EP3263241B1 - Rollfalzvorrichtung und verfahren zum falzen eines kantenbereichs eines blechteils - Google Patents
Rollfalzvorrichtung und verfahren zum falzen eines kantenbereichs eines blechteils Download PDFInfo
- Publication number
- EP3263241B1 EP3263241B1 EP17171453.8A EP17171453A EP3263241B1 EP 3263241 B1 EP3263241 B1 EP 3263241B1 EP 17171453 A EP17171453 A EP 17171453A EP 3263241 B1 EP3263241 B1 EP 3263241B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- roller
- folding
- pressure roller
- hemming
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002184 metal Substances 0.000 title claims description 58
- 238000000034 method Methods 0.000 title claims description 18
- 238000005096 rolling process Methods 0.000 title description 2
- 238000009957 hemming Methods 0.000 claims description 35
- 238000003825 pressing Methods 0.000 claims description 4
- 238000004826 seaming Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/02—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal by folding, e.g. connecting edges of a sheet to form a cylinder
- B21D39/021—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal by folding, e.g. connecting edges of a sheet to form a cylinder for panels, e.g. vehicle doors
- B21D39/023—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders of sheet metal by folding, e.g. connecting edges of a sheet to form a cylinder for panels, e.g. vehicle doors using rollers
Definitions
- the invention relates to a roller folding device for folding an edge region of a sheet metal part.
- the invention further relates to a method for folding an edge region of a sheet metal part.
- Such a roller folding device can be used in particular in the vehicle industry in the production of add-on parts, such as vehicle doors, tailgates, hoods, etc.
- a robot-guided roller folding head of the roller folding device moves around the sheet metal part or the sheet metal parts to be connected to one another at the edge regions and creates the desired fold shape, for example by folding an edge region of an outer sheet metal in such a way that this folded edge region encloses the edge region of an inner sheet metal sheet.
- a roller folding device with a folding bed into which two sheet metal parts are inserted so that their edge areas lie on top of each other at the edge of the folding bed in preparation for the folding process.
- the lower sheet metal part has a web which is bent by approximately 90° in a previous folding process and protrudes from the folding bed, which is placed on the edge region of the upper sheet metal part by means of the roller folding process and then encompasses or encloses this to create a connection between the two sheet metal parts.
- the roller folding process is carried out using a robot-guided roller folding head on which a folding roller that can be moved in the folding direction along the edge areas is mounted.
- the roof folding device includes an intermediate set of rollers that can move vertically.
- a flanging device for folding a flanging web of a component around a flanging edge.
- the flanging device comprises a tool head, a first flanging mold and a second flanging mold, which the tool head simultaneously inserts Working position carries and one of which is arranged trailing the other in a working direction.
- the DE 10 2004 016 385 B3 discloses a roller folding device for connecting the plate edges of two sheet metal plates by means of a folding edge with a folding bed and a folding roller which can be moved along the plate edges in the folding direction on a robot-guided roller folding head.
- a hold-down roller leading the folding roller is relatively displaceable with respect to the folding roller and is held pre-stressed on the inner part, with a first degree of freedom of displacement perpendicular to the folding direction (hold-down vector) on the inner part, with a second degree of freedom of displacement perpendicular to the folding direction and perpendicular to the side of the folding edge and with a pivoting degree of freedom a pivot axis axially parallel to the first degree of freedom of movement, pre-tensioned on the folding bed, supported on the hold-down roller guide surface via the ball.
- the EP 1 097 759 A1 discloses a roller-type processing device, the rollers of which are attached to a plurality of independently controllable robot arms, and the rollers are successively rolled into different rolling positions along a portion of a workpiece to be processed.
- a roll folding head for roll folding a folded edge on a sheet metal component resting on a folding table is known, with a base body that can be connected to a robot arm and to which a first work roll and a second work roll are attached, which are used for the gradual folding of the folded edge during a roll folding process simultaneously with this folded edge can be brought into contact.
- the first work roll and the second work roll form a tandem roll set, for which purpose these work rolls are fastened to the base body in a stationary manner and close to one another, so that both work rolls are simultaneously brought into contact with the folding edge during a roll folding process simply by changing the spatial position of the base body can.
- a major challenge is the precise positioning of the sheet metal part or parts during the folding process, as otherwise sufficient quality of the fold cannot be achieved.
- the invention is therefore based on the object of providing a folding device and a method for folding an edge region of a sheet metal part, by means of which the precise positioning of the sheet metal part during folding can be ensured in the simplest possible manner.
- the roller folding device has a robot-guided roller folding head, which has a folding roller that can be moved in the folding direction along the edge region of the sheet metal part to be folded. Furthermore, the roller folding device according to the invention has a holding device for holding the sheet metal part in a defined position, by means of which a pressure force can be applied directly to the edge region of the sheet metal part, the holding device having a first pressure roller, which is arranged in front of the folding roller in the folding direction, and a second pressure roller, which is arranged behind the folding roller in the folding direction.
- the object according to the invention is further achieved by means of a method in which a folding roller of a robot-guided roller folding head is moved in the folding direction along the edge region of the sheet metal part to be folded and the sheet metal part is moved during the movement of the folding roller in the folding direction by means of a first pressure roller, which is in front of the in the folding direction Folding roller is arranged, and a second pressure roller, which is arranged behind the folding roller in the folding direction, having a holding device is held in a defined position by applying a pressure force directly to the edge region of the sheet metal part by means of the holding device.
- the roller folding device has a holding device which has the function of holding the sheet metal part to be folded or the sheet metal parts to be connected to one another via a fold in a defined position during the folding process.
- a holding device which has the function of holding the sheet metal part to be folded or the sheet metal parts to be connected to one another via a fold in a defined position during the folding process.
- an edge area of a sheet metal part is preferably adjusted.
- the holding device is designed in such a way that it holds the sheet metal part or parts directly in the area of the fold, in that the holding device applies a pressing force directly to the edge area of the sheet metal part to be folded.
- the pressure force is applied via two separately arranged pressure rollers of the holding device.
- the first pressure roller is arranged in front of the folding roller in the folding direction and the second pressure roller is arranged behind the folding roller in the folding direction.
- a pressure force can be applied to the edge region of the sheet metal part to be folded both before the actual folding process using the folding roller and after the folding process with the folding roller.
- the two pressure rollers are preferably positioned as close as possible and at a short distance from the folding roller.
- the two pressure rollers do not have a separate drive, but are rotated by the movement of the folding roller in the folding direction along the edge region of the sheet metal part, so that the two pressure rollers are designed to run along with the folding roller.
