising of object 22) between the bottom surface of object 22 and membrane 16, and the process may be repeated (i.e., project image, raise object, project image, raise object) to form additional cured layers until object 22 is fully formed.
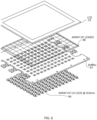
- embodiments of the present invention provide a collimated light source, in part through the use of an array of lenses.
- square-shaped lenses are arranged in an array.
- two layers of square-shaped lenses are used.
- hexagonal-shaped lenses arranged in a honeycomb pattern are employed. Each of these arrangements is discussed below.
- Figure 10 depicts components associated with one cell of light source 32.
- the components may include LED 70 and square-shaped lens 72.
- lens 72 may be a plano-convex glass lens, including convex top surface 72A, planar bottom surface 72C and four planar side surfaces 72B (only one of which has been labeled).
- Square-shaped lens 72 is configured to collimate the electromagnetic radiation which propagates from LED 70.
- light source 32 may comprise an array of cells, each including an LED 70 and respective lens 72.
- Figure 11A depicts a top view of square-shaped lens 72. The length and width of lens 72 may both measure 15.58 mm +/- 0.20 mm.
- Figure 11B depicts a cross sectional view of the lens along line A-A of Figure 11A . The height of lens 72 may measure 7.00 mm +/- 0.10 mm.
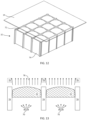
- the baffles may comprise opaque partition walls 74.
- Opaque partition walls prevent electromagnetic radiation from one cell from entering an adjacent cell (at least prior to the electromagnetic radiation exiting from lenses 72). Electromagnetic radiation which reaches lenses 72 is substantially collimated, except for radiation exiting near the edges of the lenses.
- electromagnetic radiation 78 near partition walls 74 is directed, by lenses 72, toward an adjacent cell to illuminate "dead zone" 76 created by the shadows of partition walls 74.
- square-shaped lens 80 helps direct radiation 82 that otherwise would have been absorbed by partition walls 74 through square-shaped lens 72, thereby increasing the total power.
- square-shaped lens 72 may be a plano-convex glass (or plastic) lens, including convex top surface 72A, planar bottom surface 72C and four planar side surfaces 72B (only one of which has been labeled).
- square-shaped lens 80 may be a plano-convex glass (or plastic) lens, including convex top surface 80A, planar bottom surface 80C and four planar side surfaces 80B (only one of which has been labeled).
- Square-shaped lens 80 may have smaller dimensions than square-shaped lens 72.
- Top surfaces 72A and 80A may both be aspherical surfaces.
- Still further embodiments not forming part of the present invention may utilize a light source with hexagonal cells.
- the use of hexagonal cells provides a shorter average distance between the cell center and its edges as compared to square cells (keeping the ratio of the number of LEDs to total cell area constant), and consequently provides a reduction of nonuniformities in the irradiance present at the cell edges and especially at the cell corners.
- Figure 15 illustrates an arrangement of the hexagonal cells in a honeycomb pattern, with LED 70 present at the center of each of the cells. Described in another way, LEDs 70 are located at the vertices of an equilateral triangle. The measurements shown in the illustration are for example only.
- Figure 16A depicts a perspective view of LEDs 70 mounted on base plate 90, which partially forms the light source with hexagonal cells, in accordance with an embodiment not forming part of the present invention. While seven LEDs are depicted for simplicity, it should be understood that a larger number of LEDs may be arranged in a similar manner (i.e., at corners of an equilateral triangle).
- Figures 16B and 16C depict top and side views of LEDs 70 mounted on base plate 90, respectively.
- FIG 17A depicts a perspective view of baffle plate 92 (i.e., a plate with cutouts that form baffles 94) disposed over base plate 90, in accordance with an embodiment not forming part of the present invention.
- baffle plate 92 i.e., a plate with cutouts that form baffles 94
- Each of the baffles 94 is configured to constrain a beam of electromagnetic radiation propagating from a corresponding LED 70.
- baffle plate 92 may be separated from base plate 90 by 4 mm.
- each of the baffles 94 are circular in shape.
