EP3473861A1 - Laufrad und verfahren zum herstellen desselben - Google Patents
Laufrad und verfahren zum herstellen desselben Download PDFInfo
- Publication number
- EP3473861A1 EP3473861A1 EP18200615.5A EP18200615A EP3473861A1 EP 3473861 A1 EP3473861 A1 EP 3473861A1 EP 18200615 A EP18200615 A EP 18200615A EP 3473861 A1 EP3473861 A1 EP 3473861A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- impeller
- blades
- main body
- main
- segments
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 38
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 235000004443 Ricinus communis Nutrition 0.000 title 1
- 238000003466 welding Methods 0.000 claims abstract description 39
- 238000003801 milling Methods 0.000 claims description 22
- 239000000463 material Substances 0.000 claims description 16
- 230000000087 stabilizing effect Effects 0.000 claims description 6
- 230000003628 erosive effect Effects 0.000 claims description 4
- 238000011144 upstream manufacturing Methods 0.000 claims 1
- 230000002349 favourable effect Effects 0.000 description 10
- 230000002093 peripheral effect Effects 0.000 description 6
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 238000005266 casting Methods 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 230000035508 accumulation Effects 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 229910001105 martensitic stainless steel Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 210000004243 sweat Anatomy 0.000 description 1
- 238000005494 tarnishing Methods 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images











Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/28—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps
- F04D29/30—Vanes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/28—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps
- F04D29/281—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps for fans or blowers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/28—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps
- F04D29/281—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps for fans or blowers
- F04D29/282—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps for fans or blowers the leading edge of each vane being substantially parallel to the rotation axis
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/28—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps
- F04D29/284—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps for compressors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/60—Mounting; Assembling; Disassembling
- F04D29/62—Mounting; Assembling; Disassembling of radial or helico-centrifugal pumps
- F04D29/624—Mounting; Assembling; Disassembling of radial or helico-centrifugal pumps especially adapted for elastic fluid pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/23—Manufacture essentially without removing material by permanently joining parts together
- F05D2230/232—Manufacture essentially without removing material by permanently joining parts together by welding
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/50—Building or constructing in particular ways
- F05D2230/51—Building or constructing in particular ways in a modular way, e.g. using several identical or complementary parts or features
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/50—Building or constructing in particular ways
- F05D2230/53—Building or constructing in particular ways by integrally manufacturing a component, e.g. by milling from a billet or one piece construction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/10—Metals, alloys or intermetallic compounds
- F05D2300/17—Alloys
- F05D2300/171—Steel alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/10—Metals, alloys or intermetallic compounds
- F05D2300/17—Alloys
- F05D2300/174—Titanium alloys, e.g. TiAl
Definitions
- the invention relates to an impeller for a fan or a compressor and a method for producing such an impeller for a fan or compressor.
- Such wheels can be made in a variety of ways.
- the invention is therefore an object of the invention to provide an impeller with a simple structure that can be produced in particular with simple and inexpensive process steps.
- the impeller main body comprises impeller blades which extend between the impeller cover and the impeller bottom up to outlet openings of the impeller.
- the impeller base body comprises a hub, which is in particular integrally formed on these.
- the impeller main body has impeller main blades as impeller vanes, which are connected in particular in the region of their inlet-side ends to the hub and extend from these to the outlet-side ends.
- the impeller main body as impeller vanes has impeller intermediate vanes which lie between the impeller main vanes and extend from inlet-side ends located at a radial distance from the hub to exit-side ends.
- the impeller main body has an inlet nozzle arranged on the impeller cover through which the medium to be conveyed enters the impeller.
- the inlet nozzle could for example be welded to the impeller cover.
- the inlet nozzle is integrally formed on the impeller cover.
- an advantageous solution provides that the floor segments forming the impeller floor extend between in each case two impeller main blades which are adjacent to one another or which follow one another in a circulation direction.
- each of the bottom segments is formed by a blank part made of flat material which has main blade terminal contours adjoining the main rotor blades in comb regions.
- each floor segment is welded along the main blade terminal contours to the comb area of the impeller main blades.
- an advantageous solution provides that the floor segments forming the impeller base extend between in each case two adjacent impeller main blades and the at least one impeller intermediate blade located between the impeller main blades.
- each of the bottom segments is formed by a blank part made of flat material, which has main blade terminal contours adjoining the main wheel blades in comb regions and has intermediate blade terminal contours adjoining a comb region of the at least one intermediate rotor blade.
- each floor segment along the main blade terminal contours with the comb portion of the impeller main blades and along the insects therewith the comb portion of the at least one impeller intermediate blade is welded.
- the ground segment is welded along a hub connection contour with a circumferential region of the hub which extends between the main rotor blades.
- ground segments are welded by an I-seam to the comb regions of the main impeller blades and possibly the comb region of the at least one impeller intermediate blade.
- the impeller has a support disk stabilizing the impeller bottom in the area around the hub, which additionally stabilizes in particular the connection between the floor segments and the hub.
- Such a support disk is preferably placed after welding the floor segments with the impeller main body on the impeller floor and in particular connected by welding both to the hub and the impeller floor, on the one hand to keep the material thickness of the Laufradêts as low as possible and on the other hand, the connection with the hub even more to improve.
- the impeller main body has a stiffening ring integrally formed on an outlet-side edge region of the impeller cover.
- the stiffening ring could for example be connected by welding to the impeller main body.
- stiffening ring is integrally formed on the impeller main body.
- the invention also relates to a method for producing an impeller for a fan or a compressor, wherein according to the invention an impeller body, comprising an impeller cover and integrally formed on the impeller cover impeller blades is produced by a milling of a blank and according to the invention on the impeller body through a wheel base Welding of several floor segments is fixed to the impeller body.
- the impeller body can be made by milling and in particular a simple access to the bottom side still open interior of the impeller is given and that on the other hand, the impeller bottom can be made by welding the floor segments in a simple manner ,
- the floor segments are welded in succession to the main wheel body, so that a simple production process for the wheel floor can be realized by simple means.
- the impeller main body are formed by milling main impeller blades, whose inlet-side ends attach in particular to a hub of the impeller body and which extend up to the outlet ends.
- impeller intermediate blades are formed on the impeller main body by milling, which extend from an arranged at a distance from the hub inlet end to an exit end, wherein the outside ends are preferably close to the outer contours of the impeller cover and the Laufradêts ,
- a particularly favorable solution provides that the floor segments between adjacent or in a circumferential direction successive impeller main blades are used.
- a particularly favorable solution in this regard provides that the floor segments are welded to comb regions of the impeller main blade.
- the method according to the invention is carried out in such a way that, starting with a ground segment, the ground segments are welded to the main wheel body.
- the ground segments are fixed by welding points before welding them to the comb regions of the impeller main blades.
- the floor segments are welded to the impeller main blades along their main blade terminal contours with a continuous weld seam.
- a particularly favorable solution provides that the floor segments are inserted between adjacent impeller main blades and at least one impeller intermediate blade located between these impeller main blades.
- ground segments are welded to comb regions of the main impeller vane and a comb region of the at least one impeller intermediate vane located between the impeller main vanes.
- the method according to the invention is carried out in such a way that, starting with a ground segment, the ground segments are welded to the main wheel body.
- the floor segments are fixed by welding points before welding them to the comb regions of the impeller main blades and the impeller intermediate blades.
- the bottom segments are welded with a continuous weld along their main blade terminal contours with the impeller main blades and their embschaufelan gleichkonturen with the respective impeller intermediate blade.
- a particularly advantageous connection between the floor segments and the comb regions of the impeller main blades and the impeller intermediate blades provides that the bottom segments are welded to the comb regions of the impeller main blades and possibly the impeller intermediate blades by I-seams with the impeller main body.
- the welding is preferably carried out by laser beam welding or electron beam welding.
- ground segments precisely, it is preferably provided that the ground segments must be made by wire erosion of a flat material.
- the impeller main body is machined with the welded-in floor segments by over-turning an outer side of the impeller floor to achieve a plane surface, so that all accumulations of material or other inaccuracies in the region occurring due to the welding occur Floor segments can be removed.
- a support disk is placed on the impeller bottom and connected thereto.
- the support disk could for example be glued to the impeller bottom.
- the support disk is connected with its hub enclosing the inner contour, in particular by means of an I-seam, with the hub.
- an inlet nozzle is arranged on the impeller main body in the region of the impeller cover.
- Such an inlet nozzle could in principle be connected by a welded connection with the impeller main body.
- the inlet nozzle is formed during the milling of the blank for the impeller body and thus is integrally connected to the impeller body.
- a hub of the impeller is arranged on the impeller main body.
- Such a hub could also be connected, for example, by welding to the Laufradgrundianu.
- a cover stiffening ring is arranged in an exit-side region of the impeller cover.
- this cover stiffening ring could be connected by welding the same with the impeller body.
- An in Fig. 1 shown as a whole and designated 10 impeller for a fan or compressor includes an impeller cover 12 and the impeller cover 12 opposite impeller bottom 14, between which an impeller interior 16 is located, in which by an integrally formed on the impeller cover 12 inlet nozzle 22, a gaseous medium enters, is accelerated radially by impeller blades 24 formed between the impeller cover 12 and the impeller bottom 14 and between the impeller blades 24 and exiting through radially outer outlet openings 26, wherein the outlet openings 26 between an outer contour 32 of the impeller cover 12 and an outer contour 34 of the impeller 14 are , each extending at approximately the same radial distance from a rotational axis 36 of the impeller 10.
- the impeller 10 is assembled from a in Fig. 2 illustrated impeller body 42 which is made by milling from a blank with oversize and thereby includes the inlet nozzle 22 and the impeller cover 12 extending radially from the inlet nozzle 22 to the axis of rotation 36 outwardly to the outer contour 32 ( Fig. 3 ).