- the sheet metal part to be folded is now held in place by applying a pressure force directly to the edge area to be folded and not next to it, on the remaining area of the sheet metal part, contamination of the pressure rollers due to adhesive residue emerging from the folded area can be avoided.
- the holding device which is provided in addition to the folding roller and has two pressure rollers, it is possible to ensure that the sheet metal part or parts are held in the correct position during folding in the simplest possible way.
- the holding device is mounted on the robot-guided roller hemming head. This makes it possible to achieve a particularly dense positioning of the pressure rollers on the folding roller positioned on the roller folding head. Furthermore, the storage of the holding device on the roller folding head enables a particularly compact design of the roller folding device. Complex constructions for the holding device can thereby be avoided.
- the holding device can be detachably attached to the roller seaming head via a screw connection.
- the holding device is preferably separated into two parts, with a first part comprising the first pressure roller and a second part comprising the second pressure roller, the two parts of the holding device and thus the two pressure rollers of the holding device then preferably being mounted on two opposite side surfaces of the roller hemming head can.
- the first pressure roller and/or the second pressure roller are resiliently mounted.
- the pressure force can be applied using a linear guide and a gas pressure spring. This has the advantage that the pressure rollers can always press against each other with the same force when the trimming fluctuates.
- an air cylinder can also be provided in order to be able to vary the pressure force to be applied to the edge area and to compensate for unevenness.
- the first pressure roller and/or the second pressure roller can be tilted relative to their axis of rotation. Due to the possibility of a tilting movement of the pressure rollers, they can optimally adapt to the contour of the edge area when guided along the edge area of the sheet metal part, so that the application of a pressure force can be reliably guaranteed regardless of the contour of the edge area.
- the first pressure roller is preferably held on a first receiving element by means of a first axle element extending along the axis of rotation of the first pressure roller, the first axle element preferably being mounted on the first receiving element in front of and behind the first pressure roller.
- the first receiving element thus preferably surrounds the first pressure roller in a U-shape.
- the second pressure roller is also preferably held on a first receiving element by means of a second axle element extending along the axis of rotation of the second pressure roller, the second axle element preferably being mounted on the second receiving element in front of and behind the second pressure roller.
- the second receiving element thus preferably encompasses the second pressure roller in a U-shape.
- the second pressure roller can be positioned at an angle of 5° ⁇ ⁇ ⁇ 60° inclined to the first pressure roller. Due to the inclined arrangement of the two pressure rollers relative to one another, the application of force by the first pressure roller to the edge area to be folded can be carried out differently or in a different direction than the application of force by the second pressure roller to the edge area to be folded. The effect and thus the quality of holding the sheet metal part to be folded via the pressure rollers of the holding device can thereby be improved.
- the first pressure roller and/or the second pressure roller can also be designed to be profiled.
- a profiling can be formed, for example, by a radius profiling. This allows the edge area to be folded to be held better. However, other types of profiling are also possible.
- the first pressure roller and/or the second pressure roller can also be cylindrical.
- first pressure roller and/or the second pressure roller can each be designed in the form of a hyperboloid.
- a hyperboloid shape means that the pressure rollers each have a cylindrical shape, which has a constriction in the middle over the entire circumference. In this way, a kind of forced guidance can be formed for the edge area to be folded so that it cannot move against the folding direction due to excessive pressure.
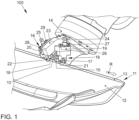
- FIG. 1 A roller folding device 100 is shown schematically, by means of which an edge region 10 of a sheet metal part 11 can be folded.
- the sheet metal part 11 can have an inner sheet 12 and an outer sheet 13, which can be connected to one another by folding the edge region 10, which is part of the outer sheet 13 in the embodiment shown here.
- the roller folding device 100 has a robot-guided roller folding head 14, on which a folding roller 15 is arranged, by means of which the edge region 10 of the sheet metal part 11 is folded.
- the folding roller 15 is moved in the folding direction R on the edge region 10 of the sheet metal part 11 by means of the roller folding head 14.
- the roller folding device 100 has a holding device 16, which serves to hold the sheet metal part 11 in a defined position during folding, in particular to hold it in place, in order to prevent the sheet metal part 11 from slipping during the folding process.
- the holding device 16 is designed in such a way that it can apply a pressing force directly to the edge region 10 of the sheet metal part 11 to be folded.
- the holding device 16 is divided into two, so that a pressing force can be applied to the edge region 10 of the sheet metal part 11 to be folded at two different, separately arranged positions.
- the holding device 16 is divided into two such that a holding force in the folding direction R can be applied in front of and behind the folding roller 15 to the edge region 10 of the sheet metal part 11 to be folded.
- the holding device 16 has a first pressure roller 17 and a second pressure roller 18.
- the first pressure roller 17 is arranged in front of the folding roller 15 in the folding direction R and the second pressure roller 18 is arranged behind the folding roller 15 in the folding direction R.
- the folding roller 15 is thus positioned between the two pressure rollers 17, 18.
- the pressure rollers 17, 18 are each positioned as close as possible to the folding roller 15 and thus at a short distance from the folding roller 15.
- the pressure rollers 17, 18 do not have their own drive, but rather they rotate about their axis of rotation A 1 , A 2 by moving the roller folding head 14 and thus the folding roller 15 along the edge region 10 of the sheet metal part 11 to be folded, so that the pressure rollers 17, 18 follow the movement of the folding roller 15.
- the holding device 16 and thus the two pressure rollers 17, 18 are mounted on the robot-guided roller hemming head 14 and are therefore attached to it, so that the holding device 16 or the pressure rollers 17, 18 do not require their own guide or receiving device separately from the roller hemming head 14.
- the pressure rollers 17, 18 are each mounted or attached to the roller seaming head 14 via a receiving element 19, 20.
- the first pressure roller 17 is held on the first receiving element 19 by means of a first axle element 21 which extends along the rotation axis A 1 of the first pressure roller 17.
- the first axle element 21 is mounted on the first receiving element 19 in front of and behind the first pressure roller 17.
- the first pressure roller 17 is therefore mounted on both sides or two sides.
- the first receiving element 19 surrounds the first pressure roller 17 in a U-shape.
- the second pressure roller 18 is held on the second receiving element 20 by means of a second axle element 22 extending along the axis of rotation A 2 of the second pressure roller 18.
- the second axle element 22 is mounted on the second receiving element 20 in front of and behind the second pressure roller 18.
- the second pressure roller 18 is therefore also mounted on both sides or two sides.
- the second receiving element 20 surrounds the second pressure roller 18 in a U-shape.
- Both the first receiving element 19 and the second receiving element 20 are attached by means of a screw connection to the roller folding head 14, in particular a flange 23 of the roller folding head 14, on which the folding roller 15 is also rotatably mounted.
