EP3552713A1 - Pulverzentrum zum versorgen einer pulverbeschichtungsanlage mit beschichtungspulver und verfahren zum reinigen des pulverzentrums - Google Patents
Pulverzentrum zum versorgen einer pulverbeschichtungsanlage mit beschichtungspulver und verfahren zum reinigen des pulverzentrums Download PDFInfo
- Publication number
- EP3552713A1 EP3552713A1 EP18167062.1A EP18167062A EP3552713A1 EP 3552713 A1 EP3552713 A1 EP 3552713A1 EP 18167062 A EP18167062 A EP 18167062A EP 3552713 A1 EP3552713 A1 EP 3552713A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- powder
- cleaning
- container
- reservoir
- center according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/14—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas designed for spraying particulate materials
- B05B7/1404—Arrangements for supplying particulate material
- B05B7/1463—Arrangements for supplying particulate material the means for supplying particulate material comprising a gas inlet for pressurising or avoiding depressurisation of a powder container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/10—Arrangements for collecting, re-using or eliminating excess spraying material the excess material being particulate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B15/00—Details of spraying plant or spraying apparatus not otherwise provided for; Accessories
- B05B15/50—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B15/00—Details of spraying plant or spraying apparatus not otherwise provided for; Accessories
- B05B15/50—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter
- B05B15/55—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter using cleaning fluids
- B05B15/555—Arrangements for cleaning; Arrangements for preventing deposits, drying-out or blockage; Arrangements for detecting improper discharge caused by the presence of foreign matter using cleaning fluids discharged by cleaning nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
- B05B5/1683—Arrangements for supplying liquids or other fluent material specially adapted for particulate materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/14—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas designed for spraying particulate materials
- B05B7/1404—Arrangements for supplying particulate material
- B05B7/1472—Powder extracted from a powder container in a direction substantially opposite to gravity by a suction device dipped into the powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B5/00—Cleaning by methods involving the use of air flow or gas flow
- B08B5/02—Cleaning by the force of jets, e.g. blowing-out cavities
Definitions
- the invention relates to a powder center for supplying a powder coating system with coating powder and a method for cleaning the powder center.
- the powder is sprayed on one or more Pulverapplikatoren on the workpiece to be coated. Subsequently, the powder-coated workpiece is heated, so that the powder melts. After the workpiece has cooled, the powder forms a hard, closed topcoat on the workpiece.
- the workpieces to be coated are usually located during the coating process within a powder coating booth, which is also referred to below as cabin or coating booth in the following.
- the powder applicators are supplied with coating powder via a powder center.
- the coating process is interrupted and a so-called powder change made.
- powder change so if for example another powder or powder to be sprayed with a different color, more or less comprehensive cleaning measures are required to the remainders of the previously used powder from the powder center, the powder hoses, the powder applicators, the cabin and other powder-carrying components to remove the plant.
- Manual cleaning can take quite some time. During the cleaning process, the system is not available for coating workpieces. This has a negative effect on the production costs.
- Another drawback of manual cleaning is that personnel may risk inhaling powder particles during cleaning. Furthermore, make sure that the cleaning is carried out thoroughly. If, for example, the powder center is not sufficiently cleaned, it may cause undesirable color carryover after a color change.
- a coating powder supply device has a powder reservoir with a lid, a suction tube and a plurality of powder conveyors to convey powder out of the powder reservoir.
- the powder reservoir can be moved vertically up and down along with the suction tube.
- the powder conveyors are arranged stationarily and protrude from above through openings in the suction tube and in the lid of the powder storage container. If now the suction is activated and the powder reservoir along with the suction tube along the powder conveyors, they are cleaned automatically. However, the powder reservoir and its lid are not automatically cleaned, but must be cleaned manually.
- An object of the invention is to provide a powder center for supplying a powder coating system with coating powder and a method for cleaning the powder center, in which the cleaning of the powder center can be carried out fully automatically.
- the cleaning of the powder center is extremely clean.
- the automatic cleaning may comprise one or more of the components of the powder center, such as the powder container, the lid of the powder container, the powder feeder (s) and / or the ultrasonic sieve.
- the object is achieved by a powder center for supplying a powder coating system with coating powder having the features specified in claim 1.
- the powder center according to the invention for supplying a powder coating installation with coating powder comprises a powder storage container and a powder conveyor in order to transport powder from the powder storage container in the direction of the powder coating installation.
- this includes Pulver scholar a container lid, which covers the powder reservoir during the powder delivery and for the purpose of cleaning the powder reservoir is completely or partially removable.
- a cleaning unit for cleaning the powder reservoir is provided, which is movable by means of a manipulator from a parking position next to the powder reservoir into a cleaning position in the powder reservoir.
- the powder center also has a control with which the powder conveyor, the cleaning unit and the manipulator are controllable.
- the object is also achieved by a method for cleaning the powder center with the features specified in claim 19.
- the cleaning unit cleans the powder reservoir and the container lid.
- a change to another coating powder or a cleaning agent is performed.
- an additional step is switched for a limited duration in the production operation. Then clean again with the cleaning unit of the powder reservoir and the container lid.
- the cleaning unit has compressed air nozzles for blowing off the powder storage container and the lid.
- the powder reservoir and the lid can be cleaned energy efficient.
- part of the compressed-air nozzles are arranged on a first cleaning arm and another part of the compressed-air nozzles on a second cleaning arm.
- the first cleaning arm is for cleaning the lid and the second cleaning arm for cleaning the powder reservoir.
- the first cleaning arm and the second cleaning arm are rotatably mounted.
- the first cleaning arm has a brush and / or a suction device.
- the second cleaning arm may also have a brush and / or a suction device.
- the cleaning unit has a cleaning container which carries the first cleaning arm and / or the second cleaning arm.
- the cleaning arm may be positioned in the powder reservoir.
- the manipulator has a linear axis for moving the cleaning unit.
- the manipulator can be a robot.
- a plurality of powder conveyors and a coupling with a first group of connections and a second group of connections are provided. It can be set with the control which connection of the first group is connected to which connection of the second group.
- the powder conveyors are connected on the output side to one of the connections of the first group.
- a powder conveyor can be arranged above the container lid, with which coating powder can be conveyed into the powder storage container.
- a powder outlet for residual powder and a further powder conveyor are provided in the bottom of the powder storage container. With the other powder conveyor, the residual powder is sucked through the powder outlet from the powder reservoir and fed to a powder container.
- a further manipulator is provided in order to be able to remove the container lid from the powder storage container.
- the cleaning unit has a container lid cleaning device for cleaning the container lid, wherein the container lid cleaning device carries the first cleaning arm.
- the powder reservoir of the powder center according to the invention has a round cross-section.
- the powder center according to the invention may comprise a sieve and a sieve cleaning device for cleaning the sieve.
- the screen is for the purpose of cleaning by means of an additional manipulator from a working position in the powder reservoir in a cleaning position in the screen cleaning device movable.
- the screen cleaning device can have an upper cleaning arm with compressed-air nozzles and a lower cleaning arm with compressed-air nozzles.
- the screen is between the upper cleaning arm and the lower cleaning arm during cleaning.
- the sieve cleaning device has a cleaning container with an openable lid.
- the upper cleaning arm is rotatably mounted on the lid, and the lower cleaning arm is rotatably mounted on the cleaning container.
- a suction is provided in order to suck the powder-air mixture produced by the cleaning unit.
- the powder center 1 which is also referred to as a powder supply device, powder center or integrated powder management system, comprises a powder reservoir 3 which serves to store the coating powder.
- the powder center 1 comprises a powder conveying device, with which the powder is conveyed out of the powder storage container 3 and transported to a powder applicator 80.
- the powder conveying device is integrated in the present case in the powder reservoir 3 and will be explained later in more detail.
- the powder applicator 80 (see FIG. 14 ) may be formed as a manual or automatic Pulversprühvoriques and has at its outlet to the workpiece 65 towards a spray nozzle or a rotary atomizer.
- the powder center 1 is constructed as a module. As a result, the powder center 1 can be transported quickly and easily as a compact unit.
- the individual components of the powder center 1 are attached to frame profiles 2, which may be made of aluminum or steel, for example.
- the frame profiles 2 form the outer boundary of the powder center 1. If necessary, the powder center 1 may have a bottom 7.
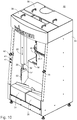
- the powder reservoir 3 of the powder center 1 can be arranged for example on a base 6. As in FIG. 6 can be completed with a powder container lid 23 during the conveying operation of the powder reservoir 3. Both FIG. 6 As shown embodiment, the powder container lid 23 has the shape of an inverted pot.
- the powder reservoir 3 has for this purpose seals and locking receptacles 3.1, can engage in the correspondingly formed counterparts of the pneumatic latch 18.
- the pneumatic lock 18 may for example be equipped with a cylinder, a piston and a piston rod. When the lower chamber of the cylinder is pressurized with compressed air, the piston and thus the piston rod are pushed upwards.
- the claw located at the lower end of the piston rod engages in the locking receptacle 3.1 and causes the powder container lid 23 is pressed onto the powder reservoir 3.
- three such latches 18 are present. The number of latches 18 and their structure can be readily adapted to the particular needs.
- a sieve 24 which may be formed as an ultrasonic sieve.
- the ultrasonic transducer 24.1 of the sieve 24 is preferably located outside of the powder reservoir 3.
- the sieve 24 is accessible and can be removed.
- the ultrasound screen 24 is attached to a pivoting mechanism 16 via a support arm 22.
- the screen 24 can by means of the pivoting mechanism 16 from the working position (see FIG. 3 ) and brought to a cleaning position in a cleaning station 27 (see FIG. 9 ).
- the cleaning station 27 is also referred to below as a screen cleaning station.
- the cleaning station 27 also includes a lid 15 which can be opened and closed, for example, by means of a pneumatic cylinder 17.
- the lid 15 is pivoted about a hinge 21.
- a curved double arrow indicates the pivoting movement.
- On the underside of the lid 15 carries a cleaning arm 19, which is also equipped with a plurality of cleaning nozzles 19.1.
- the cleaning nozzles 19.1 are preferably located on the underside of the cleaning arm 19. They are aligned so that during the cleaning operation, they blow compressed air down onto the ultrasonic sieve 24 located below the cleaning arm 19.
- the upper cleaning arm 19 is rotatably mounted with a bearing 50 on the lid 15.
- the lower cleaning arm 20 is rotatably supported by a bearing 51 on the cleaning container 14.
- the two bearings 50 and 51 may also be designed as air motors.
- the direction of rotation of the upper cleaning arm 19 and the direction of rotation of the lower cleaning arm 20 is indicated by an arrow.
- the ultrasonic sieve 24 is located between the lower cleaning arm 20 and the upper cleaning arm 19.
- the cleaning arm 19 may be provided at both ends (as in FIG FIG. 5 shown) so that it has a horizontal leg and two obliquely upwardly directed legs.
- the compressed-air nozzles 19.1 can be located both on the horizontal leg and on the obliquely upwardly directed legs.
- the cleaning arm 19 can be designed as a tube to guide the compressed air inside the tube to the compressed air nozzles 19.1. Analogously, the same applies to the lower cleaning arm 20, even if in FIG. 5 the ends of the lower cleaning arm 20 are not angled.
- a lower container portion 14.2 On the underside of the container 14 for receiving the sieve 24 is a lower container portion 14.2 with an outlet 14.1. About the outlet 14.1 located in the cleaning station 27 powder-air mixture can be sucked.
- the outlet 14.1 is connected via a hose, not shown in the figures, to an inlet opening 13.2 of a suction tube 13.
- the powder-air mixture can be sucked via the suction tube 13 and a suction 91 in a secondary filter 100.
- the powder reservoir 3 and its powder container lid 23 are referred to below also working container 3, 23.
- the powder inlet 23.1 of the working container 3, 23 is preferably located in its upper region. It may, for example, be arranged in the powder container lid 23 of the working container 3, 23.
- the working container 3, 23 may additionally have additional powder drains.
- the powder inlet 23.1 is connected to the powder outlet 4.2 of an intermediate container 4 via a powder valve M21, which is designed, for example, as a pneumatically controlled squeeze.
- the intermediate container 4 serves as a powder conveyor and is usually arranged above the working container 3, 23. In this way, the gravity can be exploited to transport powder located in the intermediate container 4 down into the working container 3, 23.
- a second powder conveyor 5 may be arranged above the working container 3, 23. Its powder outlet also opens into the working container 3, 23.
- the powder conveying device integrated into the powder reservoir 3 will be explained in more detail below.
- the powder conveying device can, as in the European patent application EP 3 238 832 A1 described, be trained.
- the working container 3, 23 is designed and operable so that it can be placed under pressure. With the aid of the powder conveyor 4, powder can be conveyed out of the fresh powder station 30 and transported into the working container 3, 23.
- a corresponding powder inlet is provided for this purpose.
- the working container 3, 23 has in the region of the container bottom 25 a fluidizing insert 25.1 for fluidizing the powder and a series of powder outlets 3.2. It may be provided that a powder outlet valve G1-G36 is connected to each of the powder outlets 3.2.
- a powder line 81 is connected to each of the powder outlet valves G1-G36.
- Each of the powder lines 81 also has an inlet for transport air on the input side, that is to say in the vicinity of the respective powder outlet valve G1-G36.
- On the output side each of the powder lines 81 is preferably connected via a coupling 130 to one of the powder applicators 80.
- the amount of powder to be conveyed is controlled by repeatedly opening and closing the respective powder outlet valve G1-G36 by means of a controller 70.
- EP 3 238 832 A1 the content of which is hereby part of the present application.
- a vibrator 220 is provided, which may be located below the powder reservoir 3, for example (see FIG. 6 ). With the help of the shaker movements generated by the vibrator 220, the powder-air mixture in the powder reservoir 3 can be evenly fluidized. In addition, the powder-air mixture can thereby flow out of the powder outlet channel 203 more optimally.
- the coupling 130 has for this purpose a first group of terminals 131 and a second group of terminals 132.
- the controller 70 is adjustable, which terminal of the first group 131 is connected to which terminal of the second group 132.
- one of the powder lines 81 can be connected on the output side to a respective connection of the first group 131.