- Figure 17B depicts a top view of baffle plate 92 disposed over base plate 90, in accordance with an embodiment not forming part of the present invention.
- each of the baffles 94 are aligned with a corresponding LED 70 mounted on base plate 90.
- Figure 17C depicts a side view of baffle plate 92 disposed over base plate 90, in accordance with an embodiment not forming part of the present invention.
- FIG 18A depicts a perspective view of circular lenses 96 inserted into respective baffles 94 of baffle plate 92, in accordance with an embodiment not forming part of the present invention.
- Each of the circular lenses 96 is configured to receive a first beam of radiation from a corresponding baffle 94 and project a second beam of radiation which is more focused than the first beam of radiation.
- Figure 18B depicts a top view of circular lenses 96 inserted into baffles 94 of baffle plate 92, in accordance with an embodiment not forming part of the present invention.
- a circumference of a circular lens may exceed a circumference of a baffle, so that a rim of circular lens may rest upon the top surface of baffle plate 92.
- Figure 18C depicts a side view of circular lenses 96 inserted into baffles 94 of baffle plate 92, in accordance with an embodiment not forming part of the present invention. As shown in Figure 18C , a bottom portion of circular lens 96 may protrude from baffle 94.
- circular lens 96 may be a plano-convex lens which is made from plastic. In another embodiment, circular lens 96 may be a bi-convex lens.
- FIG 19A depicts a perspective view of hexagonal lenses 98 disposed over the circular lenses 96, in accordance with an embodiment not forming part of the present invention.
- Each of the hexagonal lenses 98 is configured to receive the second beam of radiation from a corresponding circular lens 96 and project a third beam (which is substantially collimated) towards the focal plane 120.
- Each of the hexagonal lenses 98 may have a convex top surface 98A and six planar sidewalls 98B.
- top surface 98A may be an aspherical surface.
- element 50 may be a thin sheet of material forming a partition (i.e., a diaphragm) between the hexagonal cells.
- element 50 may be a covering or coating (e.g., a cladding) which surrounds each of lenses 98.
- element 50 may be an optically opaque (at the wavelength(s) of irradiation which cure the photo-curing liquid polymer) adhesive that binds lenses 98 together with one another.
- opaque adhesive 50 performs the role of partition 74 of the square-shaped cell embodiment.
- the thickness of opaque adhesive 50 e.g., 5 microns
- the thickness of partition walls 74 e.g., 1 mm
- the shadow effect due to opaque adhesive 50 is substantially reduced, as compared to the shadow effect of partition 74.
- virtually no compensation for the shadow effect of opaque adhesive 50 is required in the hexagonal cell light source, resulting in less nonuniformity at the cell edges.
- Figures 19B and 19C depict top and side views of hexagonal lenses 98 disposed over circular lenses 46, respectively, in accordance with an embodiment not forming part of the present invention.
- the bottom surface 98C of hexagonal lens 98 is partially visible in Figure 19C .
- a structure (not depicted) is used to support the periphery of the ensemble of hexagonal lenses 98 which are adhered together.
- Figure 20 depicts a perspective view of certain components associated with one hexagonal cell of a light engine, in accordance with an embodiment not forming part of the present invention. Included in Figure 20 are hexagonal lens 98 with top surface 98A, six side surfaces 98B and bottom surface 98C. Circular lens 96 is disposed between hexagonal lens 98 and LED 70. Baffles are not depicted in Figure 20 . A multitude of such cells may be present in a complete light engine. Further, although in the description above, one LED was present for each cell, in another embodiment multiple LEDs (e.g., one or more UV, one red, one green, and/or one blue LED) may be present in each cell.
- multiple LEDs e.g., one or more UV, one red, one green, and/or one blue LED
- Telecentric lenses are compound lenses, and embodiments of the invention may employ bi-telecentric lenses, which are characterized as having both entrance and exit pupils at infinity.
- the use of bi-telecentric lenses may allow for reduced image distortions (e.g., pincushion and/or barrel distortions) and other errors in illumination from the collimated light source.