- the first pressure roller 17 and the second pressure roller 18 are each resiliently mounted.
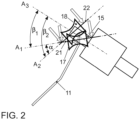
- first pressure roller 17 and the second pressure roller 18 are mounted in such a way that they can each be tilted together with their axle elements 21, 22 relative to their axis of rotation A 1 , A 2 by applying a force to the axle elements 21, 22, as in Fig. 2 is indicated by the arrows.
- the two pressure rollers 17, 18 can be arranged inclined to one another by the second pressure roller 18, in particular the axis of rotation A 2 of the second pressure roller 18 or the second axis element 22, on which the second pressure roller 18 is mounted, at an angle 5° ⁇ ⁇ ⁇ 60° inclined to the first pressure roller 17, in particular the axis of rotation A 1 of the first pressure roller 17 or the first axle element 21, on which the first pressure roller 17 is mounted, can be positioned.
- the angle ⁇ is preferably adjustable as desired and/or can change depending on the contour of the edge region 10 of the sheet metal part 11 to be folded.
- the folding roller 15 is also arranged inclined to the two pressure rollers 17, 18.
- the axis of rotation A 3 of the folding roller 15 is positioned at an angle of 10° ⁇ ⁇ 1 ⁇ 90° to the axis of rotation A2 of the second pressure roller 18 and at an angle of 10° ⁇ ⁇ 2 ⁇ 90° to the axis of rotation A1 of the first pressure roller 17.
- the angle ⁇ 2 is greater than the angle ⁇ 1 , so that the inclination of the second pressure roller 18 to the folding roller 15 is greater than the inclination of the first pressure roller 17 to the folding roller 15.
- the first pressure roller 17 and/or the second pressure roller 18 each have a running surface with which the pressure rollers 17, 18 roll on the edge region 10. These running surfaces of the pressure rollers 17, 18 can be profiled.
- the pressure rollers 17, 18 can each have the shape of a hyperboloid, in which the pressure rollers 17, 18 are cylindrical, with a central constriction.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Press Drives And Press Lines (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
- Die Erfindung betrifft eine Rollfalzvorrichtung zum Falzen eines Kantenbereichs eines Blechteils. Ferner betrifft die Erfindung ein Verfahren zum Falzen eines Kantenbereichs eines Blechteils.
- Eine derartige Rollfalzvorrichtung kann insbesondere in der Fahrzeugindustrie bei der Fertigung von Anbauteilen, wie zum Beispiel Fahrzeugtüren, Heckklappen, Motorhauben, usw. eingesetzt werden. Bei diesem Fügeverfahren umfährt ein robotergeführter Rollfalzkopf der Rollfalzvorrichtung das Blechteil bzw. die miteinander zu verbindenden Blechteile an den Kantenbereichen und erstellt die gewünschte Falzform, indem beispielsweise ein Kantenbereich eines Außenblechs so gefalzt wird, dass dieser gefalzte Kantenbereich den Randbereich eines Innenblechs umschließt.
- Aus der
EP 1 097 759 A1 ist eine Rollfalzvorrichtung mit einem Falzbett bekannt, in welches zwei Blechteile so eingelegt werden, dass deren Randbereiche am Rand des Falzbetts zur Vorbereitung des Falzvorgangs übereinander liegen. Dabei weist das untere Blechteil einen in einem vorausgehenden Abkantvorgang etwa um 90° abgekanteten und vom Falzbett abstehenden Steg auf, welcher mittels des Rollfalzvorgangs auf den Randbereich des oberen Blechteils gelegt wird und diesen dann zur Herstellung einer Verbindung der beiden Blechteile miteinander umfasst bzw. umschließt. Der Rollfalzvorgang wird mittels eines robotergeführten Rollfalzkopfes durchgeführt, an dem eine in Falzrichtung entlang der Kantenbereiche bewegbare Falzrolle gelagert ist. - Aus der
US 5,623,805 ist eine Dachfalzvorrichtung zum Verbinden von Bauplatten in einer durchgehenden Naht entlang benachbarter Seitenkanten von zwei Bauplatten-Paneelen bei der Konstruktion eines Gebäudes oder einer ähnlichen Struktur bekannt. Die Dachfalzvorrichtung umfasst einen Zwischensatz von Rollen, die sich vertikal bewegen können. - Aus der
EP 1 685 915 A1 ist eine Bördelvorrichtung zum Umlegen eines Bördelstegs eines Bauteils um eine Bördelkante bekannt. Die Bördelvorrichtung umfasst einen Werkzeugkopf, eine erste Bördelform und eine zweite Bördelform, die der Werkzeugkopf gleichzeitig in Arbeitsposition befindlich trägt und von denen eine der anderen in eine Arbeitsrichtung nachlaufend angeordnet ist. - Die
DE 10 2004 016 385 B3 offenbart eine Rollfalzvorrichtung zum Verbinden der Plattenränder zweier Blechplatten mittels eines Falzrandes mit einem Falzbett und einer entlang der Plattenränder in Falzrichtung bewegbaren Falzrolle an einem robotergeführten Rollfalzkopf. Erfindungsgemäß ist eine der Falzrolle vorauslaufende Niederhalterolle bezüglich der Falzrolle relativ verlagerbar und auf das Innenteil vorgespannt gehalten, mit einem ersten Verschiebefreiheitsgrad senkrecht zur Falzrichtung (Niederhaltevektor) auf das Innenteil, mit einem zweiten Verschiebefreiheitsgrad senkrecht zur Falzrichtung und senkrecht seitlich zum Falzrand und mit einem Schwenkfreiheitsgrad mit einer Schwenkachse achsparallel zum ersten Verschiebefreiheitsgrad vorgespannt am Falzbett auf der Niederhalterrollenführungsfläche über die Kugel abgestützt. - Die
EP 1 097 759 A1 offenbart eine rollenartige Bearbeitungsvorrichtung, deren Rollen an einer Vielzahl von unabhängig steuerbaren Roboterarmen angebracht sind, und die Rollen nacheinander entlang eines zu bearbeitenden Abschnitts eines Werkstücks in verschiedene Rollpositionen gerollt werden. - Aus der
DE 10 2012 004 054 A1 ist ein Rollfalzkopf zum Rollfalzen eines Falzrands an einem auf einem Falztisch aufliegenden Blechbauteil bekannt, mit einem an einen Roboterarm anbindbaren Grundkörper, an dem eine erste Arbeitsrolle und eine zweite Arbeitsrolle befestigt sind, die für das schrittweise Falzen des Falzrands während eines Rollfalzvorgangs gleichzeitig mit diesem Falzrand in Kontakt gebracht werden können. Es ist vorgesehen, dass die erste Arbeitsrolle und die zweite Arbeitsrolle einen Tandemrollensatz ausbilden, wozu diese Arbeitsrollen ortsfest und eng nebeneinanderliegend am Grundkörper befestigt sind, so dass beide Arbeitsrollen während eines Rollfalzvorgangs lediglich durch Verändern der Raumlage des Grundkörpers gleichzeitig mit dem Falzrand in Kontakt gebracht werden können. - Eine große Herausforderung stellt die lagegenaue Fixierung des Blechteils bzw. der Blechteile beim Falzvorgang dar, da ansonsten keine ausreichende Qualität der Falzung erreicht werden kann.