- one connection of the second group 132 can be connected in each case a powder line, which is on the other hand connected to one of the powder applicators 80.
- 36 powder outlet valves G1-G36 are used. However, more or less many powder outlet valves can be used. The number of powder outlet valves used depends on the number of powder applicators 80 used.
- a powder injector operating on the venturi principle or a powder pump for dense phase conveying may also be provided.
- the powder conveyor 4 may also be provided a powder pump for dense phase conveying, a peristaltic pump or a Pulverinjektor. The same applies analogously to the powder conveyor 5.
- a powder outlet 25.2 which is connected via a valve M11 to the outlet 3.3 of the reservoir 3. Via the outlet 3.3, residual powder that is still in the powder storage container 3 can be transported back to the fresh powder station 3 by means of a powder conveyor 49.
- the powder conveyor 49 can be connected to the outlet 3.3 of the reservoir 3 via a hose, not shown in the figures.
- the powder reservoir 3 and its powder container lid 23 and the two powder conveyors 4 and 5 are fixed to a vertical linear axis 12, which is also referred to as Linearhub réelle, and can thus be moved up and down.
- the drive 12.1 of the linear axis 12 can be located at the top of the linear axis 12.
- the vertical double arrow in FIG. 6 indicates its direction of movement.
- the powder center 1 next to it comprises a container cleaning unit 28 or, in short, a cleaning unit comprising a cleaning container 10, an upper cleaning arm 11 and a lower cleaning arm 26.
- the upper cleaning arm 11 and the lower cleaning arm 26 are rotatably mounted in the cleaning container 10 and each have a plurality of operated with compressed air cleaning nozzles 11.1 and 26.1.
- the cleaning tank 10 is attached to a Linearhub réelle 9 and can be moved with this vertically up and down (in y-direction).
- the vertical double arrow in FIG. 1 indicates its direction of movement.
- the drive 9.1 of the linear lifting device 9 can be located at the top of the linear lifting device 9.
- the linear lifting device 9 in turn is attached to a horizontally oriented linear drive 8 (also called a linear axis) and can be moved with it horizontally (in the x direction) back and forth.
- the drive 8.1 of the linear axis 8 can be arranged laterally on the linear axis 8.
- the container cleaning unit 28 With the linear axis 8, it is possible to position the container cleaning unit 28 laterally next to the working container 3, 23 during the conveying operation (see FIG FIGS. 1 to 4 ).
- the container lid 23 is moved upwards; then the container cleaning unit 28 can be positioned by means of the two linear actuators 8 and 9 so that the cleaning container 10 is first brought over the powder reservoir 3 and then lowered so far, so that the cleaning arm 26 a defined distance from the bottom 25 of the powder reservoir. 3 having.
- the cleaning arm 26 protruding down from the cleaning container 10 is then located inside the powder storage container 3 and serves to clean the inner wall and the bottom 25 of the powder reservoir 3.
- the powder container lid 23 can be lowered so far that with the outstanding above from the cleaning container 10 cleaning arm 11, the inner surfaces of the powder container lid 23 blown off and thus can be cleaned.
- the cleaning arm 11 protrudes into the interior of the powder container lid 23.
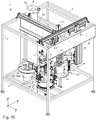
- FIGS. 10 to 13 One possible embodiment of the fresh powder station 30 is in the FIGS. 10 to 13 shown in different views.
- the fresh powder station 30 can be designed, for example, as an independent module. It comprises a first footprint 31 and a second footprint 32, each having a powder carton 110, 111 (see FIG. 15 ) be able to record.
- the two shelves 31 and 32 are preferably arranged obliquely, so that the powder moves with the aid of gravity in the powder carton obliquely down into a corner.
- the suction lance 33 is, as in the FIGS. 12 and 13 shown, horizontally movable by means of a linear drive 44, so that it can be used both for a arranged on the first footprint 31 powder carton and for a arranged on the second footprint 32 powder carton.
- the fresh powder station 30 has an additional linear drive 38 in order to be able to move the suction lance 33 also vertically.
- the vibrator 54 serves to put the powder in the carton 110 in motion, so that it spreads better and flows in the direction of suction lance 33.
- the level in the box 110 can be determined, and when the level falls below a certain level, a change of the powder cartons are initiated.
- a change of the powder cartons are initiated.
- that generated by the balance 46 Measuring signal can be detected whether there is still enough space in the carton 110 when powder is to be conveyed via the line 96 from the powder center 1 back to the powder station 30.
- the fresh powder station 30 additionally has a cleaning station 52, which is equipped with a scraper ring and / or compressed air nozzles and / or an exhaust.
- a cleaning station 52 which is equipped with a scraper ring and / or compressed air nozzles and / or an exhaust.
- air nozzles 57 may be attached to the cleaning station 53 to clean the lower portion of the suction lance 33. If the suction lance has a fluidizing crown in order to fluidize the powder in the suction area, this can also be cleaned with it.
- a powder container 150 could be installed with a fluidizing.
- two pumps 124 and 125 powder can be conveyed from a BigBag 121 into the powder container 150.
- a BigBag 120 with a pump 123 may also be provided.
- the Powder can be pumped from the pump 123 via a powder line 126 directly to the powder conveyor 4.
- the BigBag 120 or 121 is also referred to as Flexible Intermediate Bulk Container or short FIBC. It usually contains larger amounts of powder than the powder carton 110 and the powder carton 111. Also, the BigBag 120/121 is usually further away from the powder conveyor 4 than the powder carton 110 or 111. Thus, the BigBag 120/121 at a distance from the Example 30m to the powder conveyor 4, whereas the powder carton 110 or 111, for example, 5 m away from the powder conveyor 4.
- the fresh powder station 30 may include a plurality of compressed air control valves 39 and 40 and knobs 41 and 42.
- the compressed air control valve 39 may be provided for adjusting the fluid air of the fluid tray of the powder container 150.
- the compressed air control valve 40 is used to adjust the fluid air at the fluidizing crown of the suction lance 33. With the help of the adjusting knob 41, the position of the exhaust air flap can be controlled. About the knob 42, a confirmation signal can be transmitted to the controller.
- the fresh powder station 30 can have an exhaust 37 with a suction opening 37.1 in order to be able to extract excess powder from the interior of the fresh powder station 30.
- the fresh powder station 30 may also have a flexible suction hose that can be manually cleaned when needed.
- the fresh powder station 30 has a pivot mechanism 45 for the powder conveyor 49.
- the pivot mechanism 45 has a drive, which may be formed, for example, as a pneumatic drive, and a pivot arm 45.1.
- the powder conveyor 49 from the conveying position (see Fig. 10 ) are brought to a cleaning position. In the cleaning position, the powder conveyor 49 protrudes into the interior of the fresh powder station 30.
- air nozzles 56 may be provided to clean the lower portion of the powder conveyor 49 when it is pivoted from the conveying position to the cleaning position or from the cleaning position to the conveying position.
- the pneumatic drive may comprise two pneumatically driven cylinders.
- the powder conveyor 49 can thus be brought into a cleaning position, a first conveying position and a second conveying position.
- the cylinder 1 and the cylinder 2 are retracted.
- the powder conveyor 49 In the first conveying position, the powder conveyor 49 is located above the footprint 31.
- the cylinder 1 In the second conveying position, the powder conveyor 49 is located above the footprint 32; the cylinders 1 and 2 are extended.
- powder may be fed back into the powder carton 110, and in the second conveying position, powder may be conveyed back into the powder carton 111.
- the suction lance 33 can be brought with the linear axis 38 and the linear drive 44 in three different positions: In the cleaning position (see Fig. 10 ) is the suction lance 33 in the cleaning station 53. In the first conveying position, the suction lance 33 is located above the footprint 31 and in the second conveying position on the footprint 32nd
- the fresh powder station 30 can also be equipped with its own control 43.
- this controller 43 for example, the suction lance 33, the cleaning station 52 for the suction lance 33, the linear axis 38, the linear actuator 44, the pivot mechanism 45 and the tuyeres 56 and 57 can be controlled.
- the in the FIGS. 11 and 13 shown powder conveyor 49 is advantageously positioned directly above that of the powder carton 110 and 111, in which he is to promote powder back. Since it uses gravity, after the exhaust valve of the powder conveyor 49 is opened, the powder falls into the powder box under the powder conveyor 49.
- the in the FIGS. 11 and 13 shown powder conveyor 49 for returning the powder may also be designed differently. It can be designed, for example, as a powder pump. Since gravity is not utilized in such a powder pump, it may be located at various locations. For example, it may also be at the same height as the powder carton 110.
- two flaps 35 and 36 may be provided, which can be opened manually.
- the staff has access to the interior of the fresh powder station 30 from above.
- the fresh powder station 30 may also be equipped with side walls 34 and a rear wall 48.
- FIG. 14 A possible embodiment of an entire plant for powder coating of workpieces 65 is shown in FIG FIG. 14 simplified in plan view.
- the entire system can be controlled via a central controller 70.
- the controller 70 may be connected and provided via respective control lines 71 to various components of the entire plant to control the powder coating booth 60 including powder applicators 80, the fresh powder station 30, the powder center 1, the powder recovery 90, and the postfilter 100.
- the fresh powder station 30 may have a separate controller 43.
- the excess powder which is also referred to as overspray, must be removed from the booth 60 again. This is necessary on the one hand because the environment outside the cabin is to be kept free of powder dust. On the other hand, the danger of explosion when exceeding a certain powder concentration by the powder dust cloud floating in the cabin increases. This should be avoided.
- the resulting in the coating overspray is sucked together with the air in the cabin 60 as a powder-air mixture from the cabin 60 and fed via a residual powder pipe 92 a device for powder recovery 90.
- the powder recovery device 90 may be formed, for example, as a cyclone. If necessary, the powder recovered there can be returned to the powder center 1 via a powder line 94. In order to filter out also the proportion of the powder, which he was not filtered out in the cyclone 90, the powder-air mixture can be supplied from the cyclone via a suction line 93 to the post-filter 100.
- the powder-air mixture in the residual powder piping 92 is also referred to as residual powder air flow.
- the cab 60 has a suction slot. It connects the interior of the cabin 60 with the residual powder pipeline 92. Excess powder is thus sucked out of the interior of the cabin via the suction slot and the suction tube 61 and fed to a cyclone separator 90 or, in short, a cyclone, which can be designed as a monocyclone.
- the powder-air mixture flows tangentially into the cyclone 90 and in the cyclone down spiral.
- the powder particles are pressed by the centrifugal force arising during the rotation of the powder air flow to the outside of the outer wall of the cyclone 90 to the outside.
- the powder particles are conveyed downwards in the direction of the powder outlet of the cyclone and collected there.
- the freed of the powder particles air is sucked off via the vertical central tube located in the cyclone 90.
- the air stream cleaned in this way is often fed to a secondary filter 100 in order to keep it in the air filter out any remaining powder.
- the recovered powder in the cyclone 90 can be used again for coating and fed to the powder center 1 via the powder line 94.
- the ultrasonic sieve 24 is located in the working container 3, 23 between the powder reservoir 3 and the powder container lid 23.
- the latches 18 ensure that the working container is hermetically sealed.
- the screen cleaning device 27 and the container cleaning unit 28 are as shown in FIGS FIGS. 1 to 4 shown in the park position.
- the parking position for the container cleaning unit 28 is located next to the powder reservoir 3.
- the phrase "next to the powder reservoir” also includes above, below, in front of or behind the powder reservoir.
- the sieve 24 is not absolutely necessary.
- the powder delivery can also be done without ultrasonic sieve or entirely without sieve 24.
- the powder delivery from the powder storage container 3 is set and the residual powder still remaining in the powder storage container 3 is sucked off via the outlet 25.1.
- the still prevailing in the working container 3, 23 overpressure is reduced to atmospheric pressure and the latches 18 are opened.
- the powder container lid 23 is raised by means of the linear drive 12 and the ultrasonic sieve 24 is pivoted by means of the pivot mechanism 16 from the working position to the cleaning position.
- the linear actuator 12 raises the container lid 23 so far that the cleaning container 10 can be driven by means of the two linear axes 8 and 9 between the powder container lid 23 and the powder reservoir 3. Subsequently, the container cleaning unit 28 is lowered with the cleaning container 10 until the lower cleaning arm 26 is located in the interior of the powder reservoir 3 and has a defined distance to the bottom 25 of the powder reservoir 3.
- the powder container lid 23 is now lowered until the upper cleaning arm 11 is located inside the powder container lid 23 and has a defined distance from the powder container lid 23.
- an air gap remains between the powder container lid 23 and the cleaning container 10. Also between the powder container 3 and the cleaning container 10 remains an air gap. From the afterfilter 100, air is sucked in via the air gaps. This prevents that the powder-air mixture generated during the cleaning process by the compressed air nozzles 11.1 and 26.1 can escape to the environment.
- the units of powder container lid 23, cleaning container 10 and powder reservoir 3 can be sealed airtight with the latches 18.
- compressed air is blown through the nozzles 11.1 and 26.1 in the direction of the inner walls of the powder container lid 23 and the powder reservoir 3.
- the resulting powder-air mixture is sucked off via the suction line 13 and can be fed to the cyclone 90 and / or the post-filter 100.
- the lid 15 is closed by means of the pneumatic cylinder 17. Between the lid 15 and the cleaning container 14 may remain an air gap. In another embodiment, the lid 15 can also be placed airtight on the cleaning container 14.
- the blowing off of the strainer is stopped. If the powder container 3 and the container lid 23 are clean, the blowing off is stopped here as well.
- the latches 18 have been previously closed, they will now be reopened.
- the container lid 23 is raised and the container cleaning unit 28 is moved back into the parking position (see Fig. 1 - 4th ). Also, the lid 15 is raised. After the cleaning mode is completed, the screen 23 is moved back to its working position. Subsequently, it can be started again with the conveying of powder.
- the following purification steps can be carried out.
- the steps are preferably performed automatically and coordinated by the controller 70.
- the powder reservoir 3 and the container lid 23 are cleaned as described above.
- a change to another coating powder is carried out.
- the other coating powder may be that powder with which the workpieces 65 are to be coated next. But this is not absolutely necessary. Instead, a change to a special cleaning agent can be carried out.
