EP3441232A1 - Verfahren zum flächendekoration von artikeln und einen mit diesem verfahren erhaltenen artikel - Google Patents
Verfahren zum flächendekoration von artikeln und einen mit diesem verfahren erhaltenen artikel Download PDFInfo
- Publication number
- EP3441232A1 EP3441232A1 EP18179464.5A EP18179464A EP3441232A1 EP 3441232 A1 EP3441232 A1 EP 3441232A1 EP 18179464 A EP18179464 A EP 18179464A EP 3441232 A1 EP3441232 A1 EP 3441232A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- base layer
- layer
- metallization layer
- photoluminescence
- metallization
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/22—Removing surface-material, e.g. by engraving, by etching
- B44C1/228—Removing surface-material, e.g. by engraving, by etching by laser radiation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/14—Metallic material, boron or silicon
- C23C14/18—Metallic material, boron or silicon on other inorganic substrates
- C23C14/185—Metallic material, boron or silicon on other inorganic substrates by cathodic sputtering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C3/00—Processes, not specifically provided for elsewhere, for producing ornamental structures
- B44C3/005—Removing selectively parts of at least the upper layer of a multi-layer article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44F—SPECIAL DESIGNS OR PICTURES
- B44F1/00—Designs or pictures characterised by special or unusual light effects
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/22—Luminous paints
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K11/00—Luminescent materials, e.g. electroluminescent or chemiluminescent
- C09K11/02—Use of particular materials as binders, particle coatings or suspension media therefor
- C09K11/025—Use of particular materials as binders, particle coatings or suspension media therefor non-luminescent particle coatings or suspension media
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3407—Cathode assembly for sputtering apparatus, e.g. Target
- C23C14/3414—Metallurgical or chemical aspects of target preparation, e.g. casting, powder metallurgy
Definitions
- the present invention falls within the technical field of surface finishing processes.
- the present invention concerns a method for the surface decoration of articles, in particular of small three-dimensional objects such as perfume bottles, caps, and the like.
- the present invention concerns an article with a metallic surface finishing, obtainable by the above-mentioned method.
- Metallization is a surface finishing process able to significantly transform the surface of the product embellishing it and enhancing its appearance, so that a simple moulded article looks like more sophisticated and more precious.
- the metallization makes it possible to perfectly imitate other types of colors, for example those obtained through the process of galvanic baths, thus allowing to aesthetically assimilate articles made of low-quality plastic or metallic material to articles of higher quality (for example, chromed or gilded).
- metallization methods by deposition by cathodic sputtering are known. This technique is achieved through the emission of atoms, ions or molecular fragments from a solid material, referred to as target, bombarded with a beam of energetic particles, generally an ion plasma. The ion plasma strikes the target which, due to the collision, releases atoms and particles that recondense on the surfaces of the article to be coated. This process is carried out in a vacuum chamber.
- the metallized surfaces can be further be subjected to a painting process in order to be coated with a transparent coating layer (colorless or of a desired color).
- a transparent coating layer colorless or of a desired color.
- the coating layer may have in particular the function of protecting the metallization layer from mechanical abrasion and/or from atmospheric agents (for example, from oxidation).
- the coating layer can also have the function of providing a particular final aesthetic effect to the metallized surfaces.
- the technical task underlying the present invention is to overcome the limitations of the known technique.
- the object of the present invention is to provide a method for the surface decoration of articles able to improve the visibility and recognizability of signs, drawings, logos and other engravings of various types impressed on metallized surfaces.
- a further object of the invention is to provide the articles with particular optical characteristics, which can satisfy the market demand for innovative solutions aimed at increasing the attractiveness of certain products to the public.
- the present invention concerns a method for the surface decoration of articles, comprising steps A), B) and C).
- Step A) comprises applying a base layer to the surface of a main body.
- the applied base layer comprises at least one photoluminescent additive suitable for conferring to it photoluminescence properties, in particular a fluorescence or a phosphorescence.
- the base layer acts as a primer for the application of following layers.