- Der Erfindung liegt daher die Aufgabe zugrunde, eine Falzvorrichtung und ein Verfahren zum Falzen eines Kantenbereichs eines Blechteils zur Verfügung zu stellen, mittels welchen auf möglichst einfache Art und Weise ein lagegenaues Halten des Blechteils beim Falzen sichergestellt werden kann.
- Die Lösung der erfindungsgemäßen Aufgabe erfolgt mit den Merkmalen der unabhängigen Ansprüche. Bevorzugte Ausgestaltungen und Weiterbildungen der Erfindung sind in den abhängigen Ansprüchen angegeben.
- Die Rollfalzvorrichtung gemäß der Erfindung weist einen robotergeführten Rollfalzkopf auf, welcher eine in Falzrichtung entlang des zu falzenden Kantenbereichs des Blechteils bewegbare Falzrolle aufweist. Weiter weist die Rollfalzvorrichtung gemäß der Erfindung eine Haltevorrichtung zum Halten des Blechteils in einer definierten Position auf, mittels welcher eine Andruckkraft unmittelbar auf den Kantenbereich des Blechteils aufbringbar ist, wobei die Haltevorrichtung eine erste Andruckrolle, welche in Falzrichtung vor der Falzrolle angeordnet ist, und eine zweite Andruckrolle, welche in Falzrichtung hinter der Falzrolle angeordnet ist, aufweist.
- Die Lösung der erfindungsgemäßen Aufgabe erfolgt ferner mittels eines Verfahrens, bei welchem eine Falzrolle eines robotergeführten Rollfalzkopfes in Falzrichtung entlang des zu falzenden Kantenbereichs des Blechteils bewegt wird und das Blechteil bei der Bewegung der Falzrolle in Falzrichtung mittels einer eine erste Andruckrolle, welche in Falzrichtung vor der Falzrolle angeordnet ist, und eine zweite Andruckrolle, welche in Falzrichtung hinter der Falzrolle angeordnet ist, aufweisenden Haltevorrichtung in einer definierten Position gehalten wird, indem mittels der Haltevorrichtung eine Andruckkraft unmittelbar auf den Kantenbereich des Blechteils aufgebracht wird.
- Erfindungsgemäß ist es nunmehr vorgesehen, dass die Rollfalzvorrichtung eine Haltevorrichtung aufweist, welche die Funktion hat, das zu falzende Blechteil bzw. die über eine Falzung miteinander zu verbindenden Blechteile während des Falzvorgangs in einer definierten Position zu halten. Beim Falzen erfolgt vorzugsweise ein Einstellen eines Kantenbereiches eines Blechteiles. Die Haltevorrichtung ist dabei derart ausgebildet, dass diese das Blechteil bzw. die Blechteile unmittelbar im Bereich der Falzung festhält, indem die Haltevorrichtung eine Andruckkraft unmittelbar auf den Kantenbereich des zu falzenden Blechteils aufbringt. Das Aufbringen der Andruckkraft erfolgt über zwei separat zueinander angeordnete Andruckrollen der Haltevorrichtung. Um eine gleichmäßige Andruckkraft während des Falzvorgangs auf den Falzbereich und damit den Kantenbereich des Blechteils aufbringen zu können, ist die erste Andruckrolle in Falzrichtung vor der Falzrolle und die zweite Andruckrolle in Falzrichtung hinter der Falzrolle angeordnet. Damit kann sowohl vor dem eigentlichen Falzvorgang mittels der Falzrolle als auch nach dem Falzvorgang mit der Falzrolle eine Andruckkraft auf den zu falzenden Kantenbereich des Blechteils aufgebracht werden. Die beiden Andruckrollen sind vorzugsweise möglichst dicht, in einem geringen Abstand zu der Falzrolle positioniert. Bevorzugt weisen die beiden Andruckrollen keinen separaten Antrieb auf, sondern werden durch die Bewegung der Falzrolle in Falzrichtung entlang des Kantenbereichs des Blechteils mit gedreht, so dass die beiden Andruckrollen mit der Falzrolle mitlaufend ausgebildet sind. Dadurch, dass das Festhalten des zu falzenden Blechteils nunmehr durch Aufbringen einer Andruckkraft unmittelbar auf den zu falzenden Kantenbereich und nicht daneben, auf dem restlichen Bereich des Blechteils erfolgt, kann eine Verschmutzung der Andruckrollen durch an dem Falzbereich austretende Klebereste vermieden werden. Mittels der zusätzlich zu der Falzrolle vorgesehenen, zwei Andruckrollen aufweisenden Haltevorrichtung kann damit auf möglichst einfache Art und Weise ein lagegenaues Halten des bzw. der Blechteile beim Falzen sichergestellt werden kann.
- Die Haltevorrichtung ist erfindungsgemäß an dem robotergeführten Rollfalzkopf gelagert. Damit kann eine besonders dichte Positionierung der Andruckrollen an der an dem Rollfalzkopf positionierten Falzrolle erreicht werden. Ferner ermöglicht die Lagerung der Haltevorrichtung an dem Rollfalzkopf eine besonders kompakte Ausgestaltung der Rollfalzvorrichtung. Aufwendige Konstruktionen für die Haltevorrichtung können dadurch vermieden werden. Beispielsweise kann die Haltevorrichtung über eine Schraubverbindung lösbar an dem Rollfalzkopf befestigt sein. Die Haltevorrichtung ist dabei vorzugsweise in zwei Teile separiert, wobei ein erstes Teil die erste Andruckrolle und ein zweites Teil die zweite Andruckrolle umfasst, wobei die beiden Teile der Haltevorrichtung und damit die beiden Andruckrollen der Haltevorrichtung dann bevorzugt an zwei sich gegenüberliegenden Seitenflächen des Rollfalzkopfes gelagert sein können.