- the cleaning agent may for example be granules with a grain size between 2 mm and 7 mm.
- the grain size, the grain material and the grain texture are preferably selected so that they can be promoted on the one hand through all openings in the powder system, and on the other hand have a good cleaning effect.
- care is also taken to ensure that no additional wear occurs in the powder system and no chemical incompatibility with the coating powder.
- an additional step is switched for a limited duration in the conveying mode, so that the other coating powder or the cleaning agent flows through the individual components of the system.
- the short production operation for example, with 3 kg of powder can be driven to loss.
- the material the powder or the cleaning agent
- the powder lines 91, 92, 93 and 94 can be rinsed with the new material. This is particularly advantageous when driving with the new powder on recovery.
- the cleaning parameters such as the number and duration of the compressed air pulses for blowing off the screen 24, the number and duration of the compressed air pulses for blowing off the container lid 23, the number and duration of the compressed air pulses for blowing off the powder container 3 and the air pressure used for the compressed air pulses, can be determined by the controller 70 are given and also changed.
- the controller 70 can independently specify the cleaning parameters required for optimum cleaning. For example, it can take into account the type of powder and its color. It is also possible to provide the controller 70 with external information that helps to specify the cleaning parameters. For example, a barcode or RFID tag mounted on the powder carton 110 or the BigBag 120 may be read out. The information obtained in the barcode or RFID tag may be evaluated by the controller 70 to adjust the cleaning parameters.
- the container cleaning unit 28 includes a first station for cleaning the powder container deck 23 and a second station for cleaning the powder storage container 3.
- the first station may comprise a funnel-shaped container 200 carrying the lower cleaning arm 11.
- the container lid 23 is located on the powder reservoir 3.
- the container lid 23 When in cleaning mode (see FIGS. 20 to 23 ) is switched, the container lid 23 is raised with the linear drive 12 and with a further linear drive 201 from the powder reservoir 3 to the lid cleaning station transported. Subsequently, the container lid 23 is lowered so far with the linear drive 12 on the funnel-shaped container 200 until the cleaning arm 11 has a defined distance from the container lid 23.
- the second station with the cleaning tank 10 may be constructed as in the first embodiment.
- the cleaning container 10 of the cleaning station 28 is raised with the linear drive 9 and positioned with the linear drive 8 above the powder reservoir 3. Subsequently, the cleaning container 10 is lowered over the powder container 3 and indeed so far until the cleaning arm 26 has a defined distance from the bottom 25 of the powder reservoir 3.
- FIGS. 1 to 9 shown powder center 1 in the FIGS. 10 to 13 illustrated fresh powder station 30 expandable.
- Such a powder center extended by the fresh powder station 30 is also referred to herein as an extended powder center.
- the individual components of the powder center 1 can also be on a different than in the FIGS. 1 to 13 way shown combined and arranged.
- the arrangement of the powder center 1, the fresh powder station 30, the powder coating system 60, the controller 70, the cyclone 90 and the post-filter 100 is also not on the in FIG. 14 limited arrangement shown. It is also possible that the system is supplemented by one or the other component.
- the cleaning unit 28 may be designed so that it can be moved between the container 3 and the unfolded container lid 23, and then from there to clean the container 3 and the container lid 23.
Landscapes
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
Abstract
Description
- Die Erfindung betrifft ein Pulverzentrum zum Versorgen einer Pulverbeschichtungsanlage mit Beschichtungspulver und ein Verfahren zum Reinigen des Pulverzentrums.
- Bei der elektrostatischen Beschichtung von Werkstücken mit Beschichtungspulver oder kurzum Pulver wird das Pulver über eine oder mehrere Pulverapplikatoren auf das zu beschichtende Werkstück aufgesprüht. Anschliessend wird das mit Pulver beschichtete Werkstück erhitzt, so dass das Pulver aufschmilzt. Nachdem das Werkstück abgekühlt ist, bildet das Pulver eine harte, geschlossene Deckschicht auf dem Werkstück.
- Die zu beschichtenden Werkstücke befinden sich während des Beschichtungsvorgangs in der Regel innerhalb einer Pulverbeschichtungskabine, die im Folgenden auch kurzum als Kabine oder Beschichtungskabine bezeichnet wird. Die Versorgung der Pulverapplikatoren mit Beschichtungspulver erfolgt über ein Pulverzentrum.
- Wenn nun Werkstücke mit einem anderen Beschichtungspulver als dem bisher verwendeten Pulver beschichtet werden sollen, wird der Beschichtungsvorgang unterbrochen und ein sogenannter Pulverwechsel vorgenommen. Beim Pulverwechsel, wenn also beispielsweise eine andere Pulverart oder Pulver mit einer anderen Farbe versprüht werden soll, sind mehr oder weniger umfassende Reinigungsmassnahmen erforderlich, um die Reste des bisher verwendeten Pulvers aus dem Pulverzentrum, den Pulverschläuchen, den Pulverapplikatoren, der Kabine und sonstigen pulverführenden Bauteilen der Anlage zu entfernen. Die manuelle Reinigung kann durchaus einige Zeit in Anspruch nehmen. Während des Reinigungsvorgangs steht die Anlage nicht zum Beschichten von Werkstücken zur Verfügung. Dies wirkt sich negativ auf die Produktionskosten aus. Ein weiterer Nachteil der manuellen Reinigung ist, dass das Personal während der Reinigung gefahrläuft Pulverpartikel einzuatmen. Des Weiteren ist darauf zu achten, dass die Reinigung gründlich durchgeführt wird. Wird zum Beispiel das Pulverzentrum nicht ausreichend gereinigt, kann es nach einem Farbwechsel zu einer unerwünschten Farbverschleppung kommen.
- Aus der Druckschrift
EP 2 218 514 A1 ist eine Beschichtungspulver-Versorgungsvorrichtung bekannt. Die Versorgungsvorrichtung weist einen Pulvervorratsbehälter mit einem Deckel, ein Absaugrohr und mehrere Pulverförderer auf, um Pulver aus dem Pulvervorratsbehälter heraus zu fördern. Der Pulvervorratsbehälter kann zusammen mit dem Absaugrohr vertikal nach oben und unten bewegt werden. Die Pulverförderer hingegen sind stationär angeordnet und ragen von oben durch Öffnungen im Absaugrohr und im Deckel des Pulvervorratsbehälters in diesen hinein. Wenn nun die Absaugung aktiviert wird und der Pulvervorratsbehälter zusammen mit dem Absaugrohr an den Pulverförderern entlangfährt, werden diese automatisch gereinigt. Der Pulvervorratsbehälter und dessen Deckel werden jedoch nicht automatisch gereinigt, sondern müssen manuell gesäubert werden. - Eine Aufgabe der Erfindung ist es, ein Pulverzentrum zum Versorgen einer Pulverbeschichtungsanlage mit Beschichtungspulver sowie ein Verfahren zum Reinigen des Pulverzentrums anzugeben, bei dem die Reinigung des Pulverzentrums vollautomatisch erfolgen kann.
- Vorteilhafter Weise erfolgt die Reinigung des Pulverzentrums ausserordentlich sauber.
- Die automatische Reinigung kann einzelne oder mehrere der Komponenten des Pulverzentrums, wie den Pulverbehälter, den Deckel des Pulverbehälters, den oder die Pulverförderer und/oder das Ultraschallsieb umfassen.
- Die Aufgabe wird durch ein Pulverzentrum zum Versorgen einer Pulverbeschichtungsanlage mit Beschichtungspulver mit den in Patentanspruch 1 angegebenen Merkmalen gelöst.
- Das erfindungsgemässe Pulverzentrum zum Versorgen einer Pulverbeschichtungsanlage mit Beschichtungspulver umfasst einen Pulvervorratsbehälter und einen Pulverförderer, um Pulver aus dem Pulvervorratsbehälter in Richtung Pulverbeschichtungsanlage zu transportieren. Zudem umfasst das Pulverzentrum einen Behälterdeckel, der während der Pulverförderung den Pulvervorratsbehälter abdeckt und zum Zwecke der Reinigung des Pulvervorratsbehälters ganz oder teilweise abnehmbar ist. Des Weiteren ist eine Reinigungseinheit zum Reinigen des Pulvervorratsbehälters vorgesehen, die mittels eines Manipulators aus einer Parkposition neben dem Pulvervorratsbehälter in eine Reinigungsposition im Pulvervorratsbehälter bewegbar ist. Das Pulverzentrum weist darüber hinaus eine Steuerung auf, mit der der Pulverförderer, die Reinigungseinheit und der Manipulator steuerbar sind.
- Die Aufgabe wird zudem durch ein Verfahren zum Reinigen des Pulverzentrums mit den in Patentanspruch 19 angegebenen Merkmalen gelöst. Mit der Reinigungseinheit werden der Pulvervorratsbehälter und der Behälterdeckel gereinigt. In einem weiteren Schritt wird ein Wechsel zu einem anderen Beschichtungspulver oder einem Reinigungsmittel durchgeführt. In einem zusätzlichen Schritt wird für eine beschränkte Dauer in den Förderbetrieb geschaltet. Anschliessend mit der Reinigungseinheit der Pulvervorratsbehälter und der Behälterdeckel erneut gereinigt werden.
- Vorteilhafte Weiterbildungen der Erfindung ergeben sich aus den in den abhängigen Patentansprüchen angegebenen Merkmalen.
- Bei einer Ausführungsform des erfindungsgemässen Pulverzentrums weist die Reinigungseinheit Druckluftdüsen zum Abblasen des Pulvervorratsbehälters und des Deckels auf. Damit können der Pulvervorratsbehälter und der Deckel energieeffizient gereinigt werden.
- Bei einer weiteren Ausführungsform des erfindungsgemässen Pulverzentrums sind ein Teil der Druckluftdüsen an einem ersten Reinigungsarm und ein anderer Teil der Druckluftdüsen an einem zweiten Reinigungsarm angeordnet. Der erste Reinigungsarm dient zum Reinigen des Deckels und der zweite Reinigungsarm zum Reinigen des Pulvervorratsbehälters.
- Bei einer zusätzlichen Ausführungsform des erfindungsgemässen Pulverzentrums sind der erste Reinigungsarm und der zweite Reinigungsarm drehbar gelagert.
- Bei einer Weiterbildung des erfindungsgemässen Pulverzentrums weist der erste Reinigungsarm eine Bürste und/oder eine Saugeinrichtung auf. Stattdessen oder zusätzlich dazu kann auch der zweite Reinigungsarm eine Bürste und/oder eine Saugeinrichtung aufweisen.
- Bei einer anderen Weiterbildung des erfindungsgemässen Pulverzentrums weist die Reinigungseinheit einen Reinigungsbehälter auf, der den ersten Reinigungsarm und/oder den zweiten Reinigungsarm trägt. Im Reinigungsbetrieb kann der Reinigungsarm im Pulvervorratsbehälter positioniert sein.
- Bei einer zusätzlichen Weiterbildung des erfindungsgemässen Pulverzentrums weist der Manipulator eine Linearachse zum Bewegen der Reinigungseinheit auf.
- Bei dem erfindungsgemässen Pulverzentrum kann der Manipulator ein Roboter sein.
- Vorteilhafter Weise sind bei dem erfindungsgemässen Pulverzentrum mehrere Pulverförderer und eine Kupplung mit einer ersten Gruppe von Anschlüssen und einer zweiten Gruppe von Anschlüssen vorgesehen. Mit der Steuerung ist einstellbar, welcher Anschluss der ersten Gruppe mit welchem Anschluss der zweiten Gruppe verbunden ist. Die Pulverförderer sind ausgangsseitig mit jeweils einem der Anschlüsse der ersten Gruppe verbunden.
- Bei dem erfindungsgemässen Pulverzentrum kann oberhalb des Behälterdeckels ein Pulverförderer angeordnet sein, mit dem Beschichtungspulver in den Pulvervorratsbehälter förderbar ist.
- Bei einer Ausführungsform des erfindungsgemässen Pulverzentrums ist im Boden des Pulvervorratsbehälters ein Pulverauslass für Restpulver und ein weiterer Pulverförderer vorgesehen. Mit dem weiteren Pulverförderer ist das Restpulver durch den Pulverauslass aus dem Pulvervorratsbehälter saugbar und einem Pulverbehälter zuführbar.
- Bei einer weiteren Ausführungsform des erfindungsgemässen Pulverzentrums ist ein weiterer Manipulator vorgesehen, um den Behälterdeckel vom Pulvervorratsbehälter abnehmen zu können.
- Bei einer zusätzlichen Ausführungsform des erfindungsgemässen Pulverzentrums weist die Reinigungseinheit eine Behälterdeckel-Reinigungsvorrichtung zum Reinigen des Behälterdeckels auf, wobei die Behälterdeckel-Reinigungsvorrichtung den ersten Reinigungsarm trägt.
- Vorteilhafter Weise weist der Pulvervorratsbehälter des erfindungsgemässen Pulverzentrums einen runden Querschnitt auf.
- Das erfindungsgemässe Pulverzentrum kann ein Sieb und eine Siebreinigungsvorrichtung zum Reinigen des Siebs umfassen. Das Sieb ist zum Zwecke der Reinigung mittels eines zusätzlichen Manipulators aus einer Arbeitsposition im Pulvervorratsbehälter in eine Reinigungsposition in der Siebreinigungsvorrichtung bewegbar.
- Bei dem erfindungsgemässen Pulverzentrum kann die Siebreinigungsvorrichtung einen oberen Reinigungsarm mit Druckluftdüsen und einen unteren Reinigungsarm mit Druckluftdüsen aufweisen. Das Sieb befindet sich während der Reinigung zwischen dem oberen Reinigungsarm und dem unteren Reinigungsarm.
- Bei einer Weiterbildung des erfindungsgemässen Pulverzentrums weist die Siebreinigungsvorrichtung einen Reinigungsbehälter mit einem öffenbaren Deckel auf. Der obere Reinigungsarm ist am Deckel drehbar gelagert, und der untere Reinigungsarm ist am Reinigungsbehälter drehbar gelagert.
- Bei einer zusätzlichen Weiterbildung des erfindungsgemässen Pulverzentrums ist eine Absaugung vorgesehen, um das durch von der Reinigungseinheit erzeugte Pulver-Luft-Gemisch abzusaugen.