- photoluminescence and its derivatives refer to the physical phenomenon by which certain substances absorb, under the effect of an incident electromagnetic radiation, photons and then release them again at a different energetic state.
- the principle in simple words, is the following: a source of energy, generally comprised of visible light or ultraviolet radiation, excites atoms, moving some electrons on a more external orbit. When these return to the inner orbit, they emit light.
- the time lapse between absorption and emission can be very short, for example around 10 nanoseconds (fluorescence). In other cases, this lapse can be extended to periods of a few minutes or hours (phosphorescence).
- the metallization layer is preferably formed by a process of deposition of metallic particles on the base layer.
- the metallization layer is preferably configured in order to render at least partially visible the photoluminescence of the above-mentioned base layer.
- the metallization layer is preferably configured to enable the emission of at least part of the radiations produced by the photoluminescence towards the exterior of the article.
- the metal particle deposition process comprises a physical vapor process of deposition, or PVD, in particular a sputtering deposition.
- Step C) which follows step B), comprises applying a transparent coating layer on the above-mentioned base and metallization layers.
- a material removal action is carried out, wherein a part of the metal particles of the metallization layer is removed according to a predetermined graphical pattern, to increase the visibility of the photoluminescence effect at said predetermined graphical pattern.
- the material removal action is accomplished by subjecting the metallization layer to a laser radiation treatment.
- the above-mentioned material removal action completely removes the metallization layer at the above-mentioned predetermined graphical pattern, exposing the photoluminescence of the underlying base layer.
- the above-mentioned material removal action partially removes the metallization layer at the predetermined graphical pattern. The above-mentioned partial removal of material partially thins the metallization layer to make it permeable to the photoluminescence of the base layer at the predetermined graphical pattern.
- the material removal action completely removes the metallization layer at a first portion of the predetermined graphical pattern and partially removes it at a second portion of the above-mentioned predetermined graphical pattern.
- the above-mentioned metal particles deposition process produces the above-mentioned metallization layer according to a thickness suitable to completely or almost completely hide the photoluminescence effect of said base layer.
- the photoluminescence of the base layer is visible only at the predetermined graphical pattern.
- the thickness of the metallization layer at least where it is desired to obtain a total or almost complete barrier of the preferably uniform photoluminescence, can be greater than 50 nanometres, indicatively ranging from 50 nanometres to 100 nanometres.
- the deposition process of the metal particles produces the metallization layer in order to allow the naked-eye perception of the photoluminescence effect of the base layer through the layer of metal particles, at least in low light conditions and/or in the presence of a predominantly ultraviolet light illumination.
- the metallization layer itself can be made according to a thickness, preferably uniform, less than 50 nanometres.
- the metallization layer has a thickness greater than 15 nanometers, preferably ranging from 20 to 35 nanometers.
- the metallization layer such configured is suitable to hide the photoluminescence effect of the base layer under normal ambient light, whether natural or artificial, leaving the metallic effect to prevail.
- the metallization layer thus configured in any case allows the perception of the photoluminescence of the base layer in low light conditions and/or in ultraviolet light conditions.
- the present invention relates to an article with a metallic surface finishing, having a main body and a plurality of superficial layers at a surface of the main body.
- the plurality of layers comprises: a base layer, a metallization layer and a coating layer.
- the base layer comprises at least one photoluminescent additive suitable for conferring photoluminescence properties, in particular a fluorescence or a phosphorescence.
- the metallization layer is external to said base layer and is preferably configured to make at least partially visible the photoluminescence.
- the metallization layer is preferably configured to enable the emission of at least part of the radiations produced by the photoluminescence towards the exterior of the article.
- the coating layer is transparent and is external to the above-mentioned metallization layers.
- the protective coating layer may be colorless or pigmented, glossy or opalescent.
- the article with a metallic surface finishing has an engraving in the metallization layer according to a predetermined graphical pattern.
- the above-mentioned engraving crosses completely the metallization layer at the predetermined graphical pattern.
- the coating layer is in contact with the base layer at the predetermined graphical pattern.
- the above-mentioned engraving has a depth less than the thickness of the metallization layer.
