EP3497256B1 - Aluminiumlegierung und aluminiumlegierungsband für den fussgängeraufprallschutz - Google Patents
Aluminiumlegierung und aluminiumlegierungsband für den fussgängeraufprallschutz Download PDFInfo
- Publication number
- EP3497256B1 EP3497256B1 EP17751111.0A EP17751111A EP3497256B1 EP 3497256 B1 EP3497256 B1 EP 3497256B1 EP 17751111 A EP17751111 A EP 17751111A EP 3497256 B1 EP3497256 B1 EP 3497256B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- weight
- aluminium alloy
- aluminum alloy
- alloy strip
- content
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000838 Al alloy Inorganic materials 0.000 title claims description 141
- 229910045601 alloy Inorganic materials 0.000 claims description 36
- 239000000956 alloy Substances 0.000 claims description 36
- 238000000137 annealing Methods 0.000 claims description 28
- 238000010438 heat treatment Methods 0.000 claims description 27
- 229910052751 metal Inorganic materials 0.000 claims description 16
- 239000002184 metal Substances 0.000 claims description 16
- 238000005096 rolling process Methods 0.000 claims description 15
- 238000004519 manufacturing process Methods 0.000 claims description 14
- 230000032683 aging Effects 0.000 claims description 12
- 229910052802 copper Inorganic materials 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 12
- 238000010791 quenching Methods 0.000 claims description 10
- 230000000171 quenching effect Effects 0.000 claims description 10
- 238000005266 casting Methods 0.000 claims description 9
- 238000005098 hot rolling Methods 0.000 claims description 8
- 238000005097 cold rolling Methods 0.000 claims description 7
- 239000012535 impurity Substances 0.000 claims description 5
- 229910052804 chromium Inorganic materials 0.000 claims description 4
- 239000000470 constituent Substances 0.000 claims 1
- 239000011777 magnesium Substances 0.000 description 28
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 27
- 229910052710 silicon Inorganic materials 0.000 description 27
- 239000010703 silicon Substances 0.000 description 25
- 239000011572 manganese Substances 0.000 description 24
- 239000010949 copper Substances 0.000 description 18
- 229910052749 magnesium Inorganic materials 0.000 description 18
- 239000010936 titanium Substances 0.000 description 18
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 16
- 239000000243 solution Substances 0.000 description 16
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 14
- 229910052748 manganese Inorganic materials 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 12
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 11
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 11
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 11
- 229910052719 titanium Inorganic materials 0.000 description 11
- 239000011651 chromium Substances 0.000 description 10
- 229910018643 Mn—Si Inorganic materials 0.000 description 6
- 238000005260 corrosion Methods 0.000 description 6
- 230000007797 corrosion Effects 0.000 description 6
- 230000007774 longterm Effects 0.000 description 6
- 238000004064 recycling Methods 0.000 description 6
- 238000010276 construction Methods 0.000 description 5
- 229910052742 iron Inorganic materials 0.000 description 5
- 238000010521 absorption reaction Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000000265 homogenisation Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000003973 paint Substances 0.000 description 3
- 238000010422 painting Methods 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 238000011109 contamination Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 150000002680 magnesium Chemical class 0.000 description 2
- 150000002696 manganese Chemical class 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000008646 thermal stress Effects 0.000 description 2
- 239000002966 varnish Substances 0.000 description 2
- 229910019018 Mg 2 Si Inorganic materials 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000029142 excretion Effects 0.000 description 1
- 230000005923 long-lasting effect Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000004881 precipitation hardening Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 239000011856 silicon-based particle Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
- C22C21/08—Alloys based on aluminium with magnesium as the next major constituent with silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/043—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/05—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys of the Al-Si-Mg type, i.e. containing silicon and magnesium in approximately equal proportions
Definitions
- the invention relates to an aluminum alloy strip made from an aluminum alloy and a body panel part of a motor vehicle made from the aluminum alloy strip according to the invention.
- Aluminum alloys of type AA6xxx are used in automotive engineering due to their advantageous combination of good formability and their ability to increase strength through hardening after heat treatment.
- a sheet for pedestrian impact protection must have sufficient energy absorption capacity and convert the impact energy into deformation energy in a targeted manner so that it must have moderate yield strengths.
- the properties of a sheet relevant for pedestrian impact protection should not change or change only insignificantly over time.
- aluminum alloys of the type AA6xxx with very low Mg and / or Si contents can also be used to achieve this goal.
- the production process and in particular the control of the solution annealing conditions are very complex and costly.
- aluminum alloys with very low magnesium contents of approximately 0.2% by weight provide only very low yield strengths and tensile strengths. she are therefore too soft to be used on the motor vehicle.
- a third option is to use soft AA5xxx aluminum alloys. However, these are partially susceptible to flow figures, so that they cannot be used for the visible body area. On the other hand, they stand in the way of a uniform alloy concept, for example based on AA6xxx aluminum alloys, and thus make recycling concepts more difficult.
- EP 1 533 394 A1 A body component which can absorb a large part of the kinetic energy through plastic deformation upon impact and is therefore suitable for pedestrian impact protection.
- the European patent application suggests that the elements magnesium and silicon required in solid solution to avoid thermosetting are present in the form of deposited Mg 2 Si and / or Si particles and that there are therefore only minor hardening effects after further heat treatment, for example by drying a paint job.
- the European patent application proposes not to carry out a homogenization annealing of the ingot, only a partial solution annealing at lower temperatures or a partial heterogenization annealing to the final thickness of the rolled sheets in the coil in a chamber furnace. These measures either lead to significantly higher costs during the production of the aluminum alloy strips or have a negative impact on their processability. Homogenization that is not carried out can influence, for example, the quality of the sheets produced.
- the object of the present invention is to provide an aluminum alloy for vehicle applications which can be processed into a strip using conventional process steps, so that the strip produced shows only a slight tendency to harden from the state T4 at a moderate strength level and use in the area of pedestrian impact protection is possible.
- a corresponding Aluminum alloy tape and a body panel for a motor vehicle are proposed.
- Remainder Al and unavoidable impurities individually a maximum of 0.05% by weight, in total a maximum of 0.15% by weight.
- the aluminum alloy strip according to the invention in addition to a tensile strength level of at least 130 MPa required for the area of application in vehicle construction, shows a significantly weakened hardening, so that the increase in the yield strength R p0.2 compared to the known AA6xxx aluminum alloys is less.
- the aluminum alloy strip according to the invention has a significantly lower tendency to harden than aluminum alloy strips made of comparative alloys.
- the silicon and magnesium components of the aluminum alloy are generally responsible for the hardening of the aluminum alloy which the aluminum alloy strip according to the invention has.
- the closely coordinated contents of silicon and magnesium here 0.40% by weight to 0.55% by weight for silicon and 0.33% by weight to 0.40% by weight for magnesium, guarantee on the one hand sufficient strength level of the invention Aluminum alloy strip.
- the content of manganese is from 0.15% by weight to 0.40% by weight, preferably 0.2% by weight to 0.4% by weight or 0.20% by weight to 0 , 30 wt .-% in connection with the iron content of 0.15 wt .-% to 0.25 wt .-% excess silicon bound by the formation of Al-Fe-Mn-Si phases, so less silicon for hardening by Elimination of silicon-containing particles is available.
- the hardening of the aluminum alloy of the aluminum alloy strip according to the invention can be reduced.
- the silicon content can preferably also be limited to a maximum of 0.50% by weight.
- Copper is usually added to the aluminum alloy for strength reasons. However, due to the coordinated contents of silicon, iron, manganese and magnesium, this is not necessary according to the invention. Copper can also deteriorate the corrosion properties.
- the aluminum alloy of the aluminum alloy strip according to the invention is therefore almost copper-free and has a maximum of 0.06% by weight of copper. Since copper often also represents an undesirable contamination during recycling, this not only improves the corrosion resistance of the aluminum alloy strip according to the invention, but also facilitates the recycling of the aluminum alloy strip according to the invention.
- the chromium content is limited to a maximum of 0.03% by weight and the titanium content to 0.005% by weight to 0.10% by weight. Titanium improves grain refinement when casting the aluminum alloy strip and is therefore contained in the aluminum alloy containing the aluminum alloy strip according to the invention with at least 0.005% by weight. Titanium is usually contained in grain refinement with up to 0.10% by weight. The use of a maximum of 0.03% by weight of titanium makes it possible to minimize the titanium content with good grain refinement. It was found that there are special hardening properties of the aluminum alloy which the aluminum alloy strip according to the invention has in the narrowly limited area of the alloy composition, which are characterized in particular by a low long-term hardening under thermal stress. The invention Aluminum alloy strip is therefore excellently suited to be used for sheet metal due to the lower hardening in motor vehicle construction, which is used for pedestrian impact protection due to its defined energy absorption capacity.
- the aluminum alloy strip according to a first embodiment has a manganese content of 0.25% by weight to 0.35% by weight.
- the result of this manganese content is that the hardening of the aluminum alloy which the aluminum alloy strip according to the invention has is reduced even further, since even more manganese is available in order to bind excess silicon by forming Al-Fe-Mn-Si phases.
- the further limitation of manganese counteracts an increase in strength in the T4 state.
- the corrosion behavior of the aluminum alloy strip according to the invention can be improved by reducing the copper content to below 0.05% by weight, preferably a maximum of 0.01% by weight.
- the aluminum alloy has a silicon content of 0.40% by weight to 0.48% by weight. This specific reduction in the upper limit of the silicon content makes it possible to further reduce the hardening of the aluminum alloy by reducing the silicon atoms available for the precipitation.
- the aluminum alloy has a magnesium content of 0.35% by weight to 0.40% by weight. This magnesium content ensures that the aluminum alloy is light with the same hardening properties has increased tensile strengths and improved forming properties due to the higher Mg contents.
- the aluminum alloy strip in state T4 it has a yield strength R p0.2 of 55MPa to 70MPa and a tensile strength R m of 130MPa to 160MPa measured transversely to the rolling direction.
- the preferred combination of yield strength values and tensile strength values of this embodiment of the aluminum alloy strip enables a preferred use for the production of body components which are suitable for pedestrian impact protection. Due to the moderate increase in strength or due to the reduced hardening, corresponding sheets continue to have good properties for pedestrian impact protection even after prolonged use, even when subjected to permanent heat.
- this has a yield strength R p0.2 of less than 100 MPa measured transversely to the rolling direction in state T6x.
- state T6x denotes a particularly practical heat treatment. This includes solution annealing at 530 ° C for 5 minutes followed by quenching to room temperature, cold aging for 7 days at room temperature, heating to 205 ° C for 30 minutes and heating to 80 ° C for 500 hours.
- the first heat treatment steps to achieve state T6x correspond to the usual conditions used to achieve state T4, namely the known sequence of heat treatments consisting of solution heat treatment, quenching and cold aging.