- Im Folgenden wird die Erfindung mit mehreren Ausführungsbeispielen anhand von 23 Figuren weiter erläutert.
- Figur 1
- zeigt eine erste mögliche Ausführungsform des erfindungsgemässen Pulverzentrums im Pulverfördermodus in einer ersten dreidimensionalen Ansicht.
- Figur 2
- zeigt die erste Ausführungsform des erfindungsgemässen Pulverzentrums in einer zweiten dreidimensionalen Ansicht.
- Figur 3
- zeigt die erste Ausführungsform des erfindungsgemässen Pulverzentrums in der Draufsicht.
- Figur 4
- zeigt die erste Ausführungsform des erfindungsgemässen Pulverzentrums in einer ersten Seitensicht.
- Figur 5
- zeigt einen Teil der ersten Ausführungsform des erfindungsgemässen Pulverzentrums von der Seite in einer vergrösserten Ansicht.
- Figur 6
- zeigt einen weiteren Teil der ersten Ausführungsform des erfindungsgemässen Pulverzentrums von der Seite in einer vergrösserten Ansicht.
- Figur 7
- zeigt die erste Ausführungsform des erfindungsgemässen Pulverzentrums im Reinigungsmodus in einer ersten dreidimensionalen Ansicht.
- Figur 8
- zeigt die erste Ausführungsform des erfindungsgemässen Pulverzentrums im Reinigungsmodus in einer zweiten dreidimensionalen Ansicht.
- Figur 9
- zeigt die erste Ausführungsform des erfindungsgemässen Pulverzentrums im Reinigungsmodus in der Draufsicht.
- Figur 10
- zeigt eine mögliche Ausführungsform einer Frischpulverstation in einer dreidimensionalen Ansicht.
- Figur 11
- zeigt die Frischpulverstation in der Ansicht von vorne.
- Figur 12
- zeigt die Frischpulverstation in der Seitenansicht im Schnitt.
- Figur 13
- zeigt die Frischpulverstation in der Draufsicht im Schnitt.
- Figur 14
- zeigt ein mögliches Layout einer Pulverbeschichtungsanlage mit dem Pulverzentrum und der Frischpulverstation in der Draufsicht.
- Figur 15
- zeigt ein Pneumatikdiagramm einer Ausführungsform der Pulverbeschichtungsanlage mit dem Pulverzentrum und der Frischpulverstation.
- Figur 16
- zeigt eine zweite mögliche Ausführungsform des erfindungsgemässen Pulverzentrums im Pulverfördermodus in einer ersten dreidimensionalen Ansicht.
- Figur 17
- zeigt die zweite Ausführungsform des erfindungsgemässen Pulverzentrums in einer zweiten dreidimensionalen Ansicht.
- Figur 18
- zeigt die zweite Ausführungsform des erfindungsgemässen Pulverzentrums in der Seitenansicht.
- Figur 19
- zeigt die zweite Ausführungsform des erfindungsgemässen Pulverzentrums in der Draufsicht.
- Figur 20
- zeigt die zweite Ausführungsform des erfindungsgemässen Pulverzentrums im Reinigungsmodus in der ersten dreidimensionalen Ansicht.
- Figur 21
- zeigt die zweite Ausführungsform des erfindungsgemässen Pulverzentrums im Reinigungsmodus in der zweiten dreidimensionalen Ansicht.
- Figur 22
- zeigt die zweite Ausführungsform des erfindungsgemässen Pulverzentrums im Reinigungsmodus in der Seitenansicht.
- Figur 23
- zeigt die zweite Ausführungsform des erfindungsgemässen Pulverzentrums im Reinigungsmodus in der Draufsicht.
- Im Folgenden wird der Aufbau der gesamten Pulverbeschichtungsanlage anhand der
Figuren 1 bis 15 weiter erläutert. - Das Pulverzentrum 1, das auch als Pulverversorgungsvorrichtung, Pulver-Center oder integriertes Pulvermanagement-System bezeichnet wird, umfasst einen Pulvervorratsbehälter 3, der zur Aufbewahrung des Beschichtungspulvers dient. Zudem umfasst das Pulverzentrum 1 eine Pulverfördervorrichtung, mit der das Pulver aus dem Pulvervorratsbehälter 3 herausgefördert und zu einem Pulverapplikator 80 transportiert wird. Die Pulverfördervorrichtung ist im vorliegenden Fall in den Pulvervorratsbehälter 3 integriert und wird später noch eingehender erläutert. Der Pulverapplikator 80 (siehe
Figur 14 ) kann als manuelle oder automatische Pulversprühvorrichtung ausgebildet sein und weist an seinem zum Werkstück 65 hin gerichteten Auslass eine Sprühdüse oder einen Rotationszerstäuber auf. - Das Pulverzentrum 1 ist als Modul aufgebaut. Dadurch kann das Pulverzentrum 1 schnell und einfach als kompakte Einheit transportiert werden. Die einzelnen Komponenten des Pulverzentrums 1 sind an Rahmenprofilen 2 befestigt, die beispielsweise aus Aluminium oder Stahl sein können. Die Rahmenprofile 2 bilden die äußere Begrenzung des Pulverzentrums 1. Bei Bedarf kann das Pulverzentrum 1 einen Boden 7 aufweisen.
- Der Pulvervorratsbehälter 3 des Pulverzentrums 1 kann beispielsweise auf einem Sockel 6 angeordnet sein. Wie in
Figur 6 gezeigt, kann während des Förderbetriebs der Pulvervorratsbehälter 3 mit einem Pulverbehälterdeckel 23 abgeschlossen sein. Bei denFigur 6 gezeigten Ausführungsform hat der Pulverbehälterdeckel 23 die Form eines umgedrehten Topfes. Mithilfe pneumatischer Verriegelungen 18 kann der Pulverbehälterdeckel 23 mit dem Pulvervorratsbehälter 3 dicht abgeschlossen werden. Der Pulvervorratsbehälter 3 weist dazu Dichtungen und Verriegelungsaufnahmen 3.1 auf, in die entsprechend ausgebildete Gegenstücke der pneumatischen Verriegelung 18 eingreifen können. Die pneumatische Verriegelung 18 kann beispielsweise mit einem Zylinder, einem Kolben und einer Kolbenstange ausgestattet sein. Wenn die untere Kammer des Zylinders mit Druckluft beaufschlagt wird, werden der Kolben und damit auch die Kolbenstange nach oben gedrückt. Die am unteren Ende der Kolbenstange befindliche Klaue greift in die Verriegelungsaufnahme 3.1 ein und bewirkt, dass der Pulverbehälterdeckel 23 auf den Pulvervorratsbehälter 3 gedrückt wird. Bei der inFigur 6 gezeigten Ausführungsform sind drei derartige Verriegelungen 18 vorhanden. Die Anzahl der Verriegelungen 18 und deren Aufbau kann ohne weiteres an die jeweiligen Bedürfnisse angepasst werden. - Im Inneren des Pulvervorratsbehälters 3 befindet sich ein Sieb 24, das als Ultraschallsieb ausgebildet sein kann. Der Ultraschallwandler 24.1 des Siebs 24 befindet sich vorzugsweise außerhalb des Pulvervorratsbehälters 3. Wird der Pulverbehälterdeckel 23 abgenommen, ist das Sieb 24 zugänglich und kann herausgenommen werden. Damit dies automatisch geschehen kann, ist das Ultraschallsieb 24 über einen Tragarm 22 an einem Schwenkmechanismus 16 befestigt. Das Sieb 24 kann mithilfe des Schwenkmechanismus 16 aus der Arbeitsposition (siehe
Figur 3 ) heraus geschwenkt und in eine Reinigungsposition in einer Reinigungsstation 27 gebracht werden (sieheFigur 9 ). Die Reinigungsstation 27 wird im Folgenden auch als Sieb-Reinigungsstation bezeichnet. - Wie in
Figur 5 gezeigt ist, befindet sich im Inneren der Reinigungsstation 27 ein drehbar gelagerter Reinigungsarm 20. Der Reinigungsarm 20 weist eine Vielzahl von Reinigungsdüsen 20.1 auf, die auf der Oberseite des Reinigungsarms 20 angeordnet sind. Die Reinigungsstation 27 umfasst zudem einen Deckel 15, der zum Beispiel mit Hilfe eines Pneumatikzylinders 17 geöffnet und geschlossen werden kann. Der Deckel 15 wird dabei um ein Scharnier 21 geschwenkt. Ein gekrümmter Doppelpfeil deutet die Schwenkbewegung an. Auf dessen Unterseite trägt der Deckel 15 einen Reinigungsarm 19, der ebenfalls mit einer Vielzahl von Reinigungsdüsen 19.1 ausgestattet ist. Die Reinigungsdüsen 19.1 befinden sich vorzugsweise auf der Unterseite des Reinigungsarms 19. Sie sind so ausgerichtet, dass sie während des Reinigungsbetriebs Druckluft nach unten auf das unter dem Reinigungsarm 19 befindliche Ultraschallsieb 24 blasen. Der obere Reinigungsarm 19 ist mit einem Lager 50 am Deckel 15 drehbar gelagert. Der untere Reinigungsarm 20 ist über ein Lager 51 an der Reinigungsbehälter 14 drehbar gelagert. Die beiden Lager 50 und 51 können auch als Luftmotoren ausgebildet sein. Die Drehrichtung des oberen Reinigungsarms 19 und die Drehrichtung des unteren Reinigungsarms 20 ist jeweils mit einem Pfeil gekennzeichnet. Während des Reinigungsbetriebs befindet sich das Ultraschallsieb 24 zwischen dem unteren Reinigungsarm 20 und den oberen Reinigungsarm 19. - Der Reinigungsarm 19 kann an beiden Enden (wie in
Figur 5 gezeigt) angewinkelt sein, so dass er einen horizontalen Schenkel und zwei schräg nach oben gerichtete Schenkel hat. Die Druckluftdüsen 19.1 können sich sowohl auf dem horizontalen Schenkel als auch auf den schräg nach oben gerichteten Schenkeln befinden. Der Reinigungsarm 19 kann als Rohr ausgebildet sein, um die Druckluft im Inneren des Rohrs zu den Druckluftdüsen 19.1 zu führen. Sinngemäss das Gleiche gilt für den unteren Reinigungsarm 20, auch wenn inFigur 5 die Enden des unteren Reinigungsarms 20 nicht angewinkelt sind. - Auf der Unterseite des Behälters 14 zur Aufnahme des Siebs 24 befindet sich ein unterer Behälterabschnitt 14.2 mit einem Auslass 14.1. Über den Auslass 14.1 kann das in der Reinigungsstation 27 befindliche Pulver-Luft-Gemisch abgesaugt werden. Dazu ist der Auslass 14.1 über einen in den Figuren nicht gezeigten Schlauch mit einer Einlassöffnung 13.2 eines Absaugrohrs 13 verbunden. Das Pulver-Luft-Gemisch kann über das Absaugrohr 13 und eine Absaugleitung 91 in einen Nachfilter 100 gesaugt werden.
- Der Pulvervorratsbehälter 3 und dessen Pulverbehälterdeckel 23 werden im Folgenden auch Arbeitsbehälter 3, 23 bezeichnet. Der Pulvereinlass 23.1 des Arbeitsbehälters 3, 23 befindet sich vorzugsweise in dessen oberen Bereich. Er kann zum Beispiel im Pulverbehälterdeckel 23 des Arbeitsbehälters 3, 23 angeordnet sein. Der Arbeitsbehälter 3, 23 kann zusätzlich dazu noch weitere Pulvereinlässe aufweisen. Der Pulvereinlass 23.1 ist über ein Pulver-Ventil M21, das beispielsweise als pneumatisch gesteuerte Quetsche ausgebildet ist, mit dem Pulverauslass 4.2 eines Zwischenbehälters 4 verbunden. Der Zwischenbehälter 4 dient als Pulverförderer und ist in der Regel oberhalb des Arbeitsbehälters 3, 23 angeordnet. Auf diese Weise kann die Schwerkraft ausgenutzt werden, um im Zwischenbehälter 4 befindliches Pulver nach unten in den Arbeitsbehälter 3, 23 zu transportieren.
- Oberhalb des Arbeitsbehälters 3, 23 kann ein zweiter Pulverförderer 5 angeordnet sein. Dessen Pulverauslass mündet ebenfalls in den Arbeitsbehälter 3, 23.
- Die in den Pulvervorratsbehälter 3 integrierte Pulverfördervorrichtung wird im Folgenden eingehender erläutert. Die Pulverfördervorrichtung kann, wie in der europäischen Patentanmeldung
EP 3 238 832 A1 beschrieben, ausgebildet sein. Der Arbeitsbehälter 3, 23 ist so ausgebildet und betreibbar, dass er unter Druck setzbar ist. Mithilfe des Pulverförderers 4 kann Pulver aus der Frischpulverstation 30 herausgefördert und in den Arbeitsbehälter 3, 23 transportiert werden. Im Pulverbehälterdeckel 23, der den Pulvervorratsbehälter 3 oben abdeckt, ist dazu ein entsprechender Pulvereinlass vorhanden. Der Arbeitsbehälter 3, 23 weist im Bereich des Behälterbodens 25 einen Fluidisiereinsatz 25.1 zum Fluidisieren des Pulvers und eine Reihe von Pulverauslässen 3.2 auf. Es kann vorgesehen sein, dass an jeden der Pulverauslässe 3.2 jeweils ein Pulverauslassventil G1 - G36 angeschlossen ist. An jedes der Pulverauslassventile G1 - G36 wiederum ist jeweils eine Pulverleitung 81 angeschlossen. Jede der Pulverleitungen 81 weist zudem eingangsseitig, also in der Nähe des jeweiligen Pulverauslassventils G1 - G36, einen Einlass für Transportluft auf. Ausgangsseitig ist jede der Pulverleitungen 81 vorzugsweise über eine Kupplung 130 mit jeweils einem der Pulverapplikatoren 80 verbunden. Die zu fördernde Pulvermenge wird gesteuert, in dem mittels einer Steuerung 70 das jeweilige Pulverauslassventil G1 - G36 wiederholt geöffnet und geschlossen wird. Um Wiederholungen zu vermeiden, wird auf die oben genannte PatentanmeldungEP 3 238 832 A1 verwiesen, deren Inhalt hiermit Teil der vorliegenden Anmeldung ist. - Bei einer Ausführungsform des Arbeitsbehälters 3, 23 ist ein Rüttler 220 vorgesehen, der sich zum Beispiel unterhalb des Pulvervorratsbehälters 3 befinden kann (siehe
Figur 6 ). Mit Hilfe der vom Rüttler 220 erzeugten Rüttelbewegungen kann das Pulver-Luftgemisch im Pulvervorratsbehälter 3 noch gleichmässiger fluidisiert werden. Zudem kann damit das Pulver-Luftgemisch noch optimaler aus dem Pulverauslasskanal 203 herausströmen. - Die Kupplung 130 weist dazu eine erste Gruppe von Anschlüssen 131 und einer zweiten Gruppe von Anschlüssen 132 auf. Mit der Steuerung 70 ist einstellbar, welcher Anschluss der ersten Gruppe 131 mit welchem Anschluss der zweiten Gruppe 132 verbunden ist. So kann jeweils eine der Pulverleitungen 81 ausgangsseitig mit jeweils einem Anschluss der ersten Gruppe 131 verbunden sein. An jeweils einen Anschluss der zweiten Gruppe 132 kann jeweils eine Pulverleitung angeschlossen sein, die andererseits mit jeweils einem der Pulverapplikatoren 80 verbunden ist.