- Fresnel lenses may be employed in the lens arrays in lieu of the square-shaped or other lenses discussed above, in accordance with an embodiment not forming part of the present invention.
- Vu et al. "LED Uniform Illumination Using Double Linear Fresnel Lenses for Energy Saving," Energys 2017, 10, 2091 (Dec. 11, 2017 ) describe the use of such a collimator for an array of LEDs.
- a linear Fresnel lens array offers the advantage of being relatively thin for the desired focal length.
- additional prismatic elements may be used to direct the light emitted by the LEDs to the individual lens elements.
- the individual LEDs may be surrounded by reflectors to redirect additional light that would otherwise be absorbed by the baffles to the lenses of the array.
- linear arrangements of the LEDs and the collimating optics were described, however, other arrangements are possible.
- side illumination arrangements in which the LEDs are arranged to emit light orthogonally (or approximately so) to the plane in which the light is ultimately projected into the tank may be used.
- Such "side illumination” or “edge lit” arrangements may employ collimating films, such as so-called Brightness Enhancement Fils from 3M Company of St. Paul, MN, to direct the light to the LCD unit. These films employ a prismatic structure to change the direction of incident light.
- LEDs as a light source
- other light sources may be employed.
- mercury arc lamps have traditionally been used as sources of UV radiation in photolithography applications, and can likewise be employed in light engines as described herein.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Polymerisation Methods In General (AREA)
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762450470P | 2017-01-25 | 2017-01-25 | |
| US15/415,688 US11260579B2 (en) | 2015-10-02 | 2017-01-25 | Methods for photo-curing with displaceable self-lubricating substratum for the formation of three-dimensional objects |
| US201762531211P | 2017-07-11 | 2017-07-11 | |
| US201762531276P | 2017-07-11 | 2017-07-11 | |
| US201762531461P | 2017-07-12 | 2017-07-12 | |
| PCT/US2018/012774 WO2018140218A1 (en) | 2017-01-25 | 2018-01-08 | Method and apparatus using light engines for photo-curing of liquid polymers to form three-dimensional objects |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3573813A1 EP3573813A1 (en) | 2019-12-04 |
| EP3573813C0 EP3573813C0 (en) | 2024-06-26 |
| EP3573813B1 true EP3573813B1 (en) | 2024-06-26 |
Family
ID=62978716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18703385.7A Active EP3573813B1 (en) | 2017-01-25 | 2018-01-08 | Method and apparatus using light engines for photo-curing of liquid polymers to form three-dimensional objects |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP3573813B1 (ja) |
| JP (1) | JP7055424B2 (ja) |
| KR (1) | KR102442533B1 (ja) |
| CN (1) | CN110225813A (ja) |
| AU (1) | AU2018213856B2 (ja) |
| CA (1) | CA3048515A1 (ja) |
| IL (1) | IL267976B (ja) |
| TW (1) | TWI765954B (ja) |
| WO (1) | WO2018140218A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11858215B2 (en) * | 2018-04-30 | 2024-01-02 | Hewlett-Packard Development Company, L.P. | Build material heaters with baffles |
| JP7371098B2 (ja) * | 2018-08-17 | 2023-10-30 | エンリッチ バイオシステムズ インコーポレイテッド | 粒子および細胞を選択かつ単離するシステムおよび方法ならびにその使用 |