- the above-mentioned object is achieved by a method for producing an aluminum alloy strip according to the invention from an aluminum alloy, the method comprising the steps of casting a rolling bar or casting a casting strip, homogenizing the rolling bar, hot rolling the rolling bar or the casting strip and optional Cold rolling with or without intermediate annealing to final thickness.
- the method according to the invention comprises conventional method steps and at the same time ensures, due to the narrowly specified aluminum alloy, a sufficient level of tensile strength with reduced hardening, in particular in the case of a long-lasting thermal load, for example as in the hood of a motor vehicle.
- aluminum alloy strips for the production of metal sheets for pedestrian impact protection can be produced inexpensively and with high quality.
- the rolling ingot is preferably homogenized at temperatures from 450 ° C. to 580 ° C., preferably 500 ° C. to 570 ° C., for more than 1 hour.
- Hot rolling is preferably carried out at temperatures from 280 ° C to 550 ° C.
- Hot strip production with quenching of the aluminum alloy strip at the end of hot rolling is also conceivable, the hot strip temperature being reduced to a maximum of 230 ° C. with the last hot rolling pass and the strip being subsequently wound up.
- These hot rolling processes enable economical production of a hot strip.
- the hot strip is optionally subjected to cold rolling, in which, depending on the starting thickness of the hot strip and the final thickness of the strip to be achieved, the cold rolling is carried out with or without intermediate annealing.
- the intermediate annealing can be carried out at temperatures from 280 ° C to 430 ° C in a chamber furnace for at least 30 minutes or in a continuous furnace. This is followed by solution annealing in a continuous furnace with subsequent quenching, for example to room temperature, followed by cold aging for about 3 to 7 days, so that sheets and strips can be made available in a stable state in state T4 for further processing.
- the state T4 represents the preferred initial state of the sheets, since in state T4 maximum degrees of deformation are generally made available with AA6xxx alloys.
- the aluminum strip according to the invention can be produced inexpensively on account of the conventional production and nevertheless provides reduced hardening.
- the temperature of the aluminum strip during solution annealing is preferably at least 480 ° C., preferably at least 500 ° C. for at least 20 s.
- the strip according to the invention is insensitive to fluctuations or changes in the temperature and duration during solution annealing, so that an aluminum alloy strip provided with a constant solution state can be provided.
- the stated object is achieved by a body panel part of a motor vehicle produced from an aluminum alloy strip according to the invention.
- the body sheet metal part can be made available at particularly low cost, since, due to the alloy composition, conventional process steps for producing the aluminum alloy strip are sufficient to provide a sheet with a reduced tendency to harden and moderate strength properties. Due to the lower tendency to harden, the body panel shows only a slight increase in the yield strength R p0.2 in continuous use.
- a corresponding aluminum alloy strip enables a uniform alloy concept made of AA6xxx alloys with positive ones for recycling Alloy components.
- the body panel part is preferably a sheet metal provided for pedestrian impact protection, preferably part of a fender, part of a bonnet or a vehicle roof, a roof frame or a tailgate.
- Body panels intended for pedestrian impact protection must have permanently moderate yield strengths R p0.2 in order to absorb the impact energy and to dampen the impact in the event of an impact due to deformation.
- the hardening properties of the aluminum alloy according to the invention are advantageous here since the increase in the yield strength R p0.2 remains moderate over the life of the body panel part .
- a sufficient level of strength of the metal sheets is provided so that sheet metal parts for fenders, bonnet, tailgate, vehicle roof or roof frame can be easily handled.
- Remainder Al and unavoidable impurities individually a maximum of 0.05% by weight, in total a maximum of 0.15% by weight.
- the aluminum alloy according to the invention in addition to a tensile strength level required for the area of application in vehicle construction of at least 130 MPa shows a significantly weakened hardening, so that the increase in the yield strength R p0.2 is lower compared to the known AA6xxx aluminum alloys.
- the aluminum alloy according to the invention shows a significantly lower tendency to harden than comparison alloys.
- the silicon and magnesium portions of the aluminum alloy are generally responsible for the hardening of the aluminum alloy according to the invention.
- the closely coordinated silicon and magnesium contents according to the invention ensure on the one hand a sufficient strength level of the aluminum alloy according to the invention.
- the manganese content is from 0.2% by weight to 0.4% by weight, 0.25% by weight to 0.4% by weight or 0.20% by weight to 0, 30% by weight in connection with the iron content of 0.15% by weight to 0.25% by weight of excess silicon is bound by the formation of Al-Fe-Mn-Si phases, so that less silicon for hardening by precipitation of silicon-containing particles is available. In this way, the hardening of the aluminum alloy according to the invention can be reduced in contrast to the previously known aluminum alloys.
- the silicon content can preferably also be limited to a maximum of 0.50% by weight.
- Copper is usually added to the aluminum alloy for strength reasons. However, due to the coordinated contents of silicon, iron, manganese and magnesium, this is not necessary according to the invention. Copper can also deteriorate the corrosion properties.
- the aluminum alloy according to the invention is therefore almost copper-free and has a maximum of 0.06% by weight of copper. Since copper is often an undesirable contamination during recycling, this not only improves the corrosion resistance of the aluminum alloy, but also makes recycling of the aluminum alloy easier.
- the chromium content is limited to a maximum of 0.03% by weight and the titanium content to 0.005% by weight to 0.10% by weight.
- Titanium improves grain refinement when casting the aluminum alloy and is therefore contained in the aluminum alloy with at least 0.005% by weight. Titanium is usually contained in grain refinement with up to 0.10% by weight. The use of a maximum of 0.03% by weight of titanium makes it possible to minimize the titanium content with good grain refinement. It was found that there are special hardening properties of the aluminum alloy in the narrowly limited range of the alloy composition, which are characterized in particular by low long-term hardening under thermal stress. The aluminum alloy according to the invention is therefore eminently suitable to be used for metal sheets due to the lower hardening in motor vehicle construction, which are used for pedestrian impact protection due to their defined energy absorption capacity.
- the aluminum alloy according to a first embodiment has a manganese content of 0.25% by weight to 0.35% by weight.
- This manganese content means that the hardening of the aluminum alloy is reduced even further, since even more manganese is available to bind excess silicon through the formation of Al-Fe-Mn-Si phases.
- the further limitation of manganese counteracts an increase in strength in the T4 state.
- the corrosion behavior of the aluminum alloy according to the invention can be improved by reducing the copper content to below 0.05% by weight, preferably a maximum of 0.01% by weight.
- the aluminum alloy has a silicon content of 0.40% by weight to 0.48% by weight. This specific reduction in the upper limit of the silicon content makes it possible to further reduce the hardening of the aluminum alloy by reducing the silicon atoms available for the precipitation.
- the aluminum alloy has a magnesium content of 0.35% by weight to 0.40% by weight. This magnesium content ensures that the aluminum alloy has slightly increased tensile strengths and improved forming properties due to the higher Mg contents, while the hardening properties remain the same.
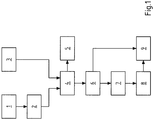
- Fig. 1 shows in a very schematic representation the process flow with respect to an embodiment of a manufacturing method for aluminum alloy strips according to the invention.
- Remainder Al and unavoidable impurities individually a maximum of 0.05% by weight, in total a maximum of 0.15% by weight.
- the aluminum alloy ingot is then homogenized according to step 2 at temperatures from 450 ° C to 580 ° C.
- the homogenization is carried out for at least one hour.
- a casting belt can also be cast directly from the aluminum alloy according to the invention according to step 3.
- the billet or the casting belt is hot rolled. Hot rolling takes place at a temperature of 280 ° C to 550 ° C. The hot strip is then wound up.
- the hot strip can also be produced, for example, by quenching within the last two hot rolling passes to a temperature below 230 ° C. and then wound up.
- a hot strip produced in this way can also be subjected to solution annealing, quenching and subsequent cold aging in accordance with step 5 in order to provide a hot strip consisting of the aluminum alloy according to the invention in state T4.
- the hot strips can have thicknesses of approximately 2 mm to 12 mm.
- the hot strips are transferred to state T4 in order to provide maximum forming properties for the production of sheet metal parts from the strips.
- Condition T4 can be achieved, for example, by solution annealing at 530 ° C. for 5 minutes, quenching to room temperature and subsequent cold aging at room temperature for 7 days. It has been shown that the aluminum alloy strip according to the invention is relatively insensitive to those due to the relatively low Mg and Si contents Solution annealing parameters, especially the solution annealing temperature, is as long as the temperature is at least 480 ° C, preferably at least 500 ° C.
- the hot strip can first be subjected to cold rolling 6, which is followed by an intermediate annealing 7, the intermediate annealing 7 preferably taking place on the coil in a temperature range from 300 ° C. to 450 ° C. for at least 30 minutes in a chamber furnace.
- the intermediate annealing can also be carried out in a continuous furnace.
- the final cold rolling to final thickness according to step 8 is carried out if intermediate annealing is necessary.
- the strip can already be subjected to solution annealing, quenching to room temperature and cold aging according to step 9 even after cold rolling 6.
- the aluminum alloy strips in the state T4 thus produced have final thicknesses of typically 0.8 mm to 2.5 mm and are preferably used in the body shop of motor vehicles.
- Table 1 The various aluminum alloys are shown in Table 1 with their alloy components. The values in percent by weight are given for all alloys in Table 1. The following applies to all alloys: remainder Al and unavoidable impurities, individually a maximum of 0.05% by weight and a total of a maximum of 0.15% by weight.
- All comparative alloys A, B, C, E and F have too low Mn contents compared to the alloy according to the invention. It is assumed that only the Mn content according to the invention in combination with the Si, Fe and Mg contents causes the reduction in the hardening of the aluminum alloy in the T6 or T6x state. Alloy A also has too little magnesium. Alloy F contains too much silicon with 0.59% by weight.
- the aluminum alloy strips produced were first brought to state T4 by solution annealing at 530 ° C for 5 minutes with subsequent cold aging for one week at room temperature, and both the yield strength R p0.2 and the tensile strength R m transverse to the rolling direction in accordance with the international standard Measured according to ISO 6892-1: 2009. Measured values for the yield strength R p0.2 and the tensile strength R m were clearly too low for the comparative alloy A. A corresponding aluminum sheet would be too soft to absorb the impact energy of a pedestrian.
- the comparative alloy F on the other hand, has significantly too high yield strength values R p0.2 already in state T4 and is therefore not optimally suitable for sheets which are used in the area of pedestrian impact protection .
- the exemplary embodiment of the aluminum alloy D according to the invention lies with the comparative alloys B and C in the preferred strength range in the state T4 of a yield strength R p0.2 of approximately 55 MPa to 70 MPa with tensile strengths R m of 130 MPa to 160 MPa measured across the rolling direction.
- the comparative alloy E falls slightly behind the alloys B, C and D with regard to the tensile strengths R m and the yield strength R p0.2 .
- the measured values of the exemplary embodiment according to the invention and of the comparative examples in state T4 are shown in Table 2.