- Bei einer Ausführungsform kommen 36 Pulverauslassventile G1 - G36 zum Einsatz. Es können aber auch mehr oder weniger viele Pulverauslassventile verwendet werden. Die Anzahl der verwendeten Pulverauslassventile hängt von der Anzahl der eingesetzten Pulverapplikatoren 80 ab.
- Alternativ zu der soeben beschriebenen integrierten Pulverfördervorrichtung mit dem Pulverauslassventil G1 kann auch ein Pulverinjektor, der nach dem Venturi-Prinzip arbeitet, oder eine Pulverpumpe zur Dichtstromförderung vorgesehen sein.
- Statt des Pulverförderers 4 kann auch eine Pulverpumpe zur Dichtstromförderung, eine Schlauchpumpe oder ein Pulverinjektor vorgesehen sein. Sinngemäss das Gleiche gilt auch für den Pulverförderer 5.
- Im Boden 25 des Pulvervorratsbehälters 3 befindet sich ein Pulverauslass 25.2, der über ein Ventil M11 mit dem Auslass 3.3 des Vorratsbehälters 3 verbunden ist. Über den Auslass 3.3 kann Restpulver, das sich noch im Pulvervorratsbehälter 3 befindet, mithilfe eines Pulverförderers 49 zurück zur Frischpulverstation 3 transportiert werden. Der Pulverförderer 49 kann dazu über einen in den Figuren nicht gezeigten Schlauch mit dem Auslass 3.3 des Vorratsbehälters 3 verbunden sein.
- Der Pulvervorratsbehälter 3 und dessen Pulverbehälterdeckel 23 sowie die beiden Pulverförderer 4 und 5 sind an einer vertikalen Linearachse 12, die auch als Linearhubgerät bezeichnet wird, befestigt und können damit auf und ab bewegt werden. Der Antrieb 12.1 der Linearachse 12 kann sich oben an der Linearachse 12 befinden. Der vertikale Doppelpfeil in
Figur 6 kennzeichnet dessen Bewegungsrichtung. - Das Pulverzentrum 1 umfasst daneben eine Behälterreinigungseinheit 28 oder kurzum Reinigungseinheit, die einen Reinigungsbehälter 10, einen oberen Reinigungsarm 11 und einem unteren Reinigungsarm 26 umfasst. Der obere Reinigungsarm 11 und der untere Reinigungsarm 26 sind im Reinigungsbehälter 10 drehbar gelagert und weisen jeweils eine Vielzahl von mit Druckluft betriebenen Reinigungsdüsen 11.1 beziehungsweise 26.1 auf. Der Reinigungsbehälter 10 ist an einem Linearhubgerät 9 befestigt und kann mit diesem vertikal nach oben und unten (in y-Richtung) bewegt werden. Der vertikale Doppelpfeil in
Figur 1 kennzeichnet dessen Bewegungsrichtung. Der Antrieb 9.1 des Linearhubgeräts 9 kann sich oben am Linearhubgerät 9 befinden. Das Linearhubgerät 9 wiederum ist an einem horizontal ausgerichteten Linearantrieb 8 (auch Linearachse genannt) befestigt und kann mit diesem horizontal (in x-Richtung) hin und her bewegt werden. Der Antrieb 8.1 der Linearachse 8 kann seitlich an der Linearachse 8 angeordnet sein. Mit der Linearachse 8 ist es möglich, die Behälterreinigungseinheit 28 während des Förderbetriebs seitlich neben dem Arbeitsbehälter 3, 23 zu positionieren (sieheFiguren 1 bis 4 ). Während des Reinigungsbetriebs wird zuerst der Behälterdeckel 23 nach oben gefahren; dann kann die Behälterreinigungseinheit 28 mit Hilfe der beiden Linearantriebe 8 und 9 so positioniert werden, dass der Reinigungsbehälter 10 zuerst über den Pulvervorratsbehälter 3 gebracht und dann abgesenkt wird, und zwar so weit, sodass der Reinigungsarm 26 einen definierten Abstand zum Boden 25 des Pulvervorratsbehälters 3 aufweist. Der unten aus dem Reinigungsbehälter 10 herausragende Reinigungsarm 26 befindet sich dann im Inneren des Pulvervorratsbehälters 3 und dient zum Reinigen der Innenwand und des Bodens 25 des Pulvervorratsbehälters 3. - Mit Hilfe des Linearhubgeräts 12 kann der Pulverbehälterdeckel 23 so weit abgesenkt werden, dass mit dem oben aus dem Reinigungsbehälter 10 herausragenden Reinigungsarm 11 die Innenflächen des Pulverbehälterdeckels 23 abgeblasen und damit gereinigt werden können. Der Reinigungsarm 11 ragt dabei ins Innere des Pulverbehälterdeckels 23.
- Eine mögliche Ausführungsform der Frischpulverstation 30 ist in den
Figuren 10 bis 13 in verschiedenen Ansichten dargestellt. - Die Frischpulverstation 30 kann beispielsweise als eigenständiges Modul ausgebildet sein. Es umfasst eine erste Stellfläche 31 und eine zweite Stellfläche 32, die jeweils einen Pulverkarton 110, 111 (siehe
Figur 15 ) aufnehmen können. Die beiden Stellflächen 31 und 32 sind vorzugsweise schräg angeordnet, sodass das Pulver mit Unterstützung der Schwerkraft im Pulverkarton schräg nach unten in eine Ecke wandert. Damit kann der Pulverkarton ohne großen Aufwand restlos oder beinahe restlos mithilfe einer Sauglanze 33 entleert werden. Die Sauglanze 33 ist, wie in denFiguren 12 und 13 gezeigt, mithilfe eines Linearantriebs 44 horizontal beweglich, sodass sie sowohl für einen auf der ersten Stellfläche 31 angeordneten Pulverkarton als auch für einen auf der zweiten Stellfläche 32 angeordneten Pulverkarton verwendbar ist. Des Weiteren weist die Frischpulverstation 30 einen zusätzlichen Linearantrieb 38 auf, um die Sauglanze 33 auch vertikal bewegen zu können. - Unter der Stellfläche 31 für den Pulverkarton 110 befinden sich ein Rüttler 54 und eine Waage 46. Der Rüttler 54 dient dazu, das Pulver im Karton 110 in Bewegung zu versetzen, sodass es sich besser verteilt und in Richtung Absauglanze 33 fliesst.
- Über die Waage 46 kann der Füllstand im Karton 110 bestimmt, und wenn der Füllstand unter ein bestimmtes Niveau fällt, ein Wechseln der Pulverkartons eingeleitet werden. Ausserdem kann über das von der Waage 46 erzeugte Messsignal erkannt werden, ob noch genügend Platz im Karton 110 ist, wenn Pulver über die Leitung 96 vom Pulverzentrum 1 zurück zur Pulverstation 30 gefördert werden soll.
- Unter der Stellfläche 32 befinden sich ebenfalls ein Rüttler 55 und eine Waage 47. Deren Zweck entspricht sinngemäss dem Gleichen wie der Rüttler 54 und die Waage 46 bei der Stellfläche 31.
- Um die Sauglanze 33 reinigen zu können, weist die Frischpulverstation 30 zusätzlich eine Reinigungsstation 52 auf, die mit einem Abstreifring und/oder Druckluftdüsen und/oder einer Absaugung ausgestattet ist. Damit kann die die Aussenseite der Sauglanze 33 während der Auf- und Abbewegung von dort anhaftendem Pulver befreit werden.
- Zusätzlich können Luftdüsen 57 an der Reinigungsstation 53 angebracht sein, um den unteren Bereich der Sauglanze 33 zu reinigen. Wenn die Sauglanze eine Fluidisierkrone aufweist, um das Pulver im Ansaugbereich zu fluidisieren, kann auch diese damit gereinigt werden.
- Anstelle von zwei Stellflächen 31 und 32 mit zwei Pulverkartons 110 und 111, könnte auch nur eine Stellfläche 32 und ein Pulverbehälter 150 mit einer Fluidisiereinrichtung installiert sein. Über zum Beispiel zwei Pumpen 124 und 125 kann Pulver aus einem BigBag 121 in den Pulverbehälter 150 gefördert werden.
- Statt des BigBags 121 oder auch zusätzlich dazu kann auch ein BigBag 120 mit einer Pumpe 123 vorgesehen sein. Das Pulver kann von der Pumpe 123 über eine Pulverleitung 126 direkt zum Pulverförderer 4 gepumpt werden.
- Der BigBag 120 beziehungsweise 121 wird auch als Flexible Intermediate Bulk Container oder kurz FIBC bezeichnet. Er beinhaltet in der Regel grössere Pulvermengen als der Pulverkarton 110 und der Pulverkarton 111. Auch steht der BigBag 120/121 in der Regel weiter vom Pulverförderer 4 entfernt als der Pulverkarton 110 beziehungsweise 111. So kann der BigBag 120/121 in einem Abstand von zum Beispiel 30m zum Pulverförderer 4 stehen, wohingegen der Pulverkarton 110 beziehungsweise 111 zum Beispiel 5m vom Pulverförderer 4 entfernt steht.
- Die Frischpulverstation 30 kann mehrere Druckluftregelventile 39 und 40 und Stellknöpfe 41 und 42 aufweisen. Das Druckluftregelventil 39 kann für die Einstellung der Fluidluft des Fluidbodens des Pulverbehälters 150 vorgesehen sein. Das Druckluftregelventil 40 dient zur Einstellung der Fluidluft an der Fluidisierkrone der Sauglanze 33. Mit Hilfe des Stellknopfs 41 kann die Stellung der Abluftklappe gesteuert werden. Über den Stellknopf 42 kann ein Bestätigungssignal an die Steuerung übermittelt werden.
- Im Bodenbereich kann die Frischpulverstation 30 eine Absaugung 37 mit einer Absaugöffnung 37.1 aufweisen, um überschüssiges Pulver aus dem Inneren der Frischpulverstation 30 absaugen zu können. Die Frischpulverstation 30 kann auch einen flexiblen Absaugschlauch aufweisen, mit dem bei Bedarf manuell gereinigt werden kann.
- Es kann vorgesehen sein, dass die Frischpulverstation 30 einen Schwenkmechanismus 45 für den Pulverförderer 49 aufweist. Der Schwenkmechanismus 45 weist einen Antrieb, der zum Beispiel als pneumatischer Antrieb ausgebildet sein kann, und einen Schwenkarm 45.1 auf. Mithilfe des Schwenkmechanismus 45 kann der Pulverförderer 49 aus der Förderposition (siehe
Fig. 10 ) in eine Reinigungsposition gebracht werden. In der Reinigungsposition ragt der Pulverförderer 49 in den Innenraum der Frischpulverstation 30. Zusätzlich können Luftdüsen 56 vorgesehen sein, um den unteren Bereich des Pulverförderers 49 zu reinigen, wenn er aus der Förderposition in die Reinigungsposition oder aus der Reinigungsposition in die Förderposition geschwenkt wird. - Der pneumatische Antrieb kann zwei pneumatisch angetriebenen Zylinder umfassen. Der Pulverförderer 49 kann damit in eine Reinigungsposition, eine erste Förderposition und eine zweite Förderposition gebracht werden. Um den Pulverförderer 49 in die Reinigungsposition (siehe
Fig. 10 ) zu bringen, werden der Zylinder 1 und der Zylinder 2 eingefahren. In der ersten Förderposition befindet sich der Pulverförderer 49 über der Stellfläche 31. Dazu wird der Zylinder 1 eingefahren und Zylinder 2 ausgefahren. In der zweiten Förderposition befindet sich der Pulverförderer 49 über der Stellfläche 32; die Zylinder 1 und 2 sind ausgefahren. In der ersten Förderposition kann Pulver zurück in den Pulverkarton 110 und in der zweiten Förderposition kann Pulver zurück in den Pulverkarton 111 gefördert werden. - Die Sauglanze 33 ist mit der Linearachse 38 und dem Linearantrieb 44 in drei verschiedene Positionen bringbar: In der Reinigungsposition (siehe
Fig. 10 ) befindet sich die Sauglanze 33 in der Reinigungsstation 53. In der ersten Förderposition befindet sich die Sauglanze 33 über der Stellfläche 31 und in der zweiten Förderposition über der Stellfläche 32. - Bei Bedarf kann die Frischpulverstation 30 auch mit einer eigenen Steuerung 43 ausgestattet sein. Mithilfe dieser Steuerung 43 können zum Beispiel die Sauglanze 33, die Reinigungsstation 52 für die Sauglanze 33, die Linearachse 38, der Linearantrieb 44, der Schwenkmechanismus 45 und die Blasdüsen 56 und 57 gesteuert werden.