- the metallization layer is interposed between the base layer and the protective coating layer even at the predetermined graphical pattern.
- the article with a metallic surface finishing has a first engraving which crosses completely the metallization layer, and a second engraving having a depth less than the thickness of the metallization layer.
- the metallization layer is impervious to the photoluminescence of said base layer, except at the engraving described above.
- the metallization layer has a thickness impervious to the photoluminescence of the base layer.
- the metallization layer is at least partially permeable to the photoluminescence of the base layer.
- a method, object of the present invention comprises the following steps A), B) and C).
- steps A), B), C) can be carried out on a finishing line as described in US 9.487.857 and/or US-2017-0022599-A1 , both on behalf of the same applicant.
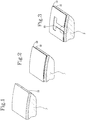
- a base layer 10 is applied to the surface of a main body "P" to be decorated ( figure 1 ).
- the base layer 10 comprises at least one photoluminescent additive to conferring photoluminescence properties to it.
- the above-mentioned additive confers fluorescence and/or phosphorescence properties to the base layer 10.
- the base layer 10 acts as a primer for the following layers.
- the base layer 10 can, for example, be applied by a spray painting process, and following cross-linking and/or drying by UV and/or infrared radiation.
- a metallization layer 20 is applied to the base layer 10 ( figure 2 ) by a deposition process of metallic particles, preferably a process of physical vapor deposition (PVD).
- PVD physical vapor deposition
- the above-mentioned deposition process is a deposition by cathodic sputtering.
- the metallization layer 20 obtained as a result of the deposition process has a thickness such as to make the metallization layer itself completely or almost completely impervious to the photoluminescence of the base layer 10.
- the thickness of the metallization layer 20, preferably uniform can advantageously be greater than 50 nanometers, indicatively between 50 and 100 nanometers.
- the metallization layer 20 obtained as a result of the deposition process has a thickness such as to render the metallization layer itself at least partially permeable to the photoluminescence of the base layer 10.
- the thickness of the metallization layer 20, preferably uniform can advantageously be less than 50 nanometers.
- the metallization layer has a thickness greater than 15 nanometers.
- the thickness of the latter is preferably between 20 and 35 nanometers.
- the prevailing visual appearance in conditions of normal ambient light, natural or artificial is the metallic effect conferred by the metallized layer, while the photoluminescence effect is less evident or absent.
- the luminescence effect is clearly visible and possibly prevailing over that of metallescence.
- At least one engraving 25 can be made in the metallization layer 20 according to a predetermined graphical pattern.
- the engraving 25 is made by a material removal process, preferably with the aid of laser radiation.
- the engraving 25 completely crosses the metallization layer 20, in order to expose the base layer 10 making it directly visible through the incision 25.
- the light emitted by the photoluminescence therefore enhances the depicted graphical pattern, especially in particular light conditions such as, for example, low light conditions, complete darkness conditions (phosphorescent solution) or ultraviolet light exposure (fluorescent and/or phosphorescent solution).
- light conditions such as, for example, low light conditions, complete darkness conditions (phosphorescent solution) or ultraviolet light exposure (fluorescent and/or phosphorescent solution).
- the base layer will be clearly visible at the graphical pattern as chromatically different from the metallization layer 20, but not necessarily emphasized by the photoluminescence effect.
- the engraving 25 locally thins the metallization layer 20, without completely exposing the base layer 10.
- the metallization layer 20 may in this case have at least a greater thickness portion, indicatively greater than 50 nanometers, around the graphical pattern, and at least a reduced thickness portion, indicatively less than 50 nanometers and preferably between 20 and 35 nanometers, at the graphical pattern.
- the graphical pattern will be clearly perceivable in some light conditions such as, for example, low light conditions, complete darkness conditions or ultraviolet light exposure, and little or not at all perceivable in normal ambient light conditions, where the metallic appearance of the metallization layer 20 will prevail over the photoluminescence effect of the underlying base layer 10.
- the transparency of the coating layer 30 allows the perception of the optical effects produced by the metallization layer 20, which simulate those of a completely metallic body, and by the photoluminescence of the base layer 10 at least at the engraving 25, if present.