- the measurement values for the yield strength and the tensile strength of the comparative example F, which are too high, are attributed to the increased Si content and the significantly reduced manganese content compared to the embodiment example according to the invention.
- Table 3 now shows the measured values for the comparative examples and the exemplary embodiment of the present invention for the heat treatment state T6.
- the heat treatment T6 simulates the effect of a varnish and the baking of the varnish by heating to 205 ° C for 30 minutes.
- Table 3 shows that the exemplary embodiment according to the invention does not have the slightest increase in these values in relation to the absolute and relative increases in the yield strength and tensile strength, in particular in comparison to the comparative example of alloy C, the increases in tensile strength R m and the yield strength remain R p0.2 of the embodiment of the aluminum alloy D according to the invention is low and clearly below 10 MPa.
- Embodiment D according to the invention shows a significantly reduced hardening if a heat treatment is examined which reflects a long-term thermal load on a component.
- the long-term behavior was determined via the heat treatment condition T6x.
- the state T6x is reached starting from the state T6, as already described above, by subsequently carrying out a heat aging at 80 ° C. for 500 hours.
- the heat aging at 80 ° C for 500 hours simulates the practical use of the aluminum alloy sheets in the application, for example in a motor vehicle, when exposed to heat. Since heat increases the hardening effects in AA6xxx alloys, the yield strength values usually rise relatively sharply.
- embodiment D according to the invention shows a significantly reduced increase in the yield strength after aging for 500 hours at 80 ° C. Not only the absolute increase in the yield strength by 19.5 MPa, but also the relative increase in the yield strength of only 34% by weight is significantly less than the relative or absolute increase in the yield strength of all other aluminum alloys.
- an unexpected reduction in hardening was observed, which is attributed to the formation of Al-Fe-Mn-Si phases. It is assumed that these Al-Fe-Mn-Si phases do not contribute to the precipitation hardening of the aluminum alloy and thus reduce the effect of silicon deposits.
- Tables 5 and 6 measured the aluminum alloy strips in the T6 condition with 2% and 5% cold deformation, respectively.
- the states T6 (2%) and T6 (5%) are intended to simulate forming of the sheet metal part with subsequent painting.
- the sheet is subjected to a heat treatment with a duration of 20 minutes at a temperature of 185 ° C.
- the exemplary embodiment of the aluminum alloy D according to the invention is also in these heat treatments that simulate the application-related processing of the sheets in the area of vehicle construction, likewise with the lowest values with regard to the absolute or relative increase in the yield strength R p0.2 in the state T6 with 2% cold deformation or 5% Cold deformation has been measured.
- the measured values of the relative increase in yield strength starting from state T4 are shown in the diagram in FIG Fig. 2 shown again.
- the positive hardening behavior of the aluminum alloy according to the invention can be read using embodiment D in comparison to the other variants, in particular from the comparison in state T6x.
- Body sheet metal parts of a motor vehicle which are provided for pedestrian impact protection are shown schematically Fig. 3 in a perspective view.
- the bonnet 10, the fender 11, the vehicle roof or the roof frame 12 and the indicated tailgate 13 of a motor vehicle are principally body panel parts which have to be designed for pedestrian impact protection. They must therefore have a specific energy absorption behavior that is still present, especially when exposed to heat for a long time. If parts of these sheets intended for pedestrian impact protection are produced from an aluminum alloy according to the invention, the long-term hardening of the sheets can also be reduced in areas subject to heat.
Description
- Die Erfindung betrifft ein Aluminiumlegierungsband hergestellt aus einer Aluminiumlegierung sowie ein Karosserieblechteil eines Kraftfahrzeugs hergestellt aus dem erfindungsgemäßen Aluminiumlegierungsband.
- Aluminiumlegierungen vom Typ AA6xxx werden aufgrund ihrer vorteilhaften Kombination aus guter Umformbarkeit und ihrer Fähigkeit zur Steigerung der Festigkeit durch eine Aushärtung nach einer Wärmebehandlung im Kraftfahrzeugbau eingesetzt. Im Gegensatz zu den üblicherweise verwendeten Aluminiumlegierungsblechen bestehend aus einer AA6xxx Aluminiumlegierung, welche durch eine Aushärtung besonders hohe Streckgrenzen erreichen können, wird für Bleche, die für den Fußgängeraufprallschutz relevant sind, gefordert, dass eine möglichst geringe Aushärtung, beispielsweise nach einer Wärmebehandlung aufgrund einer Lackierung, erfolgt. Einerseits muss ein Blech für den Fußgängeraufprallschutz ein ausreichendes Energieabsorptionsvermögen aufweisen und die Aufprallenergie gezielt in Deformationsenergie umwandeln, so dass es moderate Streckgrenzen aufweisen muss. Andererseits sollen die Eigenschaften eines für den Fußgängeraufprallschutz relevanten Blechs sich im Verlaufe der Zeit nicht oder nur unwesentlich ändern. Neben höher legierten Aluminiumlegierungen vom Typ AA6xxx, bei welchen über spezifische Herstellverfahren die Aushärteeigenschaften reduziert werden, können auch Aluminiumlegierungen vom Typ AA6xxx mit sehr geringen Mg- und/oder Si-Gehalten verwendet werden, um dieses Ziel zu erreichen. Bei höher legierten Aluminiumlegierungen ist das Herstellverfahren und hier insbesondere die Kontrolle der Lösungsglühbedingungen jedoch sehr aufwendig und kostspielig. Darüber hinaus stellen Aluminiumlegierungen mit sehr geringen Magnesiumgehalten von etwa 0,2 Gew.-% nur sehr geringe Streckgrenzen und Zugfestigkeiten bereit. Sie sind daher zu weich, um am Kraftfahrzeug eingesetzt zu werden. Eine dritte Möglichkeit besteht darin, weiche AA5xxx-Aluminiumlegierungen zu verwenden. Diese sind jedoch zum Teil anfällig für Fließfiguren, sodass sie für den sichtbaren Karosseriebereich nicht verwendet werden können. Andererseits stehen sie einem einheitlichen Legierungskonzept, beispielsweise beruhend auf AA6xxx-Aluminiumlegierungen, entgegen und erschweren damit Recyclingkonzepte.
- Aus der europäischen Patentanmeldung
EP 1 533 394 A1 ist ein Karosseriebauteil bekannt, welches beim Aufprall einen großen Teil der kinetischen Energie durch plastische Verformung aufnehmen kann und damit für den Fußgängeraufprallschutz geeignet ist. Die europäische Patentanmeldung schlägt vor, dass die in fester Lösung benötigten Elemente Magnesium und Silizium zur Vermeidung einer Warmaushärtung in Form von ausgeschiedenen Mg2Si-und/oder Si-Partikeln vorliegen und es somit nur zu geringen Aushärtungseffekten nach einer weiteren Wärmebehandlung, beispielsweise durch Trocknung einer Lackierung, kommt. Um den Ausscheidungszustand zu erreichen, schlägt die europäische Patentanmeldung vor, keine Homogenisierungsglühung des Gießbarrens, nur eine partielle Lösungsglühung mit niedrigeren Temperaturen oder eine partielle Heterogenisierungsglühung an Enddicke der gewalzten Bleche im Coil in einem Kammerofen vorzunehmen. Diese Maßnahmen führen entweder zu deutlich höheren Kosten während der Produktion der Aluminiumlegierungsbänder oder haben negative Auswirkungen auf deren Verarbeitbarkeit. Eine nicht durchgeführte Homogenisierung kann beispielsweise die Qualität der hergestellten Bleche beeinflussen. - Hiervon ausgehend hat sich die vorliegende Erfindung die Aufgabe gestellt, eine Aluminiumlegierung für Fahrzeuganwendungen zur Verfügung zu stellen, welche mit konventionellen Verfahrensschritten zu einem Band verarbeitet werden kann, so dass das hergestellte Band bei moderatem Festigkeitsniveau nur eine geringe Neigung zur Aushärtung aus dem Zustand T4 zeigt und ein Einsatz im Bereich des Fußgängeraufprallschutzes möglich ist. Zudem soll ein entsprechendes Aluminiumlegierungsband sowie ein Karosserieblechteil für ein Kraftfahrzeug vorgeschlagen werden.
- Gemäß einer ersten Lehre wird die aufgezeigte Aufgabe für eine Aluminiumlegierungsband aufweisend eine Aluminiumlegierung für Fahrzeuganwendungen dadurch gelöst, dass die Aluminiumlegierung folgende Legierungsbestandteile in Gewichtsprozent aufweist:
- 0,40 Gew.-% ≤ Si ≤ 0,55 Gew.-%,
- 0,15 Gew.-% ≤ Fe ≤ 0,25 Gew.-%,
- Cu ≤ 0,06 Gew.-%,
- 0,15 Gew.-% ≤ Mn ≤ 0,40 Gew.-%,
- 0,33 Gew.-% ≤ Mg ≤ 0,40 Gew.-%,
- Cr ≤ 0,03 Gew.-%,
- 0,005 Gew.-% ≤ Ti ≤ 0,10 Gew.-%,
- Rest Al und unvermeidbare Verunreinigungen, einzeln maximal 0,05 Gew.-%, in Summe maximal 0,15 Gew.-%.