- a hub 44 is integrally formed on the impeller cover 12 and the inlet nozzle 22 of the inlet nozzle 22 and formed by milling of the blank ( Fig. 2 . 4 ).
- a connection between the impeller cover 12 and the hub 44 is effected in particular by impeller blades 24 designed as impeller main blades 46 which are likewise integrally formed on the impeller cover 12 and are formed by milling of the blank ( Fig. 4 ).
- impeller main blades 46 then run on an inner side 48 of the impeller cover from the inlet nozzle 22 facing and the impeller cover 12 with the hub 44 connecting inner regions 52, the inlet nozzle 22 facing the inlet-side ends 54 (FIGS. Fig. 2 ), radially and azimuthally along the inner side 48 of the impeller cover 12 to the outlet ends 56 which terminate near or at a small distance from the outer contour 32 of the impeller cover.
- the impeller main blades 46 are integrally formed on the impeller cover 12 and thus part of the impeller main body 42nd
- the impeller main body 42 is preferably provided with a stiffening ring 62 stabilizing this transition and also for stabilizing the impeller cover 12 with a radially outer cover stiffening ring 64 which extends over one of the inner side 48 opposite outside 68 of the impeller cover 12 rises ( Fig. 2 . 3 ).
- two types of impeller blades 24 are preferably provided, namely, between the impeller main blades 46, the inner portions 52 of which are connected to both the inlet nozzle 22, the impeller cover 12 and the hub 44 are and extend to their exit-side ends 56 near the outer contour 32 of the impeller cover 12, impeller intermediate vanes 72 are arranged, the inlet-side ends 74 are spaced from the hub 44 and the exit ends 76 are also close to the outer contour 32 of the impeller cover 12.
- the impeller intermediate blades 72 are integrally formed on the impeller cover 12 and rise from the inside 48, as in Fig. 4 shown, wherein the impeller intermediate blades 72 are produced by a milling of a blank.
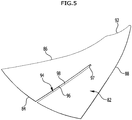
- bottom segments 82 are provided, which are cut out, for example, by wire erosion of a piece of flat material and an arcuate portion of the outer contour 34 of the Laufradbodens 14 forming peripheral outer contour 84, from the peripheral outer contour 84 to the hub 44 extending opposite main blade terminal contours 86 and 88 and a have hub connection contour 92 lying between the main blade connection contours 86 and 88.
- a groove extending in a U-shaped manner from the peripheral outer contour 84 extends radially inwardly, whose U-shaped groove edges form intermediate blade terminal contours 96, 97, 98.
- ground segments 82 are, as in FIG Fig. 6 shown, between so used in the direction of rotation successive main impeller blades 46 that, as again clearly in Fig. 7 1, the respective floor segment 82 with its main blade terminal contours 86 and 88 abuts against comb regions 104 of the main impeller blades 46, which adjoin an upper edge 102 of the impeller main blades 46 facing away from the impeller cover 12, specifically on the longitudinal sides 106 and 108 of the comb regions 104 facing one another.
- intermediate blade connection contours 96 and 98 are likewise located on top edges 112 of the comb wheel regions 114 adjacent to the impeller intermediate blades 72 and indeed on their longitudinal sides 116 and 118 facing away from one another.
- the insertion of the floor segments 82 preferably takes place in such a way that an outer side 122 of the floor segments 82 facing away from the impeller interior 16 is substantially aligned with the upper edges 102 and 112 of the impeller main vanes 46 and the impeller intermediate vanes 72.
- the hub connection contour 92 bears against a circumferential side 124 of the hub 44.
- the fixing of the respective bottom segment 82 in the area of the main blade outer contours 86 and 88 and the intermediate blade terminal contours 96, 97 and 98 is effected first by welding points and then continuous welding takes place along the main blade outer contours 86 and 88 and the intermediate blade terminal contours 96, 97 and 98 with the respective longitudinal sides 106 and 108 and 116 and 118 of the respective comb regions 104 and 114 and the hub connection contour 92 with the peripheral side 124 of the hub 44 through so-called I-welds 126 (FIG. Fig. 7 . 8th ).
- the support disk 142 extends from an annular surface 144 of the hub 44 radially inwardly bounding the support surface 134 of the hub 44 in the radial direction to the axis of rotation 36 into an annular region 146 of the outer side 122 of the impeller base 14, wherein the annular region 146 of 0.5 times the Radial distance of the outer contour 34 of the impeller base 14 extends to 0.7 times the same.
- the support disk 142 has an outer contour 148, which is welded by means of a fillet weld 152 with the impeller bottom 14.
- a welding of an inner contour 154 of the support disk 142 with the annular surface 144 preferably also takes place by means of an I-seam.
- the impeller main body 42 as well as the bottom segments 82 are preferably made of high-strength and corrosion-resistant metallic materials, for example titanium grade 5 and / or high-strength non-rusting martensitic stainless steels.
- the welding of the floor segments 82 takes place, in particular, by a welding process starting from the outside of the floor segments 82, so that welding in the impeller interior is eliminated, preferably by laser beam welding without additional material or electron beam welding, which is possible because the floor segments 82 have a small gap tolerance, for example less than 0.2 mm, so that I-seams formed along the main blade terminal contours 86 and 88 and the inter-blade terminal contours 96 and 98 and the hub terminal contour 92 and the peripheral side 124 of FIG Hub 44 can be realized.
- a heat treatment is performed, whereby residual stresses in the weld are reduced and thus defined mechanical properties are achieved, in particular if the material for producing the impeller body 42 and the bottom segments 82 is a stainless martensitic stainless steel.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
Description
- Die Erfindung betrifft ein Laufrad für einen Ventilator oder einen Verdichter sowie ein Verfahren zum Herstellen eines derartigen Laufrads für einen Ventilator oder Verdichter.
- Derartige Laufräder können in unterschiedlichster Weise hergestellt werden.
- Eine Möglichkeit zur Herstellung derartiger Laufräder sind reine Schweißkonstruktionen, bei welcher die Bauteile des Laufrads aus Blechen vorgefertigt und anschließend verschweißt werden, wobei die Zugänglichkeit aufgrund der innen liegenden Schweißstellen große Probleme bereitet.
- Eine andere Möglichkeit zum Herstellen derartiger Laufräder sind Gussverfahren, wobei der Guss nachbearbeitet und Imperfektionen durch Reparaturschweißen behoben werden müssen, was insbesondere Probleme im Bereich des Laufradinnenraums, insbesondere im Bereich der Schaufelkanäle bereitet.
- Eine andere Möglichkeit sind spanende Verfahren, wobei spanende Verfahren primär bei offenen Laufrädern zum Einsatz kommen und bei geschlossenen Laufrädern massive Probleme bereiten.
- Der Erfindung liegt daher die Aufgabe zugrunde, ein Laufrad mit einfachem Aufbau zu schaffen, das sich insbesondere auch mit einfachen und kostengünstigen Verfahrensschritten herstellen lässt.
- Diese Aufgabe wird bei einem Laufrad der eingangs beschriebenen Art erfindungsgemäß dadurch gelöst, dass das Laufrad einen Laufradgrundkörper aufweist, welcher einen Laufraddeckel und an dem Laufraddeckel einstückig angeformte Laufradschaufeln umfasst und dass an dem Laufradgrundkörper ein Laufradboden durch Verschweißen desselben mit dem Laufradgrundkörper gehalten ist und dass der Laufradboden aus mehreren mit dem Laufradgrundkörper verschweißten Bodensegmenten gebildet ist.
- Der Vorteil der erfindungsgemäßen Lösung ist somit darin zu sehen, dass die Verwendung mehrerer Bodensegmente es in einfacher Weise erlaubt, an dem Laufradgrundkörper einen Boden durch einen von außerhalb des Laufrads, insbesondere einer Außenseite der Bodensegmente, erfolgenden Schweißprozesses zu fixieren.
- Hinsichtlich der Ausbildung des Laufradgrundkörpers wurden in diesem Zusammenhang keine näheren Angaben gemacht.
- So sieht eine vorteilhafte Lösung vor, dass der Laufradgrundkörper Laufradschaufeln umfasst, die sich zwischen dem Laufraddeckel und dem Laufradboden bis zu Austrittsöffnungen des Laufrads erstrecken.
- Ferner ist vorzugsweise vorgesehen, dass der Laufradgrundkörper eine Nabe umfasst, die insbesondere einstückig an diesen angeformt ist.
- Ferner ist vorzugsweise vorgesehen, dass der Laufradgrundkörper als Laufradschaufeln Laufradhauptschaufeln aufweist, die insbesondere im Bereich ihrer eintrittsseitigen Enden mit der Nabe verbunden sind und sich ausgehend von diesen bis zu austrittsseitigen Enden erstrecken.
- Ferner ist für die Effizienz des Laufrades von Vorteil, dass der Laufradgrundkörper als Laufradschaufeln Laufradzwischenschaufeln aufweist, die zwischen den Laufradhauptschaufeln liegen und sich ausgehend von in einem radialen Abstand von der Nabe angeordneten eintrittsseitigen Enden bis zu austrittsseitigen Enden erstrecken.
- Ferner ist vorzugsweise vorgesehen, dass der Laufradgrundkörper eine an dem Laufraddeckel angeordnete Eintrittsdüse aufweist, durch welche das zu fördernde Medium in das Laufrad eintritt.
- Die Eintrittsdüse könnte beispielsweise an den Laufraddeckel angeschweißt sein.
- Vorzugsweise ist dabei vorgesehen, dass die Eintrittsdüse einstückig an den Laufraddeckel angeformt ist.
- Hinsichtlich der Ausbildung der den Laufradboden bildenden Bodensegmente wurden im Zusammenhang mit der bisherigen Beschreibung der erfindungsgemäßen Lösung keine näheren Angaben gemacht.