- the coating layer 30 can be applied, for example, by spray painting, followed by cross-linking and/or drying by UV and/or infrared radiation.
- the substantially colorless coating layer 30 protects the metallization layer 20 and the base layer 10 without affecting its aesthetic properties.
- the coating layer 30 can be pigmented and/or opalescent so that, besides protecting the underlying layers, it provides the surface of the article produced with desired chromatic, gloss and/or shining properties.
- the present invention also concerns an article with a metallic surface finishing, which can be achieved by the method described above, comprises a main body "P" and a plurality of superficial layers at its external surface.
- the above-mentioned plurality of layers comprises the base layer 10, applied on the surface of the main body "P" in direct contact with the same or a previous interposition of one or more additional layers.
- the base layer 10 comprises at least one photoluminescent additive which gives it photoluminescence properties.
- the above-mentioned additive confers fluorescence and/or phosphorescence properties to the base layer 10.
- the base layer can indicatively have a thickness between 10 microns and 30 microns.
- the above-mentioned plurality of layers further comprises a metallization layer 20, comprising a plurality of metallic particles.
- the metallization layer 20 has an engraving 25 according to a predetermined graphical pattern, configured to increase the visibility of the base layer 10 through the above-mentioned graphical pattern, in order to enhance its optical and/or aesthetic qualities.
- the metallization layer 20 has, everywhere except that at the above-mentioned engraving 25, a thickness greater than 50 nanometers, indicatively between 50 nanometers and 100 nanometers, preferably uniform. This thickness makes the metallization layer 20 completely impervious to the photoluminescence of the base layer 10 everywhere except that at the above-mentioned engraving 25.
- the metallization layer 20, everywhere except that at the above-mentioned engraving 25 (if present), has a thickness of less than 50 nanometers, indicatively between 20 and 35 nanometers, preferably uniform. This thickness makes the metallization layer 20 partially permeable to the photoluminescence of the base layer 10.
- the photoluminescence effect in the form thus configured is little or not at all evident in some light conditions, such as natural light, and is more evident in other light conditions, for example low light conditions, complete darkness conditions. (phosphorescent embodiment) or ultraviolet light (fluorescent and/or phosphorescent embodiment).
- engraving 25 is optional.
- the engraving 25 crosses completely the metallization layer 20, exposing the base layer 10 in order to make the photoluminescence visible through the engraving 25, so that the emitted light enhances the depicted graphical pattern.
- the engraving 25 locally thins the metallization layer 10, without exposing completely the base layer 10.
- the photoluminescence of the base layer 10 is in this case perceivable only in certain light conditions, for example low light conditions, complete darkness or ultraviolet light exposure. In normal ambient light conditions, the metallic effect of the metallized layer 20 prevails.
- the above-mentioned plurality of layers further comprises a transparent coating layer 30, also referred to as "top coating", externally to the base 10 and metallization 20 layers.
- the coating layer 30 can indicatively have a thickness ranging from 10 microns to 30 microns.
- the coating layer 30, colorless or pigmented, glossy or opalescent, allows the perception of the optical effects linked to the metallization layer 20 which simulate those of a completely metallic body, and of the photoluminescence of the base layer 10 at least at the engraving 25, if present.