- Um die auf den Kantenbereich aufzubringende Andruckkraft variieren zu können und um Unebenheiten ausgleichen zu können, ist es bevorzugt vorgesehen sein, dass die erste Andruckrolle und/oder die zweite Andruckrolle federnd gelagert sind. Die Andruckkraft kann hierbei mittels einer Linearführung und einer Gasdruckfeder aufgebracht werden. Dies hat den Vorteil, dass sich die Andruckrollen, bei schwankendem Beschnitt, immer mit der gleichen Kraft andrücken können. Alternativ kann auch ein Luftzylinder vorgesehen sein, um die auf den Kantenbereich aufzubringende Andruckkraft variieren und Unebenheiten ausgleichen zu können.
- Vorzugsweise sind die erste Andruckrolle und/oder die zweite Andruckrolle relativ zu ihrer Drehachse verkippbar. Durch die Möglichkeit einer Verkippbewegung der Andruckrollen können diese sich bei der Führung entlang des Kantenbereichs des Blechteils optimal an die Kontur des Kantenbereichs anpassen, so dass unabhängig von der Kontur des Kantenbereichs das Aufbringen einer Andruckkraft sicher gewährleistet werden kann.
- Die erste Andruckrolle ist vorzugsweise mittels eines sich entlang der Drehachse der ersten Andruckrolle erstreckenden ersten Achselements an einem ersten Aufnahmeelement gehalten, wobei das erste Achselement vorzugsweise vor und hinter der ersten Andruckrolle an dem ersten Aufnahmeelement gelagert ist. Das erste Aufnahmeelement umgreift damit vorzugsweise U-förmig die erste Andruckrolle. Durch die Lagerung des ersten Achselements, auf welchem die erste Andruckrolle drehbar gelagert ist, an zwei Positionen rechts und links der ersten Andruckrolle kann eine besonders exakte Führung der ersten Andruckrolle über das erste Aufnahmeelement und über das erste Achselement erfolgen. Die erste Andruckrolle ist bei dieser Ausgestaltung damit vorzugsweise zweiseitig bzw. beidseitig gelagert. Die erste Andruckrolle kann dadurch besonders stabil gelagert werden, so dass unerwünschte Verkippbewegungen der ersten Andruckrolle, die beispielsweise bei einer einseitigen Lagerung auftreten können, vermieden werden können. Das erste Aufnahmeelement ist vorzugsweise unmittelbar an dem Rollfalzkopf befestigt.
- Auch die zweite Andruckrolle ist vorzugsweise mittels eines sich entlang der Drehachse der zweiten Andruckrolle erstreckenden zweiten Achselements an einem ersten Aufnahmeelement gehalten, wobei das zweite Achselement vorzugsweise vor und hinter der zweiten Andruckrolle an dem zweiten Aufnahmeelement gelagert ist. Das zweite Aufnahmeelement umgreift damit vorzugsweise U-förmig die zweite Andruckrolle. Durch die Lagerung des zweiten Achselements, auf welchem die zweite Andruckrolle drehbar gelagert ist, an zwei Positionen rechts und links der zweiten Andruckrolle kann eine besonders exakte Führung der zweiten Andruckrolle über das zweite Aufnahmeelement und über das zweite Achselement erfolgen. Die zweite Andruckrolle ist bei dieser Ausgestaltung damit vorzugsweise zweiseitig bzw. beidseitig gelagert. Die zweite Andruckrolle kann dadurch besonders stabil gelagert werden, so dass unerwünschte Verkippbewegungen der zweiten Andruckrolle, die beispielsweise bei einer einseitigen Lagerung auftreten können, vermieden werden können. Das zweite Aufnahmeelement ist vorzugsweise unmittelbar an dem Rollfalzkopf befestigt.
- Erfindungsgemäß ist vorgesehen, dass die zweite Andruckrolle in einem Winkel 5° ≤ α ≤ 60° geneigt zu der ersten Andruckrolle positionierbar ist. Durch die geneigte Anordnung der beiden Andruckrollen zueinander kann die Kraftaufbringung der ersten Andruckrolle auf den zu falzenden Kantenbereich anders bzw. in eine andere Richtung erfolgen als die Kraftaufbringung der zweiten Andruckrolle auf den zu falzenden Kantenbereich. Die Wirkung und damit die Qualität des Festhaltens des zu falzenden Blechteils über die Andruckrollen der Haltevorrichtung kann dadurch verbessert werden.
- Die erste Andruckrolle und/oder die zweite Andruckrolle können ferner profiliert ausgebildet sein. Eine Profilierung kann beispielsweise durch eine Radiusprofilierung ausgebildet sein. Hierdurch kann der zu falzende Kantenbereich besser gehalten werden. Andere Arten von Profilierungen sind jedoch auch möglich. Weiter können die erste Andruckrolle und/oder die zweite Andruckrolle auch zylindrisch ausgebildet sein.
- Zudem können die erste Andruckrolle und/oder die zweite Andruckrolle in Form jeweils eine Hyperboloiden ausgebildet sein. Eine hyperboloide Form bedeutet hierbei, dass die Andruckrollen jeweils eine zylindrische Form aufweisen, welche über den gesamten Umfang mittig eine Einschnürung aufweist. Hierdurch kann eine Art Zwangsführung für den zu falzenden Kantenbereich ausgebildet werden, damit dieser nicht durch eine zu hohe Andruckkraft entgegen der Falzrichtung ausweichen kann.
- Weitere, die Erfindung verbessernde Maßnahmen werden nachstehend anhand der Beschreibung bevorzugter Ausgestaltungen der Erfindung anhand der nachfolgenden Figuren näher dargestellt.
- Es zeigen:
- Fig. 1
- eine schematische Darstellung einer Rollfalzvorrichtung gemäß der Erfindung beim Falzen eines Kantenbereichs eines Blechteils; und
- Fig. 2
- eine schematische Darstellung der Position der Andruckrollen und der Falzrolle der in
Fig. 1 gezeigten Rollfalzvorrichtung zueinander. - In
Fig. 1 ist eine Rollfalzvorrichtung 100 schematisch gezeigt, mittels welcher ein Kantenbereich 10 eines Blechteils 11 gefalzt werden kann. Das Blechteil 11 kann ein Innenblech 12 und ein Außenblech 13 aufweisen, welche durch Falzen des Kantenbereichs 10, welches bei der hier gezeigten Ausgestaltung Teil des Außenblechs 13 ist, miteinander verbunden werden können. - Die Rollfalzvorrichtung 100 weist einen robotergeführten Rollfalzkopf 14 auf, an welchem eine Falzrolle 15 angeordnet ist, mittels welcher das Falzen des Kantenbereichs 10 des Blechteils 11 erfolgt. Hierfür wird die Falzrolle 15 mittels des Rollfalzkopfes 14 in Falzrichtung R auf dem Kantenbereich 10 des Blechteils 11 bewegt.