- So sieht eine vorteilhafte Lösung vor, dass die den Laufradboden bildenden Bodensegmente sich zwischen jeweils zwei einander benachbarten oder in einer Umlaufrichtung aufeinanderfolgenden Laufradhauptschaufeln erstrecken.
- Insbesondere ist dabei jedes der Bodensegmente durch ein Zuschnittteil aus Flachmaterial gebildet, welches an die Laufradhauptschaufeln in Kammbereichen angrenzende Hauptschaufelanschlusskonturen aufweist.
- Vorzugsweise ist zur Verbindung zwischen dem Laufradgrundkörper und den Bodensegmenten vorgesehen, dass jedes Bodensegment längs der Hauptschaufelanschlusskonturen mit dem Kammbereich der Laufradhauptschaufeln verschweißt ist.
- Hinsichtlich der Ausbildung der den Laufradboden bildenden Bodensegmente wurden im Zusammenhang mit der bisherigen Beschreibung der erfindungsgemäßen Lösung keine näheren Angaben für den Fall, dass Laufradzwischenschaufeln vorhanden sind, gemacht.
- So sieht eine vorteilhafte Lösung vor, dass die den Laufradboden bildenden Bodensegmente sich zwischen jeweils zwei einander benachbarten Laufradhauptschaufeln und der mindestens einen zwischen den Laufradhauptschaufeln liegenden Laufradzwischenschaufel erstrecken.
- Insbesondere ist dabei jedes der Bodensegmente durch ein Zuschnittteil aus Flachmaterial gebildet, welches an die Laufradhauptschaufeln in Kammbereichen angrenzende Hauptschaufelanschlusskonturen aufweist und an einen Kammbereich der mindestens einen Laufradzwischenschaufel angrenzende Zwischenschaufelanschlusskonturen aufweist.
- Vorzugsweise ist zur Verbindung zwischen dem Laufradgrundkörper und den Bodensegmenten vorgesehen, dass jedes Bodensegment längs der Hauptschaufelanschlusskonturen mit dem Kammbereich der Laufradhauptschaufeln und längs den Zwischenschaufelanschlusskonturen mit dem Kammbereich der mindestens einen Laufradzwischenschaufel verschweißt ist.
- Ferner ist vorteilhafterweise vorgesehen, dass das Bodensegment längs einer Nabenanschlusskontur mit einem sich zwischen den Laufradhauptschaufeln ersteckenden Umfangsbereich der Nabe verschweißt ist.
- Besonders günstig ist es, wenn die Bodensegmente durch eine I-Naht mit den Kammbereichen der Laufradhauptschaufeln und gegebenenfalls dem Kammbereich der mindestens einen Laufradzwischenschaufel verschweißt sind.
- Ferner ist vorzugsweise vorgesehen, dass das Laufrad eine den Laufradboden im Bereich um die Nabe stabilisierende Stützscheibe aufweist, die insbesondere die Verbindung zwischen den Bodensegmenten und der Nabe noch zusätzlich stabilisiert.
- Eine derartige Stützscheibe ist vorzugsweise nach Verschweißen der Bodensegmente mit dem Laufradgrundkörper auf den Laufradboden aufgesetzt und insbesondere durch Schweißen sowohl mit der Nabe als auch mit dem Laufradboden verbunden, um einerseits die Materialstärke des Laufradbodens möglichst gering zu halten und andererseits die Verbindung mit der Nabe noch zusätzlich zu verbessern.
- Darüber hinaus ist bei der erfindungsgemäßen Lösung vorzugsweise vorgesehen, dass der Laufradgrundkörper einen an einem austrittsseitigen Randbereich des Laufraddeckels angeformten Versteifungsring aufweist.
- Der Versteifungsring könnte beispielsweise durch Verschweißen mit dem Laufradgrundkörper verbunden sein.
- Besonders vorteilhaft ist es jedoch, wenn der Versteifungsring einstückig an den Laufradgrundkörper angeformt ist.
- Darüber hinaus betrifft die Erfindung noch ein Verfahren zum Herstellen eines Laufrads für einen Ventilator oder einen Verdichter, bei welchem erfindungsgemäß ein Laufradgrundkörper, umfassend einen Laufraddeckel und an den Laufraddeckel einstückig angeformte Laufradschaufeln durch eine Fräsbearbeitung eines Rohlings hergestellt wird und erfindungsgemäß an dem Laufradgrundkörper ein Laufradboden durch Verschweißen von mehreren Bodensegmenten mit dem Laufradgrundkörper fixiert wird.
- Der Vorteil dieser Lösung ist darin zu sehen, dass der Laufradgrundkörper durch eine Fräsbearbeitung hergestellt werden kann und dabei insbesondere ein einfacher Zugang zu dem bodenseitig noch offenen Innenraum des Laufrads gegeben ist und dass andererseits der Laufradboden durch das Verschweißen der Bodensegmente in einfacher Weise hergestellt werden kann.
- Ferner ist es günstig, wenn die Bodensegmente nacheinander, mit dem Laufradgrundkörper verschweißt werden, so dass dadurch ein einfacher Herstellungsprozess für den Laufradboden mit einfachen Mitteln realisiert werden kann.
- Hinsichtlich der Herstellung des Laufradgrundkörpers wurden im Zusammenhang mit den bisherigen Verfahrensschritten keine näheren Angaben gemacht.
- So ist vorzugsweise vorgesehen, dass der an den Laufradgrundkörper durch Fräsbearbeitung Laufradhauptschaufeln angeformt werden, deren eintrittsseitige Enden insbesondere an einer Nabe des Laufradgrundkörpers ansetzen und die sich bis zu austrittsseitigen Enden erstrecken.
- Ferner ist zusätzlich noch vorgesehen, dass an dem Laufradgrundkörper durch Fräsbearbeitung Laufradzwischenschaufeln angeformt werden, die sich ausgehend von einem im Abstand von der Nabe angeordneten eintrittsseitigen Ende bis zu einem austrittsseitigen Ende erstrecken, wobei die außenseitigen Enden vorzugsweise nahe der Außenkonturen des Laufraddeckels und des Laufradbodens liegen.
- Hinsichtlich des Einsetzens der Bodensegmente wurden im Zusammenhang mit den bisherigen Ausführungen keine näheren Angaben gemacht.
- So sieht eine besonders günstige Lösung vor, dass die Bodensegmente zwischen einander benachbarten oder in einer Umlaufrichtung aufeinanderfolgenden Laufradhauptschaufeln eingesetzt werden.
- Dadurch besteht die Möglichkeit, in einfacher Weise die Bodensegmente mit den Laufradhauptschaufeln zu verbinden.
- Eine diesbezüglich besonders günstige Lösung sieht vor, dass die Bodensegmente mit Kammbereichen der Laufradhauptschaufel verschweißt werden.
- Damit ist eine einfache und insbesondere stabile Verbindung zwischen den Bodensegmenten und den Laufradhauptschaufeln realisierbar.
- Insbesondere wird das erfindungsgemäße Verfahren so durchgeführt, dass beginnend mit einem Bodensegment die Bodensegmente mit dem Laufradgrundkörper verschweißt werden.
- Um die Bodensegmente zuverlässig relativ zu den Laufradhauptschaufeln exakt positionieren zu können, ist vorzugsweise vorgesehen, dass die Bodensegmente vor einem Einschweißen derselben an den Kammbereichen der Laufradhauptschaufeln durch Schweißpunkte fixiert werden.
- Zur Fixierung zwischen den Bodensegmenten und den Kammbereichen der Laufradhauptschaufeln ist vorzugsweise vorgesehen, dass die Bodensegmente mit einer durchgehenden Schweißnaht entlang ihrer Hauptschaufelanschlusskonturen mit den Laufradhauptschaufeln verschweißt werden.
- Hinsichtlich des Einsetzens der Bodensegmente bei vorhandenen Laufradzwischenschaufeln wurden im Zusammenhang mit den bisherigen Ausführungen keine näheren Angaben gemacht.
- So sieht eine besonders günstige Lösung vor, dass die Bodensegmente zwischen einander benachbarten Laufradhauptschaufeln und mindestens einer zwischen diesen Laufradhauptschaufeln liegenden Laufradzwischenschaufel eingesetzt werden.
- Dadurch besteht die Möglichkeit, in einfacher Weise die Bodensegmente mit den Laufradhauptschaufeln und der Laufradzwischenschaufel zu verbinden.
- Eine diesbezüglich besonders günstige Lösung sieht vor, dass die Bodensegmente mit Kammbereichen der Laufradhauptschaufel und einem Kammbereich der mindestens ein zwischen den Laufradhauptschaufeln liegenden Laufradzwischenschaufel verschweißt werden.
- Damit ist eine einfache und insbesondere stabile Verbindung zwischen den Bodensegmenten und den Laufradhauptschaufeln sowie der zwischen diesen liegenden Laufradzwischenschaufel realisierbar.
- Insbesondere wird das erfindungsgemäße Verfahren so durchgeführt, dass beginnend mit einem Bodensegment die Bodensegmente mit dem Laufradgrundkörper verschweißt werden.
- Um die Bodensegmente zuverlässig relativ zu den Laufradhauptschaufeln und der Laufradzwischenschaufel exakt positionieren zu können, ist vorzugsweise vorgesehen, dass die Bodensegmente vor einem Einschweißen derselben an den Kammbereichen der Laufradhauptschaufeln und der Laufradzwischenschaufeln durch Schweißpunkte fixiert werden.
- Zur Fixierung zwischen den Bodensegmenten und den Kammbereichen der Laufradhauptschaufeln und der Laufradzwischenschaufel ist vorzugsweise vorgesehen, dass die Bodensegmente mit einer durchgehenden Schweißnaht entlang ihrer Hauptschaufelanschlusskonturen mit den Laufradhauptschaufeln und ihrer Zwischenschaufelanschlusskonturen mit der jeweiligen Laufradzwischenschaufel verschweißt werden.