- Es hat sich herausgestellt, dass das erfindungsgemäße Aluminiumlegierungsband neben einem für den Anwendungsbereich im Fahrzeugbau benötigten Zugfestigkeitsniveau von mindestens 130 MPa eine deutlich abgeschwächte Aushärtung zeigt, sodass der Anstieg der Streckgrenze Rp0,2 gegenüber den bekannten AA6xxx Aluminiumlegierungen geringer ausfällt. Insbesondere bei einer Anwendung des Aluminiumlegierungsbandes in Wärme belasteten Bereichen zeigt das erfindungsgemäße Aluminiumlegierungsband eine deutlich geringere Neigung zur Aushärtung als Aluminiumlegierungsbänder aus Vergleichslegierungen. Für die Aushärtung der Aluminiumlegierung, die das erfindungsgemäße Aluminiumlegierungsband aufweist, sind in der Regel die Silizium- und Magnesium-Anteile der Aluminiumlegierung verantwortlich. Die eng aufeinander abgestimmten Gehalte an Silizium und Magnesium, hier 0,40 Gew.-% bis 0,55 Gew.-% für Silizium sowie 0,33 Gew.-% bis 0,40 Gew.-% für Magnesium, gewährleisten einerseits ein ausreichendes Festigkeitsniveau des erfindungsgemäßen Aluminiumlegierungsbandes. Andererseits wird durch den Gehalt an Mangan von 0,15 Gew.-% bis 0,40 Gew.-%, vorzugsweise 0,2 Gew.-% bis 0,4 Gew.-% oder 0,20 Gew.-% bis 0,30 Gew.-% in Verbindung mit dem Eisengehalt von 0,15 Gew.-% bis 0,25 Gew.-% überschüssiges Silizium durch Bildung von Al-Fe-Mn-Si-Phasen gebunden, sodass weniger Silizium für eine Aushärtung durch Ausscheiden von Silizium-haltigen Partikeln zur Verfügung steht. Hierdurch kann die Aushärtung der Aluminiumlegierung des erfindungsgemäßen Aluminiumlegierungsbands verringert werden. Bevorzugt kann zur Verringerung der Aushärtung der Siliziumgehalt auch auf maximal 0,50 Gew.-% begrenzt werden. Kupfer wird in der Regel aus Gründen zur Festigkeitssteigerung der Aluminiumlegierung hinzugefügt. Aufgrund der abgestimmten Gehalte von Silizium, Eisen, Mangan und Magnesium ist dies erfindungsgemäß aber nicht erforderlich. Kupfer kann zudem die Korrosionseigenschaften verschlechtern. Die Aluminiumlegierung des erfindungsgemäßen Aluminiumlegierungsbands ist daher nahezu kupferfrei und weist maximal 0,06 Gew.-% Kupfer auf. Da Kupfer häufig auch eine unerwünschte Verunreinigung beim Recycling darstellt, wird hierdurch nicht nur die Korrosionsbeständigkeit des erfindungsgemäßen Aluminiumlegierungsbands verbessert, sondern auch das Recycling des erfindungsgemäßen Aluminiumlegierungsbands erleichtert. Um die Umformbarkeit des Aluminiumlegierungsbands zu verbessern, ist der Chromgehalt auf maximal 0,03 Gew.-% sowie der Titangehalt auf 0,005 Gew.-% bis 0,10 Gew.-% begrenzt. Titan verbessert die Kornfeinung beim Gießen des Aluminiumlegierungsbands und ist daher mit mindestens 0,005 Gew.-% in der Aluminiumlegierung, die das erfindungsgemäße Aluminiumlegierungsband aufweist, enthalten. Titan ist zur Kornfeinung in der Regel mit bis zu 0,10 Gew.-% enthalten. Der Einsatz von maximal 0,03 Gew.-% Titan ermöglicht es, bei guter Kornfeinung den Titangehalt zu minimieren. Es wurde herausgefunden, dass in dem eng begrenzten Bereich der Legierungszusammensetzung besondere Aushärtungseigenschaften der Aluminiumlegierung, die das erfindungsgemäße Aluminiumlegierungsband aufweist, vorliegen, welche insbesondere durch eine niedrige Langzeitaushärtung bei einer Wärmebelastung gekennzeichnet sind. Das erfindungsgemäße Aluminiumlegierungsband ist daher hervorragend geeignet, aufgrund der geringeren Aushärtung im Kraftfahrzeugbau für Bleche verwendet zu werden, die durch ihr definiertes Energieabsorptionsvermögen für den Fußgängeraufprallschutz eingesetzt werden.
- Erfindungsgemäß weist das Aluminiumlegierungsband gemäß einer ersten Ausgestaltung einen Mangan-Gehalt von 0,25 Gew.-% bis 0,35 Gew.-% auf. Durch diesen Mangangehalt wird erreicht, dass die Aushärtung der Aluminiumlegierung, die das erfindungsgemäße Aluminiumlegierungsband aufweist, noch weiter verringert wird, da noch mehr Mangan zur Verfügung steht, um überschüssiges Silizium durch Bildung von Al-Fe-Mn-Si-Phasen zu binden. Gleichzeitig wird durch die weitere Beschränkung von Mangan einer Festigkeitssteigerung im T4 Zustand entgegen gewirkt.
- Das Korrosionsverhalten des erfindungsgemäßen Aluminiumlegierungsbands kann gemäß einer weiteren Ausgestaltung dadurch verbessert werden, dass der Kupfergehalt auf unterhalb von 0,05 Gew.-%, vorzugsweise maximal 0,01 Gew.-% gesenkt wird.
- Gemäß einer weiteren Ausgestaltung des erfindungsgemäßen Aluminiumlegierungsbands weist die Aluminiumlegierung einen Silizium-Gehalt von 0,40 Gew.-% bis 0,48 Gew.-% auf. Diese spezifische Reduktion der Obergrenze des Siliziumgehalts ermöglicht es, die Aushärtung der Aluminiumlegierung durch die Verringerung der für die Ausscheidung zur Verfügung stehenden Siliziumatome weiter zu reduzieren.
- Gemäß einer nächsten Ausgestaltung des erfindungsgemäßen Aluminiumlegierungsbands weist die Aluminiumlegierung einen Magnesiumgehalt von 0,35 Gew.-% bis 0,40 Gew.-% auf. Durch diesen Magnesiumgehalt wird erreicht, dass die Aluminiumlegierung bei gleichbleibenden Aushärtungseigenschaften leicht erhöhte Zugfestigkeiten und verbesserte Umformeigenschaften aufgrund der höheren Mg-Gehalte aufweist.
- Gemäß einer bevorzugten Ausgestaltung des Aluminiumlegierungsbandes weist dieses im Zustand T4 eine Streckgrenze Rp0,2 von 55MPa bis 70MPa sowie eine Zugfestigkeit Rm von 130MPa bis 160MPa gemessen quer zur Walzrichtung auf. Die bevorzugte Kombination von Streckgrenzwerten und Zugfestigkeitswerten dieser Ausgestaltung des Aluminiumlegierungsbandes ermöglicht einen bevorzugten Einsatz zur Herstellung von Karosseriebauteilen, welche für den Fußgängeraufprallschutz geeignet sind. Aufgrund der moderaten Festigkeitssteigerung bzw. aufgrund der reduzierten Aushärtung weisen entsprechende Bleche auch nach längerem Einsatz, auch bei dauerhafter Wärmebelastung, weiterhin gute Eigenschaften für den Fußgängeraufprallschutz auf.
- Gemäß einer weiteren Ausgestaltung des erfindungsgemäßen Aluminiumlegierungsbandes weist dieses im Zustand T6x eine Streckgrenze Rp0,2 von weniger als 100MPa gemessen quer zur Walzrichtung auf. Als Zustand T6x wird in der vorliegenden Patentanmeldung eine besonders praxisnahe Wärmebehandlung bezeichnet. Diese umfasst ein Lösungsglühen bei 530 °C für 5 Minuten mit einem anschließenden Abschrecken auf Raumtemperatur, eine Kaltauslagerung für 7 Tage bei Raumtemperatur, eine Erwärmung auf 205 °C für 30 Minuten sowie eine Erwärmung auf 80 °C für 500 Stunden. Die ersten Wärmebehandlungsschritte zur Erzielung des Zustands T6x entsprechen üblichen Bedingungen, wie sie zum Erreichen des Zustands T4 verwendet werden, nämlich der bekannten Abfolge von Wärmebehandlungen bestehend aus Lösungsglühen, Abschrecken und Kaltauslagern. Es folgt eine 30-minütige Erwärmung auf 205 °C, welche die Wärmebehandlung des Blechs im Falle einer Lackierung und Trocknung des Lackes simulieren soll (Paint-Bake). Anschließend wird durch eine weitere Wärmebehandlung der Dauereinsatz des Aluminiumlegierungsblechs bei erhöhter Temperatur, beispielsweise beim Einsatz in der Nähe des Motors, simuliert. Hierzu wird das Blech für 500 Stunden auf 80 °C erwärmt. Die Wärmebelastung fördert in der Regel die Aushärtung der Aluminiumlegierung, Das erfindungsgemäße Aluminiumlegierungsband zeigt jedoch trotz der erhöhten Wärmebelastung eine deutlich verringerte Aushärtung und kann Streckgrenzen Rp0,2 von weniger als 100 MPa zur Verfügung stellen.
- Die oben genannte Aufgabe wird gemäß einer weiteren Lehre der vorliegenden Erfindung durch ein Verfahren zur Herstellung eines erfindungsgemäßen Aluminiumlegierungsbandes aus einer Aluminiumlegierung gelöst, wobei das Verfahren die Schritte Gießen eines Walzbarrens oder Gießen eines Gießbandes, Homogenisierung des Walzbarrens, Warmwalzen des Walzbarrens oder des Gießbandes und optionales Kaltwalzen mit oder ohne Zwischenglühung an Enddicke umfasst. Im Gegensatz zur Lehre der europäischen Patentanmeldung
EP 1 533 394 A1 umfasst das erfindungsgemäße Verfahren konventionelle Verfahrensschritte und gewährleistet gleichzeitig aufgrund der eng spezifizierten Aluminiumlegierung ein ausreichendes Zugfestigkeitsniveau bei verringerter Aushärtung, insbesondere bei einer lang andauernden Wärmebelastung, beispielsweise wie bei einer Motorhaube eines Kraftfahrzeugs . Mit dem erfindungsgemäßen Verfahren können Aluminiumlegierungsbänder für die Herstellung von Blechen für den Fußgängeraufprallschutz kostengünstig und mit hoher Qualität hergestellt werden. - Die Homogenisierung des Walzbarrens erfolgt vorzugsweise bei Temperaturen von 450 °C bis 580 °C, bevorzugt 500°C bis 570 °C für mehr als 1 Stunde. Das Warmwalzen erfolgt vorzugsweise mit Temperaturen von 280 °C bis 550 °C. Denkbar ist auch eine Warmbandfertigung mit Abschreckung des Aluminiumlegierungsbandes am Ende des Warmwalzens, wobei die Warmbandtemperatur mit dem letzten Warmwalzstich auf maximal 230 °C reduziert wird und das Band anschließend aufgewickelt wird. Diese Warmwalzverfahren ermöglichen eine wirtschaftliche Herstellung eines Warmbandes. Optional wird das Warmband einem Kaltwalzen unterzogen, bei welchem abhängig von der Ausgangsdicke des Warmbandes und der zu erreichenden Enddicke des Bandes das Kaltwalzen mit oder ohne Zwischenglühung durchgeführt wird. Bevorzugt werden Bänder für die Herstellung von Karosserieblechen mit einer Dicke von 0,8 mm bis 2,5 mm mit oder ohne Zwischenglühung hergestellt. Die Zwischenglühung kann bei Temperaturen von 280 °C bis 430 °C im Kammerofen für mindestens 30 Minuten oder im Durchlaufofen durchgeführt werden. Anschließend erfolgt ein Lösungsglühen im Durchlaufofen mit nachfolgender Abschreckung, beispielsweise auf Raumtemperatur gefolgt von einer Kaltauslagerung für etwa 3 bis 7 Tage, sodass Bleche und Bänder stabil im Zustand T4 der weiteren Verarbeitung zur Verfügung gestellt werden können. Der Zustand T4 stellt den bevorzugten Ausgangszustand der Bleche dar, da im Zustand T4 in der Regel bei AA6xxx Legierungen maximale Umformgrade zur Verfügung gestellt werden. Das erfindungsgemäße Aluminiumband kann aufgrund der konventionellen Herstellung kostengünstig hergestellt werden und stellt dennoch eine verringerte Aushärtung zur Verfügung.