| CN109633946B (zh) * | 2019-01-31 | 2022-05-24 | 上海天马微电子有限公司 | 一种显示装置、其制作方法及3d打印系统 |
| GB2584493A (en) * | 2019-06-07 | 2020-12-09 | Xaar 3D Ltd | Radiation source assembly and apparatus for layer-by-layer formation of three-dimensional objects |
| CN113924203B (zh) * | 2019-06-17 | 2023-09-19 | 清锋(北京)科技有限公司 | 三维打印的系统和方法 |
| CN110524874B (zh) * | 2019-08-23 | 2022-03-08 | 源秩科技(上海)有限公司 | 光固化3d打印装置及其打印方法 |
| KR102367742B1 (ko) * | 2019-12-10 | 2022-02-25 | (주)캐리마 | 선형광원 장치 및 이를 포함하는 3d프린터 |
| CN113290860A (zh) | 2021-07-14 | 2021-08-24 | 深圳市鹏基光电有限公司 | 光固化3d打印机光机、打印机以及发光显示的方法 |
| CN216782664U (zh) * | 2021-10-14 | 2022-06-21 | 深圳市纵维立方科技有限公司 | 一种光源装置及光固化打印机 |
| CN114506079B (zh) * | 2022-02-25 | 2024-05-24 | 深圳市纵维立方科技有限公司 | 一种光源组件及3d打印机 |
| JPWO2023190399A1 (ja) * | 2022-03-28 | 2023-10-05 | ||
| US12023865B2 (en) * | 2022-08-11 | 2024-07-02 | NEXA3D Inc. | Light engines for vat polymerization 3D printers |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017056124A1 (en) * | 2015-10-02 | 2017-04-06 | Thelyn Srl | Method and apparatus for photo-curing with self-lubricating substratum for the formation of three-dimensional objects |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW269010B (ja) * | 1994-04-04 | 1996-01-21 | Projectavision Inc | |
| JP3608333B2 (ja) * | 1997-03-06 | 2005-01-12 | ソニー株式会社 | 光学ピックアップ及び光学ピックアップ用対物レンズの組み立て方法 |
| DE10119817A1 (de) | 2001-04-23 | 2002-10-24 | Envision Technologies Gmbh | Vorrichtung und Verfahren für die zerstörungsfreie Trennung ausgehärteter Materialschichten von einer planen Bauebene |
| EP2218571A1 (en) * | 2009-01-30 | 2010-08-18 | Nederlandse Organisatie voor toegepast -natuurwetenschappelijk onderzoek TNO | Illumination system for use in a stereolithography apparatus |
| EP2226683A1 (en) | 2009-03-06 | 2010-09-08 | Nederlandse Organisatie voor toegepast -natuurwetenschappelijk onderzoek TNO | Illumination system for use in a stereolithography apparatus |
| JP2010253882A (ja) | 2009-04-28 | 2010-11-11 | Konica Minolta Opto Inc | 画像形成装置及びレンズアレイ |
| WO2012039995A2 (en) * | 2010-09-22 | 2012-03-29 | 3M Innovative Properties Company | Tilted dichroic color combiner ii |
| KR20140081885A (ko) * | 2011-10-24 | 2014-07-01 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 경사진 이색성 편광 빔 스플리터 |
| US8663539B1 (en) * | 2012-04-02 | 2014-03-04 | Hrl Laboratories, Llc | Process of making a three-dimentional micro-truss structure |
| SG10201804040VA (en) | 2013-11-14 | 2018-07-30 | Structo Pte Ltd | Additive manufacturing device and method |
| CN104669619B (zh) * | 2013-12-03 | 2019-03-05 | 上海普利生机电科技有限公司 | 光固化型3d打印设备及其成像系统 |
| JP6600315B2 (ja) * | 2013-12-03 | 2019-10-30 | プリズムラボ チャイナ リミテッド | 光硬化型3dプリント装置及びその結像システム |
| CN203766034U (zh) * | 2014-04-09 | 2014-08-13 | 刘彦君 | 一种用于3d打印机的光源装置及3d打印机 |
| CN103895231A (zh) | 2014-04-09 | 2014-07-02 | 刘彦君 | 一种光固化快速成型装置及方法 |
| KR101667522B1 (ko) * | 2015-03-10 | 2016-10-19 | 에스팩 주식회사 | 액정 매트릭스(Liquid Crystal Matrix)를 마스크로 이용한 3D 프린팅 장치 및 방법 |
-
2018
- 2018-01-08 KR KR1020197020728A patent/KR102442533B1/ko active IP Right Grant
- 2018-01-08 IL IL267976A patent/IL267976B/en unknown
- 2018-01-08 WO PCT/US2018/012774 patent/WO2018140218A1/en unknown
- 2018-01-08 JP JP2019539903A patent/JP7055424B2/ja active Active
- 2018-01-08 AU AU2018213856A patent/AU2018213856B2/en active Active