- Hinsichtlich der Herstellung der Bodensegmente zum Einschweißen in den Laufradgrundkörper wurden bislang keine näheren Angaben gemacht.
- Eine besonders vorteilhafte Verbindung zwischen den Bodensegmenten und den Kammbereichen der Laufradhauptschaufeln und der Laufradzwischenschaufeln sieht vor, dass die Bodensegmente mit den Kammbereichen der Laufradhauptschaufeln und gegebenenfalls der Laufradzwischenschaufeln durch I-Nähte mit dem Laufradgrundkörper verschweißt werden.
- Das Verschweißen erfolgt vorzugsweise durch Laserstrahlschweißen oder Elektronenstrahlschweißen.
- Um die Bodensegmente präzise herzustellen, ist vorzugsweise vorgesehen, dass die Bodensegmente durch Drahterodieren aus einem Flachmaterial hergestellt werden muss.
- Um dem Laufradboden eine präzise Form auf seiner Außenseite zu geben ist vorzugsweise vorgesehen, dass der Laufradgrundkörper mit den eingeschweißten Bodensegmenten durch Überdrehen einer Außenseite des Laufradbodens zum Erzielen einer Planfläche bearbeitet wird, so dass sämtliche durch das Verschweißen auftretende Materialanhäufungen oder auch sonstige Ungenauigkeiten im Bereich der Bodensegmente entfernt werden können.
- Zur Verbesserung der Stabilität des Laufradbodens ist vorzugsweise vorgesehen, dass auf den Laufradboden eine Stützscheibe aufgelegt und mit diesem verbunden wird.
- Die Stützscheibe könnte beispielsweise mit dem Laufradboden verklebt werden.
- Besonders günstig ist es jedoch, wenn die Stützscheibe mit ihrer Außenkontur, insbesondere mit einer Kehlnaht, mit dem Laufradboden verschweißt wird, so dass dadurch eine langzeitstabile Verbindung zwischen der Stützscheibe und dem Laufradboden geschaffen wird.
- Ferner ist vorzugsweise vorgesehen, dass die Stützscheibe mit ihrer die Nabe umschließenden Innenkontur, insbesondere mittels einer I-Naht, mit der Nabe verbunden wird.
- Hinsichtlich der Ausbildung des Laufradgrundkörpers wurden im Zusammenhang mit den bisherigen Ausführungsbeispielen keine weiteren detaillierten Angaben gemacht.
- So sieht eine vorteilhafte Lösung vor, dass an dem Laufradgrundkörper im Bereich des Laufraddeckels eine Eintrittsdüse angeordnet wird.
- Eine derartige Eintrittsdüse könnte grundsätzlich durch eine Schweißverbindung mit dem Laufradgrundkörper verbunden werden.
- Besonders günstig ist es jedoch, wenn die Eintrittsdüse im Zuge der Fräsbearbeitung des Rohlings für den Laufradgrundkörper ausgeformt wird und somit einstückig mit dem Laufradgrundkörper verbunden wird.
- Darüber hinaus ist vorzugsweise vorgesehen, dass an dem Laufradgrundkörper eine Nabe des Laufrads angeordnet wird.
- Eine derartige Nabe könnte ebenfalls beispielsweise durch Schweißen mit dem Laufradgrundkörper verbunden werden.
- Besonders günstig ist es jedoch wenn die Nabe im Zuge der Fräsbearbeitung des Rohlings für den Laufradgrundkörper ausgeformt wird, so dass auch die Nabe einstückig am Laufradgrundkörper angeordnet ist.
- Ferner ist zur Stabilisierung des Laufradgrundkörpers, insbesondere des Laufraddeckels des Laufradgrundkörpers, vorgesehen, dass in einem austrittsseitigen Bereich des Laufraddeckels ein Deckelversteifungsring angeordnet wird.
- Auch dieser Deckelversteifungsring könnte durch Verschweißen desselben mit dem Laufradgrundkörper verbunden werden.
- Besonders günstig ist es jedoch, wenn der Versteifungsring im Zuge der Fräsbearbeitung des Rohlings für den Laufradgrundkörper ausgebildet wird.
- Die vorstehende Beschreibung erfindungsgemäßer Lösungen umfasst somit insbesondere die durch die nachfolgenden durchnummerierten Ausführungsformen definierten verschiedenen Merkmalskombinationen:
- 1. Laufrad (10) für einen Ventilator oder einen Verdichter, dadurch gekennzeichnet, dass das Laufrad (10) einen Laufradgrundkörper (42) aufweist, welcher einen Laufraddeckel (12) und an dem Laufraddeckel (12) einstückig angeformte Laufradschaufeln (24) umfasst, und dass an dem Laufradgrundkörper (42) ein Laufradboden (14) durch Verschweißen desselben mit dem Laufradgrundkörper (42) gehalten ist und dass der Laufradboden (14) aus mehreren mit dem Laufradgrundkörper (42) verschweißten Bodensegmenten (82) gebildet ist.
- 2. Laufrad nach Ausführungsform 1, dadurch gekennzeichnet, dass der Laufradgrundkörper (42) Laufradschaufeln (24) umfasst, die sich zwischen dem Laufraddeckel (12) und dem Laufradboden (14) bis zu Austrittsöffnungen (26) des Laufrads (10) erstrecken.
- 3. Laufrad nach Ausführungsform 1 oder 2, dadurch gekennzeichnet, dass der Laufradgrundkörper (42) eine Nabe (44) umfasst, die insbesondere einstückig an diesen angeformt ist.
- 4. Laufrad nach Ausführungsform 3, dadurch gekennzeichnet, dass der Laufradgrundkörper (42) als Laufradschaufeln (24) Laufradhauptschaufeln (46) aufweist, die insbesondere im Bereich ihrer eintrittsseitigen Enden mit der Nabe (44) verbunden sind und sich ausgehend von diesen bis zu austrittsseitigen Enden (56) erstrecken.
- 5. Laufrad nach Ausführungsform 4, dadurch gekennzeichnet, dass der Laufradgrundkörper (42) als Laufradschaufeln (24) Laufradzwischenschaufeln (72) aufweist, die zwischen den Laufradhauptschaufeln (46) liegen und sich ausgehend von in einem radialen Abstand von der Nabe (44) angeordneten eintrittsseitigen Enden (74) bis zu austrittsseitigen Enden (76) erstrecken.
- 6. Laufrad nach einer der voranstehenden Ausführungsformen, dadurch gekennzeichnet, dass der Laufradgrundkörper (42) eine an dem Laufraddeckel (12) angeordnete Eintrittsdüse (22) aufweist.
- 7. Laufrad nach Ausführungsform 6, dadurch gekennzeichnet, dass die Eintrittsdüse (22) einstückig an den Laufraddeckel (12) angeformt ist.
- 8. Laufrad nach einer der voranstehenden Ausführungsformen, dadurch gekennzeichnet, dass die den Laufradboden (14) bildenden Bodensegmente (82) sich jeweils zwischen zwei einander benachbarten Laufradhauptschaufeln (46) erstrecken.
- 9. Laufrad nach einer der voranstehenden Ausführungsformen, dadurch gekennzeichnet, dass jedes der Bodensegmente (82) durch ein Zuschnittteil aus Flachmaterial gebildet ist, welches an die Laufradhauptschaufeln (46) in Kammbereichen (104) angrenzende Hauptschaufelanschlusskonturen (86, 88) aufweist.
- 10. Laufrad nach Ausführungsform 9, dadurch gekennzeichnet, dass jedes Bodensegment (82) längs Hauptschaufelanschlusskonturen (86, 88) mit dem Kammbereich (104) der Laufradhauptschaufeln (46) verschweißt ist.
- 11. Laufrad nach einer der voranstehenden Ausführungsformen, dadurch gekennzeichnet, dass die den Laufradboden (14) bildenden Bodensegmente (82) sich jeweils zwischen zwei einander benachbarten Laufradhauptschaufeln (46) und der mindestens einen zwischen den Laufradhauptschaufeln (46) liegenden Laufradzwischenschaufel (72) erstrecken.
- 12. Laufrad nach einer der voranstehenden Ausführungsformen, dadurch gekennzeichnet, dass jedes der Bodensegmente (82) durch ein Zuschnittteil aus Flachmaterial gebildet ist, welches an die Laufradhauptschaufeln (46) in Kammbereichen (104) angrenzende Hauptschaufelanschlusskonturen (86, 88) aufweist und an einen Kammbereich (114) der mindestens einen Laufradzwischenschaufel (72) angrenzende Zwischenschaufelanschlusskonturen (96, 98) aufweist.
- 13. Laufrad nach Ausführungsform 12, dadurch gekennzeichnet, dass jedes Bodensegment (82) längs Hauptschaufelanschlusskonturen (86, 88) mit dem Kammbereich (104) der Laufradhauptschaufeln (46) und längs den Zwischenschaufelanschlusskonturen (96, 98) mit dem Kammbereich (114) der mindestens einen Laufradzwischenschaufel (72) verschweißt ist.
- 14. Laufrad nach Ausführungsform 12 oder 13, dadurch gekennzeichnet, dass das Bodensegment (82) längs einer Nabenanschlusskontur (92) mit einem sich zwischen den Laufradhauptschaufeln (46) erstreckenden Umfangsbereich (124) der Nabe (44) verschweißt ist.
- 15. Laufrad nach einer der voranstehenden Ausführungsformen, dadurch gekennzeichnet, dass die Bodensegmente (82) durch eine I-Naht mit den Kammbereichen (104) der Laufradhauptschaufeln (46) und der mindestens einen Laufradzwischenschaufel (72) verschweißt sind.