- the present invention achieves the proposed objects, overcoming the limits and the drawbacks of the known technique.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Metallurgy (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Inorganic Chemistry (AREA)
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT102017000093249A IT201700093249A1 (it) | 2017-08-11 | 2017-08-11 | Metodo per la decorazione superficiale di articoli e articolo ottenibile mediante detto metodo |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3441232A1 true EP3441232A1 (de) | 2019-02-13 |
| EP3441232B1 EP3441232B1 (de) | 2021-12-29 |
Family
ID=60991167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18179464.5A Active EP3441232B1 (de) | 2017-08-11 | 2018-06-25 | Verfahren zur flächendekoration von artikeln und einem mit diesem verfahren erhaltenen artikel |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US10889885B2 (de) |
| EP (1) | EP3441232B1 (de) |
| IT (1) | IT201700093249A1 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12552575B2 (en) | 2019-04-30 | 2026-02-17 | Anomatic Corporation | Jar assembly |
| US11584560B2 (en) | 2019-04-30 | 2023-02-21 | Anomatic Corporation | Jar assembly |
| EP4507848A4 (de) * | 2022-04-15 | 2026-05-06 | Anomatic Corp | Metallisierte scharnierkappe |
| CN117047293B (zh) * | 2023-08-15 | 2024-06-04 | 昆山吉山会津塑料工业股份有限公司 | 一种基于镭雕机的镀膜工艺 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001001444A (ja) * | 1999-06-21 | 2001-01-09 | Dainippon Printing Co Ltd | 金属調化粧板および金属調化粧シート |
| JP2001062957A (ja) * | 1999-08-31 | 2001-03-13 | Nissha Printing Co Ltd | 絵付インサートフィルムと絵付インサート成形品の製造方法 |
| JP2010194429A (ja) * | 2009-02-24 | 2010-09-09 | Nippon Paint Co Ltd | 積層塗膜及びその形成方法 |
| JP2011020021A (ja) * | 2009-07-14 | 2011-02-03 | Kansai Paint Co Ltd | 塗膜形成方法 |
| JP2012051218A (ja) * | 2010-08-31 | 2012-03-15 | Toppan Printing Co Ltd | 化粧シートおよび加飾成形品 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6159878A (en) * | 1999-01-12 | 2000-12-12 | Omniglow Corporation | Layered reflecting and photoluminous fire resistant material |
| US20040252488A1 (en) * | 2003-04-01 | 2004-12-16 | Innovalight | Light-emitting ceiling tile |
| JP2007035430A (ja) * | 2005-07-27 | 2007-02-08 | Seiko Instruments Inc | 有機発光素子 |
| US20070131949A1 (en) * | 2005-12-12 | 2007-06-14 | General Electric Company | Color tunable light-emitting devices and method of making the same |
| US20080107564A1 (en) * | 2006-07-20 | 2008-05-08 | Shmuel Sternberg | Medical fluid access site with antiseptic indicator |
| FR2915311B1 (fr) * | 2007-04-17 | 2011-01-07 | Saint Gobain | Lampe plane a decharge. |
| US20100123385A1 (en) * | 2008-11-18 | 2010-05-20 | Willorage Rathna Perera | Electroluminescent fibers, methods for their production, and products made using them |
| GB0911792D0 (en) * | 2009-07-07 | 2009-08-19 | Rue De Int Ltd | Photonic crystal material |
| KR101757016B1 (ko) * | 2010-03-11 | 2017-07-11 | 메르크 파텐트 게엠베하 | 방사성 섬유 |
| US8283853B2 (en) * | 2010-03-31 | 2012-10-09 | General Electric Company | Light-emitting device and article |
| US8297767B2 (en) * | 2010-09-07 | 2012-10-30 | Xicato, Inc. | LED-based illumination modules with PTFE color converting surfaces |
| WO2013056186A1 (en) * | 2011-10-12 | 2013-04-18 | The Regents Of The University Of California | Semiconductor processing by magnetic field guided etching |
| ITMI20121358A1 (it) | 2012-08-01 | 2014-02-02 | Tapematic Spa | Macchina per la verniciatura e linea per la finitura di oggetti tridimensionali di piccole dimensioni e relativi metodi |
| JP6084758B2 (ja) * | 2014-12-01 | 2017-02-22 | 株式会社タイカ | 水圧転写方法及び水圧転写シート |
| JP6709018B2 (ja) * | 2015-02-04 | 2020-06-10 | スリーエム イノベイティブ プロパティズ カンパニー | 加飾フィルム及びそれと一体化した物品 |
| ITUB20152328A1 (it) | 2015-07-20 | 2017-01-20 | Tapematic Spa | Metodo e macchina per la decorazione di oggetti di piccole dimensioni e prodotto ottenibile |
| US9937855B2 (en) * | 2016-06-02 | 2018-04-10 | Ford Global Technologies, Llc | Automotive window glazings |