- 2018-01-08 CA CA3048515A patent/CA3048515A1/en active Pending
- 2018-01-08 EP EP18703385.7A patent/EP3573813B1/en active Active
- 2018-01-08 CN CN201880008420.0A patent/CN110225813A/zh active Pending
- 2018-01-16 TW TW107101519A patent/TWI765954B/zh active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017056124A1 (en) * | 2015-10-02 | 2017-04-06 | Thelyn Srl | Method and apparatus for photo-curing with self-lubricating substratum for the formation of three-dimensional objects |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018140218A4 (en) | 2018-08-30 |
| TW201834869A (zh) | 2018-10-01 |
| AU2018213856B2 (en) | 2022-12-22 |
| IL267976B (en) | 2022-08-01 |
| EP3573813C0 (en) | 2024-06-26 |
| JP7055424B2 (ja) | 2022-04-18 |
| EP3573813A1 (en) | 2019-12-04 |
| KR102442533B1 (ko) | 2022-09-13 |
| IL267976A (en) | 2019-09-26 |
| WO2018140218A1 (en) | 2018-08-02 |
| JP2020504041A (ja) | 2020-02-06 |
| KR20190103210A (ko) | 2019-09-04 |
| CA3048515A1 (en) | 2018-08-02 |
| AU2018213856A1 (en) | 2019-07-04 |
| CN110225813A (zh) | 2019-09-10 |
| TWI765954B (zh) | 2022-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10328634B2 (en) | Light engines for photo-curing of liquid polymers to form three-dimensional objects | |
| EP3573813B1 (en) | Method and apparatus using light engines for photo-curing of liquid polymers to form three-dimensional objects | |
| JP6600315B2 (ja) | 光硬化型3dプリント装置及びその結像システム | |
| RU2442197C2 (ru) | Многослойные экраны со светоизлучающими полосками для систем отображения со сканирующим лучом | |
| EP3290186A1 (en) | Photo-curing 3d printer and 3d printing method | |
| JP6480680B2 (ja) | 照度割合変更方法及び露光方法 | |
| US8922735B2 (en) | Backlight system and liquid crystal display device using the same | |
| CN1904741A (zh) | 曝光装置以及曝光方法和布线基板的制造方法 | |
| CN104669619A (zh) | 光固化型3d打印设备及其成像系统 | |
| CN108466427A (zh) | 一种光固化3d打印光学模块及光固化3d打印系统 | |
| US20220137452A1 (en) | System and method for liquid crystal display system incorporating wire grid polarizers for large scale and large volume stereolithography | |
| CN101772724B (zh) | 液晶显示装置及其制造方法 | |
| CN101799632B (zh) | 光照射装置 | |
| CN106363909A (zh) | 一种实现大尺寸光固化3d打印的光学投影系统 | |
| CN215151891U (zh) | 光固化3d打印机光机以及打印机 | |
| US12023865B2 (en) | Light engines for vat polymerization 3D printers | |
| CN108761883B (zh) | 一种曲面显示器及其制造方法、配向曝光装置 | |
| EP4173805A1 (en) | An imaging module for a uv lcd 3d printer | |
| RU2784982C1 (ru) | Оптическая машина 3d принтера со световым отверждением, принтер и способ отображения света | |
| KR101136055B1 (ko) | 단시간에 경화가 가능한 dmd를 이용한 자외선 경화 장치 및 방법 | |
| JP2007071984A (ja) | パターン記録方法及び画像記録装置 | |
| CN113791506A (zh) | 一种光源系统及3d打印机 | |
| KR20110048924A (ko) | 액정표시장치 및 조명장치 | |
| JP2001201795A (ja) | 画像焼付装置およびこれを備えた写真処理装置 | |
| JPH07318911A (ja) | 感光性材料を含む液晶表示素子の製造装置および製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190621 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20211222 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240229 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602018070974 Country of ref document: DE |
|
| U01 | Request for unitary effect filed |
Effective date: 20240710 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT SE SI Effective date: 20240722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240626 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240927 |