- 16. Laufrad nach einer der voranstehenden Ausführungsformen, dadurch gekennzeichnet, dass das Laufrad (10) eine den Laufradboden (14) im Bereich um die Nabe (44) stabilisierende Stützscheibe (142) aufweist.
- 17. Laufrad nach einer der voranstehenden Ausführungsformen, dadurch gekennzeichnet, dass der Laufradgrundkörper (42) einen an einem austrittsseitigen Randbereich des Laufraddeckels (12) angeformten Versteifungsring (64) aufweist.
- 18. Laufrad nach Ausführungsform 17, dadurch gekennzeichnet, dass der Versteifungsring (64) einstückig an den Laufradgrundkörper (42) angeformt ist.
- 19. Verfahren zum Herstellen eines Laufrads (10) für einen Ventilator oder einen Verdichter, dadurch gekennzeichnet, dass ein Laufradgrundkörper (42), umfassend einen Laufraddeckel (12) und an den Laufraddeckel (12) einstückig angeformte Laufradschaufeln (24) durch eine Fräsbearbeitung eines Rohlings hergestellt wird und dass an dem Laufradgrundkörper (42) ein Laufradboden (14) durch Verschweißen von mehreren Bodensegmenten (82) mit dem Laufradgrundkörper (42) fixiert wird.
- 20. Verfahren nach Ausführungsform 19, dadurch gekennzeichnet, dass an dem Laufradgrundkörper (42) durch Fräsbearbeitung Laufradhauptschaufeln (46) angeformt werden, deren eintrittsseitige Enden (54) insbesondere an einer Nabe (44) des Laufradgrundkörpers (42) ansetzen und die sich bis zu austrittsseitigen Enden (56) erstrecken.
- 21. Verfahren nach Ausführungsform 19 oder 20, dadurch gekennzeichnet, dass an dem Laufradgrundkörper (42) durch Fräsbearbeitung Laufradzwischenschaufeln (72) angeformt werden, die sich ausgehend von einem im Abstand von der Nabe (44) angeordneten eintrittsseitigen Ende (74) bis zu einem austrittsseitigen Ende (76) erstrecken.
- 22. Verfahren nach einer der Ausführungsformen 19 bis 21, dadurch gekennzeichnet, dass die Bodensegmente (82) zwischen einander benachbarten Laufradhauptschaufeln (46) eingesetzt werden.
- 23. Verfahren nach Ausführungsform 22, dadurch gekennzeichnet, dass die Bodensegmente (82) mit Kammbereichen (104) der Laufradhauptschaufeln (46) verschweißt werden.
- 24. Verfahren nach Ausführungsform 23, dadurch gekennzeichnet, dass beginnend mit einem Bodensegment (82) die Bodensegmente (82) mit dem Laufradgrundkörper (42) verschweißt werden.
- 25. Verfahren nach Ausführungsform 23 oder 24, dadurch gekennzeichnet, dass die Bodensegmente (82) vor einem Einschweißen derselben an den Kammbereichen (104) der Laufradhauptschaufeln (46) durch Schweißheftpunkte fixiert werden.
- 26. Verfahren nach Ausführungsform 25, dadurch gekennzeichnet, dass die Bodensegmente (82) mit einer durchgehenden Schweißnaht entlang ihrer Hauptschaufelanschlusskonturen (86, 88) mit den Laufradhauptschaufeln (46) verschweißt werden.
- 27. Verfahren nach einer der Ausführungsformen 19 bis 26, dadurch gekennzeichnet, dass die Bodensegmente (82) zwischen einander benachbarten Laufradhauptschaufeln (46) und mindestens einer zwischen diesen Laufradhauptschaufeln (46) liegenden Laufradzwischenschaufel (72) eingesetzt werden.
- 28. Verfahren nach Ausführungsform 27, dadurch gekennzeichnet, dass die Bodensegmente (82) mit Kammbereichen (104) der Laufradhauptschaufeln (46) und einem Kammbereich (114) der mindestens einen zwischen den Laufradhauptschaufeln (46) liegenden Laufradzwischenschaufel (72) verschweißt werden.
- 29. Verfahren nach Ausführungsform 28, dadurch gekennzeichnet, dass beginnend mit einem Bodensegment (82) die Bodensegmente (82) mit dem Laufradgrundkörper (42) verschweißt werden.
- 30. Verfahren nach Ausführungsform 28 oder 29, dadurch gekennzeichnet, dass die Bodensegmente (82) vor einem Einschweißen derselben an den Kammbereichen der Laufradhauptschaufeln (46) und der Laufradzwischenschaufel (72) durch Schweißheftpunkte fixiert werden.
- 31. Verfahren nach einer der Ausführungsformen 28 bis 30, dadurch gekennzeichnet, dass die Bodensegmente (82) mit einer durchgehenden Schweißnaht entlang ihrer Hauptschaufelanschlusskonturen (86, 88) mit den Laufradhauptschaufeln (46) und Zwischenschaufelanschlusskonturen (96, 98) mit der, Zwischenschaufel (72) verschweißt werden.
- 32. Verfahren nach einer der Ausführungsformen 23 bis 31, dadurch gekennzeichnet, dass die Bodensegmente (82) mit den Kammbereichen (104, 114) der Laufradhauptschaufeln (46) und gegebenenfalls der Laufradzwischenschaufel (72) durch I-Nähte mit dem Laufradgrundkörper (42) verschweißt werden.
- 33. Verfahren nach einer der Ausführungsformen 19 bis 32, dadurch gekennzeichnet, dass die Bodensegmente (82) durch Drahterodieren aus einem Flachmaterial hergestellt werden.
- 34. Verfahren nach einer der Ausführungsformen 19 bis 33, dadurch gekennzeichnet, dass der Laufradgrundkörper (42) mit den eingeschweißten Bodensegmenten (82) durch Überdrehen einer Außenseite (122) des Laufradbodens (14) zum Erzielen einer Planfläche (132) bearbeitet wird.
- 35. Verfahren nach einer der Ausführungsformen 19 bis 34, dadurch gekennzeichnet, dass auf den Laufradboden (14) eine Stützscheibe (142) aufgelegt und mit diesem verbunden wird.
- 36. Verfahren nach Ausführungsform 35, dadurch gekennzeichnet, dass die Stützscheibe (142) in ihrer Außenkontur (148) mit dem Laufradboden (14) verbunden wird.
- 37. Verfahren nach Ausführungsform 35 oder 36, dadurch gekennzeichnet, dass die Stützscheibe (142) mit ihrer die Nabe (44) umschließenden Innenkontur mit der Nabe (44) verbunden wird.
- 38. Verfahren nach einer der Ausführungsformen 19 bis 37, dadurch gekennzeichnet, dass an dem Laufradgrundkörper (42) im Bereich des Laufraddeckels (12) eine Eintrittsdüse (22) angeordnet wird.
- 39. Verfahren nach Ausführungsform 38, dadurch gekennzeichnet, dass die Eintrittsdüse (22) im Zuge der Fräsbearbeitung des Rohlings für den Laufradgrundkörper (42) ausgeformt wird.
- 40. Verfahren nach einer der voranstehenden Ausführungsformen, dadurch gekennzeichnet, dass an dem Laufradgrundkörper (42) eine Nabe (44) des Laufrads (10) angeordnet wird.
- 41. Verfahren nach Ausführungsform 40, dadurch gekennzeichnet, dass die Nabe (44) im Zuge der Fräsbearbeitung des Rohlings für den Laufradgrundkörper (42) ausgeformt wird.
- 42. Verfahren nach einer der Ausführungsformen 19 bis 41, dadurch gekennzeichnet, dass an dem Laufradgrundkörper in einem austrittsseitigen Bereich des Laufraddeckels (12) ein Deckelversteifungsring (64) angeordnet wird.
- 43. Verfahren nach Ausführungsform 42, dadurch gekennzeichnet, dass der Deckelversteifungsring (64) im Zuge der Fräsbearbeitung des Rohlings für den Laufradgrundkörper (42) ausgebildet wird.
- Weitere Merkmale und Vorteile der vorliegenden Erfindung sind Gegenstand der nachfolgenden Zeichnungen sowie der Detailbeschreibung eines Ausführungsbeispiels.