- Ferner weist die Rollfalzvorrichtung 100 eine Haltevorrichtung 16 auf, welche dazu dient, das Blechteil 11 beim Falzen in einer definierten Position zu halten, insbesondere festzuhalten, um zu verhindern, dass das Blechteil 11 beim Falzvorgang verrutschen kann. Hierfür ist die Haltevorrichtung 16 derart ausgebildet, dass sie eine Andruckkraft unmittelbar auf den zu falzenden Kantenbereich 10 des Blechteils 11 aufbringen kann.
- Die Haltevorrichtung 16 ist zweigeteilt, so dass an zwei verschiedenen, getrennt voneinander angeordneten Positionen eine Andruckkraft auf den zu falzenden Kantenbereich 10 des Blechteils 11 aufgebracht werden kann. Die Haltevorrichtung 16 ist derart zweigeteilt, dass eine Haltekraft in Falzrichtung R vor und hinter der Falzrolle 15 auf den zu falzenden Kantenbereich 10 des Blechteils 11 aufgebracht werden kann.
- Dafür weist die Haltevorrichtung 16 eine erste Andruckrolle 17 und eine zweite Andruckrolle 18 auf. Die erste Andruckrolle 17 ist in Falzrichtung R vor der Falzrolle 15 angeordnet und die zweite Andruckrolle 18 ist in Falzrichtung R hinter der Falzrolle 15 angeordnet. Die Falzrolle 15 ist damit zwischen den beiden Andruckrollen 17, 18 positioniert. Die Andruckrollen 17, 18 sind dabei jeweils möglichst dicht an der Falzrolle 15 und damit mit einem geringen Abstand zu der Falzrolle 15 positioniert.
- Die Andruckrollen 17, 18 weisen keinen eigenen Antrieb auf, sondern sie drehen sich um ihre Drehachse A1, A2 durch eine Bewegung der Rollfalzkopfes 14 und damit der Falzrolle 15 entlang des zu falzenden Kantenbereichs 10 des Blechteils 11, so dass die Andruckrollen 17, 18 der Bewegung der Falzrolle 15 folgen.
- Die Haltevorrichtung 16 und damit die beiden Andruckrollen 17, 18 sind an dem robotergeführten Rollfalzkopf 14 gelagert und damit an diesem befestigt, so dass die Haltevorrichtung 16 bzw. die Andruckrollen 17, 18 keine eigene Führung bzw. Aufnahmevorrichtung separat zu dem Rollfalzkopf 14 benötigen.
- Die Andruckrollen 17, 18 sind jeweils über ein Aufnahmeelement 19, 20 an dem Rollfalzkopf 14 gelagert bzw. befestigt.
- Dabei ist die erste Andruckrolle 17 mittels eines sich entlang der Drehachse A1 der ersten Andruckrolle 17 erstreckenden ersten Achselements 21 an dem ersten Aufnahmeelement 19 gehalten. Das erste Achselement 21 ist vor und hinter der ersten Andruckrolle 17 an dem ersten Aufnahmeelement 19 gelagert. Die erste Andruckrolle 17 ist damit beidseitig bzw. zweiseitig gelagert. Das erste Aufnahmeelement 19 umgreift dabei die erste Andruckrolle 17 U-förmig.
- Die zweite Andruckrolle 18 ist mittels eines sich entlang der Drehachse A2 der zweiten Andruckrolle 18 erstreckenden zweiten Achselements 22 an dem zweiten Aufnahmeelement 20 gehalten. Das zweite Achselement 22 ist vor und hinter der zweiten Andruckrolle 18 an dem zweiten Aufnahmeelement 20 gelagert. Die zweite Andruckrolle 18 ist damit ebenfalls beidseitig bzw. zweiseitig gelagert. Das zweite Aufnahmeelement 20 umgreift dabei die zweite Andruckrolle 18 U-förmig.
- Um eine federnde Lagerung der Andruckrollen 17, 19 erreichen zu können, sind an den Aufnahmeelementen 19, 20 jeweils eine Gasdruckfeder 24, 25 und jeweils rechts und links von der Gasdruckfeder 24, 25 angeordnete Passschrauben 26, 27, 28, 29 mit jeweils einer Gleitlagerführung vorgesehen.
- Befestigt sind sowohl das erste Aufnahmeelement 19 als auch das zweite Aufnahmeelement 20 mittels einer Schraubverbindung an dem Rollfalzkopf 14, insbesondere einem Flansch 23 des Rollfalzkopfes 14, an welchem auch die Falzrolle 15 drehbar gelagert ist.
- Die erste Andruckrolle 17 und die zweite Andruckrolle 18 sind jeweils federnd gelagert.
- Weiter sind die erste Andruckrolle 17 und die zweite Andruckrolle 18 derart gelagert, dass sie jeweils zusammen mit ihren Achselementen 21, 22 relativ zu ihrer Drehachse A1, A2 verkippt werden können, indem eine Kraft auf die Achselemente 21, 22 aufgebracht wird, wie in
Fig. 2 durch die Pfeile angedeutet ist. - Wie sowohl in
Fig. 1 als auch inFig. 2 zu erkennen ist, können die beiden Andruckrollen 17, 18 zueinander geneigt angeordnet sein, indem die zweite Andruckrolle 18, insbesondere die Drehachse A2 der zweiten Andruckrolle 18 bzw. das zweite Achselement 22, auf welchem die zweite Andruckrolle 18 gelagert ist, in einem Winkel 5° ≤ α ≤ 60° geneigt zu der ersten Andruckrolle 17, insbesondere der Drehachse A1 der ersten Andruckrolle 17 bzw. des ersten Achselements 21, auf welchem die ersten Andruckrolle 17 gelagert ist, positioniert werden kann. Die Winkel α ist vorzugsweise beliebig einstellbar und/oder kann sich in Abhängigkeit der Kontur des zu falzenden Kantenbereichs 10 des Blechteils 11 verändern. - Bei der in
Fig. 1 und2 gezeigten Ausgestaltung sind nicht nur die Andruckrollen 17, 18 geneigt zueinander ausgebildet, sondern auch die Falzrolle 15 ist geneigt zu den beiden Andruckrollen 17, 18 angeordnet. Die Drehachse A3 der Falzrolle 15 ist dabei in einem Winkel 10° ≤ β1 ≤ 90° zu der Drehachse A2 der zweiten Andruckrolle 18 und in einem Winkel 10° ≤ β2 ≤ 90° zu der Drehachse A1 der ersten Andruckrolle 17 positioniert. Bei der hier gezeigten Ausgestaltung ist der Winkel β2 größer als der Winkel β1, so dass die Neigung der zweiten Andruckrolle 18 zu der Falzrolle 15 größer ist als die Neigung der ersten Andruckrolle 17 zu der Falzrolle 15. - Die erste Andruckrolle 17 und/oder die zweite Andruckrolle 18 weisen jeweils eine Lauffläche auf, mit welcher die Andruckrollen 17, 18 auf dem Kantenbereich 10 abrollen. Diese Laufflächen der Andruckrollen 17, 18 können profiliert ausgebildet sein.