- Vorzugsweise beträgt die Temperatur des Aluminiumbandes beim Lösungsglühen mindestens 480 °C, bevorzugt mindestens 500 °C für mindestens 20 s. Bei diesen Lösungsglühtemperaturen ist das erfindungsgemäße Band unempfindlich gegenüber Schwankungen oder Veränderung der Temperatur und Dauer beim Lösungsglühen, so dass ein mit gleichbleibendem Lösungszustand ausgestattetes Aluminiumlegierungsband bereitgestellt werden kann.
- Gemäß einer weiteren Lehre der vorliegenden Erfindung wird die aufgeführte Aufgabe durch ein Karosserieblechteil eines Kraftfahrzeugs hergestellt aus einem erfindungsgemäßen Aluminiumlegierungsband gelöst. Das Karosserieblechteil kann besonders kostengünstig zur Verfügung gestellt werden, da aufgrund der Legierungszusammensetzung konventionelle Verfahrensschritte zur Herstellung des Aluminiumlegierungsbandes ausreichen, um ein Blech mit verringerter Aushärtungsneigung und moderaten Festigkeitseigenschaften zur Verfügung zu stellen. Das Karosserieblechteil zeigt aufgrund der geringeren Aushärtungsneigung nur einen geringen Anstieg der Streckgrenze Rp0,2 im Dauereinsatz. Darüber hinaus ermöglicht ein entsprechendes Aluminiumlegierungsband ein einheitliches Legierungskonzept aus AA6xxx Legierungen mit für das Recycling positiven Legierungsbestandteilen. Hierzu wird insbesondere auf die geringen Anteile an Kupfer, Chrom sowie Titan der erfindungsgemäßen Aluminiumlegierung verwiesen.
- Vorzugsweise ist das Karosserieblechteil ein für den Fußgängeraufprallschutz vorgesehenes Blech, vorzugsweise ein Teil eines Kotflügels, ein Teil einer Motorhaube oder eines Fahrzeugdaches, eines Dachrahmens oder einer Heckklappe. Für den Fußgängeraufprallschutz vorgesehene Karosseriebleche müssen dauerhaft moderate Streckgrenzen Rp0,2 aufweisen, um im Falle eines Aufpralls durch Verformung die Aufprallenergie aufzunehmen und den Aufprall zu dämpfen. Die Aushärtungseigenschaften der erfindungsgemäßen Aluminiumlegierung sind hier vorteilhaft, da über die Lebensdauer des Karosserieblechteils der Anstieg der Streckgrenze Rp0,2 moderat bleibt. Darüber hinaus wird ein ausreichendes Festigkeitsniveau der Bleche bereitgestellt, so dass Blechteile für Kotflügel, Motorhaube, Heckklappe, Fahrzeugdach oder Dachrahmen einfach gehandhabt werden können.
- Gemäß einer weiteren Lehre wird die aufgezeigte Aufgabe für eine Aluminiumlegierung für Fahrzeuganwendungen dadurch gelöst, dass die Aluminiumlegierung folgende Legierungsbestandteile in Gewichtsprozent aufweist:
- 0,40 Gew.-% ≤ Si ≤ 0,55 Gew.-%,
- 0,15 Gew.-% ≤ Fe ≤ 0,25 Gew.-%,
- Cu ≤ 0,06 Gew.-%,
- 0,20 Gew.-% ≤ Mn ≤ 0,40 Gew.-%, bevorzugt 0,25 Gew.-% ≤ Mn ≤ 0,40 Gew.-%,
- 0,33 Gew.-% ≤ Mg ≤ 0,40 Gew.-%,
- Cr ≤ 0,03 Gew.-%,
- 0,005 Gew.-% ≤ Ti ≤ 0,10 Gew.-%,
- Rest Al und unvermeidbare Verunreinigungen, einzeln maximal 0,05 Gew.-%, in Summe maximal 0,15 Gew.-%.
- Es hat sich herausgestellt, dass die erfindungsgemäße Aluminiumlegierung neben einem für den Anwendungsbereich im Fahrzeugbau benötigten Zugfestigkeitsniveau von mindestens 130 MPa eine deutlich abgeschwächte Aushärtung zeigt, sodass der Anstieg der Streckgrenze Rp0,2 gegenüber den bekannten AA6xxx Aluminiumlegierungen geringer ausfällt. Insbesondere bei einer Anwendung der Aluminiumlegierung in Wärme belasteten Bereichen zeigt die erfindungsgemäße Aluminiumlegierung eine deutlich geringere Neigung zur Aushärtung als Vergleichslegierungen. Für die Aushärtung der erfindungsgemäßen Aluminiumlegierung sind in der Regel die Silizium- und Magnesium-Anteile der Aluminiumlegierung verantwortlich. Die eng aufeinander abgestimmten, erfindungsgemäßen Gehalte an Silizium und Magnesium, hier 0,40 Gew.-% bis 0,55 Gew.-% für Silizium sowie 0,33 Gew.-% bis 0,40 Gew.-% für Magnesium, gewährleisten einerseits ein ausreichendes Festigkeitsniveau der erfindungsgemäßen Aluminiumlegierung. Andererseits wird durch den Gehalt an Mangan von 0,2 Gew.-% bis 0,4 Gew.-%, 0,25 Gew.-% bis 0,4 Gew.-% oder 0,20 Gew.-% bis 0,30 Gew.-% in Verbindung mit dem Eisengehalt von 0,15 Gew.-% bis 0,25 Gew.-% überschüssiges Silizium durch Bildung von Al-Fe-Mn-Si-Phasen gebunden, sodass weniger Silizium für eine Aushärtung durch Ausscheiden von Silizium-haltigen Partikeln zur Verfügung steht. Hierdurch kann die Aushärtung der erfindungsgemäßen Aluminiumlegierung im Gegensatz zu den bisher bekannten Aluminiumlegierungen verringert werden. Bevorzugt kann zur Verringerung der Aushärtung der Siliziumgehalt auch auf maximal 0,50 Gew.-% begrenzt werden. Kupfer wird in der Regel aus Gründen zur Festigkeitssteigerung der Aluminiumlegierung hinzugefügt. Aufgrund der abgestimmten Gehalte von Silizium, Eisen, Mangan und Magnesium ist dies erfindungsgemäß aber nicht erforderlich. Kupfer kann zudem die Korrosionseigenschaften verschlechtern. Die erfindungsgemäße Aluminiumlegierung ist daher nahezu kupferfrei und weist maximal 0,06 Gew.-% Kupfer auf. Da Kupfer häufig auch eine unerwünschte Verunreinigung beim Recycling darstellt, wird hierdurch nicht nur die Korrosionsbeständigkeit der Aluminiumlegierung verbessert, sondern auch das Recycling der Aluminiumlegierung erleichtert. Um die Umformbarkeit der Aluminiumlegierung zu verbessern, ist der Chromgehalt auf maximal 0,03 Gew.-% sowie der Titangehalt auf 0,005 Gew.-% bis 0,10 Gew.-% begrenzt. Titan verbessert die Kornfeinung beim Gießen der Aluminiumlegierung und ist daher mit mindestens 0,005 Gew.-% in der Aluminiumlegierung enthalten. Titan ist zur Kornfeinung in der Regel mit bis zu 0,10 Gew.-% enthalten. Der Einsatz von maximal 0,03 Gew.-% Titan ermöglicht es, bei guter Kornfeinung den Titangehalt zu minimieren. Es wurde herausgefunden, dass in dem eng begrenzten Bereich der Legierungszusammensetzung besondere Aushärtungseigenschaften der Aluminiumlegierung vorliegen, welche insbesondere durch eine niedrige Langzeitaushärtung bei einer Wärmebelastung gekennzeichnet sind. Die erfindungsgemäße Aluminiumlegierung ist daher hervorragend geeignet, aufgrund der geringeren Aushärtung im Kraftfahrzeugbau für Bleche verwendet zu werden, die durch ihr definiertes Energieabsorptionsvermögen für den Fußgängeraufprallschutz eingesetzt werden.
- Erfindungsgemäß weist die Aluminiumlegierung gemäß einer ersten Ausgestaltung einen Mangan-Gehalt von 0,25 Gew.-% bis 0,35 Gew.-% auf. Durch diesen Mangangehalt wird erreicht, dass die Aushärtung der Aluminiumlegierung noch weiter verringert wird, da noch mehr Mangan zur Verfügung steht, um überschüssiges Silizium durch Bildung von Al-Fe-Mn-Si-Phasen zu binden. Gleichzeitig wird durch die weitere Beschränkung von Mangan einer Festigkeitssteigerung im T4 Zustand entgegen gewirkt.
- Das Korrosionsverhalten der erfindungsgemäßen Aluminiumlegierung kann gemäß einer weiteren Ausgestaltung dadurch verbessert werden, dass der Kupfergehalt auf unterhalb von 0,05 Gew.-%, vorzugsweise maximal 0,01 Gew.-% gesenkt wird.
- Gemäß einer weiteren Ausgestaltung der erfindungsgemäßen Aluminiumlegierung weist die Aluminiumlegierung einen Silizium-Gehalt von 0,40 Gew.-% bis 0,48 Gew.-% auf. Diese spezifische Reduktion der Obergrenze des Siliziumgehalts ermöglicht es, die Aushärtung der Aluminiumlegierung durch die Verringerung der für die Ausscheidung zur Verfügung stehenden Siliziumatome weiter zu reduzieren.
- Gemäß einer nächsten Ausgestaltung der erfindungsgemäßen Aluminiumlegierung weist die Aluminiumlegierung einen Magnesiumgehalt von 0,35 Gew.-% bis 0,40 Gew.-% auf. Durch diesen Magnesiumgehalt wird erreicht, dass die Aluminiumlegierung bei gleichbleibenden Aushärtungseigenschaften leicht erhöhte Zugfestigkeiten und verbesserte Umformeigenschaften aufgrund der höheren Mg-Gehalte aufweist.
- Im Weiteren soll die Erfindung anhand von Ausführungsbeispielen in Verbindung mit der Zeichnung näher erläutert werden. Die Zeichnung zeigt in
- Fig. 1
- die Prozessschritte zur Herstellung eines erfindungsgemäßen Aluminiumlegierungsbandes,
- Fig. 2
- in einem Diagramm die Änderung der Streckgrenzwerte nach verschiedenen Wärmebehandlungen ausgehend vom Zustand T4 und
- Fig. 3
- in einer schematischen, perspektivischen Darstellung ein Kraftfahrzeug mit für den Fußgängeraufprallschutz relevanten Karosserieblechteilen.