- Der in den
Figuren 11 und 13 gezeigte Pulverförderer 49 wird vorteilhafter Weise direkt über demjenigen Pulverkarton 110 beziehungsweise 111 positioniert, in den er Pulver zurückfördern soll. Da er die Schwerkraft nutzt, fällt das Pulver, nachdem das Auslassventil des Pulverförderers 49 geöffnet ist, in den unter dem Pulverförderer 49 befindlichen Pulverkarton. - Der in den
Figuren 11 und 13 gezeigte Pulverförderer 49 zur Rückführung des Pulvers kann auch anders ausgebildet sein. Er kann zum Beispiel als Pulverpumpe ausgeführt sein. Da die Schwerkraft bei einer solchen Pulverpumpe nicht ausgenutzt wird, kann sie an verschiedenen Orten angeordnet sein. Sie kann sich zum Beispiel auch auf der gleichen Höhe wie der Pulverkarton 110 befinden. - Auf der Oberseite der Pulverstation 30 können zwei Klappen 35 und 36 vorgesehen sein, die manuell geöffnet werden können. Damit hat das Personal auch von oben her Zugang zum Inneren der Frischpulverstation 30.
- Bei Bedarf kann die Frischpulverstation 30 auch mit Seitenwänden 34 und einer Rückwand 48 ausgestattet sein.
- Eine mögliche Ausführungsform einer gesamten Anlage zur Pulverbeschichtung von Werkstücken 65 ist in
Figur 14 in der Draufsicht vereinfacht dargestellt. Die gesamte Anlage kann über eine zentrale Steuerung 70 gesteuert werden. Die Steuerung 70 kann über entsprechende Steuerleitungen 71 mit verschiedenen Komponenten der gesamten Anlage verbunden und vorgesehen sein, um die Pulverbeschichtungskabine 60 inklusive Pulverapplikatoren 80, die Frischpulverstation 30, das Pulverzentrum 1, die Pulverrückgewinnung 90 und den Nachfilter 100 zu steuern. - Alternativ oder zusätzlich zur zentralen Steuerung 70 kann, wie bereits oben erwähnt, die Frischpulverstation 30 eine separate Steuerung 43 aufweisen. Das Gleiche gilt sinngemäß auch für alle anderen Komponenten der gesamten Anlage zur Beschichtung von Werkstücken mit Pulver.
- Da beim Beschichtungsvorgang nicht alle von den Pulverapplikatoren 80 versprühten Pulverpartikel auf den zu beschichtenden Werkstücken 65 haften bleiben, muss das überschüssige Pulver, welches auch als Overspray bezeichnet wird, aus der Kabine 60 wieder entfernt werden. Dies ist zum einen deshalb notwendig, weil die Umgebung außerhalb der Kabine frei von Pulverstaub zu halten ist. Zum anderen steigt die Explosionsgefahr bei einer Überschreitung einer bestimmten Pulverkonzentration durch die in der Kabine schwebende Pulverstaubwolke. Dies gilt es zu vermeiden.
- Das bei der Beschichtung anfallende Overspray wird zusammen mit der in der Kabine 60 befindlichen Luft als Pulver-Luftgemisch aus der Kabine 60 gesaugt und über eine Restpulverrohrleitung 92 einer Vorrichtung zur Pulverrückgewinnung 90 zugeführt. Die Vorrichtung zur Pulverrückgewinnung 90 kann beispielsweise als Zyklon ausgebildet sein. Das dort zurückgewonnene Pulver kann bei Bedarf über eine Pulverleitung 94 wieder dem Pulverzentrum 1 zugeführt werden. Um auch den Anteil des Pulvers herauszufiltern, der er im Zyklon 90 nicht herausgefiltert wurde, kann das Pulver-Luft-Gemisch vom Zyklon über eine Absaugleitung 93 dem Nachfilter 100 zugeführt werden.
- Das Pulver-Luftgemisch in der Restpulverrohrleitung 92 wird auch als Restpulverluftstrom bezeichnet. Um das Overspray aus der Kabine 60 abzusaugen, weist die Kabine 60 beispielsweise einen Absaugschlitz auf. Er verbindet das Innere der Kabine 60 mit der Restpulverrohrleitung 92. Über den Absaugschlitz und das Absaugrohr 61 wird somit überschüssiges Pulver als Pulver-Luftgemisch aus dem Kabineninneren abgesaugt und einem Zyklonabscheider 90 oder kurzum Zyklon zugeführt, der als Monozyklon ausgebildet sein kann. Das Pulver-Luftgemisch strömt tangential in den Zyklon 90 und im Zyklon spiralförmig nach unten. Dabei werden die Pulverpartikel durch die bei der Rotation des Pulver-Luftstroms entstehende Zentrifugalkraft nach aussen an die Aussenwand des Zyklons 90 gedrückt. Die Pulverpartikel werden nach unten in Richtung des Pulverauslasses des Zyklons gefördert und dort gesammelt. Die von den Pulverpartikeln befreite Luft wird über das im Zyklon 90 befindliche, vertikale Zentralrohr abgesaugt. Der so gereinigte Luftstrom wird häufig noch einem Nachfilter 100 zugeführt, um auch noch das in der Luft verbliebene restliche Pulver herauszufiltern. Das im Zyklon 90 zurückgewonnene Pulver kann erneut zur Beschichtung verwendet und dem Pulverzentrum 1 über die Pulverleitung 94 zugeführt werden.
- Im Förderbetrieb befindet sich das Ultraschallsieb 24 im Arbeitsbehälter 3, 23 zwischen dem Pulvervorratsbehälter 3 und dem Pulverbehälterdeckel 23. Die Verriegelungen 18 sorgen dafür, dass der Arbeitsbehälter luftdicht abgeschlossen ist. Die Siebreinigungsvorrichtung 27 und die Behälterreinigungseinheit 28 befinden sich, wie in den
Figuren 1 bis 4 dargestellt, in der Parkposition. - Die Parkposition für die Behälterreinigungseinheit 28 befindet sich neben dem Pulvervorratsbehälter 3. Die Formulierung «neben dem Pulvervorratsbehälter» umfasst auch über, unter, vor oder hinter dem Pulvervorratsbehälter.
- Für den Förderbetrieb ist das Sieb 24 nicht zwingend notwendig. Die Pulverförderung kann auch ohne Ultraschallsieb oder gänzlich ohne Sieb 24 erfolgen.
- Um vom Förderbetrieb in den Reinigungsbetrieb umzuschalten, wird die Pulverförderung aus dem Pulvervorratsbehälter 3 eingestellt und das noch im Pulvervorratsbehälter 3 befindliche Restpulver wird über den Auslass 25.1 abgesaugt. Der noch im Arbeitsbehälter 3, 23 herrschende Überdruck wird auf Normaldruck abgebaut und die Verriegelungen 18 werden geöffnet.
- Dann wird der Pulverbehälterdeckel 23 mit Hilfe des Linearantriebs 12 angehoben und das Ultraschallsieb 24 mit Hilfe des Schwenkmechanismus 16 aus der Arbeitsposition in die Reinigungsposition geschwenkt.
- Wie in den
Figuren 7 bis 9 gezeigt, hebt der Linearantrieb 12 den Behälterdeckel 23 so weit an, dass der Reinigungsbehälter 10 mit Hilfe der beiden Linearachsen 8 und 9 zwischen den Pulverbehälterdeckel 23 und den Pulvervorratsbehälter 3 gefahren werden kann. Anschliessend wird die Behälterreinigungseinheit 28 mit dem Reinigungsbehälter 10 soweit abgesenkt, bis der untere Reinigungsarm 26 sich im Inneren des Pulvervorratsbehälters 3 befindet und einen definierten Abstand zum Boden 25 des Pulvervorratsbehälter 3 aufweist. - Der Pulverbehälterdeckel 23 wird nun soweit abgesenkt bis sich der obere Reinigungsarm 11 im Inneren des Pulverbehälterdeckels 23 befindet und einen definierten Abstand zum Pulverbehälterdeckel 23 aufweist.
- Bei der obigen Ausführungsform bleibt zwischen dem Pulverbehälterdeckel 23 und dem Reinigungsbehälter 10 ein Luftspalt bestehen. Auch zwischen dem Pulverbehälter 3 und dem Reinigungsbehälter 10 bleibt ein Luftspalt. Vom Nachfilter 100 wird Luft über die Luftspalte angesaugt. Damit wird verhindert, dass das während des Reinigungsvorgangs von den Druckluftdüsen 11.1 und 26.1 erzeugte Pulver-Luft-Gemisch an die Umgebung entweichen kann.
- Stattdessen ist es aber auch möglich den Pulverbehälterdeckel 23 soweit abzusenken, dass zwischen dem Pulverbehälterdeckel 23 und dem Reinigungsbehälter 10 kein Spalt mehr bleibt. Auch der Spalt zwischen dem Reinigungsbehälter 10 und dem Pulverbehälter 3 kann eliminiert werden, wenn der Reinigungsbehälter 10 soweit abgesenkt wird, bis er auf dem Pulverbehälter 3 aufliegt.
- In einer weiteren Ausführungsform kann mit den Verriegelungen 18 die Einheit aus Pulverbehälterdeckel 23, Reinigungsbehälter 10 und Pulvervorratsbehälter 3 luftdicht abgeschlossen werden.
- In einem nächsten Schritt wird Druckluft durch die Düsen 11.1 und 26.1 in Richtung der Innenwandungen des Pulverbehälterdeckel 23 und des Pulvervorratsbehälters 3 geblasen. Das dabei entstehende Pulver-Luft-Gemisch wird über die Absaugleitung 13 abgesaugt und kann dem Zyklon 90 und/oder dem Nachfilter 100 zugeführt werden.
- Sobald sich das Sieb 24 beziehungsweise das Ultraschallsieb im Reinigungsbehälter 14 befindet, wird der Deckel 15 mit Hilfe des Pneumatikzylinders 17 geschlossen. Zwischen dem Deckel 15 und dem Reinigungsbehälter 14 kann ein Luftspalt verbleiben. Bei einer anderen Ausführungsform kann der Deckel 15 auch luftdicht auf dem Reinigungsbehälter 14 aufgesetzt werden.
- Nun wird Druckluft durch die Düsen 19.1 und 20.1 von oben und unten auf das Sieb 24 geblasen. Das dabei entstehende Pulver-Luft-Gemisch wird über die Absaugleitung 13 abgesaugt und kann dem Zyklon 90 und/oder dem Nachfilter 100 zugeführt werden.
- Sobald das Sieb 24 sauber ist, wird das Abblasen des Siebs beendet. Wenn der Pulverbehälter 3 und der Behälterdeckel 23 sauber sind, wird auch hier das Abblasen beendet.
- Falls die Verriegelungen 18 vorher geschlossen wurden, werden sie nun wieder geöffnet. Der Behälterdeckel 23 wird angehoben und die Behältereinigungseinheit 28 wieder zurück in die Parkposition bewegt (siehe
Fig. 1 - 4 ). Auch der Deckel 15 wird angehoben. Nachdem der Reinigungsmodus abgeschlossen ist, wird das Sieb 23 wieder zurück in seine Arbeitsposition gefahren. Anschliessend kann erneut mit dem Fördern von Pulver begonnen werden. - Um das Pulverzentrum 1 und die übrigen mit dem Beschichtungspulver in Kontakt kommenden Komponenten der Anlage noch gründlicher zu reinigen, können die folgenden Reinigungsschritte durchgeführt werden. Die Schritte werden vorzugsweise automatisch durchgeführt und von der Steuerung 70 koordiniert. Mit der Reinigungseinheit 28 werden der Pulvervorratsbehälter 3 und der Behälterdeckel 23 wie oben beschrieben gereinigt. In einem weiteren Schritt wird ein Wechsel zu einem anderen Beschichtungspulver durchgeführt. Dabei kann das andere Beschichtungspulver dasjenige Pulver sein, mit dem als nächstes die Werkstücke 65 beschichtet werden sollen. Dies ist aber nicht zwingend notwendig. Statt dessen kann auch ein Wechsel zu einem speziellen Reinigungsmittel durchgeführt werden. Das Reinigungsmittel kann zum Beispiel ein Granulat mit einer Korngrösse zwischen 2 mm und 7 mm sein. Die Korngrösse, das Kornmaterial und die Kornbeschaffenheit werden vorzugsweise so ausgewählt, dass sie einerseits durch alle Öffnungen im Pulversystem gefördert werden können, und andererseits eine gute Reinigungswirkung haben. Bei der Auswahl des Reinigungsmittels wird vorteilhafter Weise auch darauf geachtet, dass kein zusätzlicher Verschleiss im Pulversystem und keine chemische Unverträglichkeit mit dem Beschichtungspulver entsteht.
- In einem zusätzlichen Schritt wird für eine beschränkte Dauer in den Förderbetrieb geschaltet, sodass das andere Beschichtungspulver beziehungsweise das Reinigungsmittel durch die einzelnen Komponenten der Anlage strömt. Während des kurzen Förderbetriebs kann zum Beispiel mit 3 kg Pulver auf Verlust gefahren werden. Es ist aber auch möglich das Material (das Pulver beziehungsweise das Reinigungsmittel) im Zyklon 90 zurückzugewinnen. Damit können auch die Pulverleitungen 91, 92, 93 und 94 mit dem neuen Material gespült werden. Dies ist insbesondere dann von Vorteil, wenn mit dem neuen Pulver auf Rückgewinnung gefahren wird.
- Anschliessend werden der Pulvervorratsbehälter 3 und der Behälterdeckel 23 mit Hilfe der Reinigungseinheit 28 erneut gereinigt.
- Die Reinigungsparameter, wie zum Beispiel Anzahl und Dauer der Druckluftpulse zum Abblasen des Siebs 24, Anzahl und Dauer der Druckluftpulse zum Abblasen des Behälterdeckels 23, Anzahl und Dauer der Druckluftpulse zum Abblasen des Pulverbehälters 3 sowie der für die Druckluftpulse verwendete Luftdruck, können von der Steuerung 70 vorgegeben und auch verändert werden. Die Steuerung 70 kann die für eine optimale Reinigung erforderlichen Reinigungsparameter selbstständig vorgeben. Sie kann dabei zum Beispiel die Art des Pulvers und dessen Farbe berücksichtigen. Es ist auch möglich der Steuerung 70 externe Informationen zukommen zu lassen, die für die Vorgabe der Reinigungsparameter hilfreich sind. So kann zum Beispiel ein auf dem Pulverkarton 110 oder dem BigBag 120 angebrachter Barcode oder RFID-Tag auslesen werden. Die im Barcode oder RFID-Tag erhaltenen Informationen können von der Steuerung 70 ausgewertet werden, um die Reinigungsparameter einstellen.