-
2017
- 2017-08-11 IT IT102017000093249A patent/IT201700093249A1/it unknown
-
2018
- 2018-06-25 EP EP18179464.5A patent/EP3441232B1/de active Active
- 2018-07-23 US US16/042,759 patent/US10889885B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001001444A (ja) * | 1999-06-21 | 2001-01-09 | Dainippon Printing Co Ltd | 金属調化粧板および金属調化粧シート |
| JP2001062957A (ja) * | 1999-08-31 | 2001-03-13 | Nissha Printing Co Ltd | 絵付インサートフィルムと絵付インサート成形品の製造方法 |
| JP2010194429A (ja) * | 2009-02-24 | 2010-09-09 | Nippon Paint Co Ltd | 積層塗膜及びその形成方法 |
| JP2011020021A (ja) * | 2009-07-14 | 2011-02-03 | Kansai Paint Co Ltd | 塗膜形成方法 |
| JP2012051218A (ja) * | 2010-08-31 | 2012-03-15 | Toppan Printing Co Ltd | 化粧シートおよび加飾成形品 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3441232B1 (de) | 2021-12-29 |
| US20190048456A1 (en) | 2019-02-14 |
| US10889885B2 (en) | 2021-01-12 |
| IT201700093249A1 (it) | 2019-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10889885B2 (en) | Method for surface decoration of articles | |
| US12198577B2 (en) | Decorative film, decorative film body, display body and methods for production thereof | |
| CN113275227B (zh) | 一种装饰件表面处理方法 | |
| US9527340B2 (en) | Composite laminate assembly and method of manufacturing the same | |
| WO2008022254A3 (en) | Vehicle structure with three dimensional film and method | |
| US10365499B2 (en) | Laser-marked article with moire pattern | |
| KR20180000368U (ko) | 성형 부품, 특히 성형 부품으로서 형성된 차량 실내 공간용 장식부 또는 트림부 | |
| CN214873919U (zh) | 一种装饰件 | |
| JP2007161233A (ja) | 日中と夜間の可視性条件下で視認可能な発光性エンブレム | |
| CN212456694U (zh) | 树脂成形品及车辆用灯具 | |
| JP2022104936A (ja) | 加飾品及び加飾品の製造方法 | |
| EP3121308A1 (de) | Verfahren und vorrichtung zur behandlung kleiner gegenstände | |
| CN102560334A (zh) | 彩色金属制品及其制备方法 | |
| JP3240271U (ja) | 青貝蛍光装飾漆器製品 | |
| JP2007513804A (ja) | 点状レーザー放射により金属被覆成形体にグラフィック要素を形成させる方法 | |
| KR20230036969A (ko) | 적어도 부분적으로 투명한 대상물에서 위조방지 마킹을 구조화하는 방법 및 위조방지 마킹을 포함하는 적어도 부분적으로 투명한 대상물 | |
| JP6211134B1 (ja) | 照光式表示板及び照光式表示板の製造方法 | |
| KR20100120433A (ko) | 발광 장식재 및 그 제조 방법 | |
| JP6857382B2 (ja) | 切欠き模様付成形品の製法およびそれによって得られる切欠き模様付成形品 | |
| JP2017205947A (ja) | 加飾品及び加飾品の製造方法 | |
| CN115199984A (zh) | 车灯装饰件和它的制造方法 | |
| CN103287180A (zh) | 激光雕刻背漆镜子 | |
| US7293441B2 (en) | Production of versatile channel letter coil | |
| JP5368538B2 (ja) | ホログラム付缶 | |
| JP2023016153A (ja) | 装飾品及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20190131 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20200506 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20210826 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602018028704 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1458404 Country of ref document: AT Kind code of ref document: T Effective date: 20220115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220329 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20211229 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1458404 Country of ref document: AT Kind code of ref document: T Effective date: 20211229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220329 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220429 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220429 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602018028704 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20220930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20220630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220625 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220625 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220630 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20231004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20180625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250626 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20250618 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20250624 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20211229 |