-
Fig. 1 zeigt in einer sehr schematischen Darstellung den Verfahrensablauf bezüglich eines Ausführungsbeispiels eines Herstellverfahrens für erfindungsgemäße Aluminiumlegierungsbänder. - In Schritt 1 wird zunächst ein Walzbarren mit einer erfindungsgemäßen Aluminiumlegierung mit den folgenden Legierungsbestandteilen in Gewichtsprozent gegossen:
- 0,40 Gew.-% ≤ Si ≤ 0,55 Gew.-%, bevorzugt ≤ 0,50 Gew.-%, besonders bevorzugt ≤
- 0,48 Gew.-%,
- 0,15 Gew.-% ≤ Fe ≤ 0,25 Gew.-%,
- Cu ≤ 0,06 Gew.-%,
- 0,15 Gew.-% ≤ Mn ≤ 0,40 Gew.-%,
- 0,33 Gew.-% ≤ Mg ≤ 0,40 Gew.-%,
- Cr ≤ 0,03 Gew.-%
- 0,005 Gew.-% ≤ Ti ≤ 0,10 Gew.-%,
- Rest Al und unvermeidbare Verunreinigungen, einzeln maximal 0,05 Gew.-%, in Summe maximal 0,15 Gew.-%.
- Anschließend wird der Aluminiumlegierungsbarren gemäß Schritt 2 bei Temperaturen von 450 °C bis 580 °C homogenisiert. Die Homogenisierung wird mindestens für eine Dauer von einer Stunde durchgeführt. Alternativ zur Herstellung eines Walzbarrens gemäß Schritt 1 kann auch gemäß Schritt 3 ein Gießband unmittelbar aus der erfindungsgemäßen Aluminiumlegierung gegossen werden.
- Gemäß Schritt 4 wird der Walzbarren oder das Gießband warmgewalzt. Das Warmwalzen findet bei einer Temperatur von 280 °C bis 550 °C statt. Anschließend wird das Warmband aufgewickelt. Das Warmband kann aber auch beispielsweise mit einer Abschreckung innerhalb der letzten beiden Warmwalzstiche auf eine Temperatur unterhalb von 230 °C hergestellt und anschließend aufgewickelt werden. Ein so hergestelltes Warmband kann gemäß Schritt 5 ebenfalls einem Lösungsglühen, Abschrecken und einer anschließenden Kaltauslagerung unterzogen werden, um ein Warmband bestehend aus der erfindungsgemäßen Aluminiumlegierung im Zustand T4 zur Verfügung zu stellen.
- Die Warmbänder können Dicken von etwa 2 mm bis 12 mm aufweisen. Gemäß Schritt 5 werden die Warmbänder in den Zustand T4 überführt, um maximale Umformeigenschaften zur Herstellung von Blechteilen aus den Bändern bereitzustellen. Der Zustand T4 kann beispielsweise durch ein Lösungsglühen bei 530 °C für 5 Minuten, ein Abschrecken auf Raumtemperatur und eine anschließende Kaltauslagerung bei Raumtemperatur für 7 Tage erreicht werden. Dabei hat es sich gezeigt, dass das erfindungsgemäße Aluminiumlegierungsband aufgrund der relativ geringen Mg- und Si-Gehalte relativ unempfindlich gegenüber den Lösungsglühparametern, speziell der Lösungsglühtemperatur ist, solange die Temperatur mindestens 480 °C, bevorzugt mindestens 500 °C beträgt.
- Optional kann das Warmband zuerst einem Kaltwalzen 6 unterzogen werden, welches von einer Zwischenglühung 7 gefolgt ist, wobei die Zwischenglühung 7 bevorzugt am Coil in einem Temperaturbereich von 300 °C bis 450 °C für mindestens 30 Minuten in einem Kammerofen erfolgt. Die Zwischenglühung kann aber auch in einem Durchlaufofen erfolgen. Das abschließende Kaltwalzen an Enddicke gemäß Schritt 8 wird durchgeführt, sofern eine Zwischenglühung notwendig ist. Andernfalls kann auch bereits nach dem Kaltwalzen 6 das Band einem Lösungsglühen, Abschrecken auf Raumtemperatur und einer Kaltauslagerung gemäß Schritt 9 zugeführt werden. Die so hergestellten Aluminiumlegierungsbänder im Zustand T4 weisen Enddicken von typischerweise 0,8 mm bis 2,5 mm auf und werden im Karosseriebau von Kraftfahrzeugen bevorzugt verwendet.
- Es wurden nun 6 verschiedene Aluminiumlegierungen durch ein Verfahren gemäß
Fig. 1 verarbeitet. Aus diesen 6 verschiedenen Aluminiumlegierungen wurden gemäß Schritt 1 Walzbarren im Stranggussverfahren gegossen, die anschließend gemäß Schritt 2 für 2 Stunden bei Temperaturen von 550 °C homogenisiert wurden. Die homogenisierten Walzbarren wurden dann gemäß Schritt 4 bei Temperaturen von 280 °C bis 550 °C an eine Warmbanddicke von 8 mm warmgewalzt und anschließend an Raumtemperatur abgekühlt. Die so entstandenen Warmbänder wurden gemäß Schritt 6, 7 und 8 mit einer Zwischenglühung bei einer Zwischendicke von 3,5 mm an Enddicken von 1,0 bis 1,5 mm kaltgewalzt. Dabei erfolgte die Zwischenglühung bei einer maximalen Temperatur von 350 °C für eine Stunde in einem Kammerofen. - Die verschiedenen Aluminiumlegierungen sind in Tabelle 1 mit ihren Legierungsbestandteilen angegeben. Für alle Legierungen in Tabelle 1 sind die Werte in Gewichtsprozent angegeben. Für alle Legierungen gilt: Rest Al und unvermeidbare Verunreinigungen, einzeln maximal 0,05 Gew.-% und in Summe maximal 0,15 Gew.-%.
Tabelle 1 Legierung Si [%] Fe [%] Cu [%] Mn [%] Mg [%] Cr [%] Ti [%] Vgl. A 0,44 0,2 0,0012 0,081 0,25 <0.0005 0.0165 Vgl. B 0,43 0,18 0,003 0,049 0,37 0,0021 0.0063 Vgl. C 0,46 0,21 0,0017 0,141 0,36 0,0011 0.0068 Erf. D 0,48 0,21 0,0016 0,25 0,37 0,0011 0.0065 Vgl. E 0.4 0.19 0.037 0.064 0.37 0.021 0.016 Vgl. F 0,59 0,19 0,056 0,086 0,38 0,0041 0,0252 - Alle Vergleichslegierungen A, B, C, E und F weisen im Vergleich zur erfindungsgemäßen Legierung zu geringe Mn-Gehalte auf. Es wird davon ausgegangen, dass erst der erfindungsgemäße Mn-Gehalt in Kombination mit den Gehalten an Si, Fe und Mg die Verringerung der Aushärtung Aluminiumlegierung im Zustand T6 oder T6x verursacht. Legierung A hat zudem einen zu geringen Magnesiumanteil. Die Legierung F enthält mit 0,59 Gew.-% zu viel Silizium.
- Die hergestellten Aluminiumlegierungsbänder wurden zunächst in den Zustand T4 durch ein Lösungsglühen bei 530 °C für 5 Minuten mit einer anschließenden Kaltauslagerung für eine Woche bei Raumtemperatur gebracht und sowohl die Streckgrenze Rp0,2 als auch die Zugfestigkeit Rm quer zur Walzrichtung gemäß dem internationalen Standard ISO 6892-1:2009 gemessen. Es ergaben sich für die Vergleichslegierung A deutlich zu geringe Messwerte für die Streckgrenze Rp0,2 sowie die Zugfestigkeit Rm. Ein entsprechendes Aluminiumblech wäre zu weich, um die Aufprallenergie eines Fußgängers auszunehmen. Die Vergleichslegierung F weist dagegen deutlich zu hohe Streckgrenzwerte Rp0,2 bereits im Zustand T4 auf und ist daher nicht optimal für Bleche, die im Bereich des Fußgängeraufprallschutzes eingesetzt werden, geeignet.
- Das erfindungsgemäße Ausführungsbeispiel der Aluminiumlegierung D liegt mit den Vergleichslegierungen B und C in dem bevorzugten Festigkeitsbereich im Zustand T4 von einer Streckgrenze Rp0,2 von etwa 55 MPa bis 70 MPa bei Zugfestigkeiten Rm von 130 MPa bis 160 MPa gemessen quer zur Walzrichtung. Die Vergleichslegierung E fällt leicht hinter die Legierungen B, C und D bezüglich der Zugfestigkeiten Rm und der Streckgrenze Rp0,2 zurück. Die Messwerte des erfindungsgemäßen Ausführungsbeispiels sowie der Vergleichsbeispiele im Zustand T4 sind in Tabelle 2 dargestellt. Die zu hohen Messwerte für die Streckgrenze und die Zugfestigkeit des Vergleichsbeispiels F wird auf den erhöhten Si-Gehalt und den im Vergleich zum erfindungsgemäßen Ausführungsbeispiel deutlich verringerten Mangangehalt zurückgeführt. Das insgesamt zu niedrige Niveau bezüglich der Streckgrenze bzw. Zugfestigkeit des Vergleichsbeispiels A wird auf den verringerten Magnesiumgehalt von 0,25 Gew.-% zurückgeführt.
Tabelle 2 Legierung Wärmebehandlung: T4 Rp0,2 [MPa] Rm [MPa] A 5 Min. bei 530°C + 7d RT 46 118 B 5 Min. bei 530°C + 7d RT 55 132 C 5 Min. bei 530°C + 7d RT 56 129 D(Erf.) 5 Min. bei 530°C + 7d RT 58 134 E 5 Min. bei 530°C + 7d RT 50 124 F 5 Min. bei 530°C + 7d RT 77 167 - In Tabelle 3 sind nun die Messwerte für die Vergleichsbeispiele und das Ausführungsbeispiel der vorliegenden Erfindung für den Wärmebehandlungszustand T6 dargestellt. Die Wärmebehandlung T6 simuliert nach dem Lösungsglühen, Abschrecken und Kaltauslagern den Effekt einer Lackierung und das Einbrennen des Lackes durch eine Erwärmung auf 205 °C für 30 Minuten. Zwar zeigt die Tabelle 3, dass das erfindungsgemäße Ausführungsbeispiel in Bezug auf die absolute und die relative Erhöhung der Streckgrenze und Zugfestigkeit insbesondere im Vergleich zum Vergleichsbeispiel der Legierung C nicht die geringste Steigerung dieser Werte aufweist, allerdings bleiben die Steigerungen der Zugfestigkeit Rm und der Streckgrenze Rp0,2 des Ausführungsbeispiels der erfindungsgemäßen Aluminiumlegierung D gering und deutlich unterhalb von 10 MPa.