- Wie insbesondere in
Fig. 2 weiter zu erkennen ist, können die Andruckrollen 17, 18 jeweils die Form eines Hyperboloiden aufweisen, bei welcher die Andruckrollen 17, 18 zylinderförmig, mit einer mittig ausgebildeten Einschnürung ausgebildet sind. -
- 100
- Rollfalzvorrichtung
- 10
- Kantenbereich
- 11
- Blechteil
- 12
- Innenblech
- 13
- Außenblech
- 14
- Rollfalzkopf
- 15
- Falzrolle
- 16
- Haltevorrichtung
- 17
- Erste Andruckrolle
- 18
- Zweite Andruckrolle
- 19
- Erstes Aufnahmeelement
- 20
- Zweites Aufnahmeelement
- 21
- Erstes Achselement
- 22
- Zweites Achselement
- 23
- Flansch
- 24
- Gasdruckfeder
- 25
- Gasdruckfeder
- 26
- Passschraube mit Gleitlagerführung
- 27
- Passschraube mit Gleitlagerführung
- 28
- Passschraube mit Gleitlagerführung
- 29
- Passschraube mit Gleitlagerführung
- R
- Falzrichtung
- A1
- Erste Drehachse
- A2
- Zweite Drehachse
- α
- Neigungswinkel
- β1
- Neigungswinkel
- β2
- Neigungswinkel
Claims (8)
- Rollfalzvorrichtung (100) zum Falzen eines Kantenbereichs (10) eines Blechteils (11), mit einem robotergeführten Rollfalzkopf (14), welcher eine in Falzrichtung (R) entlang des zu falzenden Kantenbereichs (10) des Blechteils (11) bewegbare Falzrolle (15) aufweist, und einer Haltevorrichtung (16) zum Halten des Blechteils (11) in einer definierten Position, mittels welcher eine Andruckkraft unmittelbar auf den Kantenbereich (10) des Blechteils (11) aufbringbar ist,
wobei die Haltevorrichtung (16) eine erste Andruckrolle (17), welche in Falzrichtung (R) vor der Falzrolle (15) angeordnet ist, und eine zweite Andruckrolle (18), welche in Falzrichtung (R) hinter der Falzrolle (15) angeordnet ist, aufweist, wobei die Haltevorrichtung (16) an dem robotergeführten Rollfalzkopf (14) gelagert ist, dadurch gekennzeichnet, dass die zweite Andruckrolle (18) in einem Winkel 5° ≤ α ≤ 60° geneigt zu der ersten Andruckrolle (17) positionierbar ist. - Rollfalzvorrichtung (100) nach Anspruch 1, dadurch gekennzeichnet, dass die erste Andruckrolle (17) und/oder die zweite Andruckrolle (18) federnd gelagert sind.
- Rollfalzvorrichtung (100) nach einem der Ansprüche 1 und 2, dadurch gekennzeichnet, dass die erste Andruckrolle (17) und/oder die zweite Andruckrolle (18) relativ zu ihrer Drehachse (A1, A2) verkippbar sind.
- Rollfalzvorrichtung (100) nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die erste Andruckrolle (17) mittels eines sich entlang der Drehachse (A1) der ersten Andruckrolle (17) erstreckenden ersten Achselement (21) an einem ersten Aufnahmeelement (19) gehalten ist, wobei das erste Achselement (21) vor und hinter der ersten Andruckrolle (17) an dem ersten Aufnahmeelement (19) gelagert ist.
- Rollfalzvorrichtung (100) nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die zweite Andruckrolle (18) mittels eines sich entlang der Drehachse (A2) der zweiten Andruckrolle (18) erstreckenden zweiten Achselement (22) an einem zweiten Aufnahmeelement (20) gehalten ist, wobei das zweite Achselement (22) vor und hinter der zweiten Andruckrolle (18) an dem zweiten Aufnahmeelement (20) gelagert ist.
- Rollfalzvorrichtung (100) nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die erste Andruckrolle (17) und/oder die zweite Andruckrolle (18) profiliert ausgebildet sind.
- Rollfalzvorrichtung (100) nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die erste Andruckrolle (17) und/oder die zweite Andruckrolle (18) in Form jeweils eines Hyperboloiden ausgebildet sind.
- Verfahren zum Falzen eines Kantenbereichs (10) eines Blechteils (11), bei welchem eine Falzrolle (15) eines robotergeführten Rollfalzkopfes (14) in Falzrichtung (R) entlang des zu falzenden Kantenbereichs (10) des Blechteils (11) bewegt wird und das Blechteil (11) bei der Bewegung der Falzrolle (15) in Falzrichtung (R) mittels einer eine erste Andruckrolle (17), welche in Falzrichtung (R) vor der Falzrolle (15) angeordnet ist, und eine zweite Andruckrolle (18), welche in Falzrichtung (R) hinter der Falzrolle (15) angeordnet ist, aufweisenden Haltevorrichtung (16), welche an dem robotergeführten Rollfalzkopf (14) gelagert ist, in einer definierten Position gehalten wird, indem mittels der Haltevorrichtung (16) eine Andruckkraft unmittelbar auf den Kantenbereich (10) des Blechteils (11) aufgebracht wird, dadurch gekennzeichnet, dass die zweite Andruckrolle (18) in einem Winkel 5° ≤ α ≤ 60° geneigt zu der ersten Andruckrolle (17) positionierbar ist..