- In der Zeichnung zeigen:
- Fig. 1
- eine perspektivische Darstellung eines Ausführungsbeispiels eines erfindungsgemäßen Laufrads;
- Fig. 2
- einen Schnitt längs Linie 2-2 durch einen Laufradgrundkörper des erfindungsgemäßen Laufrads;
- Fig. 3
- eine Draufsicht auf den Laufradgrundkörper in Richtung des Pfeils A in
Fig. 2 ; - Fig. 4
- eine Draufsicht auf den Laufradgrundkörper in Richtung des Pfeils B in
Fig. 2 ; - Fig. 5
- eine Draufsicht auf ein erfindungsgemäßes Bodensegment zur Herstellung eines Laufradbodens des Laufrads;
- Fig. 6
- eine Draufsicht ähnlich
Fig. 4 mit einem ersten in den Laufradgrundkörper eingesetzten Bodensegment; - Fig. 7
- einen Schnitt längs Linie 7-7 in
Fig. 6 ; - Fig. 8
- einen Schnitt ähnlich
Fig. 7 mit eingeschweißten Bodensegmenten; - Fig. 9
- eine Draufsicht auf den Laufradgrundkörper gemäß
Fig. 6 mit sämtlichen eingeschweißten Bodensegmenten zur Herstellung des Laufradbodens; - Fig. 10
- einen Schnitt ähnlich
Fig. 2 durch den Laufradgrundkörper mit eingeschweißten Bodensegmenten; - Fig. 11
- eine Draufsicht auf den Laufradboden des Laufrads in Richtung des Pfeils C in
Fig. 10 jedoch mit einer zusätzlich aufgelegten Stützscheibe und - Fig. 12
- einen Schnitt längs Linie 12-12 in
Fig. 11 durch das fertige Laufrad. - Ein in
Fig. 1 als Ganzes dargestelltes und mit 10 bezeichnetes Laufrad für einen Ventilator oder Verdichter, umfasst einen Laufraddeckel 12 und einen dem Laufraddeckel 12 gegenüberliegenden Laufradboden 14, zwischen denen ein Laufradinnenraum 16 liegt, in welchen durch eine an den Laufraddeckel 12 angeformte Eintrittsdüse 22 ein gasförmiges Medium eintritt, durch zwischen dem Laufraddeckel 12 und dem Laufradboden 14 angeordnete Laufradschaufeln 24 und zwischen den Laufradschaufeln 24 gebildeten Laufradkanälen radial beschleunigt wird und durch radial außen liegende Austrittsöffnungen 26 austritt, wobei die Austrittsöffnungen 26 zwischen einer Außenkontur 32 des Laufraddeckels 12 und einer Außenkontur 34 des Laufradbodens 14 liegen, die jeweils in ungefähr gleichem radialem Abstand zu einer Drehachse 36 des Laufrads 10 verlaufen. - Das Laufrad 10 ist dabei zusammengebaut aus einem in
Fig. 2 dargestellten Laufradgrundkörper 42, der durch Fräsbearbeitung aus einem Rohling mit Übermaß hergestellt ist und dabei die Eintrittsdüse 22 und den Laufraddeckel 12 umfasst, der sich ausgehend von der Eintrittsdüse 22 radial zur Drehachse 36 nach außen bis zu der Außenkontur 32 erstreckt (Fig. 3 ). - Ferner ist an den Laufraddeckel 12 und die Eintrittsdüse 22 der Eintrittsdüse 22 gegenüberliegend eine Nabe 44 einstückig angeformt und durch Fräsbearbeitung des Rohlings ausgebildet (
Fig. 2 ,4 ). - Eine Verbindung zwischen dem Laufraddeckel 12 und der Nabe 44 erfolgt insbesondere durch als Laufradhauptschaufeln 46 ausgebildete Laufradschaufeln 24 die ebenfalls einstückig an den Laufraddeckel 12 angeformt sind und durch Fräsbearbeitung des Rohlings ausgeformt werden (
Fig. 4 ). - Diese Laufradhauptschaufeln 46 verlaufen dann auf einer Innenseite 48 des Laufraddeckels von der Eintrittsdüse 22 zugewandten und den Laufraddeckel 12 mit der Nabe 44 verbindenden Innenbereichen 52, die der Eintrittsdüse 22 zugewandte eintrittsseitige Enden 54 (
Fig. 2 ) aufweisen, radial und azimutal längs der Innenseite 48 des Laufraddeckels 12 bis zu austrittsseitigen Enden 56 die nahe oder in geringem Abstand von der Außenkontur 32 des Laufraddeckels enden. - Auch die Laufradhauptschaufeln 46 sind einstückig an den Laufraddeckel 12 angeformt und somit Teil des Laufradgrundkörpers 42.
- Zur Stabilisierung des Bereichs zwischen der Eintrittsdüse 22 und dem Laufraddeckel 12 ist der Laufradgrundkörper 42 vorzugsweise noch mit einem einen Übergang zwischen diesen stabilisierenden Versteifungsring 62 versehen und außerdem zur Stabilisierung des Laufraddeckels 12 mit einem radial außenliegenden Deckelversteifungsring 64, versehen welcher sich über einer der Innenseite 48 gegenüberliegenden Außenseite 68 des Laufraddeckels 12 erhebt (
Fig. 2 ,3 ). - Wie in
Fig. 4 dargestellt, sind vorzugsweise bei dem dargestellten Ausführungsbeispiel zwei Arten von Laufradschaufeln 24 vorgesehen, und zwar sind zwischen den Laufradhauptschaufeln 46, deren Innenbereiche 52 sowohl mit der Eintrittsdüse 22, dem Laufraddeckel 12 und der Nabe 44 verbunden sind und die sich bis zu ihren austrittsseitigen Enden 56 nahe der Außenkontur 32 des Laufraddeckels 12 erstrecken, Laufradzwischenschaufeln 72 angeordnet, deren eintrittsseitige Enden 74 im Abstand von der Nabe 44 angeordnet sind und deren austrittsseitige Enden 76 ebenfalls nahe der Außenkontur 32 des Laufraddeckels 12 liegen. - Auch die Laufradzwischenschaufeln 72 sind dabei einstückig an den Laufraddeckel 12 angeformt und erheben sich von dessen Innenseite 48, wie in
Fig. 4 dargestellt, wobei auch die Laufradzwischenschaufeln 72 durch eine Fräsbearbeitung eines Rohlings hergestellt werden. - Zur Bildung des Laufradbodens 14 sind, wie in
Fig. 5 dargestellt, Bodensegmente 82 vorgesehen, welche beispielsweise durch Drahterodieren aus einem Flachmaterialstück ausgeschnitten sind und eine einen Bogenabschnitt der Außenkontur 34 des Laufradbodens 14 bildende umfangsseitige Außenkontur 84, von der umfangsseitigen Außenkontur 84 zu der Nabe 44 hin verlaufende einander gegenüberliegende Hauptschaufelanschlusskonturen 86 und 88 aufweisen sowie eine zwischen den Hauptschaufelanschlusskonturen 86 und 88 liegende Nabenanschlusskontur 92 aufweisen. - Ferner verläuft zwischen den Hauptschaufelanschlusskonturen 86 und 88 eine ausgehend von der umfangsseitigen Außenkontur 84 U-förmig radial nach innen verlaufende Nut deren U-förmige Nutränder Zwischenschaufelanschlusskonturen 96, 97, 98 bilden.
- Diese Bodensegmente 82 sind, wie in
Fig. 6 dargestellt, so zwischen in Umlaufrichtung aufeinanderfolgende Laufradhauptschaufeln 46 eingesetzt, dass, wie nochmals deutlich inFig. 7 dargestellt, das jeweilige Bodensegment 82 mit seinen Hauptschaufelanschlusskonturen 86 und 88 an Kammbereichen 104 der Laufradhauptschaufeln 46 anliegt, die sich eine dem Laufraddeckel 12 abgewandte Oberkante 102 der Laufradhauptschaufeln 46 anschließen, und zwar an den einander zugewandten Längsseiten 106 und 108 der Kammbereiche 104. - Ferner liegen die Zwischenschaufelanschlusskonturen 96 und 98 ebenfalls an Oberkanten 112 der Laufradzwischenschaufeln 72 angrenzenden Kammbereichen 114 und zwar deren einander abgewandten Längsseiten 116 und 118 an.
- Vorzugsweise erfolgt das Einsetzen der Bodensegmente 82 derart, dass eine in dem Laufradinnenraum 16 abgewandte Außenseite 122 der Bodensegmente 82 mit den Oberkanten 102 und 112 der Laufradhauptschaufeln 46 und der Laufradzwischenschaufeln 72 im Wesentlichen fluchtet.
- Darüber hinaus liegt die Nabenanschlusskontur 92 an einer Umfangsseite 124 der Nabe 44 an.
- Das Fixieren des jeweiligen Bodensegments 82 im Bereich der Hauptschaufelaußenkonturen 86 und 88 und der Zwischenschaufelanschlusskonturen 96, 97 und 98 erfolgt zunächst durch Schweißpunkte und dann erfolgt ein durchgehendes Verschweißen längs der Hauptschaufelaußenkonturen 86 und 88 sowie der Zwischenschaufelanschlusskonturen 96, 97 und 98 mit den jeweiligen Längsseiten 106 und 108 sowie 116 und 118 der jeweiligen Kammbereiche 104 und 114 sowie der Nabenanschlusskontur 92 mit der Umfangsseite 124 der Nabe 44 durch so genannte I-Schweißnähte 126 (
Fig. 7 ,8 ). - Wie in
Fig. 8 und9 dargestellt, erfolgt vorzugsweise das Einsetzen der Bodensegmente 82 aufeinanderfolgend bis alle Bodensegmente 82 eingesetzt sind. - Nach Einschweißen sämtlicher Bodensegmente 82 ist im Bereich der Schweißnähte 126 ein Materialauftrag vorhanden, der über die Außenseite 122 der Bodensegmente 82 übersteht.
- Zur Beseitigung des Materialauftrags erfolgt im Bereich der Außenseite 122 der Bodensegmente 82 ein Überdrehen der Einheit aus dem Laufradgrundkörper 42 und den eingeschweißten Bodensegmenten 82 zur Erzeugung einer Planfläche 132, die sich über die Außenseiten 122 der Bodensegmente 82 sowie die Oberkanten 102 und 112 der Laufradhauptschaufeln 46 und der Laufradzwischenschaufeln 72 sowie einer Auflagefläche 134 der Nabe 44 erstreckt, wie in
Fig. 10 dargestellt, und auf diese Planfläche erfolgt dann, wie inFig. 11 undFig. 12 dargestellt, ein Auflegen einer Stützscheibe 142, die sowohl auf der Auflagefläche 134 der Nabe 44 als auch auf den Außenseiten 122 der Bodensegmente 82 und gegebenenfalls den Oberkanten 102 und 112 der Laufradhauptschaufeln 46 und der Laufradzwischenschaufeln 72 aufliegt und mit diesen bündig abschließt. - Die Stützscheibe 142 erstreckt sich dabei ausgehend von einer die Auflagefläche 134 der Nabe 44 radial innen begrenzenden Ringfläche 144 in radialer Richtung zur Drehachse 36 bis in einen Ringbereich 146 der Außenseite 122 des Laufradbodens 14, wobei der Ringbereich 146 sich vom 0,5-fachen des radialen Abstandes der Außenkontur 34 des Laufradbodens 14 bis zum 0,7-fachen desselben erstreckt.