Tabelle 3 Legierung Wärmebehandlung T6 Rp0,2 [MPa] Rm [MPa] ΔRp0,2(abs) [MPa] ΔRp0,2(rel) A 5 Min. bei 530°C + 7d RT + 30 Min. bei 205°C 51 117 5,0 11% B 5 Min. bei 530°C + 7d RT + 30 Min. bei 205°C 63 127 7,5 14% C 5 Min. bei 530°C + 7d RT + 30 Min. bei 205°C 61 125 4,5 8% D(Erf.) 5 Min. bei 530°C + 7d RT + 30 Min. bei 205°C 65 131 7,0 12% E 5 Min. bei 530°C + 7d RT + 30 Min. bei 205°C 59 124 9,0 18% F 5 Min. bei 530°C + 7d RT + 30 Min. bei 205°C 119 174 42,0 55% - Eine deutlich verringerte Aushärtung zeigt das erfindungsgemäße Ausführungsbeispiel D, sofern eine Wärmebehandlung untersucht wird, welche eine Langzeitwärmebelastung eines Bauteils widerspiegelt. Das Langzeitverhalten wurde über den Wärmebehandlungszustand T6x ermittelt. Der Zustand T6x wird ausgehend vom Zustand T6, wie er oben bereits geschrieben wurde, erreicht, indem anschließend eine Warmauslagerung bei 80 °C für 500 Stunden durchgeführt wird. Die Warmauslagerung bei 80 °C für 500 Stunden simuliert den praktischen Einsatz der Aluminiumlegierungsbleche in der Anwendung, beispielsweise im Kraftfahrzeug, bei Wärmebelastung. Da Wärme die Aushärtungseffekte in AA6xxx Legierungen verstärkt, steigen in der Regel die Werte für die Streckgrenze relativ stark an.
Tabelle 4 Legierung Wärmebehandlung T6x Rp0,2 [MPa] Rm [MPa] ΔRp0,2(abs) [MPa] ΔRp0,2(rel) A 5 Min. bei 530°C + 7d RT + 30 Min. bei 205°C + 500h 80°C 68 135 22,0 48% B 5 Min. bei 530°C + 7d RT + 30 Min. bei 205°C + 500h 80°C 89 152 34,0 62% C 5 Min. bei 530°C + 7d RT + 30 Min. bei 205°C + 500h 80°C 80 145 23,5 42% D(Erf.) 5 Min. bei 530°C + 7d RT + 30 Min. bei 205°C + 500h 80°C 77 147 19,5 34% E 5 Min. bei 530°C + 7d RT + 30 Min. bei 205°C + 500h 80°C 76 142 26,0 52% F 5 Min. bei 530°C + 7d RT + 30 Min. bei 205°C + 500h 80°C 140 197 63,5 83% - Anders als die übrigen Vergleichslegierungen zeigt das erfindungsgemäße Ausführungsbeispiel D einen deutlich verringerten Anstieg der Streckgrenze nach der Auslagerung für 500 Stunden bei 80 °C. Nicht nur die absolute Erhöhung der Streckgrenze um 19,5 MPa, sondern auch die relative Erhöhung der Streckgrenze von nur 34 Gew.-% ist deutlich geringer als die relative oder absolute Erhöhung der Streckgrenzen aller anderen Aluminiumlegierungen. In Bezug auf das Langzeitverhalten der Aluminiumlegierung konnte damit eine unerwartete Verringerung der Aushärtung beobachtet werden, welche auf die Bildung von Al-Fe-Mn-Si-Phasen zurückgeführt wird. Es wird davon ausgegangen, dass diese Al-Fe-Mn-Si-Phasen nicht zur Ausscheidungshärtung der Aluminiumlegierung beitragen und damit den Effekt von Siliziumausscheidungen verringern.
- In den Tabellen 5 und 6 sind die Aluminiumlegierungsbänder im Zustand T6 mit 2% bzw. 5% Kaltverformung vermessen worden. Die Zustände T6 (2 %) sowie T6 (5%) sollen eine Umformung des Blechteils mit anschließender Lackierung simulieren. Hierzu wird das Blech einer Wärmebehandlung mit einer Dauer von 20 Minuten bei einer Temperatur von 185 °C unterzogen.
- Das erfindungsgemäße Ausführungsbeispiel der Aluminiumlegierung D ist auch bei diesen, die anwendungsnahe Verarbeitung der Bleche im Bereich des Fahrzeugbaus simulierenden Wärmebehandlungen ebenfalls mit den geringsten Werten bezüglich der absoluten oder relativen Steigerung der Streckgrenze Rp0,2 in den Zustand T6 mit 2 % Kaltverformung oder 5 % Kaltverformung gemessen worden.
- Die Messwerte der relativen Streckgrenzenerhöhung ausgehend vom Zustand T4 sind in dem Diagramm der
Fig. 2 noch einmal dargestellt. Das positive Aushärtungsverhalten der erfindungsgemäßen Aluminiumlegierung kann anhand des Ausführungsbeispiels D im Vergleich zu den übrigen Varianten insbesondere aus dem Vergleich im Zustand T6x abgelesen werden. - Karosserieblechteile eines Kraftfahrzeugs, welche für den Fußgängeraufprallschutz vorgesehen sind, zeigt schematisch
Fig. 3 in einer perspektivischen Ansicht. Die Motorhaube 10, der Kotflügel 11, das Fahrzeugdach bzw. der Dachrahmen 12 sowie die angedeutete Heckklappe 13 eines Kraftfahrzeugs sind prinzipiell Karosserieblechteile, welche für den Fußgängeraufprallschutz ausgelegt werden müssen. Sie müssen daher ein spezifisches Energieabsorptionsverhalten aufweisen, das insbesondere auch bei längerer Wärmebelastung noch vorhanden ist. Werden Teile dieser für den Fußgängeraufprallschutz vorgesehenen Bleche aus einer erfindungsgemäßen Aluminiumlegierung hergestellt, kann auch in Wärme belasteten Bereichen die Langzeitaushärtung der Bleche verringert werden. Wie anhand des erfindungsgemäßen Ausführungsbeispiels der Legierung D erkennbar ist, ist es vorteilhaft entsprechende Karosserieblechteile eines Kraftfahrzeugs aus einer erfindungsgemäßen Aluminiumlegierung herzustellen, da diese ein besonders vorteilhaftes Aushärtungsverhalten bei moderaten Streckgrenzwerten und Zugfestigkeitswerten aufweisen.Tabelle 5 Legierung Wärmebehandlung T6 (2%) Rp0,2 [MPa] Rm [MPa] ΔRp0,2(abs) [MPa] ΔRp0,2(rel) A 5 Min. bei 530°C+7dRT+2Gew.-%+20 Min. bei 185°C 77 130 30,5 66% B 5 Min. bei 530°C+7dRT+2Gew.-%+20 Min. bei 185°C 91 147 36,0 65% C 5 Min. bei 530°C+7dRT+2Gew.-%+20 Min. bei 185°C 87 141 31,0 55% D(Erf.) 5 Min. bei 530°C+7dRT+2Gew.-%+20 Min. bei 185°C 88 143 30,5 53% E 5 Min. bei 530°C+7dRT+2Gew.-%+20 Min. bei 185°C 83 137 33,0 66% F 5 Min. bei 530°C+7dRT+2Gew.-%+20 Min. bei 185°C 113 175 36,5 48% Tabelle 6 Legierung Wärmebehandlung T6(5%) Rp0,2 [MPa] Rm [MPa] ΔRp0,2(abs) [MPa] ΔRp0,2(rel) A 5 Min. bei 530°C+7dRT+5Gew.-%+20 Min. bei 185°C 100 144 53,5 116% B 5 Min. bei 530°C+7dRT+5Gew.-%+20 Min. bei 185°C 117 162 61,5 112% C 5 Min. bei 530°C+7dRT+5Gew.-%+20 Min. bei 185°C 110 154 54,0 96% D(Erf.) 5 Min. bei 530°C+7dRT+5Gew.-%+20 Min. bei 185°C 111 155 53,0 92% E 5 Min. bei 530°C+7dRT+5Gew.-%+20 Min. bei 185°C 108 152 57,5 115% F 5 Min. bei 530°C+7dRT+5Gew.-%+20 Min. bei 185°C 143 191 66,0 86%
Claims (12)
- Aluminiumlegierungsband aufweisend eine Aluminiumlegierung für Fahrzeuganwendungen mit folgenden Legierungsbestandteilen in Gewichtsprozent:0,40 Gew.-% ≤ Si ≤ 0,55 Gew.-%,0,15 Gew.-% ≤ Fe ≤ 0,25 Gew.-%,Cu ≤ 0,06 Gew.-%,0,15 Gew.-% ≤ Mn ≤ 0,40 Gew.-%,0,33 Gew.-% ≤ Mg ≤ 0,40 Gew.-%,Cr ≤ 0,03 Gew.-%0,005 Gew.-% ≤ Ti ≤ 0,10 Gew.-%,Rest Al und unvermeidbare Verunreinigungen, einzeln maximal 0,05 Gew.-%, in Summe maximal 0,15 Gew.-%.
- Aluminiumlegierungsband nach Anspruch 1,
dadurch gekennzeichnet, dass
die Aluminiumlegierung einen Mn-Gehalt in Gewichtsprozent von 0,20 Gew.-% ≤ Mn ≤ 0,40 Gew.-% aufweist. - Aluminiumlegierungsband nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass
die Aluminiumlegierung einen Mn-Gehalt in Gewichtsprozent von 0,25 Gew.-% ≤ Mn ≤ 0,35 Gew.-% aufweist. - Aluminiumlegierungsband nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, dass
die Aluminiumlegierung einen Cu-Gehalt in Gewichtsprozent von Cu < 0,05 Gew.-% aufweist. - Aluminiumlegierungsband nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet, dass
die Aluminiumlegierung einen Si-Gehalt in Gewichtsprozent von 0,40 Gew.-% ≤ Si ≤ 0,48 Gew.-%. - Aluminiumlegierungsband nach einem der Ansprüche 1 bis 5,
dadurch gekennzeichnet, dass
die Aluminiumlegierung einen Mg-Gehalt in Gewichtsprozent von 0,35 Gew.-% ≤ Mg < 0,40 Gew.-%. - Aluminiumlegierungsband nach einem der Ansprüche 1 bis 6,
dadurch gekennzeichnet, dass
das Aluminiumlegierungsband im Zustand T4 eine Streckgrenze von 55 MPa bis 70 MPa und eine Zugfestigkeit von 130 MPa bis 160 MPa gemessen quer zur Walzrichtung aufweist. - Aluminiumlegierungsband nach einem der Ansprüche 1 bis 7,
dadurch gekennzeichnet, dass
das Aluminiumlegierungsband nach einem Lösungsglühen bei 530 °C für 5 Minuten, einem anschließenden Abschrecken auf Raumtemperatur, einer Kaltauslagerung für 7 Tage bei Raumtemperatur, einer Erwärmung auf 205 °C für 30 Minuten und einer Erwärmung auf 80 °C für 500 Stunden im Zustand T6x eine Streckgrenze von weniger als 100 MPa gemessen quer zur Walzrichtung aufweist. - Verfahren zur Herstellung eines Aluminiumlegierungsbandes nach einem der Ansprüche 1 bis 8, wobei das Verfahren die Verfahrensschritte Gießen eines Walzbarrens oder eines Gießbandes, Homogenisieren des Walzbarrens, Warmwalzen des Walzbarrens oder des Gießbandes und optionales Kaltwalzen mit oder ohne Zwischenglühung an Enddicke umfasst.