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016211571.5A DE102016211571A1 (de) | 2016-06-28 | 2016-06-28 | Rollfalzvorrichtung und Verfahren zum Falzen eines Kantenbereichs eines Blechteils |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3263241A1 EP3263241A1 (de) | 2018-01-03 |
| EP3263241B1 true EP3263241B1 (de) | 2024-01-17 |
Family
ID=58745057
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17171453.8A Active EP3263241B1 (de) | 2016-06-28 | 2017-05-17 | Rollfalzvorrichtung und verfahren zum falzen eines kantenbereichs eines blechteils |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3263241B1 (de) |
| CN (1) | CN107537942B (de) |
| DE (1) | DE102016211571A1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110328266B (zh) * | 2019-08-16 | 2024-04-09 | 江苏三迪机车制造有限公司 | 折边组件及折边方法 |
| DE102020125935B4 (de) | 2020-10-05 | 2023-05-17 | Audi Aktiengesellschaft | Vorrichtung und Verfahren zum Umformen eines Falzflansches |
| CN112676468A (zh) * | 2021-01-06 | 2021-04-20 | 烟台宇信科技有限公司 | 一种汽车白车身闭合件的自动滚边设备 |
| CN113714358A (zh) * | 2021-08-26 | 2021-11-30 | 常州孟腾智能装备有限公司 | 一种钣金件开窗的滚动折边装置及其折边方法 |
| CN115213313A (zh) * | 2021-11-12 | 2022-10-21 | 广州汽车集团股份有限公司 | 一种滚边设备 |
| CN114042789B (zh) * | 2021-12-02 | 2022-08-09 | 上海交通大学 | 板材随动式机器人柔性渐进翻边成形优化方法 |
| CN115283559B (zh) * | 2022-07-22 | 2024-05-31 | 精诚工科汽车系统有限公司 | 滚边方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2544875A1 (de) * | 1975-10-07 | 1977-04-14 | Knudson Gary Art | Vorrichtung zum ausbilden von naehten |
| US4989308A (en) * | 1988-06-20 | 1991-02-05 | Butler Manufacturing Company | Bidirectional roof seaming machine |
| US5623805A (en) * | 1995-04-20 | 1997-04-29 | M.I.C. Industries, Inc. | Seaming device capable of seaming curved and straight panels |
| DE29606725U1 (de) * | 1996-04-16 | 1996-08-14 | Trumpf Gmbh & Co, 71254 Ditzingen | Maschine zum Umbiegen eines Blechrandes |
| JP3563349B2 (ja) * | 1998-09-08 | 2004-09-08 | トライエンジニアリング株式会社 | ローラー転圧式加工装置及びローラー転圧式加工方法 |
| DE102004016385B3 (de) * | 2004-04-02 | 2005-09-08 | Audi Ag | Rollfalzvorrichtung zum Verbinden der Plattenränder zweier Blechplatten mittels eines Falzrandes |
| DE102005004474B3 (de) * | 2005-01-31 | 2006-08-31 | Edag Engineering + Design Ag | Bördelvorrichtung und Bördelverfahren zum Umlegen eines Bördelstegs eines Bauteils um eine Bördelkante |
| EP2116318B1 (de) * | 2005-12-05 | 2011-04-27 | Honda Motor Co., Ltd. | Umbördelvorrichtung |
| DE102012004054A1 (de) * | 2012-03-02 | 2013-09-05 | Volkswagen Ag | Rollfalzkopf, Anlage und Verfahren zum Rollfalzen mit einem Tandemrollensatz |
| DE102014201998A1 (de) * | 2014-02-04 | 2015-08-20 | Volkswagen Aktiengesellschaft | Verfahren zum Verbinden und Prägevorrichtung |
-
2016
- 2016-06-28 DE DE102016211571.5A patent/DE102016211571A1/de not_active Withdrawn
-
2017
- 2017-05-17 EP EP17171453.8A patent/EP3263241B1/de active Active
- 2017-06-28 CN CN201710508241.0A patent/CN107537942B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102016211571A1 (de) | 2017-12-28 |
| EP3263241A1 (de) | 2018-01-03 |
| CN107537942B (zh) | 2020-08-18 |
| CN107537942A (zh) | 2018-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3263241B1 (de) | Rollfalzvorrichtung und verfahren zum falzen eines kantenbereichs eines blechteils | |
| DE10111374B4 (de) | Bördelvorrichtung zum Umlegen einer Bördelkante eines Werkstücks durch Rollfalzen | |
| EP0394531B1 (de) | Falzmaschine | |
| WO2018055184A1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken | |
| EP3763454B1 (de) | Rollfalzkopf und verfahren zum rollfalzen eines falzrandes mit hilfe eines roboters ohne externe vorrichtungstechnik | |
| EP3144076B1 (de) | Werkzeug für eine stanzmaschine zum umformen von abschnitten eines plattenförmigen werkstücks und verfahren dazu | |
| WO2003018227A1 (de) | Bördelvorrichtung zum umlegen einer bördelkante eines werkstücks durch rollfalzen mit wenigstens zwei falzschritten | |
| DE202004012580U1 (de) | Falzwerkzeug zum Roboterfalzen | |
| EP3515617B1 (de) | Werkzeug und werkzeugmaschine sowie verfahren zum bearbeiten von plattenförmigen werkstücken | |
| DE10306966A1 (de) | Plattenverarbeitende Maschine mit Biegefunktion und Werkzeug hierfür | |
| EP1916043B1 (de) | Runde- oder Biegemaschine | |
| EP1495816B1 (de) | Biegewerkzeug mit einstellbaren Werkstückwiderlagersegmenten sowie Biegemaschine mit einem derartigen Biegewerkzeug | |
| EP2576095B1 (de) | Vorrichtung zum umformen eines bauteils aus einem insbesondere flächigen halbzeug | |
| DE2617755A1 (de) | Rollenformmaschine zur formgebenden bearbeitung von blechen u.dgl., insbesondere zum aufbiegen, kanten oder boerdeln usw. der raender von metallblechen | |
| EP0995509A1 (de) | Biegeeinrichtung | |
| EP1162011B1 (de) | Vorrichtung zum Umlegen einer Bördelkante eines Werkstücks durch Rollfalzen | |
| DE102005042362B4 (de) | Falzvorrichtung für einen Rollfalzkopf einer Rollfalzvorrichtung | |
| DE3709018C2 (de) | Vorrichtung zum Biegebearbeiten von Blechtafeln | |
| DE29914967U1 (de) | Bördeleinrichtung mit einem mehrachsigen Manipulator | |
| WO2021013810A1 (de) | Werkzeug und verfahren zum bearbeiten von plattenförmigen werkstücken, insbesondere blechen | |
| DE102020125935B4 (de) | Vorrichtung und Verfahren zum Umformen eines Falzflansches | |
| EP0483641A2 (de) | Vorrichtung zum Biegen von Blech | |
| DE102014012643A1 (de) | Verfahren und Werkzeug zum Bearbeiten von Werkstücken | |
| DE10012276C1 (de) | Vorrichtung und Verfahren zum Falzen von Blech | |
| DE102017115285A1 (de) | Flexibles Falzwerkzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180702 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20210326 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230529 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20230816 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017015759 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20240117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240517 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240627 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240417 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240417 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240417 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240517 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240418 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240627 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240517 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240517 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240725 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240117 |