- Vorzugsweise weist die Stützscheibe 142 eine Außenkontur 148 auf, welche mittels einer Kehlnaht 152 mit dem Laufradboden 14 verschweißt ist.
- Ferner erfolgt ein Verschweißen einer Innenkontur 154 der Stützscheibe 142 mit der Ringfläche 144 vorzugsweise ebenfalls mittels einer I-Naht.
- Bei dem erfindungsgemäßen Laufrad sind vorzugsweise der Laufradgrundkörper 42 sowie auch die Bodensegmente 82 aus hochfesten und korrosionsbeständigen metallischen Werkstoffen hergestellt, beispielsweise Titan Grade 5 und/oder hochfeste nicht rostende martensitische Edelstähle.
- Das Verschweißen der Bodensegmente 82 erfolgt insbesondere durch einen von der Außenseite der Bodensegmente 82 ausgehenden Schweißprozess, so dass ein Verschweißen im Laufradinnenraum entfällt, vorzugsweise durch Laserstrahlschweißen ohne Zusatzwerkstoff oder Elektronenstrahlschweißen, was dadurch möglich ist, dass die Bodensegmente 82 mit einer geringen Spalttoleranz, beispielsweise von kleiner 0,2 mm, hergestellt werden, so dass durch Laserstrahlschweißen oder Elektronenstrahlschweißen in einfacher Weise von der Außenseite 122 der Bodensegmente 82 ausgeführte I-Nähte längs der Hauptschaufelanschlusskonturen 86 und 88 und der Zwischenschaufelanschlusskonturen 96 und 98 sowie der Nabenanschlusskontur 92 und der Umfangsseite 124 der Nabe 44 realisiert werden.
- Vorzugsweise wird nach dem Einschweißen der Bodensegmente 82 in den Laufradgrundkörper 42 eine Wärmebehandlung durchgeführt, wodurch Schweißeigenspannungen reduziert werden und somit definierte mechanische Eigenschaften erreicht werden, insbesondere dann, wenn das Material zur Herstellung des Laufradgrundkörpers 42 und der Bodensegmente 82 ein nicht rostender martensitischer Edelstahl ist.
- Abschließend erfolgt ein Beizen des Laufrades, um schweißbedingte Anlauffarben und aus der Wärmebehandlung resultierenden Zunder zu entfernen und die Korrosionsbeständigkeit zu verbessern.
Claims (17)
- Laufrad (10) für einen Ventilator oder einen Verdichter,
dadurch gekennzeichnet, dass das Laufrad (10) einen Laufradgrundkörper (42) aufweist, welcher einen Laufraddeckel (12) und an dem Laufraddeckel (12) einstückig angeformte Laufradschaufeln (24) umfasst, und dass an dem Laufradgrundkörper (42) ein Laufradboden (14) durch Verschweißen desselben mit dem Laufradgrundkörper (42) gehalten ist und dass der Laufradboden (14) aus mehreren mit dem Laufradgrundkörper (42) verschweißten Bodensegmenten (82) gebildet ist. - Laufrad nach Anspruch 1, dadurch gekennzeichnet, dass der Laufradgrundkörper (42) Laufradschaufeln (24) umfasst, die sich zwischen dem Laufraddeckel (12) und dem Laufradboden (14) bis zu Austrittsöffnungen (26) des Laufrads (10) erstrecken.
- Laufrad nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der Laufradgrundkörper (42) eine Nabe (44) umfasst, die insbesondere einstückig an diesen angeformt ist, dass insbesondere der Laufradgrundkörper (42) als Laufradschaufeln (24) Laufradhauptschaufeln (46) aufweist, die insbesondere im Bereich ihrer eintrittsseitigen Enden mit der Nabe (44) verbunden sind und sich ausgehend von diesen bis zu austrittsseitigen Enden (56) erstrecken, dass insbesondere der Laufradgrundkörper (42) als Laufradschaufeln (24) Laufradzwischenschaufeln (72) aufweist, die zwischen den Laufradhauptschaufeln (46) liegen und sich ausgehend von in einem radialen Abstand von der Nabe (44) angeordneten eintrittsseitigen Enden (74) bis zu austrittsseitigen Enden (76) erstrecken.
- Laufrad nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass der Laufradgrundkörper (42) eine an dem Laufraddeckel (12) angeordnete Eintrittsdüse (22) aufweist, dass insbesondere die Eintrittsdüse (22) einstückig an den Laufraddeckel (12) angeformt ist.
- Laufrad nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass die den Laufradboden (14) bildenden Bodensegmente (82) sich jeweils zwischen zwei einander benachbarten Laufradhauptschaufeln (46) erstrecken, dass insbesondere jedes der Bodensegmente (82) durch ein Zuschnittteil aus Flachmaterial gebildet ist, welches an die Laufradhauptschaufeln (46) in Kammbereichen (104) angrenzende Hauptschaufelanschlusskonturen (86, 88) aufweist, dass insbesondere jedes Bodensegment (82) längs Hauptschaufelanschlusskonturen (86, 88) mit dem Kammbereich (104) der Laufradhauptschaufeln (46) verschweißt ist.
- Laufrad nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass die den Laufradboden (14) bildenden Bodensegmente (82) sich jeweils zwischen zwei einander benachbarten Laufradhauptschaufeln (46) und der mindestens einen zwischen den Laufradhauptschaufeln (46) liegenden Laufradzwischenschaufel (72) erstrecken.
- Laufrad nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass jedes der Bodensegmente (82) durch ein Zuschnittteil aus Flachmaterial gebildet ist, welches an die Laufradhauptschaufeln (46) in Kammbereichen (104) angrenzende Hauptschaufelanschlusskonturen (86, 88) aufweist und an einen Kammbereich (114) der mindestens einen Laufradzwischenschaufel (72) angrenzende Zwischenschaufelanschlusskonturen (96, 98) aufweist, dass insbesondere jedes Bodensegment (82) längs Hauptschaufelanschlusskonturen (86, 88) mit dem Kammbereich (104) der Laufradhauptschaufeln (46) und längs den Zwischenschaufelanschlusskonturen (96, 98) mit dem Kammbereich (114) der mindestens einen Laufradzwischenschaufel (72) verschweißt ist, und/oder dass insbesondere das Bodensegment (82) längs einer Nabenanschlusskontur (92) mit einem sich zwischen den Laufradhauptschaufeln (46) erstreckenden Umfangsbereich (124) der Nabe (44) verschweißt ist.
- Laufrad nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass die Bodensegmente (82) durch eine I-Naht mit den Kammbereichen (104) der Laufradhauptschaufeln (46) und der mindestens einen Laufradzwischenschaufel (72) verschweißt sind.
- Laufrad nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass das Laufrad (10) eine den Laufradboden (14) im Bereich um die Nabe (44) stabilisierende Stützscheibe (142) aufweist.
- Laufrad nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass der Laufradgrundkörper (42) einen an einem austrittsseitigen Randbereich des Laufraddeckels (12) angeformten Versteifungsring (64) aufweist, dass insbesondere der Versteifungsring (64) einstückig an den Laufradgrundkörper (42) angeformt ist.
- Verfahren zum Herstellen eines Laufrads (10) für einen Ventilator oder einen Verdichter, dadurch gekennzeichnet, dass ein Laufradgrundkörper (42), umfassend einen Laufraddeckel (12) und an den Laufraddeckel (12) einstückig angeformte Laufradschaufeln (24) durch eine Fräsbearbeitung eines Rohlings hergestellt wird und dass an dem Laufradgrundkörper (42) ein Laufradboden (14) durch Verschweißen von mehreren Bodensegmenten (82) mit dem Laufradgrundkörper (42) fixiert wird.
- Verfahren nach Anspruch 11, dadurch gekennzeichnet, dass an dem Laufradgrundkörper (42) durch Fräsbearbeitung Laufradhauptschaufeln (46) angeformt werden, deren eintrittsseitige Enden (54) insbesondere an einer Nabe (44) des Laufradgrundkörpers (42) ansetzen und die sich bis zu austrittsseitigen Enden (56) erstrecken, dass insbesondere an dem Laufradgrundkörper (42) durch Fräsbearbeitung Laufradzwischenschaufeln (72) angeformt werden, die sich ausgehend von einem im Abstand von der Nabe (44) angeordneten eintrittsseitigen Ende (74) bis zu einem austrittsseitigen Ende (76) erstrecken.
- Verfahren nach einem der Ansprüche 11 oder 12, dadurch gekennzeichnet, dass die Bodensegmente (82) zwischen einander benachbarten Laufradhauptschaufeln (46) eingesetzt werden, dass insbesondere die Bodensegmente (82) mit Kammbereichen (104) der Laufradhauptschaufeln (46) verschweißt werden, dass insbesondere beginnend mit einem Bodensegment (82) die Bodensegmente (82) mit dem Laufradgrundkörper (42) verschweißt werden, und/oder dass insbesondere die Bodensegmente (82) vor einem Einschweißen derselben an den Kammbereichen (104) der Laufradhauptschaufeln (46) durch Schweißheftpunkte fixiert werden, dass insbesondere die Bodensegmente (82) mit einer durchgehenden Schweißnaht entlang ihrer Hauptschaufelanschlusskonturen (86, 88) mit den Laufradhauptschaufeln (46) verschweißt werden.