- Karosserieblechteil eines Kraftfahrzeugs hergestellt aus einem Aluminiumlegierungsband nach einem der Ansprüche 7 oder 8.
- Karosserieblechteil nach Anspruch 10,
dadurch gekennzeichnet, dass
das Karosserieblechteil als ein für den Fußgängeraufprallschutz vorgesehenes Blech eines Kraftfahrzeug ausgebildet ist. - Karosserieblechteil nach Anspruch 10 oder 11,
dadurch gekennzeichnet, dass
das Karosserieblechteil als ein Teil eines Kotflügels (11), ein Teil einer Motorhaube(10), eines Dachrahmens oder eines Fahrzeugdachs (12) oder einer Heckklappe (13) ausgebildet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16184151 | 2016-08-15 | ||
| PCT/EP2017/070676 WO2018033537A2 (de) | 2016-08-15 | 2017-08-15 | ALUMINIUMLEGIERUNG UND ALUMINIUMLEGIERUNGSBAND FÜR DEN FUßGÄNGERAUFPRALLSCHUTZ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3497256A2 EP3497256A2 (de) | 2019-06-19 |
| EP3497256B1 true EP3497256B1 (de) | 2020-07-01 |
Family
ID=56684548
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17751111.0A Active EP3497256B1 (de) | 2016-08-15 | 2017-08-15 | Aluminiumlegierung und aluminiumlegierungsband für den fussgängeraufprallschutz |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20190194779A1 (de) |
| EP (1) | EP3497256B1 (de) |
| JP (1) | JP6721782B2 (de) |
| WO (1) | WO2018033537A2 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3666915A1 (de) | 2018-12-11 | 2020-06-17 | Constellium Neuf Brisach | Verfahren zur herstellung von aluminium magnesium silicium legierungen mit guter oberflächequalität |
| CN109457147B (zh) * | 2018-12-28 | 2020-10-20 | 辽宁忠旺集团有限公司 | 一种铝制打包带及其生产工艺 |
| FR3122187B1 (fr) | 2021-04-21 | 2024-02-16 | Constellium Neuf Brisach | Tôles d’aluminium 5xxx dotée d’une aptitude à la mise en forme élevée |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997011203A1 (en) | 1995-09-19 | 1997-03-27 | Alcan International Limited | Precipitation-hardened aluminum alloys for automotive structural applications |
| WO2002090609A1 (en) | 2001-05-03 | 2002-11-14 | Alcan International Limited | Process for making aluminum alloy sheet having excellent bendability |
| WO2005038063A1 (en) | 2003-10-22 | 2005-04-28 | Norsk Hydro Asa | Al-Mg-Si ALLOY SUITED FOR EXTRUSION |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3243371A1 (de) * | 1982-09-13 | 1984-03-15 | Schweizerische Aluminium AG, 3965 Chippis | Aluminiumlegierung |
| DE69825414T3 (de) * | 1998-02-17 | 2011-05-05 | Aleris Aluminum Bonn Gmbh | Aluminium-Legierung und Verfahren zu ihrer Herstellung |
| JP3802695B2 (ja) * | 1998-11-12 | 2006-07-26 | 株式会社神戸製鋼所 | プレス成形性およびヘム加工性に優れたアルミニウム合金板 |
| CH693673A5 (de) * | 1999-03-03 | 2003-12-15 | Alcan Tech & Man Ag | Verwendung einer Aluminiumlegierung vom Typ AlMgSi zur Herstellung von Strukturbauteilen. |
| JP4379149B2 (ja) * | 2003-04-15 | 2009-12-09 | 日本軽金属株式会社 | プレス成形性および連続抵抗スポット溶接性に優れたアルミニウム合金板およびその製造方法 |
| EP1533394A1 (de) * | 2003-11-20 | 2005-05-25 | Alcan Technology & Management Ltd. | Automobilkarosseriebauteil |
| EP1987170A1 (de) * | 2006-02-17 | 2008-11-05 | Norsk Hydro ASA | Aluminiumlegierung mit verbesserten staucheigenschaften |
| JP2008045192A (ja) * | 2006-08-21 | 2008-02-28 | Kobe Steel Ltd | 成形時のリジングマーク性に優れたアルミニウム合金板 |
| ES2426226T3 (es) * | 2009-06-30 | 2013-10-22 | Hydro Aluminium Deutschland Gmbh | Banda de AlMgSi para aplicaciones con altos requisitos de conformación |
| JP6190307B2 (ja) * | 2014-03-31 | 2017-08-30 | 株式会社神戸製鋼所 | 成形性と焼付け塗装硬化性とに優れたアルミニウム合金板 |
-
2017
- 2017-08-15 JP JP2019508248A patent/JP6721782B2/ja active Active
- 2017-08-15 EP EP17751111.0A patent/EP3497256B1/de active Active
- 2017-08-15 WO PCT/EP2017/070676 patent/WO2018033537A2/de unknown
-
2019
- 2019-02-14 US US16/276,231 patent/US20190194779A1/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997011203A1 (en) | 1995-09-19 | 1997-03-27 | Alcan International Limited | Precipitation-hardened aluminum alloys for automotive structural applications |
| WO2002090609A1 (en) | 2001-05-03 | 2002-11-14 | Alcan International Limited | Process for making aluminum alloy sheet having excellent bendability |
| WO2005038063A1 (en) | 2003-10-22 | 2005-04-28 | Norsk Hydro Asa | Al-Mg-Si ALLOY SUITED FOR EXTRUSION |
Non-Patent Citations (2)
| Title |
|---|
| AFNOR: "Aluminium et alliages d'aluminium Composition chimique et forme des produits corroyés", NF EN 573-3, July 2009 (2009-07-01), XP055794152 |
| MONDOLFO L. F.: "Aluminum Alloys: Structure and properties", 1976, BUTTERWORTHS, article "Aluminum-Silicon, Aluminum-Magnesium silicide alloys", pages: 787, XP055794153 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190194779A1 (en) | 2019-06-27 |
| JP2019529693A (ja) | 2019-10-17 |
| JP6721782B2 (ja) | 2020-07-15 |
| WO2018033537A2 (de) | 2018-02-22 |
| EP3497256A2 (de) | 2019-06-19 |
| WO2018033537A3 (de) | 2018-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3314031B1 (de) | Hochfestes und gut umformbares almg-band sowie verfahren zu seiner herstellung | |
| EP2770071B1 (de) | Aluminiumlegierung zur Herstellung von Halbzeugen oder Bauteilen für Kraftfahrzeuge, Verfahren zur Herstellung eines Aluminiumlegierungsbands aus dieser Aluminiumlegierung sowie Aluminiumlegierungsband und Verwendungen dafür | |
| EP2270249B1 (de) | AlMgSi-Band für Anwendungen mit hohen Umformungsanforderungen | |
| EP1309734B1 (de) | Höherfester, kaltumformbarer stahl und stahlband oder -blech, verfahren zur herstellung von stahlband und verwendungen eines solchen stahls | |
| EP2888382B1 (de) | Gegen interkristalline korrosion beständiges aluminiumlegierungsband und verfahren zu seiner herstellung | |
| DE10116636C2 (de) | Verfahren zur Herstellung von AIMn-Bändern oder Blechen | |
| EP2570509B1 (de) | Herstellverfahren für AlMgSi-Aluminiumband | |
| EP3176275B2 (de) | Aluminium-silizium-druckgusslegierung, verfahren zur herstellung eines druckgussbauteils aus der legierung und karosseriekomponente mit einem druckgussbauteil | |
| DE112011103667T5 (de) | Automobil-Formteil aus einem Aluminiumlegierungsprodukt und Verfahren zu seiner Herstellung | |
| DE3829911A1 (de) | Aluminiumblech mit verbesserter schweissfaehigkeit, filiformer korrosionsfestigkeit, waermebehandlungshaertbarkeit und verformbarkeit sowie verfahren zur herstellung desselben | |
| EP2888383B1 (de) | Hochumformbares und ik-beständiges almg-band | |
| EP3497256B1 (de) | Aluminiumlegierung und aluminiumlegierungsband für den fussgängeraufprallschutz | |
| DE4219336A1 (de) | Verwendung eines Stahls zur Herstellung von Konstruktionsrohren | |
| DE112019000856T5 (de) | Verfahren zur Herstellung von Aluminiumlegierungsbauelementen | |
| EP2703508B1 (de) | Gegen interkristalline Korrosion beständige Aluminiumlegierung | |
| EP1748088A1 (de) | Warm- und kaltumformbare Aluminiumlegierung vom Typ Al-Mg-Mn | |
| DE102010017860A1 (de) | Aluminium-Verbundblechprodukt | |
| DE102004030021B4 (de) | Gewalztes Produkt | |
| DE19906082C2 (de) | Verwendung eines Rohres aus Stahl | |
| DE10310453A1 (de) | Druckgussbauteil und Verfahren zu seiner Herstellung | |
| DE102010020268A1 (de) | Aluminium-Magnesium-Legierungsprodukt für geformte Autmobilteile | |
| EP3178952A1 (de) | Hochumformbare, mittelfeste aluminiumlegierung zur herstellung von halbzeugen oder bauteilen von kraftfahrzeugen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190207 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200110 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: SCHMAUDER AND PARTNER AG PATENT- UND MARKENANW, CH Ref country code: AT Ref legal event code: REF Ref document number: 1286242 Country of ref document: AT Kind code of ref document: T Effective date: 20200715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017006004 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201001 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201002 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201102 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201101 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502017006004 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200815 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| 26 | Opposition filed |
Opponent name: C-TEC CONSTELLIUM TECHNOLOGY CENTER / CONSTELLIUM NEUF-BRISACH Effective date: 20210326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200815 |
|
| RAP4 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: SPEIRA GMBH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502017006004 Country of ref document: DE Owner name: SPEIRA GMBH, DE Free format text: FORMER OWNER: HYDRO ALUMINIUM ROLLED PRODUCTS GMBH, 41515 GREVENBROICH, DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200701 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: HC Ref document number: 1286242 Country of ref document: AT Kind code of ref document: T Owner name: SPEIRA GMBH, DE Effective date: 20220711 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230519 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230823 Year of fee payment: 7 Ref country code: GB Payment date: 20230823 Year of fee payment: 7 Ref country code: CH Payment date: 20230902 Year of fee payment: 7 Ref country code: AT Payment date: 20230825 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20230823 Year of fee payment: 7 Ref country code: FR Payment date: 20230822 Year of fee payment: 7 Ref country code: DE Payment date: 20230823 Year of fee payment: 7 |