- In den
Figuren 16 bis 23 ist eine zweite Ausführungsform des Pulverzentrums 1 dargestellt. Die zweite Ausführungsform unterscheidet sich von der ersten Ausführungsform hinsichtlich der Behälterreinigungseinheit 28. Bei der zweiten Ausführungsform umfasst die Behälterreinigungseinheit 28 eine erste Station zum Reinigen des Pulverbehälterdecks 23 und eine zweite Station zum Reinigen des Pulvervorratsbehälters 3. - Die erste Station kann einen trichterförmigen Behälter 200 aufweisen, der den unteren Reinigungsarm 11 trägt. Während des Förderbetriebs (siehe
Figuren 16 bis 19 ) befindet sich der Behälterdeckel 23 auf dem Pulvervorratsbehälter 3. - Wenn in den Reinigungsbetrieb (siehe
Figuren 20 bis 23 ) umgeschaltet wird, wird der Behälterdeckel 23 mit dem Linearantrieb 12 angehoben und mit einem weiteren Linearantrieb 201 vom Pulvervorratsbehälter 3 zur Deckelreinigungsstation transportiert. Anschliessend wird der Behälterdeckel 23 mit dem Linearantrieb 12 soweit auf den trichterförmigen Behälter 200 abgesenkt bis der Reinigungsarm 11 einen definierten Abstand vom Behälterdeckel 23 hat. - Die zweite Station mit dem Reinigungsbehälter 10 kann wie in der ersten Ausführungsform aufgebaut sein. Zu Beginn des Reinigungsbetriebs wird der Reinigungsbehälter 10 der Reinigungsstation 28 mit dem Linearantrieb 9 angehoben und mit dem Linearantrieb 8 oberhalb des Pulvervorratsbehälters 3 positioniert. Anschliessend wird der Reinigungsbehälter 10 über dem Pulverbehälter 3 abgesenkt und zwar so weit bis der Reinigungsarm 26 einen definierten Abstand vom Boden 25 des Pulvervorratsbehälters 3 hat.
- Die vorhergehende Beschreibung der Ausführungsbeispiele gemäss der vorliegenden Erfindung dient nur zu illustrativen Zwecken. Im Rahmen der Erfindung sind verschiedene Änderungen und Modifikationen möglich. So ist beispielsweise das in den
Figuren 1 bis 9 gezeigte Pulverzentrum 1 um die in denFiguren 10 bis 13 dargestellte Frischpulverstation 30 erweiterbar. Ein solches, um die Frischpulverstation 30 erweitertes Pulverzentrum wird hier auch als erweitertes Pulverzentrum bezeichnet. - Die einzelnen Komponenten des Pulverzentrums 1 können auch auf eine andere als in den
Figuren 1 bis 13 gezeigte Weise miteinander kombiniert und angeordnet werden. - Auch die Anordnung des Pulverzentrums 1, der Frischpulverstation 30, der Pulverbeschichtungsanlage 60, der Steuerung 70, des Zyklons 90 und des Nachfilters 100 ist nicht auf die in
Figur 14 dargestellte Anordnung beschränkt. Es ist auch möglich, dass die Anlage um die eine oder andere Komponente ergänzt wird. - Wenn vom Abnehmen oder teilweise Abnehmen des Behälterdeckels 23 die Rede ist, so ist damit auch ein Aufklappen des Behälterdeckels 23 gemeint. Der Behälterdeckel 23 muss also für die Reinigung nicht vollständig vom Behälter 3 getrennt werden. Die Reinigungseinheit 28 kann so ausgebildet sein, dass sie zwischen den Behälter 3 und den aufgeklappten Behälterdeckel 23 bewegt werden kann, um dann von dort aus den Behälter 3 und den Behälterdeckel 23 zu reinigen.
-
- 1
- Pulverzentrum
- 2
- Rahmenprofile
- 3
- Pulvervorratsbehälter
- 3.1
- Verriegelungsaufnahme
- 3.2
- Auslassöffnung für Pulver
- 3.3
- Druckluftanschluss für Spülluft
- 3.4
- Pulverauslass
- 4
- Pulverförderer
- 4.2
- Pulverauslass
- 5
- Pulverförderer
- 6
- Sockel
- 7
- Bodenblech
- 8
- Linearantrieb
- 8.1
- Antriebsmotor
- 9
- Linearantrieb
- 9.1
- Antriebsmotor
- 10
- Reinigungsbehälter
- 10.1
- Auslass
- 11
- Reinigungsarm für den Deckel
- 11.1
- Reinigungsdüsen
- 12
- Linearantrieb
- 12.1
- Antriebsmotor
- 13
- Absaugleitung/Absaugrohr
- 13.1
- Einlassöffnung
- 13.2
- Einlassöffnung
- 14
- Siebreinigungsbehälter
- 14.1
- Auslass
- 14.2
- unterer Behälterabschnitt
- 15
- Deckel der Siebreinigungsvorrichtung
- 16
- Schwenkmechanismus
- 17
- Hubzylinder
- 18
- Verriegelung
- 19
- Reinigungsarm
- 19.1
- Sieb-Reinigungsdüsen
- 20
- Reinigungsarm
- 20.1
- Sieb-Reinigungsdüsen
- 21
- Scharnier
- 22
- Tragarm für das Pulversieb
- 23
- Behälterdeckel
- 23.1
- Pulvereinlass
- 24
- Ultraschallsieb
- 24.1
- Ultraschallwandler
- 25
- Behälterboden
- 25.1
- Fluidisiereinsatz
- 25.2
- Auslass
- 26
- Reinigungsarm für den Pulvervorratsbehälter
- 26.1
- Reinigungsdüsen
- 27
- Siebreinigungsvorrichtung
- 28
- Reinigungseinheit/Behälterreinigungseinheit
- 30
- Frischpulverstation
- 31
- erste Stellfläche
- 32
- zweite Stellfläche
- 33
- Sauglanze
- 34
- Seitenwand
- 35
- Deckel
- 36
- Deckel
- 37
- Absaugung
- 37.1
- Absaugöffnung
- 37.2
- Absaugöffnung
- 37.3
- Absaugöffnung
- 38
- Linearachse für die Sauglanze
- 39
- Druckluftregelventil
- 40
- Druckluftregelventil
- 41
- Stellknopf
- 42
- Stellknopf
- 43
- Steuerung
- 44
- Linearantrieb
- 45
- Schwenkmechanismus für Pulverförderer
- 45.1
- Arm
- 46
- Waage
- 47
- Waage
- 48
- Rückwand
- 49
- Pulverförderer
- 50
- Lager
- 51
- Lager
- 52
- Reinigungsstation
- 53
- Reinigungsstation
- 54
- Rüttler
- 55
- Rüttler
- 56
- Druckluftdüse
- 57
- Druckluftdüse
- 60
- Pulverbeschichtungskabine
- 65
- Werkstück
- 70
- Steuerung
- 71
- Steuerleitung
- 80
- Pulversprühpistole
- 81
- Pulverleitung
- 90
- Pulverrückgewinnung
- 91
- Absaugleitung
- 92
- Absaugleitung
- 93
- Absaugleitung
- 94
- Pulverleitung
- 95
- Absaugleitung
- 96
- Pulverrückführleitung
- 97
- Pulverleitung
- 98
- Pulverleitung
- 100
- Nachfilter
- 110
- Pulverkarton
- 111
- Pulverkarton
- 120
- BigBag
- 121
- BigBag
- 123
- Pulverpumpe
- 124
- Pulverpumpe
- 125
- Pulverpumpe
- 126
- Pulverleitung
- 127
- Pulverleitung
- 130
- Kupplung
- 131
- erste Gruppe von Anschlüssen
- 132
- zweite Gruppe Anschlüssen
- 141
- Restpulverleitung
- 142
- Restpulverleitung
- 150
- Pulver-Zwischenbehälter
- 160
- Absaugöffnung
- 162
- Absaugöffnung
- 200
- Reinigungsbehälter
- 200.1
- Auslassöffnung am Reinigungsbehälter
- 201
- Linearantrieb
- 201.1
- Antriebsmotor
- 220
- Rüttler
- M11
- Materialventil für Pulver
- M21
- Materialventil für Pulver
- S11
- Spülventil
- S12
- Spülventil
- G1 - G36
- Auslassventile
- x
- x-Achse
- y
- y-Achse
- z
- z-Achse
Claims (19)
- Pulverzentrum zum Versorgen einer Pulverbeschichtungsanlage mit Beschichtungspulver,- das einen Pulvervorratsbehälter (3) mit einem Pulverförderer (3, 23, G1) aufweist, um Pulver aus dem Pulvervorratsbehälter (3) in Richtung Pulverbeschichtungsanlage (60) zu transportieren,- das einen Behälterdeckel (23) aufweist, der während der Pulverförderung den Pulvervorratsbehälter (3) abdeckt und zum Zwecke der Reinigung des Pulvervorratsbehälters (3) zumindest teilweise abnehmbar ist,- das eine Reinigungseinheit (28) zum Reinigen des Pulvervorratsbehälters (3) und des Behälterdeckels (23) aufweist, die mittels eines Manipulators (8, 9) aus einer Parkposition neben dem Pulvervorratsbehälter in eine Reinigungsposition im Pulvervorratsbehälter bewegbar ist,- das eine Steuerung (70) aufweist, mit der der Pulverförderer (3, 23, G1), die Reinigungseinheit (28) und der Manipulator (8, 9) steuerbar sind.
- Pulverzentrum nach Anspruch 1,
bei dem die Reinigungseinheit (28) Druckluftdüsen (11.1, 26.1) zum Abblasen des Pulvervorratsbehälters (3) und des Behälterdeckels (23) aufweist. - Pulverzentrum nach Anspruch 2,- bei dem ein Teil der Druckluftdüsen (11.1) an einem ersten Reinigungsarm (11) und anderer Teil der Druckluftdüsen (26.1) an einem zweiten Reinigungsarm (26) angeordnet sind, und- bei dem der erste Reinigungsarm (11) zum Reinigen des Deckels (23) und der zweite Reinigungsarm (26) zum Reinigen des Pulvervorratsbehälters (3) dient.
- Pulverzentrum nach Anspruch 3,
bei dem der erste Reinigungsarm (11) und der zweite Reinigungsarm (26) drehbar gelagert sind. - Pulverzentrum nach Anspruch 3 oder 4,
bei dem der erste Reinigungsarm (11) und/oder der zweite Reinigungsarm (26) eine Bürste und/oder eine Saugeinrichtung aufweist. - Pulverzentrum nach einem der Ansprüche 3 bis 5, bei dem die Reinigungseinheit (28) einen Reinigungsbehälter (10) aufweist,- der den ersten Reinigungsarm (11) und/oder den zweiten Reinigungsarm (26) trägt, und- der im Reinigungsbetrieb den Reinigungsarm (26) im Pulvervorratsbehälter (3) positioniert.
- Pulverzentrum nach einem der Ansprüche 1 bis 6,
bei dem der Manipulator (8, 9) eine Linearachse zum Bewegen der Reinigungseinheit (28) aufweist. - Pulverzentrum nach einem der Ansprüche 1 bis 7,
bei dem der Manipulator (8, 9) ein Roboter ist. - Pulverzentrum nach einem der Ansprüche 1 bis 8,- bei dem mehrere Pulverförderer (3, 23, G1 - G36) vorgesehen sind,- bei dem eine Kupplung (130) mit einer ersten Gruppe von Anschlüssen (131) und einer zweiten Gruppe von Anschlüssen (132) vorgesehen ist, wobei mit der Steuerung (70) einstellbar ist, welcher Anschluss der ersten Gruppe (131) mit welchem Anschluss der zweiten Gruppe (132) verbunden ist,- bei dem die Pulverförderer (3, 23, G1 - G36) ausgangsseitig mit jeweils einem der Anschlüsse der ersten Gruppe (131) verbunden sind.
- Pulverzentrum nach einem der Ansprüche 1 bis 9,
bei dem oberhalb des Behälterdeckels (23) ein Pulverförderer (4; 5) angeordnet ist, mit dem Beschichtungspulver in den Pulvervorratsbehälter (3) förderbar ist. - Pulverzentrum nach einem der Ansprüche 1 bis 10,- bei dem im Boden (25) des Pulvervorratsbehälters (3) ein Pulverauslass (25.2) für Restpulver vorgesehen ist,- bei dem mit einem weiteren Pulverförderer (49) das Restpulver durch den Pulverauslass (25.2) aus dem Pulvervorratsbehälter (3) saugbar und einem Pulverbehälter zuführbar ist.
- Pulverzentrum nach einem der Ansprüche 1 bis 11,
bei dem ein weiterer Manipulator (12, 201) vorgesehen ist, um den Behälterdeckel (23) vom Pulvervorratsbehälter (3) abnehmen zu können. - Pulverzentrum nach einem der Ansprüche 1 bis 12,
bei dem die Reinigungseinheit (28) eine Behälterdeckel-Reinigungsvorrichtung (200) zum Reinigen des Behälterdeckels (23) aufweist, wobei die Behälterdeckel-Reinigungsvorrichtung (200) den ersten Reinigungsarm (11) trägt. - Pulverzentrum nach einem der Ansprüche 1 bis 13,
bei dem der Pulvervorratsbehälter (3) eine runden Querschnitt aufweist. - Pulverzentrum nach einem der Ansprüche 1 bis 14,- bei dem ein Sieb (24) und eine Siebreinigungsvorrichtung (27) zum Reinigen des Siebs (24) vorgesehen sind,- bei dem das Sieb (24) zum Zwecke der Reinigung mittels eines zusätzlichen Manipulators (16) aus einer Arbeitsposition im Pulvervorratsbehälter in eine Reinigungsposition in der Siebreinigungsvorrichtung (27) bewegbar ist.