- Verfahren nach einem der Ansprüche 11 bis 13, dadurch gekennzeichnet, dass die Bodensegmente (82) zwischen einander benachbarten Laufradhauptschaufeln (46) und mindestens einer zwischen diesen Laufradhauptschaufeln (46) liegenden Laufradzwischenschaufel (72) eingesetzt werden, dass insbesondere die Bodensegmente (82) mit Kammbereichen (104) der Laufradhauptschaufeln (46) und einem Kammbereich (114) der mindestens einen zwischen den Laufradhauptschaufeln (46) liegenden Laufradzwischenschaufel (72) verschweißt werden, dass insbesondere beginnend mit einem Bodensegment (82) die Bodensegmente (82) mit dem Laufradgrundkörper (42) verschweißt werden, und/oder dass insbesondere die Bodensegmente (82) vor einem Einschweißen derselben an den Kammbereichen der Laufradhauptschaufeln (46) und der Laufradzwischenschaufel (72) durch Schweißheftpunkte fixiert werden, und/oder dass insbesondere die Bodensegmente (82) mit einer durchgehenden Schweißnaht entlang ihrer Hauptschaufelanschlusskonturen (86, 88) mit den Laufradhauptschaufeln (46) und Zwischenschaufelanschlusskonturen (96, 98) mit der, Zwischenschaufel (72) verschweißt werden, und/oder dass insbesondere die Bodensegmente (82) mit den Kammbereichen (104, 114) der Laufradhauptschaufeln (46) und gegebenenfalls der Laufradzwischenschaufel (72) durch I-Nähte mit dem Laufradgrundkörper (42) verschweißt werden, und/oder dass insbesondere die Bodensegmente (82) durch Drahterodieren aus einem Flachmaterial hergestellt werden.
- Verfahren nach einem der Ansprüche 11 bis 14, dadurch gekennzeichnet, dass der Laufradgrundkörper (42) mit den eingeschweißten Bodensegmenten (82) durch Überdrehen einer Außenseite (122) des Laufradbodens (14) zum Erzielen einer Planfläche (132) bearbeitet wird.
- Verfahren nach einem der Ansprüche 11 bis 15, dadurch gekennzeichnet, dass auf den Laufradboden (14) eine Stützscheibe (142) aufgelegt und mit diesem verbunden wird, dass insbesondere die Stützscheibe (142) in ihrer Außenkontur (148) mit dem Laufradboden (14) verbunden wird, und/oder dass insbesondere die Stützscheibe (142) mit ihrer die Nabe (44) umschließenden Innenkontur mit der Nabe (44) verbunden wird.
- Verfahren nach einem der Ansprüche 11 bis 16, dadurch gekennzeichnet, dass an dem Laufradgrundkörper (42) im Bereich des Laufraddeckels (12) eine Eintrittsdüse (22) angeordnet wird, dass insbesondere die Eintrittsdüse (22) im Zuge der Fräsbearbeitung des Rohlings für den Laufradgrundkörper (42) ausgeformt wird und/oder dass insbesondere an dem Laufradgrundkörper (42) eine Nabe (44) des Laufrads (10) angeordnet wird, und dass insbesondere die Nabe (44) im Zuge der Fräsbearbeitung des Rohlings für den Laufradgrundkörper (42) ausgeformt wird, und/oder dass insbesondere an dem Laufradgrundkörper in einem austrittsseitigen Bereich des Laufraddeckels (12) ein Deckelversteifungsring (64) angeordnet wird, dass insbesondere der Deckelversteifungsring (64) im Zuge der Fräsbearbeitung des Rohlings für den Laufradgrundkörper (42) ausgebildet wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102017124746.7A DE102017124746B3 (de) | 2017-10-23 | 2017-10-23 | Laufrad und Verfahren zum Herstellen desselben |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3473861A1 true EP3473861A1 (de) | 2019-04-24 |
| EP3473861B1 EP3473861B1 (de) | 2023-10-04 |
| EP3473861C0 EP3473861C0 (de) | 2023-10-04 |
Family
ID=63878359
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18200615.5A Active EP3473861B1 (de) | 2017-10-23 | 2018-10-16 | Laufrad und verfahren zum herstellen desselben |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3473861B1 (de) |
| CN (1) | CN109695591A (de) |
| DE (1) | DE102017124746B3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023058506A1 (ja) * | 2021-10-04 | 2023-04-13 | 株式会社デンソー | 遠心式送風機 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020118982A1 (de) * | 2020-07-17 | 2022-01-20 | Nidec Gpm Gmbh | Laufrad für eine Zentrifugalflüssigkeitspumpe sowie Zentrifugalflüssigkeitspumpe aufweisend das Laufrad und Kraftfahrzeug aufweisend eine solche Zentrifugalfluidpumpe |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB632475A (en) * | 1947-12-09 | 1949-11-28 | English Electric Co Ltd | Improvements in and relating to the runners of hydraulic machines |
| WO2006133363A2 (en) * | 2005-06-08 | 2006-12-14 | Dresser-Rand Company | Impeller with machining access panel |
| US20110206518A1 (en) * | 2008-09-05 | 2011-08-25 | Alstom Hydro France | Francis-type runner for a hydraulic machine, hydraulic machine including such a runner, and method for assembling such a runner |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2535196C3 (de) * | 1975-08-07 | 1980-12-04 | Sueddeutsche Kuehlerfabrik Julius Fr. Behr Gmbh & Co Kg, 7000 Stuttgart | Laufrad für Radialströmungsmaschine |
| JPS5578196A (en) * | 1978-12-08 | 1980-06-12 | Mitsui Eng & Shipbuild Co Ltd | Manufacture of impeller |
| CN1205399A (zh) * | 1997-07-11 | 1999-01-20 | 株式会社日立制作所 | 电动风机以及用于制造该电动风机的叶轮的方法 |
| US7108482B2 (en) * | 2004-01-23 | 2006-09-19 | Robert Bosch Gmbh | Centrifugal blower |
| DE102006029379B3 (de) * | 2006-06-27 | 2007-10-04 | Geräte- und Pumpenbau GmbH Dr. Eugen Schmidt | Schaufelrad |
| DE102014014287A1 (de) * | 2014-09-24 | 2016-03-24 | Ziehl-Abegg Se | Lüfterrad |
-
2017
- 2017-10-23 DE DE102017124746.7A patent/DE102017124746B3/de active Active
-
2018
- 2018-10-16 EP EP18200615.5A patent/EP3473861B1/de active Active
- 2018-10-18 CN CN201811218250.7A patent/CN109695591A/zh active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB632475A (en) * | 1947-12-09 | 1949-11-28 | English Electric Co Ltd | Improvements in and relating to the runners of hydraulic machines |
| WO2006133363A2 (en) * | 2005-06-08 | 2006-12-14 | Dresser-Rand Company | Impeller with machining access panel |
| US20110206518A1 (en) * | 2008-09-05 | 2011-08-25 | Alstom Hydro France | Francis-type runner for a hydraulic machine, hydraulic machine including such a runner, and method for assembling such a runner |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023058506A1 (ja) * | 2021-10-04 | 2023-04-13 | 株式会社デンソー | 遠心式送風機 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3473861B1 (de) | 2023-10-04 |
| DE102017124746B3 (de) | 2018-12-20 |
| EP3473861C0 (de) | 2023-10-04 |
| CN109695591A (zh) | 2019-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2231175C3 (de) | Schaufelrad einer Strömungsarbeitsmaschine | |
| CH665258A5 (de) | Verfahren zum herstellen eines turbinenleitrads. | |
| DE102007002326A1 (de) | Turbinenschaufel- und Leitkranzkonstruktion | |
| EP3409897B1 (de) | Dichtungsanordnung für eine strömungsmaschine, verfahren zur herstellung einer dichtungsanordnung sowie strömungsmaschine | |
| EP2669042A1 (de) | Verfahren zur Herstellung eines Werkstücks mittels einer Zerspanvorrichtung | |
| EP3473861B1 (de) | Laufrad und verfahren zum herstellen desselben | |
| CH652172A5 (de) | Oelgekuehlter schraubenverdichter oder -motor. | |
| EP1081336B1 (de) | Gebauter Leitkranz für eine Gasturbine | |
| EP3281728A1 (de) | Verfahren zur herstellung eines bauteils einer rotationsmaschine sowie bauteil hergestellt nach einem solchen verfahren | |
| EP3628030A1 (de) | Verfahren zum instandhalten einer strömungsmaschine | |
| EP2787178A1 (de) | Leitschaufelanordnung | |
| EP0646729B1 (de) | Als Blechformteil ausgebildete Leiteinrichtung | |
| DE10393116T5 (de) | Turbinenrotor-Reparaturverfahren | |
| DE606029C (de) | Verfahren zur Herstellung von Leitschaufelkraenzen fuer Dampf- oder Gasturbinen mit axialer Einstroemung | |
| EP2860352A1 (de) | Rotor, zugehöriges Herstellungsverfahren und Laufschaufel | |
| CH705377A1 (de) | Verfahren zur Rekonditionierung eines Rotors einer Strömungsmaschine. | |
| DE10217390A1 (de) | Turbinenschaufel | |
| EP2454451B1 (de) | Rotor mit kopplungselementen zur mechanischen kopplung von schaufeln | |
| DE2130127A1 (de) | Verfahren zum Verschweissen des Schaufelblattes einer Stroemungs- maschinen-,insbesondere Turbomaschinenschaufel mit einem Schaufelbfussstueck | |
| EP1571350B1 (de) | Schutzgitter für Lüfter | |
| WO2017055006A1 (de) | Verfahren zur herstellung eines gehäuses einer turbomaschine | |
| DE942107C (de) | Laufrad fuer Fluessigkeitsringpumpen | |
| DE102017128093A1 (de) | Laufrad zur Verwendung in einer Strömungsmaschine | |
| EP3717748B1 (de) | Laufschaufel einer strömungsmaschine und verfahren zum herstellen derselben | |
| DE545608C (de) | Vorrichtung zur Abstuetzung der Leitscheiben im Gehaeuse von Dampf- oder Gasturbinen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190924 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20220112 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20230421 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502018013366 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20231018 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT SE SI Effective date: 20231027 |
|
| U20 | Renewal fee paid [unitary effect] |
Year of fee payment: 6 Effective date: 20240206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240105 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240204 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240105 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231004 |