- Pulverzentrum nach Anspruch 15,- bei dem die Siebreinigungsvorrichtung (27) einen oberen Reinigungsarm (19) mit Druckluftdüsen (19.1) und einen unteren Reinigungsarm (20) mit Druckluftdüsen (20.1) aufweist, und- bei dem sich das Sieb (24) während der Reinigung zwischen dem oberen Reinigungsarm (19) und dem unteren Reinigungsarm (20) befindet.
- Pulverzentrum nach Anspruch 15 oder 16,- bei dem die Siebreinigungsvorrichtung (27) einen Reinigungsbehälter (14) mit einem öffenbaren Deckel (15) aufweist,- bei dem der obere Reinigungsarm (19) am Deckel (15) drehbar gelagert ist, und- bei dem der untere Reinigungsarm (20) am Reinigungsbehälter (14) drehbar gelagert ist.
- Pulverzentrum nach einem der Ansprüche 1 bis 17,
bei dem eine Absaugung (13) vorgesehen ist, um das durch von der Reinigungseinheit (28) erzeugte Pulver-Luft-Gemisch abzusaugen. - Verfahren zum Reinigen eines Pulverzentrums nach einem der Ansprüche 1 bis 18,- bei dem mit der Reinigungseinheit (28) der Pulvervorratsbehälter (3) und der Behälterdeckel (23) gereinigt werden,- bei dem ein Wechsel zu einem anderen Beschichtungspulver oder einem Reinigungsmittel durchgeführt wird,- bei dem für eine beschränkte Dauer in den Förderbetrieb geschaltet wird, und- bei dem anschliessend mit der Reinigungseinheit (28) der Pulvervorratsbehälter (3) und der Behälterdeckel (23) erneut gereinigt werden.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL18167062T PL3552713T3 (pl) | 2018-04-12 | 2018-04-12 | Centrum proszku do zaopatrywania w proszek powlekający urządzenia do powlekania proszkowego i sposób czyszczenia centrum proszku |
| EP18167062.1A EP3552713B1 (de) | 2018-04-12 | 2018-04-12 | Pulverzentrum zum versorgen einer pulverbeschichtungsanlage mit beschichtungspulver und verfahren zum reinigen des pulverzentrums |
| CN201910287901.6A CN110369172B (zh) | 2018-04-12 | 2019-04-11 | 用涂料粉末供给粉末涂覆设备的粉末中心和清洁粉末中心的方法 |
| US16/381,758 US11224891B2 (en) | 2018-04-12 | 2019-04-11 | Powder center for supplying a powder coating facility with coating powder, and method for cleaning of the powder center |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18167062.1A EP3552713B1 (de) | 2018-04-12 | 2018-04-12 | Pulverzentrum zum versorgen einer pulverbeschichtungsanlage mit beschichtungspulver und verfahren zum reinigen des pulverzentrums |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3552713A1 true EP3552713A1 (de) | 2019-10-16 |
| EP3552713B1 EP3552713B1 (de) | 2021-02-17 |
Family
ID=61972376
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18167062.1A Active EP3552713B1 (de) | 2018-04-12 | 2018-04-12 | Pulverzentrum zum versorgen einer pulverbeschichtungsanlage mit beschichtungspulver und verfahren zum reinigen des pulverzentrums |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11224891B2 (de) |
| EP (1) | EP3552713B1 (de) |
| CN (1) | CN110369172B (de) |
| PL (1) | PL3552713T3 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111672648B (zh) * | 2020-06-23 | 2021-04-23 | 萧县华恒静电科技有限公司 | 一种用于建筑装饰钢板的静电粉料喷涂机构及其工作方法 |
| DE102021126241B3 (de) * | 2021-10-11 | 2022-11-17 | Gema Switzerland Gmbh | Zyklonabscheider insbesondere für eine pulverrückgewinnungsvorrichtung einer pulverbeschichtungsanlage |
| CN116984311B (zh) * | 2023-07-31 | 2025-09-16 | 仁新焊机机器人(成都)股份有限公司 | 一种阀体智能清洗系统及清洗方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001259551A (ja) * | 2000-03-24 | 2001-09-25 | House Foods Corp | 粉体容器の洗浄装置 |
| DE102005060833A1 (de) * | 2005-12-20 | 2007-06-28 | Itw Gema Ag | Pulversprühbeschichtungsvorrichtung und Pulverversorgungsvorrichtung hierfür |
| EP2218514A1 (de) | 2009-02-09 | 2010-08-18 | J. Wagner AG | Beschichtungspulver-Versorgungs-vorrichtung |
| US20100255975A1 (en) * | 2007-02-02 | 2010-10-07 | Itw Gema Ag | Powder recovering device or powder spray coating apparatus |
| EP3238832A1 (de) | 2016-04-29 | 2017-11-01 | J. Wagner AG | Pulverfördervorrichtung zum fördern von beschichtungspulver zu einem pulverapplikator, pulverbeschichtungsanlage und verfahren zum betreiben der pulverfördervorrichtung |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4823731A (en) * | 1987-02-24 | 1989-04-25 | Howeth David Franklin | Multiple filter/cyclone air filtration apparatus with single, movable filter cleaning system |
| DE10101366A1 (de) | 2001-01-13 | 2002-08-08 | Itw Gema Ag | Sprühbeschichtungs-Pulverzentrum |
| FR2859397B1 (fr) * | 2003-09-10 | 2006-07-28 | Eisenmann France Sarl | Centrale d'alimentation d'une installation de poudrage electrostatique |
| US20050115496A1 (en) * | 2003-11-05 | 2005-06-02 | Nordson Corporation | Supply for dry particulate material |
| CN101155629B (zh) * | 2005-04-13 | 2011-04-13 | I.M.A.工业机械自动装置股份公司 | 造粒机装置 |
| EP2374546A1 (de) | 2010-04-12 | 2011-10-12 | Nordson Corporation | Pulverzuführsystem und Verfahren zur Farbänderung in einem Pulverzuführsystem |
| DE102010025749B4 (de) | 2010-06-30 | 2014-11-20 | Gema Switzerland Gmbh | Pulverversorgungsvorrichtung für eine Pulverbeschichtungsanlage |
| DE102010025740A1 (de) * | 2010-06-30 | 2012-01-05 | Illinois Tool Works Inc. | Pulverversorgungssvorrichtung und Verfahren zum automatischen Reinigen einer Pulverversorgungseinrichtung |
| DE102012210439B4 (de) * | 2012-06-20 | 2019-03-14 | Gema Switzerland Gmbh | Vorrichtung zum Fördern von Beschichtungspulver aus einem Pulverbehälter und Verfahren zum Reinigen einer Pulverfördervorrichtung |
| DE102013218326A1 (de) * | 2013-09-12 | 2015-03-12 | Gema Switzerland Gmbh | Pulverversorgungsvorrichtung für eine Pulverbeschichtungsanlage |
| CN103831182B (zh) * | 2014-03-20 | 2016-03-02 | 浙江明泉工业涂装有限公司 | 立式型材静电喷涂涂装设备 |
| WO2015157099A1 (en) | 2014-04-07 | 2015-10-15 | Nordson Corporation | Feed center for dense phase system |
| WO2015173749A1 (en) * | 2014-05-13 | 2015-11-19 | Flsmidth A/S | Dosing and cleaning sample preparation apparatus and methods thereof |
| US10682704B2 (en) * | 2017-01-24 | 2020-06-16 | General Electric Company | Material extraction tool |
-
2018
- 2018-04-12 EP EP18167062.1A patent/EP3552713B1/de active Active
- 2018-04-12 PL PL18167062T patent/PL3552713T3/pl unknown
-
2019
- 2019-04-11 US US16/381,758 patent/US11224891B2/en active Active
- 2019-04-11 CN CN201910287901.6A patent/CN110369172B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001259551A (ja) * | 2000-03-24 | 2001-09-25 | House Foods Corp | 粉体容器の洗浄装置 |
| DE102005060833A1 (de) * | 2005-12-20 | 2007-06-28 | Itw Gema Ag | Pulversprühbeschichtungsvorrichtung und Pulverversorgungsvorrichtung hierfür |
| US20100255975A1 (en) * | 2007-02-02 | 2010-10-07 | Itw Gema Ag | Powder recovering device or powder spray coating apparatus |
| EP2218514A1 (de) | 2009-02-09 | 2010-08-18 | J. Wagner AG | Beschichtungspulver-Versorgungs-vorrichtung |
| EP3238832A1 (de) | 2016-04-29 | 2017-11-01 | J. Wagner AG | Pulverfördervorrichtung zum fördern von beschichtungspulver zu einem pulverapplikator, pulverbeschichtungsanlage und verfahren zum betreiben der pulverfördervorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190314848A1 (en) | 2019-10-17 |
| EP3552713B1 (de) | 2021-02-17 |
| PL3552713T3 (pl) | 2021-07-05 |
| CN110369172A (zh) | 2019-10-25 |
| US11224891B2 (en) | 2022-01-18 |
| CN110369172B (zh) | 2023-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3552716B1 (de) | Fördervorrichtung zum fördern von beschichtungspulver, pulverzentrum mit der fördervorrichtung und verfahren zum reinigen des pulverzentrums | |
| DE69435065T2 (de) | Pulverbeschichtungssystem | |
| EP1953098B1 (de) | Entleerungsvorrichtung für Pulversäcke für Pulversprühbeschichtungsanlagen | |
| EP3552715B1 (de) | Pulverbeschichtungsanlage mit kupplung und verfahren zum reinigen der pulverbeschichtungsanlage | |
| DE4134701C2 (de) | Pulver-Sprühbeschichtungseinrichtung mit alternativ austauschbaren Filter- und Zykloneinheiten | |
| EP0337132B1 (de) | Vorrichtung zum Zuführen eines pulverförmigen Materials zu einer Versorgungseinrichtung | |
| DE102010025749B4 (de) | Pulverversorgungsvorrichtung für eine Pulverbeschichtungsanlage | |
| EP1372868B1 (de) | Anlage zum pulverlackieren von gegenständen | |
| EP2714288B1 (de) | Anlage zum beschichten, insbesondere zum lackieren, von gegenständen, insbesondere von fahrzeugkarosserien | |
| DE2318772A1 (de) | Verfahren und kabine zur elektrostatischen bepulverung | |
| DE102010025740A1 (de) | Pulverversorgungssvorrichtung und Verfahren zum automatischen Reinigen einer Pulverversorgungseinrichtung | |
| EP3552714B1 (de) | Pulverförderer zum fördern von beschichtungspulver, verfahren zum herstellen des pulverförderers und pulverzentrum mit dem pulverförderer zum versorgen einer pulverbeschichtungsanlage | |
| DE4339492A1 (de) | Pulverlackieranlage mit einer Kabine mit variablem Querschnitt | |
| EP3552713B1 (de) | Pulverzentrum zum versorgen einer pulverbeschichtungsanlage mit beschichtungspulver und verfahren zum reinigen des pulverzentrums | |
| EP0184994A1 (de) | Pulverabsaugvorrichtung | |
| DE3815222A1 (de) | Vorrichtung zum zufuehren eines pulverfoermigen materials zu einer versorgungseinrichtung | |
| EP3743215B1 (de) | Mehrfarbenpulverzentrum zum bedarfsweisen versorgen von mindestens einer pulversprüheinrichtung mit beschichtungspulver unterschiedlicher art | |
| EP4219020B1 (de) | Mehrfarbenpulverzentrum zum bedarfsweisen versorgen von mindestens einer pulversprüheinrichtung mit beschichtungspulver unterschiedlicher art | |
| WO2001025120A1 (de) | System und verfahren zur entnahme von schüttgut | |
| EP3610956B1 (de) | Lackieranlage und verfahren zum lackieren eines werkstücks | |
| EP3743217B2 (de) | Mehrfarbenpulverzentrum zum bedarfsweisen versorgen von mindestens einer pulversprüheinrichtung mit beschichtungspulver unterschiedlicher art | |
| EP1890940A1 (de) | Verfahren und vorrichtung zur emissionsarmen entleerung von inhaltsstoffen aus grossen weichverpackungen | |
| DE102023116934A1 (de) | Rundläuferpresse und Verfahren zum Vorreinigen des Pressengehäuses einer Rundläuferpresse | |
| DE4343443C2 (de) | Verfahren und Vorrichtung zum Dosieren von saugbaren Stoffen | |
| DE102006005209A1 (de) | Sauglanze, Vorrichtung und Verfahren zum Fördern von pulverförmigem Material zu einer Dichtstrompumpe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200416 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200916 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWALTSKANZLEI NUECKEL, CH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018003865 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1360790 Country of ref document: AT Kind code of ref document: T Effective date: 20210315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20210217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210517 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210617 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210518 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210517 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210617 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502018003865 Country of ref document: DE |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: GEMA SWITZERLAND GMBH Effective date: 20211117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210412 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210417 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210412 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210617 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20220412 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220412 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: GEMA SWITZERLAND GMBH Effective date: 20211117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180412 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R100 Ref document number: 502018003865 Country of ref document: DE |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502018003865 Country of ref document: DE Representative=s name: NUECKEL, THOMAS, DIPL.-ING. (UNIV.), CH |
|
| 27O | Opposition rejected |
Effective date: 20231024 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PK Free format text: DIE PUBLIKATION VOM 27.03.2024 WURDE AM 24.04.2024 IRRTUEMLICHERWEISE ERNEUT PUBLIZIERT. LA PUBLICATION DU 27.03.2024 A ETE REPUBLIEE PAR ERREUR LE 24.04.2024. LA PUBBLICAZIONE DEL 27.03.2024 E STATA ERRONEAMENTE RIPUBBLICATA IL 24.04.2024. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210217 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20250221 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250328 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250430 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250415 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250501 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250402 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502018003865 Country of ref document: DE Owner name: J. WAGNER GMBH, DE Free format text: FORMER OWNER: WAGNER INTERNATIONAL AG, ALTSTAETTEN, CH |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: PD Owner name: J. WAGNER GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), ASSIGNMENT; FORMER OWNER NAME: WAGNER INTERNATIONAL AG Effective date: 20250909 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 1360790 Country of ref document: AT Kind code of ref document: T Owner name: J. WAGNER GMBH, DE Effective date: 20251020 |